
水溶性フィルムロール及び包装体
【課題】ロールからフィルムを繰り出す際にフィルムの破断を防止できる水溶性フィルムロールと水溶性フィルムロールを防湿包装してなる包装体を提供する
【解決手段】水溶性フィルムロール3の端面4にマスキング材5を接着し、マスキング材5が端面4に接着されたまま水溶性フィルム1を繰り出すことにより、端面4における水分の付着を防止することができ、水溶性フィルム1同士の溶着に由来するフィルムの破断を防止することができる。マスキング材5は、粘着剤を用いて端面4に接着されるプラスチックフィルムであることが好ましい。
【解決手段】水溶性フィルムロール3の端面4にマスキング材5を接着し、マスキング材5が端面4に接着されたまま水溶性フィルム1を繰り出すことにより、端面4における水分の付着を防止することができ、水溶性フィルム1同士の溶着に由来するフィルムの破断を防止することができる。マスキング材5は、粘着剤を用いて端面4に接着されるプラスチックフィルムであることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、水溶性フィルムロールに関し、特に水溶性フィルムのロール端面にマスキング材が接着されてなる水溶性フィルムロールに関する。また、前記水溶性フィルムロールを防湿包装してなる包装体に関する。
【背景技術】
【0002】
ポリビニルアルコール等の水溶性フィルムは、様々な用途に使用される。それらの一つに、水圧転写方法に用いられる水圧転写用ベースフィルムがある。ここで、水圧転写方法とは、水溶性フィルムである水圧転写用ベースフィルムの表面に転写用の印刷層を形成した水圧転写用印刷フィルムを、印刷面を上にして水面に浮かべた後、被転写体である各種の成形体をその上方から押し入れることにより、水圧を利用して被転写体の表面に印刷層を転写する方法である(例えば、特許文献1)。前記水圧転写方法によって、凹凸のある立体面や曲面を有する成形体の表面に対して、意匠性を付与したり、表面物性を向上させる目的で印刷層を形成することができる。
【0003】
製造された水溶性フィルムは、通常、ロール状に巻き取られて水溶性フィルムロールとされることが多い。前記水溶性フィルムロールは、梱包され、二次加工メーカー等へ運搬される。そこで開梱された水溶性フィルムロールは、繰り出し装置に装着され、印刷等の二次加工に供される。
【0004】
二次加工、特に高速印刷が施される場合に、ロールからフィルムが繰り出される際に、フィルムが破断することが問題となっている。連続方式の加工ラインでは、加工装置にフィルムを導紙し直すために時間を要することから、フィルムの破断が生産ロスの主因となる。フィルムの破断は1年を通して発生するが、特に冬場に頻発する。
【0005】
以前より、フィルムの破断の発生は水分の影響が大きいと考えられているため、水溶性フィルムロールの梱包形態又は包装形態を強化する方法が採用されている。しかしながら、包装形態や梱包形態をどれほど強化しても、繰り出し中のフィルムの破断が避けられない場合が多くあった。
【0006】
一方、フィルムの破断が特に冬場に頻発するのは、フィルムの温度が低い場合に、フィルムの引裂強度が低下するからであると考えられている。そこで、水溶性フィルムの原料樹脂の処方を調整して柔軟化したフィルムを冬場に使用する対策が採られているが、破断を根絶するには至っていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭54−33115号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記課題を解決するためになされたものであり、ロールからフィルムを繰り出す際にフィルムの破断を防止できる水溶性フィルムロールを提供することを目的とするものである。また、前記水溶性フィルムロールを防湿包装してなる包装体を提供することも目的とするものである。
【課題を解決するための手段】
【0009】
本発明者らは、上記のごとき目的を達成する技術を鋭意研究した結果、ロールを繰り出す際の水溶性フィルムの破断は、ロールの端面からの水分の浸入が原因であることを見出すとともに、水溶性フィルムのロールの端面にマスキング材が接着されてなることを特徴とする水溶性フィルムロールを提供することによって上記課題が解決されることを見出した。
【0010】
開梱時などに水溶性フィルムロールの置かれる環境等によっては、ロールの表面に水分が付着することがある。例えば、ロールの表面に結露が発生したり、空気中に浮遊しているミスト状の水滴がロールの表面に付着したりする場合がある。結露は、冷えた水溶性フィルムロールが暖かい室内に持ち込まれる時など、室内の気温よりもロール表面の温度が低い場合に発生し易く、ミスト状の水滴の付着は、加湿器等によって加湿が行われている室内で発生し易い。加湿器等によって加湿が行われると、加湿器から放出された水蒸気が室内の温度分布に伴い凝集することによってミスト状の水滴が形成され、その水滴が空気の流れに沿って移動してロールに付着したり、加湿器等から直接放出されたミスト状の水滴が付着したりする。
【0011】
このように、水溶性フィルムロールの表面、特にロールの端面に水分が付着すると、水分がロールの端部から浸入して速やかに水溶性フィルムの隙間に広がり、フィルムの表面を膨潤溶解させつつ、更にフィルム内部へ浸透しながら再び乾燥することによって、接触している水溶性フィルム間に局所的な溶着を引き起こす。このように生じたフィルム同士の溶着によって、ロールからフィルムを繰り出す際にフィルムの破断が引き起こされることを見出した。フィルムの破断が特に冬場に頻発するのは、フィルムの引裂強度が低下するためだけではなく、運搬中等にロールの表面の温度が低下し結露が生じ易く、また、室内が加湿されることが多いためと推測される。
【0012】
また、ロールの梱包形態又は包装形態を強化した場合であっても、開梱され、包装材等から取り出されてから、ロールが繰り出し装置に装着されるのが常識である。一般的には、繰り出し装置に装着後繰り出しが完了するまでに、数十分以上の時間を要する。しかし、その間にロールの端面に水分が付着すれば、フィルムの種類及び温湿度などの環境によって変化するが、付着後短時間で溶着に至る。このように、フィルムが繰り出される間にもフィルムの溶着が起こりうることから、繰り出し中にも水分の浸入を防ぐことが必要であることを見出し、本発明に至ったものである。
【0013】
前記水溶性フィルムはポリビニルアルコールフィルムであることが好ましい。前記水溶性フィルムの厚みが10〜200μmであること、水分率が1〜6重量%であること、又はヤング率が50〜500MPaであることが好ましい。前記マスキング材が粘着剤を用いて接着されてなることが好ましく、このとき、前記粘着剤の粘着力が0.01〜5N/cmであることがより好ましい。前記マスキング材がプラスチックフィルムからなることも好ましい。前記水溶性フィルムが水圧転写用ベースフィルムであることも好ましい。さらに、前記水溶性フィルムロールを防湿包装してなる包装体とすることも好適である。
【発明の効果】
【0014】
本発明の水溶性フィルムロールを用いることによって、水溶性フィルムロールの端面からの水分の浸入を防止することができる。その結果、水溶性フィルムロールの置かれる環境に左右されることなく、水溶性フィルムロールから水溶性フィルムを繰り出す際に生じる水溶性フィルムの破断を有効に防止することができる。特に、水溶性フィルムが水圧転写用ベースフィルムである場合に適している。
【図面の簡単な説明】
【0015】
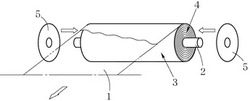
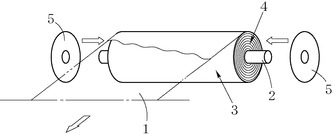
【図1】図1は、実施例1の水溶性フィルムロールを示した図である。
【発明を実施するための形態】
【0016】
本発明の水溶性フィルムロールは、水溶性フィルムのロールの端面にマスキング材が接着されてなることを特徴とする水溶性フィルムロールである。
【0017】
上記水溶性フィルムは、水溶性であれば特に限定されないが、ポリビニルアルコール、カルボキシメチルセルロース、ヒドロキシエチルセルロース、ポリビニルピロリドン、ポリアクリル酸及びその塩、デンプン、グリセリン、ゼラチン等から選択される1又は2以上の樹脂からなる水溶性フィルムが例示される。中でも、ポリビニルアルコールからなる水溶性フィルムは、ポリビニルアルコールの重合度、ケン化度、デンプン等の添加剤の配合等の諸条件を変化させることによって、必要な機械的強度や取り扱い中の耐湿性を制御することができるため、好ましく用いられる。また、ポリビニルアルコールからなる水溶性フィルムは、印刷性が良好であり、水に浮かべてからの吸水による柔軟化の速度、延展ないし拡散に要する時間及び転写時の変形のしやすさを制御することもできるため、水圧転写用ベースフィルムとして好適に使用される。また、上記水溶性フィルムは、水に対する溶解性の高いフィルムであるほど、本発明の効果が顕著に現れる。
【0018】
上記水溶性フィルムの厚みは10〜200μmであることが好ましい。厚みが10μm未満である場合には、フィルムの強度が不足するため、水溶性フィルムの二次加工を行う際、行程通過性が低下するおそれがある。厚みはより好ましくは20μm以上、さらに好ましくは25μm以上である。厚みが200μmを超える場合には、フィルムの強度が上がるため水溶性フィルムの破断が起こりにくくなり、本発明の構成を採用する必要性が低下する。また、水圧転写用ベースフィルムとして用いる場合には、水溶性が低下して、結果的に水圧転写方法における生産効率を低下させるおそれがある。厚みはより好ましくは100μm以下、さらに好ましくは40μm以下である。
【0019】
上記水溶性フィルムの水分率は1〜6重量%であることが好ましい。水分率が1重量%未満である場合には、フィルムの耐衝撃性が低下して裂け易くなるだけでなく、静電気が発生しやすくなるため、フィルムに埃やゴミが付着するおそれがある。その結果、例えば、フィルム上に印刷を行った場合には印刷抜けが起こるおそれがある。水分率はより好ましくは1.5重量%以上、さらに好ましくは2重量%以上である。6重量%を超える場合には、水溶性フィルムロールからフィルムを繰り出す時にフィルムが伸びるおそれがある。その結果、例えば、フィルム上に印刷を行ったときに印刷パターンがぼやけたり、多色印刷を施したときには印刷ずれが起きたりすることがある。水分率はより好ましくは4重量%以下である。
【0020】
上記水溶性フィルムのヤング率は50〜500MPaであることが好ましい。ここで、水溶性フィルムのヤング率とは、以下のようにして測定されたフィルムの巻取り方向(MD)のヤング率をいう。ヤング率が50MPa未満である場合には耐衝撃性が高く、水溶性フィルムの溶着が起こった場合にも、繰り出す際にフィルムの破断が起こりにくいため、本発明の構成を採用する必要性が低下する。また、水溶性フィルムを繰り出す際に、フィルムが縦方向に伸びるおそれがあり、印刷を行う場合には印刷パターンがぼやけることがある。ヤング率はより好ましくは100MPa以上である。一方、ヤング率が500MPaを超える場合には、耐衝撃性が低下して破断しやすくなる。ヤング率はより好ましくは300MPa以下である。ヤング率の測定においては、15mm幅、150mm長の短冊状に切り取った試料フィルムを20℃、65%RHの条件下で3時間調湿後、オートグラフ(株式会社島津製作所製)を用いて、チャック間100mm、引張速度100mm/分で引張り、伸度2%の荷重値より弾性率を算出した。
【0021】
上記水溶性フィルムは、ロール状に巻き取られて水溶性フィルムロールとなるが、芯材に巻き取られていてもよいし、芯材が用いられることなく直接巻き取られていてもよい。フィルムを繰り出す作業性を考慮すると、水溶性フィルムロールが芯材に巻き取られてなることが好ましい。このとき、円筒状の芯材に巻き取られてなることがより好ましい。芯材の素材は、特に限定されないが、通常は紙やプラスチック等が使用される。また、水溶性フィルムの長さ及び幅に特に制限はなく、1〜3000m程度の長さで、0.5〜4m程度の幅のものが好ましく用いられる。
【0022】
本発明の水溶性フィルムロールの端面にはマスキング材が接着されてなることが必要である。ここで、マスキング材が端面に単に接触しているだけでは、繰り出される間に、ロールの端面とマスキング材のわずかな隙間から水分が浸入し、フィルムの破断が起こってしまう。マスキング材が端面に接着され、ロールと一体となって回転することによって、水分の浸入が完全に防止されるのである。上記マスキング材が接着される方法は特に限定されないが、粘着剤を用いて接着されてなることが好ましい。例えば、粘着剤層を有するマスキング材などが好適に使用される。
【0023】
ここで、粘着剤とは、押圧することによって被着材に接着させることのできる物質をいう。使用することのできる粘着剤は、特に限定されないが、ゴム系、アクリル系、エチレンビニルアセテート(EVA)系の粘着剤が例示される。上記粘着剤は、長期密着下でも粘着剤中の成分が水溶性フィルムへ移行し難いことが望ましいことから、非溶剤系であることが好ましい。上記粘着剤の粘着力は、0.01〜5N/cmであることが好ましい。ここで、粘着剤の粘着力とは、JIS Z0237に準拠して測定された粘着力をいう。粘着力0.1N/cm以上の場合には、マスキング材を貼り付ける試験板としてステンレス板を使用し、粘着力0.1N/cm未満の場合には、マスキング材を貼り付ける試験板としてアクリル樹脂(PMMA)板を使用した。
【0024】
マスキング材は、水溶性フィルムロールから水溶性フィルムが繰り出される間にも、途中で剥がれることなく水溶性フィルムロールの端面に接着されることが求められるため、粘着剤の粘着力は0.01N/cm以上であることが好ましく、より好ましくは0.1N/cm以上である。一方で、粘着剤の粘着力が強すぎると、水溶性フィルムロールの端面に荒れや糊残りが生じたり、粘着剤との粘着抵抗によって水溶性フィルムが破断したりする場合があり、この観点から粘着剤の粘着力は5N/cm以下であることが好ましく、より好ましくは2N/cm以下である。よって、これらを防ぐ観点から、粘着剤は粘着力の強すぎないものが望ましい。また、粘着剤は再剥離性を有することも好ましい。非溶剤系であり、かつ適当な粘着力の粘着剤を選択しやすい点で、合成ゴム系又はエチレンビニルアセテート系の粘着剤がより好ましく用いられる。また、粘着性を有する樹脂からなるプラスチックフィルムも使用される。
【0025】
上記マスキング材は、一般的にはプラスチックフィルム、紙、板、不織布、織物又は編物などからなるが、特に限定されない。前記マスキング材は、水溶性フィルムロールの端面の凹凸に追随できるだけの柔軟性を有し、かつ、水不透過性であることが水分の浸入を効果的に防ぐ点において好ましい。このため、プラスチックフィルムからなることが好適である。プラスチックフィルムとしては、例えば、ポリエステル、ポリオレフィン、ポリ塩化ビニル、セロハン又はアセテート等からなるフィルムが挙げられるが、柔軟性の点でポリオレフィンからなるフィルムが好ましく用いられる。
【0026】
以上の水溶性フィルムロールを防湿包装してなる包装体が好ましい実施形態である。水溶性フィルムは高吸湿性であることが多く、無包装の状態で長時間放置すると、水溶性フィルムが空気中の水分を吸収し、表層フィルム及びロールの端部のフィルムが伸びて、しわやタルミを生じることがある。水溶性フィルムロールを防湿包装することによって、これらを防止することができる。
【0027】
防湿包装の方法は特に限定されないが、水溶性フィルムロールをアルミ蒸着フィルム等の防湿フィルムで覆うことが好ましい。さらに、必要に応じてクラフト紙等で覆ってもよい。また、運搬中の衝撃等によってロールが損傷することを防止するために、ロールの芯材の両端に宙吊り用ホルダーを取り付けて、ロールを宙吊りの状態で梱包することが望ましい。
【0028】
上記水溶性フィルムの用途としては、農薬・洗剤・塗料等を単位量ずつ包装するユニット包装材、再湿接着剤、刺繍基布又はかつら基布などの一時支持体、農業用種子帯及び種子養成シート、ランドリーバック、繊維包装材、水圧転写用ベースフィルムが例示される。これらの中でも、水圧転写用ベースフィルムが好ましい。水圧転写用ベースフィルムは、これに印刷を施す際に、連続的に高速で長時間繰り出される場合が多いため、溶着によるフィルムの破断が起こり易く、本発明を使用する利益が大きいものである。
【0029】
上記水溶性フィルムロールの端面にマスキング材が接着されたまま、水溶性フィルムロールから水溶性フィルムを繰り出す水溶性フィルムの繰り出し方法が本発明の好ましい実施形態である。かかる状態で水溶性フィルムを繰り出すことによって、水溶性フィルムロールが繰り出される間にも、ロール端面からの水分の浸入による水溶性フィルムの溶着が防止され、その結果水溶性フィルムの破断を効果的に防止することができる。
【0030】
この時、水溶性フィルムの繰り出し速度は、1〜100m/分であることが好ましい。1m/分以下であると、二次加工における生産性が低下するだけでなく、水溶性フィルムの溶着による破断が起こりにくくなり、本発明の構成を採用する必要性が低下する。繰り出し速度はより好ましくは10m/分以上、さらに好ましくは20m/分以上である。100m/分を超える場合には、フィルムの破断が起こりやすくなる。また、フィルムに印刷を施す際には、品質が十分に保てないおそれがある。繰り出し速度はより好ましくは80m/分以下、さらに好ましくは60m/分以下である。
【0031】
ここで、マスキング材は、水溶性フィルムロールから水溶性フィルムが繰り出される間、水溶性フィルムロールの端面に接着されていることが求められるが、マスキング材が端面に接着されるタイミングは特に限定されない。例えば、水溶性フィルムロールが製造された直後に接着されてもよいし、水溶性フィルムロールが防湿包装から取り出された後に接着されてもよい。水溶性フィルムの破断を効果的に防止するためには、水溶性フィルムロールの端面が露出している時間ができるだけ短くなるように接着されることが望ましい。
【0032】
上記水溶性フィルムの繰り出し方法によって、水溶性フィルムを繰り出しながら上記水溶性フィルムに印刷する印刷フィルムの製造方法も好ましい実施形態である。印刷フィルムの製造時には、水溶性フィルムが連続的に高速で長時間繰り出される必要があることが多く、水溶性フィルムの溶着による破断が起こり易いことから、上記の繰り出し方法を採用する利益が大きいものである。水溶性フィルムへの印刷は、公知の方法によって行われ、例えば、グラビア印刷、スクリーン印刷、オフセット印刷、ロールコート等が採用される。印刷は水溶性フィルムに直接施す方法でも構わないし、他のフィルムに一旦印刷した後に水溶性フィルムに転写する方法でも構わない。印刷に用いられるインクは特に制限はなく、従来公知のものが用いられる。
【0033】
上記の製造方法によって得られた印刷フィルムは、水溶性フィルム上に印刷層が形成された水圧転写用印刷フィルムとして、水圧転写方法に好適に用いることができる。通常、水溶性フィルム上の印刷層は非水溶性であり、しかも印刷層が形成されなかったフィルムの端部は印刷後に切り取られる場合が多いので、巻き取られた水圧転写用印刷フィルムのロールの端部では、水溶性フィルムが相互に直接触れていないことが多い。そのため、かかるロールから水圧転写用印刷フィルムが再び繰り出される場合には、フィルム同士の溶着が起こりにくくなる。よって、水圧転写用印刷フィルムのロールには、フィルムの破断を防止するためのマスキング材は不要となる。
【0034】
上記水圧転写用印刷フィルムは、種々の成形品等の表面に印刷層を形成するのに使用される。上記成形品等の表面の形状が平坦であっても、粗面であっても、凹凸形状を有していてもよく、主として凹凸のある立体面や曲面を有する成形体の表面に印刷層を形成するのに好適に用いられる。
【実施例】
【0035】
以下、実施例により本発明を具体的に説明する。なお、実施例において使用した水溶性フィルムロールは、ロールの端面にマスキング材が接着される直前まで、防湿包装されて室温20〜25℃で保管されていた。
【0036】
実施例1
図1に示すように、水溶性フィルム1であるポリビニルアルコールフィルム(株式会社クラレ製VF−Hシリーズ、厚み:30μm、幅:300mm、長さ:1000m、水分率:2.8%、ヤング率200MPa)を紙管2(内径75mm、外径90mmの紙製の円筒)にロール状に巻き取った水溶性フィルムロール3の両側の端面4に、マスキング材5として紙管2の外径及び水溶性フィルムロール3の巻径に合わせてドーナツ状に切り取った積水化学工業株式会社製「プロテクトテープ#6314−B」(片面に特殊合成ゴム系粘着剤層を有するポリオレフィンフィルム、総厚み:60μm、粘着力:0.9N/cm)を、空気が噛みこまないように接着させた。外気環境10℃、相対湿度50%に対し、室温20℃、相対湿度60%に加湿空調した室内にて、前記水溶性フィルムロール3を繰り出し装置に装着し、前記水溶性フィルムロール3からポリビニルアルコールフィルムを30m/分の速度で連続的に繰り出し、水溶性フィルム1の片面に印刷した。この際、水溶性フィルムロール3の端部におけるポリビニルアルコールフィルムの剥離音の有無及びポリビニルアルコールフィルムの破断回数を数えた。この評価を5本のロールに対して行った結果、5ロールとも剥離音は発生せず、破断も発生しなかった。その結果をまとめて表1に示す。
【0037】
実施例2
マスキング材5として紙管2の外径及び水溶性フィルムロール3の巻径に合わせてドーナツ状に切り取った積水化学工業株式会社製「プロテクトテープ#622−B」(片面にエチレンビニルアセテート(EVA)系の粘着剤層を有するポリオレフィンフィルム、総厚み:55μm、粘着力:0.02N/cm)を用いた以外は、実施例1と同様の操作を行い、水溶性フィルムロール3の端部におけるポリビニルアルコールフィルムの剥離音の有無及びポリビニルアルコールフィルムの破断回数を数えた。この評価を5本のロールに対して行った結果、3本のロールについては、剥離音は発生せず、破断も発生しなかったが、2本のロールについては、ポリビニルアルコールフィルムの繰り出し中にロール端面4から部分的に剥離してその剥離部で剥離音が発生するようになり、それぞれ1回だけ破断した。したがって破断回数は1ロールあたりの平均で0.4回であった。その結果をまとめて表1に示す。
【0038】
実施例3
マスキング材5として日東電工株式会社製「エレップマスキングテープN−300」(片面にアクリル系粘着剤層を有するポリエステルフィルム、総厚み:100μm、粘着力:2.8N/cm)を用いた以外は、実施例1と同様の操作を行い、水溶性フィルムロール3の端部におけるポリビニルアルコールフィルムの剥離音の有無及びポリビニルアルコールフィルムの破断回数を数えた。1ロールだけ評価した結果をまとめて表1に示す。
【0039】
比較例1
マスキング材5を何も用いない以外は、実施例1と同様の操作を行い、水溶性フィルムロール3の端部におけるポリビニルアルコールフィルムの剥離音の有無及びポリビニルアルコールフィルムの破断回数を数えた。1ロールだけ評価した結果をまとめて表1に示す。
【0040】
比較例2
マスキング材5として段ボール(厚み:2mm)を用い、粘着剤を用いることなくロールの端面4に密接させた以外は実施例1と同様の操作を行い、水溶性フィルムロール3の端部におけるポリビニルアルコールフィルムの剥離音の有無及びポリビニルアルコールフィルムの破断回数を数えた。1ロールだけ評価した結果をまとめて表1に示す。
【0041】
【表1】

【0042】
表1に示されるように、粘着力0.9N/cmのマスキング材5を水溶性フィルムロール3の端面4に接着させた場合(実施例1)には、試験に供した5本のロールとも剥離音は聞かれず、ポリビニルアルコールフィルムの破断は全く起こらなかった。弱粘着型である粘着力0.02N/cmのマスキング材5を水溶性フィルムロール3の端面4に接着させた場合(実施例2)には、試験に供した5本のロールのうちの2本については剥離音が発生するようになり、それぞれ1回だけ破断したが、他の3本においては剥離音も破断も発生しなかった。強粘着型である粘着力2.8N/cmのマスキング材5を水溶性フィルムロール3の端面4に接着させた場合(実施例3)には、剥離音は聞かれたものの、ポリビニルアルコールフィルムの破断は全く起こらなかった。この時の剥離音は、ポリビニルアルコールフィルムとマスキング材5の接着剤とが剥離するときの音と考えられる。マスキング材5を使用しなかった場合(比較例1)には、ポリビニルアルコールフィルムの溶着による剥離音が聞かれ、ポリビニルアルコールフィルムの破断が頻発した。マスキング材5として段ボールを使用し、水溶性フィルムロール3の端面4に密接させた場合(比較例2)には、ポリビニルアルコールフィルムの溶着による剥離音が繰り出しの初期に多く聞かれ、水溶性フィルムロール3の外周部でポリビニルアルコールフィルムの破断が発生した。このことは、水溶性フィルムロール3の端面4の外周部では水分の浸入が防止されず、ポリビニルアルコールフィルムの溶着が起こり、破断が引き起こされたものと推測される。
【符号の説明】
【0043】
1 水溶性フィルム
2 紙管
3 水溶性フィルムロール
4 端面
5 マスキング材
【技術分野】
【0001】
本発明は、水溶性フィルムロールに関し、特に水溶性フィルムのロール端面にマスキング材が接着されてなる水溶性フィルムロールに関する。また、前記水溶性フィルムロールを防湿包装してなる包装体に関する。
【背景技術】
【0002】
ポリビニルアルコール等の水溶性フィルムは、様々な用途に使用される。それらの一つに、水圧転写方法に用いられる水圧転写用ベースフィルムがある。ここで、水圧転写方法とは、水溶性フィルムである水圧転写用ベースフィルムの表面に転写用の印刷層を形成した水圧転写用印刷フィルムを、印刷面を上にして水面に浮かべた後、被転写体である各種の成形体をその上方から押し入れることにより、水圧を利用して被転写体の表面に印刷層を転写する方法である(例えば、特許文献1)。前記水圧転写方法によって、凹凸のある立体面や曲面を有する成形体の表面に対して、意匠性を付与したり、表面物性を向上させる目的で印刷層を形成することができる。
【0003】
製造された水溶性フィルムは、通常、ロール状に巻き取られて水溶性フィルムロールとされることが多い。前記水溶性フィルムロールは、梱包され、二次加工メーカー等へ運搬される。そこで開梱された水溶性フィルムロールは、繰り出し装置に装着され、印刷等の二次加工に供される。
【0004】
二次加工、特に高速印刷が施される場合に、ロールからフィルムが繰り出される際に、フィルムが破断することが問題となっている。連続方式の加工ラインでは、加工装置にフィルムを導紙し直すために時間を要することから、フィルムの破断が生産ロスの主因となる。フィルムの破断は1年を通して発生するが、特に冬場に頻発する。
【0005】
以前より、フィルムの破断の発生は水分の影響が大きいと考えられているため、水溶性フィルムロールの梱包形態又は包装形態を強化する方法が採用されている。しかしながら、包装形態や梱包形態をどれほど強化しても、繰り出し中のフィルムの破断が避けられない場合が多くあった。
【0006】
一方、フィルムの破断が特に冬場に頻発するのは、フィルムの温度が低い場合に、フィルムの引裂強度が低下するからであると考えられている。そこで、水溶性フィルムの原料樹脂の処方を調整して柔軟化したフィルムを冬場に使用する対策が採られているが、破断を根絶するには至っていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭54−33115号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記課題を解決するためになされたものであり、ロールからフィルムを繰り出す際にフィルムの破断を防止できる水溶性フィルムロールを提供することを目的とするものである。また、前記水溶性フィルムロールを防湿包装してなる包装体を提供することも目的とするものである。
【課題を解決するための手段】
【0009】
本発明者らは、上記のごとき目的を達成する技術を鋭意研究した結果、ロールを繰り出す際の水溶性フィルムの破断は、ロールの端面からの水分の浸入が原因であることを見出すとともに、水溶性フィルムのロールの端面にマスキング材が接着されてなることを特徴とする水溶性フィルムロールを提供することによって上記課題が解決されることを見出した。
【0010】
開梱時などに水溶性フィルムロールの置かれる環境等によっては、ロールの表面に水分が付着することがある。例えば、ロールの表面に結露が発生したり、空気中に浮遊しているミスト状の水滴がロールの表面に付着したりする場合がある。結露は、冷えた水溶性フィルムロールが暖かい室内に持ち込まれる時など、室内の気温よりもロール表面の温度が低い場合に発生し易く、ミスト状の水滴の付着は、加湿器等によって加湿が行われている室内で発生し易い。加湿器等によって加湿が行われると、加湿器から放出された水蒸気が室内の温度分布に伴い凝集することによってミスト状の水滴が形成され、その水滴が空気の流れに沿って移動してロールに付着したり、加湿器等から直接放出されたミスト状の水滴が付着したりする。
【0011】
このように、水溶性フィルムロールの表面、特にロールの端面に水分が付着すると、水分がロールの端部から浸入して速やかに水溶性フィルムの隙間に広がり、フィルムの表面を膨潤溶解させつつ、更にフィルム内部へ浸透しながら再び乾燥することによって、接触している水溶性フィルム間に局所的な溶着を引き起こす。このように生じたフィルム同士の溶着によって、ロールからフィルムを繰り出す際にフィルムの破断が引き起こされることを見出した。フィルムの破断が特に冬場に頻発するのは、フィルムの引裂強度が低下するためだけではなく、運搬中等にロールの表面の温度が低下し結露が生じ易く、また、室内が加湿されることが多いためと推測される。
【0012】
また、ロールの梱包形態又は包装形態を強化した場合であっても、開梱され、包装材等から取り出されてから、ロールが繰り出し装置に装着されるのが常識である。一般的には、繰り出し装置に装着後繰り出しが完了するまでに、数十分以上の時間を要する。しかし、その間にロールの端面に水分が付着すれば、フィルムの種類及び温湿度などの環境によって変化するが、付着後短時間で溶着に至る。このように、フィルムが繰り出される間にもフィルムの溶着が起こりうることから、繰り出し中にも水分の浸入を防ぐことが必要であることを見出し、本発明に至ったものである。
【0013】
前記水溶性フィルムはポリビニルアルコールフィルムであることが好ましい。前記水溶性フィルムの厚みが10〜200μmであること、水分率が1〜6重量%であること、又はヤング率が50〜500MPaであることが好ましい。前記マスキング材が粘着剤を用いて接着されてなることが好ましく、このとき、前記粘着剤の粘着力が0.01〜5N/cmであることがより好ましい。前記マスキング材がプラスチックフィルムからなることも好ましい。前記水溶性フィルムが水圧転写用ベースフィルムであることも好ましい。さらに、前記水溶性フィルムロールを防湿包装してなる包装体とすることも好適である。
【発明の効果】
【0014】
本発明の水溶性フィルムロールを用いることによって、水溶性フィルムロールの端面からの水分の浸入を防止することができる。その結果、水溶性フィルムロールの置かれる環境に左右されることなく、水溶性フィルムロールから水溶性フィルムを繰り出す際に生じる水溶性フィルムの破断を有効に防止することができる。特に、水溶性フィルムが水圧転写用ベースフィルムである場合に適している。
【図面の簡単な説明】
【0015】
【図1】図1は、実施例1の水溶性フィルムロールを示した図である。
【発明を実施するための形態】
【0016】
本発明の水溶性フィルムロールは、水溶性フィルムのロールの端面にマスキング材が接着されてなることを特徴とする水溶性フィルムロールである。
【0017】
上記水溶性フィルムは、水溶性であれば特に限定されないが、ポリビニルアルコール、カルボキシメチルセルロース、ヒドロキシエチルセルロース、ポリビニルピロリドン、ポリアクリル酸及びその塩、デンプン、グリセリン、ゼラチン等から選択される1又は2以上の樹脂からなる水溶性フィルムが例示される。中でも、ポリビニルアルコールからなる水溶性フィルムは、ポリビニルアルコールの重合度、ケン化度、デンプン等の添加剤の配合等の諸条件を変化させることによって、必要な機械的強度や取り扱い中の耐湿性を制御することができるため、好ましく用いられる。また、ポリビニルアルコールからなる水溶性フィルムは、印刷性が良好であり、水に浮かべてからの吸水による柔軟化の速度、延展ないし拡散に要する時間及び転写時の変形のしやすさを制御することもできるため、水圧転写用ベースフィルムとして好適に使用される。また、上記水溶性フィルムは、水に対する溶解性の高いフィルムであるほど、本発明の効果が顕著に現れる。
【0018】
上記水溶性フィルムの厚みは10〜200μmであることが好ましい。厚みが10μm未満である場合には、フィルムの強度が不足するため、水溶性フィルムの二次加工を行う際、行程通過性が低下するおそれがある。厚みはより好ましくは20μm以上、さらに好ましくは25μm以上である。厚みが200μmを超える場合には、フィルムの強度が上がるため水溶性フィルムの破断が起こりにくくなり、本発明の構成を採用する必要性が低下する。また、水圧転写用ベースフィルムとして用いる場合には、水溶性が低下して、結果的に水圧転写方法における生産効率を低下させるおそれがある。厚みはより好ましくは100μm以下、さらに好ましくは40μm以下である。
【0019】
上記水溶性フィルムの水分率は1〜6重量%であることが好ましい。水分率が1重量%未満である場合には、フィルムの耐衝撃性が低下して裂け易くなるだけでなく、静電気が発生しやすくなるため、フィルムに埃やゴミが付着するおそれがある。その結果、例えば、フィルム上に印刷を行った場合には印刷抜けが起こるおそれがある。水分率はより好ましくは1.5重量%以上、さらに好ましくは2重量%以上である。6重量%を超える場合には、水溶性フィルムロールからフィルムを繰り出す時にフィルムが伸びるおそれがある。その結果、例えば、フィルム上に印刷を行ったときに印刷パターンがぼやけたり、多色印刷を施したときには印刷ずれが起きたりすることがある。水分率はより好ましくは4重量%以下である。
【0020】
上記水溶性フィルムのヤング率は50〜500MPaであることが好ましい。ここで、水溶性フィルムのヤング率とは、以下のようにして測定されたフィルムの巻取り方向(MD)のヤング率をいう。ヤング率が50MPa未満である場合には耐衝撃性が高く、水溶性フィルムの溶着が起こった場合にも、繰り出す際にフィルムの破断が起こりにくいため、本発明の構成を採用する必要性が低下する。また、水溶性フィルムを繰り出す際に、フィルムが縦方向に伸びるおそれがあり、印刷を行う場合には印刷パターンがぼやけることがある。ヤング率はより好ましくは100MPa以上である。一方、ヤング率が500MPaを超える場合には、耐衝撃性が低下して破断しやすくなる。ヤング率はより好ましくは300MPa以下である。ヤング率の測定においては、15mm幅、150mm長の短冊状に切り取った試料フィルムを20℃、65%RHの条件下で3時間調湿後、オートグラフ(株式会社島津製作所製)を用いて、チャック間100mm、引張速度100mm/分で引張り、伸度2%の荷重値より弾性率を算出した。
【0021】
上記水溶性フィルムは、ロール状に巻き取られて水溶性フィルムロールとなるが、芯材に巻き取られていてもよいし、芯材が用いられることなく直接巻き取られていてもよい。フィルムを繰り出す作業性を考慮すると、水溶性フィルムロールが芯材に巻き取られてなることが好ましい。このとき、円筒状の芯材に巻き取られてなることがより好ましい。芯材の素材は、特に限定されないが、通常は紙やプラスチック等が使用される。また、水溶性フィルムの長さ及び幅に特に制限はなく、1〜3000m程度の長さで、0.5〜4m程度の幅のものが好ましく用いられる。
【0022】
本発明の水溶性フィルムロールの端面にはマスキング材が接着されてなることが必要である。ここで、マスキング材が端面に単に接触しているだけでは、繰り出される間に、ロールの端面とマスキング材のわずかな隙間から水分が浸入し、フィルムの破断が起こってしまう。マスキング材が端面に接着され、ロールと一体となって回転することによって、水分の浸入が完全に防止されるのである。上記マスキング材が接着される方法は特に限定されないが、粘着剤を用いて接着されてなることが好ましい。例えば、粘着剤層を有するマスキング材などが好適に使用される。
【0023】
ここで、粘着剤とは、押圧することによって被着材に接着させることのできる物質をいう。使用することのできる粘着剤は、特に限定されないが、ゴム系、アクリル系、エチレンビニルアセテート(EVA)系の粘着剤が例示される。上記粘着剤は、長期密着下でも粘着剤中の成分が水溶性フィルムへ移行し難いことが望ましいことから、非溶剤系であることが好ましい。上記粘着剤の粘着力は、0.01〜5N/cmであることが好ましい。ここで、粘着剤の粘着力とは、JIS Z0237に準拠して測定された粘着力をいう。粘着力0.1N/cm以上の場合には、マスキング材を貼り付ける試験板としてステンレス板を使用し、粘着力0.1N/cm未満の場合には、マスキング材を貼り付ける試験板としてアクリル樹脂(PMMA)板を使用した。
【0024】
マスキング材は、水溶性フィルムロールから水溶性フィルムが繰り出される間にも、途中で剥がれることなく水溶性フィルムロールの端面に接着されることが求められるため、粘着剤の粘着力は0.01N/cm以上であることが好ましく、より好ましくは0.1N/cm以上である。一方で、粘着剤の粘着力が強すぎると、水溶性フィルムロールの端面に荒れや糊残りが生じたり、粘着剤との粘着抵抗によって水溶性フィルムが破断したりする場合があり、この観点から粘着剤の粘着力は5N/cm以下であることが好ましく、より好ましくは2N/cm以下である。よって、これらを防ぐ観点から、粘着剤は粘着力の強すぎないものが望ましい。また、粘着剤は再剥離性を有することも好ましい。非溶剤系であり、かつ適当な粘着力の粘着剤を選択しやすい点で、合成ゴム系又はエチレンビニルアセテート系の粘着剤がより好ましく用いられる。また、粘着性を有する樹脂からなるプラスチックフィルムも使用される。
【0025】
上記マスキング材は、一般的にはプラスチックフィルム、紙、板、不織布、織物又は編物などからなるが、特に限定されない。前記マスキング材は、水溶性フィルムロールの端面の凹凸に追随できるだけの柔軟性を有し、かつ、水不透過性であることが水分の浸入を効果的に防ぐ点において好ましい。このため、プラスチックフィルムからなることが好適である。プラスチックフィルムとしては、例えば、ポリエステル、ポリオレフィン、ポリ塩化ビニル、セロハン又はアセテート等からなるフィルムが挙げられるが、柔軟性の点でポリオレフィンからなるフィルムが好ましく用いられる。
【0026】
以上の水溶性フィルムロールを防湿包装してなる包装体が好ましい実施形態である。水溶性フィルムは高吸湿性であることが多く、無包装の状態で長時間放置すると、水溶性フィルムが空気中の水分を吸収し、表層フィルム及びロールの端部のフィルムが伸びて、しわやタルミを生じることがある。水溶性フィルムロールを防湿包装することによって、これらを防止することができる。
【0027】
防湿包装の方法は特に限定されないが、水溶性フィルムロールをアルミ蒸着フィルム等の防湿フィルムで覆うことが好ましい。さらに、必要に応じてクラフト紙等で覆ってもよい。また、運搬中の衝撃等によってロールが損傷することを防止するために、ロールの芯材の両端に宙吊り用ホルダーを取り付けて、ロールを宙吊りの状態で梱包することが望ましい。
【0028】
上記水溶性フィルムの用途としては、農薬・洗剤・塗料等を単位量ずつ包装するユニット包装材、再湿接着剤、刺繍基布又はかつら基布などの一時支持体、農業用種子帯及び種子養成シート、ランドリーバック、繊維包装材、水圧転写用ベースフィルムが例示される。これらの中でも、水圧転写用ベースフィルムが好ましい。水圧転写用ベースフィルムは、これに印刷を施す際に、連続的に高速で長時間繰り出される場合が多いため、溶着によるフィルムの破断が起こり易く、本発明を使用する利益が大きいものである。
【0029】
上記水溶性フィルムロールの端面にマスキング材が接着されたまま、水溶性フィルムロールから水溶性フィルムを繰り出す水溶性フィルムの繰り出し方法が本発明の好ましい実施形態である。かかる状態で水溶性フィルムを繰り出すことによって、水溶性フィルムロールが繰り出される間にも、ロール端面からの水分の浸入による水溶性フィルムの溶着が防止され、その結果水溶性フィルムの破断を効果的に防止することができる。
【0030】
この時、水溶性フィルムの繰り出し速度は、1〜100m/分であることが好ましい。1m/分以下であると、二次加工における生産性が低下するだけでなく、水溶性フィルムの溶着による破断が起こりにくくなり、本発明の構成を採用する必要性が低下する。繰り出し速度はより好ましくは10m/分以上、さらに好ましくは20m/分以上である。100m/分を超える場合には、フィルムの破断が起こりやすくなる。また、フィルムに印刷を施す際には、品質が十分に保てないおそれがある。繰り出し速度はより好ましくは80m/分以下、さらに好ましくは60m/分以下である。
【0031】
ここで、マスキング材は、水溶性フィルムロールから水溶性フィルムが繰り出される間、水溶性フィルムロールの端面に接着されていることが求められるが、マスキング材が端面に接着されるタイミングは特に限定されない。例えば、水溶性フィルムロールが製造された直後に接着されてもよいし、水溶性フィルムロールが防湿包装から取り出された後に接着されてもよい。水溶性フィルムの破断を効果的に防止するためには、水溶性フィルムロールの端面が露出している時間ができるだけ短くなるように接着されることが望ましい。
【0032】
上記水溶性フィルムの繰り出し方法によって、水溶性フィルムを繰り出しながら上記水溶性フィルムに印刷する印刷フィルムの製造方法も好ましい実施形態である。印刷フィルムの製造時には、水溶性フィルムが連続的に高速で長時間繰り出される必要があることが多く、水溶性フィルムの溶着による破断が起こり易いことから、上記の繰り出し方法を採用する利益が大きいものである。水溶性フィルムへの印刷は、公知の方法によって行われ、例えば、グラビア印刷、スクリーン印刷、オフセット印刷、ロールコート等が採用される。印刷は水溶性フィルムに直接施す方法でも構わないし、他のフィルムに一旦印刷した後に水溶性フィルムに転写する方法でも構わない。印刷に用いられるインクは特に制限はなく、従来公知のものが用いられる。
【0033】
上記の製造方法によって得られた印刷フィルムは、水溶性フィルム上に印刷層が形成された水圧転写用印刷フィルムとして、水圧転写方法に好適に用いることができる。通常、水溶性フィルム上の印刷層は非水溶性であり、しかも印刷層が形成されなかったフィルムの端部は印刷後に切り取られる場合が多いので、巻き取られた水圧転写用印刷フィルムのロールの端部では、水溶性フィルムが相互に直接触れていないことが多い。そのため、かかるロールから水圧転写用印刷フィルムが再び繰り出される場合には、フィルム同士の溶着が起こりにくくなる。よって、水圧転写用印刷フィルムのロールには、フィルムの破断を防止するためのマスキング材は不要となる。
【0034】
上記水圧転写用印刷フィルムは、種々の成形品等の表面に印刷層を形成するのに使用される。上記成形品等の表面の形状が平坦であっても、粗面であっても、凹凸形状を有していてもよく、主として凹凸のある立体面や曲面を有する成形体の表面に印刷層を形成するのに好適に用いられる。
【実施例】
【0035】
以下、実施例により本発明を具体的に説明する。なお、実施例において使用した水溶性フィルムロールは、ロールの端面にマスキング材が接着される直前まで、防湿包装されて室温20〜25℃で保管されていた。
【0036】
実施例1
図1に示すように、水溶性フィルム1であるポリビニルアルコールフィルム(株式会社クラレ製VF−Hシリーズ、厚み:30μm、幅:300mm、長さ:1000m、水分率:2.8%、ヤング率200MPa)を紙管2(内径75mm、外径90mmの紙製の円筒)にロール状に巻き取った水溶性フィルムロール3の両側の端面4に、マスキング材5として紙管2の外径及び水溶性フィルムロール3の巻径に合わせてドーナツ状に切り取った積水化学工業株式会社製「プロテクトテープ#6314−B」(片面に特殊合成ゴム系粘着剤層を有するポリオレフィンフィルム、総厚み:60μm、粘着力:0.9N/cm)を、空気が噛みこまないように接着させた。外気環境10℃、相対湿度50%に対し、室温20℃、相対湿度60%に加湿空調した室内にて、前記水溶性フィルムロール3を繰り出し装置に装着し、前記水溶性フィルムロール3からポリビニルアルコールフィルムを30m/分の速度で連続的に繰り出し、水溶性フィルム1の片面に印刷した。この際、水溶性フィルムロール3の端部におけるポリビニルアルコールフィルムの剥離音の有無及びポリビニルアルコールフィルムの破断回数を数えた。この評価を5本のロールに対して行った結果、5ロールとも剥離音は発生せず、破断も発生しなかった。その結果をまとめて表1に示す。
【0037】
実施例2
マスキング材5として紙管2の外径及び水溶性フィルムロール3の巻径に合わせてドーナツ状に切り取った積水化学工業株式会社製「プロテクトテープ#622−B」(片面にエチレンビニルアセテート(EVA)系の粘着剤層を有するポリオレフィンフィルム、総厚み:55μm、粘着力:0.02N/cm)を用いた以外は、実施例1と同様の操作を行い、水溶性フィルムロール3の端部におけるポリビニルアルコールフィルムの剥離音の有無及びポリビニルアルコールフィルムの破断回数を数えた。この評価を5本のロールに対して行った結果、3本のロールについては、剥離音は発生せず、破断も発生しなかったが、2本のロールについては、ポリビニルアルコールフィルムの繰り出し中にロール端面4から部分的に剥離してその剥離部で剥離音が発生するようになり、それぞれ1回だけ破断した。したがって破断回数は1ロールあたりの平均で0.4回であった。その結果をまとめて表1に示す。
【0038】
実施例3
マスキング材5として日東電工株式会社製「エレップマスキングテープN−300」(片面にアクリル系粘着剤層を有するポリエステルフィルム、総厚み:100μm、粘着力:2.8N/cm)を用いた以外は、実施例1と同様の操作を行い、水溶性フィルムロール3の端部におけるポリビニルアルコールフィルムの剥離音の有無及びポリビニルアルコールフィルムの破断回数を数えた。1ロールだけ評価した結果をまとめて表1に示す。
【0039】
比較例1
マスキング材5を何も用いない以外は、実施例1と同様の操作を行い、水溶性フィルムロール3の端部におけるポリビニルアルコールフィルムの剥離音の有無及びポリビニルアルコールフィルムの破断回数を数えた。1ロールだけ評価した結果をまとめて表1に示す。
【0040】
比較例2
マスキング材5として段ボール(厚み:2mm)を用い、粘着剤を用いることなくロールの端面4に密接させた以外は実施例1と同様の操作を行い、水溶性フィルムロール3の端部におけるポリビニルアルコールフィルムの剥離音の有無及びポリビニルアルコールフィルムの破断回数を数えた。1ロールだけ評価した結果をまとめて表1に示す。
【0041】
【表1】
【0042】
表1に示されるように、粘着力0.9N/cmのマスキング材5を水溶性フィルムロール3の端面4に接着させた場合(実施例1)には、試験に供した5本のロールとも剥離音は聞かれず、ポリビニルアルコールフィルムの破断は全く起こらなかった。弱粘着型である粘着力0.02N/cmのマスキング材5を水溶性フィルムロール3の端面4に接着させた場合(実施例2)には、試験に供した5本のロールのうちの2本については剥離音が発生するようになり、それぞれ1回だけ破断したが、他の3本においては剥離音も破断も発生しなかった。強粘着型である粘着力2.8N/cmのマスキング材5を水溶性フィルムロール3の端面4に接着させた場合(実施例3)には、剥離音は聞かれたものの、ポリビニルアルコールフィルムの破断は全く起こらなかった。この時の剥離音は、ポリビニルアルコールフィルムとマスキング材5の接着剤とが剥離するときの音と考えられる。マスキング材5を使用しなかった場合(比較例1)には、ポリビニルアルコールフィルムの溶着による剥離音が聞かれ、ポリビニルアルコールフィルムの破断が頻発した。マスキング材5として段ボールを使用し、水溶性フィルムロール3の端面4に密接させた場合(比較例2)には、ポリビニルアルコールフィルムの溶着による剥離音が繰り出しの初期に多く聞かれ、水溶性フィルムロール3の外周部でポリビニルアルコールフィルムの破断が発生した。このことは、水溶性フィルムロール3の端面4の外周部では水分の浸入が防止されず、ポリビニルアルコールフィルムの溶着が起こり、破断が引き起こされたものと推測される。
【符号の説明】
【0043】
1 水溶性フィルム
2 紙管
3 水溶性フィルムロール
4 端面
5 マスキング材
【特許請求の範囲】
【請求項1】
水溶性フィルムのロールの端面にマスキング材が接着されてなることを特徴とする水溶性フィルムロール。
【請求項2】
前記水溶性フィルムがポリビニルアルコールフィルムである請求項1記載の水溶性フィルムロール。
【請求項3】
前記水溶性フィルムの厚みが10〜200μmである請求項1又は2記載の水溶性フィルムロール。
【請求項4】
前記水溶性フィルムの水分率が1〜6重量%である請求項1〜3のいずれか記載の水溶性フィルムロール。
【請求項5】
前記水溶性フィルムのヤング率が50〜500MPaである請求項1〜4のいずれか記載の水溶性フィルムロール。
【請求項6】
前記マスキング材が粘着剤を用いて接着されてなる請求項1〜5のいずれか記載の水溶性フィルムロール。
【請求項7】
前記粘着剤の粘着力が0.01〜5N/cmである請求項6記載の水溶性フィルムロール。
【請求項8】
前記マスキング材がプラスチックフィルムからなる請求項1〜7のいずれか記載の水溶性フィルムロール。
【請求項9】
前記水溶性フィルムが水圧転写用ベースフィルムである請求項1〜8のいずれか記載の水溶性フィルムロール。
【請求項10】
請求項1〜9のいずれか記載の水溶性フィルムロールを防湿包装してなる包装体。
【請求項1】
水溶性フィルムのロールの端面にマスキング材が接着されてなることを特徴とする水溶性フィルムロール。
【請求項2】
前記水溶性フィルムがポリビニルアルコールフィルムである請求項1記載の水溶性フィルムロール。
【請求項3】
前記水溶性フィルムの厚みが10〜200μmである請求項1又は2記載の水溶性フィルムロール。
【請求項4】
前記水溶性フィルムの水分率が1〜6重量%である請求項1〜3のいずれか記載の水溶性フィルムロール。
【請求項5】
前記水溶性フィルムのヤング率が50〜500MPaである請求項1〜4のいずれか記載の水溶性フィルムロール。
【請求項6】
前記マスキング材が粘着剤を用いて接着されてなる請求項1〜5のいずれか記載の水溶性フィルムロール。
【請求項7】
前記粘着剤の粘着力が0.01〜5N/cmである請求項6記載の水溶性フィルムロール。
【請求項8】
前記マスキング材がプラスチックフィルムからなる請求項1〜7のいずれか記載の水溶性フィルムロール。
【請求項9】
前記水溶性フィルムが水圧転写用ベースフィルムである請求項1〜8のいずれか記載の水溶性フィルムロール。
【請求項10】
請求項1〜9のいずれか記載の水溶性フィルムロールを防湿包装してなる包装体。
【図1】

【公開番号】特開2011−173657(P2011−173657A)
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願番号】特願2011−82466(P2011−82466)
【出願日】平成23年4月4日(2011.4.4)
【分割の表示】特願2006−547705(P2006−547705)の分割
【原出願日】平成17年11月7日(2005.11.7)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
【公開日】平成23年9月8日(2011.9.8)
【国際特許分類】
【出願日】平成23年4月4日(2011.4.4)
【分割の表示】特願2006−547705(P2006−547705)の分割
【原出願日】平成17年11月7日(2005.11.7)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
[ Back to top ]