
水硬性モルタルの施工方法およびその構造体

【課題】水硬性モルタルの施工の際に、施工時のスラリー温度が高いことによるひび割れ等の問題の発生を防止するために、施工に適した温度の水硬性モルタルを施工箇所近傍にて製造し、施工箇所へ供給して打設・施工するための水硬性モルタルの施工方法を提供する。
【解決手段】水硬性組成物と混練水とを混練して水硬性モルタルを連続的に調製する混練装置と、水硬性モルタルを収容するリザーバータンクと、リザーバータンク内の水硬性モルタルを連続的に圧送するスラリーポンプとを含む水硬性モルタル調製・施工用設備を用いる水硬性モルタルの施工方法であって、混練水が、温度0℃〜20℃に冷却されて混練装置に供給されることを特徴とする、水硬性モルタルの施工方法である。
【解決手段】水硬性組成物と混練水とを混練して水硬性モルタルを連続的に調製する混練装置と、水硬性モルタルを収容するリザーバータンクと、リザーバータンク内の水硬性モルタルを連続的に圧送するスラリーポンプとを含む水硬性モルタル調製・施工用設備を用いる水硬性モルタルの施工方法であって、混練水が、温度0℃〜20℃に冷却されて混練装置に供給されることを特徴とする、水硬性モルタルの施工方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、土木建築工事に用いられる水硬性モルタル(本明細書では「スラリー」ともいう)の施工方法および水硬性モルタルが硬化した構造体に関する。さらに、本発明は、土木建築分野のグラウト工事に用いられる水硬性モルタルの施工方法および水硬性モルタルが充填・硬化した構造体に関する。
【背景技術】
【0002】
水硬性モルタルは、施工時のスラリー温度が高いほど凝結反応が速くなり、凝結の際にひび割れが多くなる。そのため、現行のグラウトローリー車によるスラリー供給システムでは、粉体温度上昇、混練水の温度上昇により、特に夏期にはスラリー温度が上昇し、凝結したモルタルにひび割れ等の悪影響を及ぼすことが多い。そこで、何らかの方法でスラリー温度を低下することが必要である。
【0003】
スラリー温度を低下するための方法として、例えば、特許文献1には、コンクリート混合用水の冷却装置において、コンクリートミキサーに供給するコンクリート混合用水を、液化ガスを用いることによって冷却する装置に関する技術が開示されている。また、特許文献2には、アスベストに変えて適量のパルプを配合したセメント組成物について、水和に際しての発熱に伴う増粘や成形不良および強度低下を防止するために、配合水として10℃以下の冷水を適量加えて混練する押出成型用セメント組成物の製造方法が開示されている。また、特許文献3には、コンクリートの材料温度を、練りまぜ前に温水・冷水・製氷設備を搭載した車両を用いて調製することにより、所要のコンクリート練り上がり温度を得るコンクリートの製造方法が開示されている。
【0004】
しかし、これらの技術は、コンクリートプラントにおいてコンクリートを製造する技術に関するものである。そのため、コンクリートプラントで製造した低温のコンクリートを施工現場へ輸送する際に温度が上昇してしまうという問題があった。
【0005】
一方、グラウト組成物(水硬性組成物)と混練水とを連続混練または連続混練機を用いて混練して安定した流動性を有するスラリーが得られるグラウト組成物を提供するために、特許文献4には、ポルトランドセメントを含む水硬性無機結合材と流動化剤と膨張剤とを含むグラウト組成物が開示され、さらに前記グラウト組成物を用い、連続混練機を使用して連続混練して得られたスラリーを、ポンプを用いて施工箇所に連続して供給するグラウトスラリーの施工方法が開示されている。
【特許文献1】特開昭61−229509号公報
【特許文献2】特開平1−172248号公報
【特許文献3】特開平6−114823号公報
【特許文献4】特開2006−298662号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、水硬性モルタルの施工の際に、施工時のスラリー温度が高いことによるモルタル硬化体表面の乾燥ひび割れやモルタル硬化体の温度ひび割れの発生を抑制するとともに、モルタル硬化体の長期強度を確保するために、施工に適した温度の水硬性モルタルを施工箇所近傍にて製造し、施工箇所へ供給して打設・施工するための水硬性モルタルの施工方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
水硬性モルタルを施工する際のモルタル硬化体表面の乾燥ひび割れやモルタル硬化体の温度ひび割れの発生を抑制し、さらにモルタル硬化体の長期強度の増進を確保するためには、施工時のスラリー温度を目安となる所定の温度とすることが必要である。そこで、発明者らは、水硬性モルタルを連続的に調製する混練装置に供給される水(混練水)の温度を0℃〜20℃に冷却することによって、施工時に所定のスラリー温度とすることができることを見出し、本発明に至った。
【0008】
また、発明者らは、ポルトランドセメントを含む水硬性成分とポリカルボン酸系流動化剤と特定の粒度構成を有する細骨材とを組合せて用いることにより、水硬性組成物と混練水とを混練した際の初期混練性が各段に向上し、極めて短時間の混練操作によって良好な流動性を有する水硬性モルタルが得られることを見出し、本発明に至った。
【0009】
また、発明者らは、前記水硬性組成物と、所定温度に冷却した混練水とを連続的に混練することによって調製したスラリーを、強制攪拌条件下で所定時間養生することによって、材料分離を生じさせることなくスラリー状態を安定化することができ、スラリーポンプを用いて離れた施工場所に連続的に水硬性モルタルを供給した際にも、圧送過程での材料分離を生じさせることなく、安定して長距離圧送が可能であることを見出し、本発明に至った。
【0010】
すなわち、本発明は、水硬性組成物と混練水とを混練して水硬性モルタルを連続的に調製する混練装置と、水硬性モルタルを収容するリザーバータンクと、リザーバータンク内の水硬性モルタルを連続的に圧送するスラリーポンプとを含む水硬性モルタル調製・施工用設備を用いる水硬性モルタルの施工方法であって、混練水が、温度0℃〜20℃に冷却されて混練装置に供給されることを特徴とする、水硬性モルタルの施工方法である。
【0011】
本発明の水硬性モルタルの施工方法の好ましい態様を以下に示す。本発明では、これらの態様を適宜組み合わせることができる。
【0012】
(1)水硬性モルタル調製・施工用設備が、水硬性組成物を貯蔵するための水硬性組成物貯蔵タンクを含み、水硬性モルタル調製・施工用設備が、移動装置に搭載された水硬性モルタル調製・施工用移動設備である。
(2)移動装置が、トラックである。
(3)水が、搬送可能な水冷装置により冷却されて混練装置に供給される。
(4)水硬性組成物の温度と混練水の温度との和が、0℃〜55℃である。
(5)水硬性モルタル調製・施工用設備が、リザーバータンク内で攪拌軸が水平方向に配置され、攪拌軸に多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根を有する攪拌機を含み、水硬性モルタルが、攪拌機によって1.5分間〜20分間連続的に強制攪拌養生される工程を含む。
(6)複合攪拌羽根の直径が、100mm〜180mmであり、攪拌軸方向の複合攪拌羽根の長さが、300mm〜1200mmである。
(7)水硬性モルタル調製・施工用設備が、水硬性モルタルを施工場所に圧送されて打設・施工するためのスラリーポンプに接続されたスラリーホースを含み、スラリーホースが、内径(直径)20mm〜55mmおよび長さ75m〜200mである。
(8)水硬性組成物が、水硬性成分と、細骨材と、流動化剤と、膨張材とを含み、細骨材が、細骨材100質量%中に、粒径30μm以上〜150μm未満の粒子を5〜30質量%含み、粒径150μm以上〜600μm未満の粒子を25〜55質量%含み、粒径600μm以上〜2000μm未満の粒子を25〜60質量%含む。
(9)流動化剤が、変性ポリカルボン酸系流動化剤である。
(10)水硬性組成物が、土木建築用のグラウト材である。
【0013】
また、本発明は、上記の水硬性モルタルの施工方法によって得られる水硬性モルタルが充填・硬化した構造体である。
【発明の効果】
【0014】
本発明の水硬性モルタルの施工方法によって、水硬性モルタルの施工の際に、施工に適した温度の水硬性モルタルを施工箇所近傍にて製造し、施工箇所へ供給して打設・施工することができるので、施工時のスラリー温度が高くなる条件下、特に酷暑条件下での施工においても、モルタル硬化体表面の乾燥ひび割れやモルタル硬化体の温度ひび割れの発生を抑制できるとともに、モルタル硬化体の長期強度の増進を確保することができ、高耐久な構造物の形成に寄与するものである。また、水硬性モルタル調製・施工用移動設備のタンクに、水硬性組成物の運搬車から水硬性組成物を補充することにより、大規模な現場で大量のグラウトスラリー施工量が要求される場合でも、連続的にグラウトスラリーの水分量を制御して、安定したスラリー性状と、良好なスラリー硬化体特性を得ることができる。
【発明を実施するための最良の形態】
【0015】
本発明の水硬性モルタルの施工方法は、水硬性組成物と混練用の水(混練水)とを混練して水硬性モルタルを連続的に調製する混練装置と、水硬性モルタルを収容するリザーバータンクと、リザーバータンク内の水硬性モルタルを連続的に圧送するスラリーポンプとを含む水硬性モルタル調製・施工用設備を用いる。水硬性組成物と混練水とを混練する際に、混練水が、所定の温度に冷却されて混練装置に供給されることが本発明の施工方法の特徴である。また、水硬性組成物は、後述するような所定の水硬性組成物を用いることが好ましい。また、調製された水硬性モルタルは、リザーバータンク内において所定の複合攪拌羽根を有する攪拌機により強制攪拌養生されることが好ましい。
【0016】
本発明の施工方法によると、施工に適した温度の水硬性モルタルを施工箇所近傍にて連続的に製造し、施工箇所へ供給して連続的に打設・施工することができるので、施工時のスラリー温度が高いことによるひび割れ等の発生を防止することができる。本発明の施工方法は、夏場のように気温の高い時期の施工の際に用いることが効果的である。以下、本発明の水硬性モルタルの施工方法について詳しく説明する。
【0017】
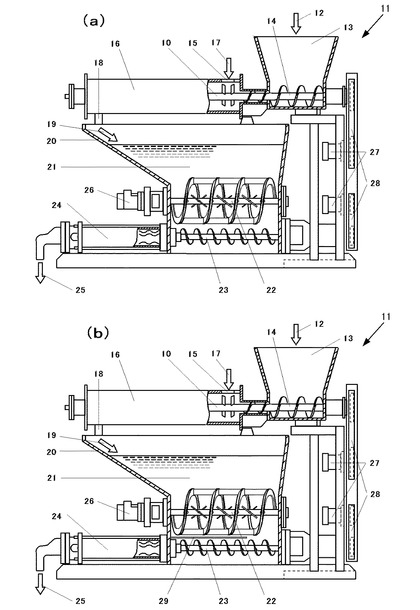
本発明の水硬性モルタルの施工方法では、図1の模式図に例示するような水硬性モルタル調製・施工用設備11を使用する。水硬性モルタル調製・施工用設備11のホッパー13から水硬性組成物12を供給し、これと並行して混練装置(ミキサー)16の給水口15から混練水17を供給し、水硬性組成物12と混練水17とを混練装置16によって連続的に混練して水硬性モルタル19を製造する。このときに混練水17が、温度0℃〜20℃、好ましくは温度4℃〜18℃、さらに好ましくは温度6℃〜15℃に冷却されて混練装置16に供給される。
【0018】
水硬性モルタル19は、リザーバータンク20に一旦収容され、リザーバータンク20に設置された強力な上下方向の対流攪拌能力を有する多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22を装着した攪拌機によって強制攪拌養生され、スラリーの流動特性が安定化される。所定時間攪拌養生された水硬性モルタル25は、水硬性モルタル調製・施工用設備11に搭載されたスラリーポンプ24によって圧送され、スラリーポンプ24に接続されたスラリーホース45を介して施工箇所へ連続的に圧送・供給され打設・施工される。混練水17は、上述のような所定の温度に冷却されているため、打設・施工されるスラリーの温度は、スラリーホース45などでの温度上昇を考慮しても、モルタル硬化体の乾燥ひび割れやモルタル硬化体の温度ひび割れを抑制し、長期強度増進を確保するための所定のスラリー温度とすることができる。
【0019】
モルタル硬化体の乾燥ひび割れやモルタル硬化体の温度ひび割れを抑制し、長期強度増進を確保するためには、リザーバータンク中のスラリー温度を35℃以下とすることが必要である。また、乾燥ひび割れやモルタル硬化体の温度ひび割れを抑制し、長期強度増進をより確実にするためには、リザーバータンク中のスラリーの温度を30℃以下とすることが好ましい。このようなスラリー温度を得るためには、混練装置16に供給する水硬性組成物12の温度(摂氏)および混練水17の温度(摂氏)を足した値(水硬性組成物12の温度と混練水17の温度との和)を55℃以下、好ましくは50℃以下、特に好ましくは45℃以下にするというスラリー温度制御方法を用いることができる。
【0020】
また、リザーバータンク中のスラリーをポンプ圧送し、100mのスラリーホースを介して施工箇所への本発明の効果を奏するスラリー供給をより確実に行うためには、スラリー圧送過程でスラリー温度が上昇することを考慮し、水硬性組成物12の温度と混練水17の温度との和を50℃以下、好ましくは45℃以下、特に好ましくは40℃以下にするというスラリー温度制御方法を用いることが好ましい。
【0021】
混練水の凍結を避けるために、水硬性組成物の温度12および混練水17の温度の下限は0℃、好ましくは4℃であり、特に好ましくは6℃であり、したがって、水硬性組成物12の温度と混練水17の温度との和の下限は0℃、好ましくは8℃であり、特に好ましくは12℃である。
【0022】
次に、本発明の水硬性モルタルの施工方法で用いる水硬性モルタル調製・施工用設備11について説明する。
【0023】
図1に示すように、水硬性モルタル調製・施工用設備11は、水硬性組成物12を供給するためのホッパー13、水硬性組成物12と混練水17とを混練するための混練装置16、水硬性モルタルを一旦収容するためのリザーバータンク20、水硬性モルタルをポンプ圧送する場合に使用するスラリーホース45(図1には図示せず)などから構成される。
【0024】
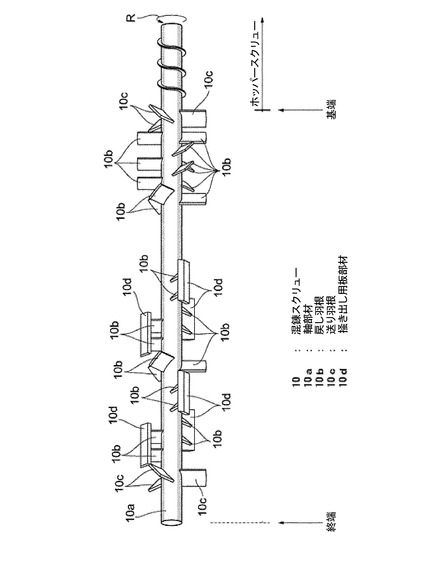
まず、混練装置16について説明する。混練装置16には、強力な混練力が得られる混練スクリュー10が装着されている。図3は、混練スクリュー10の全体構成の一例を示す図である。混練スクリュー10は、基端から終端までの長さが混練装置16の混練室の長さ程度の軸部材10aと、この軸部材10aの外周面に形成された複数枚の羽根とを有する。そしてこの複数枚の羽根は、一例として、26枚の戻し羽根10bと、6枚の送り羽根10cとを含む。戻し羽根10bと送り羽根10cとの合計枚数は、一例として32枚であることができる。この場合に、羽根全体に占める戻し羽根10bの割合は81%程度である。なお、混練スクリュー10の軸部材10aの基端から終端までの長さは、930mm程度とすることができる。
【0025】
本発明の水硬性モルタルの施工方法では、混練装置16の混練スクリュー10として、複数枚の送り羽根10cと、複数枚の戻し羽根10bとを有する極めて高い混練力が得られる混練スクリュー10を使用することが好ましい。この混練スクリュー10を用いることにより、水硬性組成物と混練水とを混合装置を通過する短い時間の間に強力な混練力で均一にスラリー化することが可能となり、速やかに良好な混練状態の水硬性モルタルを得ることができる。
【0026】
次に、リザーバータンク20について説明する。混練装置16によって得られた水硬性モルタル21は、混練装置16の下部に設置されているリザーバータンク20に一旦収容されて、多重螺旋状攪拌板とパドル型攪拌板とを配置したスターラースクリュー(複合攪拌羽根)22によって強制攪拌状態のもと、養生される。
【0027】
水硬性モルタルが一旦収容されるリザーバータンク20は、水硬性モルタル21を均質化させてその流動性状を安定化させる養生槽の役割を担っている。リザーバータンク20が貯留する水硬性モルタル量は、好ましくは30〜200リットル、さらに好ましくは35〜150リットル、特に好ましくは40〜100リットルの範囲であることが、水硬性モルタルを所定の時間、リザーバータンク20内で強制攪拌養生できることから好ましい。水硬性モルタル21の貯留量が前記の範囲より小さい場合、充分に養生されないままスラリーがポンプ圧送されることがあり、長距離を圧送した場合にはスラリーホース45が閉塞することがある。また、前記範囲を超える場合には、リザーバータンク20内での強制攪拌養生時間が長くなりすぎ、スラリーの粘性が増加して流動性が悪くなる傾向が顕著となることから好ましくない。
【0028】
また、リザーバータンク20内のスラリーの温度上昇を防止するために、リザーバータンク20の周囲に断熱材を配置することにより、スラリーへの熱の流入を抑制することが好ましい。
【0029】
次に、このリザーバータンク20内で水硬性モルタル21の養生処理によりスラリー流動性の安定化をするために用いられる、多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22について説明する。
【0030】
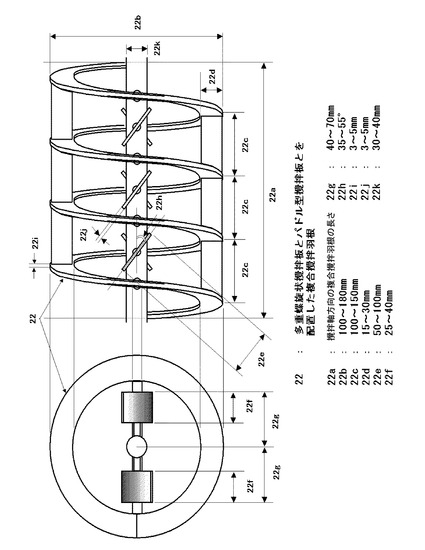
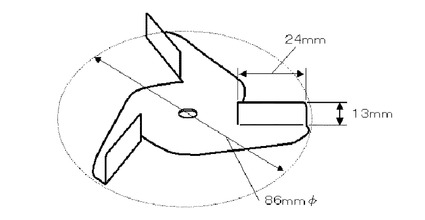
図4は、図1に示すリザーバータンク20に設置された多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22の模式図である。複合攪拌羽根22は、攪拌軸の周囲にスパイラル状に攪拌羽根が配置され、さらに隣合った螺旋状攪拌板の間には軸対称の位置にプレートが溶接して配置されている。また、螺旋状攪拌板と螺旋状攪拌板との中間の空間には、傾斜角を持ったパドル型攪拌板が軸対称の位置になるように攪拌軸に設置されている。
【0031】
本発明では前記の多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22を、水硬性モルタル21を収容するリザーバータンク20に配備することが好ましい。これにより、リザーバータンク20中の水硬性モルタル21に強力な上下左右方向の対流、特に上下方向の強力な対流を継続して発生させることにより、モルタルの材料分離を回避するとともに、水硬性成分と混練水との接水直後の初期水和状態を緩衝・安定化させ、水硬性モルタルを均質な状態に養生することによって、モルタルの流動特性を安定化させることができる。
【0032】
水硬性モルタル21は、リザーバータンク20内で攪拌軸が水平方向に配置され、攪拌軸に多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22を有する攪拌機によって、好ましくは1.5分間〜20分間連続的に強制攪拌養生されること、さらに好ましくは2分間〜18分間連続的に強制攪拌養生されること、特に好ましくは2.5分間〜15分間連続的に強制攪拌養生されることによって、スラリーの均質性が高められ、安定した良好な流動性を有する水硬性モルタルを得ることができる。強制攪拌養生される時間が前記の範囲より短い場合、スラリーの均質性が充分高められないことがあり、前記範囲より長い場合には水硬性成分の水和反応がスラリーの流動性を阻害する傾向が顕著になり始めることから好ましくない。
【0033】
多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22は、円筒に内接するように配置される。複合攪拌羽根22の直径は、円筒の中心軸と垂直な方向に切断した面の直径であり、図4の符号22bで示される寸法である。この複合攪拌羽根22の直径が、好ましくは100mm〜180mm、さらに好ましくは110mm〜170mm、特に好ましくは115mm〜160mmであり、攪拌軸方向の複合攪拌羽根22の長さ(図4の符号22aで示される寸法)は、好ましくは300mm〜1200mm、さらに好ましくは350mm〜1100mm、特に好ましくは400〜1000mmであることによって、高い強制攪拌力を持って水硬性モルタルを均質化することができる。複合攪拌羽根22の直径22bと長さ22aが前記範囲より大きい場合、前記の攪拌羽根を収納するリザーバータンク20自体が大型化するため、実際に装置を移動・設置する上で制約が多くなり、実用上支障をきたすことがあるため好ましくなく、複合攪拌羽根22の直径22bと長さ22aが前記範囲より小さい場合には、リザーバータンク20の容積に対する複合攪拌羽根22の大きさが相対的に小さくなり、水硬性モルタルを強制攪拌して均質化する効果を充分に得られないことがあるため好ましくない。
【0034】
スラリーホース45は、リザーバータンク20から水硬性モルタル25を施工箇所にポンプ圧送するために使用する。スラリーホース45の種類は、特に限定されるものではなく、市販の樹脂製ホースや耐圧ホースなどから圧送距離などの条件を考慮して適宜選択して用いることができる。ポンプ圧送する距離が長い場合には耐圧ホースを用いることが好ましい。スラリーホース45の内径および長さは、施工条件に合わせて選択され、好ましくは、スラリーホース45の内径(直径)が20mm〜55mmであり、長さが75m〜200mであること、さらに好ましくは、スラリーホース45の内径(直径)が25mm〜50mmであり、長さが80m〜180mであること、特に好ましくは、スラリーホース45の内径(直径)が30mm〜45mmであり、長さが90m〜150mであることが好ましく、スラリーホース45の内径(直径)と長さが前記範囲の場合に長距離を安定してポンプ圧送することができる。スラリーホース45の内径(直径)が前記範囲より小さい場合、スラリーを圧送した場合のスラリーホース45内圧力が高くなってスラリーホース45が閉塞する可能性が高くなることから好ましくなく、前記範囲よりも大きくなるとスラリーの流速が小さくなり過ぎて圧送過程でスラリーが材料分離を生じることがあるため好ましくない。また、スラリーホース45の長さが前記範囲より短い場合、必ずしも本発明で選択して用いる材料分離抵抗性に優れる水硬性組成物を用いなくともスラリー圧送が可能な場合があり、前記範囲よりも長くなるとスラリーホース45内圧力が高くなってスラリーホース45が閉塞する可能性が高くなることから好ましくない。
【0035】
また、スラリーホース45は、スラリーが中を通過する際の温度上昇を防止するために、表面での日射を反射するために白い塗装を施すことが好ましい。また、スラリーホース45の外側を断熱材で覆うことによっても、スラリーの温度上昇を防止することができる。
【0036】
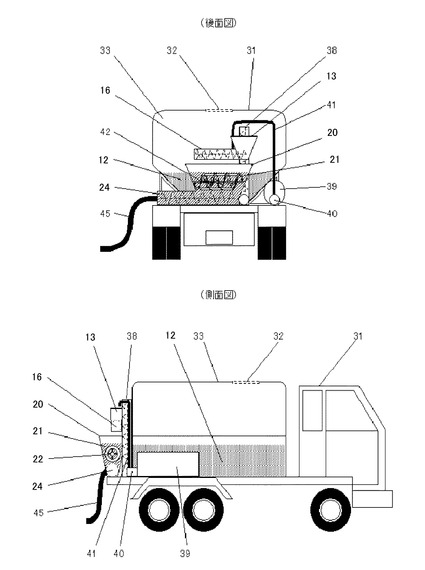
本発明の水硬性モルタルの施工方法に用いる水硬性モルタル調製・施工用設備は、その設備が移動装置に搭載された水硬性モルタル調製・施工用移動設備であることが好ましい。これにより、大規模な施工現場で大量のグラウト材を施工するような場合に、安定品質の水硬性モルタルを大量かつ連続的に製造・供給でき、高い施工効率を得ることができる。移動装置は、例えば、図5の模式図に示すような水硬性モルタル調製・施工用移動設備(図5の例では水硬性モルタル調製・施工用トラック31)を使用することが好ましい。水硬性モルタル調製・施工用トラック31は、水硬性組成物12を貯蔵する水硬性組成物貯蔵タンク33、水硬性組成物12と混練水とを連続的に混練する混練装置16、水硬性モルタル21を一旦収容するリザーバータンク20、および前記リザーバータンク20から水硬性モルタル21を圧送するスラリーポンプ24などを搭載している。
【0037】
なお、水硬性モルタル調製・施工用移動設備は、混練装置16等を搭載できるものであればどのような移動装置を用いてもよい。移動装置の例としては、トラック等の自動車、リヤカー等の軽車両、被牽引車両、鉄道車両、船などを用いることもできる。移動装置としてトラックを用いると、陸上の大部分の場所への自力移動が可能になるため好ましい。
【0038】
次に、図5に示す水硬性モルタル調製・施工用トラック31を用いた場合の、本発明の水硬性モルタルの施工方法について具体的に説明する。
【0039】
水硬性組成物12の製造工場において、水硬性成分、特定の粒度構成を有する細骨材、流動化剤および膨張材などの原材料を混合して水硬性組成物12を製造し、水硬性モルタル調製・施工用トラック31に備えられた水硬性組成物貯蔵タンク33に充填する。水硬性モルタル調製・施工用トラック31は、水硬性組成物貯蔵タンク33を有するため、水硬性組成物12を積載して水硬性モルタルを施工する施工現場近傍へ水硬性組成物12を輸送することができる。
【0040】
施工現場の近傍に水硬性モルタル調製・施工用トラック31が配置されたのち、水硬性組成物12は水硬性組成物貯蔵タンク33下部からスクリューコンベアによって排出されて、スクリューフィーダー38によってホッパー13へ供給され、ホッパー13底部から定量的に混練装置16へ供給される。この時、水硬性組成物12が混練装置16へ供給されるのに合わせて、混練装置16に所定量の混練水17が供給される。この水硬性組成物12と混練水17とは混練装置16において強力に混練され、均質な水硬性モルタル21が調製される。水硬性組成物12と混練水17との供給割合は、現場毎の施工条件や水硬性モルタルの性状に合わせて調整される。
【0041】
混練装置16に供給される混練水17は、所定の温度に冷却されたものである。具体的には、水硬性モルタル調製・施工用トラック31に搭載されている冷却水タンク39から水供給ポンプ40によって、水供給パイプ41を介して混練装置16に供給される。また、図9に示すように、水冷装置50を用いて冷水を供給することができる。図9に示す装置の場合には、水道52より得た水を水冷装置50にて冷却し、ビニールホース(冷水管)54を介して混練装置16に冷却された混練水を供給する。なお、水冷装置50を作動させるために必要な電力は、商用電力または発電機等から得ることができる。なお、水冷装置50は、車両などの移動装置に搭載して搬送することができる。水冷装置50を作動させる際には、冷水の温度上昇防止や装置の安定駆動の観点から、水冷装置50を移動装置から降ろし、水冷装置50を水硬性モルタル調製・施工用トラック31の近傍に配置して行うことが好ましい。
【0042】
水冷装置50としては特に限定されるものではなく、市販の水冷装置を用いることができ、特に冷媒としてHFC(R407C)を使用する水冷装置を好ましく使用できる。
【0043】
水冷装置50の冷却能力としては、25℃の給水を10℃の冷水に冷却する場合に、好ましくは4〜10リットル/min、さらに好ましくは4.5〜9リットル/min、より好ましくは5〜8リットル/min、特に好ましくは5.5〜7.5リットル/minの範囲の冷却処理能力を有するものを使用できる。冷却能力が、前記範囲よりも小さい場合、冷水用いて水硬性モルタルを調製する場合に、必要充分な混練水量を供給できないことがあるため好ましくなく、冷却能力が前記範囲より大きくなると、水冷装置50自体が大型化し、水硬性モルタルを調製する現場に設置して運転する上で支障をきたすことから好ましくない。
【0044】
水冷装置50としては、例えばオリオン機械株式会社製「RKP2200B」を好適に用いることができ、水硬性モルタルを調製・施工する現場の温度条件などに合わせて、混練水に要求される温度および必要とされる混練水量に応じて、水冷装置50の台数を適宜選択することができる。
【0045】
混練装置16にて調製された水硬性モルタル21は、水硬性モルタル調製・施工用トラック31に備えられたリザーバータンク20に一旦収容され、リザーバータンク20に設置された、強力な上下方向の対流攪拌能力を有する多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22を装着した攪拌機によって強制攪拌養生され、スラリーの流動特性が安定化される。所定時間攪拌養生された水硬性モルタル21は、上述のように、混練水17を所定の温度に冷却することによって、リザーバータンク20内でのスラリーの温度を、乾燥ひび割れやモルタル硬化体の温度ひび割れを抑制し、長期強度増進を確保するためのスラリー温度の目安である35℃以下、好ましくは30℃以下とすることができる。水硬性モルタルは、水硬性モルタル調製・施工用トラック31に搭載されたスラリーポンプ24によって圧送され、スラリーホース45を介して施工箇所へ連続的に圧送・供給されて打設・施工される。
【0046】
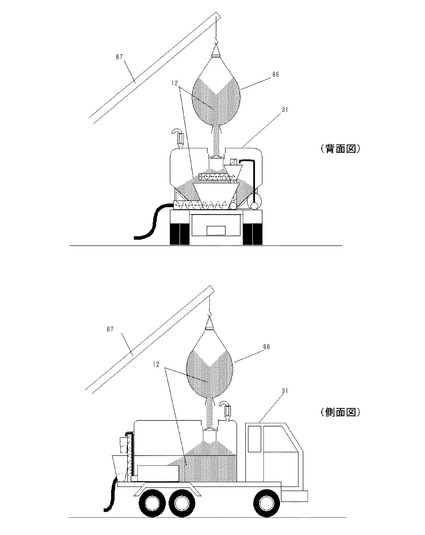
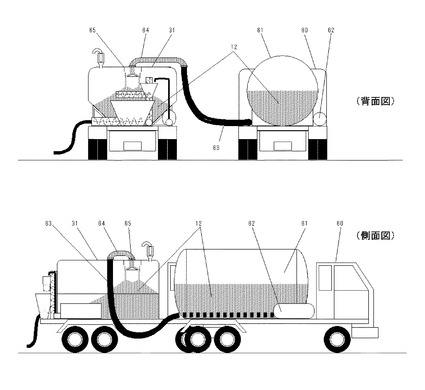
また、大規模な現場で大量のグラウトスラリー施工量が要求される場合には、図14および図15に示すように、フレコン66またはジェットパック車60を用いて水硬性組成物を水硬性モルタル調製・施工用移動設備のタンクに補給することができる。この方法により、大規模な施工現場においても材料切れによる施工作業の中断に見舞われることがなく、一定品質の水硬性モルタルを連続的に施工箇所へ供給することができる。
【0047】
本発明において連続施工されるグラウトスラリー施工量は、好ましくは1.5m3以上、さらに好ましくは5m3以上、より好ましくは10m3以上、特に好ましくは20m3以上である。本発明によれば、大量のグラウトスラリーを連続施工する場合にも、水硬性モルタルの水分を連続的に把握して、水硬性組成物と混練水との割合を所定の値に制御できることから、大量のグラウトスラリーの品質を安定して一定に保つことができる。
【0048】
次に、本発明で使用するための好ましい水硬性組成物について説明する。本発明では、水硬性成分と特定の粒度構成を有する細骨材と、流動化剤と、膨張材とを含む水硬性組成物を用いる。
【0049】
水硬性組成物の水硬性成分は、ポルトランドセメントを含み、水硬性成分100質量%中に、ポルトランドセメントを好ましくは10質量%以上、さらに好ましくは30質量%以上、より好ましくは70質量%以上、特に好ましくは90質量%以上含む。
【0050】
ポルトランドセメントとしては、普通ポルトランドセメント、早強ポルトランドセメント、超早強ポルトランドセメント、白色ポルトランドセメント等が挙げられ、一種または二種以上を混合して使用することができる。
【0051】
水硬性組成物の水硬性成分は、ポルトランドセメントの他に、必要に応じて本発明の特性を損なわない範囲で石膏やアルミナセメントを含むことができる。水硬性成分に含まれる成分としては、ポルトランドセメントのみ、ポルトランドセメントと石膏の2種、ポルトランドセメントとアルミナセメントの2種、ポルトランドセメントとアルミナセメントと石膏の3種、から選ぶことができる。
【0052】
石膏としては、無水、半水等の石膏がその種類を問わず、一種または二種以上の混合物として使用できる。
【0053】
アルミナセメントとしては、鉱物組成の異なるものが数種知られ市販されているが、何れも主成分はモノカルシウムアルミネート(CA)であり、その種類によらず使用することができる。
【0054】
水硬性組成物は、必要に応じて本発明の特性を損なわない範囲で、高炉スラグ、シリカヒューム、フライアッシュ、溶融スラグなどの無機成分を含むことができる。
【0055】
本発明で使用する水硬性組成物は、水と混練することにより速やかに良好な流動性状を有する水硬性モルタルを得ることができ、さらに優れた材料分離抵抗性を有する水硬性モルタルを安定して得るために、最大粒径が2mm未満の特定の粒度構成を有する細骨材を選択して使用することが好ましい。このような粒径の細骨材を用いることによって、良好で安定した流動性状の水硬性モルタルを得られると共に、ポンプ圧送した際に材料分離に伴うスラリーホース45の閉塞を回避することができる。
【0056】
本発明で使用する細骨材は、細骨材100質量%中に、好ましくは、粒径30μm以上〜150μm未満の粒子を5〜30質量%含み、粒径150μm以上〜600μm未満の粒子を25〜55質量%含み、粒径600μm以上〜2000μm未満の粒子を25〜60質量%含むものを好適に使用でき、さらに好ましくは、粒径30μm以上〜150μm未満の粒子を8〜28質量%含み、粒径150μm以上〜600μm未満の粒子を30〜52質量%含み、粒径600μm以上〜2000μm未満の粒子を30〜55質量%含むものを好適に使用でき、より好ましくは、粒径30μm以上〜150μm未満の粒子を9〜26質量%含み、粒径150μm以上〜600μm未満の粒子を33〜50質量%含み、粒径600μm以上〜2000μm未満の粒子を33〜52質量%含むものを好適に使用でき、特に好ましくは、粒径30μm以上〜150μm未満の粒子を10〜25質量%含み、粒径150μm以上〜600μm未満の粒子を35〜48質量%含み、粒径600μm以上〜2000μm未満の粒子を35〜50質量%含むものを好適に使用できる。
【0057】
細骨材の粒度構成が前記の範囲から外れた場合には、水硬性モルタルをスラリーポンプ24を用いて長距離(100m)圧送した際に、水硬性モルタル中の細骨材が材料分離を生じてスラリーホース45を閉塞させることがあるため好ましくない。
【0058】
細骨材の使用量は、水硬性成分100質量部に対して、好ましくは20〜200質量部、さらに好ましくは40〜190質量部、より好ましくは60〜180質量部、特に好ましくは80〜170質量部の範囲にすることにより、優れた良好な流動性と材料分離抵抗性、および、良好な硬化体強度発現性が得られることから好ましい。
【0059】
細骨材としては、珪砂、川砂、海砂、山砂、砕砂などの砂類、シリカ粉、粘土鉱物、廃FCC触媒などの無機質材、ウレタン砕、EVAフォーム、発砲樹脂などの樹脂粉砕物、アルミナセメントクリンカー骨材などを用いることができる。細骨材については、珪砂、川砂、海砂、山砂、砕砂などの砂類、石英粉末、廃FCC触媒などを用いることが特に好ましい。
【0060】
本発明では、水硬性組成物と混練水とを混練して速やかに良好な流動特性を有する水硬性モルタルを得るために、流動化剤と特定の粒度構成を有する細骨材とを併せて使用することが好ましい。さらに、本発明では現場での水硬性モルタルの調製の煩雑さや品質変動を回避するため、予め水硬性組成物の構成成分をプレミックスして現場に提供するため、流動化剤についても粉末状の流動化剤を選択して使用することが好ましい。
【0061】
本発明で用いる粉末状の流動化剤としては、ポリカルボン酸系の粉末状流動化剤が好ましく、特に変性ポリカルボン酸系の粉末状流動化剤を好ましく用いることができる。市販品ではBASFコンストラクションシステムズ社製メルフラクスAP101F等を好適に使用できる。
【0062】
ポリカルボン酸系流動化剤の使用量は、水硬性成分100質量部に対して、好ましくは0.001〜5質量部、さらに好ましくは0.01〜3質量部、より好ましくは0.03〜2質量部、特に好ましくは0.05〜1質量部の範囲であり、添加量がこれらの範囲より少ないと水硬性成分を速やかに分散させる効果が乏しくなって充分な効果が発現せず、また多すぎても添加量に見合った効果は期待できず単に不経済であるだけでなく、流動性の経時変化やモルタルの粘稠性が大きくなることがあることから好ましくない。
【0063】
本発明で用いる水硬性組成物は、必須成分のひとつとして膨張材を使用する。本発明で使用する膨張材としては、金属粉等の金属系膨張材や石灰類等の無機系膨張材の使用が好ましく、特に金属系膨張材および無機系膨張材を併用して用いることが好ましい。
【0064】
金属系膨張材の添加量は、用いる水硬性成分により本発明の特性を損なわない範囲で添加することができ、水硬性成分100質量部に対して、好ましくは0.0002〜0.01質量部、さらに好ましくは0.0005〜0.008質量部、より好ましくは0.0008〜0.006質量部、特に0.001〜0.005質量部の範囲で用いることが好ましい。
【0065】
無機系膨張材の添加量は、水硬性成分100質量部に対して、好ましくは1〜30質量部、さらに好ましくは2〜25質量部、より好ましくは3〜20質量部、特に4〜15質量部の範囲で用いることが好ましい。
【0066】
金属系膨張材としては、アルミニウム粉、鉄粉などの金属粉を使用することができるが、中でも比重の面から、アルミニウム粉の使用が特に好ましい。アルミニウム粉は、JIS・K−5906「塗装用アルミニウム粉」の第2種に準ずるものが好適に使用できる。
【0067】
無機系膨張材としては、カルシウムサルフォアルミネート系ではアウイン、石灰系では生石灰、生石灰−石膏系、仮焼ドロマイト等が挙げられ、これらから選ばれた少なくとも1種を使用できる。石灰系膨張材としては、生石灰、生石灰−石膏系が好ましく、特に生石灰−石膏系が好ましい。
【0068】
また、無機系膨張材としては、例えば遊離生石灰を膨張成分として含むものや、カルシウムサルフォアルミネート等のエトリンガイト形成物質を膨張成分とする市販品を使用することができる。好ましくは、収縮補償効果とともに反応時の水和発熱によって低温環境下の強度増強効果を有する生石灰を有効成分として含む膨張材が特に好ましく、この場合、膨張材中の生石灰含有量は特に限定されないが、生石灰含有量が高いもの(100質量%を含む)では水和反応が急激に進行することがあるので80質量%以下の含有量が好ましい。
【0069】
本発明で用いる水硬性組成物は、水硬性成分、細骨材、流動化剤および膨張材の他に、必要に応じて本発明の特性を失わない範囲で凝結調整剤、増粘剤、消泡剤、樹脂粉末などの成分を少なくとも1種以上含むことができる。
【0070】
樹脂粉末としては、エチレン・酢酸ビニル共重合体、アクリル系重合体などの乳化重合した高分子エマルジョンを噴霧乾燥して調製した市販の樹脂粉末を用いることができる。
【0071】
凝結調整剤は、用いる水硬性成分に応じて、特性を損なわない範囲で適宜添加することができ、凝結促進剤および凝結遅延剤の成分、添加量および混合比率を適宜選択して、流動性、可使時間、硬化性状などを調整することができる。
【0072】
増粘剤は、セルロース系、蛋白質系、ラテックス系、および水溶性ポリマー系などを用いることができ、特にセルロース系などを用いることができる。増粘剤の添加量は、本発明の特性を損なわない範囲で添加することができる。増粘剤および消泡剤を併用して用いることは、水硬性成分や細骨材などの骨材分離の抑制、気泡発生の抑制、硬化体表面の改善に好ましい効果を与え、グラウト用途の水硬性モルタルとしての特性を向上させるために好ましい。
【0073】
消泡剤は、シリコン系、アルコール系、ポリエーテル系などの合成物質または植物由来の天然物質など、公知のものを用いることができる。消泡剤の添加量は、本発明の特性を損なわない範囲で添加することができる。
【0074】
本発明の水硬性組成物を構成する場合、ポルトランドセメントを含む水硬性成分とポリカルボン酸系流動化剤と特定の粒度構成を有する細骨材とを組合せて用いることにより、水硬性組成物と混練水とを混練した際の初期混練性が各段に向上し、極めて短時間の混練操作によって良好な流動性を有する水硬性モルタルを得ることができる。この結果、混練時間の長短に関わらずJ14ロート流下値が安定した水硬性モルタルを製造することができる。特に好適な水硬性組成物の成分構成は、ポルトランドセメントを含む水硬性成分、特定の粒度構成を有する細骨材、変性ポリカルボン酸系の粉末流動化剤、無機系膨張材および金属系膨張材を含むものである。
【0075】
本発明では、水硬性成分と、特定の粒度構成を有する細骨材、変性ポリカルボン酸系の粉末流動化剤、無機系膨張材および金属系膨張材とを含み、必要に応じて、凝結調整剤、増粘剤、消泡剤および粉末樹脂等から選択される成分を添加し、混合機で混合し、水硬性組成物のプレミックス粉体を得ることができる。
【0076】
本発明で用いる水硬性組成物は、所定量の水と混練することによって速やかに良好な流動特性を有し、材料分離抵抗性に優れた水硬性モルタルを調製することができる。
【0077】
本発明で使用する水硬性組成物は、水の添加量を調整することにより、水硬性モルタルの流動性、材料分離抵抗性などを、さらに硬化して得られる硬化体の強度などを調整することができる。
【0078】
水の添加量は、使用する水硬性組成物に応じて適宜選択することができる。水の添加量は、水硬性組成物(グラウト組成物ともいう)100質量部に対し、好ましくは8〜50質量部、さらに好ましくは9〜40質量部、より好ましくは10〜30質量部、特に好ましくは11〜25質量部加えて用いることが好ましい。
【0079】
本発明では、混練条件Aの条件で水硬性組成物と混練水とを混練し、混練操作によって得られる水硬性モルタルの流動特性をJ14ロート流下時間によって評価する。混練条件Aとは、気温20℃(すなわち水硬性組成物および水の温度も20℃)において2Lポリ容器に混練水16質量部を入れ、図6のタービン羽根を取り付けた0.15KW攪拌機を使用し、300rpmで攪拌しながら水硬性組成物100質量部を全量投入後(粉体1500g)、780rpmで所定時間混練して、水硬性モルタルを調製するものである。
【0080】
本発明では、水硬性組成物を混練条件Aの条件で1分間混練して調製した水硬性モルタルのJ14ロート流下時間(Z)、水硬性組成物を混練条件Aの条件で2分間混練して調製した水硬性モルタルのJ14ロート流下時間(Y)、水硬性組成物を混練条件Aの条件で4分間混練して調製した水硬性モルタルのJ14ロート流下時間(X)、水硬性組成物を混練条件Aの条件で6分間混練して調製した水硬性モルタルのJ14ロート流下時間(W)、とした場合に、水硬性組成物を混練条件Aの条件で1分間混練して調製した水硬性モルタルのJ14ロート流下時間(Z)と、2分間、4分間または6分間混練して調製した水硬性モルタルのJ14ロート流下時間(Y)、(X)、(W)との比率が、好ましくはY/Z、X/ZおよびW/Z=0.75〜1.00の範囲であり、さらに好ましくはY/Z、X/ZおよびW/Z=0.76〜0.95の範囲であり、より好ましくはY/Z、X/ZおよびW/Z=0.77〜0.92の範囲であり、特に好ましくはY/Z、X/ZおよびW/Z=0.78〜0.90の範囲であることが速やかに良好な流動特性安定して有する水硬性モルタルが得られることから好ましい。
【0081】
Y/Z、X/ZおよびW/Zが上記範囲から外れた場合、1分間混練した場合の水硬性モルタルの流動性状と、2分間、4分間または6分間混練した場合の水硬性モルタルの流動性状とが大きな差異を有することになり、このような水硬性モルタルをポンプ圧送してスラリーホース45を介して長距離を圧送した場合には、流動性状が変化しやすく安定しないために圧送距離によって流動特性が異なったり、場合によってはスラリーホース45が閉塞することもあるため好ましくない。
【0082】
また、本発明では、水硬性組成物を混練条件Aの条件で2分間混練して調製した水硬性モルタルのJ14ロート流下時間(Y)と、4分間または6分間混練して調製した水硬性モルタルのJ14ロート流下時間(X)、(W)との比率が、好ましくはX/YおよびW/Y=0.90〜1.02の範囲であり、さらに好ましくはX/YおよびW/Y=0.905〜1.01の範囲であり、より好ましくはX/YおよびW/Y=0.91〜1.00の範囲であり、特に好ましくはX/YおよびW/Y=0.92〜0.99の範囲であることが速やかに良好な流動特性安定して有する水硬性モルタルが得られることから好ましい。
【0083】
X/YおよびW/Yが上記範囲から外れた場合、2分間混練した場合の水硬性モルタルの流動性状と、4分間または6分間混練した場合の水硬性モルタルの流動性状とが大きな差異を有することになり、このような水硬性モルタルをポンプ圧送してスラリーホース45を介して長距離を圧送した場合には、流動性状が変化しやすく安定しないために圧送距離によって流動特性が異なったり、場合によってはスラリーホース45が閉塞することもあるため好ましくない。
【0084】
本発明の水硬性組成物を混練条件Aの条件で1分間、2分間、4分間または6分間混練して調製した水硬性モルタルのJ14ロート流下時間(Z)、(Y)、(X)および(W)は、好ましくは5〜12秒の範囲、さらに好ましくは5.5〜11秒の範囲、特に好ましくは6〜10秒の範囲であることが速やかに優れた流動性を安定して確保できることから好ましい。
【0085】
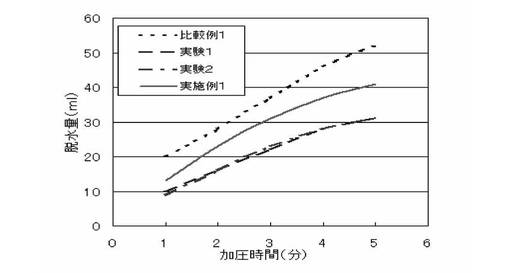
本発明では、水硬性組成物を混練条件Aの条件で2分間混練して調製した水硬性モルタルについて、土木学会加圧ブリージング試験方法(JSCE・F502−1999)の試験方法でジャッキ圧力を1.0N/mm2に設定して1分加圧した時の脱水量は、好ましくは2〜18mlの範囲、さらに好ましくは4〜16mlの範囲、特に好ましくは5〜15mlの範囲であることが、ポンプ圧送してスラリーホース45を介して水硬性モルタルを施工箇所へ供給する際に、加圧条件下で材料分離を生じ難いことから好ましい。
【0086】
水硬性モルタルの硬化体は、以下の特性の1つ以上有することが好ましい。
1)圧縮強度(材齢1日)が、好ましくは20N/mm2以上、より好ましくは25N/mm2以上、さらに好ましくは30N/mm2以上、特に好ましくは32N/mm2以上である。
2)圧縮強度(材齢3日)が、好ましくは35N/mm2以上、より好ましくは40N/mm2以上、さらに好ましくは43N/mm2以上、特に好ましくは45N/mm2以上である。
【0087】
本発明で用いる水硬性組成物は、水硬性成分と細骨材と流動化剤と膨張剤とを必須成分とする、土木建築工事に使用されるグラウト用の水硬性組成物であって、水との混練操作によって速やかに良好なスラリー状態が得られ、流動性に優れ、材料分離抵抗性が高い水硬性モルタルを安定して調製することができる。
【0088】
以上で説明した本発明の水硬性モルタルの施工方法は、水硬性モルタル調製・施工用移動設備を用い、上述した速やかに混練されて安定した流動性状を示す水硬性組成物と、所定の温度に冷却した混練水とを、強力な混練力が得られる混練装置16を使用して連続的に混練し、水硬性モルタルを連続的に調製してリザーバータンク20に一旦収容する。さらに、強力な上下対流を発生させる多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22を有する攪拌機を用いて、水硬性モルタルを強制攪拌条件下で所定時間攪拌養生することによって、材料分離を生じさせることなくスラリー状態が極めて安定化した水硬性モルタルを調製することができる。これにより、スラリーポンプ24を用いて離れた施工場所に連続的に水硬性モルタルを供給した際にも、圧送過程での材料分離を生じさせることなく、所定の温度で安定して施工箇所へ供給・打設することができ、高い施工効率と優れた施工品質を提供することができ、また、施工時のスラリー温度が高いことによるひび割れ等の発生を防止することができる。また、施工箇所近傍で水硬性モルタルを製造することができるため、大規模な現場で大量の水硬性モルタルを限られた期間内に施工することが可能となる。
【0089】
本発明の水硬性モルタルの施工方法は、トンネルやシールドの裏込め、ダムの継ぎ目、橋梁のシュウ、構造物の補修や補強、鉄筋継手、機械基礎の固定、下水道の補修等、土木建築分野の各種グラウト工事において、高流動性、無収縮性および高強度といった性能を安定して提供できることからその利用価値は大きい。特に、夏期の酷暑条件下に大規模な現場で大量のグラウチングを行うような場合に、連続的に水硬性モルタルを調製して、連続的に施工箇所へ供給・打設施工する場合に、その性能を大いに発揮するものである。
【実施例】
【0090】
以下、本発明を実施例に基づき、さらに詳細に説明する。但し、本発明は下記実施例により制限されるものでない。
【0091】
≪特性の評価方法≫
1)J14ロート流下値(秒):
土木学会充てんモルタル試験方法(案)(JSCE・F542−1993)に準拠して、グラウトスラリーのJ14ロート法による流下値を示す。
2)圧縮強度(N/mm2):
温度20℃、湿度65%の条件で混練したグラウトスラリーを用い、温度20℃、湿度95%の条件で硬化させ、翌日脱型後、20℃の水中で養生した試験体φ5×10cmを用い、JIS・A−1108に準拠して評価を行う。
3)加圧ブリージング試験:
温度20℃、湿度65%の条件下、混練条件Aで混練した水硬性モルタルを用い、内径125mm、内高200mmの試験容器を用いて試験を行う。ジャッキ圧力を1.0N/mm2に設定した以外は、土木学会加圧ブリージング試験方法(JSCE・F502-1999)に準拠して評価を行う。
4)ポンプ圧送性:
水硬性モルタル(スラリー)の排出ポンプ出口に、内径32mmで長さ50m、75mまたは100mのスラリーホースを接続して、スラリーホース筒先より吐出されるスラリーの材料分離状態および閉塞の有無で評価を行う。ポンプは、モーノポンプ、型番:2NM50(兵神装備社製)を用いて行う。スラリーの圧送性の評価指標は、○:スラリーホース筒先より吐出されるスラリーの材料分離無し、△:スラリーホース筒先より吐出されるスラリーの材料分離有り、×:閉塞とする。
5)混練条件A:
20℃において2Lポリ容器に16質量部の水を入れ(参考例1〜4の場合は16.4質量部)、図6に示すタービン羽根を取り付けた0.15KW攪拌機(新東科学社製、品番:スリーワンモータBL600)を使用し、300rpmで攪拌しながら水硬性組成物(粉体1500g)を全量投入後、780rpmで所定時間(1分間、2分間、4分間または6分間)混練して、水硬性モルタルを調製することを混練条件Aとする。
【0092】
≪原料≫
原料は以下のものを使用した。
【0093】
1)水硬性成分:
・ポルトランドセメント(宇部早強セメント、ブレーン比表面積4500cm2/g)。
比表面積の評価法は、JIS・R−5201に規定されているブレーン空気透過装置を用いて測定されたものである。
【0094】
2)細骨材:
細骨材(1)は、珪砂A〜Cを混合して調製する。
・珪砂A : SS5A、宇部サンド工業社製。
・珪砂B : S6、宇部サンド工業社製。
・珪砂C : S7、宇部サンド工業社製。
細骨材(2)は、珪砂D〜Fを混合して調製する。
・珪砂D : 川鉄4号、川鉄鉱業社製。
・珪砂E : N50、瓢屋社製。
・珪砂F : N70、瓢屋社製。
篩を使用して測定した珪砂A〜Fの粒度構成を表5に示す。また、比較例1で使用した細骨材(珪砂Aと珪砂Bの混合物)、実験1および実験2で使用した細骨材(珪砂Aと珪砂Bと珪砂Cの混合物)、実施例1で使用した細骨材(珪砂D、珪砂Eおよび珪砂Fの混合物)の粒度構成を図7および表6に示す。
【0095】
3)膨張材:
・無機系膨張材:アサノジブカル(太平洋セメント社製)。
・金属系膨張材:アルミニウム粉(粒度44μm以下60%以上、大和金属粉工業社製)。
【0096】
4)減水剤:
・流動化剤a: 変性ポリカルボン酸系流動化剤、メルフラクスAP101F(BASFポゾリス社製)。
・流動化剤b: ナフタレンスルフォン酸系流動化剤、マイティ100(花王社製)。
・流動化剤c: ポリカルボン酸系流動化剤、マイティ21P(花王社製)。
・流動化剤d: ポリエーテル・ポリカルボン酸系流動化剤、メルフラスクVP2651(BASFポゾリス社製)。
・流動化剤e: ポリエーテル・ポリカルボン酸系流動化剤、メルフラスクVP2641(BASFポゾリス社製)。
5)増粘剤: メチルセルロース系増粘剤、ハイユーローズ(宇部興産株式会社製)
【0097】
≪比較例1、実験1〜2、実施例1、参考例1〜4≫
表1に示す配合割合で水硬性組成物と混練水とを混練条件Aにしたがって混練し、780rpmで1分間混練したスラリー、2分間混練したスラリー、4分間混練したスラリーおよび6分間混練したスラリーの4種類の水硬性モルタルを調製し、J14ロート流下値(秒)を測定した。水硬性組成物を混練条件Aで2分間混練して調製したスラリーを硬化させた水硬性モルタル硬化体について圧縮強度を測定した。J14ロート流下値(秒)および圧縮強度の測定結果を表2に示す。
【0098】
比較例1、実験1〜2および実施例1の水硬性組成物を用いて、混練条件Aで2分間混練して調製した水硬性モルタルについて、加圧ブリージング試験を行った結果を表3および図8に示す。
【0099】
≪比較例2、実験3〜4、実施例2〜3、参考例5≫
比較例1、実験1および実施例1の水硬性組成物を用いて、表4に示す混練条件で、水硬性組成物と所定量の混練水とを混練装置を含む水硬性モルタル調製・施工用設備(スラリー製造・供給装置)に供給して連続的に混練し、水硬性モルタルを連続製造してスラリーを一旦リザーバータンクに収容した。なお、水硬性モルタルの連続混練に用いた水硬性モルタル調製・施工用設備の混練装置の仕様および混練条件を表7に示す。
【0100】
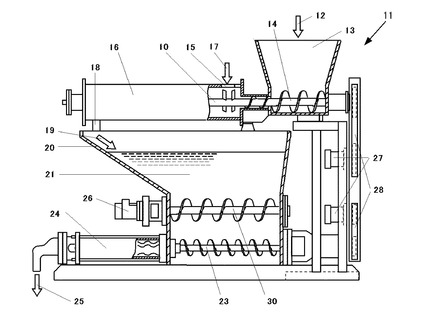
比較例2および実験3〜4の場合、水硬性モルタルは、図2に示すリザーバータンク中で約2分間、緩やかな攪拌状態で保持した後、スラリー製造設備の吐出ポンプ(スラリーポンプ)を用いて吐出した。
【0101】
また、実施例2と実施例3の場合、水硬性モルタルは、それぞれ図1(a)、図1(b)に示すリザーバータンク中で約2分間、多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根を有する攪拌機によって強制攪拌条件下に保持した後、スラリー製造設備の吐出ポンプ(スラリーポンプ)を用いて吐出した。
【0102】
スラリー製造設備の吐出ポンプ(スラリーポンプ)から吐出した水硬性モルタルは、ポンプから吐出直後を0mとし、ポンプに接続した内径が32mmで長さが50m、75mおよび100mのスラリーホースの筒先より吐出させてポンプ圧送性を評価した。また、連続製造してリザーバータンクに収容したスラリーと、吐出ポンプ(スラリーポンプ)を用いて、ポンプからの吐出直後を0mとし、50m、75mおよび100mのスラリーホースの筒先より吐出させてスラリーについて、J14ロート流下値(秒)を測定した。
【0103】
スラリー中に含まれる水分量は、リザーバーに収容したスラリーを一部取り出して電子レンジ法により測定した。
【0104】
ポンプ圧送性の評価結果およびJ14ロート流下値の測定結果を表4に示す。
【0105】
【表1】

【0106】
【表2】
【0107】
【表3】
【0108】
【表4】
【0109】
【表5】
【0110】
【表6】
【0111】
【表7】
【0112】
(1)変性ポリカルボン酸系流動化剤と、所定量の微粒分を含む細骨材(図7にそのふるい目開きとふるい残分との関係を示す)とを併せて用いた実験1〜2および実施例1の場合、表2に示すように、混練条件Aで1分間混練して調製したスラリーと、2分間から6分間混練して調製したスラリーとのJ14ロート流下値の比率が0.80〜0.86と比較的混練度が高い数値で安定しており、さらに、混練条件Aで2分間混練して調製したスラリーと、4分間および6分間混練して調製したスラリーとのJ14ロート流下値の比率においては、0.93〜0.99とより混練度が高い数値が得られ、極めて速やかに良好な混練状態の水硬性モルタルが得られている。また、表3および図8に示すように、実験1〜実験2および実施例1は、加圧条件下での脱水量が比較例1と対比して低い数値を示している。
【0113】
(2)変性ポリカルボン酸系流動化剤と、微粒分を含まない細骨材とを用いた比較例1(図7にそのふるい目開きとふるい残分との関係を示す)の場合については、表2に示すように、極めて速やかに良好な混練状態の水硬性モルタルが得られたが、表3および図8に示すように、加圧条件下での脱水量が多かった。
【0114】
(3)比較例1および実験1の水硬性組成物を用い、それぞれ比較例2および実験3として、気温23℃の温度条件で水硬性モルタル調製・施工用設備(図2)による実機評価(流動性評価、圧送性評価)を行った。その結果を表4に示すように、比較例2の場合、ポンプ圧送距離が75mの時点でスラリーホースが閉塞したのに対して、実験3では圧送距離100m時点まで可能であり、さらに水硬性モルタルの流動性もJ14ロート流下値が12秒以下と良好な数値が得られた。実験3の場合、細骨材中に含まれる微粒分がペースト粘度を増大させ、ペーストと細骨材の分離抵抗性を高めた結果、圧送過程でのスラリーホースの閉塞現象を回避できたものと推察される。
【0115】
実験1の水硬性組成物を用いて、気温13℃の温度条件で水硬性モルタル調製・施工用設備(図2)による実機評価(流動性評価、圧送性評価)を行った実験4の場合、表4に示すようにポンプ圧送性においては実験3の場合と同様に100mの圧送が可能であったが、リザーバー内およびポンプ吐出直後(0mスラリーホース筒先)のJ14ロート流下値が12秒以上と大きな数値を示した。これは低温条件下での混練では、水の粘性が高くなって混練性が低下するとともに、流動化剤の溶解速度が遅くなり、水硬性組成物と混練水との混練によるスラリーの均質化が遅れたことによるものと推察される。
【0116】
(4)実施例1の水硬性組成物を用い、それぞれ実施例2および実施例3として、気温15℃または気温12℃の温度条件で、水硬性モルタル調製・施工用設備(図1aまたは図1b)を使用した実機評価(流動性評価、圧送性評価)を行った。その結果を表4に示すように、流動性の指標であるJ14ロート流下値は12秒以下で安定した数値を示し、ポンプ圧送性においても圧送距離100m時点でも良好な吐出性が得られた。これは、リザーバータンク内の水硬性モルタルを、高攪拌力が得られる多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根を用いて所定時間強制攪拌養生したことにより、低温条件下での水の粘性が高くなる影響と、流動化剤の溶解速度の遅延の影響とを解消して、短時間に必要充分な混練状態が得られた結果、流動性が安定化したものと推察される。
【0117】
また、実施例2と実施例3とを比較した場合、より低温条件で試験評価を行っているにもかかわらず、実施例3の方が優れた流動性(J14ロート流下値)を示した。これは、リザーバータンクのスパイラル攪拌羽根(図1(b)の22)と移送スクリュー(図1(b)の23)との間隙にセパレートプレートを設けて、混練装置からリザーバータンクへ供給された混練直後の水硬性モルタルの一部が、移送スクリューを配置した部分へショートカットすることを防止できたことによるものと考えられる。
【0118】
≪比較例2−1および実施例2−1〜3≫
次に、気温が高い場合に、水硬性組成物との混練のために用いる水(混練水)を冷却することの効果を確認するための水冷試験を行った。
【0119】
水冷試験の試験条件を表8に示す。水冷試験に用いた水硬性組成物は、全て実施例1の水硬性組成物と同じ配合とした。比較例2−1では混練水を冷却しなかった。それに対して、実施例2−1〜3においては、冷却した混練水を用いて水硬性組成物と混練した。なお、表8に示すように、これらの試験での気温は28℃以上だった。
【0120】
水冷試験の結果を表8および図10に示す。この結果から明らかなように、混練装置に供給する混練水を冷却した実施例2−1〜3の場合には、リザーバータンク中の水硬性モルタル(スラリー)の温度を35℃以下とすることができ、100mスラリーホース筒先でのスラリー温度についても40℃未満とすることができた。なお、「水比」とは、水硬性組成物100質量部に対する混練水量の質量部である。
【0121】
【表8】
【0122】
≪水硬性組成物および混練水の温度と、水硬性モルタル(スラリー)の温度との関係≫
水硬性組成物および混練水の温度と、スラリーの温度との関係を明らかにするための試験を行った。その結果を表9に示す。図11は、表9に示す値を図示したものである。丸印はケミスターラーを用いて混練した測定データであり、三角印は施工現場を模擬した場合の測定データを示す。また、白抜きの丸印および三角印は、リザーバータンク中のスラリー温度の測定値が35℃以下であったものを示す。また、破線は「A.水硬性組成物温度(℃)」と「B.混練水温度(℃)」との和(A+B)が、55℃であるものを示す。この図から、水硬性組成物の温度(摂氏)および混練水の温度(摂氏)を足した値(和)が55℃以下の場合(図11に図示した破線上および破線の左側に相当する)には、スラリー調製直後のスラリー温度(リザーバータンク中のスラリー温度に相当)が35℃以下であることが明らかとなった。
【0123】
【表9】
【0124】
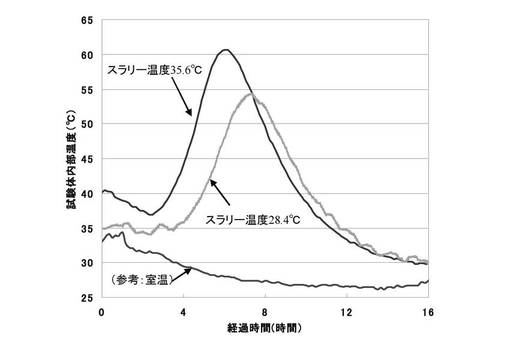
≪水硬性モルタル(スラリー)温度と、施工後の試験体の温度変化との関係≫
リザーバータンク内の水硬性モルタル(スラリー)の温度を28.4℃および35.6℃としたときの、施工後の試験体の温度変化を図12に示す。参考のため、そのときの室温も図示した。施工後、水硬性組成物と混練水との反応によって反応熱が生じるため、試験体の温度は上昇する。このときスラリー温度を低くしたものの方が試験体の温度上昇のピークを生じる時間が遅く、またピーク温度も低いことが明らかとなった。したがって、スラリー温度を低くしたものの方が試験体表面の乾燥ひび割れやモルタル硬化体の温度ひび割れが生じ難い。
【0125】
≪水硬性モルタル(スラリー)温度と、施工後の試験体の寸法変化との関係≫
リザーバータンク内の水硬性モルタル(スラリー)の温度を28.4℃(実施例2−3と同等のスラリー)および35.6℃(比較例2−1と同等のスラリー)としたときの、施工後の試験体の寸法変化を図13に示す。施工後、スラリー温度を低くしたものの方が試験体の寸法変化が小さいことが明らかとなった。また、試験体表面の凝結後の状態を観察したところ、冷水を使用した試験体(スラリー温度28.4℃)のものの方が、ひび割れを大幅に低減できることが明らかとなった。
【0126】
≪水硬性モルタル(スラリー)温度と、圧縮強度との関係≫
表10に、リザーバータンク内の水硬性モルタル(スラリー)温度と、圧縮強度との関係を示す。この結果から、材齢3日までの圧縮強度は、スラリー温度が高い方が、セメントの水和反応が促進されて高くなる傾向を示した。しかし、表10に示すように、材齢28日での圧縮強度は、冷却した水を混練水として用いたものの方が高く、耐久性に優れる硬化体が得られることが明らかとなった。なお、試験体は、翌日脱型し、現場気中養生とした。
【0127】
【表10】
【図面の簡単な説明】
【0128】
【図1】本発明(実施例)で用いる水硬性モルタル調製・施工用設備の構成の一例を説明するための模式断面図であり、図1aは、多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根を設置したものを図示し、図1bは、多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根およびセパレートプレートを設置したものを図示した模式断面図である。
【図2】比較例と実験3〜4で用いる水硬性モルタル調製・施工用設備の構成の一例を説明するための模式断面図である。
【図3】本発明で用いる混練スクリューの全体構成を示す図である。
【図4】本発明で用いる多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根の全体構成を示す図である。
【図5】水硬性組成物貯蔵タンクおよび水硬性モルタル調製・施工用設備を搭載した水硬性モルタル調製・施工用トラックの全体構成を示す模式図である。
【図6】混練条件Aで水硬性モルタルを調製する場合に使用するタービン羽根を示す模式図である。
【図7】比較例1、実験1〜2および実施例1で使用した細骨材の粒度構成を示す図である。
【図8】水硬性モルタルの加圧ブリージング試験結果(脱水量)を示す図である。
【図9】水冷装置搭載車両を用いて冷水を水硬性モルタル調製・施工用トラックに供給する構成を示す模式図である。
【図10】混練水および所定の位置におけるスラリーの温度を示す図である。
【図11】水硬性組成物および混練水の温度と、水硬性モルタル(スラリー)調製直後のスラリー温度(リザーバータンク中のスラリー温度に相当)との関係を示す図である。
【図12】水硬性モルタル(スラリー)調製直後のスラリー温度(リザーバータンク中のスラリー温度に相当)と、施工後の試験体の温度変化との関係を示す図である。
【図13】混練水として冷水使用の場合と常温水使用の場合の、水硬性モルタル(スラリー)調製直後のスラリー温度(リザーバータンク中のスラリー温度に相当)と、施工後の試験体の寸法変化との関係を示す図である。
【図14】水硬性モルタル調製・施工用トラックの水硬性組成物タンクに、フレコンから水硬性組成物を補給している状況の一例を示す模式図である。
【図15】水硬性モルタル調製・施工用トラックの水硬性組成物タンクに、ジェットパック車から水硬性組成物を補給している状況の一例を示す模式図である。
【符号の説明】
【0129】
10 : 混練スクリュー
10a :軸部材
10b :戻し羽根
10c :送り羽根
10d :掻き出し用板部材
11 : 水硬性モルタル調製・施工用設備(スラリー製造・供給装置)
12 : 水硬性組成物
13 : ホッパー
14 : ホッパースクリュー
15 : 給水口
16 : 混練装置(ミキサー)
17 : 混練水
18 : モルタル排出口
19 : (リザーバータンクへ向かう)水硬性モルタル
20 : リザーバータンク
21 : 水硬性モルタル
22 : スターラースクリュー(多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根)
22a : 攪拌軸方向の複合攪拌羽根の長さ
22b : 複合攪拌羽根の直径の寸法
23 : 移送スクリュー
24 : スラリーポンプ(スネークポンプ)
25 : 攪拌養生された水硬性モルタル
26、27 : モーター
28 : 動力伝達ベルト
29 : セパレートプレート(スラリーの収容部と移送部とを部分的に分離)
30 : スターラースクリュー(スネッキ攪拌羽根)
31 : 水硬性モルタル調製・施工用トラック
32 : 水硬性組成物の供給口
33 : 水硬性組成物貯蔵タンク
38 : スクリューフィーダー
39 : 冷却水タンク
40 : 水供給ポンプ
41 : 水供給パイプ
45 : スラリーホース
50 : 水冷装置
52 : 水道
53 : ビニールホース(水道管)
54 : ビニールホース(冷水管)
60 : ジェットパック車
61 : タンク
62 : コンプレッサー
63 : フレキシブルホース(圧送管)
64 : 圧送管
65 : 水硬性組成物供給口
66 : フレコン(補充用の水硬性組成物が充填されている)
67 : クレーン
【技術分野】
【0001】
本発明は、土木建築工事に用いられる水硬性モルタル(本明細書では「スラリー」ともいう)の施工方法および水硬性モルタルが硬化した構造体に関する。さらに、本発明は、土木建築分野のグラウト工事に用いられる水硬性モルタルの施工方法および水硬性モルタルが充填・硬化した構造体に関する。
【背景技術】
【0002】
水硬性モルタルは、施工時のスラリー温度が高いほど凝結反応が速くなり、凝結の際にひび割れが多くなる。そのため、現行のグラウトローリー車によるスラリー供給システムでは、粉体温度上昇、混練水の温度上昇により、特に夏期にはスラリー温度が上昇し、凝結したモルタルにひび割れ等の悪影響を及ぼすことが多い。そこで、何らかの方法でスラリー温度を低下することが必要である。
【0003】
スラリー温度を低下するための方法として、例えば、特許文献1には、コンクリート混合用水の冷却装置において、コンクリートミキサーに供給するコンクリート混合用水を、液化ガスを用いることによって冷却する装置に関する技術が開示されている。また、特許文献2には、アスベストに変えて適量のパルプを配合したセメント組成物について、水和に際しての発熱に伴う増粘や成形不良および強度低下を防止するために、配合水として10℃以下の冷水を適量加えて混練する押出成型用セメント組成物の製造方法が開示されている。また、特許文献3には、コンクリートの材料温度を、練りまぜ前に温水・冷水・製氷設備を搭載した車両を用いて調製することにより、所要のコンクリート練り上がり温度を得るコンクリートの製造方法が開示されている。
【0004】
しかし、これらの技術は、コンクリートプラントにおいてコンクリートを製造する技術に関するものである。そのため、コンクリートプラントで製造した低温のコンクリートを施工現場へ輸送する際に温度が上昇してしまうという問題があった。
【0005】
一方、グラウト組成物(水硬性組成物)と混練水とを連続混練または連続混練機を用いて混練して安定した流動性を有するスラリーが得られるグラウト組成物を提供するために、特許文献4には、ポルトランドセメントを含む水硬性無機結合材と流動化剤と膨張剤とを含むグラウト組成物が開示され、さらに前記グラウト組成物を用い、連続混練機を使用して連続混練して得られたスラリーを、ポンプを用いて施工箇所に連続して供給するグラウトスラリーの施工方法が開示されている。
【特許文献1】特開昭61−229509号公報
【特許文献2】特開平1−172248号公報
【特許文献3】特開平6−114823号公報
【特許文献4】特開2006−298662号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、水硬性モルタルの施工の際に、施工時のスラリー温度が高いことによるモルタル硬化体表面の乾燥ひび割れやモルタル硬化体の温度ひび割れの発生を抑制するとともに、モルタル硬化体の長期強度を確保するために、施工に適した温度の水硬性モルタルを施工箇所近傍にて製造し、施工箇所へ供給して打設・施工するための水硬性モルタルの施工方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
水硬性モルタルを施工する際のモルタル硬化体表面の乾燥ひび割れやモルタル硬化体の温度ひび割れの発生を抑制し、さらにモルタル硬化体の長期強度の増進を確保するためには、施工時のスラリー温度を目安となる所定の温度とすることが必要である。そこで、発明者らは、水硬性モルタルを連続的に調製する混練装置に供給される水(混練水)の温度を0℃〜20℃に冷却することによって、施工時に所定のスラリー温度とすることができることを見出し、本発明に至った。
【0008】
また、発明者らは、ポルトランドセメントを含む水硬性成分とポリカルボン酸系流動化剤と特定の粒度構成を有する細骨材とを組合せて用いることにより、水硬性組成物と混練水とを混練した際の初期混練性が各段に向上し、極めて短時間の混練操作によって良好な流動性を有する水硬性モルタルが得られることを見出し、本発明に至った。
【0009】
また、発明者らは、前記水硬性組成物と、所定温度に冷却した混練水とを連続的に混練することによって調製したスラリーを、強制攪拌条件下で所定時間養生することによって、材料分離を生じさせることなくスラリー状態を安定化することができ、スラリーポンプを用いて離れた施工場所に連続的に水硬性モルタルを供給した際にも、圧送過程での材料分離を生じさせることなく、安定して長距離圧送が可能であることを見出し、本発明に至った。
【0010】
すなわち、本発明は、水硬性組成物と混練水とを混練して水硬性モルタルを連続的に調製する混練装置と、水硬性モルタルを収容するリザーバータンクと、リザーバータンク内の水硬性モルタルを連続的に圧送するスラリーポンプとを含む水硬性モルタル調製・施工用設備を用いる水硬性モルタルの施工方法であって、混練水が、温度0℃〜20℃に冷却されて混練装置に供給されることを特徴とする、水硬性モルタルの施工方法である。
【0011】
本発明の水硬性モルタルの施工方法の好ましい態様を以下に示す。本発明では、これらの態様を適宜組み合わせることができる。
【0012】
(1)水硬性モルタル調製・施工用設備が、水硬性組成物を貯蔵するための水硬性組成物貯蔵タンクを含み、水硬性モルタル調製・施工用設備が、移動装置に搭載された水硬性モルタル調製・施工用移動設備である。
(2)移動装置が、トラックである。
(3)水が、搬送可能な水冷装置により冷却されて混練装置に供給される。
(4)水硬性組成物の温度と混練水の温度との和が、0℃〜55℃である。
(5)水硬性モルタル調製・施工用設備が、リザーバータンク内で攪拌軸が水平方向に配置され、攪拌軸に多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根を有する攪拌機を含み、水硬性モルタルが、攪拌機によって1.5分間〜20分間連続的に強制攪拌養生される工程を含む。
(6)複合攪拌羽根の直径が、100mm〜180mmであり、攪拌軸方向の複合攪拌羽根の長さが、300mm〜1200mmである。
(7)水硬性モルタル調製・施工用設備が、水硬性モルタルを施工場所に圧送されて打設・施工するためのスラリーポンプに接続されたスラリーホースを含み、スラリーホースが、内径(直径)20mm〜55mmおよび長さ75m〜200mである。
(8)水硬性組成物が、水硬性成分と、細骨材と、流動化剤と、膨張材とを含み、細骨材が、細骨材100質量%中に、粒径30μm以上〜150μm未満の粒子を5〜30質量%含み、粒径150μm以上〜600μm未満の粒子を25〜55質量%含み、粒径600μm以上〜2000μm未満の粒子を25〜60質量%含む。
(9)流動化剤が、変性ポリカルボン酸系流動化剤である。
(10)水硬性組成物が、土木建築用のグラウト材である。
【0013】
また、本発明は、上記の水硬性モルタルの施工方法によって得られる水硬性モルタルが充填・硬化した構造体である。
【発明の効果】
【0014】
本発明の水硬性モルタルの施工方法によって、水硬性モルタルの施工の際に、施工に適した温度の水硬性モルタルを施工箇所近傍にて製造し、施工箇所へ供給して打設・施工することができるので、施工時のスラリー温度が高くなる条件下、特に酷暑条件下での施工においても、モルタル硬化体表面の乾燥ひび割れやモルタル硬化体の温度ひび割れの発生を抑制できるとともに、モルタル硬化体の長期強度の増進を確保することができ、高耐久な構造物の形成に寄与するものである。また、水硬性モルタル調製・施工用移動設備のタンクに、水硬性組成物の運搬車から水硬性組成物を補充することにより、大規模な現場で大量のグラウトスラリー施工量が要求される場合でも、連続的にグラウトスラリーの水分量を制御して、安定したスラリー性状と、良好なスラリー硬化体特性を得ることができる。
【発明を実施するための最良の形態】
【0015】
本発明の水硬性モルタルの施工方法は、水硬性組成物と混練用の水(混練水)とを混練して水硬性モルタルを連続的に調製する混練装置と、水硬性モルタルを収容するリザーバータンクと、リザーバータンク内の水硬性モルタルを連続的に圧送するスラリーポンプとを含む水硬性モルタル調製・施工用設備を用いる。水硬性組成物と混練水とを混練する際に、混練水が、所定の温度に冷却されて混練装置に供給されることが本発明の施工方法の特徴である。また、水硬性組成物は、後述するような所定の水硬性組成物を用いることが好ましい。また、調製された水硬性モルタルは、リザーバータンク内において所定の複合攪拌羽根を有する攪拌機により強制攪拌養生されることが好ましい。
【0016】
本発明の施工方法によると、施工に適した温度の水硬性モルタルを施工箇所近傍にて連続的に製造し、施工箇所へ供給して連続的に打設・施工することができるので、施工時のスラリー温度が高いことによるひび割れ等の発生を防止することができる。本発明の施工方法は、夏場のように気温の高い時期の施工の際に用いることが効果的である。以下、本発明の水硬性モルタルの施工方法について詳しく説明する。
【0017】
本発明の水硬性モルタルの施工方法では、図1の模式図に例示するような水硬性モルタル調製・施工用設備11を使用する。水硬性モルタル調製・施工用設備11のホッパー13から水硬性組成物12を供給し、これと並行して混練装置(ミキサー)16の給水口15から混練水17を供給し、水硬性組成物12と混練水17とを混練装置16によって連続的に混練して水硬性モルタル19を製造する。このときに混練水17が、温度0℃〜20℃、好ましくは温度4℃〜18℃、さらに好ましくは温度6℃〜15℃に冷却されて混練装置16に供給される。
【0018】
水硬性モルタル19は、リザーバータンク20に一旦収容され、リザーバータンク20に設置された強力な上下方向の対流攪拌能力を有する多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22を装着した攪拌機によって強制攪拌養生され、スラリーの流動特性が安定化される。所定時間攪拌養生された水硬性モルタル25は、水硬性モルタル調製・施工用設備11に搭載されたスラリーポンプ24によって圧送され、スラリーポンプ24に接続されたスラリーホース45を介して施工箇所へ連続的に圧送・供給され打設・施工される。混練水17は、上述のような所定の温度に冷却されているため、打設・施工されるスラリーの温度は、スラリーホース45などでの温度上昇を考慮しても、モルタル硬化体の乾燥ひび割れやモルタル硬化体の温度ひび割れを抑制し、長期強度増進を確保するための所定のスラリー温度とすることができる。
【0019】
モルタル硬化体の乾燥ひび割れやモルタル硬化体の温度ひび割れを抑制し、長期強度増進を確保するためには、リザーバータンク中のスラリー温度を35℃以下とすることが必要である。また、乾燥ひび割れやモルタル硬化体の温度ひび割れを抑制し、長期強度増進をより確実にするためには、リザーバータンク中のスラリーの温度を30℃以下とすることが好ましい。このようなスラリー温度を得るためには、混練装置16に供給する水硬性組成物12の温度(摂氏)および混練水17の温度(摂氏)を足した値(水硬性組成物12の温度と混練水17の温度との和)を55℃以下、好ましくは50℃以下、特に好ましくは45℃以下にするというスラリー温度制御方法を用いることができる。
【0020】
また、リザーバータンク中のスラリーをポンプ圧送し、100mのスラリーホースを介して施工箇所への本発明の効果を奏するスラリー供給をより確実に行うためには、スラリー圧送過程でスラリー温度が上昇することを考慮し、水硬性組成物12の温度と混練水17の温度との和を50℃以下、好ましくは45℃以下、特に好ましくは40℃以下にするというスラリー温度制御方法を用いることが好ましい。
【0021】
混練水の凍結を避けるために、水硬性組成物の温度12および混練水17の温度の下限は0℃、好ましくは4℃であり、特に好ましくは6℃であり、したがって、水硬性組成物12の温度と混練水17の温度との和の下限は0℃、好ましくは8℃であり、特に好ましくは12℃である。
【0022】
次に、本発明の水硬性モルタルの施工方法で用いる水硬性モルタル調製・施工用設備11について説明する。
【0023】
図1に示すように、水硬性モルタル調製・施工用設備11は、水硬性組成物12を供給するためのホッパー13、水硬性組成物12と混練水17とを混練するための混練装置16、水硬性モルタルを一旦収容するためのリザーバータンク20、水硬性モルタルをポンプ圧送する場合に使用するスラリーホース45(図1には図示せず)などから構成される。
【0024】
まず、混練装置16について説明する。混練装置16には、強力な混練力が得られる混練スクリュー10が装着されている。図3は、混練スクリュー10の全体構成の一例を示す図である。混練スクリュー10は、基端から終端までの長さが混練装置16の混練室の長さ程度の軸部材10aと、この軸部材10aの外周面に形成された複数枚の羽根とを有する。そしてこの複数枚の羽根は、一例として、26枚の戻し羽根10bと、6枚の送り羽根10cとを含む。戻し羽根10bと送り羽根10cとの合計枚数は、一例として32枚であることができる。この場合に、羽根全体に占める戻し羽根10bの割合は81%程度である。なお、混練スクリュー10の軸部材10aの基端から終端までの長さは、930mm程度とすることができる。
【0025】
本発明の水硬性モルタルの施工方法では、混練装置16の混練スクリュー10として、複数枚の送り羽根10cと、複数枚の戻し羽根10bとを有する極めて高い混練力が得られる混練スクリュー10を使用することが好ましい。この混練スクリュー10を用いることにより、水硬性組成物と混練水とを混合装置を通過する短い時間の間に強力な混練力で均一にスラリー化することが可能となり、速やかに良好な混練状態の水硬性モルタルを得ることができる。
【0026】
次に、リザーバータンク20について説明する。混練装置16によって得られた水硬性モルタル21は、混練装置16の下部に設置されているリザーバータンク20に一旦収容されて、多重螺旋状攪拌板とパドル型攪拌板とを配置したスターラースクリュー(複合攪拌羽根)22によって強制攪拌状態のもと、養生される。
【0027】
水硬性モルタルが一旦収容されるリザーバータンク20は、水硬性モルタル21を均質化させてその流動性状を安定化させる養生槽の役割を担っている。リザーバータンク20が貯留する水硬性モルタル量は、好ましくは30〜200リットル、さらに好ましくは35〜150リットル、特に好ましくは40〜100リットルの範囲であることが、水硬性モルタルを所定の時間、リザーバータンク20内で強制攪拌養生できることから好ましい。水硬性モルタル21の貯留量が前記の範囲より小さい場合、充分に養生されないままスラリーがポンプ圧送されることがあり、長距離を圧送した場合にはスラリーホース45が閉塞することがある。また、前記範囲を超える場合には、リザーバータンク20内での強制攪拌養生時間が長くなりすぎ、スラリーの粘性が増加して流動性が悪くなる傾向が顕著となることから好ましくない。
【0028】
また、リザーバータンク20内のスラリーの温度上昇を防止するために、リザーバータンク20の周囲に断熱材を配置することにより、スラリーへの熱の流入を抑制することが好ましい。
【0029】
次に、このリザーバータンク20内で水硬性モルタル21の養生処理によりスラリー流動性の安定化をするために用いられる、多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22について説明する。
【0030】
図4は、図1に示すリザーバータンク20に設置された多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22の模式図である。複合攪拌羽根22は、攪拌軸の周囲にスパイラル状に攪拌羽根が配置され、さらに隣合った螺旋状攪拌板の間には軸対称の位置にプレートが溶接して配置されている。また、螺旋状攪拌板と螺旋状攪拌板との中間の空間には、傾斜角を持ったパドル型攪拌板が軸対称の位置になるように攪拌軸に設置されている。
【0031】
本発明では前記の多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22を、水硬性モルタル21を収容するリザーバータンク20に配備することが好ましい。これにより、リザーバータンク20中の水硬性モルタル21に強力な上下左右方向の対流、特に上下方向の強力な対流を継続して発生させることにより、モルタルの材料分離を回避するとともに、水硬性成分と混練水との接水直後の初期水和状態を緩衝・安定化させ、水硬性モルタルを均質な状態に養生することによって、モルタルの流動特性を安定化させることができる。
【0032】
水硬性モルタル21は、リザーバータンク20内で攪拌軸が水平方向に配置され、攪拌軸に多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22を有する攪拌機によって、好ましくは1.5分間〜20分間連続的に強制攪拌養生されること、さらに好ましくは2分間〜18分間連続的に強制攪拌養生されること、特に好ましくは2.5分間〜15分間連続的に強制攪拌養生されることによって、スラリーの均質性が高められ、安定した良好な流動性を有する水硬性モルタルを得ることができる。強制攪拌養生される時間が前記の範囲より短い場合、スラリーの均質性が充分高められないことがあり、前記範囲より長い場合には水硬性成分の水和反応がスラリーの流動性を阻害する傾向が顕著になり始めることから好ましくない。
【0033】
多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22は、円筒に内接するように配置される。複合攪拌羽根22の直径は、円筒の中心軸と垂直な方向に切断した面の直径であり、図4の符号22bで示される寸法である。この複合攪拌羽根22の直径が、好ましくは100mm〜180mm、さらに好ましくは110mm〜170mm、特に好ましくは115mm〜160mmであり、攪拌軸方向の複合攪拌羽根22の長さ(図4の符号22aで示される寸法)は、好ましくは300mm〜1200mm、さらに好ましくは350mm〜1100mm、特に好ましくは400〜1000mmであることによって、高い強制攪拌力を持って水硬性モルタルを均質化することができる。複合攪拌羽根22の直径22bと長さ22aが前記範囲より大きい場合、前記の攪拌羽根を収納するリザーバータンク20自体が大型化するため、実際に装置を移動・設置する上で制約が多くなり、実用上支障をきたすことがあるため好ましくなく、複合攪拌羽根22の直径22bと長さ22aが前記範囲より小さい場合には、リザーバータンク20の容積に対する複合攪拌羽根22の大きさが相対的に小さくなり、水硬性モルタルを強制攪拌して均質化する効果を充分に得られないことがあるため好ましくない。
【0034】
スラリーホース45は、リザーバータンク20から水硬性モルタル25を施工箇所にポンプ圧送するために使用する。スラリーホース45の種類は、特に限定されるものではなく、市販の樹脂製ホースや耐圧ホースなどから圧送距離などの条件を考慮して適宜選択して用いることができる。ポンプ圧送する距離が長い場合には耐圧ホースを用いることが好ましい。スラリーホース45の内径および長さは、施工条件に合わせて選択され、好ましくは、スラリーホース45の内径(直径)が20mm〜55mmであり、長さが75m〜200mであること、さらに好ましくは、スラリーホース45の内径(直径)が25mm〜50mmであり、長さが80m〜180mであること、特に好ましくは、スラリーホース45の内径(直径)が30mm〜45mmであり、長さが90m〜150mであることが好ましく、スラリーホース45の内径(直径)と長さが前記範囲の場合に長距離を安定してポンプ圧送することができる。スラリーホース45の内径(直径)が前記範囲より小さい場合、スラリーを圧送した場合のスラリーホース45内圧力が高くなってスラリーホース45が閉塞する可能性が高くなることから好ましくなく、前記範囲よりも大きくなるとスラリーの流速が小さくなり過ぎて圧送過程でスラリーが材料分離を生じることがあるため好ましくない。また、スラリーホース45の長さが前記範囲より短い場合、必ずしも本発明で選択して用いる材料分離抵抗性に優れる水硬性組成物を用いなくともスラリー圧送が可能な場合があり、前記範囲よりも長くなるとスラリーホース45内圧力が高くなってスラリーホース45が閉塞する可能性が高くなることから好ましくない。
【0035】
また、スラリーホース45は、スラリーが中を通過する際の温度上昇を防止するために、表面での日射を反射するために白い塗装を施すことが好ましい。また、スラリーホース45の外側を断熱材で覆うことによっても、スラリーの温度上昇を防止することができる。
【0036】
本発明の水硬性モルタルの施工方法に用いる水硬性モルタル調製・施工用設備は、その設備が移動装置に搭載された水硬性モルタル調製・施工用移動設備であることが好ましい。これにより、大規模な施工現場で大量のグラウト材を施工するような場合に、安定品質の水硬性モルタルを大量かつ連続的に製造・供給でき、高い施工効率を得ることができる。移動装置は、例えば、図5の模式図に示すような水硬性モルタル調製・施工用移動設備(図5の例では水硬性モルタル調製・施工用トラック31)を使用することが好ましい。水硬性モルタル調製・施工用トラック31は、水硬性組成物12を貯蔵する水硬性組成物貯蔵タンク33、水硬性組成物12と混練水とを連続的に混練する混練装置16、水硬性モルタル21を一旦収容するリザーバータンク20、および前記リザーバータンク20から水硬性モルタル21を圧送するスラリーポンプ24などを搭載している。
【0037】
なお、水硬性モルタル調製・施工用移動設備は、混練装置16等を搭載できるものであればどのような移動装置を用いてもよい。移動装置の例としては、トラック等の自動車、リヤカー等の軽車両、被牽引車両、鉄道車両、船などを用いることもできる。移動装置としてトラックを用いると、陸上の大部分の場所への自力移動が可能になるため好ましい。
【0038】
次に、図5に示す水硬性モルタル調製・施工用トラック31を用いた場合の、本発明の水硬性モルタルの施工方法について具体的に説明する。
【0039】
水硬性組成物12の製造工場において、水硬性成分、特定の粒度構成を有する細骨材、流動化剤および膨張材などの原材料を混合して水硬性組成物12を製造し、水硬性モルタル調製・施工用トラック31に備えられた水硬性組成物貯蔵タンク33に充填する。水硬性モルタル調製・施工用トラック31は、水硬性組成物貯蔵タンク33を有するため、水硬性組成物12を積載して水硬性モルタルを施工する施工現場近傍へ水硬性組成物12を輸送することができる。
【0040】
施工現場の近傍に水硬性モルタル調製・施工用トラック31が配置されたのち、水硬性組成物12は水硬性組成物貯蔵タンク33下部からスクリューコンベアによって排出されて、スクリューフィーダー38によってホッパー13へ供給され、ホッパー13底部から定量的に混練装置16へ供給される。この時、水硬性組成物12が混練装置16へ供給されるのに合わせて、混練装置16に所定量の混練水17が供給される。この水硬性組成物12と混練水17とは混練装置16において強力に混練され、均質な水硬性モルタル21が調製される。水硬性組成物12と混練水17との供給割合は、現場毎の施工条件や水硬性モルタルの性状に合わせて調整される。
【0041】
混練装置16に供給される混練水17は、所定の温度に冷却されたものである。具体的には、水硬性モルタル調製・施工用トラック31に搭載されている冷却水タンク39から水供給ポンプ40によって、水供給パイプ41を介して混練装置16に供給される。また、図9に示すように、水冷装置50を用いて冷水を供給することができる。図9に示す装置の場合には、水道52より得た水を水冷装置50にて冷却し、ビニールホース(冷水管)54を介して混練装置16に冷却された混練水を供給する。なお、水冷装置50を作動させるために必要な電力は、商用電力または発電機等から得ることができる。なお、水冷装置50は、車両などの移動装置に搭載して搬送することができる。水冷装置50を作動させる際には、冷水の温度上昇防止や装置の安定駆動の観点から、水冷装置50を移動装置から降ろし、水冷装置50を水硬性モルタル調製・施工用トラック31の近傍に配置して行うことが好ましい。
【0042】
水冷装置50としては特に限定されるものではなく、市販の水冷装置を用いることができ、特に冷媒としてHFC(R407C)を使用する水冷装置を好ましく使用できる。
【0043】
水冷装置50の冷却能力としては、25℃の給水を10℃の冷水に冷却する場合に、好ましくは4〜10リットル/min、さらに好ましくは4.5〜9リットル/min、より好ましくは5〜8リットル/min、特に好ましくは5.5〜7.5リットル/minの範囲の冷却処理能力を有するものを使用できる。冷却能力が、前記範囲よりも小さい場合、冷水用いて水硬性モルタルを調製する場合に、必要充分な混練水量を供給できないことがあるため好ましくなく、冷却能力が前記範囲より大きくなると、水冷装置50自体が大型化し、水硬性モルタルを調製する現場に設置して運転する上で支障をきたすことから好ましくない。
【0044】
水冷装置50としては、例えばオリオン機械株式会社製「RKP2200B」を好適に用いることができ、水硬性モルタルを調製・施工する現場の温度条件などに合わせて、混練水に要求される温度および必要とされる混練水量に応じて、水冷装置50の台数を適宜選択することができる。
【0045】
混練装置16にて調製された水硬性モルタル21は、水硬性モルタル調製・施工用トラック31に備えられたリザーバータンク20に一旦収容され、リザーバータンク20に設置された、強力な上下方向の対流攪拌能力を有する多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22を装着した攪拌機によって強制攪拌養生され、スラリーの流動特性が安定化される。所定時間攪拌養生された水硬性モルタル21は、上述のように、混練水17を所定の温度に冷却することによって、リザーバータンク20内でのスラリーの温度を、乾燥ひび割れやモルタル硬化体の温度ひび割れを抑制し、長期強度増進を確保するためのスラリー温度の目安である35℃以下、好ましくは30℃以下とすることができる。水硬性モルタルは、水硬性モルタル調製・施工用トラック31に搭載されたスラリーポンプ24によって圧送され、スラリーホース45を介して施工箇所へ連続的に圧送・供給されて打設・施工される。
【0046】
また、大規模な現場で大量のグラウトスラリー施工量が要求される場合には、図14および図15に示すように、フレコン66またはジェットパック車60を用いて水硬性組成物を水硬性モルタル調製・施工用移動設備のタンクに補給することができる。この方法により、大規模な施工現場においても材料切れによる施工作業の中断に見舞われることがなく、一定品質の水硬性モルタルを連続的に施工箇所へ供給することができる。
【0047】
本発明において連続施工されるグラウトスラリー施工量は、好ましくは1.5m3以上、さらに好ましくは5m3以上、より好ましくは10m3以上、特に好ましくは20m3以上である。本発明によれば、大量のグラウトスラリーを連続施工する場合にも、水硬性モルタルの水分を連続的に把握して、水硬性組成物と混練水との割合を所定の値に制御できることから、大量のグラウトスラリーの品質を安定して一定に保つことができる。
【0048】
次に、本発明で使用するための好ましい水硬性組成物について説明する。本発明では、水硬性成分と特定の粒度構成を有する細骨材と、流動化剤と、膨張材とを含む水硬性組成物を用いる。
【0049】
水硬性組成物の水硬性成分は、ポルトランドセメントを含み、水硬性成分100質量%中に、ポルトランドセメントを好ましくは10質量%以上、さらに好ましくは30質量%以上、より好ましくは70質量%以上、特に好ましくは90質量%以上含む。
【0050】
ポルトランドセメントとしては、普通ポルトランドセメント、早強ポルトランドセメント、超早強ポルトランドセメント、白色ポルトランドセメント等が挙げられ、一種または二種以上を混合して使用することができる。
【0051】
水硬性組成物の水硬性成分は、ポルトランドセメントの他に、必要に応じて本発明の特性を損なわない範囲で石膏やアルミナセメントを含むことができる。水硬性成分に含まれる成分としては、ポルトランドセメントのみ、ポルトランドセメントと石膏の2種、ポルトランドセメントとアルミナセメントの2種、ポルトランドセメントとアルミナセメントと石膏の3種、から選ぶことができる。
【0052】
石膏としては、無水、半水等の石膏がその種類を問わず、一種または二種以上の混合物として使用できる。
【0053】
アルミナセメントとしては、鉱物組成の異なるものが数種知られ市販されているが、何れも主成分はモノカルシウムアルミネート(CA)であり、その種類によらず使用することができる。
【0054】
水硬性組成物は、必要に応じて本発明の特性を損なわない範囲で、高炉スラグ、シリカヒューム、フライアッシュ、溶融スラグなどの無機成分を含むことができる。
【0055】
本発明で使用する水硬性組成物は、水と混練することにより速やかに良好な流動性状を有する水硬性モルタルを得ることができ、さらに優れた材料分離抵抗性を有する水硬性モルタルを安定して得るために、最大粒径が2mm未満の特定の粒度構成を有する細骨材を選択して使用することが好ましい。このような粒径の細骨材を用いることによって、良好で安定した流動性状の水硬性モルタルを得られると共に、ポンプ圧送した際に材料分離に伴うスラリーホース45の閉塞を回避することができる。
【0056】
本発明で使用する細骨材は、細骨材100質量%中に、好ましくは、粒径30μm以上〜150μm未満の粒子を5〜30質量%含み、粒径150μm以上〜600μm未満の粒子を25〜55質量%含み、粒径600μm以上〜2000μm未満の粒子を25〜60質量%含むものを好適に使用でき、さらに好ましくは、粒径30μm以上〜150μm未満の粒子を8〜28質量%含み、粒径150μm以上〜600μm未満の粒子を30〜52質量%含み、粒径600μm以上〜2000μm未満の粒子を30〜55質量%含むものを好適に使用でき、より好ましくは、粒径30μm以上〜150μm未満の粒子を9〜26質量%含み、粒径150μm以上〜600μm未満の粒子を33〜50質量%含み、粒径600μm以上〜2000μm未満の粒子を33〜52質量%含むものを好適に使用でき、特に好ましくは、粒径30μm以上〜150μm未満の粒子を10〜25質量%含み、粒径150μm以上〜600μm未満の粒子を35〜48質量%含み、粒径600μm以上〜2000μm未満の粒子を35〜50質量%含むものを好適に使用できる。
【0057】
細骨材の粒度構成が前記の範囲から外れた場合には、水硬性モルタルをスラリーポンプ24を用いて長距離(100m)圧送した際に、水硬性モルタル中の細骨材が材料分離を生じてスラリーホース45を閉塞させることがあるため好ましくない。
【0058】
細骨材の使用量は、水硬性成分100質量部に対して、好ましくは20〜200質量部、さらに好ましくは40〜190質量部、より好ましくは60〜180質量部、特に好ましくは80〜170質量部の範囲にすることにより、優れた良好な流動性と材料分離抵抗性、および、良好な硬化体強度発現性が得られることから好ましい。
【0059】
細骨材としては、珪砂、川砂、海砂、山砂、砕砂などの砂類、シリカ粉、粘土鉱物、廃FCC触媒などの無機質材、ウレタン砕、EVAフォーム、発砲樹脂などの樹脂粉砕物、アルミナセメントクリンカー骨材などを用いることができる。細骨材については、珪砂、川砂、海砂、山砂、砕砂などの砂類、石英粉末、廃FCC触媒などを用いることが特に好ましい。
【0060】
本発明では、水硬性組成物と混練水とを混練して速やかに良好な流動特性を有する水硬性モルタルを得るために、流動化剤と特定の粒度構成を有する細骨材とを併せて使用することが好ましい。さらに、本発明では現場での水硬性モルタルの調製の煩雑さや品質変動を回避するため、予め水硬性組成物の構成成分をプレミックスして現場に提供するため、流動化剤についても粉末状の流動化剤を選択して使用することが好ましい。
【0061】
本発明で用いる粉末状の流動化剤としては、ポリカルボン酸系の粉末状流動化剤が好ましく、特に変性ポリカルボン酸系の粉末状流動化剤を好ましく用いることができる。市販品ではBASFコンストラクションシステムズ社製メルフラクスAP101F等を好適に使用できる。
【0062】
ポリカルボン酸系流動化剤の使用量は、水硬性成分100質量部に対して、好ましくは0.001〜5質量部、さらに好ましくは0.01〜3質量部、より好ましくは0.03〜2質量部、特に好ましくは0.05〜1質量部の範囲であり、添加量がこれらの範囲より少ないと水硬性成分を速やかに分散させる効果が乏しくなって充分な効果が発現せず、また多すぎても添加量に見合った効果は期待できず単に不経済であるだけでなく、流動性の経時変化やモルタルの粘稠性が大きくなることがあることから好ましくない。
【0063】
本発明で用いる水硬性組成物は、必須成分のひとつとして膨張材を使用する。本発明で使用する膨張材としては、金属粉等の金属系膨張材や石灰類等の無機系膨張材の使用が好ましく、特に金属系膨張材および無機系膨張材を併用して用いることが好ましい。
【0064】
金属系膨張材の添加量は、用いる水硬性成分により本発明の特性を損なわない範囲で添加することができ、水硬性成分100質量部に対して、好ましくは0.0002〜0.01質量部、さらに好ましくは0.0005〜0.008質量部、より好ましくは0.0008〜0.006質量部、特に0.001〜0.005質量部の範囲で用いることが好ましい。
【0065】
無機系膨張材の添加量は、水硬性成分100質量部に対して、好ましくは1〜30質量部、さらに好ましくは2〜25質量部、より好ましくは3〜20質量部、特に4〜15質量部の範囲で用いることが好ましい。
【0066】
金属系膨張材としては、アルミニウム粉、鉄粉などの金属粉を使用することができるが、中でも比重の面から、アルミニウム粉の使用が特に好ましい。アルミニウム粉は、JIS・K−5906「塗装用アルミニウム粉」の第2種に準ずるものが好適に使用できる。
【0067】
無機系膨張材としては、カルシウムサルフォアルミネート系ではアウイン、石灰系では生石灰、生石灰−石膏系、仮焼ドロマイト等が挙げられ、これらから選ばれた少なくとも1種を使用できる。石灰系膨張材としては、生石灰、生石灰−石膏系が好ましく、特に生石灰−石膏系が好ましい。
【0068】
また、無機系膨張材としては、例えば遊離生石灰を膨張成分として含むものや、カルシウムサルフォアルミネート等のエトリンガイト形成物質を膨張成分とする市販品を使用することができる。好ましくは、収縮補償効果とともに反応時の水和発熱によって低温環境下の強度増強効果を有する生石灰を有効成分として含む膨張材が特に好ましく、この場合、膨張材中の生石灰含有量は特に限定されないが、生石灰含有量が高いもの(100質量%を含む)では水和反応が急激に進行することがあるので80質量%以下の含有量が好ましい。
【0069】
本発明で用いる水硬性組成物は、水硬性成分、細骨材、流動化剤および膨張材の他に、必要に応じて本発明の特性を失わない範囲で凝結調整剤、増粘剤、消泡剤、樹脂粉末などの成分を少なくとも1種以上含むことができる。
【0070】
樹脂粉末としては、エチレン・酢酸ビニル共重合体、アクリル系重合体などの乳化重合した高分子エマルジョンを噴霧乾燥して調製した市販の樹脂粉末を用いることができる。
【0071】
凝結調整剤は、用いる水硬性成分に応じて、特性を損なわない範囲で適宜添加することができ、凝結促進剤および凝結遅延剤の成分、添加量および混合比率を適宜選択して、流動性、可使時間、硬化性状などを調整することができる。
【0072】
増粘剤は、セルロース系、蛋白質系、ラテックス系、および水溶性ポリマー系などを用いることができ、特にセルロース系などを用いることができる。増粘剤の添加量は、本発明の特性を損なわない範囲で添加することができる。増粘剤および消泡剤を併用して用いることは、水硬性成分や細骨材などの骨材分離の抑制、気泡発生の抑制、硬化体表面の改善に好ましい効果を与え、グラウト用途の水硬性モルタルとしての特性を向上させるために好ましい。
【0073】
消泡剤は、シリコン系、アルコール系、ポリエーテル系などの合成物質または植物由来の天然物質など、公知のものを用いることができる。消泡剤の添加量は、本発明の特性を損なわない範囲で添加することができる。
【0074】
本発明の水硬性組成物を構成する場合、ポルトランドセメントを含む水硬性成分とポリカルボン酸系流動化剤と特定の粒度構成を有する細骨材とを組合せて用いることにより、水硬性組成物と混練水とを混練した際の初期混練性が各段に向上し、極めて短時間の混練操作によって良好な流動性を有する水硬性モルタルを得ることができる。この結果、混練時間の長短に関わらずJ14ロート流下値が安定した水硬性モルタルを製造することができる。特に好適な水硬性組成物の成分構成は、ポルトランドセメントを含む水硬性成分、特定の粒度構成を有する細骨材、変性ポリカルボン酸系の粉末流動化剤、無機系膨張材および金属系膨張材を含むものである。
【0075】
本発明では、水硬性成分と、特定の粒度構成を有する細骨材、変性ポリカルボン酸系の粉末流動化剤、無機系膨張材および金属系膨張材とを含み、必要に応じて、凝結調整剤、増粘剤、消泡剤および粉末樹脂等から選択される成分を添加し、混合機で混合し、水硬性組成物のプレミックス粉体を得ることができる。
【0076】
本発明で用いる水硬性組成物は、所定量の水と混練することによって速やかに良好な流動特性を有し、材料分離抵抗性に優れた水硬性モルタルを調製することができる。
【0077】
本発明で使用する水硬性組成物は、水の添加量を調整することにより、水硬性モルタルの流動性、材料分離抵抗性などを、さらに硬化して得られる硬化体の強度などを調整することができる。
【0078】
水の添加量は、使用する水硬性組成物に応じて適宜選択することができる。水の添加量は、水硬性組成物(グラウト組成物ともいう)100質量部に対し、好ましくは8〜50質量部、さらに好ましくは9〜40質量部、より好ましくは10〜30質量部、特に好ましくは11〜25質量部加えて用いることが好ましい。
【0079】
本発明では、混練条件Aの条件で水硬性組成物と混練水とを混練し、混練操作によって得られる水硬性モルタルの流動特性をJ14ロート流下時間によって評価する。混練条件Aとは、気温20℃(すなわち水硬性組成物および水の温度も20℃)において2Lポリ容器に混練水16質量部を入れ、図6のタービン羽根を取り付けた0.15KW攪拌機を使用し、300rpmで攪拌しながら水硬性組成物100質量部を全量投入後(粉体1500g)、780rpmで所定時間混練して、水硬性モルタルを調製するものである。
【0080】
本発明では、水硬性組成物を混練条件Aの条件で1分間混練して調製した水硬性モルタルのJ14ロート流下時間(Z)、水硬性組成物を混練条件Aの条件で2分間混練して調製した水硬性モルタルのJ14ロート流下時間(Y)、水硬性組成物を混練条件Aの条件で4分間混練して調製した水硬性モルタルのJ14ロート流下時間(X)、水硬性組成物を混練条件Aの条件で6分間混練して調製した水硬性モルタルのJ14ロート流下時間(W)、とした場合に、水硬性組成物を混練条件Aの条件で1分間混練して調製した水硬性モルタルのJ14ロート流下時間(Z)と、2分間、4分間または6分間混練して調製した水硬性モルタルのJ14ロート流下時間(Y)、(X)、(W)との比率が、好ましくはY/Z、X/ZおよびW/Z=0.75〜1.00の範囲であり、さらに好ましくはY/Z、X/ZおよびW/Z=0.76〜0.95の範囲であり、より好ましくはY/Z、X/ZおよびW/Z=0.77〜0.92の範囲であり、特に好ましくはY/Z、X/ZおよびW/Z=0.78〜0.90の範囲であることが速やかに良好な流動特性安定して有する水硬性モルタルが得られることから好ましい。
【0081】
Y/Z、X/ZおよびW/Zが上記範囲から外れた場合、1分間混練した場合の水硬性モルタルの流動性状と、2分間、4分間または6分間混練した場合の水硬性モルタルの流動性状とが大きな差異を有することになり、このような水硬性モルタルをポンプ圧送してスラリーホース45を介して長距離を圧送した場合には、流動性状が変化しやすく安定しないために圧送距離によって流動特性が異なったり、場合によってはスラリーホース45が閉塞することもあるため好ましくない。
【0082】
また、本発明では、水硬性組成物を混練条件Aの条件で2分間混練して調製した水硬性モルタルのJ14ロート流下時間(Y)と、4分間または6分間混練して調製した水硬性モルタルのJ14ロート流下時間(X)、(W)との比率が、好ましくはX/YおよびW/Y=0.90〜1.02の範囲であり、さらに好ましくはX/YおよびW/Y=0.905〜1.01の範囲であり、より好ましくはX/YおよびW/Y=0.91〜1.00の範囲であり、特に好ましくはX/YおよびW/Y=0.92〜0.99の範囲であることが速やかに良好な流動特性安定して有する水硬性モルタルが得られることから好ましい。
【0083】
X/YおよびW/Yが上記範囲から外れた場合、2分間混練した場合の水硬性モルタルの流動性状と、4分間または6分間混練した場合の水硬性モルタルの流動性状とが大きな差異を有することになり、このような水硬性モルタルをポンプ圧送してスラリーホース45を介して長距離を圧送した場合には、流動性状が変化しやすく安定しないために圧送距離によって流動特性が異なったり、場合によってはスラリーホース45が閉塞することもあるため好ましくない。
【0084】
本発明の水硬性組成物を混練条件Aの条件で1分間、2分間、4分間または6分間混練して調製した水硬性モルタルのJ14ロート流下時間(Z)、(Y)、(X)および(W)は、好ましくは5〜12秒の範囲、さらに好ましくは5.5〜11秒の範囲、特に好ましくは6〜10秒の範囲であることが速やかに優れた流動性を安定して確保できることから好ましい。
【0085】
本発明では、水硬性組成物を混練条件Aの条件で2分間混練して調製した水硬性モルタルについて、土木学会加圧ブリージング試験方法(JSCE・F502−1999)の試験方法でジャッキ圧力を1.0N/mm2に設定して1分加圧した時の脱水量は、好ましくは2〜18mlの範囲、さらに好ましくは4〜16mlの範囲、特に好ましくは5〜15mlの範囲であることが、ポンプ圧送してスラリーホース45を介して水硬性モルタルを施工箇所へ供給する際に、加圧条件下で材料分離を生じ難いことから好ましい。
【0086】
水硬性モルタルの硬化体は、以下の特性の1つ以上有することが好ましい。
1)圧縮強度(材齢1日)が、好ましくは20N/mm2以上、より好ましくは25N/mm2以上、さらに好ましくは30N/mm2以上、特に好ましくは32N/mm2以上である。
2)圧縮強度(材齢3日)が、好ましくは35N/mm2以上、より好ましくは40N/mm2以上、さらに好ましくは43N/mm2以上、特に好ましくは45N/mm2以上である。
【0087】
本発明で用いる水硬性組成物は、水硬性成分と細骨材と流動化剤と膨張剤とを必須成分とする、土木建築工事に使用されるグラウト用の水硬性組成物であって、水との混練操作によって速やかに良好なスラリー状態が得られ、流動性に優れ、材料分離抵抗性が高い水硬性モルタルを安定して調製することができる。
【0088】
以上で説明した本発明の水硬性モルタルの施工方法は、水硬性モルタル調製・施工用移動設備を用い、上述した速やかに混練されて安定した流動性状を示す水硬性組成物と、所定の温度に冷却した混練水とを、強力な混練力が得られる混練装置16を使用して連続的に混練し、水硬性モルタルを連続的に調製してリザーバータンク20に一旦収容する。さらに、強力な上下対流を発生させる多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根22を有する攪拌機を用いて、水硬性モルタルを強制攪拌条件下で所定時間攪拌養生することによって、材料分離を生じさせることなくスラリー状態が極めて安定化した水硬性モルタルを調製することができる。これにより、スラリーポンプ24を用いて離れた施工場所に連続的に水硬性モルタルを供給した際にも、圧送過程での材料分離を生じさせることなく、所定の温度で安定して施工箇所へ供給・打設することができ、高い施工効率と優れた施工品質を提供することができ、また、施工時のスラリー温度が高いことによるひび割れ等の発生を防止することができる。また、施工箇所近傍で水硬性モルタルを製造することができるため、大規模な現場で大量の水硬性モルタルを限られた期間内に施工することが可能となる。
【0089】
本発明の水硬性モルタルの施工方法は、トンネルやシールドの裏込め、ダムの継ぎ目、橋梁のシュウ、構造物の補修や補強、鉄筋継手、機械基礎の固定、下水道の補修等、土木建築分野の各種グラウト工事において、高流動性、無収縮性および高強度といった性能を安定して提供できることからその利用価値は大きい。特に、夏期の酷暑条件下に大規模な現場で大量のグラウチングを行うような場合に、連続的に水硬性モルタルを調製して、連続的に施工箇所へ供給・打設施工する場合に、その性能を大いに発揮するものである。
【実施例】
【0090】
以下、本発明を実施例に基づき、さらに詳細に説明する。但し、本発明は下記実施例により制限されるものでない。
【0091】
≪特性の評価方法≫
1)J14ロート流下値(秒):
土木学会充てんモルタル試験方法(案)(JSCE・F542−1993)に準拠して、グラウトスラリーのJ14ロート法による流下値を示す。
2)圧縮強度(N/mm2):
温度20℃、湿度65%の条件で混練したグラウトスラリーを用い、温度20℃、湿度95%の条件で硬化させ、翌日脱型後、20℃の水中で養生した試験体φ5×10cmを用い、JIS・A−1108に準拠して評価を行う。
3)加圧ブリージング試験:
温度20℃、湿度65%の条件下、混練条件Aで混練した水硬性モルタルを用い、内径125mm、内高200mmの試験容器を用いて試験を行う。ジャッキ圧力を1.0N/mm2に設定した以外は、土木学会加圧ブリージング試験方法(JSCE・F502-1999)に準拠して評価を行う。
4)ポンプ圧送性:
水硬性モルタル(スラリー)の排出ポンプ出口に、内径32mmで長さ50m、75mまたは100mのスラリーホースを接続して、スラリーホース筒先より吐出されるスラリーの材料分離状態および閉塞の有無で評価を行う。ポンプは、モーノポンプ、型番:2NM50(兵神装備社製)を用いて行う。スラリーの圧送性の評価指標は、○:スラリーホース筒先より吐出されるスラリーの材料分離無し、△:スラリーホース筒先より吐出されるスラリーの材料分離有り、×:閉塞とする。
5)混練条件A:
20℃において2Lポリ容器に16質量部の水を入れ(参考例1〜4の場合は16.4質量部)、図6に示すタービン羽根を取り付けた0.15KW攪拌機(新東科学社製、品番:スリーワンモータBL600)を使用し、300rpmで攪拌しながら水硬性組成物(粉体1500g)を全量投入後、780rpmで所定時間(1分間、2分間、4分間または6分間)混練して、水硬性モルタルを調製することを混練条件Aとする。
【0092】
≪原料≫
原料は以下のものを使用した。
【0093】
1)水硬性成分:
・ポルトランドセメント(宇部早強セメント、ブレーン比表面積4500cm2/g)。
比表面積の評価法は、JIS・R−5201に規定されているブレーン空気透過装置を用いて測定されたものである。
【0094】
2)細骨材:
細骨材(1)は、珪砂A〜Cを混合して調製する。
・珪砂A : SS5A、宇部サンド工業社製。
・珪砂B : S6、宇部サンド工業社製。
・珪砂C : S7、宇部サンド工業社製。
細骨材(2)は、珪砂D〜Fを混合して調製する。
・珪砂D : 川鉄4号、川鉄鉱業社製。
・珪砂E : N50、瓢屋社製。
・珪砂F : N70、瓢屋社製。
篩を使用して測定した珪砂A〜Fの粒度構成を表5に示す。また、比較例1で使用した細骨材(珪砂Aと珪砂Bの混合物)、実験1および実験2で使用した細骨材(珪砂Aと珪砂Bと珪砂Cの混合物)、実施例1で使用した細骨材(珪砂D、珪砂Eおよび珪砂Fの混合物)の粒度構成を図7および表6に示す。
【0095】
3)膨張材:
・無機系膨張材:アサノジブカル(太平洋セメント社製)。
・金属系膨張材:アルミニウム粉(粒度44μm以下60%以上、大和金属粉工業社製)。
【0096】
4)減水剤:
・流動化剤a: 変性ポリカルボン酸系流動化剤、メルフラクスAP101F(BASFポゾリス社製)。
・流動化剤b: ナフタレンスルフォン酸系流動化剤、マイティ100(花王社製)。
・流動化剤c: ポリカルボン酸系流動化剤、マイティ21P(花王社製)。
・流動化剤d: ポリエーテル・ポリカルボン酸系流動化剤、メルフラスクVP2651(BASFポゾリス社製)。
・流動化剤e: ポリエーテル・ポリカルボン酸系流動化剤、メルフラスクVP2641(BASFポゾリス社製)。
5)増粘剤: メチルセルロース系増粘剤、ハイユーローズ(宇部興産株式会社製)
【0097】
≪比較例1、実験1〜2、実施例1、参考例1〜4≫
表1に示す配合割合で水硬性組成物と混練水とを混練条件Aにしたがって混練し、780rpmで1分間混練したスラリー、2分間混練したスラリー、4分間混練したスラリーおよび6分間混練したスラリーの4種類の水硬性モルタルを調製し、J14ロート流下値(秒)を測定した。水硬性組成物を混練条件Aで2分間混練して調製したスラリーを硬化させた水硬性モルタル硬化体について圧縮強度を測定した。J14ロート流下値(秒)および圧縮強度の測定結果を表2に示す。
【0098】
比較例1、実験1〜2および実施例1の水硬性組成物を用いて、混練条件Aで2分間混練して調製した水硬性モルタルについて、加圧ブリージング試験を行った結果を表3および図8に示す。
【0099】
≪比較例2、実験3〜4、実施例2〜3、参考例5≫
比較例1、実験1および実施例1の水硬性組成物を用いて、表4に示す混練条件で、水硬性組成物と所定量の混練水とを混練装置を含む水硬性モルタル調製・施工用設備(スラリー製造・供給装置)に供給して連続的に混練し、水硬性モルタルを連続製造してスラリーを一旦リザーバータンクに収容した。なお、水硬性モルタルの連続混練に用いた水硬性モルタル調製・施工用設備の混練装置の仕様および混練条件を表7に示す。
【0100】
比較例2および実験3〜4の場合、水硬性モルタルは、図2に示すリザーバータンク中で約2分間、緩やかな攪拌状態で保持した後、スラリー製造設備の吐出ポンプ(スラリーポンプ)を用いて吐出した。
【0101】
また、実施例2と実施例3の場合、水硬性モルタルは、それぞれ図1(a)、図1(b)に示すリザーバータンク中で約2分間、多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根を有する攪拌機によって強制攪拌条件下に保持した後、スラリー製造設備の吐出ポンプ(スラリーポンプ)を用いて吐出した。
【0102】
スラリー製造設備の吐出ポンプ(スラリーポンプ)から吐出した水硬性モルタルは、ポンプから吐出直後を0mとし、ポンプに接続した内径が32mmで長さが50m、75mおよび100mのスラリーホースの筒先より吐出させてポンプ圧送性を評価した。また、連続製造してリザーバータンクに収容したスラリーと、吐出ポンプ(スラリーポンプ)を用いて、ポンプからの吐出直後を0mとし、50m、75mおよび100mのスラリーホースの筒先より吐出させてスラリーについて、J14ロート流下値(秒)を測定した。
【0103】
スラリー中に含まれる水分量は、リザーバーに収容したスラリーを一部取り出して電子レンジ法により測定した。
【0104】
ポンプ圧送性の評価結果およびJ14ロート流下値の測定結果を表4に示す。
【0105】
【表1】
【0106】
【表2】
【0107】
【表3】
【0108】
【表4】
【0109】
【表5】
【0110】
【表6】
【0111】
【表7】
【0112】
(1)変性ポリカルボン酸系流動化剤と、所定量の微粒分を含む細骨材(図7にそのふるい目開きとふるい残分との関係を示す)とを併せて用いた実験1〜2および実施例1の場合、表2に示すように、混練条件Aで1分間混練して調製したスラリーと、2分間から6分間混練して調製したスラリーとのJ14ロート流下値の比率が0.80〜0.86と比較的混練度が高い数値で安定しており、さらに、混練条件Aで2分間混練して調製したスラリーと、4分間および6分間混練して調製したスラリーとのJ14ロート流下値の比率においては、0.93〜0.99とより混練度が高い数値が得られ、極めて速やかに良好な混練状態の水硬性モルタルが得られている。また、表3および図8に示すように、実験1〜実験2および実施例1は、加圧条件下での脱水量が比較例1と対比して低い数値を示している。
【0113】
(2)変性ポリカルボン酸系流動化剤と、微粒分を含まない細骨材とを用いた比較例1(図7にそのふるい目開きとふるい残分との関係を示す)の場合については、表2に示すように、極めて速やかに良好な混練状態の水硬性モルタルが得られたが、表3および図8に示すように、加圧条件下での脱水量が多かった。
【0114】
(3)比較例1および実験1の水硬性組成物を用い、それぞれ比較例2および実験3として、気温23℃の温度条件で水硬性モルタル調製・施工用設備(図2)による実機評価(流動性評価、圧送性評価)を行った。その結果を表4に示すように、比較例2の場合、ポンプ圧送距離が75mの時点でスラリーホースが閉塞したのに対して、実験3では圧送距離100m時点まで可能であり、さらに水硬性モルタルの流動性もJ14ロート流下値が12秒以下と良好な数値が得られた。実験3の場合、細骨材中に含まれる微粒分がペースト粘度を増大させ、ペーストと細骨材の分離抵抗性を高めた結果、圧送過程でのスラリーホースの閉塞現象を回避できたものと推察される。
【0115】
実験1の水硬性組成物を用いて、気温13℃の温度条件で水硬性モルタル調製・施工用設備(図2)による実機評価(流動性評価、圧送性評価)を行った実験4の場合、表4に示すようにポンプ圧送性においては実験3の場合と同様に100mの圧送が可能であったが、リザーバー内およびポンプ吐出直後(0mスラリーホース筒先)のJ14ロート流下値が12秒以上と大きな数値を示した。これは低温条件下での混練では、水の粘性が高くなって混練性が低下するとともに、流動化剤の溶解速度が遅くなり、水硬性組成物と混練水との混練によるスラリーの均質化が遅れたことによるものと推察される。
【0116】
(4)実施例1の水硬性組成物を用い、それぞれ実施例2および実施例3として、気温15℃または気温12℃の温度条件で、水硬性モルタル調製・施工用設備(図1aまたは図1b)を使用した実機評価(流動性評価、圧送性評価)を行った。その結果を表4に示すように、流動性の指標であるJ14ロート流下値は12秒以下で安定した数値を示し、ポンプ圧送性においても圧送距離100m時点でも良好な吐出性が得られた。これは、リザーバータンク内の水硬性モルタルを、高攪拌力が得られる多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根を用いて所定時間強制攪拌養生したことにより、低温条件下での水の粘性が高くなる影響と、流動化剤の溶解速度の遅延の影響とを解消して、短時間に必要充分な混練状態が得られた結果、流動性が安定化したものと推察される。
【0117】
また、実施例2と実施例3とを比較した場合、より低温条件で試験評価を行っているにもかかわらず、実施例3の方が優れた流動性(J14ロート流下値)を示した。これは、リザーバータンクのスパイラル攪拌羽根(図1(b)の22)と移送スクリュー(図1(b)の23)との間隙にセパレートプレートを設けて、混練装置からリザーバータンクへ供給された混練直後の水硬性モルタルの一部が、移送スクリューを配置した部分へショートカットすることを防止できたことによるものと考えられる。
【0118】
≪比較例2−1および実施例2−1〜3≫
次に、気温が高い場合に、水硬性組成物との混練のために用いる水(混練水)を冷却することの効果を確認するための水冷試験を行った。
【0119】
水冷試験の試験条件を表8に示す。水冷試験に用いた水硬性組成物は、全て実施例1の水硬性組成物と同じ配合とした。比較例2−1では混練水を冷却しなかった。それに対して、実施例2−1〜3においては、冷却した混練水を用いて水硬性組成物と混練した。なお、表8に示すように、これらの試験での気温は28℃以上だった。
【0120】
水冷試験の結果を表8および図10に示す。この結果から明らかなように、混練装置に供給する混練水を冷却した実施例2−1〜3の場合には、リザーバータンク中の水硬性モルタル(スラリー)の温度を35℃以下とすることができ、100mスラリーホース筒先でのスラリー温度についても40℃未満とすることができた。なお、「水比」とは、水硬性組成物100質量部に対する混練水量の質量部である。
【0121】
【表8】
【0122】
≪水硬性組成物および混練水の温度と、水硬性モルタル(スラリー)の温度との関係≫
水硬性組成物および混練水の温度と、スラリーの温度との関係を明らかにするための試験を行った。その結果を表9に示す。図11は、表9に示す値を図示したものである。丸印はケミスターラーを用いて混練した測定データであり、三角印は施工現場を模擬した場合の測定データを示す。また、白抜きの丸印および三角印は、リザーバータンク中のスラリー温度の測定値が35℃以下であったものを示す。また、破線は「A.水硬性組成物温度(℃)」と「B.混練水温度(℃)」との和(A+B)が、55℃であるものを示す。この図から、水硬性組成物の温度(摂氏)および混練水の温度(摂氏)を足した値(和)が55℃以下の場合(図11に図示した破線上および破線の左側に相当する)には、スラリー調製直後のスラリー温度(リザーバータンク中のスラリー温度に相当)が35℃以下であることが明らかとなった。
【0123】
【表9】
【0124】
≪水硬性モルタル(スラリー)温度と、施工後の試験体の温度変化との関係≫
リザーバータンク内の水硬性モルタル(スラリー)の温度を28.4℃および35.6℃としたときの、施工後の試験体の温度変化を図12に示す。参考のため、そのときの室温も図示した。施工後、水硬性組成物と混練水との反応によって反応熱が生じるため、試験体の温度は上昇する。このときスラリー温度を低くしたものの方が試験体の温度上昇のピークを生じる時間が遅く、またピーク温度も低いことが明らかとなった。したがって、スラリー温度を低くしたものの方が試験体表面の乾燥ひび割れやモルタル硬化体の温度ひび割れが生じ難い。
【0125】
≪水硬性モルタル(スラリー)温度と、施工後の試験体の寸法変化との関係≫
リザーバータンク内の水硬性モルタル(スラリー)の温度を28.4℃(実施例2−3と同等のスラリー)および35.6℃(比較例2−1と同等のスラリー)としたときの、施工後の試験体の寸法変化を図13に示す。施工後、スラリー温度を低くしたものの方が試験体の寸法変化が小さいことが明らかとなった。また、試験体表面の凝結後の状態を観察したところ、冷水を使用した試験体(スラリー温度28.4℃)のものの方が、ひび割れを大幅に低減できることが明らかとなった。
【0126】
≪水硬性モルタル(スラリー)温度と、圧縮強度との関係≫
表10に、リザーバータンク内の水硬性モルタル(スラリー)温度と、圧縮強度との関係を示す。この結果から、材齢3日までの圧縮強度は、スラリー温度が高い方が、セメントの水和反応が促進されて高くなる傾向を示した。しかし、表10に示すように、材齢28日での圧縮強度は、冷却した水を混練水として用いたものの方が高く、耐久性に優れる硬化体が得られることが明らかとなった。なお、試験体は、翌日脱型し、現場気中養生とした。
【0127】
【表10】
【図面の簡単な説明】
【0128】
【図1】本発明(実施例)で用いる水硬性モルタル調製・施工用設備の構成の一例を説明するための模式断面図であり、図1aは、多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根を設置したものを図示し、図1bは、多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根およびセパレートプレートを設置したものを図示した模式断面図である。
【図2】比較例と実験3〜4で用いる水硬性モルタル調製・施工用設備の構成の一例を説明するための模式断面図である。
【図3】本発明で用いる混練スクリューの全体構成を示す図である。
【図4】本発明で用いる多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根の全体構成を示す図である。
【図5】水硬性組成物貯蔵タンクおよび水硬性モルタル調製・施工用設備を搭載した水硬性モルタル調製・施工用トラックの全体構成を示す模式図である。
【図6】混練条件Aで水硬性モルタルを調製する場合に使用するタービン羽根を示す模式図である。
【図7】比較例1、実験1〜2および実施例1で使用した細骨材の粒度構成を示す図である。
【図8】水硬性モルタルの加圧ブリージング試験結果(脱水量)を示す図である。
【図9】水冷装置搭載車両を用いて冷水を水硬性モルタル調製・施工用トラックに供給する構成を示す模式図である。
【図10】混練水および所定の位置におけるスラリーの温度を示す図である。
【図11】水硬性組成物および混練水の温度と、水硬性モルタル(スラリー)調製直後のスラリー温度(リザーバータンク中のスラリー温度に相当)との関係を示す図である。
【図12】水硬性モルタル(スラリー)調製直後のスラリー温度(リザーバータンク中のスラリー温度に相当)と、施工後の試験体の温度変化との関係を示す図である。
【図13】混練水として冷水使用の場合と常温水使用の場合の、水硬性モルタル(スラリー)調製直後のスラリー温度(リザーバータンク中のスラリー温度に相当)と、施工後の試験体の寸法変化との関係を示す図である。
【図14】水硬性モルタル調製・施工用トラックの水硬性組成物タンクに、フレコンから水硬性組成物を補給している状況の一例を示す模式図である。
【図15】水硬性モルタル調製・施工用トラックの水硬性組成物タンクに、ジェットパック車から水硬性組成物を補給している状況の一例を示す模式図である。
【符号の説明】
【0129】
10 : 混練スクリュー
10a :軸部材
10b :戻し羽根
10c :送り羽根
10d :掻き出し用板部材
11 : 水硬性モルタル調製・施工用設備(スラリー製造・供給装置)
12 : 水硬性組成物
13 : ホッパー
14 : ホッパースクリュー
15 : 給水口
16 : 混練装置(ミキサー)
17 : 混練水
18 : モルタル排出口
19 : (リザーバータンクへ向かう)水硬性モルタル
20 : リザーバータンク
21 : 水硬性モルタル
22 : スターラースクリュー(多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根)
22a : 攪拌軸方向の複合攪拌羽根の長さ
22b : 複合攪拌羽根の直径の寸法
23 : 移送スクリュー
24 : スラリーポンプ(スネークポンプ)
25 : 攪拌養生された水硬性モルタル
26、27 : モーター
28 : 動力伝達ベルト
29 : セパレートプレート(スラリーの収容部と移送部とを部分的に分離)
30 : スターラースクリュー(スネッキ攪拌羽根)
31 : 水硬性モルタル調製・施工用トラック
32 : 水硬性組成物の供給口
33 : 水硬性組成物貯蔵タンク
38 : スクリューフィーダー
39 : 冷却水タンク
40 : 水供給ポンプ
41 : 水供給パイプ
45 : スラリーホース
50 : 水冷装置
52 : 水道
53 : ビニールホース(水道管)
54 : ビニールホース(冷水管)
60 : ジェットパック車
61 : タンク
62 : コンプレッサー
63 : フレキシブルホース(圧送管)
64 : 圧送管
65 : 水硬性組成物供給口
66 : フレコン(補充用の水硬性組成物が充填されている)
67 : クレーン
【特許請求の範囲】
【請求項1】
水硬性組成物と混練水とを混練して水硬性モルタルを連続的に調製する混練装置と、水硬性モルタルを収容するリザーバータンクと、リザーバータンク内の水硬性モルタルを連続的に圧送するスラリーポンプとを含む水硬性モルタル調製・施工用設備を用いる水硬性モルタルの施工方法であって、
混練水が、温度0℃〜20℃に冷却されて混練装置に供給されることを特徴とする、水硬性モルタルの施工方法。
【請求項2】
水硬性モルタル調製・施工用設備が、水硬性組成物を貯蔵するための水硬性組成物貯蔵タンクを含み、水硬性モルタル調製・施工用設備が、移動装置に搭載された水硬性モルタル調製・施工用移動設備である、請求項1記載の水硬性モルタルの施工方法。
【請求項3】
移動装置が、トラックである、請求項2記載の水硬性モルタルの施工方法。
【請求項4】
混練水が、搬送可能な水冷装置により冷却されて混練装置に供給される、請求項1〜3のいずれか1項記載の水硬性モルタルの施工方法。
【請求項5】
水硬性組成物の温度と混練水の温度との和が、0℃〜55℃である、請求項1〜4のいずれか1項記載の水硬性モルタルの施工方法。
【請求項6】
水硬性モルタル調製・施工用設備が、リザーバータンク内で攪拌軸が水平方向に配置され、攪拌軸に多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根を有する攪拌機を含み、
水硬性モルタルが、攪拌機によって1.5分間〜20分間連続的に強制攪拌養生される工程を含む、請求項1〜5のいずれか1項記載の水硬性モルタルの施工方法。
【請求項7】
複合攪拌羽根の直径が、100mm〜180mmであり、攪拌軸方向の複合攪拌羽根の長さが、300mm〜1200mmである、請求項6記載の水硬性モルタルの施工方法。
【請求項8】
水硬性モルタル調製・施工用設備が、水硬性モルタルを施工場所に圧送されて打設・施工するためのスラリーポンプに接続されたスラリーホースを含み、スラリーホースが、内径(直径)20mm〜55mmおよび長さ75m〜200mである、請求項1〜7のいずれか1項記載の水硬性モルタルの施工方法。
【請求項9】
水硬性組成物が、水硬性成分と、細骨材と、流動化剤と、膨張材とを含み、
細骨材が、細骨材100質量%中に、
粒径30μm以上〜150μm未満の粒子を5〜30質量%含み、
粒径150μm以上〜600μm未満の粒子を25〜55質量%含み、
粒径600μm以上〜2000μm未満の粒子を25〜60質量%含む、
請求項1〜8のいずれか1項記載の水硬性モルタルの施工方法。
【請求項10】
流動化剤が、変性ポリカルボン酸系流動化剤である、請求項9記載の水硬性モルタルの施工方法。
【請求項11】
水硬性組成物が、土木建築用のグラウト材である、請求項1〜10のいずれか1項記載の水硬性モルタルの施工方法。
【請求項12】
請求項1〜11のいずれか1項記載の水硬性モルタルの施工方法によって得られる水硬性モルタルが充填・硬化した構造体。
【請求項1】
水硬性組成物と混練水とを混練して水硬性モルタルを連続的に調製する混練装置と、水硬性モルタルを収容するリザーバータンクと、リザーバータンク内の水硬性モルタルを連続的に圧送するスラリーポンプとを含む水硬性モルタル調製・施工用設備を用いる水硬性モルタルの施工方法であって、
混練水が、温度0℃〜20℃に冷却されて混練装置に供給されることを特徴とする、水硬性モルタルの施工方法。
【請求項2】
水硬性モルタル調製・施工用設備が、水硬性組成物を貯蔵するための水硬性組成物貯蔵タンクを含み、水硬性モルタル調製・施工用設備が、移動装置に搭載された水硬性モルタル調製・施工用移動設備である、請求項1記載の水硬性モルタルの施工方法。
【請求項3】
移動装置が、トラックである、請求項2記載の水硬性モルタルの施工方法。
【請求項4】
混練水が、搬送可能な水冷装置により冷却されて混練装置に供給される、請求項1〜3のいずれか1項記載の水硬性モルタルの施工方法。
【請求項5】
水硬性組成物の温度と混練水の温度との和が、0℃〜55℃である、請求項1〜4のいずれか1項記載の水硬性モルタルの施工方法。
【請求項6】
水硬性モルタル調製・施工用設備が、リザーバータンク内で攪拌軸が水平方向に配置され、攪拌軸に多重螺旋状攪拌板とパドル型攪拌板とを配置した複合攪拌羽根を有する攪拌機を含み、
水硬性モルタルが、攪拌機によって1.5分間〜20分間連続的に強制攪拌養生される工程を含む、請求項1〜5のいずれか1項記載の水硬性モルタルの施工方法。
【請求項7】
複合攪拌羽根の直径が、100mm〜180mmであり、攪拌軸方向の複合攪拌羽根の長さが、300mm〜1200mmである、請求項6記載の水硬性モルタルの施工方法。
【請求項8】
水硬性モルタル調製・施工用設備が、水硬性モルタルを施工場所に圧送されて打設・施工するためのスラリーポンプに接続されたスラリーホースを含み、スラリーホースが、内径(直径)20mm〜55mmおよび長さ75m〜200mである、請求項1〜7のいずれか1項記載の水硬性モルタルの施工方法。
【請求項9】
水硬性組成物が、水硬性成分と、細骨材と、流動化剤と、膨張材とを含み、
細骨材が、細骨材100質量%中に、
粒径30μm以上〜150μm未満の粒子を5〜30質量%含み、
粒径150μm以上〜600μm未満の粒子を25〜55質量%含み、
粒径600μm以上〜2000μm未満の粒子を25〜60質量%含む、
請求項1〜8のいずれか1項記載の水硬性モルタルの施工方法。
【請求項10】
流動化剤が、変性ポリカルボン酸系流動化剤である、請求項9記載の水硬性モルタルの施工方法。
【請求項11】
水硬性組成物が、土木建築用のグラウト材である、請求項1〜10のいずれか1項記載の水硬性モルタルの施工方法。
【請求項12】
請求項1〜11のいずれか1項記載の水硬性モルタルの施工方法によって得られる水硬性モルタルが充填・硬化した構造体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図9】

【図10】

【図11】

【図14】
【図15】
【図7】

【図8】
【図12】
【図13】

【図2】
【図3】
【図4】
【図5】
【図6】
【図9】
【図10】
【図11】
【図14】
【図15】
【図7】
【図8】
【図12】
【図13】
【公開番号】特開2009−96039(P2009−96039A)
【公開日】平成21年5月7日(2009.5.7)
【国際特許分類】
【出願番号】特願2007−268918(P2007−268918)
【出願日】平成19年10月16日(2007.10.16)
【出願人】(000000206)宇部興産株式会社 (2,022)
【Fターム(参考)】
【公開日】平成21年5月7日(2009.5.7)
【国際特許分類】
【出願日】平成19年10月16日(2007.10.16)
【出願人】(000000206)宇部興産株式会社 (2,022)
【Fターム(参考)】
[ Back to top ]