
水解性衛生薄葉紙及びトイレットペーパーロール
【課題】シャワートイレに特に適した水解性衛生薄葉紙を提供する。
【解決手段】中間シート2とこれの表裏に積層される複数の表面側シート1及び裏面側シート3とを有する4〜6プライの層構造を有し、紙厚が350〜550μmであり、水解性が10〜100秒であり、坪量が全体として40〜75g/m2の範囲にあり、前記表面側シート、裏面側シートを構成するプライの坪量が10.0〜12.5g/m2の範囲にありかつそれら各プライのクレープ率は16〜20%であり、前記中間シートを構成するプライの坪量が13.0〜16.0g/m2の範囲にありかつクレープ率が26〜30%である水解性衛生薄葉紙X1により解決される。
【解決手段】中間シート2とこれの表裏に積層される複数の表面側シート1及び裏面側シート3とを有する4〜6プライの層構造を有し、紙厚が350〜550μmであり、水解性が10〜100秒であり、坪量が全体として40〜75g/m2の範囲にあり、前記表面側シート、裏面側シートを構成するプライの坪量が10.0〜12.5g/m2の範囲にありかつそれら各プライのクレープ率は16〜20%であり、前記中間シートを構成するプライの坪量が13.0〜16.0g/m2の範囲にありかつクレープ率が26〜30%である水解性衛生薄葉紙X1により解決される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、トイレットペーパーに代表される水解性衛生薄葉紙に関する。
【背景技術】
【0002】
トイレットペーパー等の水解性衛生薄葉紙はよく知られるところである。この種の水解性衛生薄葉紙においては、拭き取り性能や肌へ感触という基本性能に加えて、近年、シャワートイレの普及によって、高い吸収性及び裏抜け防止性、湿潤紙力等が求められている。そこで、このようなシャワートイレの普及に伴い、シャワートイレ用と称するトイレットペーパーも市販に供されている。しかし、従来の製品は、例えば、単に紙厚が厚いだけで柔らかさにかけていたり、吸収性や裏抜け防止性等のいくつかの機能においてシャワートイレ用と称されない一般的な製品と同等の機能しか有さないものがほとんどであり、かかるシャワートイレへの対応において十分とはいえないところがある。
そして、トイレットペーパーにおいては、よりいっそうかかるシャワートイレにおいて使用した際の機能向上、特にはより吸水性が高くしかも吸水しても裏抜けせず安心感のあるものが求められている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−68577号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そこで、本発明の主たる課題は、トイレットペーパーの基本的性能である拭き取りに適した柔らかさと摩擦感を持ち、そのうえ吸水に適した厚み感と吸水性の速さと裏抜けが少ない、特にシャワートイレでの使用に適した、衛生薄葉紙を提供することにある。
【課題を解決するための手段】
【0005】
上記課題を解決した本発明とその効果は次記のとおりである。
<請求項1記載の発明>
中間シートとこれの表裏に積層される複数の表面側シート及び裏面側シートとを有する4〜6プライの層構造を有し、
紙厚が350〜550μmであり、水解性が10〜100秒であり、坪量が全体として40〜75g/m2の範囲にあり、
前記表面側シート、裏面側シートを構成するプライの坪量が10.0〜12.5g/m2の範囲にあり、前記中間シートを構成するプライの坪量が13.0〜16.0g/m2の範囲にあり、かつ、
中間シート及び表裏面側シートを構成する各プライにサイズ剤が担持されているとともに、前記中間シートにおけるサイズ剤添加量が表裏面側シートのサイズ剤添加量よりも少なく、かつ、表裏面側シートを構成するプライのサイズ剤添加量が1.0〜5.0kg/tの範囲にあり、中間シートを構成するプライのサイズ剤添加量が0.2〜3.0kg/tの範囲あることを特徴とする水解性衛生薄葉紙。
【0006】
<請求項2記載の発明>
縦方向の湿潤紙力が45〜80cN/25mmであり、横方向の湿潤紙力が18〜35cN/25mmであり、かつ、縦方向の乾燥紙力が490〜870cN/25mmであり、横方向の乾燥紙力が170〜290cN/25mmである請求項1記載の水解性衛生薄葉紙。
【0007】
<請求項3記載の発明>
ソフトネスが3.0〜6.5CNであり、表面側シート及び裏面側シートの各表裏側面のMMDがいずれも0.060〜0.080の範囲にある請求項1記載の水解性衛生薄葉紙。
【0008】
<請求項4記載の発明>
中間シートを構成するプライのクレープ率が、26〜30%であり、表裏面側シートを構成するプライのクレープ率が、16〜20%である請求項1記載の水解性衛生薄葉紙。
【0009】
<請求項5記載の発明>
表面側シートにドットエンボスとデザインエンボスが付与され、裏面側シートにマイクロエンボスが付与されている請求項1記載の水解性衛生薄葉紙。
【0010】
<請求項6記載の発明>
請求項1〜5の何れか1項に記載の衛生薄葉紙であって帯状をなすものがロール状に巻かれたトイレットペーパーロールであって、
巻き硬さが0.45〜0.60kgfであり、巻き長さが9〜17mであり、巻径が100〜117mmであることを特徴とするトイレットペーパーロール。
【図面の簡単な説明】
【0011】
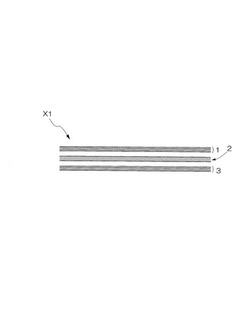
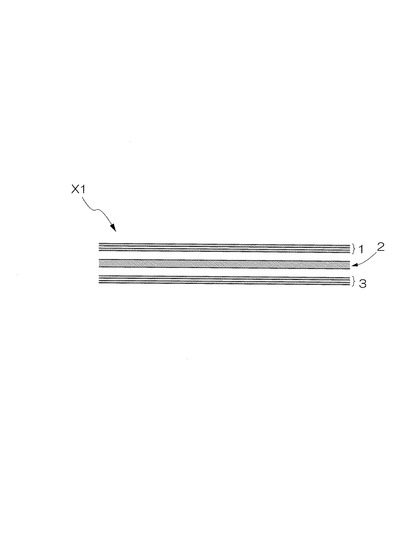
【図1】本発明の水解性衛生薄葉紙の断面概略図である。
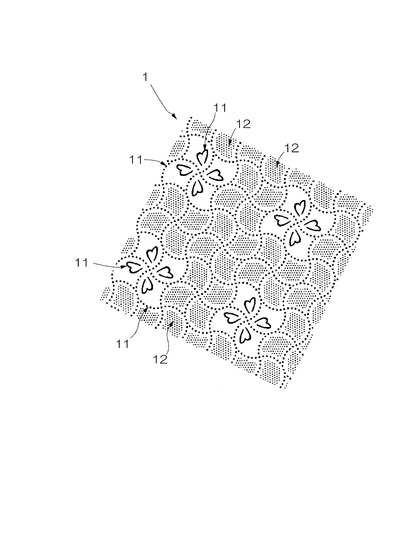
【図2】本発明の水解性衛生薄葉紙のエンボスを説明するための図である。
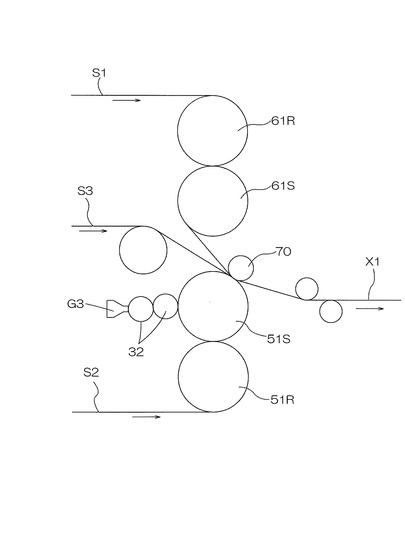
【図3】本発明にかかるエンボス付与方法を説明するための図である。
【図4】本発明にかかるその他のエンボス付与例を説明するための図である。
【発明を実施するための形態】
【0012】
次いで、本発明の実施の形態を図面を参照しながら以下に詳述する。図1は、本発明に係る水解性衛生薄葉紙X1の断面図である。図2は、本発明にかかるエンボスを説明する図である。図3は、本発明にかかるエンボスの付与について説明するための図である。
【0013】
本発明の水解性衛生薄葉紙X1は、中間シート2とこれの表裏に積層される表面側シート1及び裏面側シート3とを有する4〜6プライの層構造を有する。好ましくは、一層(1プライ)の中間シート2に対して、表裏面側シート1,3の少なくとも一方が複数プライある形態である。図1の例では、一層(1プライ)の中間シートと、二層(2プライ)の表面側シート、一層(1プライ)の裏面側シートの計四層(4プライ)構造をなしている。
【0014】
なお、本発明は図示例に限らず、中間シート2を有すること、及び4〜6プライ構造であること、及び中間シート2の表面側及び裏面側にそれぞれ表裏面側シートが一層(1プライ)ずつ有してさえいればよい。
【0015】
本発明にかかる水解性衛生薄葉紙X1では、紙厚が350〜550μm、より好ましくは370〜540μmである。紙厚が350μm未満であると温水洗浄の使用後の拭き取りで吸水性や厚み感が不足し、550μmを超えると柔らかさが失われることとなる。
【0016】
紙厚の測定方法としては、JIS P 8111の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて測定するものとする。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。なお、紙厚は測定を10回行って得られる平均値とする。
【0017】
また、本発明における水解性衛生薄葉紙X1における水解性とは、ほぐれやすさ試験(JIS P 4501で規定される、ほぐれやすさの試験方法に基づく)における秒数で表し、その値が10〜100秒、好ましくは25〜60秒である。10秒未満であると、シャワートイレで使用した際に、拭き取り操作をするとほぐれた薄葉紙が皮膚に付着するおそれが高まり、100秒を超えると、トイレに流した際に、配管の詰まりが起きやすくなる。なお、この秒数における上限値は、水解性衛生薄葉紙の一般的な上限値であるが、下限値に関してはシャワートイレに適するための数値範囲であり一般的な数値よりも高めである。
【0018】
他方、本発明の水解性衛生薄葉紙X1は、全体としての坪量が40〜75g/m2の範囲、好適には45〜70g/m2の範囲とされている。この坪量は、薄葉紙全体としての坪量である。全体としての坪量が40g/m2未満であると温水洗浄用として必要な吸水性を確保しにくくとなり、75g/m2を超えると紙質が硬く拭き取りに適さないものとなる。
【0019】
さらに、本発明においては、表面側シート1、裏面側シート3を構成する各層(各プライ)の坪量が10.0〜12.5g/m2の範囲、好適には10.5〜12.0g/m2の範囲にある。この坪量は、各層(各プライ)の坪量であり、表面側シート若しくは裏面側シートを2層、3層とするならば、それぞれの層(プライ)をこの範囲とする。なお、複数層(複数プライ)とする場合においては、それら各層(各プライ)の坪量はすべて同一である必要はない。
そのうえ、本発明においては、中間シートの米坪は13.0〜16.0g/m2の範囲にある。なお、本発明における坪量は、JIS P 8124の米坪測定方法による。
【0020】
さらに、本発明では、上述の坪量であるとともに、浸透性のコントロール及び表面性を向上させる目的でサイズ剤を添加する。より、具体的には、中間シート及び表裏面側シートを構成する各プライにサイズ剤が担持し、しかも、前記中間シートにおけるサイズ剤添加量が表裏面側シートのサイズ剤添加量よりも少なくする。そのうで、表裏面側シートを構成するプライのサイズ剤添加量を1.0〜5.0kg/tの範囲とし、中間シートを構成するプライのサイズ剤添加量を0.2〜3.0kg/tの範囲とする。
【0021】
このように、サイズ剤を表裏面側シートを構成するプライに対しては、パルプトン当たり0.2〜5.0kg/t添加させることで、主にパルプ繊維の表面に結合し、水解性衛生薄葉紙の表裏面における吸水性を遅延させ、裏抜けが抑制されるとともに、中間シートに移動するまえに瞬時に紙面延在方向に広がって、広範にわたって水分が中間層に触れるようになる。さらに、サイズ剤は、水解性への影響が小さく、しっかりとした感じ、及び必要な紙力を確保することができる。本発明においては、表裏面側シートおよび中間シートの坪量の設計、及び層構造と相まって、これらのシートを構成するプライに対する添加割合及び添加量を規定することで、適当な弱サイズ性を発揮させ、好ましい吸水性にコントロールする。ここで、サイズ剤としては、中性領域でパルプ材に定着可能なAKD、ASA、ロジン系サイズ剤、スチレン系合成サイズ剤等が使用できる。少なくとも、これらの種であれば、上記添加量の範囲内において、本願発明の所望の効果を発揮させることができる。
【0022】
他方、本発明の水解性衛生薄葉紙X1は、中間シート2を構成するプライのクレープ率が26〜30%であり、表面側シート1、裏面側シート3を構成する各層(各プライ)のクレープ率が16〜20%であるのが望ましい。
【0023】
中間シート2を構成するプライのクレープ率が、26〜30%であることにより、嵩高となり、裏抜け防止と吸水量の向上に寄与する。そして、表面側シート及び裏面側シートを構成するプライのクレープ率が16〜20%であることにより、表裏面が適度な滑らかさを有しつつ、伸びが少なくしっかりとした拭き取り性が発現される。
【0024】
また、このようなクレープ率とすることで、上述の各シートの坪量とを弱サイズ性とすることと相まって、表面性を物理的にも化学的にも滑らかにする効果がある。また、特に中間シートを構成するプライのクレープ率が表裏側面シートを構成するプライのクレープ率よりも大きいので、中間シートが吸水した水を保持する吸水シートとして機能する。
【0025】
すなわち、本発明においてこのように設計すると、水解性衛生薄葉紙X1は、中間シート2に対して表裏面側シート1,3の坪量及びクレープ率が低いので、表面或いは裏面に水分に触れたときに、表裏面側シートにおいてクレープがあまり延びずに瞬時に水分が吸収される。そして、その表裏面側シートに吸収された水分は、クレープ率が大きくしかも坪量の高い中間シートに瞬時に移行する。したがって、高い水分の吸収性を有しつつも、表裏面側シートが水分によって安易に水解することなく、滑らかでありながらも比較的しっかりとした感じが得られ、使用者は安心して拭き取り作業ができるものとなる。
【0026】
なお、本発明にいう、クレープ率とは、(((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100)により算出することができる。
さらに、本発明の水解性衛生薄葉紙X1は、縦方向の湿潤紙力が45〜80cN/25mmであり、横方向の湿潤紙力が18〜35cN/25mmであり、かつ、縦方向の乾燥紙力が490〜870cN/25mmであり、横方向の乾燥紙力が170〜290cN/25mmであるのが望ましい。
【0027】
ここで、本発明の水解性衛生薄葉紙X1における、各紙力は、JIS P 8113に基づくものであり、例えば、ミネベア株式会社製「万能引張圧縮試験機 TG−200N」を用いて測定することができる。なお、本発明にかかる各紙力においては、試料は、幅25mm、長さ100mm(チャック間距離)とする。
【0028】
このような紙力を達成するにあたっては、本発明においては、パルプ材の選定、叩解による紙力向上、乾燥紙力剤の添加、クレープ率の設定等によって調整できる。紙力向上の目的で、抄紙時の乾燥熱により自己架橋して湿潤紙力を発現させる湿潤紙力剤を用いること必要はなく、本発明では、水解性等の点でこのような湿潤紙力剤の使用は望ましくない。
【0029】
さらに、本発明の水解性衛生薄葉紙X1は、ソフトネスが3.0〜6.5CNであり、表面側シート及び裏面側シートの表裏外面のMMDがいずれも0.060〜0.080の範囲にあるのが望ましい。ソフトネスが6.5CNを超えると、使用の際にごわついた感じを受けやすくなるとともに、拭き取りの際の肌の凹凸への追随性が悪くなり拭き取り性も悪化する。このソフトネスは特に好ましくは、3.2〜6.0CNであるのがよい。ただし、ソフトネスは、3.0以上であるのがよく、これ未満であると、頼りなく感じたり使用する際に破れが起きやすくなる。ここでの、ソフトネスの測定は、JAPAN TAPPI No.34に準じ、クリアランスを20mmとして測定したものである。
【0030】
また、MMDの値が0.080超過であると表面の滑らかさに劣る。なお、ここでのMMDは、JIS P 8111に規定される条件下で測定した、10mm角のピアノ線端子と衛生薄葉紙との摩擦係数の平均偏差MMDである。摩擦係数の平均偏差MMDは、カトーテック株式会社製「摩擦感テスター KES SE」を用いて測定することができる。MMD値が大きいほど滑らかさに劣ることを意味する。MMDの値が0.060未満であると、滑り感が強く適度な拭き取り性が得られない。
【0031】
このソフトネス及びMMDは、上記の衛生薄葉紙X1の構造及びその坪量、クレープ率を基本として、パルプの叩解度、柔軟剤等の薬液担持或いは後述のマイクロエンボス付与などによって適宜調整することで達成できる。
【0032】
浸透枚数は、4.0〜6.0枚であることが望ましい。6.0枚超過であれば浸透し易く、使用時に裏抜けが多く、シャワートイレ使用時の拭き取りに、より多くの枚数を必要とすることになる。4.0枚未満であれば、過剰に浸透性が悪く水解性が悪化するため好ましくない。
【0033】
これは、JIS P 8111の環境下において、水平に保持したアクリル板上に1mlの蒸留水を100mm角にメンディングテープ等で区画した内側に吹き付け等の手段で平均して塗布し、その上に10枚の衛生薄葉紙を載せ均一に1kgの加重を掛けて3秒後に、蒸留水が浸透している枚数を数え、10回の平均値を求めたものである。浸透枚数は少ないほど裏抜けが少ないと評価されるものである。
【0034】
吸水量は単位面積当りの吸水重量を示すもので、大きいほどシートの保持できる水量が大きい。本発明では830〜1050g/m2であることが望ましい。830g/m2未満では使用枚数が多くなり、重ねて使用する際にゴワゴワした感触となる。1050g/m2超過では、1枚でも硬い感触となり、また過剰な品質となり使用時の無駄につながるため好ましくない。
【0035】
保水量は、シートを100mm角に裁断し、パンに入れた蒸留水に浸してから、引き上げて10秒間保持して水を切り、水に浸す前と後の重量の差を100倍して求める。単位はg/m2である。
【0036】
他方、本発明の水解性衛生薄葉紙X1は、エンボスが施されているのが望ましい。エンボスの付与は、本発明の水解性衛生薄葉紙X1の特徴的な層構造と相まって、特に、表面側シート1にデザインエンボス11(マクロエンボスとも言われる)とドットエンボス12とが付与され、裏面側シート3にマイクロエンボス(図示せず)が付与され、中間シート2にはエンボスが付与されていないのが望ましい。
【0037】
ここで、マイクロエンボス11は、紙面ほぼ全体に散在される微細なエンボスであり、各頂点部の面積がそれぞれ0 .01〜0.80mm2未満である。ドットエンボス12は、各頂点部の面積がそれぞれ0.80 〜 4.00mm2未満であり、デザインエンボス11は、幅0.20〜4.00mmの線(ライン)及び面積4.00〜 400mm2の面の少なくともいずれか一方で形成されるものを意味する。
【0038】
表面側シート1におけるデザインエンボス11、ドットエンボス12の平面視での配置形態は適宜選択できる。一例は、図2に示すものである。図2の例においては、表面側シート1におけるデザインエンボス11は、面を間欠的に線状に配して全体として曲線格子状としたデザインと花弁様のデザインをなすように配置され、ドットエンボス12は、上記デザインエンボスによる曲線格子内に配されている。また、図示はしないが裏面側シートにおけるマイクロエンボスは、紙面の全体に散在させるように付与される。
【0039】
水解性衛生薄葉紙X1は、マイクロエンボスの存在によって、柔軟性を有し、表面が滑らかなものとなる。また、水解性衛生薄葉紙X1は、デザインエンボス11,11…の存在によって、さらなる嵩高さと意匠性を有するものとなる。さらに、水解性衛生薄葉紙X1は、ドットエンボス12,12…の存在によって、嵩だか性、吸収性を有するものとなる。加えて、水解性衛生薄葉紙X1によると、トイレットペーパーの場合では、デザインエンボス11,11…によって大の汚れ( 排泄物全般の汚れ) が、ドットエンボス12,12…によって中の汚れ( デザインエンボス21,21…で拭き取れなかった汚れ) が、マイクロエンボス11,11…によって小の汚れ( デザインエンボス21,21…及びドットエンボス12,12…で拭き取れなかった汚れ)が拭き取られる。したがって、水解性衛生薄葉紙X1によると、拭き取り操作によって、拭き残しがなくなる。
【0040】
また、本発明の水解性衛生薄葉紙X1において中間シート2にエンボスがないこととすることにより、中間シート2と表裏面側シート1,3との距離が過度に離れず、表裏面側シートで吸収された水や汚物が中間シートに移行しやすくなり、吸水性能等が十分に発揮される。
【0041】
さらには、本形態の水解性衛生薄葉紙X1では、表面におけるドットエンボス12,12…の頂点部(凹部)とデザインエンボス11,11…の線及び面の合計面積が、水解性衛生薄葉紙100cm2あたり3.0〜30.0cm2、好ましくは4.0〜24.0cm2、より好ましくは5.0〜25.0cm2とされているのがよい。
【0042】
水解性衛生薄葉紙100cm2 あたり3.0cm2未満であると、十分な嵩が安定して得られず、また吸収性の低下に繋がる。他方、総面積が、水解性衛生薄葉紙100cm2あたり30.0cm2を超えると、エンボスの深さに対して紙の入りが浅くなり、結果的に嵩が得られなくなる。
【0043】
他方、裏面の総面積に対するマイクロエンボスの頂点部(凹部)合計面積率は0.5〜30.0%、好ましくは1.0〜25.0%、より好ましくは2.0〜18.0%であるのが望ましい。
【0044】
裏面の総面積に対するマイクロエンボスの頂点部合計面積率が0.5%未満であると、十分な柔軟性、滑らかさ感が得られないおそれがある。他方、総面積に対するマイクロエンボスの頂点部合計面積率が30.0%を超えると、柔軟性は向上するものの、2プライ以上の複数プライの場合、プライ離れが起こり易くなる。このプライ離れを防止するため、マイクロエンボスの頂点部でプライ間を接着すると、接着範囲が大きくなり過ぎて紙の柔軟性を損なうおそれがある。
【0045】
次に、上述のエンボスの付与方法について、特に図3を参照しながら説明する。ただし、この付与方法に限定されるわけではない。
まず、表面側シート1、中間シート2、裏面側シート3を構成する連続シートS1〜S3を用意する。このとき、例えば、表面側シート1が二層(2プライ)であるならば、上述の坪量及びクレープ率に調整した各プライ連続シートをエンボス付与前の適宜の前段階で予め積層状態としておく。裏面側シート3、中間シート1についても同様であり、予め想定した層数(プライ数)に積層した状態の積層連続シートを用意する。
【0046】
例えば、中間シートを一層とする5プライの水解性衛生薄葉紙を製造する場合には、まず、表面側シート1、裏面側シート2を構成する各積層連続シートS1,S3について、エンボス付与前の適宜の段階で二層(2プライ)構造にしておく。もちろん、この表面側シート1、中間シート2、裏面側シート3を構成する各層の積層と、後述する表面側シート1、裏面側シート2、中間シート3の積層とが連続的に行なわれるように一連の製造ラインにおいて行なってもよい。
【0047】
図示例にしたがってさらに説明するとエンボス付与は、例えば、裏面側シート3を構成する積層の連続積層シートS3に対して、マイクロエンボスをゴム製抑えロール51R及び金属製凸エンボスロール51Sで構成される一対のエンボスロールにより押圧して付与する。
【0048】
その一方で、表面側シート1を構成する積層連続シートS1に対して、線状の花弁模様のデザインエンボス11、点状のドットエンボス12を、ゴム製抑えロール61Rと金属製凸エンボスロール61Sで構成される一対のエンボスロールによって押圧して付与する。このとき、金属製凸エンボスロール61Sに対向しては、グルーユニットG3及び転写ロール32を介して着色顔料により着色された糊あるいは着色されていない無色の接着糊が塗布される。ここで、金属製凸エンボスロール61Sによる押圧は15〜30kg/cmとするのが望ましい。押圧が小さいと嵩が出にくく、吸液性を阻害する原因に繋がる。逆に大きいと、シートのエンボス部分での破れに繋がり易くなる。
【0049】
次いで、デザインエンボス11及びドットエンボス12が形成された表面側シート1を構成する積層連続シートS1は、中間シート2を構成する連続シートS2、裏面側シート3を構成する各連続シートS3と積層されるとともに、金属製凸エンボスロール61Sに対向する重ね合わせロール70間に案内され、各連続シートS1〜S3がニップされ、各シートS1〜S3が接着糊によって接着される。その後は、長紙管に巻き付けられた後、細幅のトイレットペーパーロールとされたり、インターホルダに導かれてティシュペーパーなどのシート製品とされる。
【0050】
ここで、金属製凸エンボスロール61Sに対向する重ね合わせロール70間のニップのクリアランスは5〜200μ m 、ニップ圧は5〜20kg/cmとするのが望ましい。クリアランス及びニップ圧が小さいと接着性が悪く、逆に大きいと、エンボスの形崩れが生じ、また、接着糊の他のシートへの過度の浸透が多くなり、ザラツキの原因となる。
【0051】
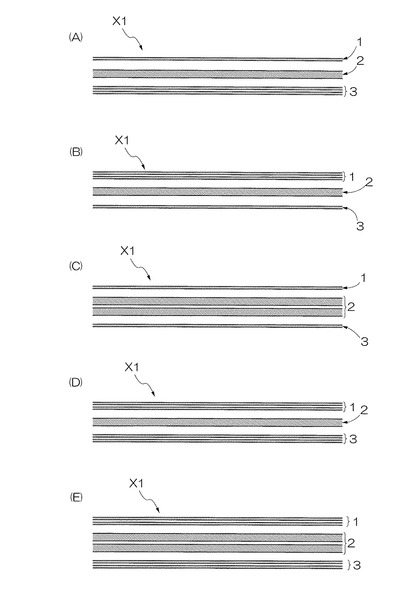
なお、本発明に係る水解性衛生薄葉紙X1では、図5(A)〜(E)にいくつかの構造を例示するように、4〜6プライの積層構造であって、表面側シート1にデザインエンボス21を付与し、中間シート2にエンボスを付与せず、裏面側シート3にマイクロエンボス11を付与してこれらを積層した種々の形態をとることができる。
【0052】
〔衛生薄葉紙の原料等〕
他方、本発明に係る水解性衛生薄葉紙の原料パルプは、既知のものが使用できる、例えば、木材パルプ、非木材パルプ、合成パルプ、古紙パルプなどから、より具体的には、砕木パルプ(GP)、ストーングランドパルプ(SGP)、リファイナーグランドパルプ(RGP)、加圧式砕木パルプ(PGW)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)、ブリーチケミサーモメカニカルパルプ(BCTMP)等の機械パルプ(MP)、化学的機械パルプ(CGP)、半化学的パルプ(SCP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒クラフトパルプ(NBKP)等のクラフトパルプ(KP)、ソーダパルプ(AP)、サルファイトパルプ(SP)、溶解パルプ(DP)等の化学的パルプ(CP)、及びそれらの未漂白パルプ、ナイロン、レーヨン、ポリエステル、ポリビニルアルコール(PVA)等を原料とする合成パルプ、脱墨パルプ(DIP)、ウエストパルプ(WP)等の古紙パルプ、かすパルプ(TP)、木綿、アマ、麻、黄麻、マニラ麻、ラミー等を原料とするぼろパルプ、わらパルプ、エスパルトパルプ、バガスパルプ、竹パルプ、ケナフパルプ等の茎稈パルプ、靭皮パルプ等の補助パルプなどから、一種又は数種を適宜選択して使用することができる。
【0053】
特には、原料パルプは、NBKPとLBKPとを配合したものが好ましい。適宜古紙パルプが配合されていてもよいが、風合いなどの点で、NBKPとLBKPのみから構成されているのがよく、その場合配合割合としては、NBKP:LBKP=10:90〜50:50がよく、特に、NBKP:LBKP=40:60が望ましい。
【0054】
原料パルプ等の原料は、例えば、公知の抄紙工程、具体的には、ワイヤパート、プレスパート、ドライヤパート、サイズプレス、カレンダパート等を経るなどして薄葉紙とする。抄紙に際しては、例えば、分散剤、苛性ソーダ等のpH調整剤、消泡剤、防腐剤、スライムコントロール剤、剥離剤、柔軟剤、柔軟保湿剤、嵩高剤、乾燥紙力剤、湿潤紙力剤、歩留向上剤、染料、定着剤などの適宜の薬品を添加することができる。
【0055】
〔トイレットロール〕
本発明における水解性衛生薄葉紙は、特にトイレットペーパーロールとして好適なものである。この場合、かかる水解性衛生薄葉紙X1によるトイレットペーパーロールは、表面側シート1が巻取り外面となるように巻かれているのが望ましい。デザインが効果的に視認できるとともに消費者に嵩高性を印象づけるメリットがある。
【0056】
他方、かかる水解性衛生薄葉紙X1をトイレットペーパーロールとするにあたっては、巻き硬さが0.45〜0.60kgfであり、巻き長さが9〜17mであり、巻径が100〜117mmであるのが望ましい。巻き硬さは、πゲージをロール円周に巻き付けてロール接線方向に左右に引っ張ることでロール中央部を絞り、ロール中央部の径が元の状態から10mm縮んだ時の張力をプッシュプルゲージで測定した。巻径はπゲージにより測定した。ここで云うπゲージとは、ステンレス製のメジャーでロール円周に巻き付け、その長さから直径を読み取るものである。
【0057】
(試験例)
本発明にかかる実施例と、本発明のプライ構造を有さない比較例とについて各種の試験、評価を行なった。各例の物性、組成及び試験・評価の結果を下記の表1及び表2に示す。なお、各例は、すべてエンボスを付与したものであり、表面側シートにデザインエンボスとドットエンボスを付与し、中間シートにはエンボスを付与せず、裏面側シートにはマイクロエンボスを付与したものである。デザインエンボス、ドットエンボスの平面直視における配置形態は、図2に示すものとした。
【0058】
【表1】

【0059】
【表2】
【0060】
なお、表中における測定方法等については、上述の詳細な説明において説明した方法により行なったが、特記する評価などについては、下記のとおりである。
※1)湿潤破裂は、JIS P 8112に基づき測定した。
※2)耐摩擦適性(Wet)は、8名の実使用による5段階評価(5が最も良く、1が最も悪い)の平均点で4.0以上のものを◎、3.5以上4.0未満のものを○、3.0以上3.5未満のものを△、3.0未満のものを×とした。
※3)保水量は、シートを100mm角に裁断したものを試料とし、これをパンに満たした蒸留水に浸した後、引き上げて10秒間保持し、余分な水を切り、水に浸す前と後の重量の差を100倍して求める。単位はg/m2である。
※4)保水力(吸水性)は、8名の実使用による5段階評価(5が最も良く、1が最も悪い)の平均点で4.0以上のものを◎、3.5以上4.0未満のものを○、3.0以上3.5未満のものを△、3.0未満のものを×とした。なお、評価は使用にあたって水分を素早く吸収しているか、裏抜けしているかという点を主に評価した。
※5)プライ間剥離は、使用時にプライ離れするもの×、使用時に問題はないが手で層を分離できるもの△、各層間の分離が難しく使用上問題のないもの○と評価した。
※6)表2は、使用感をブラインドで官能評価した結果であり、8名の被験者の実際の使用感を5段階で評価したものである。評価に使用した試料は、表1における実施例1及び2と比較例1であり、比較例1を基準値とした。なお、評価は5段階評価(5が最も良く、1が最も悪い)の平均値とした。
【0061】
表1及び表2の結果から理解されるとおり、本発明の実施例1〜3については、耐摩擦適性、保水力等の実際の使用感との相関のある評価において良好な結果となった。また、プライ間剥離についても良好であり、製品としても問題のないことが知見された。
【0062】
以上のことから、本発明によれば、トイレットペーパーの基本的性能である拭き取りに適した柔らかさと摩擦感を持ち、そのうえ吸水に適した厚み感と吸水性の速さと裏抜けが少ない、特にシャワートイレでの使用に適した、衛生薄葉紙が提供されることが確認できた。
【符号の説明】
【0063】
1…表面側シート、2…中間シート、3…裏面側シート、X1…水解性衛生薄葉紙、51S,61S…金属製凸エンボスロール、51R,61R…ゴム製エンボスロール、70…ニップロール、32…転写ロール、G3…グルーユニット、11…デザインエンボス、12…ドットエンボス。
【技術分野】
【0001】
本発明は、トイレットペーパーに代表される水解性衛生薄葉紙に関する。
【背景技術】
【0002】
トイレットペーパー等の水解性衛生薄葉紙はよく知られるところである。この種の水解性衛生薄葉紙においては、拭き取り性能や肌へ感触という基本性能に加えて、近年、シャワートイレの普及によって、高い吸収性及び裏抜け防止性、湿潤紙力等が求められている。そこで、このようなシャワートイレの普及に伴い、シャワートイレ用と称するトイレットペーパーも市販に供されている。しかし、従来の製品は、例えば、単に紙厚が厚いだけで柔らかさにかけていたり、吸収性や裏抜け防止性等のいくつかの機能においてシャワートイレ用と称されない一般的な製品と同等の機能しか有さないものがほとんどであり、かかるシャワートイレへの対応において十分とはいえないところがある。
そして、トイレットペーパーにおいては、よりいっそうかかるシャワートイレにおいて使用した際の機能向上、特にはより吸水性が高くしかも吸水しても裏抜けせず安心感のあるものが求められている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−68577号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そこで、本発明の主たる課題は、トイレットペーパーの基本的性能である拭き取りに適した柔らかさと摩擦感を持ち、そのうえ吸水に適した厚み感と吸水性の速さと裏抜けが少ない、特にシャワートイレでの使用に適した、衛生薄葉紙を提供することにある。
【課題を解決するための手段】
【0005】
上記課題を解決した本発明とその効果は次記のとおりである。
<請求項1記載の発明>
中間シートとこれの表裏に積層される複数の表面側シート及び裏面側シートとを有する4〜6プライの層構造を有し、
紙厚が350〜550μmであり、水解性が10〜100秒であり、坪量が全体として40〜75g/m2の範囲にあり、
前記表面側シート、裏面側シートを構成するプライの坪量が10.0〜12.5g/m2の範囲にあり、前記中間シートを構成するプライの坪量が13.0〜16.0g/m2の範囲にあり、かつ、
中間シート及び表裏面側シートを構成する各プライにサイズ剤が担持されているとともに、前記中間シートにおけるサイズ剤添加量が表裏面側シートのサイズ剤添加量よりも少なく、かつ、表裏面側シートを構成するプライのサイズ剤添加量が1.0〜5.0kg/tの範囲にあり、中間シートを構成するプライのサイズ剤添加量が0.2〜3.0kg/tの範囲あることを特徴とする水解性衛生薄葉紙。
【0006】
<請求項2記載の発明>
縦方向の湿潤紙力が45〜80cN/25mmであり、横方向の湿潤紙力が18〜35cN/25mmであり、かつ、縦方向の乾燥紙力が490〜870cN/25mmであり、横方向の乾燥紙力が170〜290cN/25mmである請求項1記載の水解性衛生薄葉紙。
【0007】
<請求項3記載の発明>
ソフトネスが3.0〜6.5CNであり、表面側シート及び裏面側シートの各表裏側面のMMDがいずれも0.060〜0.080の範囲にある請求項1記載の水解性衛生薄葉紙。
【0008】
<請求項4記載の発明>
中間シートを構成するプライのクレープ率が、26〜30%であり、表裏面側シートを構成するプライのクレープ率が、16〜20%である請求項1記載の水解性衛生薄葉紙。
【0009】
<請求項5記載の発明>
表面側シートにドットエンボスとデザインエンボスが付与され、裏面側シートにマイクロエンボスが付与されている請求項1記載の水解性衛生薄葉紙。
【0010】
<請求項6記載の発明>
請求項1〜5の何れか1項に記載の衛生薄葉紙であって帯状をなすものがロール状に巻かれたトイレットペーパーロールであって、
巻き硬さが0.45〜0.60kgfであり、巻き長さが9〜17mであり、巻径が100〜117mmであることを特徴とするトイレットペーパーロール。
【図面の簡単な説明】
【0011】
【図1】本発明の水解性衛生薄葉紙の断面概略図である。
【図2】本発明の水解性衛生薄葉紙のエンボスを説明するための図である。
【図3】本発明にかかるエンボス付与方法を説明するための図である。
【図4】本発明にかかるその他のエンボス付与例を説明するための図である。
【発明を実施するための形態】
【0012】
次いで、本発明の実施の形態を図面を参照しながら以下に詳述する。図1は、本発明に係る水解性衛生薄葉紙X1の断面図である。図2は、本発明にかかるエンボスを説明する図である。図3は、本発明にかかるエンボスの付与について説明するための図である。
【0013】
本発明の水解性衛生薄葉紙X1は、中間シート2とこれの表裏に積層される表面側シート1及び裏面側シート3とを有する4〜6プライの層構造を有する。好ましくは、一層(1プライ)の中間シート2に対して、表裏面側シート1,3の少なくとも一方が複数プライある形態である。図1の例では、一層(1プライ)の中間シートと、二層(2プライ)の表面側シート、一層(1プライ)の裏面側シートの計四層(4プライ)構造をなしている。
【0014】
なお、本発明は図示例に限らず、中間シート2を有すること、及び4〜6プライ構造であること、及び中間シート2の表面側及び裏面側にそれぞれ表裏面側シートが一層(1プライ)ずつ有してさえいればよい。
【0015】
本発明にかかる水解性衛生薄葉紙X1では、紙厚が350〜550μm、より好ましくは370〜540μmである。紙厚が350μm未満であると温水洗浄の使用後の拭き取りで吸水性や厚み感が不足し、550μmを超えると柔らかさが失われることとなる。
【0016】
紙厚の測定方法としては、JIS P 8111の条件下で、ダイヤルシックネスゲージ(厚み測定器)「PEACOCK G型」(尾崎製作所製)を用いて測定するものとする。具体的には、プランジャーと測定台の間にゴミ、チリ等がないことを確認してプランジャーを測定台の上におろし、前記ダイヤルシックネスゲージのメモリを移動させてゼロ点を合わせ、次いで、プランジャーを上げて試料を試験台の上におき、プランジャーをゆっくりと下ろしそのときのゲージを読み取る。このとき、プランジャーをのせるだけとする。なお、紙厚は測定を10回行って得られる平均値とする。
【0017】
また、本発明における水解性衛生薄葉紙X1における水解性とは、ほぐれやすさ試験(JIS P 4501で規定される、ほぐれやすさの試験方法に基づく)における秒数で表し、その値が10〜100秒、好ましくは25〜60秒である。10秒未満であると、シャワートイレで使用した際に、拭き取り操作をするとほぐれた薄葉紙が皮膚に付着するおそれが高まり、100秒を超えると、トイレに流した際に、配管の詰まりが起きやすくなる。なお、この秒数における上限値は、水解性衛生薄葉紙の一般的な上限値であるが、下限値に関してはシャワートイレに適するための数値範囲であり一般的な数値よりも高めである。
【0018】
他方、本発明の水解性衛生薄葉紙X1は、全体としての坪量が40〜75g/m2の範囲、好適には45〜70g/m2の範囲とされている。この坪量は、薄葉紙全体としての坪量である。全体としての坪量が40g/m2未満であると温水洗浄用として必要な吸水性を確保しにくくとなり、75g/m2を超えると紙質が硬く拭き取りに適さないものとなる。
【0019】
さらに、本発明においては、表面側シート1、裏面側シート3を構成する各層(各プライ)の坪量が10.0〜12.5g/m2の範囲、好適には10.5〜12.0g/m2の範囲にある。この坪量は、各層(各プライ)の坪量であり、表面側シート若しくは裏面側シートを2層、3層とするならば、それぞれの層(プライ)をこの範囲とする。なお、複数層(複数プライ)とする場合においては、それら各層(各プライ)の坪量はすべて同一である必要はない。
そのうえ、本発明においては、中間シートの米坪は13.0〜16.0g/m2の範囲にある。なお、本発明における坪量は、JIS P 8124の米坪測定方法による。
【0020】
さらに、本発明では、上述の坪量であるとともに、浸透性のコントロール及び表面性を向上させる目的でサイズ剤を添加する。より、具体的には、中間シート及び表裏面側シートを構成する各プライにサイズ剤が担持し、しかも、前記中間シートにおけるサイズ剤添加量が表裏面側シートのサイズ剤添加量よりも少なくする。そのうで、表裏面側シートを構成するプライのサイズ剤添加量を1.0〜5.0kg/tの範囲とし、中間シートを構成するプライのサイズ剤添加量を0.2〜3.0kg/tの範囲とする。
【0021】
このように、サイズ剤を表裏面側シートを構成するプライに対しては、パルプトン当たり0.2〜5.0kg/t添加させることで、主にパルプ繊維の表面に結合し、水解性衛生薄葉紙の表裏面における吸水性を遅延させ、裏抜けが抑制されるとともに、中間シートに移動するまえに瞬時に紙面延在方向に広がって、広範にわたって水分が中間層に触れるようになる。さらに、サイズ剤は、水解性への影響が小さく、しっかりとした感じ、及び必要な紙力を確保することができる。本発明においては、表裏面側シートおよび中間シートの坪量の設計、及び層構造と相まって、これらのシートを構成するプライに対する添加割合及び添加量を規定することで、適当な弱サイズ性を発揮させ、好ましい吸水性にコントロールする。ここで、サイズ剤としては、中性領域でパルプ材に定着可能なAKD、ASA、ロジン系サイズ剤、スチレン系合成サイズ剤等が使用できる。少なくとも、これらの種であれば、上記添加量の範囲内において、本願発明の所望の効果を発揮させることができる。
【0022】
他方、本発明の水解性衛生薄葉紙X1は、中間シート2を構成するプライのクレープ率が26〜30%であり、表面側シート1、裏面側シート3を構成する各層(各プライ)のクレープ率が16〜20%であるのが望ましい。
【0023】
中間シート2を構成するプライのクレープ率が、26〜30%であることにより、嵩高となり、裏抜け防止と吸水量の向上に寄与する。そして、表面側シート及び裏面側シートを構成するプライのクレープ率が16〜20%であることにより、表裏面が適度な滑らかさを有しつつ、伸びが少なくしっかりとした拭き取り性が発現される。
【0024】
また、このようなクレープ率とすることで、上述の各シートの坪量とを弱サイズ性とすることと相まって、表面性を物理的にも化学的にも滑らかにする効果がある。また、特に中間シートを構成するプライのクレープ率が表裏側面シートを構成するプライのクレープ率よりも大きいので、中間シートが吸水した水を保持する吸水シートとして機能する。
【0025】
すなわち、本発明においてこのように設計すると、水解性衛生薄葉紙X1は、中間シート2に対して表裏面側シート1,3の坪量及びクレープ率が低いので、表面或いは裏面に水分に触れたときに、表裏面側シートにおいてクレープがあまり延びずに瞬時に水分が吸収される。そして、その表裏面側シートに吸収された水分は、クレープ率が大きくしかも坪量の高い中間シートに瞬時に移行する。したがって、高い水分の吸収性を有しつつも、表裏面側シートが水分によって安易に水解することなく、滑らかでありながらも比較的しっかりとした感じが得られ、使用者は安心して拭き取り作業ができるものとなる。
【0026】
なお、本発明にいう、クレープ率とは、(((製紙時のドライヤーの周速)−(リール周速))/(製紙時のドライヤーの周速)×100)により算出することができる。
さらに、本発明の水解性衛生薄葉紙X1は、縦方向の湿潤紙力が45〜80cN/25mmであり、横方向の湿潤紙力が18〜35cN/25mmであり、かつ、縦方向の乾燥紙力が490〜870cN/25mmであり、横方向の乾燥紙力が170〜290cN/25mmであるのが望ましい。
【0027】
ここで、本発明の水解性衛生薄葉紙X1における、各紙力は、JIS P 8113に基づくものであり、例えば、ミネベア株式会社製「万能引張圧縮試験機 TG−200N」を用いて測定することができる。なお、本発明にかかる各紙力においては、試料は、幅25mm、長さ100mm(チャック間距離)とする。
【0028】
このような紙力を達成するにあたっては、本発明においては、パルプ材の選定、叩解による紙力向上、乾燥紙力剤の添加、クレープ率の設定等によって調整できる。紙力向上の目的で、抄紙時の乾燥熱により自己架橋して湿潤紙力を発現させる湿潤紙力剤を用いること必要はなく、本発明では、水解性等の点でこのような湿潤紙力剤の使用は望ましくない。
【0029】
さらに、本発明の水解性衛生薄葉紙X1は、ソフトネスが3.0〜6.5CNであり、表面側シート及び裏面側シートの表裏外面のMMDがいずれも0.060〜0.080の範囲にあるのが望ましい。ソフトネスが6.5CNを超えると、使用の際にごわついた感じを受けやすくなるとともに、拭き取りの際の肌の凹凸への追随性が悪くなり拭き取り性も悪化する。このソフトネスは特に好ましくは、3.2〜6.0CNであるのがよい。ただし、ソフトネスは、3.0以上であるのがよく、これ未満であると、頼りなく感じたり使用する際に破れが起きやすくなる。ここでの、ソフトネスの測定は、JAPAN TAPPI No.34に準じ、クリアランスを20mmとして測定したものである。
【0030】
また、MMDの値が0.080超過であると表面の滑らかさに劣る。なお、ここでのMMDは、JIS P 8111に規定される条件下で測定した、10mm角のピアノ線端子と衛生薄葉紙との摩擦係数の平均偏差MMDである。摩擦係数の平均偏差MMDは、カトーテック株式会社製「摩擦感テスター KES SE」を用いて測定することができる。MMD値が大きいほど滑らかさに劣ることを意味する。MMDの値が0.060未満であると、滑り感が強く適度な拭き取り性が得られない。
【0031】
このソフトネス及びMMDは、上記の衛生薄葉紙X1の構造及びその坪量、クレープ率を基本として、パルプの叩解度、柔軟剤等の薬液担持或いは後述のマイクロエンボス付与などによって適宜調整することで達成できる。
【0032】
浸透枚数は、4.0〜6.0枚であることが望ましい。6.0枚超過であれば浸透し易く、使用時に裏抜けが多く、シャワートイレ使用時の拭き取りに、より多くの枚数を必要とすることになる。4.0枚未満であれば、過剰に浸透性が悪く水解性が悪化するため好ましくない。
【0033】
これは、JIS P 8111の環境下において、水平に保持したアクリル板上に1mlの蒸留水を100mm角にメンディングテープ等で区画した内側に吹き付け等の手段で平均して塗布し、その上に10枚の衛生薄葉紙を載せ均一に1kgの加重を掛けて3秒後に、蒸留水が浸透している枚数を数え、10回の平均値を求めたものである。浸透枚数は少ないほど裏抜けが少ないと評価されるものである。
【0034】
吸水量は単位面積当りの吸水重量を示すもので、大きいほどシートの保持できる水量が大きい。本発明では830〜1050g/m2であることが望ましい。830g/m2未満では使用枚数が多くなり、重ねて使用する際にゴワゴワした感触となる。1050g/m2超過では、1枚でも硬い感触となり、また過剰な品質となり使用時の無駄につながるため好ましくない。
【0035】
保水量は、シートを100mm角に裁断し、パンに入れた蒸留水に浸してから、引き上げて10秒間保持して水を切り、水に浸す前と後の重量の差を100倍して求める。単位はg/m2である。
【0036】
他方、本発明の水解性衛生薄葉紙X1は、エンボスが施されているのが望ましい。エンボスの付与は、本発明の水解性衛生薄葉紙X1の特徴的な層構造と相まって、特に、表面側シート1にデザインエンボス11(マクロエンボスとも言われる)とドットエンボス12とが付与され、裏面側シート3にマイクロエンボス(図示せず)が付与され、中間シート2にはエンボスが付与されていないのが望ましい。
【0037】
ここで、マイクロエンボス11は、紙面ほぼ全体に散在される微細なエンボスであり、各頂点部の面積がそれぞれ0 .01〜0.80mm2未満である。ドットエンボス12は、各頂点部の面積がそれぞれ0.80 〜 4.00mm2未満であり、デザインエンボス11は、幅0.20〜4.00mmの線(ライン)及び面積4.00〜 400mm2の面の少なくともいずれか一方で形成されるものを意味する。
【0038】
表面側シート1におけるデザインエンボス11、ドットエンボス12の平面視での配置形態は適宜選択できる。一例は、図2に示すものである。図2の例においては、表面側シート1におけるデザインエンボス11は、面を間欠的に線状に配して全体として曲線格子状としたデザインと花弁様のデザインをなすように配置され、ドットエンボス12は、上記デザインエンボスによる曲線格子内に配されている。また、図示はしないが裏面側シートにおけるマイクロエンボスは、紙面の全体に散在させるように付与される。
【0039】
水解性衛生薄葉紙X1は、マイクロエンボスの存在によって、柔軟性を有し、表面が滑らかなものとなる。また、水解性衛生薄葉紙X1は、デザインエンボス11,11…の存在によって、さらなる嵩高さと意匠性を有するものとなる。さらに、水解性衛生薄葉紙X1は、ドットエンボス12,12…の存在によって、嵩だか性、吸収性を有するものとなる。加えて、水解性衛生薄葉紙X1によると、トイレットペーパーの場合では、デザインエンボス11,11…によって大の汚れ( 排泄物全般の汚れ) が、ドットエンボス12,12…によって中の汚れ( デザインエンボス21,21…で拭き取れなかった汚れ) が、マイクロエンボス11,11…によって小の汚れ( デザインエンボス21,21…及びドットエンボス12,12…で拭き取れなかった汚れ)が拭き取られる。したがって、水解性衛生薄葉紙X1によると、拭き取り操作によって、拭き残しがなくなる。
【0040】
また、本発明の水解性衛生薄葉紙X1において中間シート2にエンボスがないこととすることにより、中間シート2と表裏面側シート1,3との距離が過度に離れず、表裏面側シートで吸収された水や汚物が中間シートに移行しやすくなり、吸水性能等が十分に発揮される。
【0041】
さらには、本形態の水解性衛生薄葉紙X1では、表面におけるドットエンボス12,12…の頂点部(凹部)とデザインエンボス11,11…の線及び面の合計面積が、水解性衛生薄葉紙100cm2あたり3.0〜30.0cm2、好ましくは4.0〜24.0cm2、より好ましくは5.0〜25.0cm2とされているのがよい。
【0042】
水解性衛生薄葉紙100cm2 あたり3.0cm2未満であると、十分な嵩が安定して得られず、また吸収性の低下に繋がる。他方、総面積が、水解性衛生薄葉紙100cm2あたり30.0cm2を超えると、エンボスの深さに対して紙の入りが浅くなり、結果的に嵩が得られなくなる。
【0043】
他方、裏面の総面積に対するマイクロエンボスの頂点部(凹部)合計面積率は0.5〜30.0%、好ましくは1.0〜25.0%、より好ましくは2.0〜18.0%であるのが望ましい。
【0044】
裏面の総面積に対するマイクロエンボスの頂点部合計面積率が0.5%未満であると、十分な柔軟性、滑らかさ感が得られないおそれがある。他方、総面積に対するマイクロエンボスの頂点部合計面積率が30.0%を超えると、柔軟性は向上するものの、2プライ以上の複数プライの場合、プライ離れが起こり易くなる。このプライ離れを防止するため、マイクロエンボスの頂点部でプライ間を接着すると、接着範囲が大きくなり過ぎて紙の柔軟性を損なうおそれがある。
【0045】
次に、上述のエンボスの付与方法について、特に図3を参照しながら説明する。ただし、この付与方法に限定されるわけではない。
まず、表面側シート1、中間シート2、裏面側シート3を構成する連続シートS1〜S3を用意する。このとき、例えば、表面側シート1が二層(2プライ)であるならば、上述の坪量及びクレープ率に調整した各プライ連続シートをエンボス付与前の適宜の前段階で予め積層状態としておく。裏面側シート3、中間シート1についても同様であり、予め想定した層数(プライ数)に積層した状態の積層連続シートを用意する。
【0046】
例えば、中間シートを一層とする5プライの水解性衛生薄葉紙を製造する場合には、まず、表面側シート1、裏面側シート2を構成する各積層連続シートS1,S3について、エンボス付与前の適宜の段階で二層(2プライ)構造にしておく。もちろん、この表面側シート1、中間シート2、裏面側シート3を構成する各層の積層と、後述する表面側シート1、裏面側シート2、中間シート3の積層とが連続的に行なわれるように一連の製造ラインにおいて行なってもよい。
【0047】
図示例にしたがってさらに説明するとエンボス付与は、例えば、裏面側シート3を構成する積層の連続積層シートS3に対して、マイクロエンボスをゴム製抑えロール51R及び金属製凸エンボスロール51Sで構成される一対のエンボスロールにより押圧して付与する。
【0048】
その一方で、表面側シート1を構成する積層連続シートS1に対して、線状の花弁模様のデザインエンボス11、点状のドットエンボス12を、ゴム製抑えロール61Rと金属製凸エンボスロール61Sで構成される一対のエンボスロールによって押圧して付与する。このとき、金属製凸エンボスロール61Sに対向しては、グルーユニットG3及び転写ロール32を介して着色顔料により着色された糊あるいは着色されていない無色の接着糊が塗布される。ここで、金属製凸エンボスロール61Sによる押圧は15〜30kg/cmとするのが望ましい。押圧が小さいと嵩が出にくく、吸液性を阻害する原因に繋がる。逆に大きいと、シートのエンボス部分での破れに繋がり易くなる。
【0049】
次いで、デザインエンボス11及びドットエンボス12が形成された表面側シート1を構成する積層連続シートS1は、中間シート2を構成する連続シートS2、裏面側シート3を構成する各連続シートS3と積層されるとともに、金属製凸エンボスロール61Sに対向する重ね合わせロール70間に案内され、各連続シートS1〜S3がニップされ、各シートS1〜S3が接着糊によって接着される。その後は、長紙管に巻き付けられた後、細幅のトイレットペーパーロールとされたり、インターホルダに導かれてティシュペーパーなどのシート製品とされる。
【0050】
ここで、金属製凸エンボスロール61Sに対向する重ね合わせロール70間のニップのクリアランスは5〜200μ m 、ニップ圧は5〜20kg/cmとするのが望ましい。クリアランス及びニップ圧が小さいと接着性が悪く、逆に大きいと、エンボスの形崩れが生じ、また、接着糊の他のシートへの過度の浸透が多くなり、ザラツキの原因となる。
【0051】
なお、本発明に係る水解性衛生薄葉紙X1では、図5(A)〜(E)にいくつかの構造を例示するように、4〜6プライの積層構造であって、表面側シート1にデザインエンボス21を付与し、中間シート2にエンボスを付与せず、裏面側シート3にマイクロエンボス11を付与してこれらを積層した種々の形態をとることができる。
【0052】
〔衛生薄葉紙の原料等〕
他方、本発明に係る水解性衛生薄葉紙の原料パルプは、既知のものが使用できる、例えば、木材パルプ、非木材パルプ、合成パルプ、古紙パルプなどから、より具体的には、砕木パルプ(GP)、ストーングランドパルプ(SGP)、リファイナーグランドパルプ(RGP)、加圧式砕木パルプ(PGW)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)、ブリーチケミサーモメカニカルパルプ(BCTMP)等の機械パルプ(MP)、化学的機械パルプ(CGP)、半化学的パルプ(SCP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒クラフトパルプ(NBKP)等のクラフトパルプ(KP)、ソーダパルプ(AP)、サルファイトパルプ(SP)、溶解パルプ(DP)等の化学的パルプ(CP)、及びそれらの未漂白パルプ、ナイロン、レーヨン、ポリエステル、ポリビニルアルコール(PVA)等を原料とする合成パルプ、脱墨パルプ(DIP)、ウエストパルプ(WP)等の古紙パルプ、かすパルプ(TP)、木綿、アマ、麻、黄麻、マニラ麻、ラミー等を原料とするぼろパルプ、わらパルプ、エスパルトパルプ、バガスパルプ、竹パルプ、ケナフパルプ等の茎稈パルプ、靭皮パルプ等の補助パルプなどから、一種又は数種を適宜選択して使用することができる。
【0053】
特には、原料パルプは、NBKPとLBKPとを配合したものが好ましい。適宜古紙パルプが配合されていてもよいが、風合いなどの点で、NBKPとLBKPのみから構成されているのがよく、その場合配合割合としては、NBKP:LBKP=10:90〜50:50がよく、特に、NBKP:LBKP=40:60が望ましい。
【0054】
原料パルプ等の原料は、例えば、公知の抄紙工程、具体的には、ワイヤパート、プレスパート、ドライヤパート、サイズプレス、カレンダパート等を経るなどして薄葉紙とする。抄紙に際しては、例えば、分散剤、苛性ソーダ等のpH調整剤、消泡剤、防腐剤、スライムコントロール剤、剥離剤、柔軟剤、柔軟保湿剤、嵩高剤、乾燥紙力剤、湿潤紙力剤、歩留向上剤、染料、定着剤などの適宜の薬品を添加することができる。
【0055】
〔トイレットロール〕
本発明における水解性衛生薄葉紙は、特にトイレットペーパーロールとして好適なものである。この場合、かかる水解性衛生薄葉紙X1によるトイレットペーパーロールは、表面側シート1が巻取り外面となるように巻かれているのが望ましい。デザインが効果的に視認できるとともに消費者に嵩高性を印象づけるメリットがある。
【0056】
他方、かかる水解性衛生薄葉紙X1をトイレットペーパーロールとするにあたっては、巻き硬さが0.45〜0.60kgfであり、巻き長さが9〜17mであり、巻径が100〜117mmであるのが望ましい。巻き硬さは、πゲージをロール円周に巻き付けてロール接線方向に左右に引っ張ることでロール中央部を絞り、ロール中央部の径が元の状態から10mm縮んだ時の張力をプッシュプルゲージで測定した。巻径はπゲージにより測定した。ここで云うπゲージとは、ステンレス製のメジャーでロール円周に巻き付け、その長さから直径を読み取るものである。
【0057】
(試験例)
本発明にかかる実施例と、本発明のプライ構造を有さない比較例とについて各種の試験、評価を行なった。各例の物性、組成及び試験・評価の結果を下記の表1及び表2に示す。なお、各例は、すべてエンボスを付与したものであり、表面側シートにデザインエンボスとドットエンボスを付与し、中間シートにはエンボスを付与せず、裏面側シートにはマイクロエンボスを付与したものである。デザインエンボス、ドットエンボスの平面直視における配置形態は、図2に示すものとした。
【0058】
【表1】
【0059】
【表2】
【0060】
なお、表中における測定方法等については、上述の詳細な説明において説明した方法により行なったが、特記する評価などについては、下記のとおりである。
※1)湿潤破裂は、JIS P 8112に基づき測定した。
※2)耐摩擦適性(Wet)は、8名の実使用による5段階評価(5が最も良く、1が最も悪い)の平均点で4.0以上のものを◎、3.5以上4.0未満のものを○、3.0以上3.5未満のものを△、3.0未満のものを×とした。
※3)保水量は、シートを100mm角に裁断したものを試料とし、これをパンに満たした蒸留水に浸した後、引き上げて10秒間保持し、余分な水を切り、水に浸す前と後の重量の差を100倍して求める。単位はg/m2である。
※4)保水力(吸水性)は、8名の実使用による5段階評価(5が最も良く、1が最も悪い)の平均点で4.0以上のものを◎、3.5以上4.0未満のものを○、3.0以上3.5未満のものを△、3.0未満のものを×とした。なお、評価は使用にあたって水分を素早く吸収しているか、裏抜けしているかという点を主に評価した。
※5)プライ間剥離は、使用時にプライ離れするもの×、使用時に問題はないが手で層を分離できるもの△、各層間の分離が難しく使用上問題のないもの○と評価した。
※6)表2は、使用感をブラインドで官能評価した結果であり、8名の被験者の実際の使用感を5段階で評価したものである。評価に使用した試料は、表1における実施例1及び2と比較例1であり、比較例1を基準値とした。なお、評価は5段階評価(5が最も良く、1が最も悪い)の平均値とした。
【0061】
表1及び表2の結果から理解されるとおり、本発明の実施例1〜3については、耐摩擦適性、保水力等の実際の使用感との相関のある評価において良好な結果となった。また、プライ間剥離についても良好であり、製品としても問題のないことが知見された。
【0062】
以上のことから、本発明によれば、トイレットペーパーの基本的性能である拭き取りに適した柔らかさと摩擦感を持ち、そのうえ吸水に適した厚み感と吸水性の速さと裏抜けが少ない、特にシャワートイレでの使用に適した、衛生薄葉紙が提供されることが確認できた。
【符号の説明】
【0063】
1…表面側シート、2…中間シート、3…裏面側シート、X1…水解性衛生薄葉紙、51S,61S…金属製凸エンボスロール、51R,61R…ゴム製エンボスロール、70…ニップロール、32…転写ロール、G3…グルーユニット、11…デザインエンボス、12…ドットエンボス。
【特許請求の範囲】
【請求項1】
中間シートとこれの表裏に積層される複数の表面側シート及び裏面側シートとを有する4〜6プライの層構造を有し、
紙厚が350〜550μmであり、水解性が10〜100秒であり、坪量が全体として40〜75g/m2の範囲にあり、
前記表面側シート、裏面側シートを構成するプライの坪量が10.0〜12.5g/m2の範囲にあり、前記中間シートを構成するプライの坪量が13.0〜16.0g/m2の範囲にあり、かつ、
中間シート及び表裏面側シートを構成する各プライにサイズ剤が担持されているとともに、前記中間シートにおけるサイズ剤添加量が表裏面側シートのサイズ剤添加量よりも少なく、かつ、表裏面側シートを構成するプライのサイズ剤添加量が1.0〜5.0kg/tの範囲にあり、中間シートを構成するプライのサイズ剤添加量が0.2〜3.0kg/tの範囲あることを特徴とする水解性衛生薄葉紙。
【請求項2】
縦方向の湿潤紙力が45〜80cN/25mmであり、横方向の湿潤紙力が18〜35cN/25mmであり、かつ、縦方向の乾燥紙力が490〜870cN/25mmであり、横方向の乾燥紙力が170〜290cN/25mmである請求項1記載の水解性衛生薄葉紙。
【請求項3】
ソフトネスが3.0〜6.5CNであり、表面側シート及び裏面側シートの各表裏側面のMMDがいずれも0.060〜0.080の範囲にある請求項1記載の水解性衛生薄葉紙。
【請求項4】
中間シートを構成するプライのクレープ率が、26〜30%であり、表裏面側シートを構成するプライのクレープ率が、16〜20%である請求項1記載の水解性衛生薄葉紙。
【請求項5】
表面側シートにドットエンボスとデザインエンボスが付与され、裏面側シートにマイクロエンボスが付与されている請求項1記載の水解性衛生薄葉紙。
【請求項6】
請求項1〜5の何れか1項に記載の衛生薄葉紙であって帯状をなすものがロール状に巻かれたトイレットペーパーロールであって、
巻き硬さが0.45〜0.60kgfであり、巻き長さが9〜17mであり、巻径が100〜117mmであることを特徴とするトイレットペーパーロール。
【請求項1】
中間シートとこれの表裏に積層される複数の表面側シート及び裏面側シートとを有する4〜6プライの層構造を有し、
紙厚が350〜550μmであり、水解性が10〜100秒であり、坪量が全体として40〜75g/m2の範囲にあり、
前記表面側シート、裏面側シートを構成するプライの坪量が10.0〜12.5g/m2の範囲にあり、前記中間シートを構成するプライの坪量が13.0〜16.0g/m2の範囲にあり、かつ、
中間シート及び表裏面側シートを構成する各プライにサイズ剤が担持されているとともに、前記中間シートにおけるサイズ剤添加量が表裏面側シートのサイズ剤添加量よりも少なく、かつ、表裏面側シートを構成するプライのサイズ剤添加量が1.0〜5.0kg/tの範囲にあり、中間シートを構成するプライのサイズ剤添加量が0.2〜3.0kg/tの範囲あることを特徴とする水解性衛生薄葉紙。
【請求項2】
縦方向の湿潤紙力が45〜80cN/25mmであり、横方向の湿潤紙力が18〜35cN/25mmであり、かつ、縦方向の乾燥紙力が490〜870cN/25mmであり、横方向の乾燥紙力が170〜290cN/25mmである請求項1記載の水解性衛生薄葉紙。
【請求項3】
ソフトネスが3.0〜6.5CNであり、表面側シート及び裏面側シートの各表裏側面のMMDがいずれも0.060〜0.080の範囲にある請求項1記載の水解性衛生薄葉紙。
【請求項4】
中間シートを構成するプライのクレープ率が、26〜30%であり、表裏面側シートを構成するプライのクレープ率が、16〜20%である請求項1記載の水解性衛生薄葉紙。
【請求項5】
表面側シートにドットエンボスとデザインエンボスが付与され、裏面側シートにマイクロエンボスが付与されている請求項1記載の水解性衛生薄葉紙。
【請求項6】
請求項1〜5の何れか1項に記載の衛生薄葉紙であって帯状をなすものがロール状に巻かれたトイレットペーパーロールであって、
巻き硬さが0.45〜0.60kgfであり、巻き長さが9〜17mであり、巻径が100〜117mmであることを特徴とするトイレットペーパーロール。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−202986(P2010−202986A)
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願番号】特願2009−46833(P2009−46833)
【出願日】平成21年2月27日(2009.2.27)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願日】平成21年2月27日(2009.2.27)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]