
水素分離・精製用複相合金およびその製造方法
【課題】 大きな圧延加工性を有し、かつ水素透過係数が大きい水素分離・精製用複相合金の製造方法を提供する。
【解決手段】 水素透過性を担う相と耐水素脆化性を担う相との複合相からなることを特徴とするNb−Ti−Ni系合金に1000℃超、100時間以上の熱処理を施すことを特徴とするNb−Ti−Ni系の水素分離・精製用複相合金の製造方法。塑性加工を施し、その後1000℃超の熱処理を施すことで鋳造ままの合金と同程度の水素透過係数が得られる。
【解決手段】 水素透過性を担う相と耐水素脆化性を担う相との複合相からなることを特徴とするNb−Ti−Ni系合金に1000℃超、100時間以上の熱処理を施すことを特徴とするNb−Ti−Ni系の水素分離・精製用複相合金の製造方法。塑性加工を施し、その後1000℃超の熱処理を施すことで鋳造ままの合金と同程度の水素透過係数が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高純度水素を製造するために用いられる、水素分離・精製用複相合金の製造方法に関し、特にNb−Ti―Ni系の新規な合金組成からなる水素分離・精製用複相合金の製造方法に関する。
【背景技術】
【0002】
燃料電池用の燃料である水素は、自然界では単独に存在しないため、人工的に製造する必要がある。太陽熱等の再生可能な自然エネルギーを用いて作った電気で水を分解して水素を製造するのが理想であるが、現状の技術レベルではコストが高く、適用困難である。 当面は天然ガス(メタン)等を水蒸気改質して水素を製造するのが現実的と考えられる。水蒸気改質は以下のような化学反応を用いて水素を得るものである。この反応でH2のみを取り除けば、ル・シャトリエの法則に従って平衡は右側にずれ、より高い転換率を得ることができ、また反応温度を下げることでエネルギーロスを抑えることができ、水素製造コストの低減化が図れる。水素を選択的に取り除くために利用されるのが水素透過合金膜である。水素透過合金膜は水素のみが透過する。
【0003】
【数1】

【0004】
水素は金属の結晶格子内に侵入型不純物の形で侵入し、窒素や炭素および酸素に比べて拡散速度が十数桁大きい特徴がある。水素透過合金膜はこのような水素の特性を利用したものである。不純水素を分離・精製するには、水素透過合金膜を挟んで供給側の不純水素を高圧にし、一方、純水素を収集する側を低圧にして圧力差を発生させる。高圧側の水素分子は合金膜表面で原子状水素に解離し、金属内に固溶する。圧力差によって生じる金属膜内の水素濃度勾配を駆動力として水素原子は高圧側から低圧側へ拡散し、低圧側で再結合して水素分子となり低圧側に流れる。この際、水素以外の不純物気体は高圧側で原子状に解離できず、また金属内での拡散速度も水素原子に比べて遙かに遅いため低圧側へ透過することはできない。金属膜を用いた方法によれば、理論的には純度100%の水素を得ることができ、実際に99.999999%純度の水素を得ることができる。現在、実用化されている水素透過合金膜はPdをベースとした合金であるがPdは非常に希少で高価な金属であるため、それに代わる安価な合金の開発が求められている。
【0005】
また、別の系として、例えば特許文献1に記載されるようなNb−Ni系、特許文献2に記載されるようなNb−(Ni,Co,Mo)-(V,Ti,Zr,Ta,Hf)系の水素透過合金が検討されている。
【特許文献1】特開2001−170460号公報(0026)
【特許文献2】特開2004−42017号公報(0007〜0011、表1)
【発明の開示】
【発明が解決しようとする課題】
【0006】
水素透過合金には大きい水素透過係数と高い耐水素脆化性が求められる。ここで、水素を多く固溶すると水素透過係数が向上するが、同時に水素脆化が顕著になる。つまり、水素透過係数の増大と耐水素脆化性は相反しており、単相(固溶体)合金で両立させることは、一般に極めて困難であり、組成の組合せについては未だ検討の余地が残る。
【0007】
また、水素透過合金は薄板(膜)で使用すると、より多くの水素を効率よく製造でき、低コスト化が図れる。薄板を作製する方法としては(1)合金を薄くスライスする。(2)液体急冷によるアモルファス膜の作製。(3)圧延、などが考えられる。このうちスライスは時間やコストがかかり、さらに広面積の膜を作製すことは容易ではない。液体急冷は薄膜を一気に短時間で作ることができるものの、幅の広い膜、および厚さを変えた薄板を作製することが技術的に難しい。一方、圧延は単純、簡単、低コストで広面積の膜を作ることができ、工業的にも広く用いられ、技術的にも発達している。もし圧延という簡易な方法で薄板を作製できれば安価で優れた水素透過特性を有する合金膜を大量生産することができると期待される。よって水素透過合金の圧延加工性は重要な項目と言える。
【0008】
よって本発明では、大きな圧延加工性を有し、かつ水素透過係数が大きい水素分離・精製用複相合金の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者は、合金組成として、Nb-Ti-Ni系の水素分離・精製用複相合金を用い、この合金を1000℃超で100時間以上熱処理することで、上記の目的である水素透過係数が高く、かつ優れた冷間加工性を有する水素分離・精製用複相合金が得られることを知見した。また、塑性加工を施したものであっても1100℃超で熱処理すれば、後述するようにTiNi相の組織だけでなく、Nb−Ti相の組織の再結晶化がなされ、鋳造ままのNb-Ti-Ni系の水素分離・精製用複相合金とほぼ同等の水素透過係数が得られる。これにより得られる水素分離・精製用複相合金は、水素透過性を担う相と耐水素脆化性を担う相との複合相からなることを特徴とするNb−Ti−Ni系合金であって、水素透過能を主に担うNbを主成分とする相(初晶)の平均結晶粒径(dc)が10〜30μmであることを特徴とする。
【0010】
本発明では、Nb-Ti-Ni系の合金を用いるため、薄膜化する塑性加工手段として圧延加工を採用できる。圧延率は10%以上、さらには30%以上とすることも可能である。これにより、Nb-Ti-Ni系の水素分離・精製用複相合金の厚さを0.05〜3mmにすることができ、高い水素透過性能を得ることができる。
【0011】
前記Nb−Ti−Ni系合金は、例えば、不活性ガス雰囲気中のアーク溶解法、不活性ガス雰囲気中若しくは真空中の高周波誘導加熱溶解法、真空中の電子ビーム溶解法、又はレーザ加熱溶解法などにより溶解して作製することができる。水素分離・精製用複相合金の表面の被処理原料を流す側と精製水素を取り出す側との両側にPd膜またはPd合金膜を形成して、最終形態とすることも可能である。
【0012】
本発明で使用するNb−Ti−Ni系合金の組成は、原子%で、Nb100-x-yTiyNix(ただし、x=5〜45、y=15〜55であり、Nbは10〜75)からなることを特徴とする。Ni量が5%未満では水素透過係数が低く、また45%を超えると脆くなり、圧延などの塑性加工が難しくなる。Tiが55%を超えると水素透過係数が低く、また15%未満では脆くなり、圧延などの塑性加工が難しくなる。Ni元素の一部を、Ni元素に対して上限を50%として、Ag,Al,Cr,Cu,Ga,Zn,Fe,Mn等の元素で置換することも可能である。好ましくは20%以下とする。また、Tiの一部を、Ti元素に対して上限を10%として、他の4A族の元素と置換することも可能である。また、Nbの一部を、Nb元素に対して上限を10%として、他の5A族の元素と置換することも可能である。この合金はbcc-(Nb,Ti)固溶体とB2-NiTi化合物の2相から主に成る。Nb-Ti相は水素を固溶し、拡散させることで水素透過特性を担う。一方、NiTi相は水素脆化しにくく、水素中での機械的性質を担う。つまり役割分担により優れた水素透過特性と耐水素脆性を併せ持つ新合金が実現した。さらにNb-Ti-Ni複相合金はPd基合金に比べて遙かに安価なことも魅力である。
【発明の効果】
【0013】
冷間圧延などの塑性加工により薄肉化しても、本発明を適用することで、水素透過係数(Φ)が鋳造材とほぼ同じ水素分離・精製用複相合金が得られる。また、Nb-Ti-Ni系複相水素透過合金を用いたため、優れた塑性加工性能を有し、熱処理を組み合わせたプロセスによって水素分離・精製用複相合金として高特性の薄板を作製できる。この方法により厚さ150μm以下の薄板を作製することも可能であり、さらに、厚さ120μmでも0.7MPa以上の圧力差に耐えられるという非常に優れた耐水素脆性の水素分離・精製用複相合金を提供できる。
【発明を実施するための最良の形態】
【0014】
実施例で行った再結晶温度の調査方法について延べる。合金試料を圧延率測定と同じ条件で、r=50%まで冷間強加工を加え、不透明石英管内に入れ、Ar置換後に石英管内を約6×10-3Paまで真空引きして封入した。石英管を電気炉内で573K〜1373Kで1時間焼きなました後に水焼入れした。表面を研磨し、微小ビッカース硬度計を用いて硬度を、また圧延機を用いて割れが発生するまで圧延加工を加えることによって再結晶温度を測定した。
【0015】
水素透過試験の方法を述べる。まず、酸化防止と水素の解離と再結合を容易にすることを目的として、作製したディスクにANELVA製RF,DC高周波マグネトロンスパッタ装置(SPF-430H)を用いてPdを被覆した。炉内をロータリーポンプおよびクライオポンプを用いて4.0×10-3Paまで真空引きしたあと、逆スパッタをRFパワー50Wで10分間行い、その後基盤を523Kまで加熱し、DCパワー0.05Wで本スパッタを5分間行い、Pdを約190nm被覆した。次に、Pd被覆したディスクを銅ガスケットの間に挟み透過装置にセットした。パイプ内をAr置換した後2.7×10-3Pa以下になるまで油拡散ポンプで真空引きし、炉を673Kまで加熱して40分間保持した。その後水素を導入して供給側水素圧を0.20MPa、透過側圧力を0.10MPaに調整して60分保持後に水素透過の測定を開始した。測定には純度7Nの高純度水素を用いて供給側の水素圧を0.20MPaから0.8MPaの範囲で行った。この操作を623K、573K、523Kでも同様に行った。測定は流量法を用いた。流量計はKOFLOK製MODEL3300を使用した。透過面積は2.46×10-5m2(直径5.6mmの真円形)である。
【0016】
本発明における組織観察および組成分析の方法を述べる。作製した試料の小片をアクリル製の圧力成型樹脂に埋め込み、研磨して鏡面仕上げにし、日本電子(株)製走査型電子顕微鏡(SEM,JSM5300)を用いて二次電子像および反射電子像を観察した。組成分析はオックスフォード・インスツルメンツ製エネルギー分散型X線分光器(EDS)を用いてX線スペクトル収集によって行った。
【0017】
金属膜を用いた水素透過では、水素流量JはJ=Φ(ΔP0.5)/Lより求めることができる。しかし、この式はフィックの第一法則およびジーベルツ則から導き出しているため、試料がジーベルツ則を満たしていなければならない。そこでJ×L vs ΔP0.5をグラフにプロットし、その直線性からジーベルツ則を満たすか検証した。また、この直線の傾きから水素透過係数(Φ)を求めた。
【0018】
以下本発明を実施例により説明するが、これら実施例により本発明が限定されるものではない。
【0019】
(実施例1)
本実験で用いた金属の純度(mass%)はNb=99.9%、Ti=99.5%、Ni=99.9%である。各金属を目的の組成が得られるように秤量した後、大亜真空製アーク溶解炉(ACM-DS-01S)を用いてAr雰囲気中で溶解してインゴットを作製した。合金作製手順は次の通りである。炉内をAr置換後に油拡散ポンプを用いて2.7×10-3Pa以下になるまで真空引きした後、Arガス(純度99.99%)を5×104Pa程度まで導入し、タングステン電極棒を用いてアーク放電した。Arガス中の不純物ガスを除去するため、試料溶解前にゲッターTiを約2分間溶解した。次いで合金試料をアーク電流400A以上で約2分間溶解した。その後、組成を均一にするために合金インゴットを裏返し約2分間溶解する作業を約10回行った。なお本実験で示す合金組成は全てmol%である。
アーク溶解で作製した合金からBROTHER製のHS-300ワイヤー放電加工機を用いて2.65×2.65×7mmの直方体状の圧延用試験片を切り出した。作製した試料をビューラメット製の耐水研磨紙を用いて研磨し、日本クロス圧延製の冷間2段圧延機(100Φ×100W)を用いて室温において徐々にロール間隔を狭め、わずかに割れが発生するまで冷間圧延を行った。圧延前の試料の厚さをT0、圧延後の試料の厚さをTとすると圧延率r(%)は以下の式で求めた。
【0020】
【数2】
【0021】
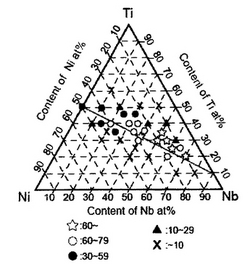
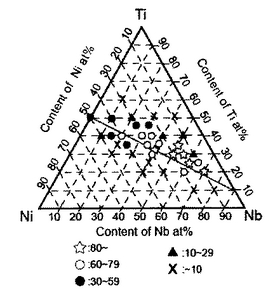
まず、Nb-Ti-Ni合金の圧延率の合金組成依存性を調査した。表1に実験を行った各種組成(公称組成)と(Nb-Ti-Ni)合金の冷間圧延率(r)を示す。図1はそれを図示したものである。金属間化合物TiNiと純Nbを結ぶ直線近傍で、ややTi過剰側の組成の合金が高い圧延率を持つことが分かる。この組成の合金はbcc-(Nb,Ti)固溶体相とB2-TiNi化合物の2相から成り、脆い金属間化合物を含まない。
Ti/Ni比が1/1から離れるほど圧延率が低下し脆くなる傾向にある。
【0022】
【表1】
【0023】
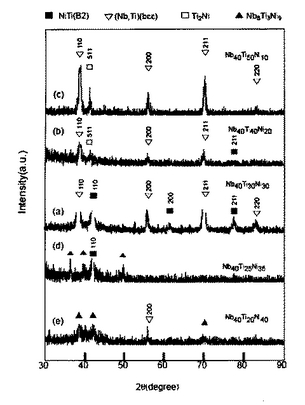
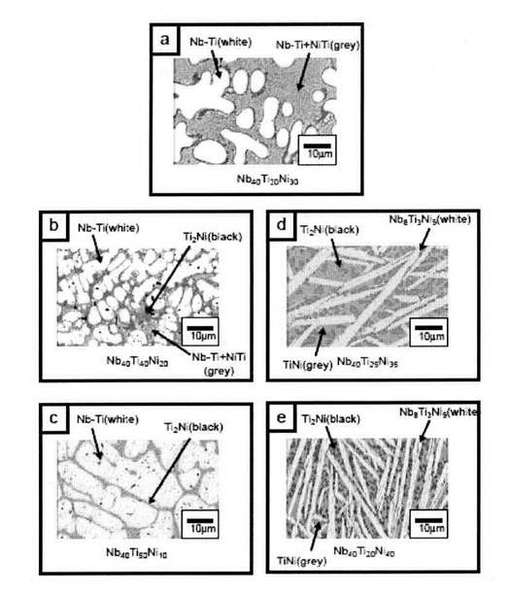
図2にTi/Ni比が1/1である(a)Nb40Ti30Ni30合金、それよりもTi過剰な(b)Nb40Ti40Ni20と(c)Nb40Ti50Ni10、およびNi過剰な(d)Nb40Ti25Ni35と(e)Nb40Ti20Ni40のXRD回折図形を示す。図3にそれぞれの合金のSEM写真を示す。XRD図形とSEM写真からわかるようにNb40Ti40Ni20やNb40Ti50Ni10などのTi過剰で、しかも脆い組成の合金は脆いTi2Ni金属間化合物を含む。他方、Ni過剰のNb40Ti25Ni35やNb40Ti20Ni40はNb8Ti3Ni9などの脆い金属間化合物を含む。金属間化合物は一般に延性に乏いが、脆い金属間化合物を第3相として含むと延性の低下が起こり、圧延率も低下すると考えられる。ここで、Hashiらが報告した水素透過能力に優れるNb40Ti30Ni30合金は冷間圧延によって70%以上の圧延が可能であり、非常に優れた冷間加工性を有すると言える。
【0024】
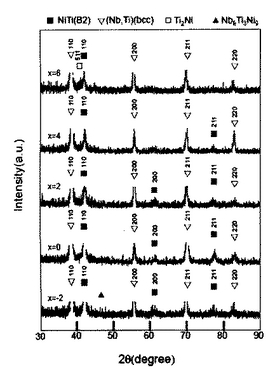
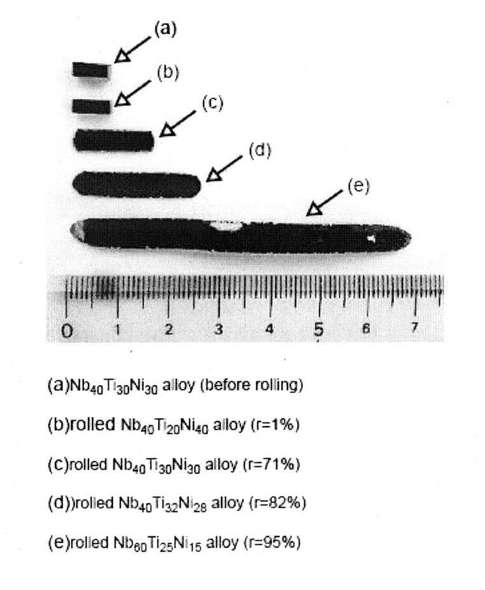
表2にNb=40 mol%の合金の圧延率と鋳造状態での673Kにおける水素透過係数(Φ)を示す。Nb40Ti30Ni30の圧延率が約70%であるのに対して、Nb40Ti31Ni29、Nb40Ti32Ni28、Nb40Ti33Ni27の圧延率は80%を超える。このことはNb量が多くなるほど顕著に現れる。図4は圧延試験に用いた元の試料片および延性の乏しい合金と優れた延性の合金を圧延した後の写真である。表2に示すようにNb40Ti28Ni32とNb40Ti36Ni24はNb40Ti30Ni30、Nb40Ti32Ni28、およびNb40Ti34Ni26に比べて圧延率がやや低いが、図5に示すXRD図形からの同定は難しいものの、TiNi相以外の金属間化合物を第3相として微量に含んでいると推測される。鋳造状態での水素透過係数もNb40Ti28Ni32合金と Nb40Ti36Ni24合金はNb40Ti30Ni30合金、Nb40Ti32Ni28合金およびNb40Ti34Ni26合金に比べて低い。このことからNb-Ti-Ni複相合金においてはNb-Ti相、TiNi相以外の金属間化合物相がXRD図形からの同定が難しいほど僅かしか存在しなくても、機械的性質や水素透過係数に悪影響を及ぼすと考えられる。
【0025】
【表2】
【0026】
(実施例2)
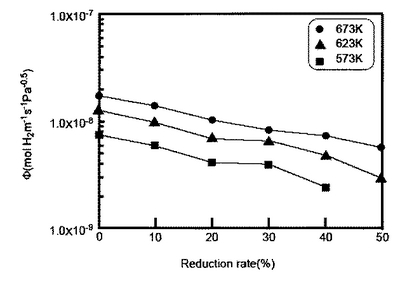
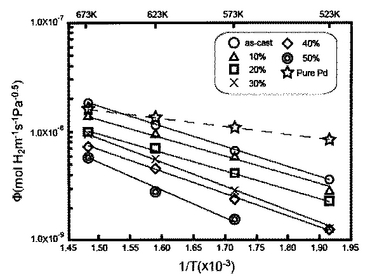
冷間圧延がNb40Ti30Ni30合金の水素透過係数(Φ)に及ぼす影響を調べた。図6に圧延加工率と水素透過係数の関係を、図7に各圧延率の合金の水素透過係数(Φ)の温度依存性を、それぞれ示す。なお、加工後のディスクの厚さは0.5~0.8mmである。図に見られるように、加工度が大きくなるほど水素透過係数が低下する。673Kの水素透過係数Φ673は鋳造状態ではΦ673=1.78×10-8[mol H2 m-1 s-1 Pa-0.5]であるが、圧延率(r)50%の試料はΦ673=5.66×10-9[mol H2 m-1 s-1 Pa-0.5]まで低下する。
図8のSEM写真が示すように、Nb-Ti初晶が圧延によって押しつぶされており、この組織の歪み、さらに加工によって増殖した空孔や転位などの欠陥が水素の拡散や固溶に影響を与え、結果として圧延によりΦが低下したと推測される。なお、圧延後の試料も水素透過試験中に割れが発生することはなかった。よって圧延後の試料も鋳造状態の試料と同じく、耐水素脆性に優れていると言える。
【0027】
(実施例3)
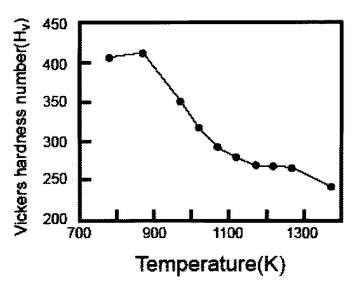
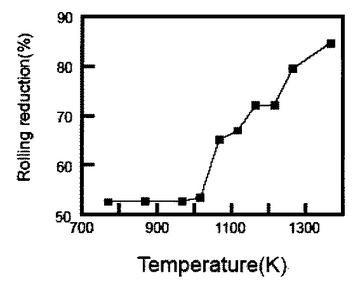
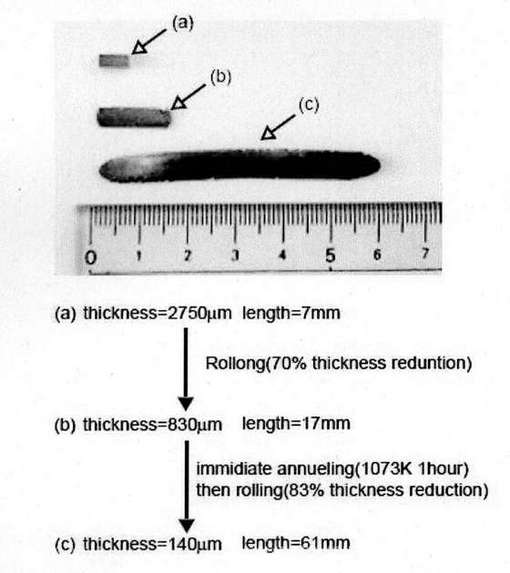
Nb40Ti30Ni30合金の再結晶温度を測定した。図9および図10に圧延率(r)50%まで圧延した後、573K〜1373Kで1時間焼きなまし処理したNb40Ti30Ni30合金の硬度と圧延率の変化をそれぞれ示す。硬度は873K以上の焼きなましで急速に低下する。また、圧延率は1073K以上の焼きなましで向上することとも一致し、1073K付近以上で再結晶が起こり、再加工が可能になった。厚さ0.8mmのNb40Ti30Ni30合金を0.3mmまで圧延した後に、1273Kで1時間熱処理し、その後さらに圧延して、厚さ150μm以下のディスクを作製することに成功した。
図11は(a)圧延前のNb40Ti30Ni30合金、(b)圧延率70%まで圧延を加えたNb40Ti30Ni30合金および(c)70%まで圧延を加えた後、1273Kで1時間焼きなましてからさらに圧延機の限界まで圧延したNb40Ti30Ni30合金の写真である。
【0028】
(実施例4)
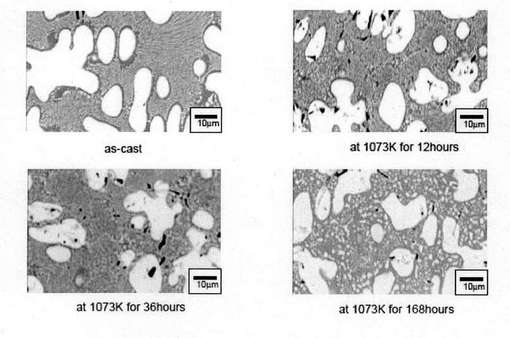
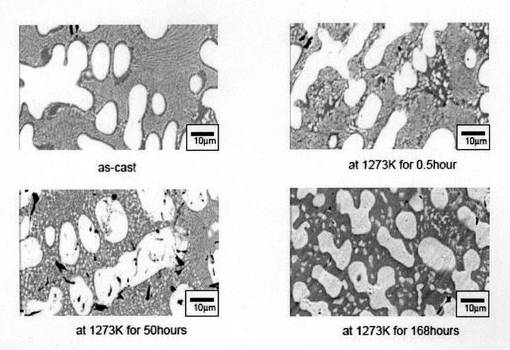
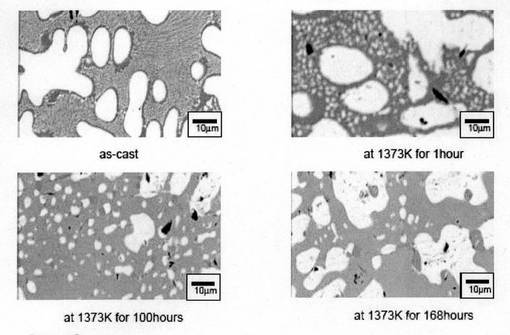
熱処理による組織の変化を調べた。図12、13および図14は、それぞれ1073K、1273K、および1373Kで熱処理した試料のSEM写真である。組織変化に着目すると、熱処理時間の経過により徐々にNb-TiとTiNiの共晶組織が失われていることがわかる。1073K、1273Kで熱処理した試料はNb-Ti初晶、粒径1μm程度の細かいNb-Ti相、およびTiNi相から成る。一方、1373Kで熱処理した試料は1時間熱処理した時点では1073K、1273Kと同じくNb-Ti初晶、粒径の小さいNb-Ti相、TiNi相から成っている。しかし、時間の経過とともにNb-Ti相の粒径が成長し168時間熱処理した時点で粒径が10〜30μm程度まで大きくなる。水素透過合金の初晶の平均結晶粒径(dc)の測定例については、図12〜14と同様にSEM写真による断面の写真を異なる任意の視野で合計5枚撮影し、各々に対角線を引いて、各対角線上に存在する結晶粒の占める線分長さをその結晶粒の数で除して平均結晶粒径(dc)を求めた。
粒成長および拡散に必要な温度はおよそTm/2(Tm:融点)程度以上であると言われ、Nbの融点が2742KであるのでNb-Ti相がTiNi相を隔てた長い距離を拡散するにはおよそ1371K必要と推測できる。Tm/2以下である1073K、1273Kでは原子の拡散距離が短く、粒成長にも不十分な温度であるために細かいNb-Ti相を形成し、一方1373Kで熱処理した試料は原子の長距離拡散、および粒成長が可能なため小さなNb-Ti相が互いを食いあうような形で大きく成長し、粒形の大きなNb-Ti相とTiNi相からなる組織となったと考えられる。
【0029】
(実施例5)
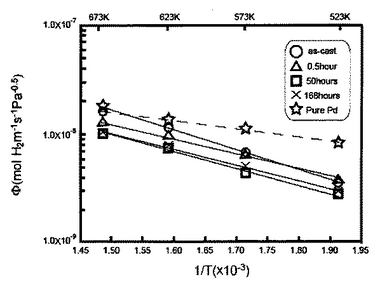
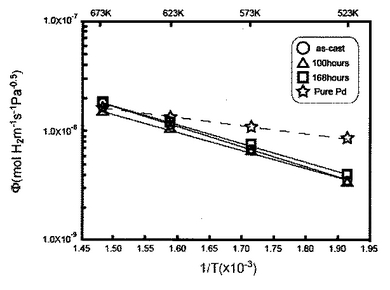
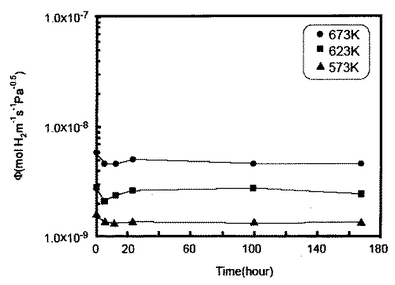
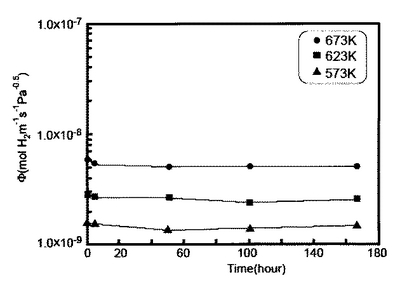
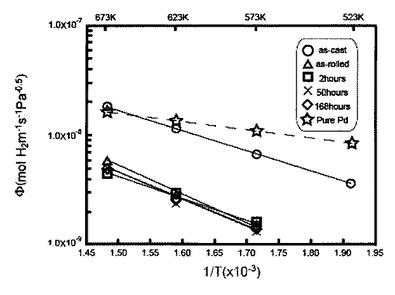
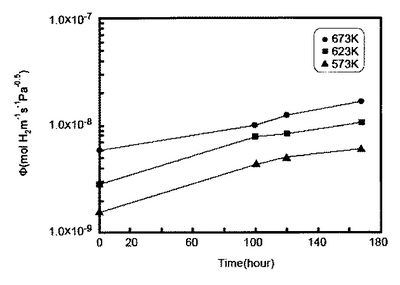
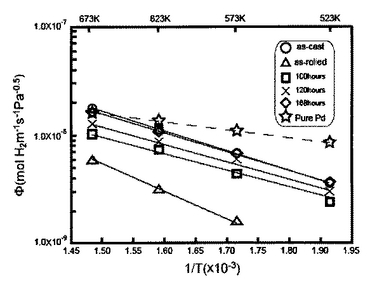
熱処理が透過係数Φに及ぼす影響を調べた。図15、図16および図17にそれぞれ1073K、1273Kおよび1373Kで熱処理した試料の熱処理時間と水素透過係数の関係を示す。1073K、1273Kで熱処理した試料の水素透過係数は共晶組織が失われるとともに低下し、Φ673=1.0×10-8[mol H2 m-1 s-1 Pa-0.5]まで低下した。その後、長時間熱処理を続けても水素透過係数はほぼ一定で変化はなかった。他方、1373Kで熱処理した試料の組織は1073Kと1273Kで熱処理した試料と同様に共晶組織は消失した。しかし、1373Kで100時間熱処理すると水素透過係数(Φ)は低下するが、1週間(168時間)熱処理をすると水素透過係数(Φ)は673Kにおいて熱処理前の共晶組織を持つ合金に近い値まで回復した。したがって、必ずしも共晶組織が耐水素脆化性に不可欠ではないと言える。なお、図18、図19および図20に1073K,1273Kおよび1373Kで熱処理した試料の水素透過係数(Φ)のアレニウスプロットを示す。
【0030】
各組織の合金の673Kにおける水素透過係数を表3に示す。実験結果から考察すると以下のようなことが推測できる。
(1)Nb6Ti42Ni42合金とNb20Ti40Ni40合金を比較するとNb-TiとTiNiの共晶組織はTiNi単相よりも水素透過に有利である。(2)Nb20Ti40Ni40合金とNb40Ti30Ni30合金を比較することで共晶組織のみよりも初晶Nb-Ti相を持つ方が水素透過係数は向上する。(3)1073K,1272Kで168時間熱処理したNb40Ti30Ni30合金の水素透過係数が低下したことより、共晶組織を失うことで水素拡散係数が低下し、さらに微細Nb-Ti相を持つことでは水素透過係数はあまり向上しないと考えられる。(4)1373Kで168時間熱処理したNb40Ti30Ni30合金の水素透過係数が673Kで鋳造状態とほぼ同じ値を示し、それ以下の温度では鋳造状態より高い値を示したことより、粗大Nb-Ti相を持つことで水素拡散係数Dの温度依存性および水素個溶度Kに何らかの影響があると推測できる。なお、熱処理後の試料も水素透過試験中に割れは発生しなかった。
【0031】
【表3】
【0032】
(実施例6)
圧延-熱処理後(r=50%)のNb40Ti30Ni30合金の水素透過係数について調べた。まず、圧延後(r=50%)、1073K,1273Kで熱処理した試料を用いた。図21および図22に圧延率50%まで圧延した後、1073Kで熱処理した試料の熱処理時間と水素透過係数(Φ)の関係および水素透過係数の温度依存性を、図23および図24は圧延率50%まで圧延した後、1273Kで熱処理をした試料の熱処理時間と水素透過係数の関係および水素透過係数の温度依存性である。圧延率50%まで圧延したNb40Ti30Ni30合金の水素透過係数(Φ)は673KにおいてΦ=5.66×10-9[mol H2 m-1 s-1 Pa-0.5]まで低下し、熱処理時間と水素透過係数の関係のグラフからわかるように1073Kと1273Kでの熱処理後も水素透過係数は低下したままであった。図25のSEM写真からわかるように冷間圧延後1073K、1273Kで熱処理した試料の組織は歪んだNb-Ti初晶、微細なNb-Ti相、TiNi相から成っている。これより1073K、1273Kでの熱処理によってTiNi相の組織は回復されるが、Nb-Ti相の組織の再結晶には不十分であると推測できる。
【0033】
(実施例7)
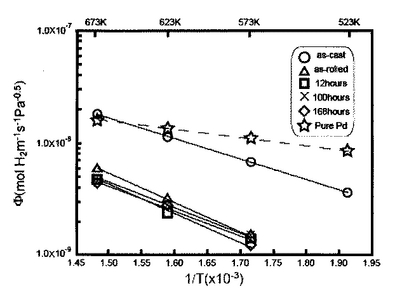
図26および図27に圧延後(r=50%)に1373Kで熱処理をした試料の水素透過係数と熱処理時間の関係、および水素透過係数の温度依存性を示す。熱処理時間とともに水素透過係数が向上し、1週間熱処理をすると鋳造状態とほぼ同じ水素透過係数(Φ)を示した。
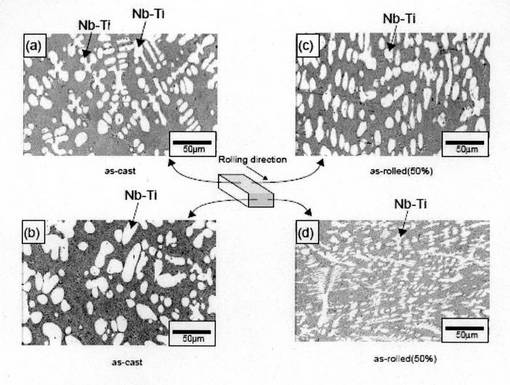
図28の組織のSEM写真を見ると圧延方向に対して異方性を持っているものの、圧延しないで熱処理をした試料と同様に粒径の大きいNb-Ti相とTiNi相から成っている。1073K,1273Kでの熱処理と1373Kでの熱処理で透過係数に及ぼす効果が大きく異なる原因として、Nb40Ti30Ni30合金においては1073K,1273K はTm/2以下であり、1373KはTm/2以上であることが大きく関係していると考えられる。
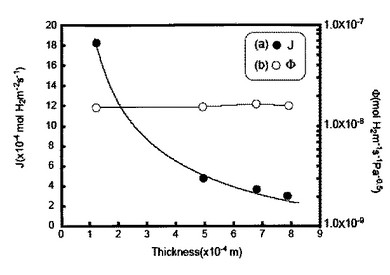
図29に膜厚と圧力差0.2MPaの時の水素透過流量Jおよび水素透過係数Φの関係を示す。膜厚が薄くなると、Jの式からもわかるようにΦが一定でも1/Lに比例して水素透過流量Jは増える。すなわち膜厚を薄くすることが水素透過係数Φの向上と同じく、水素透過流量Jを増やすことに有効である。なお、加工-熱処理後の試料も水素透過試験中に割れが発生することはなかった。
【図面の簡単な説明】
【0034】
【図1】組成と圧延率との関係を示す図である。
【図2】本発明に用いた水素分離・精製用複相合金のXRD回折図形である。
【図3】図2の合金のSEM写真である。
【図4】圧延の状態を示す図である。
【図5】図4に示す水素分離・精製用複相合金のXRD回折図形である。
【図6】Nb40Ti30Ni30合金の圧延加工率と水素透過係数の関係を示す図である。
【図7】各圧延率の合金の水素透過係数(Φ)の温度依存性を示す図である。
【図8】図6のSEM写真である。
【図9】圧延率(r)50%まで圧延した後、573K〜1373Kで1時間焼きなまし処理したNb40Ti30Ni30合金の硬度を示す図である。
【図10】圧延率(r)50%まで圧延した後、573K〜1373Kで1時間焼きなまし処理したNb40Ti30Ni30合金の圧延率を示す図である。
【図11】圧延の状態を示す図である。
【図12】1073Kで熱処理した試料のSEM写真。
【図13】1273Kで熱処理した試料のSEM写真。
【図14】1373Kで熱処理した試料のSEM写真。
【図15】1073Kで熱処理した試料の熱処理時間と水素透過係数の関係を示す図である。
【図16】1273Kで熱処理した試料の熱処理時間と水素透過係数の関係を示す図である。
【図17】1373Kで熱処理した試料の熱処理時間と水素透過係数の関係を示す図である。
【図18】1073Kで熱処理した試料の水素透過係数(Φ)のアレニウスプロットを示す図である。
【図19】1273Kで熱処理した試料の水素透過係数(Φ)のアレニウスプロットを示す図である。
【図20】1373Kで熱処理した試料の水素透過係数(Φ)のアレニウスプロットを示す図である。
【図21】圧延した後、1073Kで熱処理した試料の熱処理時間と水素透過係数(Φ)の関係を示す図である。
【図22】圧延した後、1073Kで熱処理した試料の熱処理時間と水素透過係数の温度依存性を示す図である。
【図23】圧延した後、1273Kで熱処理をした試料の熱処理時間と水素透過係数の関係を示す図である。
【図24】圧延した後、1273Kで熱処理をした試料の熱処理時間と水素透過係数の温度依存性を示す図である。
【図25】図21,22,23で用いた合金のSEM写真である。
【図26】圧延後に1373Kで熱処理をした試料の水素透過係数と熱処理時間の関係を示す図である。
【図27】圧延後(r=50%)に1373Kで熱処理をした試料の水素透過係数とその温度依存性を示す図である。
【図28】図26,27のSEM写真である。
【図29】膜厚と水素透過流量Jおよび水素透過係数Φの関係を示す図である
【技術分野】
【0001】
本発明は、高純度水素を製造するために用いられる、水素分離・精製用複相合金の製造方法に関し、特にNb−Ti―Ni系の新規な合金組成からなる水素分離・精製用複相合金の製造方法に関する。
【背景技術】
【0002】
燃料電池用の燃料である水素は、自然界では単独に存在しないため、人工的に製造する必要がある。太陽熱等の再生可能な自然エネルギーを用いて作った電気で水を分解して水素を製造するのが理想であるが、現状の技術レベルではコストが高く、適用困難である。 当面は天然ガス(メタン)等を水蒸気改質して水素を製造するのが現実的と考えられる。水蒸気改質は以下のような化学反応を用いて水素を得るものである。この反応でH2のみを取り除けば、ル・シャトリエの法則に従って平衡は右側にずれ、より高い転換率を得ることができ、また反応温度を下げることでエネルギーロスを抑えることができ、水素製造コストの低減化が図れる。水素を選択的に取り除くために利用されるのが水素透過合金膜である。水素透過合金膜は水素のみが透過する。
【0003】
【数1】
【0004】
水素は金属の結晶格子内に侵入型不純物の形で侵入し、窒素や炭素および酸素に比べて拡散速度が十数桁大きい特徴がある。水素透過合金膜はこのような水素の特性を利用したものである。不純水素を分離・精製するには、水素透過合金膜を挟んで供給側の不純水素を高圧にし、一方、純水素を収集する側を低圧にして圧力差を発生させる。高圧側の水素分子は合金膜表面で原子状水素に解離し、金属内に固溶する。圧力差によって生じる金属膜内の水素濃度勾配を駆動力として水素原子は高圧側から低圧側へ拡散し、低圧側で再結合して水素分子となり低圧側に流れる。この際、水素以外の不純物気体は高圧側で原子状に解離できず、また金属内での拡散速度も水素原子に比べて遙かに遅いため低圧側へ透過することはできない。金属膜を用いた方法によれば、理論的には純度100%の水素を得ることができ、実際に99.999999%純度の水素を得ることができる。現在、実用化されている水素透過合金膜はPdをベースとした合金であるがPdは非常に希少で高価な金属であるため、それに代わる安価な合金の開発が求められている。
【0005】
また、別の系として、例えば特許文献1に記載されるようなNb−Ni系、特許文献2に記載されるようなNb−(Ni,Co,Mo)-(V,Ti,Zr,Ta,Hf)系の水素透過合金が検討されている。
【特許文献1】特開2001−170460号公報(0026)
【特許文献2】特開2004−42017号公報(0007〜0011、表1)
【発明の開示】
【発明が解決しようとする課題】
【0006】
水素透過合金には大きい水素透過係数と高い耐水素脆化性が求められる。ここで、水素を多く固溶すると水素透過係数が向上するが、同時に水素脆化が顕著になる。つまり、水素透過係数の増大と耐水素脆化性は相反しており、単相(固溶体)合金で両立させることは、一般に極めて困難であり、組成の組合せについては未だ検討の余地が残る。
【0007】
また、水素透過合金は薄板(膜)で使用すると、より多くの水素を効率よく製造でき、低コスト化が図れる。薄板を作製する方法としては(1)合金を薄くスライスする。(2)液体急冷によるアモルファス膜の作製。(3)圧延、などが考えられる。このうちスライスは時間やコストがかかり、さらに広面積の膜を作製すことは容易ではない。液体急冷は薄膜を一気に短時間で作ることができるものの、幅の広い膜、および厚さを変えた薄板を作製することが技術的に難しい。一方、圧延は単純、簡単、低コストで広面積の膜を作ることができ、工業的にも広く用いられ、技術的にも発達している。もし圧延という簡易な方法で薄板を作製できれば安価で優れた水素透過特性を有する合金膜を大量生産することができると期待される。よって水素透過合金の圧延加工性は重要な項目と言える。
【0008】
よって本発明では、大きな圧延加工性を有し、かつ水素透過係数が大きい水素分離・精製用複相合金の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者は、合金組成として、Nb-Ti-Ni系の水素分離・精製用複相合金を用い、この合金を1000℃超で100時間以上熱処理することで、上記の目的である水素透過係数が高く、かつ優れた冷間加工性を有する水素分離・精製用複相合金が得られることを知見した。また、塑性加工を施したものであっても1100℃超で熱処理すれば、後述するようにTiNi相の組織だけでなく、Nb−Ti相の組織の再結晶化がなされ、鋳造ままのNb-Ti-Ni系の水素分離・精製用複相合金とほぼ同等の水素透過係数が得られる。これにより得られる水素分離・精製用複相合金は、水素透過性を担う相と耐水素脆化性を担う相との複合相からなることを特徴とするNb−Ti−Ni系合金であって、水素透過能を主に担うNbを主成分とする相(初晶)の平均結晶粒径(dc)が10〜30μmであることを特徴とする。
【0010】
本発明では、Nb-Ti-Ni系の合金を用いるため、薄膜化する塑性加工手段として圧延加工を採用できる。圧延率は10%以上、さらには30%以上とすることも可能である。これにより、Nb-Ti-Ni系の水素分離・精製用複相合金の厚さを0.05〜3mmにすることができ、高い水素透過性能を得ることができる。
【0011】
前記Nb−Ti−Ni系合金は、例えば、不活性ガス雰囲気中のアーク溶解法、不活性ガス雰囲気中若しくは真空中の高周波誘導加熱溶解法、真空中の電子ビーム溶解法、又はレーザ加熱溶解法などにより溶解して作製することができる。水素分離・精製用複相合金の表面の被処理原料を流す側と精製水素を取り出す側との両側にPd膜またはPd合金膜を形成して、最終形態とすることも可能である。
【0012】
本発明で使用するNb−Ti−Ni系合金の組成は、原子%で、Nb100-x-yTiyNix(ただし、x=5〜45、y=15〜55であり、Nbは10〜75)からなることを特徴とする。Ni量が5%未満では水素透過係数が低く、また45%を超えると脆くなり、圧延などの塑性加工が難しくなる。Tiが55%を超えると水素透過係数が低く、また15%未満では脆くなり、圧延などの塑性加工が難しくなる。Ni元素の一部を、Ni元素に対して上限を50%として、Ag,Al,Cr,Cu,Ga,Zn,Fe,Mn等の元素で置換することも可能である。好ましくは20%以下とする。また、Tiの一部を、Ti元素に対して上限を10%として、他の4A族の元素と置換することも可能である。また、Nbの一部を、Nb元素に対して上限を10%として、他の5A族の元素と置換することも可能である。この合金はbcc-(Nb,Ti)固溶体とB2-NiTi化合物の2相から主に成る。Nb-Ti相は水素を固溶し、拡散させることで水素透過特性を担う。一方、NiTi相は水素脆化しにくく、水素中での機械的性質を担う。つまり役割分担により優れた水素透過特性と耐水素脆性を併せ持つ新合金が実現した。さらにNb-Ti-Ni複相合金はPd基合金に比べて遙かに安価なことも魅力である。
【発明の効果】
【0013】
冷間圧延などの塑性加工により薄肉化しても、本発明を適用することで、水素透過係数(Φ)が鋳造材とほぼ同じ水素分離・精製用複相合金が得られる。また、Nb-Ti-Ni系複相水素透過合金を用いたため、優れた塑性加工性能を有し、熱処理を組み合わせたプロセスによって水素分離・精製用複相合金として高特性の薄板を作製できる。この方法により厚さ150μm以下の薄板を作製することも可能であり、さらに、厚さ120μmでも0.7MPa以上の圧力差に耐えられるという非常に優れた耐水素脆性の水素分離・精製用複相合金を提供できる。
【発明を実施するための最良の形態】
【0014】
実施例で行った再結晶温度の調査方法について延べる。合金試料を圧延率測定と同じ条件で、r=50%まで冷間強加工を加え、不透明石英管内に入れ、Ar置換後に石英管内を約6×10-3Paまで真空引きして封入した。石英管を電気炉内で573K〜1373Kで1時間焼きなました後に水焼入れした。表面を研磨し、微小ビッカース硬度計を用いて硬度を、また圧延機を用いて割れが発生するまで圧延加工を加えることによって再結晶温度を測定した。
【0015】
水素透過試験の方法を述べる。まず、酸化防止と水素の解離と再結合を容易にすることを目的として、作製したディスクにANELVA製RF,DC高周波マグネトロンスパッタ装置(SPF-430H)を用いてPdを被覆した。炉内をロータリーポンプおよびクライオポンプを用いて4.0×10-3Paまで真空引きしたあと、逆スパッタをRFパワー50Wで10分間行い、その後基盤を523Kまで加熱し、DCパワー0.05Wで本スパッタを5分間行い、Pdを約190nm被覆した。次に、Pd被覆したディスクを銅ガスケットの間に挟み透過装置にセットした。パイプ内をAr置換した後2.7×10-3Pa以下になるまで油拡散ポンプで真空引きし、炉を673Kまで加熱して40分間保持した。その後水素を導入して供給側水素圧を0.20MPa、透過側圧力を0.10MPaに調整して60分保持後に水素透過の測定を開始した。測定には純度7Nの高純度水素を用いて供給側の水素圧を0.20MPaから0.8MPaの範囲で行った。この操作を623K、573K、523Kでも同様に行った。測定は流量法を用いた。流量計はKOFLOK製MODEL3300を使用した。透過面積は2.46×10-5m2(直径5.6mmの真円形)である。
【0016】
本発明における組織観察および組成分析の方法を述べる。作製した試料の小片をアクリル製の圧力成型樹脂に埋め込み、研磨して鏡面仕上げにし、日本電子(株)製走査型電子顕微鏡(SEM,JSM5300)を用いて二次電子像および反射電子像を観察した。組成分析はオックスフォード・インスツルメンツ製エネルギー分散型X線分光器(EDS)を用いてX線スペクトル収集によって行った。
【0017】
金属膜を用いた水素透過では、水素流量JはJ=Φ(ΔP0.5)/Lより求めることができる。しかし、この式はフィックの第一法則およびジーベルツ則から導き出しているため、試料がジーベルツ則を満たしていなければならない。そこでJ×L vs ΔP0.5をグラフにプロットし、その直線性からジーベルツ則を満たすか検証した。また、この直線の傾きから水素透過係数(Φ)を求めた。
【0018】
以下本発明を実施例により説明するが、これら実施例により本発明が限定されるものではない。
【0019】
(実施例1)
本実験で用いた金属の純度(mass%)はNb=99.9%、Ti=99.5%、Ni=99.9%である。各金属を目的の組成が得られるように秤量した後、大亜真空製アーク溶解炉(ACM-DS-01S)を用いてAr雰囲気中で溶解してインゴットを作製した。合金作製手順は次の通りである。炉内をAr置換後に油拡散ポンプを用いて2.7×10-3Pa以下になるまで真空引きした後、Arガス(純度99.99%)を5×104Pa程度まで導入し、タングステン電極棒を用いてアーク放電した。Arガス中の不純物ガスを除去するため、試料溶解前にゲッターTiを約2分間溶解した。次いで合金試料をアーク電流400A以上で約2分間溶解した。その後、組成を均一にするために合金インゴットを裏返し約2分間溶解する作業を約10回行った。なお本実験で示す合金組成は全てmol%である。
アーク溶解で作製した合金からBROTHER製のHS-300ワイヤー放電加工機を用いて2.65×2.65×7mmの直方体状の圧延用試験片を切り出した。作製した試料をビューラメット製の耐水研磨紙を用いて研磨し、日本クロス圧延製の冷間2段圧延機(100Φ×100W)を用いて室温において徐々にロール間隔を狭め、わずかに割れが発生するまで冷間圧延を行った。圧延前の試料の厚さをT0、圧延後の試料の厚さをTとすると圧延率r(%)は以下の式で求めた。
【0020】
【数2】
【0021】
まず、Nb-Ti-Ni合金の圧延率の合金組成依存性を調査した。表1に実験を行った各種組成(公称組成)と(Nb-Ti-Ni)合金の冷間圧延率(r)を示す。図1はそれを図示したものである。金属間化合物TiNiと純Nbを結ぶ直線近傍で、ややTi過剰側の組成の合金が高い圧延率を持つことが分かる。この組成の合金はbcc-(Nb,Ti)固溶体相とB2-TiNi化合物の2相から成り、脆い金属間化合物を含まない。
Ti/Ni比が1/1から離れるほど圧延率が低下し脆くなる傾向にある。
【0022】
【表1】
【0023】
図2にTi/Ni比が1/1である(a)Nb40Ti30Ni30合金、それよりもTi過剰な(b)Nb40Ti40Ni20と(c)Nb40Ti50Ni10、およびNi過剰な(d)Nb40Ti25Ni35と(e)Nb40Ti20Ni40のXRD回折図形を示す。図3にそれぞれの合金のSEM写真を示す。XRD図形とSEM写真からわかるようにNb40Ti40Ni20やNb40Ti50Ni10などのTi過剰で、しかも脆い組成の合金は脆いTi2Ni金属間化合物を含む。他方、Ni過剰のNb40Ti25Ni35やNb40Ti20Ni40はNb8Ti3Ni9などの脆い金属間化合物を含む。金属間化合物は一般に延性に乏いが、脆い金属間化合物を第3相として含むと延性の低下が起こり、圧延率も低下すると考えられる。ここで、Hashiらが報告した水素透過能力に優れるNb40Ti30Ni30合金は冷間圧延によって70%以上の圧延が可能であり、非常に優れた冷間加工性を有すると言える。
【0024】
表2にNb=40 mol%の合金の圧延率と鋳造状態での673Kにおける水素透過係数(Φ)を示す。Nb40Ti30Ni30の圧延率が約70%であるのに対して、Nb40Ti31Ni29、Nb40Ti32Ni28、Nb40Ti33Ni27の圧延率は80%を超える。このことはNb量が多くなるほど顕著に現れる。図4は圧延試験に用いた元の試料片および延性の乏しい合金と優れた延性の合金を圧延した後の写真である。表2に示すようにNb40Ti28Ni32とNb40Ti36Ni24はNb40Ti30Ni30、Nb40Ti32Ni28、およびNb40Ti34Ni26に比べて圧延率がやや低いが、図5に示すXRD図形からの同定は難しいものの、TiNi相以外の金属間化合物を第3相として微量に含んでいると推測される。鋳造状態での水素透過係数もNb40Ti28Ni32合金と Nb40Ti36Ni24合金はNb40Ti30Ni30合金、Nb40Ti32Ni28合金およびNb40Ti34Ni26合金に比べて低い。このことからNb-Ti-Ni複相合金においてはNb-Ti相、TiNi相以外の金属間化合物相がXRD図形からの同定が難しいほど僅かしか存在しなくても、機械的性質や水素透過係数に悪影響を及ぼすと考えられる。
【0025】
【表2】
【0026】
(実施例2)
冷間圧延がNb40Ti30Ni30合金の水素透過係数(Φ)に及ぼす影響を調べた。図6に圧延加工率と水素透過係数の関係を、図7に各圧延率の合金の水素透過係数(Φ)の温度依存性を、それぞれ示す。なお、加工後のディスクの厚さは0.5~0.8mmである。図に見られるように、加工度が大きくなるほど水素透過係数が低下する。673Kの水素透過係数Φ673は鋳造状態ではΦ673=1.78×10-8[mol H2 m-1 s-1 Pa-0.5]であるが、圧延率(r)50%の試料はΦ673=5.66×10-9[mol H2 m-1 s-1 Pa-0.5]まで低下する。
図8のSEM写真が示すように、Nb-Ti初晶が圧延によって押しつぶされており、この組織の歪み、さらに加工によって増殖した空孔や転位などの欠陥が水素の拡散や固溶に影響を与え、結果として圧延によりΦが低下したと推測される。なお、圧延後の試料も水素透過試験中に割れが発生することはなかった。よって圧延後の試料も鋳造状態の試料と同じく、耐水素脆性に優れていると言える。
【0027】
(実施例3)
Nb40Ti30Ni30合金の再結晶温度を測定した。図9および図10に圧延率(r)50%まで圧延した後、573K〜1373Kで1時間焼きなまし処理したNb40Ti30Ni30合金の硬度と圧延率の変化をそれぞれ示す。硬度は873K以上の焼きなましで急速に低下する。また、圧延率は1073K以上の焼きなましで向上することとも一致し、1073K付近以上で再結晶が起こり、再加工が可能になった。厚さ0.8mmのNb40Ti30Ni30合金を0.3mmまで圧延した後に、1273Kで1時間熱処理し、その後さらに圧延して、厚さ150μm以下のディスクを作製することに成功した。
図11は(a)圧延前のNb40Ti30Ni30合金、(b)圧延率70%まで圧延を加えたNb40Ti30Ni30合金および(c)70%まで圧延を加えた後、1273Kで1時間焼きなましてからさらに圧延機の限界まで圧延したNb40Ti30Ni30合金の写真である。
【0028】
(実施例4)
熱処理による組織の変化を調べた。図12、13および図14は、それぞれ1073K、1273K、および1373Kで熱処理した試料のSEM写真である。組織変化に着目すると、熱処理時間の経過により徐々にNb-TiとTiNiの共晶組織が失われていることがわかる。1073K、1273Kで熱処理した試料はNb-Ti初晶、粒径1μm程度の細かいNb-Ti相、およびTiNi相から成る。一方、1373Kで熱処理した試料は1時間熱処理した時点では1073K、1273Kと同じくNb-Ti初晶、粒径の小さいNb-Ti相、TiNi相から成っている。しかし、時間の経過とともにNb-Ti相の粒径が成長し168時間熱処理した時点で粒径が10〜30μm程度まで大きくなる。水素透過合金の初晶の平均結晶粒径(dc)の測定例については、図12〜14と同様にSEM写真による断面の写真を異なる任意の視野で合計5枚撮影し、各々に対角線を引いて、各対角線上に存在する結晶粒の占める線分長さをその結晶粒の数で除して平均結晶粒径(dc)を求めた。
粒成長および拡散に必要な温度はおよそTm/2(Tm:融点)程度以上であると言われ、Nbの融点が2742KであるのでNb-Ti相がTiNi相を隔てた長い距離を拡散するにはおよそ1371K必要と推測できる。Tm/2以下である1073K、1273Kでは原子の拡散距離が短く、粒成長にも不十分な温度であるために細かいNb-Ti相を形成し、一方1373Kで熱処理した試料は原子の長距離拡散、および粒成長が可能なため小さなNb-Ti相が互いを食いあうような形で大きく成長し、粒形の大きなNb-Ti相とTiNi相からなる組織となったと考えられる。
【0029】
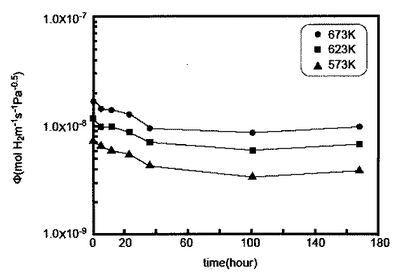
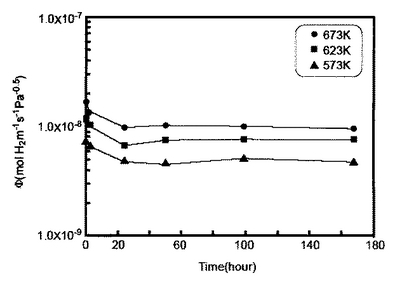
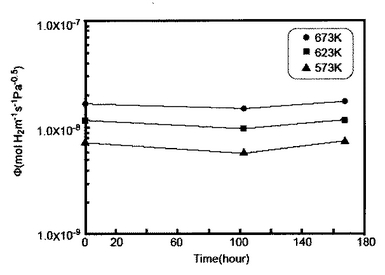
(実施例5)
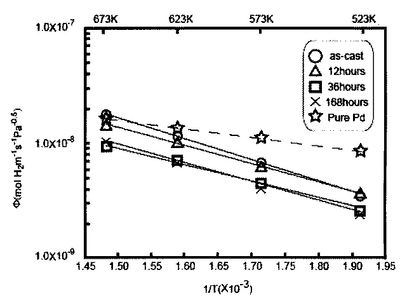
熱処理が透過係数Φに及ぼす影響を調べた。図15、図16および図17にそれぞれ1073K、1273Kおよび1373Kで熱処理した試料の熱処理時間と水素透過係数の関係を示す。1073K、1273Kで熱処理した試料の水素透過係数は共晶組織が失われるとともに低下し、Φ673=1.0×10-8[mol H2 m-1 s-1 Pa-0.5]まで低下した。その後、長時間熱処理を続けても水素透過係数はほぼ一定で変化はなかった。他方、1373Kで熱処理した試料の組織は1073Kと1273Kで熱処理した試料と同様に共晶組織は消失した。しかし、1373Kで100時間熱処理すると水素透過係数(Φ)は低下するが、1週間(168時間)熱処理をすると水素透過係数(Φ)は673Kにおいて熱処理前の共晶組織を持つ合金に近い値まで回復した。したがって、必ずしも共晶組織が耐水素脆化性に不可欠ではないと言える。なお、図18、図19および図20に1073K,1273Kおよび1373Kで熱処理した試料の水素透過係数(Φ)のアレニウスプロットを示す。
【0030】
各組織の合金の673Kにおける水素透過係数を表3に示す。実験結果から考察すると以下のようなことが推測できる。
(1)Nb6Ti42Ni42合金とNb20Ti40Ni40合金を比較するとNb-TiとTiNiの共晶組織はTiNi単相よりも水素透過に有利である。(2)Nb20Ti40Ni40合金とNb40Ti30Ni30合金を比較することで共晶組織のみよりも初晶Nb-Ti相を持つ方が水素透過係数は向上する。(3)1073K,1272Kで168時間熱処理したNb40Ti30Ni30合金の水素透過係数が低下したことより、共晶組織を失うことで水素拡散係数が低下し、さらに微細Nb-Ti相を持つことでは水素透過係数はあまり向上しないと考えられる。(4)1373Kで168時間熱処理したNb40Ti30Ni30合金の水素透過係数が673Kで鋳造状態とほぼ同じ値を示し、それ以下の温度では鋳造状態より高い値を示したことより、粗大Nb-Ti相を持つことで水素拡散係数Dの温度依存性および水素個溶度Kに何らかの影響があると推測できる。なお、熱処理後の試料も水素透過試験中に割れは発生しなかった。
【0031】
【表3】
【0032】
(実施例6)
圧延-熱処理後(r=50%)のNb40Ti30Ni30合金の水素透過係数について調べた。まず、圧延後(r=50%)、1073K,1273Kで熱処理した試料を用いた。図21および図22に圧延率50%まで圧延した後、1073Kで熱処理した試料の熱処理時間と水素透過係数(Φ)の関係および水素透過係数の温度依存性を、図23および図24は圧延率50%まで圧延した後、1273Kで熱処理をした試料の熱処理時間と水素透過係数の関係および水素透過係数の温度依存性である。圧延率50%まで圧延したNb40Ti30Ni30合金の水素透過係数(Φ)は673KにおいてΦ=5.66×10-9[mol H2 m-1 s-1 Pa-0.5]まで低下し、熱処理時間と水素透過係数の関係のグラフからわかるように1073Kと1273Kでの熱処理後も水素透過係数は低下したままであった。図25のSEM写真からわかるように冷間圧延後1073K、1273Kで熱処理した試料の組織は歪んだNb-Ti初晶、微細なNb-Ti相、TiNi相から成っている。これより1073K、1273Kでの熱処理によってTiNi相の組織は回復されるが、Nb-Ti相の組織の再結晶には不十分であると推測できる。
【0033】
(実施例7)
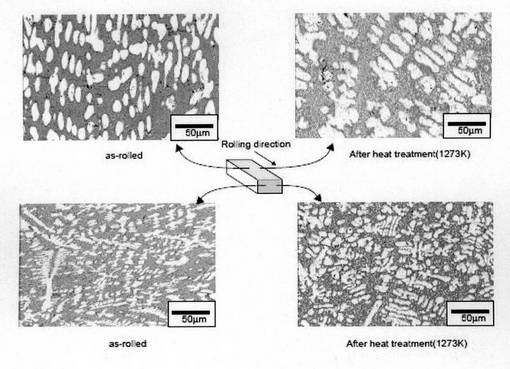
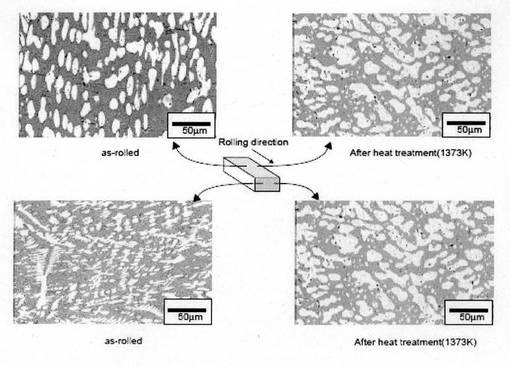
図26および図27に圧延後(r=50%)に1373Kで熱処理をした試料の水素透過係数と熱処理時間の関係、および水素透過係数の温度依存性を示す。熱処理時間とともに水素透過係数が向上し、1週間熱処理をすると鋳造状態とほぼ同じ水素透過係数(Φ)を示した。
図28の組織のSEM写真を見ると圧延方向に対して異方性を持っているものの、圧延しないで熱処理をした試料と同様に粒径の大きいNb-Ti相とTiNi相から成っている。1073K,1273Kでの熱処理と1373Kでの熱処理で透過係数に及ぼす効果が大きく異なる原因として、Nb40Ti30Ni30合金においては1073K,1273K はTm/2以下であり、1373KはTm/2以上であることが大きく関係していると考えられる。
図29に膜厚と圧力差0.2MPaの時の水素透過流量Jおよび水素透過係数Φの関係を示す。膜厚が薄くなると、Jの式からもわかるようにΦが一定でも1/Lに比例して水素透過流量Jは増える。すなわち膜厚を薄くすることが水素透過係数Φの向上と同じく、水素透過流量Jを増やすことに有効である。なお、加工-熱処理後の試料も水素透過試験中に割れが発生することはなかった。
【図面の簡単な説明】
【0034】
【図1】組成と圧延率との関係を示す図である。
【図2】本発明に用いた水素分離・精製用複相合金のXRD回折図形である。
【図3】図2の合金のSEM写真である。
【図4】圧延の状態を示す図である。
【図5】図4に示す水素分離・精製用複相合金のXRD回折図形である。
【図6】Nb40Ti30Ni30合金の圧延加工率と水素透過係数の関係を示す図である。
【図7】各圧延率の合金の水素透過係数(Φ)の温度依存性を示す図である。
【図8】図6のSEM写真である。
【図9】圧延率(r)50%まで圧延した後、573K〜1373Kで1時間焼きなまし処理したNb40Ti30Ni30合金の硬度を示す図である。
【図10】圧延率(r)50%まで圧延した後、573K〜1373Kで1時間焼きなまし処理したNb40Ti30Ni30合金の圧延率を示す図である。
【図11】圧延の状態を示す図である。
【図12】1073Kで熱処理した試料のSEM写真。
【図13】1273Kで熱処理した試料のSEM写真。
【図14】1373Kで熱処理した試料のSEM写真。
【図15】1073Kで熱処理した試料の熱処理時間と水素透過係数の関係を示す図である。
【図16】1273Kで熱処理した試料の熱処理時間と水素透過係数の関係を示す図である。
【図17】1373Kで熱処理した試料の熱処理時間と水素透過係数の関係を示す図である。
【図18】1073Kで熱処理した試料の水素透過係数(Φ)のアレニウスプロットを示す図である。
【図19】1273Kで熱処理した試料の水素透過係数(Φ)のアレニウスプロットを示す図である。
【図20】1373Kで熱処理した試料の水素透過係数(Φ)のアレニウスプロットを示す図である。
【図21】圧延した後、1073Kで熱処理した試料の熱処理時間と水素透過係数(Φ)の関係を示す図である。
【図22】圧延した後、1073Kで熱処理した試料の熱処理時間と水素透過係数の温度依存性を示す図である。
【図23】圧延した後、1273Kで熱処理をした試料の熱処理時間と水素透過係数の関係を示す図である。
【図24】圧延した後、1273Kで熱処理をした試料の熱処理時間と水素透過係数の温度依存性を示す図である。
【図25】図21,22,23で用いた合金のSEM写真である。
【図26】圧延後に1373Kで熱処理をした試料の水素透過係数と熱処理時間の関係を示す図である。
【図27】圧延後(r=50%)に1373Kで熱処理をした試料の水素透過係数とその温度依存性を示す図である。
【図28】図26,27のSEM写真である。
【図29】膜厚と水素透過流量Jおよび水素透過係数Φの関係を示す図である
【特許請求の範囲】
【請求項1】
水素透過性を担う相と耐水素脆化性を担う相との複合相からなるNb−Ti−Ni系合金に1000℃超、100時間以上の熱処理を施すことを特徴とするNb−Ti−Ni系の水素分離・精製用複相合金の製造方法。
【請求項2】
水素透過性を担う相と耐水素脆化性を担う相との複合相からなるNb−Ti−Ni系合金に塑性加工を施し、その後1000℃超の熱処理を施すことを特徴とする水素分離・精製用複相合金の製造方法。
【請求項3】
前記塑性加工は圧延加工であり、圧延率が10%以上であることを特徴とする請求項2に記載の水素分離・精製用複相合金の製造方法。
【請求項4】
前記塑性加工により厚さを0.05〜3mmにしたことを特徴とする請求項2または3に記載の水素分離・精製用複相合金の製造方法。
【請求項5】
前記Nb−Ti−Ni系合金を不活性ガス雰囲気中のアーク溶解法、不活性ガス雰囲気中若しくは真空中の高周波誘導加熱溶解法、真空中の電子ビーム溶解法、又はレーザ加熱溶解法により溶解して作製することを特徴とする請求項1〜4のいずれかに記載の水素分離・精製用複相合金の製造方法。
【請求項6】
前記水素分離・精製用複相合金の表面の被処理原料を流す側と精製水素を取り出す側との両側にPd膜またはPd合金膜を形成することを特徴とする請求項1〜5のいずれかに記載の水素分離・精製用複相合金の製造方法。
【請求項7】
前記Nb−Ti−Ni系合金が、原子%で、Nb100-x-yTiyNix(ただし、x=5〜45、y=15〜55である)からなることを特徴とする請求項1〜6のいずれかに記載の水素分離・精製用複相合金の製造方法。
【請求項8】
水素透過性を担う相と耐水素脆化性を担う相との複合相からなることを特徴とするNb−Ti−Ni系合金において、水素透過能を主に担うNbを主成分とする相(初晶)の平均結晶粒径(dc)が10〜30μmであることを特徴とする水素分離合金。
【請求項1】
水素透過性を担う相と耐水素脆化性を担う相との複合相からなるNb−Ti−Ni系合金に1000℃超、100時間以上の熱処理を施すことを特徴とするNb−Ti−Ni系の水素分離・精製用複相合金の製造方法。
【請求項2】
水素透過性を担う相と耐水素脆化性を担う相との複合相からなるNb−Ti−Ni系合金に塑性加工を施し、その後1000℃超の熱処理を施すことを特徴とする水素分離・精製用複相合金の製造方法。
【請求項3】
前記塑性加工は圧延加工であり、圧延率が10%以上であることを特徴とする請求項2に記載の水素分離・精製用複相合金の製造方法。
【請求項4】
前記塑性加工により厚さを0.05〜3mmにしたことを特徴とする請求項2または3に記載の水素分離・精製用複相合金の製造方法。
【請求項5】
前記Nb−Ti−Ni系合金を不活性ガス雰囲気中のアーク溶解法、不活性ガス雰囲気中若しくは真空中の高周波誘導加熱溶解法、真空中の電子ビーム溶解法、又はレーザ加熱溶解法により溶解して作製することを特徴とする請求項1〜4のいずれかに記載の水素分離・精製用複相合金の製造方法。
【請求項6】
前記水素分離・精製用複相合金の表面の被処理原料を流す側と精製水素を取り出す側との両側にPd膜またはPd合金膜を形成することを特徴とする請求項1〜5のいずれかに記載の水素分離・精製用複相合金の製造方法。
【請求項7】
前記Nb−Ti−Ni系合金が、原子%で、Nb100-x-yTiyNix(ただし、x=5〜45、y=15〜55である)からなることを特徴とする請求項1〜6のいずれかに記載の水素分離・精製用複相合金の製造方法。
【請求項8】
水素透過性を担う相と耐水素脆化性を担う相との複合相からなることを特徴とするNb−Ti−Ni系合金において、水素透過能を主に担うNbを主成分とする相(初晶)の平均結晶粒径(dc)が10〜30μmであることを特徴とする水素分離合金。
【図1】

【図2】
【図5】
【図6】
【図7】
【図9】
【図10】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図26】
【図27】
【図29】
【図3】
【図4】
【図8】
【図11】
【図12】
【図13】
【図14】
【図25】
【図28】
【図2】
【図5】
【図6】
【図7】
【図9】
【図10】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図26】
【図27】
【図29】
【図3】
【図4】
【図8】
【図11】
【図12】
【図13】
【図14】
【図25】
【図28】
【公開番号】特開2006−274298(P2006−274298A)
【公開日】平成18年10月12日(2006.10.12)
【国際特許分類】
【出願番号】特願2005−91368(P2005−91368)
【出願日】平成17年3月28日(2005.3.28)
【出願人】(000005083)日立金属株式会社 (2,051)
【出願人】(504238806)国立大学法人北見工業大学 (80)
【Fターム(参考)】
【公開日】平成18年10月12日(2006.10.12)
【国際特許分類】
【出願日】平成17年3月28日(2005.3.28)
【出願人】(000005083)日立金属株式会社 (2,051)
【出願人】(504238806)国立大学法人北見工業大学 (80)
【Fターム(参考)】
[ Back to top ]