
水素製造装置

【課題】カソード側が高圧になってもアノード給電体の変形を防止できる水素製造装置を提供する。
【解決手段】固体高分子膜2の両側に設けられた給電体3,4と、セパレータ5,6とを備える。カソード側で生成した水素ガスにより、固体高分子膜2とアノード側給電体4とがアノード側セパレータ6方向に押圧される。アノード側セパレータ6は、水素ガスの圧力に抗して形状を維持できる材料からなり、流体通路領域19bとフレーム領域20bとを備える。アノード給電体4は流体通路領域19bに対向する多孔質部材16と、多孔質部材16と対等の厚さを有し、フレーム領域20bに対向する非多孔質部材17とからなる。カソード給電体3は、カソード側セパレータ5の流体通路領域19aに対向する多孔質部材のみからなる。
【解決手段】固体高分子膜2の両側に設けられた給電体3,4と、セパレータ5,6とを備える。カソード側で生成した水素ガスにより、固体高分子膜2とアノード側給電体4とがアノード側セパレータ6方向に押圧される。アノード側セパレータ6は、水素ガスの圧力に抗して形状を維持できる材料からなり、流体通路領域19bとフレーム領域20bとを備える。アノード給電体4は流体通路領域19bに対向する多孔質部材16と、多孔質部材16と対等の厚さを有し、フレーム領域20bに対向する非多孔質部材17とからなる。カソード給電体3は、カソード側セパレータ5の流体通路領域19aに対向する多孔質部材のみからなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、水素製造装置に関するものである。
【背景技術】
【0002】
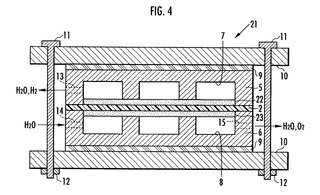
従来、図4に示すように、固体高分子膜2と、その両側に相対向して設けられたカソード給電体22、アノード給電体23と、各給電体22,23に積層されたセパレータ5,6とを備える高圧水素製造装置21が知られている(例えば特許文献1参照)。
【0003】
高圧水素製造装置21では、例えば各セパレータ5,6に各給電体22,23が露出する流体通路7,8を設け、アノード側セパレータ6の流体通路8に水を供給すると共に、カソード側セパレータ5の流体通路7から水素ガスを取り出すように構成される。前記各給電体22,23は、それぞれセパレータ5,6を介して通電されるようになっている。また、各給電体22,23は多孔質部材からなり、流体が流通自在とされている。このような多孔質部材として、例えばチタン粉末等の導電性粒子が焼結されてなる部材が知られている(例えば特許文献2参照)。
【0004】
高圧水素製造装置21によれば、アノード側セパレータ6の流体通路8に水を供給すると共に、カソード給電体22とアノード給電体23とに通電すると、流体通路8に供給された水がアノード給電体23で電気分解され、水素イオンと酸素ガスとが生成する。前記水素イオンは、固体高分子膜2を透過してカソード給電体22側に移動し、カソード給電体22から電子を受け取って水素ガスとなる。
【0005】
この結果、高圧水素製造装置21では、カソード側セパレータ5の流体通路7に高圧の水素を得ることができる。一方、アノード側セパレータ6の流体通路8で生成した酸素は、前記水と共に流体通路8に設けられた排水口15から排出される。
【0006】
しかしながら、高圧水素製造装置21では、前記のように酸素を排出すると、カソード側とアノード側とで圧力のバランスが崩れ、カソード側セパレータ5の流体通路7で生成した水素の圧力により、固体高分子膜2とアノード給電体23とがセパレータ6方向に押圧されるという不都合がある。
【0007】
ここで、アノード給電体23は前記多孔質部材からなるが、前記のように押圧されると厚さ方向に圧縮されて厚さが低減する一方、厚さと直交する方向に展延される。この結果、前記多孔質部材からなるアノード給電体23の端縁が、固体高分子膜2に対して相対的に移動し、固体高分子膜2を損傷することがある。
【0008】
また、アノード給電体23の厚さが低減すると、固体高分子膜2がアノード給電体23側に圧縮されて変形し、固体高分子膜2とカソード給電体22との間に間隙を生じる。前記間隙が生じると、固体高分子膜2とカソード給電体22との接触抵抗が増大し、高圧水素製造装置21の性能が低下する。
【特許文献1】特表2003−523599号公報
【特許文献2】特開2004−71456号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、かかる不都合を解消して、カソード側が高圧になったときに、アノード給電体の変形を防止することができる水素製造装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
かかる目的を達成するために、本発明は、固体高分子膜と、該固体高分子膜のカソード側、アノード側両側に相対向して設けられた1対の給電体と、各給電体に積層されたセパレータと、各セパレータに設けられ各給電体が露出する流体通路とを備え、アノード側セパレータの流体通路に水を供給すると共に各給電体に通電することにより、アノード側セパレータの流体通路に供給された水を電気分解し、カソード側セパレータの流体通路に高圧の水素ガスを得て、カソード側セパレータの流体通路で得た水素ガスの圧力により、固体高分子膜とアノード給電体とがアノード側セパレータ方向に押圧される水素製造装置において、該アノード側セパレータは、カソード側セパレータの流体通路に得られる水素ガスの圧力に抗して形状を維持できる材料からなり、該流体通路が設けられている流体通路領域と、該流体通路領域の外周側に設けられたフレーム領域とを備え、アノード給電体は該固体高分子膜と該アノード側セパレータとに密着して配設されており、導電性粒子が焼結されてなり該流体通路領域に対向する領域を占める多孔質部材と、該多孔質部材と対等の厚さを有し、該フレーム領域に対向する領域を占めて該多孔質部材を取り囲み該多孔質部材の厚さと直交する方向への変形を規制する非多孔質部材とからなり、カソード給電体は、カソード側流体通路が設けられている流体通路領域に対向する領域を占める多孔質部材のみからなることを特徴とする。
【0011】
本発明の水素製造装置では、前記アノード給電体は、前記多孔質部材と、前記非多孔質部材とにより構成されており、該多孔質部材が前記流体通路領域に対向している。そこで、前記カソード側セパレータの流体通路に得られる水素ガスの圧力は、前記多孔質部材に作用し、該多孔質部材を前記アノード側セパレータ方向に押圧することになる。
【0012】
ところが、本発明の水素製造装置では、前記アノード給電体は、前記固体高分子膜と前記アノード側セパレータとに密着して配設されており、該アノード側セパレータは前記水素ガスの圧力に抗して形状を維持できる材料により構成されている。また、前記アノード給電体の前記多孔質部材は、前記非多孔質部材に取り囲まれている。そこで、前記多孔質部材は、前記水素ガスの圧力により前記アノード側セパレータ方向に押圧されたときに、厚さ方向では該アノード側セパレータに当接して該アノード側セパレータ自体により変形が規制され、厚さ方向に直交する方向では前記非多孔質部材により変形が規制される。
【0013】
この結果、本発明の水素製造装置によれば、前記アノード給電体の端縁が移動することがなく、前記固体高分子膜が該端縁により損傷を受けることを防止することができる。また、本発明の水素製造装置によれば、前記アノード給電体の厚さが低減されることがないので、前記固体高分子膜と前記カソード給電体との間に間隙を生じることがなく、両者の接触抵抗が増大することを防止することができる。
【0014】
前記カソード給電体は、前記水素ガスの圧力が作用しないので、変形防止のために前記非多孔質部材を備える必要がなく、前記カソード側セパレータの流体通路が設けられている流体通路領域に対向する領域を占める多孔質部材のみから構成することができる。前記カソード給電体は、前記多孔質部材のみからなることにより安価に製造することができる。前記多孔質部材としては、例えばチタン粉末が焼結されてなるもの等を挙げることができる。
【0015】
前記アノード給電体としては、例えばチタン粉末が焼結されてなる前記多孔質部材と、前記多孔質部材とは別部材であり、チタンからなる前記非多孔質部材とからなるものを挙げることができ、前記非多孔質部材としては、チタン製板材等を挙げることができる。また、前記水素ガスの圧力により前記固体高分子膜が前記アノード給電体に押圧されたときに、該固体高分子膜の損傷をさけるために、該アノード給電体は前記多孔質部材と前記非多孔質部材との境界が平滑になるように接合されていることが好ましい。
【0016】
前記アノード給電体は、チタン粒子が焼結されてなる前記多孔質部材とチタンからなる前記非多孔質部材とが、圧入、電子ビーム溶接、拡散接合からなる群から選ばれる1種の方法により一体化された後、該固体高分子膜に当接する面にスライス加工又は表面研削を施すことにより、該多孔質部材と該非多孔質部材との境界が段差無く平滑に接合されていることが好ましい。前記多孔質部材と前記非多孔質部材とは前記いずれかの方法により容易に接合することができ、しかも両者の境界を段差なく平滑にすることができる。
【発明を実施するための最良の形態】
【0017】
次に、添付の図面を参照しながら本発明の実施の形態についてさらに詳しく説明する。図1は本実施形態の高圧水素製造装置の構成を示す説明的断面図であり、図2は図1の高圧水素製造装置に用いるアノード給電体の構成を示す平面図であり、図3は図1に示す高圧水素製造装置の要部組み立て図である。
【0018】
図1に示すように、本実施形態の高圧水素製造装置1は、固体高分子膜2と、その両側に相対向して設けられたカソード給電体3、アノード給電体4と、各給電体3,4に積層されたセパレータ5,6と、各セパレータ5,6に設けられ各給電体3,4が露出する流体通路7,8とを備えている。
【0019】
固体高分子膜2、各給電体3,4、各セパレータ5,6は、セパレータ5,6に積層された絶縁部材9,9を介してエンドプレート10,10に挟持されており、エンドプレート10,10に取着されたボルト11とナット12とにより押圧されて相互に密着せしめられている。また、カソード側セパレータ5は流体通路7に連通する水素取出口13を備え、アノード側セパレータ6は流体通路8に連通する給水口14と排水口15とを備えている。そして、各給電体3,4は、それぞれセパレータ5,6を介して通電されるようになっている。
【0020】
高圧水素製造装置1において、固体高分子膜2は陽イオン透過膜であり、例えばNafion(デュポン社製)やAsplex(旭化成社製)等を用いることができる。固体高分子膜2は、アノード側には例えば白金触媒を含む触媒層(図示せず)を備え、カソード側には例えばRuIrFeOX触媒を含む触媒層(図示せず)を備えている。
【0021】
アノード給電体4は、図2に示すように、多孔質チタン焼結体16と、多孔質チタン焼結体16の周囲を取り囲むチタンプレート17とからなる。多孔質チタン焼結体16は、例えば、チタンの溶融飛沫を飛散中に凝固させるガスアトマイズ法により製造された球状ガスアトマイズチタン粉末を所定形状の焼結容器に充填して真空焼結することにより得られたものを用いることができる。チタンプレート17は、実質的に非多孔質体である。
【0022】
アノード給電体4は、図2(a)に示すように、円盤状に形成された多孔質チタン焼結体16aを、ドーナッツ状に形成されたチタンプレート17aの内周部に圧入することにより形成することができる。また、アノード給電体4は、図2(b)に示すように、矩形状に形成された多孔質チタン焼結体16bの周囲に、チタンプレート17b1,b2,b3,b4を電子ビーム溶接することにより形成するようにしてもよい。この場合、チタンプレート17b1,b2、チタンプレートb2,b3、チタンプレートb3,b4、チタンプレートb4,b1はそれぞれ溶接部18aにより裏面側から溶接接合される。また、多孔質チタン焼結体16bは、その四周でチタンプレート17b1,b2,b3,b4とそれぞれ溶接部18bにより裏面側から溶接接合される。尚、図2(b)の構成では、電子ビーム溶接に代えて拡散接合により接合するようにしてもよい。
【0023】
アノード給電体4は、前述のようにして多孔質チタン焼結体16とチタンプレート17とを一体化した後、固体高分子膜2に当接する面にスライス加工、表面研削等を施すことにより、多孔質チタン焼結体16とチタンプレート17との境界を、容易に段差のない平滑なものとすることができる。この結果、固体高分子膜2が多孔質チタン焼結体16とチタンプレート17との境界に押圧されて損傷を受けることを防止することができる。
【0024】
カソード給電体3は、多孔質チタン焼結体16と全く同一にして得られたものであり、多孔質チタン焼結体16と同一の形状を備えている。カソード給電体3は、カソード側セパレータ5の流体通路7に生成する水素ガスの圧力を受けることがないので、周囲にチタンプレート17を備えていなくてもよく、チタンプレート17を備えない分だけ安価に製造することができる。
【0025】
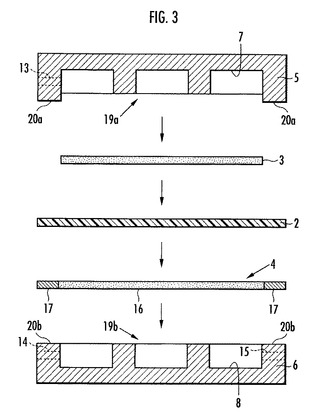
セパレータ5,6は、例えば非多孔質のチタン材料等に流体通路7,8を形成したものを用いることができる。ここで、カソード側セパレータ5は、図3に示すように、流体通路7が設けられている流体通路領域19aと、流体通路領域19aの外周側に設けられたフレーム領域20aとからなる。そして、カソード給電体3は、流体通路領域19aに対向する領域を占めるように配設される。
【0026】
また、アノード側セパレータ6は、図3に示すように、流体通路8が設けられている流体通路領域19bと、流体通路領域19bの外周側に設けられたフレーム領域20bとからなる。そして、アノード給電体4は、多孔質チタン焼結体16が流体通路領域19bに対向する領域を占め、チタンプレート17がフレーム領域20bに対向する領域を占めるように配設される。
【0027】
前記構成を備える高圧水素製造装置1では、給水口14から流体通路8に水を供給すると共に、セパレータ5,6を介してカソード給電体3とアノード給電体4とに通電すると、水の電気分解により、流体通路8内に水素イオン、電子、酸素ガスが生成する。次に、前記水素イオンは、カソード給電体3とアノード給電体4との電位差により、一部の水分子を伴って陽イオン透過膜である固体高分子膜2を透過し、カソード給電体3側に移動する。そして、前記水素イオンがカソード給電体3から電子を受け取って分子化することにより、流体通路7に高圧の水素ガスが得られる。
【0028】
一方、流体通路8内に生成した酸素ガスは、大部分の水と共に排水口15から排出されるが、このようにすると、カソード側とアノード側とで圧力のバランスが崩れる。この結果、カソード側セパレータ5の流体通路7に得られた高圧の水素ガスにより、固体高分子膜2とアノード給電体4の多孔質チタン焼結体16とがアノード側セパレータ6方向に押圧されることになる。
【0029】
このとき、高圧水素製造装置1では、アノード側セパレータ6は前述のように非多孔質のチタン材料等からなり、さらに流体通路8が形成されているために十分な厚さがあり、前記水素ガスの圧力に抗して変形することなく、形状を維持することが可能な剛性を備えている。そして、アノード給電体4はアノード側セパレータ6に密着して配設されている。また、アノード給電体4は、多孔質チタン焼結体16の周囲がチタンプレート17により取り囲まれた構成を備えている。この結果、アノード給電体4の多孔質チタン焼結体16は、厚さ方向ではアノード側セパレータ6により変形が規制され、厚さと直交する方向ではチタンプレート17により変形が規制されることとなり、変形することがない。
【0030】
上述のように、多孔質チタン焼結体16が厚さと直交する方向に変形することがないので、多孔質チタン焼結体16の端部は固体高分子膜2に対して移動することがなく、固体高分子膜2は該端部により損傷を受けることがない。また、多孔質チタン焼結体16が厚さ方向に変形することがないので、固体高分子膜2はアノード側セパレータ6方向に押圧されても、カソード給電体3との間に間隙が生じることもない。従って、固体高分子膜2とカソード給電体3との間の接触抵抗の増大を防止することができる。
【0031】
次に、本発明の実施例と比較例とを示す。
【実施例1】
【0032】
本実施例では、まず、チタンの溶融飛沫を飛散中に凝固させるガスアトマイズ法により製造された球状ガスアトマイズチタン粉末を所定形状の焼結容器に充填して真空焼結した後、表面を研削することにより、外径28mm、はめあい公差h6、厚さ1mmに加工して、図2(a)に示す多孔質チタン焼結体16aを製造した。次に、純チタン2種相当のプレートを外径56mm、内径28mm、はめあい公差H6、厚さ1mmに加工して、図2(a)に示すドーナッツ状のチタンプレート17aを製造し、チタンプレート17aの内周部に多孔質チタン焼結体16aを圧入して一体化し、アノード給電体4を製造した。
【0033】
次に、多孔質チタン焼結体16aと全く同一のカソード給電体3を製造した。
【0034】
次に、図3に示すように、膜の両極に触媒を担持した(図示せず)厚さ100μmの固体高分子膜2の両側に、前記カソード給電体3、アノード給電体4を配設し、さらにカソード給電体3、アノード給電体4に、チタン材料からなるセパレータ5,6を積層して、高圧水素製造装置1を形成した。次に、セパレータ5,6に絶縁部材9,9を積層した高圧水素製造装置1を、さらにエンドプレート10,10により挟持して、エンドプレート10,10に取着されたボルト11とナット12とにより締め付け、図1に示す構成とした。
【0035】
次に、前記構成の高圧水素製造装置1により水素ガスを製造し、該水素ガスによりカソード側から固体高分子膜2と多孔質チタン焼結体16aとを40MPaで加圧したところ、固体高分子膜2には損傷がなく、カソード側を40MPaの圧力に安定して維持することができた。このとき、固体高分子膜2の水素透過量はほぼ1ml/分以下であった。
【0036】
次に、本実施例に用いたものと同一のアノード給電体4を機械的に40MPaの圧力で3分間加圧した。前記加圧を解放したのち、アノード給電体4の厚さの減少量を測定したところ1μmであり、実質的に減少は認められなかった。
〔比較例1〕
本比較例1では、多孔質チタン焼結体16aのみによりアノード給電体4を構成した以外は、実施例1と全く同一にして高圧水素製造装置を製造した。
【0037】
次に、本比較例の高圧水素製造装置により水素ガスを製造したところ、カソード側からの固体高分子膜2と多孔質チタン焼結体16aとに対する圧力が約22MPaに達した時点で固体高分子膜2が破損し、カソード側を高圧に維持することができなかった。
【0038】
次に、本比較例に用いたものと同一のアノード給電体4(多孔質チタン焼結体16a)を機械的に40MPaの圧力で3分間加圧したところ、約20MPaから塑性変形の発生が認められた。前記加圧を解放したのち、アノード給電体4の厚さの減少量を測定したところ50μmであり、約5%の減少が認められた。
【実施例2】
【0039】
本実施例では、まず、チタンの溶融飛沫を飛散中に凝固させるガスアトマイズ法により製造された球状ガスアトマイズチタン粉末を所定形状の焼結容器に充填して真空焼結した後、表面を研削することにより、外径28mm、はめあい公差h6、厚さ300mmに加工して、図2(a)に示す多孔質チタン焼結体16aを製造した。次に、純チタン2種相当のバルク材を外径56mm、内径28mm、はめあい公差H6、厚さ300mmに加工して、図2(a)に示すドーナッツ状のチタン部材17aを製造し、チタン部材17aの内周部に多孔質チタン焼結体16aを圧入して一体化した。次に、チタン部材17aの内周部に多孔質チタン焼結体16aを圧入して一体化した部材を厚さ1mmにスライス加工した後、表面研削することにより、アノード給電体4を製造した。
【0040】
次に、本実施例で得られたアノード給電体4を用いた以外は、実施例1と全く同一にして、高圧水素製造装置1を製造した。
【0041】
次に、本実施例の高圧水素製造装置1を用いた以外は、実施例1と全く同一にして水素ガスを製造し、該水素ガスによりカソード側から固体高分子膜2と多孔質チタン焼結体16aとを40MPaで加圧した。このとき、固体高分子膜2の水素透過量はほぼ1ml/分以下であった。
【0042】
本実施例の方法によれば、チタンプレート17aの内周部に多孔質チタン焼結体16aが圧入されて一体化された構成のアノード給電体4を、容易に多量に製造することができる。
【実施例3】
【0043】
本実施例では、まず、チタンの溶融飛沫を飛散中に凝固させるガスアトマイズ法により製造された球状ガスアトマイズチタン粉末を所定形状の焼結容器に充填して真空焼結した後、表面を研削することにより、30mm角、厚さ1mmに加工して、図2(b)に示す多孔質チタン焼結体16bを製造した。次に、純チタン2種相当のプレートを長さ40mm、幅10mm、厚さ1mmに加工して、図2(b)に示すチタンプレート17b1,b2,b3,b4を製造し、多孔質チタン焼結体16bの周囲にチタンプレート17b1,b2,b3,b4を電子ビーム溶接することにより、アノード給電体4を製造した。このとき、溶接ビード幅は1.5mm、溶接深さは0.6〜0.8mmであった。
【0044】
次に、本実施例で得られたアノード給電体4を用いた以外は、実施例1と全く同一にして、高圧水素製造装置1を製造した。
【0045】
次に、本実施例の高圧水素製造装置1を用いた以外は、実施例1と全く同一にして水素ガスを製造し、該水素ガスによりカソード側から固体高分子膜2と多孔質チタン焼結体16aとを40MPaで加圧した。このとき、固体高分子膜2の水素透過量はほぼ1ml/分以下であった。
【0046】
本実施例の方法によれば、多孔質チタン焼結体16bの周囲にチタンプレート17b1,b2,b3,b4が接合されて一体化された構成の異型のアノード給電体4を、容易に製造することができる。
【図面の簡単な説明】
【0047】
【図1】本発明の水素製造装置の構成を示す説明的断面図。
【図2】図1の水素製造装置に用いるアノード給電体の構成を示す平面図。
【図3】図1に示す水素製造装置の要部組み立て図。
【図4】従来の水素製造装置の構成を示す説明的断面図。
【符号の説明】
【0048】
1…水素製造装置、 2…固体高分子膜、 3…カソード給電体、 4…アノード給電体、 5…カソード側セパレータ、 6…アノード側セパレータ、 7,8…流体通路、 16…多孔質部材、 17…非多孔質部材、 19a,19b…流体通路領域、 20a,20b…フレーム領域。
【技術分野】
【0001】
本発明は、水素製造装置に関するものである。
【背景技術】
【0002】
従来、図4に示すように、固体高分子膜2と、その両側に相対向して設けられたカソード給電体22、アノード給電体23と、各給電体22,23に積層されたセパレータ5,6とを備える高圧水素製造装置21が知られている(例えば特許文献1参照)。
【0003】
高圧水素製造装置21では、例えば各セパレータ5,6に各給電体22,23が露出する流体通路7,8を設け、アノード側セパレータ6の流体通路8に水を供給すると共に、カソード側セパレータ5の流体通路7から水素ガスを取り出すように構成される。前記各給電体22,23は、それぞれセパレータ5,6を介して通電されるようになっている。また、各給電体22,23は多孔質部材からなり、流体が流通自在とされている。このような多孔質部材として、例えばチタン粉末等の導電性粒子が焼結されてなる部材が知られている(例えば特許文献2参照)。
【0004】
高圧水素製造装置21によれば、アノード側セパレータ6の流体通路8に水を供給すると共に、カソード給電体22とアノード給電体23とに通電すると、流体通路8に供給された水がアノード給電体23で電気分解され、水素イオンと酸素ガスとが生成する。前記水素イオンは、固体高分子膜2を透過してカソード給電体22側に移動し、カソード給電体22から電子を受け取って水素ガスとなる。
【0005】
この結果、高圧水素製造装置21では、カソード側セパレータ5の流体通路7に高圧の水素を得ることができる。一方、アノード側セパレータ6の流体通路8で生成した酸素は、前記水と共に流体通路8に設けられた排水口15から排出される。
【0006】
しかしながら、高圧水素製造装置21では、前記のように酸素を排出すると、カソード側とアノード側とで圧力のバランスが崩れ、カソード側セパレータ5の流体通路7で生成した水素の圧力により、固体高分子膜2とアノード給電体23とがセパレータ6方向に押圧されるという不都合がある。
【0007】
ここで、アノード給電体23は前記多孔質部材からなるが、前記のように押圧されると厚さ方向に圧縮されて厚さが低減する一方、厚さと直交する方向に展延される。この結果、前記多孔質部材からなるアノード給電体23の端縁が、固体高分子膜2に対して相対的に移動し、固体高分子膜2を損傷することがある。
【0008】
また、アノード給電体23の厚さが低減すると、固体高分子膜2がアノード給電体23側に圧縮されて変形し、固体高分子膜2とカソード給電体22との間に間隙を生じる。前記間隙が生じると、固体高分子膜2とカソード給電体22との接触抵抗が増大し、高圧水素製造装置21の性能が低下する。
【特許文献1】特表2003−523599号公報
【特許文献2】特開2004−71456号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、かかる不都合を解消して、カソード側が高圧になったときに、アノード給電体の変形を防止することができる水素製造装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
かかる目的を達成するために、本発明は、固体高分子膜と、該固体高分子膜のカソード側、アノード側両側に相対向して設けられた1対の給電体と、各給電体に積層されたセパレータと、各セパレータに設けられ各給電体が露出する流体通路とを備え、アノード側セパレータの流体通路に水を供給すると共に各給電体に通電することにより、アノード側セパレータの流体通路に供給された水を電気分解し、カソード側セパレータの流体通路に高圧の水素ガスを得て、カソード側セパレータの流体通路で得た水素ガスの圧力により、固体高分子膜とアノード給電体とがアノード側セパレータ方向に押圧される水素製造装置において、該アノード側セパレータは、カソード側セパレータの流体通路に得られる水素ガスの圧力に抗して形状を維持できる材料からなり、該流体通路が設けられている流体通路領域と、該流体通路領域の外周側に設けられたフレーム領域とを備え、アノード給電体は該固体高分子膜と該アノード側セパレータとに密着して配設されており、導電性粒子が焼結されてなり該流体通路領域に対向する領域を占める多孔質部材と、該多孔質部材と対等の厚さを有し、該フレーム領域に対向する領域を占めて該多孔質部材を取り囲み該多孔質部材の厚さと直交する方向への変形を規制する非多孔質部材とからなり、カソード給電体は、カソード側流体通路が設けられている流体通路領域に対向する領域を占める多孔質部材のみからなることを特徴とする。
【0011】
本発明の水素製造装置では、前記アノード給電体は、前記多孔質部材と、前記非多孔質部材とにより構成されており、該多孔質部材が前記流体通路領域に対向している。そこで、前記カソード側セパレータの流体通路に得られる水素ガスの圧力は、前記多孔質部材に作用し、該多孔質部材を前記アノード側セパレータ方向に押圧することになる。
【0012】
ところが、本発明の水素製造装置では、前記アノード給電体は、前記固体高分子膜と前記アノード側セパレータとに密着して配設されており、該アノード側セパレータは前記水素ガスの圧力に抗して形状を維持できる材料により構成されている。また、前記アノード給電体の前記多孔質部材は、前記非多孔質部材に取り囲まれている。そこで、前記多孔質部材は、前記水素ガスの圧力により前記アノード側セパレータ方向に押圧されたときに、厚さ方向では該アノード側セパレータに当接して該アノード側セパレータ自体により変形が規制され、厚さ方向に直交する方向では前記非多孔質部材により変形が規制される。
【0013】
この結果、本発明の水素製造装置によれば、前記アノード給電体の端縁が移動することがなく、前記固体高分子膜が該端縁により損傷を受けることを防止することができる。また、本発明の水素製造装置によれば、前記アノード給電体の厚さが低減されることがないので、前記固体高分子膜と前記カソード給電体との間に間隙を生じることがなく、両者の接触抵抗が増大することを防止することができる。
【0014】
前記カソード給電体は、前記水素ガスの圧力が作用しないので、変形防止のために前記非多孔質部材を備える必要がなく、前記カソード側セパレータの流体通路が設けられている流体通路領域に対向する領域を占める多孔質部材のみから構成することができる。前記カソード給電体は、前記多孔質部材のみからなることにより安価に製造することができる。前記多孔質部材としては、例えばチタン粉末が焼結されてなるもの等を挙げることができる。
【0015】
前記アノード給電体としては、例えばチタン粉末が焼結されてなる前記多孔質部材と、前記多孔質部材とは別部材であり、チタンからなる前記非多孔質部材とからなるものを挙げることができ、前記非多孔質部材としては、チタン製板材等を挙げることができる。また、前記水素ガスの圧力により前記固体高分子膜が前記アノード給電体に押圧されたときに、該固体高分子膜の損傷をさけるために、該アノード給電体は前記多孔質部材と前記非多孔質部材との境界が平滑になるように接合されていることが好ましい。
【0016】
前記アノード給電体は、チタン粒子が焼結されてなる前記多孔質部材とチタンからなる前記非多孔質部材とが、圧入、電子ビーム溶接、拡散接合からなる群から選ばれる1種の方法により一体化された後、該固体高分子膜に当接する面にスライス加工又は表面研削を施すことにより、該多孔質部材と該非多孔質部材との境界が段差無く平滑に接合されていることが好ましい。前記多孔質部材と前記非多孔質部材とは前記いずれかの方法により容易に接合することができ、しかも両者の境界を段差なく平滑にすることができる。
【発明を実施するための最良の形態】
【0017】
次に、添付の図面を参照しながら本発明の実施の形態についてさらに詳しく説明する。図1は本実施形態の高圧水素製造装置の構成を示す説明的断面図であり、図2は図1の高圧水素製造装置に用いるアノード給電体の構成を示す平面図であり、図3は図1に示す高圧水素製造装置の要部組み立て図である。
【0018】
図1に示すように、本実施形態の高圧水素製造装置1は、固体高分子膜2と、その両側に相対向して設けられたカソード給電体3、アノード給電体4と、各給電体3,4に積層されたセパレータ5,6と、各セパレータ5,6に設けられ各給電体3,4が露出する流体通路7,8とを備えている。
【0019】
固体高分子膜2、各給電体3,4、各セパレータ5,6は、セパレータ5,6に積層された絶縁部材9,9を介してエンドプレート10,10に挟持されており、エンドプレート10,10に取着されたボルト11とナット12とにより押圧されて相互に密着せしめられている。また、カソード側セパレータ5は流体通路7に連通する水素取出口13を備え、アノード側セパレータ6は流体通路8に連通する給水口14と排水口15とを備えている。そして、各給電体3,4は、それぞれセパレータ5,6を介して通電されるようになっている。
【0020】
高圧水素製造装置1において、固体高分子膜2は陽イオン透過膜であり、例えばNafion(デュポン社製)やAsplex(旭化成社製)等を用いることができる。固体高分子膜2は、アノード側には例えば白金触媒を含む触媒層(図示せず)を備え、カソード側には例えばRuIrFeOX触媒を含む触媒層(図示せず)を備えている。
【0021】
アノード給電体4は、図2に示すように、多孔質チタン焼結体16と、多孔質チタン焼結体16の周囲を取り囲むチタンプレート17とからなる。多孔質チタン焼結体16は、例えば、チタンの溶融飛沫を飛散中に凝固させるガスアトマイズ法により製造された球状ガスアトマイズチタン粉末を所定形状の焼結容器に充填して真空焼結することにより得られたものを用いることができる。チタンプレート17は、実質的に非多孔質体である。
【0022】
アノード給電体4は、図2(a)に示すように、円盤状に形成された多孔質チタン焼結体16aを、ドーナッツ状に形成されたチタンプレート17aの内周部に圧入することにより形成することができる。また、アノード給電体4は、図2(b)に示すように、矩形状に形成された多孔質チタン焼結体16bの周囲に、チタンプレート17b1,b2,b3,b4を電子ビーム溶接することにより形成するようにしてもよい。この場合、チタンプレート17b1,b2、チタンプレートb2,b3、チタンプレートb3,b4、チタンプレートb4,b1はそれぞれ溶接部18aにより裏面側から溶接接合される。また、多孔質チタン焼結体16bは、その四周でチタンプレート17b1,b2,b3,b4とそれぞれ溶接部18bにより裏面側から溶接接合される。尚、図2(b)の構成では、電子ビーム溶接に代えて拡散接合により接合するようにしてもよい。
【0023】
アノード給電体4は、前述のようにして多孔質チタン焼結体16とチタンプレート17とを一体化した後、固体高分子膜2に当接する面にスライス加工、表面研削等を施すことにより、多孔質チタン焼結体16とチタンプレート17との境界を、容易に段差のない平滑なものとすることができる。この結果、固体高分子膜2が多孔質チタン焼結体16とチタンプレート17との境界に押圧されて損傷を受けることを防止することができる。
【0024】
カソード給電体3は、多孔質チタン焼結体16と全く同一にして得られたものであり、多孔質チタン焼結体16と同一の形状を備えている。カソード給電体3は、カソード側セパレータ5の流体通路7に生成する水素ガスの圧力を受けることがないので、周囲にチタンプレート17を備えていなくてもよく、チタンプレート17を備えない分だけ安価に製造することができる。
【0025】
セパレータ5,6は、例えば非多孔質のチタン材料等に流体通路7,8を形成したものを用いることができる。ここで、カソード側セパレータ5は、図3に示すように、流体通路7が設けられている流体通路領域19aと、流体通路領域19aの外周側に設けられたフレーム領域20aとからなる。そして、カソード給電体3は、流体通路領域19aに対向する領域を占めるように配設される。
【0026】
また、アノード側セパレータ6は、図3に示すように、流体通路8が設けられている流体通路領域19bと、流体通路領域19bの外周側に設けられたフレーム領域20bとからなる。そして、アノード給電体4は、多孔質チタン焼結体16が流体通路領域19bに対向する領域を占め、チタンプレート17がフレーム領域20bに対向する領域を占めるように配設される。
【0027】
前記構成を備える高圧水素製造装置1では、給水口14から流体通路8に水を供給すると共に、セパレータ5,6を介してカソード給電体3とアノード給電体4とに通電すると、水の電気分解により、流体通路8内に水素イオン、電子、酸素ガスが生成する。次に、前記水素イオンは、カソード給電体3とアノード給電体4との電位差により、一部の水分子を伴って陽イオン透過膜である固体高分子膜2を透過し、カソード給電体3側に移動する。そして、前記水素イオンがカソード給電体3から電子を受け取って分子化することにより、流体通路7に高圧の水素ガスが得られる。
【0028】
一方、流体通路8内に生成した酸素ガスは、大部分の水と共に排水口15から排出されるが、このようにすると、カソード側とアノード側とで圧力のバランスが崩れる。この結果、カソード側セパレータ5の流体通路7に得られた高圧の水素ガスにより、固体高分子膜2とアノード給電体4の多孔質チタン焼結体16とがアノード側セパレータ6方向に押圧されることになる。
【0029】
このとき、高圧水素製造装置1では、アノード側セパレータ6は前述のように非多孔質のチタン材料等からなり、さらに流体通路8が形成されているために十分な厚さがあり、前記水素ガスの圧力に抗して変形することなく、形状を維持することが可能な剛性を備えている。そして、アノード給電体4はアノード側セパレータ6に密着して配設されている。また、アノード給電体4は、多孔質チタン焼結体16の周囲がチタンプレート17により取り囲まれた構成を備えている。この結果、アノード給電体4の多孔質チタン焼結体16は、厚さ方向ではアノード側セパレータ6により変形が規制され、厚さと直交する方向ではチタンプレート17により変形が規制されることとなり、変形することがない。
【0030】
上述のように、多孔質チタン焼結体16が厚さと直交する方向に変形することがないので、多孔質チタン焼結体16の端部は固体高分子膜2に対して移動することがなく、固体高分子膜2は該端部により損傷を受けることがない。また、多孔質チタン焼結体16が厚さ方向に変形することがないので、固体高分子膜2はアノード側セパレータ6方向に押圧されても、カソード給電体3との間に間隙が生じることもない。従って、固体高分子膜2とカソード給電体3との間の接触抵抗の増大を防止することができる。
【0031】
次に、本発明の実施例と比較例とを示す。
【実施例1】
【0032】
本実施例では、まず、チタンの溶融飛沫を飛散中に凝固させるガスアトマイズ法により製造された球状ガスアトマイズチタン粉末を所定形状の焼結容器に充填して真空焼結した後、表面を研削することにより、外径28mm、はめあい公差h6、厚さ1mmに加工して、図2(a)に示す多孔質チタン焼結体16aを製造した。次に、純チタン2種相当のプレートを外径56mm、内径28mm、はめあい公差H6、厚さ1mmに加工して、図2(a)に示すドーナッツ状のチタンプレート17aを製造し、チタンプレート17aの内周部に多孔質チタン焼結体16aを圧入して一体化し、アノード給電体4を製造した。
【0033】
次に、多孔質チタン焼結体16aと全く同一のカソード給電体3を製造した。
【0034】
次に、図3に示すように、膜の両極に触媒を担持した(図示せず)厚さ100μmの固体高分子膜2の両側に、前記カソード給電体3、アノード給電体4を配設し、さらにカソード給電体3、アノード給電体4に、チタン材料からなるセパレータ5,6を積層して、高圧水素製造装置1を形成した。次に、セパレータ5,6に絶縁部材9,9を積層した高圧水素製造装置1を、さらにエンドプレート10,10により挟持して、エンドプレート10,10に取着されたボルト11とナット12とにより締め付け、図1に示す構成とした。
【0035】
次に、前記構成の高圧水素製造装置1により水素ガスを製造し、該水素ガスによりカソード側から固体高分子膜2と多孔質チタン焼結体16aとを40MPaで加圧したところ、固体高分子膜2には損傷がなく、カソード側を40MPaの圧力に安定して維持することができた。このとき、固体高分子膜2の水素透過量はほぼ1ml/分以下であった。
【0036】
次に、本実施例に用いたものと同一のアノード給電体4を機械的に40MPaの圧力で3分間加圧した。前記加圧を解放したのち、アノード給電体4の厚さの減少量を測定したところ1μmであり、実質的に減少は認められなかった。
〔比較例1〕
本比較例1では、多孔質チタン焼結体16aのみによりアノード給電体4を構成した以外は、実施例1と全く同一にして高圧水素製造装置を製造した。
【0037】
次に、本比較例の高圧水素製造装置により水素ガスを製造したところ、カソード側からの固体高分子膜2と多孔質チタン焼結体16aとに対する圧力が約22MPaに達した時点で固体高分子膜2が破損し、カソード側を高圧に維持することができなかった。
【0038】
次に、本比較例に用いたものと同一のアノード給電体4(多孔質チタン焼結体16a)を機械的に40MPaの圧力で3分間加圧したところ、約20MPaから塑性変形の発生が認められた。前記加圧を解放したのち、アノード給電体4の厚さの減少量を測定したところ50μmであり、約5%の減少が認められた。
【実施例2】
【0039】
本実施例では、まず、チタンの溶融飛沫を飛散中に凝固させるガスアトマイズ法により製造された球状ガスアトマイズチタン粉末を所定形状の焼結容器に充填して真空焼結した後、表面を研削することにより、外径28mm、はめあい公差h6、厚さ300mmに加工して、図2(a)に示す多孔質チタン焼結体16aを製造した。次に、純チタン2種相当のバルク材を外径56mm、内径28mm、はめあい公差H6、厚さ300mmに加工して、図2(a)に示すドーナッツ状のチタン部材17aを製造し、チタン部材17aの内周部に多孔質チタン焼結体16aを圧入して一体化した。次に、チタン部材17aの内周部に多孔質チタン焼結体16aを圧入して一体化した部材を厚さ1mmにスライス加工した後、表面研削することにより、アノード給電体4を製造した。
【0040】
次に、本実施例で得られたアノード給電体4を用いた以外は、実施例1と全く同一にして、高圧水素製造装置1を製造した。
【0041】
次に、本実施例の高圧水素製造装置1を用いた以外は、実施例1と全く同一にして水素ガスを製造し、該水素ガスによりカソード側から固体高分子膜2と多孔質チタン焼結体16aとを40MPaで加圧した。このとき、固体高分子膜2の水素透過量はほぼ1ml/分以下であった。
【0042】
本実施例の方法によれば、チタンプレート17aの内周部に多孔質チタン焼結体16aが圧入されて一体化された構成のアノード給電体4を、容易に多量に製造することができる。
【実施例3】
【0043】
本実施例では、まず、チタンの溶融飛沫を飛散中に凝固させるガスアトマイズ法により製造された球状ガスアトマイズチタン粉末を所定形状の焼結容器に充填して真空焼結した後、表面を研削することにより、30mm角、厚さ1mmに加工して、図2(b)に示す多孔質チタン焼結体16bを製造した。次に、純チタン2種相当のプレートを長さ40mm、幅10mm、厚さ1mmに加工して、図2(b)に示すチタンプレート17b1,b2,b3,b4を製造し、多孔質チタン焼結体16bの周囲にチタンプレート17b1,b2,b3,b4を電子ビーム溶接することにより、アノード給電体4を製造した。このとき、溶接ビード幅は1.5mm、溶接深さは0.6〜0.8mmであった。
【0044】
次に、本実施例で得られたアノード給電体4を用いた以外は、実施例1と全く同一にして、高圧水素製造装置1を製造した。
【0045】
次に、本実施例の高圧水素製造装置1を用いた以外は、実施例1と全く同一にして水素ガスを製造し、該水素ガスによりカソード側から固体高分子膜2と多孔質チタン焼結体16aとを40MPaで加圧した。このとき、固体高分子膜2の水素透過量はほぼ1ml/分以下であった。
【0046】
本実施例の方法によれば、多孔質チタン焼結体16bの周囲にチタンプレート17b1,b2,b3,b4が接合されて一体化された構成の異型のアノード給電体4を、容易に製造することができる。
【図面の簡単な説明】
【0047】
【図1】本発明の水素製造装置の構成を示す説明的断面図。
【図2】図1の水素製造装置に用いるアノード給電体の構成を示す平面図。
【図3】図1に示す水素製造装置の要部組み立て図。
【図4】従来の水素製造装置の構成を示す説明的断面図。
【符号の説明】
【0048】
1…水素製造装置、 2…固体高分子膜、 3…カソード給電体、 4…アノード給電体、 5…カソード側セパレータ、 6…アノード側セパレータ、 7,8…流体通路、 16…多孔質部材、 17…非多孔質部材、 19a,19b…流体通路領域、 20a,20b…フレーム領域。
【特許請求の範囲】
【請求項1】
固体高分子膜と、該固体高分子膜のカソード側、アノード側両側に相対向して設けられた1対の給電体と、各給電体に積層されたセパレータと、各セパレータに設けられ各給電体が露出する流体通路とを備え、アノード側セパレータの流体通路に水を供給すると共に各給電体に通電することにより、アノード側セパレータの流体通路に供給された水を電気分解し、カソード側セパレータの流体通路に高圧の水素ガスを得て、カソード側セパレータの流体通路で得た水素ガスの圧力により、固体高分子膜とアノード給電体とがアノード側セパレータ方向に押圧される水素製造装置において、
該アノード側セパレータは、カソード側セパレータの流体通路に得られる水素ガスの圧力に抗して形状を維持できる材料からなり、該流体通路が設けられている流体通路領域と、該流体通路領域の外周側に設けられたフレーム領域とを備え、
アノード給電体は該固体高分子膜と該アノード側セパレータとに密着して配設されており、導電性粒子が焼結されてなり該流体通路領域に対向する領域を占める多孔質部材と、該多孔質部材と対等の厚さを有し、該フレーム領域に対向する領域を占めて該多孔質部材を取り囲み該多孔質部材の厚さと直交する方向への変形を規制する非多孔質部材とからなり、
カソード給電体は、カソード側流体通路が設けられている流体通路領域に対向する領域を占める多孔質部材のみからなることを特徴とする水素製造装置。
【請求項2】
前記アノード給電体は、チタン粉末が焼結されてなる前記多孔質部材と、前記多孔質部材とは別部材であり、チタンからなる前記非多孔質部材とからなり、該多孔質部材と該非多孔質部材との境界が平滑になるように接合されていることを特徴とする請求項1記載の水素製造装置。
【請求項3】
前記アノード給電体は、チタン粉末が焼結されてなる前記多孔質部材とチタンからなる前記非多孔質部材とが、圧入、電子ビーム溶接、拡散接合からなる群から選ばれる1種の方法により一体化された後、該固体高分子膜に当接する面にスライス加工又は表面研削を施すことにより、該多孔質部材と該非多孔質部材との境界が段差無く平滑に接合されていることを特徴とする請求項2記載の水素製造装置。
【請求項1】
固体高分子膜と、該固体高分子膜のカソード側、アノード側両側に相対向して設けられた1対の給電体と、各給電体に積層されたセパレータと、各セパレータに設けられ各給電体が露出する流体通路とを備え、アノード側セパレータの流体通路に水を供給すると共に各給電体に通電することにより、アノード側セパレータの流体通路に供給された水を電気分解し、カソード側セパレータの流体通路に高圧の水素ガスを得て、カソード側セパレータの流体通路で得た水素ガスの圧力により、固体高分子膜とアノード給電体とがアノード側セパレータ方向に押圧される水素製造装置において、
該アノード側セパレータは、カソード側セパレータの流体通路に得られる水素ガスの圧力に抗して形状を維持できる材料からなり、該流体通路が設けられている流体通路領域と、該流体通路領域の外周側に設けられたフレーム領域とを備え、
アノード給電体は該固体高分子膜と該アノード側セパレータとに密着して配設されており、導電性粒子が焼結されてなり該流体通路領域に対向する領域を占める多孔質部材と、該多孔質部材と対等の厚さを有し、該フレーム領域に対向する領域を占めて該多孔質部材を取り囲み該多孔質部材の厚さと直交する方向への変形を規制する非多孔質部材とからなり、
カソード給電体は、カソード側流体通路が設けられている流体通路領域に対向する領域を占める多孔質部材のみからなることを特徴とする水素製造装置。
【請求項2】
前記アノード給電体は、チタン粉末が焼結されてなる前記多孔質部材と、前記多孔質部材とは別部材であり、チタンからなる前記非多孔質部材とからなり、該多孔質部材と該非多孔質部材との境界が平滑になるように接合されていることを特徴とする請求項1記載の水素製造装置。
【請求項3】
前記アノード給電体は、チタン粉末が焼結されてなる前記多孔質部材とチタンからなる前記非多孔質部材とが、圧入、電子ビーム溶接、拡散接合からなる群から選ばれる1種の方法により一体化された後、該固体高分子膜に当接する面にスライス加工又は表面研削を施すことにより、該多孔質部材と該非多孔質部材との境界が段差無く平滑に接合されていることを特徴とする請求項2記載の水素製造装置。
【図1】



【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−248635(P2010−248635A)
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願番号】特願2010−179825(P2010−179825)
【出願日】平成22年8月10日(2010.8.10)
【分割の表示】特願2004−249913(P2004−249913)の分割
【原出願日】平成16年8月30日(2004.8.30)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願日】平成22年8月10日(2010.8.10)
【分割の表示】特願2004−249913(P2004−249913)の分割
【原出願日】平成16年8月30日(2004.8.30)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]