
汚染防止要素を実装するための実装マットの作製方法
本発明は、汚染防止装置内で使用するための実装マットの作製方法に関する。本方法は、
(i)フォーミングワイヤの上方に配置された開放底部を有するフォーミングボックスの入口を通って無機繊維を供給し、繊維のマットをフォーミングワイヤ上に形成する工程であって、このフォーミングボックスは、繊維の塊を分裂するための複数個の繊維分離ローラーであって、ハウジング内の入口とハウジング底部との間で少なくとも1つの列で提供される複数個の繊維分離ローラー及びエンドレスベルトスクリーンを有する、工程と、
(ii)繊維分離ローラーの下方及びフォーミングワイヤの上方のエンドレスベルトの下部走行上で繊維の塊を捕捉する工程と、
(iii)捕捉された繊維の塊を、繊維分離ローラーの上方にエンドレスベルト上で運搬し、捕捉された塊をベルトから解放し、ローラーによって接触し、分裂できるようにする工程と、
(iv)繊維のマットを、フォーミングボックスからフォーミングワイヤによって運び出す工程と、
(v)繊維のマットを圧縮し、繊維のマットをその圧縮された状態で拘束し、それによって、汚染防止要素を触媒コンバーターのハウジング内に実装するのに好適な所望の厚さを有する実装マットを得る工程と、含む。

(i)フォーミングワイヤの上方に配置された開放底部を有するフォーミングボックスの入口を通って無機繊維を供給し、繊維のマットをフォーミングワイヤ上に形成する工程であって、このフォーミングボックスは、繊維の塊を分裂するための複数個の繊維分離ローラーであって、ハウジング内の入口とハウジング底部との間で少なくとも1つの列で提供される複数個の繊維分離ローラー及びエンドレスベルトスクリーンを有する、工程と、
(ii)繊維分離ローラーの下方及びフォーミングワイヤの上方のエンドレスベルトの下部走行上で繊維の塊を捕捉する工程と、
(iii)捕捉された繊維の塊を、繊維分離ローラーの上方にエンドレスベルト上で運搬し、捕捉された塊をベルトから解放し、ローラーによって接触し、分裂できるようにする工程と、
(iv)繊維のマットを、フォーミングボックスからフォーミングワイヤによって運び出す工程と、
(v)繊維のマットを圧縮し、繊維のマットをその圧縮された状態で拘束し、それによって、汚染防止要素を触媒コンバーターのハウジング内に実装するのに好適な所望の厚さを有する実装マットを得る工程と、含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、汚染防止要素を触媒コンバーターの中に実装するための実装マットの作製方法に関する。特に、本発明は、膨張又は非膨張実装マットの作製方法に関する。本発明は更に、触媒コンバーターの作製方法に関する。本発明は、ショット含有無機繊維におけるショットの量を低減させる方法にも関する。
【背景技術】
【0002】
汚染防止装置は、大気汚染を抑制するために自動車に使用されている。そのような装置は、汚染防止要素を含む。例示の汚染防止装置は、触媒コンバーター、ディーゼル微粒子除去フィルタ又はトラップを含む。触媒コンバーターは、典型的に、触媒を支持する壁を有するセラミックモノシリック構造体を含有する。触媒は、典型的に、大気汚染を抑制するために、エンジン排出ガス中の一酸化炭素及び炭化水素を酸化させ、窒素酸化物を還元する。モノシリック構造体は、金属で作製されることもある。ディーゼル微粒子フィルタ又はトラップは、典型的に、ウォールフロー型(壁流)フィルタであり、例えば、多孔性構造のセラミック材料から作製されるハニカム状のモノリシック構造をしばしば有する。フィルタは、典型的に、エンジン排気ガスから煤煙及び他の排気微粒子を除去する。これらの各装置は、汚染防止要素を保持するハウジング(典型的に、金属様ステンレス鋼で作製される)を有する。モノシリック汚染防止要素は、それらの壁厚及び毎平方インチ当たり(cpsi)の開口部又はセルの数によってしばしば記載される。1970年代初期、304マイクロメートル(12mil)の壁厚及び47セル/cm2(300cpsi)のセル密度(「300/12モノリス」)を有するセラミックモノシリック汚染防止要素が一般的であった。
【0003】
排ガス法がより厳しくなるにつれて、壁厚は、モノリスの幾何学的表面積を増加させ、熱容量を低下させ、圧力の低下を減少させる手段として、減少している。標準は、900/2モノリスに進歩している。それらの薄壁により、セラミックモノシリック構造体は、振動又は衝撃損傷及び破損に対して脆弱であり、敏感である。損傷を与える力は、汚染防止装置の組み立て中の手荒な取扱い若しくは落下から、エンジン振動から又はでこぼこ道上の運行から生じる場合がある。セラミックモノリスは、ロードスプレーとの接触からなど、高熱衝撃による損傷も受けやすい。
【0004】
セラミックモノリスは、概して、それらを含有する金属ハウジング未満の桁である熱膨張の係数を有する。例えば、金属ハウジングの周壁とモノリスとの間のギャップは、約4mmから始まり、エンジンが、触媒コンバーターモノシリック要素を25℃から約900℃の最大動作温度に加熱するにつれて、合計約0.33mm増加することができる。同時に、金属ハウジングは、約25℃〜約530℃の温度に増加する。金属ハウジングが小さい温度変化を受けたとしても、金属ハウジングの熱膨張の、より高い係数は、モノシリック要素の膨張よりも速く、ハウジングをより大きい周囲サイズに膨張させる。そのような温度サイクルは、典型的に、車両の寿命の間に数百又は数千回生じる。
【0005】
道の衝撃及び振動からのセラミックモノリスに対する損傷を回避し、熱膨張の差を補い、排気ガスがモノリスと金属ハウジングとの間を通過するのを防止する(それによって、触媒を迂回する)ためには、実装マットは、セラミックモノリスと金属ハウジングとの間に配置される。モノリスをハウジング内に配置するプロセスは、缶詰(canning)とも称され、マット材料のシートをモノリスに巻き付ける工程と、巻き付けられたモノリスをハウジングの中に挿入する工程と、ハウジングを閉じるように押し付ける工程と、フランジをハウジングの外側縁に沿って溶接する工程と、を含む。
【0006】
典型的に、実装マット材料は、無機繊維、任意に膨張材料、有機結合剤、充填剤及び他のアジュバントを含む。モノリスをハウジング内に実装するために使用される周知のマット材料は、例えば、米国特許第3,916,057号(ハッチ(Hatch)ら)、同第4,305,992号(ランガー(langer)ら)、同第4,385,135号(ランガー(langer)ら)、同第5,254,410号(ランガー(langer)ら)、同第5,242,871号(ハシモト(Hashimoto)ら)、同第3,001,571号(ハッチ(Hatch))、同第5,385,873号(マクネイル(MacNeil))及び同第5,207,989号(マクネイル(MacNeil))、1978年8月23日公開の英国特許第1,522,646号(ウッド(Wood))、1983年1月26日公開の日本公開第J.P.昭58−13683号(即ち、特許出願公開第J.P.平2−43786号及び日本出願第J.P.昭56−1 12413号)及び1981年7月10日出願の日本公開第J.P.昭56−85012号(即ち、特許出願第昭54−168541号)に記載される。実装材料は、長時間の使用にわたって動作温度の全範囲で非常に弾力的な状態でなくてはならない。
【0007】
広範な動作温度及び多数の熱サイクルにわたって、モノリスと金属ハウジングとの間の変化するギャップに対応するために十分に弾力的かつ圧縮可能な実装システムに対する必要性が存在する。現況技術の実装材料は、それ自体の有用性及び利点を有するが、汚染防止装置内で使用するための実装材料を改善する継続的な必要性が存在し続ける。更に、実装マットの形成に際して主要な関心の1つは、材料のコストと性能属性との間での平衡である。そのような高品質の実装システムを可能な限り低コストで提供することが望ましい。
【0008】
汚染防止装置又はモノリスを実装するための実装マットは、主に湿式プロセスによって製造されている。特に、湿式プロセスは、膨張実装マットを作製するために使用される。しかしながら、湿式プロセスは、相当な設備投資を必要とし、更に必要な乾燥のために大量のエネルギーを消費するため高価となる。更に、プロセスは典型的に対処する必要がある大量の水溶液、及び環境上の理由で処理する必要があり得る関連廃棄物流を伴う。更に、例えば、ある所望のアジュバントを有する特定の組成物の実装マットを配合することは、所望の配合物のコンポーネントの異なる相互作用のために複雑である。更に、湿式プロセスは、典型的に実装中にマットの亀裂を回避するために、相当量の有機結合剤の使用を必要とする。これは、実装マットが、例えば、膨張材料等の添加剤を含む場合、特にそうである。有機結合剤の使用は、排気の温度が典型的に、大抵のガソリンエンジンよりずっと低いディーゼルエンジン等での「低温」触媒コンバーター内で使用することを目的とする実装マットにおいて特に好ましくない。有機結合剤は、コンバーターの組み立て後に焼け出す必要があるため、有機結合剤も、環境上の理由で好ましくない。
【0009】
また、湿式プロセスにおいて使用することができる繊維長が、制限を与えることがある。
【0010】
乾式プロセスも、実装マットを作製するために使用されている。例えば、実装マットは、ニューヨーク州マセドン(Macedon)のランド・マシン社(Rando Machine Corp.)から商標名「ランド・ウエーバー(RANDO WEBBER)」又はデンマークのスキャンウェブ社(ScanWeb Co.)から商標名「ダンウェブ(DAN WEB)」で販売されるもの等の市販のウェブ成形機を使用して作製され、繊維は、ワイヤスクリーン又はメッシュベルトの上に引かれる。残念なことに、これらの各機械は、実装マットの作製に対するそれ自体の制限を伴うため、これら機械の実用性を、これらの機械と共に使用するために最適化された特定の実装マット配合物に制限する。例えば、それらの機械上で使用することができる繊維長は、一般的に制限される。更に、実装マットの配合物において所望のアジュバントは、これらの機械に対して適合性を有さない可能性があるか、若しくはそれらの使用は、所望の性能を満たさない実装マットをもたらすか、又は性能が大きく変動するマットをもたらす恐れがある。更に、周知の乾式プロセスは、強力過ぎる可能性があり、好ましくない繊維の破損、再生不可能な性能、製造での埃形成等を引き起こす。
【発明の概要】
【発明が解決しようとする課題】
【0011】
したがって、実装マットの更なる製造方法を見出す必要性が存在する。非膨張及び膨張材料を含む異なる配合物の多種多様な実装マットの製造を可能にするマットを見出すことが、特に望ましい。実装マットを低コストかつ簡便な方法で製造することを可能にする方法を見出すことは、更に望ましい。結合剤を有さないか、又は非常に少量の結合剤を有する実装マット、特に、結合剤の含有量が低く、例えば粒子又は膨張材料等の更なるアジュバントを含むことができるマットを作製するために使用することができる方法を見出すことも望ましい。当然のことながら、所望の方法は典型的に、今まで実装マットを作製するために使用されている他の方法によって製造されたものと同等又はそれ以上の性能のレベルを有する所望の実装マットを作製できるようにするべきである。典型的に、方法は、安定した品質の実装マットを作製することを可能にするべきである。実装マットの満足できる品質は、例えば、低ショット含有量を有する無機繊維を使用することによって得ることができる。したがって、実装マット内で使用するのに好適な無機繊維、特に乾燥繊維のショット含有量を低減させるプロセスを見出すことも望ましい。好ましくは、そのプロセスは、実装マットの作製プロセスと組み合わされるか、又は一体化され得る。
【課題を解決するための手段】
【0012】
一態様では、本発明は、汚染防止装置内で使用するための実装マットの作製方法であって、
(i)フォーミングワイヤの上方に配置された開放底部を有するフォーミングボックスの入口を通って無機繊維を供給し、繊維のマットをフォーミングワイヤ上に形成する工程であって、フォーミングボックスは、繊維の塊を分裂するための複数個の繊維分離ローラーであって、ハウジング内の入口とハウジング底部との間で少なくとも1つの列で提供される、複数個の繊維分離ローラー及びエンドレスベルトスクリーンを有する、工程と、
(ii)繊維分離ローラーの下方及びフォーミングワイヤの上方のエンドレスベルトの下部走行上で繊維の塊を捕捉する工程と、
(iii)捕捉された繊維の塊を、繊維分離ローラーの上方にエンドレスベルト上で運搬し、捕捉された塊をベルトから解放し、ローラーによって接触し、分裂できるようにする工程と、
(iv)繊維のマットを、フォーミングワイヤによってフォーミングボックスから運び出す工程と、
(v)繊維のマットを圧縮し、繊維のマットをその圧縮された状態で拘束し、それによって、汚染防止要素を触媒コンバーターのハウジング内に実装するのに好適な所望の厚さを有する実装マットを得る工程と、を含む、方法に関する。
【0013】
上記に示したように実装マットの作製方法は、典型的に、以下の利点の1つ以上を提供する。典型的に、本方法は、コスト効率がよくかつ簡便な方法で多種多様の組成物の実装マットを製造することを可能にする。特に、本方法は、以前は異なる方法及び機器によって製造されなければならなかった様々な実装マット配合物を製造することを可能にする。更に、製造された実装マットは、実装マットを作製するための周知又は一般的な方法で製造された実装マットと典型的に少なくとも同等又はそれ以上の性能レベルを有する。更に、有機結合剤含有量を有さないか、又は低含有量の有機結合剤を有する実装マットは、安定した品質及び性能をもたらす、容易で、簡便で、コスト効率がよくかつ信頼性のある方法で製造することができる。例えば、有機結合剤を有さないか、又は5重量%以下、例えば、3重量%以下の、又は2重量%以下の有機結合剤を有する実装マットは、容易に製造することができる。特定の実施形態では、有機結合剤含有量が低い(例えば、結合剤がないか、5重量%以下の、例えば3重量%以下の、又は2重量%以下の有機結合剤)膨張実装マットは、優れた性能及び安定した品質をもって製造することができる。本方法は、周知の方法によって製造することが困難又は不可能であった実装マットの作製を可能にする利点を更に提供することができる。
【0014】
更に、本方法は、ショット含有無機繊維のショット含有量を低減させることができる。ショットが低減された繊維は市販されているが、それらは典型的に、湿式プロセスによって精製され、したがって除去されなければならない液体又は溶媒を含有する。乾燥した、ショットが低減された繊維も市販されているが、繊維長の低減をもたらす細断プロセス(「短繊維」)によって精製されている。したがって、本発明の更なる利点は、繊維の長さを減少させずにショットが低減された繊維を得る方法を提供することである。したがって、4mm〜10mm又は更には10mmを超える繊維長を有するショットが低減された乾燥無機繊維を得ることが可能であり得る。ショットが低減されたプロセスは、マットを作製するためのプロセスの中に組み入れることができるか、又はそれは別のプロセス、例えば、繊維をマット作製に提出する前の前処理プロセスであってもよい。
【図面の簡単な説明】
【0015】
【図1】フォーミングボックスの概略的斜視図。
【図2】フォーミングボックスの概略的側面図。
【図3】図2に示されるフォーミングボックスの詳細図。
【図4】汚染防止装置の概略図。
【発明を実施するための形態】
【0016】
本方法によると、繊維は、フォーミングボックスの繊維入口を通ってフォーミングボックスに供給される。繊維は、個別に及び/又は塊でフォーミングボックスに供給されてもよい。典型的な塊のサイズは、約2mm〜約60mm又は5〜30mm(直径、又は塊が球形ではない場合における塊の最長寸法)である。
【0017】
本発明に関連して使用するのに好適なフォーミングボックスは、2005年5月19日公開の国際公開第2005/044529号に開示されている。フォーミングボックスは、少なくとも1つの列で配置され、繊維の塊を分裂する複数個の繊維分離ローラーを含む。繊維分離ローラーは、繊維の塊をより小さい塊又は個々の繊維に分離する。繊維分離ローラーは、起伏のある表面を有するローラーであり、繊維又は塊に係合できる、少なくとも1つの突出部を含有する。そのような突出部は、スパイク、段差又はこぶであってもよい。典型的に、繊維分離ローラーは、スパイクローラーである。塊若しくは繊維を係合する及び/又は混転することによって繊維を塊から分離するか、又は塊の大きさを低減させる繊維分離ローラーの作用は、任意の空気又はガス流によって支持されてもよい。これは、繊維が繊維分離ローラーによって処理されている間又は後に、あるいは繊維が処理され、同じか、又は異なる繊維分離ローラーによって再度処理される前に繊維を混転するように適切に配置されたボックス内で(任意の)ノズルからの空気又はガス噴射によって行うことができる。ガス流に供することは、連続的又は不連続的に行われてもよい。
【0018】
フォーミングボックス内で配置されるエンドレスベルトスクリーンは、上部走行を有し、これは、スパイクローラーの列のすぐ下及び/又は上方を走行する(即ち、例えばスパイクローラーの2つの列の間及びフォーミングボックスの下部にある下部走行)。したがって、繊維塊又は大き過ぎる繊維は、フォーミングワイヤ上に沈着し、フォーミングボックス内でベルトスクリーン上に保持されないように妨げられ、フォーミングボックスの下部から運ばれ、更なる離解のためにスパイクローラーへ戻される。実施形態では、エンドレスベルトスクリーンは、ふるい又は繊維スクリーン部材を提供し、それは大き過ぎる繊維が、エンドレスベルトスクリーンの下部走行の1つの上側に保持され、フォーミングボックス及びフォーミングワイヤの下の真空のためにエンドレスベルトスクリーンの上部走行の下側に解放されるため、自浄式である。
【0019】
実施形態では、スパイクローラーの2つの列は、ベルトスクリーンの上部走行の各側上に提供される。これによって、供給された繊維の最初の離解は、ベルトスクリーンによるスクリーニング及びこの最初のスクリーニングの後の更なる離解の前に提供されることができる。更なる実施形態では、ベルトスクリーンの上部走行のすぐ下の列のスパイクローラーは、回転のそれらの軸線とベルトスクリーンとの間で、ベルトスクリーンの上部走行の移動の方向で、減少していく距離で配置される。これによって、ベルトスクリーンの下部走行上に保持される繊維塊又は繊維のクラスタは、これらの保持された繊維が、再処理のためにベルトスクリーンの上方へ戻るにつれて徐々に再離解される。戻った繊維の「コース」処理で開始し、次いで、ベルトスクリーンと個々のスパイクローラーとの間のギャップのサイズを徐々に低減させることによって、戻った繊維の塊が、分離され、圧縮されず、2つの隣接したスパイクローラーの間のギャップを通って引かれることを確実にすることができる。これによって、よりよい離解を達成することができる。繊維の更なる離解及びそれによる、更に均一な分布を達成するために、スパイクローラーの2つの更なる列は、ベルトスクリーンの下部走行の各側上に提供されることができる。
【0020】
本発明の実施形態では、スパイクローラーは、ベルトスクリーンの縦走行の少なくとも1つに沿って提供される。これによって、ベルトスクリーンに沿って引かれる繊維は、帰還路の間も再処理されることができ、及び/又はベルトスクリーンは、ベルトスクリーンの縦経路に沿って提供されるスパイクローラーによって洗浄されることができる。本発明の実施形態では、ベルトスクリーンは、フォーミングワイヤの進行方向に対して下流方向でハウジングを超えて延在する。あるいは、ベルトスクリーンは、ハウジングの内側に提供される。
【0021】
ベルトスクリーンは、下層のフォーミングワイヤと同じか、又は下部走行の動作の反対側の方向で駆動されることができる。また、ベルトスクリーンは、連続的に駆動される(例えば、一定速度で)か、又は間欠的に駆動されることができる。一実施形態では、スパイクローラーの2つの更なる列は、ベルトスクリーンの下部走行の各側に提供されることができる。ベルトスクリーンは、好ましくは、所定のパターン内で格子開口部を提供する。
【0022】
一実施形態では、ベルトスクリーンは、所定のメッシュ開口部を有するワイヤメッシュであってもよい。別の実施形態では、ベルトスクリーンは、間に開口部を有する横に配向された格子部材を有する。本発明の実施形態では、ベルトスクリーンの下部走行は、ベルトスクリーンが、フォーミングワイヤ上でエアレイドされている繊維形成の上側と接触するように、フォーミングワイヤのすぐ上方にある。これによって、真空は、フォーミングボックスの底部開口部の一部の領域において遮蔽され、置かれた製品の所定の表面構造を得ることができる。これらの真空遮蔽領域は、ベルトスクリーンのスクリーンパターンによって決定される。
【0023】
更に、高ショット含有量を有する繊維がフォーミングボックスの中に送り出される場合、スクリーンは、ショット粒子を分離するか、又はスクリーンを分離するように形成される区域を含有することができるか、あるいはふるいが、ショット粒子を繊維から(form)分離するために提供されてもよい。
【0024】
以下では、本発明の方法における使用のためのフォーミングボックスの実施形態を、図1〜3を参照してより詳述する。
【0025】
図1及び図2では、本方法と供に使用するためのフォーミングボックスを示す。フォーミングボックスは、ハウジング1を含み、その中に繊維3は入口2から供給される。フォーミングボックスは、フォーミングワイヤ4の上方に配置され、乾燥形成プロセスにおいて繊維板6を形成する、フォーミングワイヤ4の下の真空ボックス5によりエアレイドされる。図1では、フォーミングボックスは、内部要素がハウジング内で可視である状態で示されている。しかしながら、ハウジング壁は、透明又は透明な材料で作製されてもよいことが理解される。
【0026】
繊維3は、フォーミングボックスのハウジング1の中に入口2を介して吹き込まれる。フォーミングボックスの内側では、多数のスパイクローラー7が、図1及び2に示されるように、スパイクローラー71、72、73、74の1つ以上の列(例えば、15の4列)で提供される。ハウジングでは、エンドレスベルトスクリーン8も提供される。このエンドレスベルトスクリーン8は、図3に示されるように、上部走行85と、ベルトスクリーン8が下方に移動する縦断区域88と、ベルトスクリーン8が下層のフォーミングワイヤ5とほぼ平行に移動する下部走行86と、上方に配向された20走行87(upwardly oriented 20 run 87)と、を含む運搬経路が提供されている。
【0027】
ベルトスクリーン8の上部走行85に隣接して、スパイクローラー71の少なくとも1つの列が提供される。示された実施形態では、スパイクローラー71、72の2つの上部列及びスパイクローラー73、74の2つの下部列は、ハウジング1内で異なるレベルで提供される。ベルトスクリーンは、スパイクローラー71、72の2つの上部列の間の上部走行経路85及びスパイクローラー73、74の2つの下部列の間の下部走行経路86と共に配置される。繊維3は塊で、ハウジング1の中に供給されてもよい。その後、スパイクローラー7は、フォーミングワイヤ5上に形成される製品6内で繊維3の均一の分布を確実にするために、繊維3の塊を離解又は細かく刻む。繊維は、繊維がフォーミングボックス内で下方に吸引されるとき、第1の列内でスパイクローラー71、その後、ベルトスクリーン8及びスパイクローラー72の第2の列を通過する。ベルトスクリーン8の下部走行86内で、大き過ぎる繊維は、ベルトスクリーン8上で保持され、更なる離解のためにフォーミングボックスの上部区域へ戻される。保持された繊維は、後に上部走行85の下部面となる、ベルトスクリーン8の下部走行86の上に捕捉され、繊維は、ベルトスクリーン8に吸引され、繊維の塊は、再度スパイクローラーによって細かく刻まれる。
【0028】
図3に示されるように、ベルトスクリーン8の上部走行85のすぐ下のスパイクローラー72の列が傾く。この列72は、下の保持から戻される保持された「大き過ぎる」繊維を受容する。繊維3がこの列72内で効率的に細かく刻まれることを確実にするために、列72内で第1のスパイクローラー72’、72’’、72’’’、72’’’’は、個々のスパイクローラー72’、72’’、72’’’、72’’’’の回転の軸線とベルトスクリーン8の上部走行85との間に異なる距離を提供する。列内で第1のスパイクローラー72’は、最も大きい距離で配置され、徐々に、次のスパイクローラー72’’、72’’’及び72’’’’は、戻された大き過ぎる繊維の塊内で繊維が、ゆっくりと「剥離」されるように、近くなる距離で配置され、それによって、塊が、ベルトスクリーン及び2つの隣接したスパイクローラーの間内で吸引され、引きずられるのではなく、細かく刻まれ、離解されることを確実にする。
【0029】
エンドレスベルトスクリーン8は、所定のパターンで、閉鎖部81及び開口部82を含む。あるいは、ベルトスクリーン8は、ワイヤメッシュであってもよい。ベルトスクリーン8の開口部82及び閉鎖部81の特定のパターンによって、乾燥形成プロセスによって形成される繊維板6上の所定の表面パターンは、フォーミングワイヤ4上に置かれる繊維の上面に接触するように、ベルトスクリーン8の下部走行86を配置することによって得ることができる。
【0030】
移動87、88の垂直に配向された経路では、1つ以上のスパイクローラー(図示せず)は、繊維をベルトスクリーン上で緩めるためにベルトスクリーン8に隣接して提供されてもよい。スパイクローラーの構成は、フォーミングボックスによってエアレイドされる繊維の種類によって選択されることができる。
【0031】
フォーミングボックスの底部は、ふるい11(図示せず)が提供されてもよく、ベルトスクリーン8は、保持された繊維を除去するためのブラシ手段を適宜に提供されてもよい。これによって、ベルトは、底部ふるいを洗浄するために更に使用することができる。ブラシ手段は、ベルトスクリーンの下部走行経路の上部側から繊維を払うために提供される部材であってもよい。別の方法としては、又は組み合わせで、ベルトスクリーンはふるい上で保持された繊維をかき混ぜる乱気流を生成するための手段を提供されてもよい。このように、底部ふるいを有するフォーミングボックスは、底部ふるいのための洗浄設備を備えることができ、ベルトは更に、ふるいが詰まるのを防ぐために使用することができる。
【0032】
上記の図で示した実施例では、ベルトスクリーン及びスパイクローラーの上方に配置された入口が示される。しかしながら、入口はベルトスクリーンの上部走行の下に配置されてもよく、及び/又は複数の入口が提供されてもよい(例えば、異なる種類の繊維をフォーミングボックスに供給するために)ことが理解される。その後、スパイクローラー及び実際にベルトスクリーンは、フォーミングボックスの内側で繊維を混合する際に役立つ。
【0033】
実装マットを作製するための本方法によると、フォーミングワイヤ上に形成される繊維のマットは、フォーミングボックスから運びだされ、その後、実装マットを触媒コンバーターのハウジング内で実装するのに好適な所望の厚さに圧縮される。マットは、実装マットの圧縮された状態が、更なる取扱い、処理(例えば、所望の形状及びサイズに切断する)及びマットの触媒コンバーター内への装着の間に維持されるように拘束されるべきである。触媒コンバーター又は汚染防止装置の製造において、実装マットは、汚染防止装置のハウジング又はケーシングと、モノリスとも称される汚染防止要素との間のギャップ内に配置される。典型的に、ハウジングと汚染防止要素との間のギャップは、2mm〜10mm、例えば3mm〜8mmと変化する。ギャップサイズは、一定であってもよく、又は汚染防止装置の特定の設定に応じて、汚染防止要素の周囲に沿って変化してもよい。
【0034】
図4では、汚染防止装置の実施形態が示される。汚染防止装置10は、略裁頭円錐形入口12及び出口末端部13をそれぞれ有する、典型的に金属材料で作製されたケーシング11を含む。ケーシング11内には、汚染防止要素又はモノリス20が配置される。汚染防止モノリス20の周囲には、本方法によって製造され、モノシリック要素20をケーシング11内に固く、しかし弾力的に支持する役目を果たす実装マット30が実装される。実装マット30は、ケーシング内で汚染防止モノリス20定位置に保持し、汚染防止モノリス20とケーシング11との間のギャップを封止し、こうして排気ガスが汚染防止モノリス20を迂回するのを防止するか、又は最小化する。図4を見ても分かるように、ケーシング11の外部は、大気に露出されている。換言すれば、装置10は、ケーシング11が収容される別のハウジングを含まない。しかしながら、別の実施形態では、汚染防止モノリスは、ケーシング内で保持されてもよく、そしてそれらの1つ以上は、例えば、トラックのための触媒コンバーターの場合のように、更なるケーシング内で収容されてもよい。汚染防止装置のケーシングは、ステンレス鋼等を含む、そのような使用のための当該技術分野において既知の材料で作製することができる。
【0035】
実装マットで実装することができる汚染防止要素には、ガソリン汚染防止モノリス及びディーゼル汚染防止モノリスが挙げられる。汚染防止モノリスは、触媒コンバーター、微粒子フィルタ又はトラップ等であってもよい。触媒コンバーターは、触媒を含有し、それは典型的に、金属ハウジング内で実装されるモノシリック構造体上にコーティングされる。触媒は典型的に、必要な温度で、動作可能かつ効果的であるように適合される。例えば、ガソリンエンジンと共に使用するために、触媒コンバーターは、400℃〜950℃の温度で効果的であるべきであるが、ディーゼルエンジン用には、低温が、典型的に350℃以下が一般的である。金属モノリスも使用されてきているが、モノリシック構造体は、典型的にはセラミックである。触媒は、大気汚染を抑制するために、排出ガス中の一酸化炭素及び炭化水素を酸化させ、窒素酸化物を還元する。ガソリンエンジンでは、これらの汚染物質の3つすべては、いわゆる「三元コンバーター」内で同時に反応することができるが、ほとんどのディーゼルエンジンは、ディーゼル酸化触媒コンバーターしか備え付けられていない。今日、ディーゼルトラック内でしばしば使用されている、窒素酸化物を還元するための触媒コンバーターは、概して、別の触媒コンバーターからなる。
【0036】
ガソリンエンジンと共に使用するための汚染防止モノリスの例としては、コーニング社(Corning Inc.)(ニューヨーク州コーニング(Coming))及び日本ガイシ株式会社(NGK Insulators,LTD.)(日本、名古屋)から市販されているコーディエライト、又はエミテック(Emitec)(ドイツ、ローマル(Lohmar))から市販されている金属モノリスで作製されるものが挙げられる。触媒モノリスに関する更なる詳細は、例えば、「先端セラミック基質:高幾何学的小面積及び低熱容量による触媒能力の改善(Advanced Ceramic Substrate: Catalytic Performance Improvement by High Geometric Suface Area and Low heat Capacity)」(ウメハラ(Umehara)ら、論文番号971029号、SAE技術論文シリーズ(SAE Technical Paper Series)、1997年)、「自動車用触媒コンバーターのためのパッケージ設計へのシステムアプローチ(Systems Approach to Packaging Design for Automotive Catalytic Converters」(10、ストルーム(Stroom)ら、論文番号900500号、SAE技術論文シリーズ(SAE Technical Paper Series)、1990年)、「モノシリック触媒担体としての薄壁セラミックス(Thin Wall Ceramics as Monolithic Catalyst Supports)」(ハウイット(Howitt)、論文800082号、SAE技術論文シリーズ(SAE Technical Paper Series)、1980年)及び「モノシリックハニカム状自動車用触媒コンバーターにおける流動効果(Flow Effects in Monolithic Honeycomb Automotive Catalytic Converters)」(ハウイット(Howitt)ら、論文番号740244号、SAE技術論文シリーズ(SAE Technical Paper Series)、1974年)を参照されたい。
【0037】
ディーゼル微粒子フィルタ又はトラップは典型的にウォールフロー型(壁流)フィルタであり、典型的に多孔性結晶構造のセラミック材料から作製されるハニカム状のモノリシック構造を有する。ハニカム状構造の交互セルは、通常、排気ガスが1つのセルに入り、1つのセルの多孔質壁を強制的に通過させられ、隣接するセルを通って構造体から出ていくように埋め込まれる。この方法で、ディーゼル排気ガスに存在する小さなすす粒子が回収される。コーディエライトで作製された好適なディーゼル微粒子フィルタは、コーニング社(Corning Inc.)(ニューヨーク州コーニング(Coming))及び日本ガイシ株式会社(NGK Insulators Inc.)(日本、名古屋)から市販されている。炭化ケイ素で作製されたディーゼル微粒子除去フィルタは、例えば、株式会社(Ibiden Co. Ltd.)(日本)から市販されており、例えば、2002年2月12日公開のJP 2002047070(A)号に記載される。
【0038】
実装マットは、いわゆる薄壁又は超薄壁汚染防止モノリスを実装するために使用することができる。特に、実装マットは、1平方センチメートル当たり62セル(cpscm)(400cpsi)〜186cpscm(1200cpsi)を有し、0.127mm(0.005インチ)以下の壁厚を有する汚染防止モノリスを実装するために使用することができる。実装マットで実装されることができる汚染防止モノリスとしては、102マイクロメートル/1平方センチ当たり62セル(cpscm)(4mil/400cpsi)及び102マイクロメートル/93cpscm(4mil/600cpsi)の薄壁モノリス並びに76マイクロメートル/93cpscm(3mil/600cpsi)、51マイクロメートル/140cpscm(2mil/900cpsi)、及び51マイクロメートル/186cpscm(2mil/1200cpsi)の超薄壁モノリスが挙げられる。
【0039】
繊維マットは、穿刺、ステッチボンディング、樹脂接着、圧力印加、及び/又はそれらの組み合わせを含む多数の異なる方法で圧縮され、拘束されることができる。好ましくは、圧縮され、拘束された繊維マットは、約800g/m2〜約3000g/m2の範囲の単位面積当たり重量値、及び別の態様では、約0.5cm〜約3cmの範囲の厚さを有する。5kPA負荷下での典型的なかさ密度は、0.1〜0.2g/cm3の範囲にある。膨張材料を含有するマットは、約2000〜8000g/m2の範囲の面積当たり重量及び/又は5kPA負荷では0.3〜0.7g/m2の範囲のかさ密度を有する。
【0040】
一実施形態では、繊維マットは、ニードルパンチングによって圧縮され、拘束される。ニードルパンチしたマットは、マットを複数回完全又は部分的(好ましくは完全)に、例えば有刺針によって貫通させることによってもたらされる物理的な繊維の絡合があるマットを指す。繊維マットは、ニードルパンチした繊維マットを提供する従来のニードルパンチング装置(例えば、「ディロ(DILO)」という商標名でドイツのディロ(Dilo)より市販されているニードルパンチャーで、有刺針(例えば、ウィスコンシン州マニトウォック(Manitowoc)のフォスターニードル(Foster Needle Company, Inc.)より市販されているもの)を備えているもの)を用いてニードルパンチすることができる。ニードルパンチングは繊維の交絡を提供し、典型的に、マットを圧縮すること、その後マットに有刺針を刺したり抜いたりすることを含む。マットの単位面積当たりの最適なニードルパンチ数は、特定用途により異なる。典型的に、繊維マットは約1〜60ニードルパンチ/cm2にニードルパンチされる。好ましくは、マット層は約5〜20ニードルパンチ/cm2にニードルパンチされる。
【0041】
繊維マットは、従来の技術(例えば、米国特許第4,181,514号(レフコウィッツ(Lefkowitz)ら)を参照し、この開示は、ステッチボンド不織布マットの製法について参照することによって本書に組み込まれる)を用いてステッチボンドすることができる。典型的には、マットは、有機糸を用いてステッチボンドされる。有機又は無機シート材料の薄い層は、糸がマットを貫通して切断するのを防止又は最小限にするために、ステッチボンド時、マットの一方又は両側に定置されてよい。縫製糸が使用中に分解しないことが望ましい場合、無機糸、例えば、ガラス、セラミック又は金属(例えばステンレス綱)を使用できる。縫製の間隔は、繊維がマットの全領域にわたって均一に圧縮されるように、通常、3mm〜約30mmである。
【0042】
別の実施形態では、マットは、樹脂接着によって圧縮され、拘束されてもよい。典型的に、樹脂接着では、マットは、有機結合剤溶液で浸透又は飽和され、圧力を印加することによって圧縮され、その後、結合剤溶液の溶媒は、方法がほぼその圧縮された厚さで保持されるように除去される。結合剤が常温で圧縮されたマットの圧縮された厚さを維持することができる限り、有機結合剤として、有機化合物からなる任意の結合剤を、特定の制限を伴わずに本方法で使用することが可能であり、熱分解がマットの本来の厚さの復元を可能にする。触媒コンバーターが使用される温度で、有機結合剤が容易にマットから熱分解され、消散(破壊)されることが好ましい。更に、実装は、概して300℃以上の温度、又は高温使用に対する900℃〜1,000℃の温度に曝されるため、有機結合剤が、約500℃又はそれ以下の温度で結合剤としてのその機能を損失するように短時間で熱分解されることが好ましい。より好ましくは、有機結合剤は、熱分解後にマットからこの温度範囲で消散される。
【0043】
有機結合剤として、様々なゴム、水溶性ポリマー化合物、熱可塑性樹脂、熱硬化性樹脂等が例示される。ゴムの例としては、天然ゴム、エチルアクリレート及びクロロエチルビニルエーテルのコポリマー、n−ブチルアクリレート及びアクリロニトリルのコポリマー等のアクリルゴム、ブタジエン及びアクリロニトリルのコポリマー等のニトリルゴム、ブタジエンゴム等が挙げられる。水溶性ポリマー化合物の例としては、カルボキシメチルセルロース、ポリビニルアルコール等が挙げられる。熱可塑性樹脂の例としては、アクリル酸、アクリル酸エステル、アクリルアミド、アクリロニトリル、メタクリル酸、メタクリル酸エステル等のホモポリマー又はコポリマーの形態のアクリル樹脂、アクリロニトリルスチレンコポリマー、アクリロニトリルブタジエン−スチレンコポリマー等が挙げられる。熱硬化性樹脂の例としては、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂等が挙げられる。
【0044】
前述の有機結合剤は、水溶液、水分散エマルション、ラテックス又は有機溶媒を使用する溶液の形態で使用することができる。これらの有機結合剤は、以下において、概して「結合剤液」と称される。
【0045】
樹脂接着は、例えば、粉末又は繊維の形態で高分子材料をマットの中に含み、その上に圧力を加えることによってマットを圧縮し、高分子材料の融解又は軟化を引き起こし、それによって繊維をマット内で結合させ、このように冷却後にマットを拘束するように、圧縮されたマットを熱処理することによっても行うことができる。
【0046】
マット内で含まれることができる好適な高分子材料は、ポリオレフィン、ポリアミド、ポリエステル、ビニルアセテートエチレンコポリマー及びビニルエステルエチレンコポリマーを含む、熱可塑性ポリマーが挙げられる。あるいは、熱可塑性高分子繊維をマット内で含むことができる。好適な熱可塑性高分子繊維の例としては、ポリエチレン若しくはポリプロピレンなどのポリオレフィン繊維類、ポリスチレン繊維類、ポリエーテル繊維類、ポリエチレンテレフタレート(PET)又はポリブチレンテレフタレート(PBT)などのポリエステル繊維類、ポリ塩化ビニル及びポリフッ化ビニリデンなどのビニルポリマー繊維類、ポリカプロラクタムなどのポリアミド類、ポリウレタン類、ナイロン繊維類、ポリアラミド繊維類が挙げられる。繊維マットの熱結合のために特に有用な繊維は、いわゆる複合繊維も含み、それは典型的に、異なる組成物のコポリマーか、又は異なる物理的特性を有するポリマーを含む。典型的に、これらの繊維は、芯/外装繊維であり、例えば、芯のポリマーコンポーネントは構造を提供し、外装は繊維の結合を可能にする融解可能であるか、又は熱可塑性である。例えば、一実施形態では、複合繊維は、芯/外装ポリエステル/ポリオレフィン繊維であってもよい。使用できる複合繊維は、トレビラ社(Trevira GmbH)(ドイツ、ボビンゲン(Bobingen))から商標名「トレビラ(TREVIRA)255」及びファイバービジョン(FiberVisions)(デンマーク、バーデ(Varde))から商標名「ファイバー・ビジョン・クリエイト(FIBER VISION CREATE)WL」で市販されるものを含む。
【0047】
実装マットを作製するための本方法において使用される繊維は、それらが曝されることがある排気ガスの温度に耐えることが可能である繊維である。典型的に、使用される繊維は、耐熱性セラミック繊維、ガラス繊維及び多結晶無機繊維を含む無機繊維である。無機繊維材料の例としては、アルミナ、シリカ、ムライト等のアルミナシリカ、ガラス、セラミックス、炭素、炭化ケイ素、ホウ素、アルミノホウケイ酸塩、ジルコニア、チタニア等が挙げられる。これらの無機材料は、単独で使用することができるか、又はそれらの少なくとも2つを混合し、組み合わせて使用することができる。例えば、無機繊維材料は、アルミナのみを含んでもよく、シリカなど他の無機材料が、アルミナとの組み合わせで更に使用されてもよい。アルミナシリカ繊維材料は、酸化ナトリウム、酸化カリウム、酸化カルシウム、酸化マグネシウム及び酸化ホウ素などの金属酸化物を更に含有してもよい。無機繊維は、単独又は2種類以上の組み合わせで使用されてもよい。これらの無機繊維において、アルミナ繊維、シリカ繊維及びアルミナシリカ繊維等のセラミック繊維は、一特定の実施形態で使用することができ、アルミナ繊維及びアルミナシリカ繊維は、別の実施形態で使用することができ、多結晶アルミナシリカ繊維は、更なる実施形態で使用することができる。
【0048】
特定の実施形態では、マットの無機繊維は、ゾルゲルプロセスから得られるセラミック繊維を含む。「ゾルゲル」プロセスという用語は、繊維が、溶液若しくは分散液、又は繊維若しくはその前駆体の構成コンポーネントのほぼ粘稠な濃縮物を紡ぐか、又は押し出すことによって形成されることを意味する。そのため、ゾルゲルプロセスは、繊維のコンポーネントの融解物を押し出すことによって繊維が形成される、融解形成繊維のプロセスと対比される。好適なゾルゲルプロセスは、例えば、米国特許第3,760,049号(ボーラー(Borer)ら)に記載され、そこでは、金属化合物の溶液又は分散液を開口部を通って押し出し、それによってその後、焼成される連続的なグリーン繊維を形成しセラミック繊維を得る、セラミック繊維を形成することを教示する。金属化合物は、典型的に、金属酸化物に対して仮焼可能な金属化合物である。しばしば、ゾルゲル形成繊維は、結晶性又は半結晶性であり、多結晶繊維として当該技術分野において既知である。
【0049】
ゾルゲルプロセスによって繊維を形成するための金属化合物の溶液又は分散液の例としては、米国特許第3,709,706号(ソーマン(Sowman))で開示される、コロイドシリカを含有する、二酢酸ジルコニウム等の酸素含有ジルコニウム化合物の水溶液が挙げられる。更なる例としては、水性塩基性酢酸アルミニウム等の水溶性又は分散性アルミニウム及びホウ素化合物の水溶液、あるいはシリカのコロイド状の分散液及び水溶性又は分散性アルミニウム及びホウ素化合物の水性混合物を含む二相係が挙げられる。ゾルゲルプロセスによって作製することができる他の代表的な耐熱金属酸化物繊維は、ジルコニア、ジルコン、ジルコニアカルシア、アルミナ、アルミン酸マグネシウム、ケイ酸アルミニウム等を含む。そのような繊維は、更に、酸化鉄、クロミア及び酸化コバルト等の様々な金属酸化物を含有することができる。
【0050】
実装マットにおいて有用なセラミック繊維は、ムライト、アルミナ、高アルミナアルミノケイ酸塩、アルミノケイ酸塩、ジルコニア、チタニア、酸化クロム等の多結晶酸化物セラミック繊維が挙げられる。典型的には高アルミナ、結晶繊維である好ましい繊維は、約67〜約98重量%の範囲の酸化アルミニウム及び約33〜約2重量%の範囲の酸化ケイ素を含む。これらの繊維は、例えば、3M社(3M Company)から商標名「ネクステル(NEXTEL)550」、ダイソングループ(Dyson GroupPLC)(英国、シェフィールド(Sheffield))から「サッフィル(SAFFIL)」、三菱化学株式会社(Mitsubishi Chemical Corp.)(日本、東京)から「マフテック(MAFTEC)」、ユニフラックス社(ニューヨーク州ナイアガラフォールズ(Niagara Falls))から「ファイバーマックス(FIBERMAX)」及びラス社(Rath GmbH)(ドイツ)から「アルトラ(ALTRA)」で市販されている。
【0051】
好適な多結晶酸化物セラミック繊維は、好ましくは約55〜約75重量%の範囲の酸化アルミニウム、0より多く約45重量%未満(好ましくは0以上44重量%未満)の範囲の酸化ケイ素、0より多く約25重量%未満(好ましくは約1〜約5重量%)の範囲の酸化ホウ素を含む(理論的な酸化物基準で、それぞれAl2O3、Sio2、及びB2O3として計算される)アルミノホウケイ酸塩繊維を更に含む。
【0052】
アルミノホウケイ酸塩繊維は、好ましくは少なくとも50重量%、より好ましくは少なくとも75重量%、最も好ましくは約100重量%(即ち結晶性繊維)が結晶性である。 アルミノホウケイ酸塩繊維は、例えば3M社(3M Company)から商標名「ネクステル(NEXTEL)312」及び「ネクステル(NEXTEL)440」で市販されている。
【0053】
ゾルゲルプロセスによって得ることが可能なセラミック繊維は、典型的に、ショットを有さないか、又はセラミック繊維の総重量に基づいて典型的に1重量%未満の非常に低量のショットを含有する。また、セラミック繊維は、通常、1〜16マイクロメートルの平均直径を有する。好ましい実施形態では、セラミック繊維は、5マイクロメートル以上の平均直径を有し、好ましくは、セラミック繊維は、3マイクロメートル未満の直径を有する繊維を有さないか、又は本質的に有さず、より好ましくは、セラミック繊維層は、5マイクロメートル未満の直径を有する繊維を有さないか、又は本質的に有さない。「本質的に有さない」は、ここでは、そのような小さい直径の繊維の量は、セラミック繊維層内で繊維の総重量の2重量%以下、好ましくは1重量%以下であることを意味する。
【0054】
更なる実施形態では、使用される無機繊維は、アニールされたセラミック繊維と称されることもある、熱処理されたセラミック繊維を含むことができる。アニールされたセラミック繊維は、米国特許第5,250,269号(ランガー(Langer))又は1999年9月16日出願の国際公開第99/46028号に開示されるように得ることができる。これらの文献の教示によると、アニールされたセラミック繊維は、少なくとも700℃の温度で融解形成耐熱性セラミック繊維をアニールすることによって得ることができる。セラミック繊維をアニールすることによって、高い弾性を有する繊維が得られる。通常、少なくとも10kPAの弾性値は、米国特許第5,250,269号(ランガー(Langer))に記載される試験条件下で得ることができる。アニールするのに好適な融解形成耐熱性セラミック繊維は、様々な金属酸化物、好ましくは、30〜70重量%のアルミナ及び70〜30重量%のシリカ、好ましくは約重量等量の、Al2O3及びSiO2の混合物からメルトブローン又はメルトスパンすることができる。この混合物は、他の酸化物、例えばB2O3、P2O5及びZrO2を含むことができる。好適な融解形成耐熱性セラミック繊維は、多数の商業的供給源から入手可能であり、カーボランダム社(Carborundum Co.)(ニューヨーク州ナイアガラフォールズ(Niagara Falls))、から商標名「ファイバーフラックス(FIBERFRAX)」、サーマル・セラミックス社(Thermal Ceramics Co.)(ジョージア州オーガスタ(Augusta))から「セラファイバー(CERAFIBER)」及び「カオウール(KAOWOOL)」、プレミアリフラクトリー社(Premier Refractories Co.)(テネシー州アーウィン(Erwin))から「セル−ウール(CER-WOOL)」並びに新日鐵化学株式会社(日本、東京)から「SNSC」で周知のものを含む。商標名セル−ウール(CER−WOOL)として知られるセラミック繊維の製造元は、それらが、48重量%のシリカ及び52重量%のアルミナの混合物からメルトスパンされ、3〜4マイクロメートルの平均繊維直径を有すると述べている。商標名セラファイバー(CERAFIBER)として知られるセラミック繊維の製造元は、それらが、54重量%のシリカ及び46重量%のアルミナの混合物からメルトスパンされ、2.5〜3.5マイクロメートルの平均繊維直径を有すると記載する。セラミック繊維SNSC 1260−D1の製造元は、それらが、54重量%のシリカ及び46重量%のアルミナの混合物から融解形成され、約2マイクロメートルの平均繊維直径を有すると記載する。
【0055】
特定の実施形態では、使用される繊維は、ガラス繊維及び特にマグネシウムケイ酸アルミニウムガラス繊維を含む。使用することができるマグネシウムケイ酸アルミニウムガラス繊維の例としては、10%〜30重量%の酸化アルミニウム、52〜70重量%の酸化ケイ素及び1%〜12%の酸化マグネシウムを有するガラス繊維が挙げられる。上記の酸化物の重量%は、Al2O3、SiO2及びMgOの理論量に基づいている。更に当然のことながら、マグネシウムケイ酸アルミニウムガラス繊維は、付加的酸化物を含有することができる。例えば、存在してもよい追加の酸化物には、酸化ナトリウム又は酸化カリウム、酸化ホウ素及び酸化カルシウムが挙げられる。マグネシウムケイ酸アルミニウムガラス繊維の特定の例としては、約55%のSiO2、15%のAl2O3、7%のB2O3、19%のCaO、3%のMgO及び1%の他の酸化物の組成物を通常有するE−ガラス繊維、約65%のSiO2、25%のAl2O3及び10%のMgOの組成物を通常有するS及びS−2ガラス繊維、並びに60%のSiO2、25%のAl2O3、9%のCaO及び6%のMgOの組成物を通常有するR−ガラス繊維が挙げられる。E−ガラス、S−ガラス及びS−2ガラスは、例えば、アドバンスト・グラスファイバー・ヤーンズ社(Advanced Glassfiber Yarns LLC)から入手可能であり、R−ガラスは、セイントゴーバン・ベトロテックス社(Saint-Gobain Vetrotex)から入手可能である。ガラス繊維は、通常、マグネシウムケイ酸アルミニウムガラス短繊維であり、通常、ショットを有さないか、又は本質的に有さず、即ち5重量%以下のショットを有さない。
【0056】
特定の実施形態では、熱処理されたガラス繊維を使用することができる。熱処置ガラス繊維は、ガラス繊維の熱抵抗性を改善することができることが見出されている。ガラス繊維は、最大約50℃又はガラスの軟化又は融点より100℃低い温度で熱処理されることができる。例えば、少なくとも300℃の、より低い温度もあり得るが、概して、ガラスの熱処理のための最低温度は、約400℃である。それにもかかわらず、ガラス繊維の熱抵抗性における所望の増加を得るために、より低い温度は、通常、熱へのより長い曝露を必要とする。300℃〜ガラスの軟化又は融点より約50℃低い温度で、熱処理は通常、約2分〜約1時間、例えば、5〜30分かかる。
【0057】
本発明に関連する特定の実施形態では、実装マットの無機繊維は、生体溶解性繊維を含むことができる。本明細書で使用するとき、「生体溶解性繊維」は、生理学的媒質又はシミュレートした生理学的媒質内で分解性の繊維を指す。生理学的媒質は、例えば動物又はヒトの肺等の気道内に典型的に見出される体液を含むが、これに限定されない。本明細書で使用するとき、「耐久性」とは、生体溶解性でない繊維のことを指す。
【0058】
生体溶解性は、試験動物内で繊維の直接移植の効果を観察することか、又は繊維に曝された動物又はヒトの検査によって推測することができる。生体溶解性は、食塩水、緩衝食塩水等のシミュレートした生理学的媒質内での時間の関数として、繊維の溶解度特性を測定することによっても推測することができる。溶解度特性を決定する1つのそのような方法は、米国特許第5,874,375号(ゾイタス(Zoitas)ら)に記載される。典型的に、生体溶解性繊維は、生理学的媒質において約1年以内で、可溶性又は実質的に可溶性である。本明細書で使用されるように、「実質的に可溶性」という用語は、少なくとも約75重量%溶解される繊維を指す。一部の実施形態では、繊維の少なくとも約50%は、生理学的媒質において約6ヶ月以内で可溶性である。他の実施形態では、繊維の少なくとも約50%は、生理学的液体において約3ヶ月以内で可溶性である。更に他の実施形態では、生体溶解性繊維の少なくとも約50%は、生理学的液体において少なくとも約40日以内で可溶性である。例えば、繊維は、気道内注入後のラットにおける高温絶縁繊維の生体内持続性に対する試験に合格することにより、フラウンホーファー研究所(Fraunhofer Institut)によって認定されることができる(即ち、繊維は、40日未満の半減期を有する)。
【0059】
繊維の生体溶解性を推測する更に別のアプローチは、繊維の組成物に基づいている。例えば、ドイツでは、発癌性指標(KI値)に基づく分類が提案された。KI値は、アルカリ性及びアルカリ性土壌酸化物の重量%の総和並びに無機酸化物繊維における酸化アルミニウムの重量%の二倍の減算によって計算される。生体溶解性の無機繊維は、典型的に、約40又はそれ以上のKI値を有する。
【0060】
本発明における使用するのに好適な生体溶解性無機繊維は、例えば、Na2O、K2O、CaO、MgO、P2O5、Li2O、Bao、又はシリカを伴うそれらの組み合わせ等の無機酸化物を含む。他の金属酸化物又は他のセラミック構成要素は、それ自体所望の溶解度特性が不足していても、全体として繊維が生理学的媒質内でなお離解性であるような、十分低い量で存在していれば、生体溶解性無機繊維に含まれてよい。そのような金属酸化物は、例えば、Al2O3、TiO2、ZrO2、B2O3及び酸化鉄を含む。生体溶解性無機繊維はまた、繊維が生理学的媒質又はシミュレートした生理学的媒質内で離解できるような量で、金属構成成分も含んでよい。
【0061】
1つの実施形態において、生体溶解性無機繊維は、シリカ、マグネシウム及びカルシウムの酸化物を含む。これらの種類の繊維は、典型的に、ケイ酸カルシウムマグネシウム繊維と呼ばれる。ケイ酸カルシウムマグネシウム繊維は、通常、約10重量%未満の酸化アルミニウムを含有する。一部の実施形態では、繊維は、約45〜約90重量%のSiO2、最大約45重量%のCaO、最大約35重量%のMgO、及び約10重量%未満のAl2O3を含む。例えば、繊維は、約55〜約75重量%のSiO2、約25〜約45重量%のCaO(about 25 to about 45 weight 30 percent CaO)、約1〜約10重量%のMgO及び約5重量%未満のAl2O3を含有することができる。
【0062】
更なる実施形態では、生体溶解性無機繊維は、シリカ及びマグネシウムの酸化物を含む。これらの種類の繊維は、典型的に、マグネシウムシリカ繊維と呼ばれる。ケイ酸マグネシウム繊維は、通常、約60〜約90重量%のSiO2、最大約35重量%のMgO(典型的に、約15〜約30重量%のMgO)及び約5重量%未満のAl2O3を含有する。例えば、繊維は、約70〜約80重量%のSiO2、約18〜約27重量%のMgO及び約4重量%未満の他の微量要素を含有することができる。好適な生体溶解性無機酸化物繊維は、米国特許第5,332,699号(オールズ(Olds)ら)、同第5,585,312号(テンアイク(Ten Eyck)ら)、同第5,714,421号(オールズ(Olds)ら)及び同第5,874,375号(ゾイタス(Zoitas)ら)並びに2002年7月31日出願の欧州特許出願第02078103.5号に記載される。ゾルゲル形成、結晶成長プロセス及び紡績又は吹錬等の融解形成技術を含むが、これらに限定されない様々な方法を使用して、生体溶解性無機繊維を形成することができる。
【0063】
生体溶解性繊維は、商標名「イソフラックス(ISOFRAX)」及び「インサルフラックス(INS(登録商標)ULFRAX)」としてユニフラックス社(Unifrax Corporation)(ニューヨーク州ナイアガラフォールズ(Niagara Falls))から市販されている。他の生体溶解性繊維は、サーマル・セラミックス(Thermal Ceramics)(ジョージア州オーガスタ(Augusta))によって商標名スーパーウール(SUPERWOOL)として販売されている。例えば、「スーパーウール(SUPERWOOL)607」繊維は、60〜70重量%のSiO2、25〜35重量%のCaO、4〜7重量%のMgO、及び微量のAl2O3を含有する。商標名「スーパーウール(SUPERWOOL)607MAX」として販売される繊維は、僅かに高い温度で使用されてよく、60〜70重量%のSiO2、16〜22重量%のCaO、12〜19重量%のMgO及び微量のAl2O3を含有する。
【0064】
本発明に関連する特定の実施形態では、上述の生体溶解性繊維は、熱処理されたガラス繊維を含む無機繊維と組み合わせて使用される。1つ以上の他の無機繊維(即ち、非生体溶解性繊維)と組み合わせて使用する際、生体溶解性繊維は、無機繊維の総重量に基づく97%〜10%の量で使用することができる。特定の実施形態では、生体溶解性繊維の量は、無機繊維の総重量に基づく95%〜30%又は85%〜25%である。
【0065】
本方法での使用のための無機繊維は、典型的に、約1マイクロメートル〜50マイクロメートル、より好ましくは約2〜14マイクロメートル、最も好ましくは4〜10マイクロメートルの平均直径を有する。無機繊維が約4マイクロメートル未満の平均直径を有する場合、呼吸性であり潜在的に有害な繊維の部分は、重要になり得る。特定の実施形態では、異なる平均直径を有する繊維は、組み合わされて実装マットを作製することができる。本方法は、異なる平均直径を有する繊維からなる実装マットの容易かつコスト効率のよい製造を可能にする。
【0066】
更に、平均直径と同様に、無機繊維の長さにおいて明確な制限はない。しかしながら、無機繊維は、典型的に、約0.01mm〜1000mm、最も好ましくは約0.5mm〜300mmの平均長さを有する。特定の実施形態では、異なる平均長さを有する繊維は、実装マットを作製する際に組み合わせることができる。例えば、短繊維及び長繊維の混合物を有する実装マットは、本方法で容易に製造することができる。特定の実施形態では、製造される実装マットは、15mm以下の長さを有する短繊維及び少なくとも20mmの長さを有する長繊維を含むことができ、短繊維の量は、長繊維及び短繊維の混合物の総重量に基づく少なくとも3重量%である。長繊維及び短繊維の混合物からなる実装マットは、特に、上述される組成物の長ガラス繊維及び短ガラス繊維の混合物を有するものを含む。長繊維及び短繊維の実装マットは、特に利点を有することができ、特に、冷保持力を改善することができ、よい結果を熱振動試験において得ることができる。本方法は、確実かつ再現可能な方法、低コスト、当該技術分野において開示されるものと同等又は改善された性能レベルで、これらのマットを製造するための方法を提示する。
【0067】
本方法は、多種多様な組成物の非膨張並びに膨張実装マットを製造するために使用することができる。膨張マットは、膨張材料を含有するマットである。本明細書で使用されるように、「膨張材料」は、十分な量の熱エネルギーに曝されたとき、膨張する、発泡する、又は膨らむ材料を意味する。本明細書で使用されるように、「非膨張マット」は、いかなる膨張材料も含有しないか、又は相当量を実装マットによって発揮される保持圧力に提供するために少なくとも十分ではない膨張材料を含有することを意味する。
【0068】
膨張マットを作製する際の使用のために有用な膨張材料は、未拡張バーミキュライト鉱石、処理済未拡張バーミキュライト鉱石、部分的に脱水されたバーミキュライト鉱石、膨張可能なグラファイト、膨張可能なグラファイトの処理済又は未処理未拡張バーミキュライト鉱石との混合物、3M社(3M Company)(ミネソタ州セントポール(St. Paul))から入手可能な処理された膨張可能なケイ酸ナトリウム、例えば、不溶性のケイ酸ナトリウム、及びそれらの混合物を含むが、これらに限定されない。本出願の目的のために、膨張材料の上記に掲載された例のそれぞれは、互いに異なり、区別可能であると見なされることが意図される。所望の膨張材料は、未拡張バーミキュライト鉱石、処理済未拡張バーミキュライト鉱石、膨張可能なグラファイト、及びそれらの混合物を含む。望ましい市販の膨張可能なグラファイト材料の例は、UCARカーボン社(UCAR Carbon Co.)(オハイオ州クリーブランド(Cleveland))から商標名「グラフォイル等級(GRAFOIL Grade)338−50」として入手可能な、膨張可能グラファイトフレークである。
【0069】
特定の実施形態では、膨張材料は、無機繊維がフォーミングボックスに共有される方法と同様に、フォーミングボックスの入口を通って膨張材料を供給することによって繊維マットに含まれ、分布されることができる。したがって、本方法は、低結合剤含有量でも、容易な方法、低コスト及び再現可能かつ安定した性能で膨張マットの作製を可能にする。そのため、本方法は、有機結合剤を含有しない(例えば、ニードルパンチされる)か、又は実装マットの重量に基づく5重量%以下の有機結合剤含有量を有する膨張実装マットの作製を可能にする。これは、特に、結合剤がないか、又は少ない結合剤が必要であるか、若しくは所望である用途に有利である。
【0070】
1つ以上のアジュバントは、膨張又は非膨張実装マットの組成物の中に含まれることができる。特定の実施形態では、実装マットは、無機ナノ粒子を含む。無機ナノ粒子は、1nm〜100nm、例えば2nm〜80nm、例えば3nm〜60nm又は3nm〜50nmの平均直径を有する。特定の実施形態では、平均直径は、8nm〜45nmである。概して、粒子は、ほぼ球形であるか、又は円盤形状を有することができるが、無機ナノ粒子は、一般に任意の形状を有することができる。粒子が球形ではない限りにおいて、「直径」という用語は、当然のことながら、粒子の最大寸法の測定を意味する。また、本発明に関連して、平均直径は典型的に、重量平均直径である。
【0071】
無機ナノ粒子は通常、例えば、シリカ、アルミナ、チタン及び/又はジルコニア酸化物などの酸化物を含むが、それらの化学組成において大きく異なり得る。更なる無機ナノ粒子は、雲母、粘土及びゼオライトなどの、Mg、Ca、Al、Zr、Fe、Na、K及び/又はLi含有するケイ酸塩を含む。使用することができる市販のナノ粒子は、ナルコケミカル社(Nalco Chemical Inc)(オランダ、レイデン(Leiden))から商標名「ナルコ(NALCO)」、エボニック・インダストリーズ社(Evonik Industries)(ドイツ、フランクフルト(Frankfurt))から「アエロジル(AEROSIL)」、ロックウッド・アディティブズ社(Rockwood Additives Ltd)(英国、ウィッドネス(Widnes))から「ラポナイト(LAPONITE)」、エルケム社(Elkem ASA)(ノルウェー、Voogsbygd)から「ミクロライト(MICROLITE)」、ベントナイト・パフォーマンス・ミネラルズ社(Bentonite Performance Minerlas)(米国テキサス州ヒューストン(Houston))から「ベントナイト(BENTONITE)」及びエカケミカルズ社(Eka Chemicals AB)(スウェーデン、ヨーテボリ(Gothenburg))から「ベンドジル(BINDZIL)」として入手可能なものを含む。
【0072】
無機ナノ粒子は、通常、マットの総重量に基いて少なくとも0.5重量%の量で実装マット内で含まれる。例示の範囲は、0.5%〜10%、例えば0.6重量%〜8重量%又は0.8重量%〜7重量%である。
【0073】
無機ナノ粒子は、様々な方法で実装マット内に提供されることができる。例えば、一実施形態では、無機ナノ粒子は、繊維が不織布ウェブの中に置かれ、実装マットの中に形成される前に、溶液又は分散液(例えば、水性分散液)から繊維上に噴霧されることができる。別の実施形態によると、ナノ粒子の分散液を使用して、形成された不織布ウェブ若しくは実装マットを浸透させることができるか、又は分散液はその上に噴霧されることができる。更なる実施形態では、ナノ粒子は、フォーミングボックスにおいて繊維と合わせて乾燥粉末として添加されることができる。
【0074】
前述のナノ粒子を含む実装マットは、好ましくは、有機結合剤を有さないか、又は実装マットの総重量に基づく5重量%以下、例えば3重量%以下、又は2重量%以下の量の有機結合剤を含有する。また、ナノ粒子を含む実装マットは、無機繊維が供給される同様の方法で、フォーミングボックスの入口を通ってナノ粒子を供給することによって、本方法で容易に製造することができる。
【0075】
特定の実施形態では、2つ以上の繊維マット層は、互いの上に形成されることができる。例えば、そのような共形成の一実施形態では、本方法は、上述される方法の工程(i)〜(iv)を実施することによって第1の繊維のマットを形成する工程と、フォーミングワイヤ上に第1のマットが提供されている状態で工程(i)〜(iv)を繰り返すことによって少なくとも1つの第2の繊維のマットを第1のマット上に形成する工程と、第1及び第2の繊維のマットを有する実装を得るように、本方法の工程(v)(即ち、圧縮し、拘束する工程)を行う工程と、を含む。代替の実施形態によると、第1の繊維のマットは、第2のマットをその上に形成する前に、まず圧縮され、拘束される。
【0076】
実装マットの特定の配合物又は組成物のために、実装マットを安定させることが望ましい場合がある。それは、低有機結合剤含有量を有するか、又は全く有さないか、あるいは繊維マット内で分布される非結合微粒子材料を有する実装マットに対して特に望ましい場合がある。例えば、実装マットを安定させる一実施形態では、実装マットの片側又は両側上の表面をコーティングさせるか、又は浸透させることが望ましい場合があり、それは有機結合剤溶液をその上に噴霧することによって行われる。別の実施形態によると、繊維マットは、有機結合剤を含有しないか、又はほとんど含有しない実装マット及び/又はそれに分布される微粒子材料を含有する実装マットの片側又は両側上に共形成することができる(上述される共形成の方法を使用して)。そのようなマットの片側又は両側上に共形成される繊維マットは、粉末又は繊維の形態である熱可塑性ポリマー材料の比較的大きな比率を含有することができる。加熱後、この高分子材料は融解され、それによって、実装マットの取扱い中に繊維の除去又は微粒子の損失を保護することができる片側又は両側上に繊維マット層を形成する。
【0077】
本発明による特定の実施形態では、実装マットは、1つ以上の更なる層を含むことができる。特に、実装マットは、スクリム及び網目からなる群から選択される1つ以上の層を含有することができる。スクリム又は網目は、典型的に、10g/m2〜150g/m2、例えば、15g/m2〜100g/m2又は20g/m2〜50g/m2の表面重量を有する薄層である。概して、実装マットにおけるスクリム又は網目の重量は、実装マットの全重量と比較して小さい。概して、実装マットにおける網目又はスクリムの重量は、1%〜10重量%、例えば2%〜6重量%である。本発明に関連する使用のための網目は、典型的に、ほぼ規則的な方法で配列される高分子繊維及び/又は無機繊維を含む。例えば、一実施形態では、繊維は互いに並列し得る。別の実施形態では、繊維は2つの直行する方向で平行に配置されることができ、それによって、互いに交差し、それらの間に正方形又は長方形の空間を画定する。本発明に関連する使用のためのスクリムは、典型的に、繊維の任意の配向を有する不織布である。スクリムの繊維は、上記で開示される任意の無機繊維並びに任意の種類の高分子繊維、特に上記で開示される熱可塑性高分子繊維を含有することができる。
【0078】
一実施形態では、スクリム又は網目の層は、実装マットを補強する目的のために、実装マットの本体内に含まれることができる。
【0079】
更なる実施形態では、スクリム層又は網目は、実装マットの片側又は両側上に提供されてもよい。好都合なことに、これは上述される成形機のフォーミングワイヤ上にスクリム又は網目を供給することによって行うことができる。更なるスクリム又は網目は、必要に応じて、形成された繊維マット上に提供されることができ、その後、マット及びスクリム又は網目は、合わせてニードルパンチ又はステッチボンドすることができる。更なる実施形態によると、スクリム(単数若しくは複数)(又は網目(単数若しくは複数))は、有機結合剤材料でコーティングすることができるか、あるいはスクリム/網目自体が熱可塑性高分子繊維を含むことができる。したがって、次の熱処理後、有機結合剤又は熱可塑性繊維は、膜を形成するか、又は繊維マットの繊維に結合することができる。
【0080】
特定の実施形態では、有機結合剤は、繊維脱落を低減させるか、又は最小限にするためにマットの片側又は両側上に適用される。そのような有機結合剤は、適切な液状媒質内での溶液又は分散液の代わりに、マットの片側又は両方の反対側の主表面上にコーティング又は噴霧される粉末であってもよい。更に、以下で記載されるように、そのように適用されるコーティングは、マットの摩擦特性も調整するように選択されることができる。
【0081】
本発明の特定の実施形態では、実装マットは、浸透されることができる。一実施形態では、繊維マットの繊維は、シロキサン化合物、好ましくはシルセスキオキサン類、これらの化合物の加水分解物及び縮合体、好ましくは自己縮合体、並びにこれらの組み合わせからなる群から選択される有機ケイ素化合物1つ以上を浸透させている。例えば前述のシロキサン水溶液中で、特に前述の水溶液がすぐにではなく何時間か後に適用された場合、加水分解産物及び/又は縮合体、とりわけシロキサン化合物の自己縮合体が時に形成される場合がある。乾燥後、シロキサン化合物は、概して、とても薄い連続的又は非連続的なコーティングを繊維上に形成する。繊維に浸透させるために使用できるシロキサン化合物の例としては、シルセスキオキサン類などのオルガノシロキサン類、それらのコポリマー(共縮合体)及びそれらの加水分解物、ポリジオルガノシロキサン類などのポリオルガノシロキサン類、これらの加水分解物、及びこれらの組み合わせである。特定の実施形態では、オルガノシロキサン(例えばシルセスキオキサン又はポリオルガノシロキサン)は、ヒドロキシ基、メトキシ、エトキシ、プロポキシ、ブトキシなどのアルコキシ基及び自己凝縮反応で既知の官能基など、所望の浸透条件下で自己縮合反応が可能である1つ以上の官能基を含む。かかる基は好ましくはオルガノシロキサンの末端に配置されているが、側鎖上で、好ましくはそれらの末端位置で位置決めされてもよい。特に望ましいのは、以下に記載されているようにシルセスキオキサン類であり、上記で言及されているように、好ましくは主鎖又は側鎖の末端位置で、自己凝縮反応のための1つ以上の官能基を有している。
【0082】
本明細書で使用されているとおり、用語「シルセスキオキサン類」(シラセスキオキサン類ともいわれる)は、シルセスキオキサン類並びにシルセスキオキサンコポリマー(共縮合体)を含む。シルセスキオキサン類は、それ自体が、ケイ素と酸素(silicon-oxygen)の化合物であり、それぞれのSi原子が、以下の一般式(I)を有しながら、平均3/2(セスキ)O原子及び1つの炭化水素基に結合している。
【0083】
R2nSi2nO3n (I)
式中、
Rは水素又は好ましくは1〜20個、より好ましくは1〜12個の炭素原子を有する有機残基であり、
nは、1〜20、好ましくは2〜15、より好ましくは3〜12、更により好ましくは4〜12の整数である。好ましくは、繊維ブランケットに浸透させるために使用されるシルセスキオキサンは、室温(23℃±2℃)では固体である。更に、シルセスキオキサンは、以下に示されるように、所望の浸透条件下で、自己架橋することができるヒドロキシ又はアルコキシ基などの官能基を好ましくは末端位置で含む。それらは、原理上は、例えば三官能性(例えばトリアルコキシ−官能性)シラン類(例えば、R−Si(OR)3)の加水離解重縮合によって得られる。
【0084】
上記の式(I)において、Rは、好ましくは1〜20個、より好ましくは1〜12個、更により好ましくは1〜8個の炭素原子、所望により、窒素、酸素、イオウ、好ましくは窒素及び酸素から選択される1つ以上の、好ましくは1〜5個のヘテロ原子を含有する有機基又は置換された有機基である。シルセスキオキサンのRは、アルキル、アルケニル、アルキニル、シクロアルキル、アリール、アルカリル又はアラルキル基、及び所望により窒素又は酸素などの1〜5個のヘテロ原子を含有することができるこれらの基であってもよい。これらの基は所望により、アミノ、メルカプト、ヒドロキシル、アルコキシ、エポキシ、アクリラト(acrylato)、シアノ及びカルボキシ基などの1つ以上の置換基を含有することができ、好ましい置換基はアミノ、メルカプト、エポキシ又はC1〜C8のアルコキシ基である。
【0085】
Rの具体的な例示の例は、メチル、エチル、プロピル、ブチル、ペンチル、ヘキシル及びヘプチルなどのC1〜C8のアルキル;ビニル、アリル、ブテニル及びヘキセニルなどのC2〜C8のアルケニル;エチニル及びプロピニルなどのC2〜C8のアルキニル;シクロペンチル、シクロヘキシル及びシクロヘプチルなどのC3〜C8のシクロアルキル;メトキシ、エトキシ、プロポキシ、ブトキシ、ペントキシ及びヘキソキシ(hexocy)などのC1〜C8のアルコキシ;エチレノキシ、プロピレノキシ及びブチレノキシなどのC2〜C8アルケノキシ;プロパルギル;所望により、フェニル、トリル、ベンジル及びナフチルなどの6〜12個の炭素原子を有する置換されたアリール;R1−(O−R2)n−又はR3−(NR5−R4)n−であり、式中R1〜R4は、独立して所望により炭素原子8までを有する置換された、飽和又不飽和炭化水素基であり、好ましくは上記に記載の基から選択され、R5は水素又はC1〜C8アルキル並びにnは1〜10であり;上に言及された基は全て1つ以上のアミノ、ヒドロキシル、メルカプト、エポキシ又はC1〜C8アルコキシ基である。上に記載の基から、所望により置換されたC1〜C8のアルキル、所望により、6〜12の炭素原子を有する置換されたアリール及びR1−(O−R2)n−又はR3−(NR5−R4)n−であり、式中R1〜R4は、独立して、所望により8までの炭素原子を有する置換された、飽和又は不飽和炭化水素基であり、好ましくは上記の群から選択され、R5は、水素又はC1〜C8アルキルであり、nは1〜10までであり、任意の置換基は、アミノ、ヒドロキシル、メルカプト、エポキシ又はC1〜C8のアルコキシ基が特に好ましい。
【0086】
Rの更なる例示としての例は、3,3,3−トリフルオロプロピル、ジクロロフェニル、アミノプロピル、アミノブチル、H2NCH2CH2NH(CH2)3−、
H2NCH2CH2NHCH2CH(CH3)CH2−、メルカプトプロピル、メルカプトエチル、ヒドロキシプロピル、
【0087】
【化1】
【0088】
シアノプロピル、シアノエチル、カルボキシエチル及びカルボキシフェニル基である。勿論、炭化水素残基上の置換基は、水と反応性であってはならない。単一シルセスキオキサンが使用されるとき、メチル、エチル、プロピル、アミノメチル、アミノエチル及びアミノプロピル並びにメルカプトエチル及びメルカプトプロピル基が好ましい。Rがメチル又はメルカプトプロピル以外であるとき、シルセスキオキサンが5〜30:70〜95の重量比のメチルシルセスオキサンと即ち5〜30重量%のRSiO3/2単位及び70〜95重量%のCH3SiO3/2単位で共重合することが好ましい。
【0089】
本発明に使用されるシルセスキオキサン類は、概して、低い平均分子量(Mw)を有し、Mwは好ましくは、10,000までの範囲であり、好ましくは200〜6000まで、更により好ましくは250〜5000まで並びに300〜4000までであり、ポリスチレン標準を使用するゲル透過クロマトグラフィー(GPC)によって決定される。GPC試験法は、「現代のサイズ排除液体クロマトグラフィー(Modern Size Exclusion Liquid Chromatograph)」(ゲル透過クロマトグラフィーの実践(Practice of Gel Permeation Chromatography)、ジョンワイリー&サンズ(John Wiley and Sons)、1979年)において更に説明される。有用なシルセスキオキサン類は、米国特許第3,493,424号(モーロック(Mohrlok)ら)、同第4,351,736号(スタインバーガー(Steinberger)ら)及び同第4,781,844号(コートマン(Kortmann)ら)に記載され、それぞれ参照することにより本明細書に組み込まれる。
【0090】
シルセスキオキサンコポリマー(共縮合体)は、式R11SiO3/2又はR11−Si(OR12)3のシルセスキオキサンポリマーと、式R112Si(OR12)2のジオルガノオキシシラン類(diorganooxysilanes)(又はこれらの加水離解物)及び/又は式Si(OR12)4のテトラオルガノオキシシラン類(tetraorganooxysilanes)(又はこれらの加水離解物)とのコポリマー又は共縮合体を含み、R11は、R基のために上記に定義されたとおりであり、好ましくはそれぞれのR11は、1〜12個の、好ましくは1〜8個の炭素原子を有する置換されていない又は置換された炭化水素ラジカルを表し、その置換基はアミノ、メルカプト及びエポキシ基であってもよく、R12は、独立して1〜8の好ましくは1〜4の炭素原子のアルキル基である。シルセスキオキサンは所望により、R113SiOR12のシラン類の共縮合体を更に含んでもよい。好ましいシルセスキオキサンポリマーは、中性又はアニオン性である。有用なシルセスキオキサンは、米国特許第3,493,424号(モーロック(Mohrlok)ら)、同第4,351,736号(スタインバーガー(Steinberger)ら)、同第5,073,442号(ノルトン(Knowlton)ら)及び同第4,781,844号(コートマン(Kortmann)ら)に記載される技術によって作製することができる。
【0091】
シルセスキオキサン類の混合物及びシルセスキオキサンコポリマー類の混合物を所望により使用されてもよい。シルセスキオキサンは、通常、固体でなくてはならず、即ち、それは室温(23℃±2℃)にてガス状でも液状でもあってはならない。シルセスキオキサン類は、コロイド懸濁液として使用することができる。シルセスキオキサン類は、シラン類を水、緩衝剤、界面活性剤及び所望により有機溶媒の混合物に、同時に混合物を酸性又は塩基性状態下で攪拌しながら添加することによって調製することができる。シルセスキオキサンの調製で使用される界面活性剤は、事実上、アニオン性又はカチオン性でなくてはならない。最良の結果は、一般にカチオン性懸濁液と共に得られる。狭い粒径を達成するために、分量のシランを均一かつゆっくりと添加することが好ましい。コロイド懸濁液中でシルセスキオキサン類の平均粒径は、1nm〜100nm(10オングストローム〜1000オングストローム)の範囲内で、好ましくは1nm〜50nm(10オングストローム〜500オングストローム)の範囲で又は1nm〜40nm(10オングストローム〜400オングストローム)の範囲で、並びにより好ましくは20nm〜50nm(200オングストローム〜500オングストローム)の範囲でなくてはならない。添加できるシランの正確な量は置換基Rによって決まり、アニオン性界面活性剤又はカチオン性界面活性剤のいずれかが使用される。
【0092】
単位がブロックまたランダム分布で存在し得るシルセスキオキサンコポリマーは、シラン類の同時加水離解によって形成される。式Si(OR2)4のシラン類の好ましい量は、それらの分解物(例えば、式Si(OH)4の)を含みながら、使用されるシラン類の重量に対して、2〜50重量%、好ましくは3〜20重量%が添加される。テトラオルガノシラン類の量は、得られる組成物中に存在するテトラアルコキシシラン類及びこれらの分解物(例えば式Si(OH)4)を含みながら、シルセスキオキサンの重量に対して好ましくは10重量%未満、好ましくは5重量%未満、より好ましくは2重量%未満である。
【0093】
以下のシラン類、例えばメチルトリメトキシシラン、メチルトリエトキシシラン、メチルトリイソプロポキシシラン、エチルトリメトキシシラン、エチルトリエトキシシラン、プロピルトリメトキシシラン、イソブチルトリメトキシシラン、イソブチルトリエトキシシラン、2−エチルブチルトリエトキシシラン、テトラエトキシシラン及び2−エチルブトキシトリエトキシシランは、本発明のシルセスキオキサン類の調製に有用である。
【0094】
好ましくは、ヒドロキシ価は、1グラム当たり約1000〜6000、より好ましくは1グラム当たり約1500〜2500である。ヒドロキシ価は、例えば、滴定によって測定することができるか、又は分子量は、29Si NMRによって推測することができる。
【0095】
残留物のテトラアルキオキシシラン(又はSi(OH)4など、これらの分解物)を本質的に含有しない有用なシルセスキオキサンは、ダウコーニング(Dow Corning)(ミシガン州ミッドランド)(Midland)から商標「SR 2400樹脂(SR 2400 RESIN)」として入手可能である。シルセスキオキサンの特に好ましい例は、ダウコーニング(Dow Corning)から商標名「DRI−SIL 55」として入手可能であり、これはメタノール内で、末端で、メトキシを有する98重量%の(3−(2−アミノエチル)アミノプロピル)メチルセスキオキサンである。
【0096】
更なる実施形態では、シロキサン化合物は、ポリジオルガノシロキサン、好ましくはポリオルガノシロキサンである。好ましくは、繊維マットに浸透させるために使用されるポリオルガノシロキサンは、室温(23℃±2℃)では固体である。更に、ポリオルガノシロキサンは好ましくは、ヒドロキシ又はアルコキシなどの官能基を末端位置で含み、以下に示されているように所望の浸透条件下で自己架橋することができる。本発明において好ましくは使用されるポリオルガノシロキサン類は、低平均分子量(Mw)を有し、Mwは好ましくは10,000までの範囲であり、好ましくは200〜6000であり、更により好ましくは250〜5000及び300〜4000であり、ポリスチレン標準を使用しながらゲル透過クロマトグラフィー(GPC)によって決定される。例えば、ポリオルガノシロキサン、好ましくはポリジオルガノシロキサンは、ケイ素結合した全置換基の約50%がメチル基であり、任意の残りの置換基は、高級アルキル基などの(例えば、4〜20の炭素原子を有する)他の一価の炭化水素基、例えば、テトラデシル及びオクタデシル、フェニル基、ビニル基及びアリル基並びに一価のヒドロカルボノキシ及び置換基された炭化水素基、例えばアルコキシ基、アルコキシ−アルコキシ基、フルオロアルキル基、ヒドロキシアルキル基、アミノアルキル基及びポリアミノ(アルキル)基、メルカプトアルキル基及びカルボキシアルキル基である。かかるヒドロカルボノキシ基及び置換された炭化水素基の具体例は、メトキシ、エトキシ、ブトキシ、メトキシエトキシ、3,3−トリフルオロ−プロピル、ヒドロキシメチル、アミノプロピル、β−アミノエチル−γ−メルカプトプロピル及びカルボキシブチルである。上記の有機置換基に加えて、オルガノシロキサンは、ケイ素結合した(通常は末端シラノール基内で存在する)ヒドロキシル基、又は例えばポリ(メチルハイドロジェン)シロキサン類及びメチルハイドロジェンシロキサン単位及び/又はジメチルハイドロジェンシロキサン単位を備えるジメチルシロキサン単位のコポリマーにおけるようなケイ素結合した水素原子を有してもよい。
【0097】
いくつかの場合において、ポリジオルガノシロキサンなどのポリオルガノシロキサンは、2つ以上の異なるタイプのシロキサン類を含んでもよく、他の有機ケイ素化合物と共に使用してもよい。例えば、ポリオルガノシロキサンは、シラノール末端ポリジメチルシロキサン及び架橋剤の両方を、したがって、ポリ(メチルハイドロジェン)シロキサン、アルコキシシラン(例えば、CH3Si(OCH3)3及び/若しくはNH2CH2CH2NH(CH2)3Si(OC2H5)3)又はかかるシランの部分的な加水分解物及び縮合体を含んでもよい。そのため、このように、オルガノシロキサン類の広い範囲のいずれかを、特性によってポリオルガノシロキサンとして使用してもよい。一般に、ポリオルガノシロキサン類、例えばポリジオルガノシロキサン類として好ましいのは、単独又は他のオルガノシロキサン化合物との組み合わせで使用されてもよい、末端ケイ素結合反応性基を有するポリオルガノシロキサン類(例えばヒドロキシル基及びアルコキシ基)である。上記のポリオルガノシロキサン(例えば、ポリジオルガノシロキサン)はまた、一般式(II)のオルガノシランとの組み合わせで使用されてもよい。
【0098】
【化2】
【0099】
式中、それぞれのYは、炭化水素基、アルコキシ基及びアルコキシアルコキシ基から選択された6個未満の炭素原子を有する一価の基を表し、少なくとも1つのYはアルコキシ又はアルコキシアルコキシであり、Rは3〜10個の炭素原子を有する二価の基を表し、前述の基はエーテル結合及び/又はヒドロキシル基の形態で存在する炭素、水素及び所望により酸素からなり、R’は1〜15個の炭素原子又は基
(−OQ)aOZを有する一価の炭化水素基を表し、ここでQは、2又は3個の炭素原子を有するアルキレン基を表し、aは、1〜20の値を有し、Zは、水素原子、アルキル基又はアシル基を表し、それぞれのR’’はメチル又はエチル基を表し、Xはハロゲン原子を表す。
【0100】
上に指定された一般式(II)において、二価の基Rは、炭素及び水素又は炭素、水素及び酸素、エーテル結合及び/又はヒドロキシル基の形態で存在する任意の酸素からなる。基Rは、したがって例えば、メチレン、エチレン、ヘキシレン、セニレン(xenylene)、−CH2CH2OCH2CH2−及び−(CH2)2OCH2CH(OH)CH2−である。好ましくは、Rは、基−(CH2)3−、−(CH2)4−又は−CH2CH(CH3)CH2−を表す。R’基は、1〜15個の炭素原子を有する任意の一価の炭化水素基、例えばアルキル基、例えばメチル、エチル、プロピル、ブチル又はテトラデシル、アルケニル基、例えばビニル又はアリール、アルカリル又はアラルキル基、例えばフェニル、ナフチル、トリル、2−エチルフェニル、ベンジル及び2−フェニルプロピルであってよい。R′基は、本明細書の上記に定義されたとおり、基−(OQ)aOZであってもよく、かかる基の例は、
−(OCH2CH2)OH、−(OCH2CH2)3OH、−(OCH2CH2)3(OCH2CH2CH2)3OC4H9及び−(OCH2CH2)2OC3H7である。Y置換基として、メチル、エチル、プロピル及びビニル、並びにアルコキシ及びアルコキシアルコキシ基、例えばメトキシ、エトキシ、ブトキシ及びメトキシエトキシなどの一価の炭化水素基が存在してもよい。少なくとも1つのYは、アルコキシ又はアルコキシアルコキシでなくてはならず、好ましいシラン類は、Y置換基がメチル基及びアルコキシ基又は4個未満の炭素原子を有するアルコキシアルコキシ基から選択されるものである。好ましくは、Xはクロリン又は臭素を表す。上記のオルガノシラン類は、既知の物質であり、例えば三級アミン、例えばC15H31N(CH3)2とハロアルキルシラン(例えば、クロロプロピルトリメトキシシラン)との反応によって、又は不飽和アミンのヒドロシリコン化合物への添加、続いてその生成物とヒドロカルビルハロゲン化物又は水素ハロゲン化物の反応によって調製することができる。
【0101】
本発明の更なる実施形態において、繊維は、アルコキシ基含有のシラン、好ましくは、所望により置換されたアルキル−又はアリール−アルコキシシラン、より好ましくは式RSi(OR’)3の所望により置換されたアルキル−又はアリール−トリアルコキシシラン、これらの加水離解物及び縮合体、並びにこれらの組み合わせから選択された有機ケイ素化合物を浸透させることができる。Rがアルキルである場合、アルキル基は、好ましくは1〜20個の、より好ましくは1〜16個の、更により好ましくは1〜10個又は1〜8個の炭素原子を含有する。好ましいアルキル基は、メチル、エチル、プロピル、メチルエチル、ブチル、ペンチル、ヘキシル及びシクロヘキシルである。Rがアリールである場合、アリール基は好ましくはフェニルである。アルコキシ基OR’は好ましくは1〜12個、より好ましくは1〜8個、更により好ましくは1〜6個の炭素原子を含有する。好ましいアルコキシ基は、メトキシ及びエトキシであり、2−メトキシエトキシ及びイソプロポキシもまた有用である。アルコキシ基は互いにそれぞれ独立して選択される。任意の置換基は、好ましくは、例えば、C1〜C6のアルキル又はアミノ−C1〜C6のアルキルと任意で更に置換されるアミノ;エポキシ、3−グリシジルオキシ、3−(メタ)アクリロキシ、メルカプト及びC1〜C6のアルコキシ基から選択される。好ましい実施形態では、アルキル基のみが置換される。特に前述の水溶液がすぐにではなく、数時間後に適用される場合は、加水分解物及び/又は縮合体、特にアルコキシ基含有のシラン化合物などの自己縮合体は、例えば前述のシランの水溶液中で形成され得る。
【0102】
トリアルコキシシラン類の例は、メチルトリメトキシシラン、メチルトリエトキシシラン、メチルトリイソプロポキシシラン、エチルトリメトキシシラン、エチルトリエトキシシラン、プロピルトリメトキシシラン、イソブチルトリメトキシシラン、イソブチルトリエトキシシラン、2−エチルブチルトリエトキシシラン、テトラエトキシシラン、2−エチルブトキシトリエトキシシラン、フェニルトリエトキシシラン、シクロヘキシルトリエトキシシラン、メタクリロキシトリメトキシシラン、グリシドキシトリメトキシシラン及びN−(2−アミノエチル)−3−アミノプロピルトリメトキシシランである。アルキル−又はフェニル−トリアルコキシシランの例は、デグサ(Degussa)から商標名「ダイナシラン(DYNASYLAN)」で市販されており、その例は「ダイナシラン(DYNASYLAN)PTMO」であり、これはプロピルトリメトキシシランである。
【0103】
浸透材料は、式Si(OR)4又はSi(OR)3OR’又はSi(OR)2(OR’)2のテトラアルコキシシラン類と共に上記に言及されたように、トリアルコキシシラン類のブレンドを含んでもよく、式中、R及びR’は、好ましくは、1〜20個、より好ましくは1〜16個、更により好ましくは1〜10個又は1〜8個の炭素原子を含有する所望により置換されたアルキル基である。好ましいアルキル基は、メチル、エチル、プロピル、メチルエチル、ブチル、ペンチル、ヘキシル及びシクロヘキシルである。任意の置換基は、好ましくは、アミノ基から選択され、所望により更に例えばC1〜C6のアルキル又はアミノ−C1〜C6のアルキル;エポキシ、3−グリシジルオキシ、3−(メタ)アクリロキシ、メルカプト及びC1〜C6のアルコキシ基と置換される。
【0104】
マットは、繊維マットの圧縮及び拘束の前又は後に任意の上記の材料で浸透されることができる。更に、繊維がフォーミングボックスに供給される前に、それらを浸透させることも可能である。
【0105】
更なる実施形態では、高摩擦コーティング材料の薄い連続的又は非連続的なコーティングが、実装マットの内側表面(即ち汚染防止要素と接触する実装マットの表面)並びに任意で外側表面(即ちハウジングと接触する実装マットの表面)上に形成される。高摩擦コーティングは、高摩擦コーティング材料が本質的に実装マットに入り込まないように適用される。更に、実装マットの内側表面及び任意で外側表面は、実装マットの任意によりコーティングされた外側表面とハウジングとの間の摩擦係数が、実装マットのコーティングされた内側表面と触媒要素との間の摩擦係数よりも低くなるように、高摩擦コーティングでコーティングされる。高摩擦コーティングの有機部分は、触媒要素の通常の動作条件下で、部分的又は完全に離解又は分散する。外側表面の高摩擦コーティングは、実装マットの内側表面の高摩擦コーティングと同じであってもよく、異なっていてもよい。同じコーティング材料が、両方の表面上で使用される場合、実装マットの外側表面の側と内側表面の側との間での浸透量が異なるので、所望の据付特性を得るために、予防措置がとられなければならない。したがって、同じ高摩擦コーティングを備える浸透に対して、内側表面の側が浸透されるコーティング材料の固体構成要素含有量は、外側表面の側が浸透されるコーティング材料の固体構成要素含有量よりも大きくなければならない。両方の側の間で摩擦差が最大化されたとき、優れた詰め結果が達成できるということが示されている。実装マット上の高摩擦コーティングの含有量の差に特別の制限はないが、実装マットの内側表面の側上の高摩擦コーティングの固体コンポーネント含有量は、好ましくは約5〜100g/m2、より好ましくは約20〜50g/m2である。一方、繊維マットの外側表面上の高摩擦コーティングの固体コンポーネント含有量は、好ましくは、約0.5〜10g/m2である。
【0106】
高摩擦コーティングは例えば、一般に使用されている缶詰方法である触媒の詰め中に、典型的に、動きを改善する役割を果たす。缶詰中にマットの滑りを防止するために、高摩擦コーティングが選択され、滑り止め特性を構成要素の表面上にもたらす。コーティングは、天然又は合成ポリマー材料、アクリル酸エステルコポリマー、ニトリル樹脂若しくはゴム、酢酸ビニルコポリマー、ポリスチレン樹脂、アクリレート−スチレンコポリマー、スチレン−ブタジエン樹脂、SISブロックコポリマー、EPDM、ABS、PE又はPPフィルムなどのような、好ましくは、アクリル樹脂又はゴムなどの樹脂又はゴム材料、及びこれらの組み合わせから選択することができる。これらの有機ポリマー材料の多くは、優れた滑り止め特性をもたらす。これらの有機ポリマーのいくつかは、上昇した温度で柔らかくなる場合があり、これは、有機ポリマー材料が悪化又は消失する前に、一定の温度/時間ウィンドウにおいて、低減された保持特性につながる場合がある。シリカ−、アルミナ−及び粘土ゲル又は粒子スラリーなどの無機コーティングが使用できるが、無機コーティングは時々、有機ポリマー材料と比較して低いスリップ防止特性を有する場合がある。無機コーティングの利点は、高温で離解せず、そのため、マット保持性能の増加につながる永続的な摩擦上昇をもたらす。保持性能の更なる最適化は、無機高摩擦コーティングをマットのハウジング側上に付けることによって達成することができ、これは詰め特性を著しく変えずに、摩擦の増加及びマット保持性能の増加につながる。
【0107】
特定の実施形態では、高摩擦コーティング組成物は、触媒コンバーターの動作中に高温条件下で発生する任意反応で分解及び消散され得るラテックスからなる。本明細書で使用可能なラテックスは、天然又は合成ポリマー材料、好ましくは樹脂材料、アクリル酸エステルコポリマー、酢酸ビニルコポリマー、ポリスチレン樹脂、アクリレート−スチレンコポリマー、スチレン−ブタジエン樹脂及びこれらの組み合わせを水性媒質、他の媒質又はポリビニルアルコールなどの有機材料の中に分散することによって得られるコロイド状の分散液を含む。所望により、ラテックスは、シリカ粒子、アルミナ粒子又は粘土粒子の1つ以上の、ラテックスへの混合を更に含む。アクリル樹脂が使用されるアクリルラテックスは、特に有利に使用することができる。好ましい格子の例は、エアプロダクツポリマーズ(Air Products Polymers)(米国ペンシルベニア州アレンタウン(Allentown)から入手可能な、商標名「エアフレックス(AIRFLEX)EAF67」、又はBASF(ドイツ、ルートウィヒスハーフェン(Ludwigshafen))から「アクロナル(ACRONAL)A 420 S」(アクリル酸エステルの熱架橋性コポリマーの水性可塑剤非含有分散液)若しくは「アクロナル(ACRONAL)LA 471 S」として両方が入手可能な、酢酸ビニル−エチレンポリマー分散液である。
【0108】
更なる実施形態において、繊維マットがコーティングされる高摩擦コーティングは、上記の有機ポリマー材料及び1つ以上のタイプの研磨粒子も含むことができる。有用な有機高分子材料及び有用な研磨粒子に特に関する更なる詳細は、2006年2月23日公開の国際公開第2006/020058(A)号に見出すことができる。例えば、有機高分子材料中に研磨粒子の微粒子を分散することによって調製されたスラリーが、繊維マットの表面(単数又は複数)に適用される。このように、繊維マットの少なくとも内側表面及び所望により外側表面上に、研磨材料(単数又は複数)の微粉粒子が選択的に固定されているコーティングを有する繊維マットが得られる。研磨材料の微粒子は、触媒要素を備える繊維マットの少なくとも接触面上に配置されているため、触媒要素との摩擦係数が増加され、触媒要素の保持信頼性は更に改善することができる。更に、触媒要素及び触媒要素の周囲に巻かれている繊維マットは缶詰され、触媒要素と巻かれた繊維マットとの間の動きが阻止されることができ、あるいは組み立てられる触媒コンバーターの性能に悪影響を与えることなく、少なくとも有意に低減することができる。
【0109】
上記で説明されているとおり、高摩擦コーティングを備える実装マットのコーティングは、スプレー、ブラシ、積層、印刷(例えばスクリーン印刷)等の従来の技術で有利に実施することができる。好ましい方法は、エアブラシなどのラッカースプレーシステムの使用によるスプレーコーティングによって、例えばスプレー溶液又は分散液を調製するだけによって、並びに繊維マットの1つ又は両方の主表面上に相次いで又は同時に溶液又は分散液(例えば上記のようなアクリルラテックス又は同様の格子)をスプレーすることによって、うまく実施される。作業は、したがって簡単で経済的である。スプレーの後の溶液又は分散液は、自然に乾燥させてもよく、好適な温度(例えば110℃)に加熱することによって乾燥させてもよい。繊維マットの内側表面の側上の高摩擦コーティングの固体コンポーネント含有量は、好ましくは約5g/m2〜100g/m2、より好ましくは約10〜50g/m2であり、実装マットの外側表面上の高摩擦コーティングの固体コンポーネント含有量は、好ましくは約0.5〜10g/m2である。好ましくは、高摩擦コーティング材料の薄い連続的又は非連続的なコーティングは、実装マットの内側及び所望により外側表面上にそれぞれ形成される。使用されたコーティング方法は、高摩擦コーティング材料が本質的に実装マットを入り込まないよう、いずれの実装マットの毛管作用も最小化されるように適応される。即ち、高摩擦コーティングは、実装マットの表面上のみに実質的に存在すべきであり、本質的にマットを浸潤すべきではない。これは、例えば、高い固体密度有する溶液又は分散液を使用すること、乳化剤、揺変性剤又は同様の効果を有する添加剤の溶液又は分散液への添加、実装マットをコーティングすること、使用された溶剤が急速に蒸発する又は同様となるコーティング条件、あるいは本質的に溶剤の入っていない高摩擦コーティングの積層によって、達成することができる。高摩擦コーティングが、実装マットの厚さの10%未満、好ましくは5%未満、より好ましくは3%未満、最も好ましくは1%未満を浸潤することが好ましい。
【0110】
上記で示されたように、本方法は、概して、膨張、非膨張マット、有機結合剤含有量が低いマット、例えば、ナノ粒子等の微粒子材料を含むマット、熱可塑性高分子繊維又は粉末を含むマット、様々な化学組成、直径及び異なる長さの繊維の混合物を含む長さを含む長さの無機繊維を含むマットを含む多種多様な実装マットの製造を可能にする。更に、得られたマットは、触媒コンバーターを実装する際に良好な優れた性能を示す。特に、製造された実装マットの性能は、典型的に周知又は以前使用された方法で製造されるマットのそれと同様又は更に良好である。
【0111】
本方法は、ショット含有繊維からショットの量を低減させるために使用することもできる。ショット含有繊維は、典型的に融解形成によって得られる、上述のようなガラス若しくはセラミックス又は生体溶解性繊維等の無機繊維である。融解形成は、融解物を製造する工程と、鉱物粒子から細長い繊維を製造するために融解物をノズルを通す工程と、を含む。主要な密集体は、通常、冷却し、繊維の垂下部(trailing)を後ろにした状態で前末端部で「ショット」として固まる。繊維塊上で繊維分離ローラーの叩解作用により、ショットは、繊維から折り取られ、ショット粒子及び繊維の混合物を形成する。この作用は、ローラーの作用によって繊維を混転させ、及び/又は繊維をガス流中で混転させることによって支持されることができる。ショット粒子は、例えば、典型的に約3mmのメッシュサイズを有するふるいによって繊維から分離することができる。あるいは、ショット粒子は、適切なスピン装置における遠心力によって繊維から分離されることができる。
【0112】
繊維のショット含有量は、繊維を15分間に1000℃まで加熱し、それらを室温まで冷却し、すり鉢及びすりこぎを使用して繊維を粉砕することによって決定することができる。53マイクロメートルのメッシュサイズのふるいを使用して混合物をふるうことによって、繊維を繊維の粉末から分離し、ふるいに保持される繊維の量及びふるいを通過する粒子の量を計量する。
【0113】
ショット含有量の低減は、マット作製プロセスと同時に行うことができるか、又は一般的にショットが低減された繊維を提供するように別に行うことができる。後者の場合、プロセスは、繊維をマットに形成する工程を伴わずに、上述のように行うことができる。代わりに、繊維は、ショット粒子が除去された後に単に収集される。
【実施例】
【0114】
本発明を実施例に限定することを意図せずに、以下の実施例を用いて本発明を更に例示する。
【0115】
【表1】
【0116】
試験方法
実際条件固定試験(RCFT)
RCFT用試験装置は以下を含む。
【0117】
a.)下部固定部分と、「クロスヘッド速度」として規定される速度で垂直方向に下の部分から離れるように移動可能である上部と、を含み、5kNまでの力を測定できるロードセルを有する、マテリアル・テスト・システムズ(Material Test Systems)(ミネソタ州エデンプレイリー(Eden Prairie))から商標名「MTS」、モデルアライアンス(Model Alliance)RT/5で得られる市販の引張試験機。
【0118】
b.)ブロックを互いから独立して少なくとも900℃に加熱できる加熱要素をそれぞれ含有する、6cm×8cmのベース領域を有する2つのステンレス鋼ブロックからなる試験固定具。ブロックのベース領域が互いの上方で垂直に配置されるように、下部ステンレス鋼ブロックは下部固定部分にしっかりと取り付けられ、上部鋼ブロックは引張試験機の上部可動部分(クロスヘッド)にあるロードセルにしっかりと取り付けられる。各ステンレス鋼ブロックは、ブロックの中心に位置する熱電対を備える。
【0119】
c.)ステンレス鋼ブロック間の開いた距離(ギャップ)を測定する、フィードラー・オプトエレクトロニク(Fiedler Optoelektronik)(ドイツ、リュッツェン(Laetzen))からのレーザー伸縮計。
【0120】
44.5mm×44.5mmの寸法を有する実装マットサンプルは、ステンレス鋼ブロックの間に配置した。ギャップは、1.0m/分のクロスヘッド速度で実装密度とも称される規定の実装マット密度に閉鎖した。この後、各ステンレス鋼ブロックを、異なる温度プロファイルまで徐々に加熱し、排気ガス処理装置内で金属ハウジング及びセラミック基板の温度をシミュレートした。加熱中、ステンレス鋼ブロック間のギャップは、典型的な排気ガス処理装置ハウジング及びセラミック基板の温度及び熱膨張係数から計算された値によって増加させた。
【0121】
RCFTは、ここでの2つの異なる温度プロファイルで行った。第1のプロファイルは、500℃のセラミック基板の最大温度及び200℃の金属缶の最高温度をシミュレートする。第2のプロファイルは、セラミック基板に対する700℃の最大温度及び金属缶に対する400℃をシミュレートする。
【0122】
最大温度へ加熱した後、ステンレス鋼ブロックを徐々に冷却し、ギャップを温度及び熱膨張係数から計算された値によって減少させた。加熱及び冷却サイクルの間、実装マットによる圧力を記録した。実装マットサンプル及び鋼ブロックを35℃まで冷却し、サイクルは、実装マットによる圧力を記録しつつ、あと2回繰り返した。3サイクルのそれぞれに対する少なくとも50kPAの最小圧力は、典型的に、実装マットに対して望ましいと見なされる。
【0123】
高温振動試験
高温振動試験は、金属ケーシング(以下で試験組立品と称される)内の実装マットで実装される排気ガス処理要素に高温ガスを通し、同時に、加速耐久性試験としての機能を果たすために十分な機械的振動に試験組立品を供する工程を含む。
【0124】
試験組立品は、以下の通りに作製した。
【0125】
1)62セル/cm2(400セル/in2)及び152マイクロメートル(6.0mil)の壁厚を有する、長さ101.6mm、直径118.4mmの円筒形セラミックモノリス。
【0126】
2)セラミックモノリスと金属ハウジングとの間に円筒形で配列される実装マット。
【0127】
3)約126.5mmの内径を有するステンレス鋼型1,4512(EN標準)を含む円筒形缶形状ハウジング。
【0128】
LDSテスト・アンド・メジャメント社(LDS Test and Measurement Ltd.)(英国ハートフォードシャー州ロイストン(Royston))から得られた従来の振とう台を使用して、振動を試験組立品に提供した。熱源は、450m3/時間のガス流で900℃までのガス入口温度をコンバーターへ供給することが可能である天然ガスバーナを含んだ。
【0129】
コンバーターは、ガス入口温度及び金属ケーシングの温度を測定するための熱電対を備えた。ガス温度は、更なる応力を実装マット材料上に加えるようにサイクル(即ち、繰り返し上下)を行った。16時間の熱調節段階は、試験の振盪セグメントを開始する前に行った。熱調節段階は、選択された高温で3時間、その後、1時間の室温への冷却の4サイクルからなった。
【0130】
試験の振盪セグメントの間、「サイン−オン−ランダム」型振動を使用して、更なる応力を生成し、使用条件下で試験組立品の加速エージングをシミュレートした。振盪セグメントは、選択された温度での3時間の振盪及び振盪なしで1時間のサイクルを含み、その間、コンバーターは、室温への冷却が可能であった。振動レベルは、以下の表に示されるように、各サイクルの間で増加させた。試験は、試験組立品の故障が見られるまで実行した。
【0131】
サイクル6又は7の振動レベルに到達することが望ましい。サイクル5レベルの故障は、ぎりぎり許容されると見なされるが、より小さいサイクル数での故障は、有意なリスクを示す。
【0132】
【表2】
【0133】
圧縮サイクル試験
圧縮サイクル試験の試験装置は、以下の要素を含んだ。
【0134】
a.)10kNまでの力を測定することができるロードセルを有する下部固定部分と、「クロスヘッド速度」として規定される速度で垂直方向に下の部分から離れるように移動可能である上部と、を含むツヴィック社(Zwick GmbH& CoKG)(ドイツ、ウルム(Ulm))から得られた引張試験機モデルZwick/RpellモデルZ010。
【0135】
b.)ブロックを互いから独立して少なくとも900℃に加熱できる加熱要素をそれぞれ含有する、6cm×8cmのベース領域を有する2つのステンレス鋼ブロックからなる試験装置。ブロックのベース領域が互いの上方で垂直に配置されるように、下部ステンレス鋼ブロックはロードセルにしっかりと取り付けられ、上部鋼ブロックは引張試験機の上部可動部分(クロスヘッド)にしっかりと取り付けられる。各ステンレス鋼ブロックは、ブロックの中心に位置する熱電対を備える。
【0136】
c.)ステンレス鋼ブロックの間の開いた距離を測定する、フィードラー・オプトエレクトロニク(Fiedler Optoelektronik)(ドイツ、リュッツェン(Laetzen))からのレーザー伸縮計。
【0137】
試験される実装マットサンプルは、約51mm(2インチ)の直径を有し、下部ステンレス鋼ブロック上に直接配置した。
【0138】
その後、ギャップは、実装マットを、開放ギャップ実装密度と称される規定の圧縮密度に圧縮することによって閉鎖した。開放ギャップの位置での1分間の弛緩後に実装マットによる圧力を記録した。この両ステンレス鋼ブロックは、規定の試験温度に到達するまで、30℃の速度で加熱した。この間、ステンレス鋼ブロックの間のギャップは、一定に維持した(即ち、金属膨張は、レーザー伸縮計を介して連続的に安定させた)。加熱期間の最低圧力を記録した。
【0139】
加熱後、サイクルは、閉ギャップ実装密度とも称される第2の規定のマット密度にギャップを閉鎖することによって開始した。その後、ギャップを開放ギャップの位置に再度開いた。このサイクルを500回繰り返した。サイクルの間のクロスヘッド速度は、1分当たり2.5メートルであった。最終サイクルの開放及び閉鎖ギャップ圧力を記録した。
【0140】
屈曲亀裂試験
目視検査で行われたこの試験では、マンドレルの周りに曲げることによって生じた実装マットの亀裂の程度を評価した。試験は、50.8mmの外経を有する長さ約20cmの円筒形マンドレルを使用して、10cm×20cmの寸法を有する選択された実装マットのダイカット部分に対して実施した。ダイカット部分は、実装マットの10cm幅の側をマンドレルの長さに沿って、50.8mmの直径のマンドレルの周りに180度(半分)巻き付け、しっかりとした接触を、実装マットとマンドレルとの間に確立した。表面亀裂のレベルは、目視検査によって決定され、それによって評価を行う人は、実装マット/マンドレルの組み合わせから少なくとも30cmn離れなければならない。「容易に目に見える亀裂」又は「主要/重度の亀裂又はマット破損」がある場合、部分はこの試験に不合格となる。
【0141】
(実施例1)
以下の組成物の膨張実装マットを作製した(すべての数字は重量部)。
【0142】
54.3%繊維(「イソフラックス(ISOFRAX)」)
13.6%R−ガラス短繊維、長さ6mm、700℃で1時間熱処理された。
【0143】
29.2%未拡張バーミキュライト
2.9%複合繊維(「トレビラ(TREVIRA)255」)
実施例1の膨張実装マットは、フォームファイバー(Formfiber)(デンマーク)から得られた、上述の方法に従って操作する310mm幅不織布機上で作製した。この機械のフォーミングボックスは、図2に示される概略図に本質的に対応し、フォーミングボックスは、上方で互いの反対側に配置された3つのスパイクロールの2つの列と、フォーミングボックスの底部の近くで互いの反対側に配置された3つのスパイクロールの2つの列を有した。エンドレスベルトスクリーンは、図2に示されるように、これらの上部と下部との間で走行した。フォーミングワイヤは、フォーミングボックスの底部の下に配置した。
【0144】
無機繊維及び結合剤繊維は、運送ベルトを介して、機械のフォーミングボックスの中に送り出された。まず、繊維を、2つの回転スパイクロールを有する、予め開放された区域に通した。この後、繊維をフォーミングチャンバの上部の中に吹き込んだ。バーミキュライトは、第2の運送ベルトを介してフォーミングボックスの上部の中に直接送り出された。繊維及び粒子は、約1m/分の速度で動いていたフォーミングワイヤ上に収集した。運送の間にマットを支持するために、約18g/m2の表面重量を有する薄紙不織布スクリムをフォーミングワイヤ上に配置することによって、それをフォーミングボックスの下部の中に送り出された。フォーミングボックスの後、紙スクリム上に形成したマットを熱風炉へ通した。オーブン温度は、実施例1の膨張実装マットの組成物において使用した結合剤を熱活性化した140℃であった。オーブンの直後、マットは、冷却後に、約25mmの本来形成されたマットの厚さを約8mmに減少させる方法でローラーで圧縮した。その後、支持不織布紙を除去した。
【0145】
その後、得られた実装マット(実施例1)は、実際条件固定試験(「RCFT」)、高温振動試験及び屈曲亀裂試験において試験した。
【0146】
比較例1A及び1B
実施例1に対して掲載された同様のマット組成物は、比較例1A及び1Bに対して、以下の方法で湿式プロセスによって調製した。結合剤繊維は、湿式実装マットの製造のために当該産業で一般に使用される有機ラテックス結合剤で置き換えた。
【0147】
1.5リットルの水を大型ワーリングブレンダの混合チャンバの中に注ぎ、51gの繊維(「イソフラックス(ISOFRAX)」)を添加し、約5秒間激しく攪拌した。その後、混合物を5リットルの容器の中に入れた。1.5リットルの水をワーリングブレンダの混合チャンバの中に再度注ぎ、12.8gの長さ6mmの短い熱処理R−ガラス(700℃で1時間熱処理)を添加した。混合物を10秒間力強く攪拌し、同じ5リットルの混合容器の中に入れた。1分間の攪拌後、比較例1Aにおける5.0グラムのラテックス(「エアフレックス(AIRFLEX)BP 600」)及び比較例1Bにおける16.3gのラテックス(「エアフレックス(AIRFLEX)BP 600」)を添加し、混合物を再度1分間攪拌した。これは、比較例1Bに対して、実施例1及び比較例1Aより約3倍高い結合剤含有量をもたらした。
【0148】
次の工程では、約10%硫酸アルミニウム含有量に希釈した、約10gのミョウバン溶液を、pH約4.5に到達するように添加し、ラテックスを凝固させた。更に1分の攪拌後、27.4gの未拡張バーミキュライトを添加した。その後、混合物は、更に1分間攪拌し、20cm×20cmの寸法を有するハンドシート形成器の中に注いだ。脱水後、得られたシートを、各側上の3枚の吸い取り紙の間に置き、手で軽く押した。吸い取り紙を除去し、シートを120℃で1時間熱風炉において乾燥させ、完成した実装マットを得た。
【0149】
その後、得られた実装マットを、50.8mmの直径を有するマンドレルの周りで曲げ(屈曲亀裂試験)、それらの一体性を評価した。
【0150】
【表3】
【0151】
【表4】
【0152】
本発明の方法によって作製された実施例1の実装マットは、屈曲亀裂試験においていかなる表面亀裂も示さない。従来の湿式プロセス(比較例1A)において作製された同様のマットは、重度の表面亀裂を示し、使用不可である。多くの商業的に得られる膨張実装マットにおいて一般的な結合剤のレベルである、3倍の結合剤を有する同様のマット(比較例1B)は、実施例1と同様のレベルで、屈曲亀裂試験及びRCFTにおいてよい結果を示す。250℃での圧縮サイクル試験は、実施例1の実装マットが、比較例1Bより優れた冷却保持性能を有することを示す。
【0153】
実施例1の高温振動試験の結果
実施例1の膨張マットは、0.75g/cm3の実装密度で実装し、300℃で試験した。コンバーター組立品は、約1216m/s2のピーク振動で最も高い振動レベルであるサイクル7に到達し、40分後にこのレベルで不合格となった。
【0154】
その後、実施例1のマットは、0.75g/cm3の実装密度で第1のコンバーター内に実装し、800℃で試験した。このコンバーター組立品も、約1216m/s2のピーク振動でサイクル7に到達し、83分後にこのレベルで不合格となった。これらの高温振動試験の結果は、優れていると見なされ、それらは、実施例1の実装マットが、広い温度範囲での用途で使用するのに好適であることを示す。
【0155】
実施例1に対して得あれた試験結果は、本発明の方法が、広範囲の条件下で優れた性能を示す膨張実装マットを製造できることを示す。従来の湿式プロセスは、比較例1Aで示されるものと同じマット配合物を提供することはできない。実施例1と同様の実装マットは、比較例1Bで示される高有機結合剤含有量でのみ作製することができた。比較例1Bの高結合剤含有量は、存在する(例えば、あるディーゼル用途において)低温条件で有意な欠点をもたらす。更に、高結合剤含有量は、車両の最初の操作の間、潜在的に有害又は不愉快な煙の排出の増加を引き起こすため、それほど望ましくない。
【0156】
(実施例2)
以下の組成物の非膨張実装マットは、冷却後に約45mmに本来形成された厚さを約13mm(すべての数字は重量部)に減少させる方法で、マットを、オーブンの後にローラーで圧縮したことを除いて、実施例1に記載されるものと同じ方法で作製した。
【0157】
32.4%繊維(「スーパーウール(SUPERWOOL)607HT」)
32.4%R−ガラス短繊維、長さ36mm、700℃で1時間、熱処理された。
【0158】
32.4%繊維(「サッフィル(SAFFIL)3D+」)
2.9%複合繊維(「トレビラ(TREVIRA)255」)
その後、得られた実装マットは、実際条件固定試験、高温振動試験、及び屈曲亀裂試験において試験した。
【0159】
比較例2A及び2B
実施例2に対して掲載される同様のマット組成物は、比較例2A及び2Bに対して、以下の方法で湿式プロセスによって調製した。結合剤繊維は、湿式実装マットの製造のために当該産業で一般に使用される有機ラテックス結合剤で置き換えた。
【0160】
1.5リットルの水を大型ワーリングブレンダの混合チャンバの中に注ぎ、26.6gの繊維(「サッフィル(SAFFIL)3D+」)を添加し、約10秒間力強く攪拌した。その後、混合物を5リットルの容器の中に入れた。1.5リットルの水をワーリングブレンダの混合チャンバの中に再度注ぎ、26.6gの長さ36mmの短い熱処理R−ガラス(700℃で1時間熱処理)を添加した。混合物を10秒間力強く攪拌し、同じ5リットルの混合容器の中に入れた。750mLの水を大型ワーリングブレンダの混合チャンバの中に注ぎ、26.6gの繊維(「スーパーウール(SUPERWOOL)607HT」)を添加し、5秒間力強く攪拌した。その後、混合物は、5リットルの混合容器の中に入れ、他の繊維懸濁液と合わせて1分間混合した。この後、比較例2Aにおける4.5グラムのラテックス(「エアフレックス(AIRFLEX)BP 600」)及び比較例2Bにおける14.0gのラテックス(「エアフレックス(AIRFLEX)BP 600」)を添加し、混合物を再度1分間攪拌した。これは、比較例2Bに対して、実施例2及び比較例2Aより約3倍高い結合剤含有量をもたらした。
【0161】
次の工程では、約10%硫酸アルミニウム含有量に希釈した、約10gのミョウバン溶液を、pH約4.5に到達するように添加し、ラテックスを凝固させた。その後、混合物は、更に1分間攪拌し、20cm×20cmの寸法を有するハンドシート形成器の中に注いだ。脱水後、得られたシートを、各側上の3枚の吸い取り紙の間に置き、手で軽く押した。吸い取り紙を除去し、シートを120℃で1時間熱風炉において乾燥させ、完成した実装マットを得た。
【0162】
その後、得られた実装マットを、50.8mmの直径を有するマンドレルの周りで曲げ(屈曲亀裂試験)、それらの完全性を評価した。
【0163】
【表5】
【0164】
実施例2の高温振動試験の結果
実施例2の膨張マットは、0.48g/cm3の実装密度で実装し、600℃で試験した。コンバーター組立品は、約863m/s2のピーク振動で2番目に高い振動レベルであるサイクル6に到達し、65分後にこのレベルで不合格となった。これは、非常によい結果と見なされる。
【0165】
結果として、本発明によって作製される非膨張実装マットは、異なる条件の範囲下で非常によい性能を示すことに留意することができる。従来の湿式プロセスは、比較例2Aで示されるものと同じマット配合物を提供することはできない。湿式プロセスを使用して同様の組成物の製品を製造するために、冷却保持性能に対してマイナス要素を有し、車両の最初の操作の間により多くの煙を生じる高有機結合剤含有量が必要である(比較例2B)。
【0166】
(実施例3)
以下の組成物を有する実装マットを作製した(重量部)。
【0167】
80%R−ガラス短繊維、長さ6mm;繊維は、700℃の窯で1時間、熱処理された。
【0168】
20%R−ガラス短繊維、長さ36mm(熱処理せず)
実施例3のための実装マットは、実施例1に記載される、フォームファイバー(Formfiber)(デンマーク)から得られた310mm幅の不織布機上で作製した。
【0169】
ガラス繊維は、運送ベルトを介して、機械の中に送り出された。有機結合剤材料は添加しなかった。ガラス繊維を、2つの回転スパイクロールを有する、予め開放された区域に通した。この後、繊維をフォーミングボックスの上部の中に吹き込んだ。繊維は、約1m/分の速度で動いていたフォーミングワイヤ上に収集した。機械を通した運送の間にマットを支持するために、約18g/m2の表面重量を有する薄紙不織布スクリムをフォーミングワイヤ上に配置することによって、それをフォーミングボックスの下部の中に送り出した。フォーミング区域の後、形成されたマットは、Dilo社(ドイツ、エーバーバッハ(Eberbach))からのニードルタッカーを使用して、1cm2当たり24パンチで針で縫った。マット厚さは、約50mmの本来形成された厚さから約12mmに低減させた。紙不織布を除去した。
【0170】
比較例3A
実施例3のために使用した同じ繊維組成物を、ランド・マシン社(Rando Machine Corp.)(ニューヨーク州マセドン(Macedon))からの商標名「ランド・ウエーバー(RANDO WEBBER)」で得られた従来のウェブ成形機の中に送り出した。有意な量の繊維の埃を、特に熱処理されたガラス繊維から、形成プロセスの間に作製した。繊維の埃は、部分的にフォーミング区域の下部の中に落ち、一部が空気中に解放され、得られたウェブは、顕著な量の繊維の埃を含有した。ウェブを、Dilo社(ドイツ、エーバーバッハ(Eberbach))からのニードルタッカーに通したが、マットの十分な取扱い強度は得られなかった。結果として、対象の組成物で実装マットを製造することは不可能であった。
【0171】
(実施例4)
以下の組成物の2層実装マットを本発明の方法に従って作製した(すべての数字は重量部)。
【0172】
層1の組成物−実施例4の総実装マットの3分の1
68.0%R−ガラス短繊維、長さ6mm;繊維は、700℃の窯で1時間熱処理された。
【0173】
29.1%R−ガラス短繊維、長さ36mm、熱処理せず
2.9%P1粉末(「ベスタメルト(VESTAMELT)4680」)
層2の組成物−実施例4の総実装マットの3分の2
46.6%繊維(「イソフラックス(ISOFRAX)」)
11.7%R−ガラス繊維、長さ6mm、繊維は、700℃の窯で1時間熱処理された。
【0174】
38.8%未拡張バーミキュライト
1.9%複合繊維(「トレビラ(TREVIRA)255」)
1.0%P1粉末(「ベスタメルト(VESTAMELT)4680」)
実施例4のための実装マットは、実施例1に記載される、フォームファイバー(Formfiber)(デンマーク)から得られた310mm幅の不織布機上で作製した。
【0175】
実施例4の層1に対するガラス繊維及びポリマー粉末は、運送ベルトを介して、機械の中に送り出した。繊維を、2つの回転スパイクロールを有する、予め開放された区域に通した。この後、繊維をフォーミングボックスの上部の中に吹き込んだ。繊維は、約1m/分の速度で動いていたフォーミングワイヤ上に収集した。輸送の間にマットを支持するために、約18g/m2の表面重量を有する薄紙不織布スクリムをフォーミングチャンバの下部の中に送り出した。フォーミング区域の後、マットを熱風炉へ通した。オーブン温度は、結合剤ポリマーを熱活性化する140℃であった。オーブンの直後、冷却後に、約50mmの本来形成されたマットの厚さを約12mmに減少させる方法で、マットはローラーで圧縮した。そのように得られたマットを、同じ不織布機に再度通し、第2の膨張マット組成物(上記の層2)をその上で形成した。共形成実装マットの第2の膨張層の形成は、実施例1の作製に対して記載される手順に従った。
【0176】
実施例4の共形成実装マットを、実際条件固定試験(「RCFT」)に供した。
【0177】
【表6】
【0178】
異なる組成物の層及び結合剤含有量を有する共形成されたマットは、本発明の方法に従って作製した。実施例4の得られたマットは、実際条件固定試験における異なるシミュレートされた条件で測定された非常に良好な圧縮圧力を示す。
【0179】
(実施例5A、5B及び5C)
以下の組成物を有する実装マットは、実施例2に記載されるように製造した。熱結合プロセスに加えて、マットをDilo社(ドイツ、エーバーバッハ(Eberbach)からのニードルタッカーを使用して、1cm2当たり24パンチで針で縫った。
【0180】
実施例5のマットの組成物
31.8%繊維(「イソフラックス(ISOFRAX)」)
31.8%繊維(「サッフィル(SAFFIL)3D+」)
Steklovoloknoからの31.8%シリカ短繊維、長さ65mm;繊維は、800℃の窯で1時間、熱処理された。
【0181】
4.6%複合繊維(「トレビラ(TREVIRA)255」)
実施例5Bでは、実施例5Aに対して記載されるように、実施例5Aと全く同じマット組成物を有するマットをまず製造した。第2の工程ではマットはその後、溶液へ浸水させ、その後の120℃のオーブン温度での50分間の乾燥によって、デグサ(Degussa)(ドイツ)からの0.5%水溶液「ダイナシラン(DYNASYLAN)PTMO」で浸透させた。
【0182】
実施例5Cでは、実施例5Aに対して記載されるように、実施例5Aと全く同じマット組成物を有するマットをまず製造した。第2の工程では、その後、マットを水中の0.5%ナノ粒子懸濁液(「ラポナイト)(LAPONITE)RD」)で浸透させた。
【0183】
実施例5A、5B及び5Cの得られた実装マットを圧縮サイクル試験に供した。
【0184】
【表7】
【0185】
浸透した実施例5B及び5Cの有意な圧力増加が、浸透しなかった実施例5Aに対して見ることができる。
【0186】
本発明の範囲及び趣旨から外れることなく、本発明の予測可能な修正及び変更が当業者にとって自明であろう。本発明は、例証目的のために本明細書に記載されている実施形態に限定されるべきではない。
【技術分野】
【0001】
本発明は、汚染防止要素を触媒コンバーターの中に実装するための実装マットの作製方法に関する。特に、本発明は、膨張又は非膨張実装マットの作製方法に関する。本発明は更に、触媒コンバーターの作製方法に関する。本発明は、ショット含有無機繊維におけるショットの量を低減させる方法にも関する。
【背景技術】
【0002】
汚染防止装置は、大気汚染を抑制するために自動車に使用されている。そのような装置は、汚染防止要素を含む。例示の汚染防止装置は、触媒コンバーター、ディーゼル微粒子除去フィルタ又はトラップを含む。触媒コンバーターは、典型的に、触媒を支持する壁を有するセラミックモノシリック構造体を含有する。触媒は、典型的に、大気汚染を抑制するために、エンジン排出ガス中の一酸化炭素及び炭化水素を酸化させ、窒素酸化物を還元する。モノシリック構造体は、金属で作製されることもある。ディーゼル微粒子フィルタ又はトラップは、典型的に、ウォールフロー型(壁流)フィルタであり、例えば、多孔性構造のセラミック材料から作製されるハニカム状のモノリシック構造をしばしば有する。フィルタは、典型的に、エンジン排気ガスから煤煙及び他の排気微粒子を除去する。これらの各装置は、汚染防止要素を保持するハウジング(典型的に、金属様ステンレス鋼で作製される)を有する。モノシリック汚染防止要素は、それらの壁厚及び毎平方インチ当たり(cpsi)の開口部又はセルの数によってしばしば記載される。1970年代初期、304マイクロメートル(12mil)の壁厚及び47セル/cm2(300cpsi)のセル密度(「300/12モノリス」)を有するセラミックモノシリック汚染防止要素が一般的であった。
【0003】
排ガス法がより厳しくなるにつれて、壁厚は、モノリスの幾何学的表面積を増加させ、熱容量を低下させ、圧力の低下を減少させる手段として、減少している。標準は、900/2モノリスに進歩している。それらの薄壁により、セラミックモノシリック構造体は、振動又は衝撃損傷及び破損に対して脆弱であり、敏感である。損傷を与える力は、汚染防止装置の組み立て中の手荒な取扱い若しくは落下から、エンジン振動から又はでこぼこ道上の運行から生じる場合がある。セラミックモノリスは、ロードスプレーとの接触からなど、高熱衝撃による損傷も受けやすい。
【0004】
セラミックモノリスは、概して、それらを含有する金属ハウジング未満の桁である熱膨張の係数を有する。例えば、金属ハウジングの周壁とモノリスとの間のギャップは、約4mmから始まり、エンジンが、触媒コンバーターモノシリック要素を25℃から約900℃の最大動作温度に加熱するにつれて、合計約0.33mm増加することができる。同時に、金属ハウジングは、約25℃〜約530℃の温度に増加する。金属ハウジングが小さい温度変化を受けたとしても、金属ハウジングの熱膨張の、より高い係数は、モノシリック要素の膨張よりも速く、ハウジングをより大きい周囲サイズに膨張させる。そのような温度サイクルは、典型的に、車両の寿命の間に数百又は数千回生じる。
【0005】
道の衝撃及び振動からのセラミックモノリスに対する損傷を回避し、熱膨張の差を補い、排気ガスがモノリスと金属ハウジングとの間を通過するのを防止する(それによって、触媒を迂回する)ためには、実装マットは、セラミックモノリスと金属ハウジングとの間に配置される。モノリスをハウジング内に配置するプロセスは、缶詰(canning)とも称され、マット材料のシートをモノリスに巻き付ける工程と、巻き付けられたモノリスをハウジングの中に挿入する工程と、ハウジングを閉じるように押し付ける工程と、フランジをハウジングの外側縁に沿って溶接する工程と、を含む。
【0006】
典型的に、実装マット材料は、無機繊維、任意に膨張材料、有機結合剤、充填剤及び他のアジュバントを含む。モノリスをハウジング内に実装するために使用される周知のマット材料は、例えば、米国特許第3,916,057号(ハッチ(Hatch)ら)、同第4,305,992号(ランガー(langer)ら)、同第4,385,135号(ランガー(langer)ら)、同第5,254,410号(ランガー(langer)ら)、同第5,242,871号(ハシモト(Hashimoto)ら)、同第3,001,571号(ハッチ(Hatch))、同第5,385,873号(マクネイル(MacNeil))及び同第5,207,989号(マクネイル(MacNeil))、1978年8月23日公開の英国特許第1,522,646号(ウッド(Wood))、1983年1月26日公開の日本公開第J.P.昭58−13683号(即ち、特許出願公開第J.P.平2−43786号及び日本出願第J.P.昭56−1 12413号)及び1981年7月10日出願の日本公開第J.P.昭56−85012号(即ち、特許出願第昭54−168541号)に記載される。実装材料は、長時間の使用にわたって動作温度の全範囲で非常に弾力的な状態でなくてはならない。
【0007】
広範な動作温度及び多数の熱サイクルにわたって、モノリスと金属ハウジングとの間の変化するギャップに対応するために十分に弾力的かつ圧縮可能な実装システムに対する必要性が存在する。現況技術の実装材料は、それ自体の有用性及び利点を有するが、汚染防止装置内で使用するための実装材料を改善する継続的な必要性が存在し続ける。更に、実装マットの形成に際して主要な関心の1つは、材料のコストと性能属性との間での平衡である。そのような高品質の実装システムを可能な限り低コストで提供することが望ましい。
【0008】
汚染防止装置又はモノリスを実装するための実装マットは、主に湿式プロセスによって製造されている。特に、湿式プロセスは、膨張実装マットを作製するために使用される。しかしながら、湿式プロセスは、相当な設備投資を必要とし、更に必要な乾燥のために大量のエネルギーを消費するため高価となる。更に、プロセスは典型的に対処する必要がある大量の水溶液、及び環境上の理由で処理する必要があり得る関連廃棄物流を伴う。更に、例えば、ある所望のアジュバントを有する特定の組成物の実装マットを配合することは、所望の配合物のコンポーネントの異なる相互作用のために複雑である。更に、湿式プロセスは、典型的に実装中にマットの亀裂を回避するために、相当量の有機結合剤の使用を必要とする。これは、実装マットが、例えば、膨張材料等の添加剤を含む場合、特にそうである。有機結合剤の使用は、排気の温度が典型的に、大抵のガソリンエンジンよりずっと低いディーゼルエンジン等での「低温」触媒コンバーター内で使用することを目的とする実装マットにおいて特に好ましくない。有機結合剤は、コンバーターの組み立て後に焼け出す必要があるため、有機結合剤も、環境上の理由で好ましくない。
【0009】
また、湿式プロセスにおいて使用することができる繊維長が、制限を与えることがある。
【0010】
乾式プロセスも、実装マットを作製するために使用されている。例えば、実装マットは、ニューヨーク州マセドン(Macedon)のランド・マシン社(Rando Machine Corp.)から商標名「ランド・ウエーバー(RANDO WEBBER)」又はデンマークのスキャンウェブ社(ScanWeb Co.)から商標名「ダンウェブ(DAN WEB)」で販売されるもの等の市販のウェブ成形機を使用して作製され、繊維は、ワイヤスクリーン又はメッシュベルトの上に引かれる。残念なことに、これらの各機械は、実装マットの作製に対するそれ自体の制限を伴うため、これら機械の実用性を、これらの機械と共に使用するために最適化された特定の実装マット配合物に制限する。例えば、それらの機械上で使用することができる繊維長は、一般的に制限される。更に、実装マットの配合物において所望のアジュバントは、これらの機械に対して適合性を有さない可能性があるか、若しくはそれらの使用は、所望の性能を満たさない実装マットをもたらすか、又は性能が大きく変動するマットをもたらす恐れがある。更に、周知の乾式プロセスは、強力過ぎる可能性があり、好ましくない繊維の破損、再生不可能な性能、製造での埃形成等を引き起こす。
【発明の概要】
【発明が解決しようとする課題】
【0011】
したがって、実装マットの更なる製造方法を見出す必要性が存在する。非膨張及び膨張材料を含む異なる配合物の多種多様な実装マットの製造を可能にするマットを見出すことが、特に望ましい。実装マットを低コストかつ簡便な方法で製造することを可能にする方法を見出すことは、更に望ましい。結合剤を有さないか、又は非常に少量の結合剤を有する実装マット、特に、結合剤の含有量が低く、例えば粒子又は膨張材料等の更なるアジュバントを含むことができるマットを作製するために使用することができる方法を見出すことも望ましい。当然のことながら、所望の方法は典型的に、今まで実装マットを作製するために使用されている他の方法によって製造されたものと同等又はそれ以上の性能のレベルを有する所望の実装マットを作製できるようにするべきである。典型的に、方法は、安定した品質の実装マットを作製することを可能にするべきである。実装マットの満足できる品質は、例えば、低ショット含有量を有する無機繊維を使用することによって得ることができる。したがって、実装マット内で使用するのに好適な無機繊維、特に乾燥繊維のショット含有量を低減させるプロセスを見出すことも望ましい。好ましくは、そのプロセスは、実装マットの作製プロセスと組み合わされるか、又は一体化され得る。
【課題を解決するための手段】
【0012】
一態様では、本発明は、汚染防止装置内で使用するための実装マットの作製方法であって、
(i)フォーミングワイヤの上方に配置された開放底部を有するフォーミングボックスの入口を通って無機繊維を供給し、繊維のマットをフォーミングワイヤ上に形成する工程であって、フォーミングボックスは、繊維の塊を分裂するための複数個の繊維分離ローラーであって、ハウジング内の入口とハウジング底部との間で少なくとも1つの列で提供される、複数個の繊維分離ローラー及びエンドレスベルトスクリーンを有する、工程と、
(ii)繊維分離ローラーの下方及びフォーミングワイヤの上方のエンドレスベルトの下部走行上で繊維の塊を捕捉する工程と、
(iii)捕捉された繊維の塊を、繊維分離ローラーの上方にエンドレスベルト上で運搬し、捕捉された塊をベルトから解放し、ローラーによって接触し、分裂できるようにする工程と、
(iv)繊維のマットを、フォーミングワイヤによってフォーミングボックスから運び出す工程と、
(v)繊維のマットを圧縮し、繊維のマットをその圧縮された状態で拘束し、それによって、汚染防止要素を触媒コンバーターのハウジング内に実装するのに好適な所望の厚さを有する実装マットを得る工程と、を含む、方法に関する。
【0013】
上記に示したように実装マットの作製方法は、典型的に、以下の利点の1つ以上を提供する。典型的に、本方法は、コスト効率がよくかつ簡便な方法で多種多様の組成物の実装マットを製造することを可能にする。特に、本方法は、以前は異なる方法及び機器によって製造されなければならなかった様々な実装マット配合物を製造することを可能にする。更に、製造された実装マットは、実装マットを作製するための周知又は一般的な方法で製造された実装マットと典型的に少なくとも同等又はそれ以上の性能レベルを有する。更に、有機結合剤含有量を有さないか、又は低含有量の有機結合剤を有する実装マットは、安定した品質及び性能をもたらす、容易で、簡便で、コスト効率がよくかつ信頼性のある方法で製造することができる。例えば、有機結合剤を有さないか、又は5重量%以下、例えば、3重量%以下の、又は2重量%以下の有機結合剤を有する実装マットは、容易に製造することができる。特定の実施形態では、有機結合剤含有量が低い(例えば、結合剤がないか、5重量%以下の、例えば3重量%以下の、又は2重量%以下の有機結合剤)膨張実装マットは、優れた性能及び安定した品質をもって製造することができる。本方法は、周知の方法によって製造することが困難又は不可能であった実装マットの作製を可能にする利点を更に提供することができる。
【0014】
更に、本方法は、ショット含有無機繊維のショット含有量を低減させることができる。ショットが低減された繊維は市販されているが、それらは典型的に、湿式プロセスによって精製され、したがって除去されなければならない液体又は溶媒を含有する。乾燥した、ショットが低減された繊維も市販されているが、繊維長の低減をもたらす細断プロセス(「短繊維」)によって精製されている。したがって、本発明の更なる利点は、繊維の長さを減少させずにショットが低減された繊維を得る方法を提供することである。したがって、4mm〜10mm又は更には10mmを超える繊維長を有するショットが低減された乾燥無機繊維を得ることが可能であり得る。ショットが低減されたプロセスは、マットを作製するためのプロセスの中に組み入れることができるか、又はそれは別のプロセス、例えば、繊維をマット作製に提出する前の前処理プロセスであってもよい。
【図面の簡単な説明】
【0015】
【図1】フォーミングボックスの概略的斜視図。
【図2】フォーミングボックスの概略的側面図。
【図3】図2に示されるフォーミングボックスの詳細図。
【図4】汚染防止装置の概略図。
【発明を実施するための形態】
【0016】
本方法によると、繊維は、フォーミングボックスの繊維入口を通ってフォーミングボックスに供給される。繊維は、個別に及び/又は塊でフォーミングボックスに供給されてもよい。典型的な塊のサイズは、約2mm〜約60mm又は5〜30mm(直径、又は塊が球形ではない場合における塊の最長寸法)である。
【0017】
本発明に関連して使用するのに好適なフォーミングボックスは、2005年5月19日公開の国際公開第2005/044529号に開示されている。フォーミングボックスは、少なくとも1つの列で配置され、繊維の塊を分裂する複数個の繊維分離ローラーを含む。繊維分離ローラーは、繊維の塊をより小さい塊又は個々の繊維に分離する。繊維分離ローラーは、起伏のある表面を有するローラーであり、繊維又は塊に係合できる、少なくとも1つの突出部を含有する。そのような突出部は、スパイク、段差又はこぶであってもよい。典型的に、繊維分離ローラーは、スパイクローラーである。塊若しくは繊維を係合する及び/又は混転することによって繊維を塊から分離するか、又は塊の大きさを低減させる繊維分離ローラーの作用は、任意の空気又はガス流によって支持されてもよい。これは、繊維が繊維分離ローラーによって処理されている間又は後に、あるいは繊維が処理され、同じか、又は異なる繊維分離ローラーによって再度処理される前に繊維を混転するように適切に配置されたボックス内で(任意の)ノズルからの空気又はガス噴射によって行うことができる。ガス流に供することは、連続的又は不連続的に行われてもよい。
【0018】
フォーミングボックス内で配置されるエンドレスベルトスクリーンは、上部走行を有し、これは、スパイクローラーの列のすぐ下及び/又は上方を走行する(即ち、例えばスパイクローラーの2つの列の間及びフォーミングボックスの下部にある下部走行)。したがって、繊維塊又は大き過ぎる繊維は、フォーミングワイヤ上に沈着し、フォーミングボックス内でベルトスクリーン上に保持されないように妨げられ、フォーミングボックスの下部から運ばれ、更なる離解のためにスパイクローラーへ戻される。実施形態では、エンドレスベルトスクリーンは、ふるい又は繊維スクリーン部材を提供し、それは大き過ぎる繊維が、エンドレスベルトスクリーンの下部走行の1つの上側に保持され、フォーミングボックス及びフォーミングワイヤの下の真空のためにエンドレスベルトスクリーンの上部走行の下側に解放されるため、自浄式である。
【0019】
実施形態では、スパイクローラーの2つの列は、ベルトスクリーンの上部走行の各側上に提供される。これによって、供給された繊維の最初の離解は、ベルトスクリーンによるスクリーニング及びこの最初のスクリーニングの後の更なる離解の前に提供されることができる。更なる実施形態では、ベルトスクリーンの上部走行のすぐ下の列のスパイクローラーは、回転のそれらの軸線とベルトスクリーンとの間で、ベルトスクリーンの上部走行の移動の方向で、減少していく距離で配置される。これによって、ベルトスクリーンの下部走行上に保持される繊維塊又は繊維のクラスタは、これらの保持された繊維が、再処理のためにベルトスクリーンの上方へ戻るにつれて徐々に再離解される。戻った繊維の「コース」処理で開始し、次いで、ベルトスクリーンと個々のスパイクローラーとの間のギャップのサイズを徐々に低減させることによって、戻った繊維の塊が、分離され、圧縮されず、2つの隣接したスパイクローラーの間のギャップを通って引かれることを確実にすることができる。これによって、よりよい離解を達成することができる。繊維の更なる離解及びそれによる、更に均一な分布を達成するために、スパイクローラーの2つの更なる列は、ベルトスクリーンの下部走行の各側上に提供されることができる。
【0020】
本発明の実施形態では、スパイクローラーは、ベルトスクリーンの縦走行の少なくとも1つに沿って提供される。これによって、ベルトスクリーンに沿って引かれる繊維は、帰還路の間も再処理されることができ、及び/又はベルトスクリーンは、ベルトスクリーンの縦経路に沿って提供されるスパイクローラーによって洗浄されることができる。本発明の実施形態では、ベルトスクリーンは、フォーミングワイヤの進行方向に対して下流方向でハウジングを超えて延在する。あるいは、ベルトスクリーンは、ハウジングの内側に提供される。
【0021】
ベルトスクリーンは、下層のフォーミングワイヤと同じか、又は下部走行の動作の反対側の方向で駆動されることができる。また、ベルトスクリーンは、連続的に駆動される(例えば、一定速度で)か、又は間欠的に駆動されることができる。一実施形態では、スパイクローラーの2つの更なる列は、ベルトスクリーンの下部走行の各側に提供されることができる。ベルトスクリーンは、好ましくは、所定のパターン内で格子開口部を提供する。
【0022】
一実施形態では、ベルトスクリーンは、所定のメッシュ開口部を有するワイヤメッシュであってもよい。別の実施形態では、ベルトスクリーンは、間に開口部を有する横に配向された格子部材を有する。本発明の実施形態では、ベルトスクリーンの下部走行は、ベルトスクリーンが、フォーミングワイヤ上でエアレイドされている繊維形成の上側と接触するように、フォーミングワイヤのすぐ上方にある。これによって、真空は、フォーミングボックスの底部開口部の一部の領域において遮蔽され、置かれた製品の所定の表面構造を得ることができる。これらの真空遮蔽領域は、ベルトスクリーンのスクリーンパターンによって決定される。
【0023】
更に、高ショット含有量を有する繊維がフォーミングボックスの中に送り出される場合、スクリーンは、ショット粒子を分離するか、又はスクリーンを分離するように形成される区域を含有することができるか、あるいはふるいが、ショット粒子を繊維から(form)分離するために提供されてもよい。
【0024】
以下では、本発明の方法における使用のためのフォーミングボックスの実施形態を、図1〜3を参照してより詳述する。
【0025】
図1及び図2では、本方法と供に使用するためのフォーミングボックスを示す。フォーミングボックスは、ハウジング1を含み、その中に繊維3は入口2から供給される。フォーミングボックスは、フォーミングワイヤ4の上方に配置され、乾燥形成プロセスにおいて繊維板6を形成する、フォーミングワイヤ4の下の真空ボックス5によりエアレイドされる。図1では、フォーミングボックスは、内部要素がハウジング内で可視である状態で示されている。しかしながら、ハウジング壁は、透明又は透明な材料で作製されてもよいことが理解される。
【0026】
繊維3は、フォーミングボックスのハウジング1の中に入口2を介して吹き込まれる。フォーミングボックスの内側では、多数のスパイクローラー7が、図1及び2に示されるように、スパイクローラー71、72、73、74の1つ以上の列(例えば、15の4列)で提供される。ハウジングでは、エンドレスベルトスクリーン8も提供される。このエンドレスベルトスクリーン8は、図3に示されるように、上部走行85と、ベルトスクリーン8が下方に移動する縦断区域88と、ベルトスクリーン8が下層のフォーミングワイヤ5とほぼ平行に移動する下部走行86と、上方に配向された20走行87(upwardly oriented 20 run 87)と、を含む運搬経路が提供されている。
【0027】
ベルトスクリーン8の上部走行85に隣接して、スパイクローラー71の少なくとも1つの列が提供される。示された実施形態では、スパイクローラー71、72の2つの上部列及びスパイクローラー73、74の2つの下部列は、ハウジング1内で異なるレベルで提供される。ベルトスクリーンは、スパイクローラー71、72の2つの上部列の間の上部走行経路85及びスパイクローラー73、74の2つの下部列の間の下部走行経路86と共に配置される。繊維3は塊で、ハウジング1の中に供給されてもよい。その後、スパイクローラー7は、フォーミングワイヤ5上に形成される製品6内で繊維3の均一の分布を確実にするために、繊維3の塊を離解又は細かく刻む。繊維は、繊維がフォーミングボックス内で下方に吸引されるとき、第1の列内でスパイクローラー71、その後、ベルトスクリーン8及びスパイクローラー72の第2の列を通過する。ベルトスクリーン8の下部走行86内で、大き過ぎる繊維は、ベルトスクリーン8上で保持され、更なる離解のためにフォーミングボックスの上部区域へ戻される。保持された繊維は、後に上部走行85の下部面となる、ベルトスクリーン8の下部走行86の上に捕捉され、繊維は、ベルトスクリーン8に吸引され、繊維の塊は、再度スパイクローラーによって細かく刻まれる。
【0028】
図3に示されるように、ベルトスクリーン8の上部走行85のすぐ下のスパイクローラー72の列が傾く。この列72は、下の保持から戻される保持された「大き過ぎる」繊維を受容する。繊維3がこの列72内で効率的に細かく刻まれることを確実にするために、列72内で第1のスパイクローラー72’、72’’、72’’’、72’’’’は、個々のスパイクローラー72’、72’’、72’’’、72’’’’の回転の軸線とベルトスクリーン8の上部走行85との間に異なる距離を提供する。列内で第1のスパイクローラー72’は、最も大きい距離で配置され、徐々に、次のスパイクローラー72’’、72’’’及び72’’’’は、戻された大き過ぎる繊維の塊内で繊維が、ゆっくりと「剥離」されるように、近くなる距離で配置され、それによって、塊が、ベルトスクリーン及び2つの隣接したスパイクローラーの間内で吸引され、引きずられるのではなく、細かく刻まれ、離解されることを確実にする。
【0029】
エンドレスベルトスクリーン8は、所定のパターンで、閉鎖部81及び開口部82を含む。あるいは、ベルトスクリーン8は、ワイヤメッシュであってもよい。ベルトスクリーン8の開口部82及び閉鎖部81の特定のパターンによって、乾燥形成プロセスによって形成される繊維板6上の所定の表面パターンは、フォーミングワイヤ4上に置かれる繊維の上面に接触するように、ベルトスクリーン8の下部走行86を配置することによって得ることができる。
【0030】
移動87、88の垂直に配向された経路では、1つ以上のスパイクローラー(図示せず)は、繊維をベルトスクリーン上で緩めるためにベルトスクリーン8に隣接して提供されてもよい。スパイクローラーの構成は、フォーミングボックスによってエアレイドされる繊維の種類によって選択されることができる。
【0031】
フォーミングボックスの底部は、ふるい11(図示せず)が提供されてもよく、ベルトスクリーン8は、保持された繊維を除去するためのブラシ手段を適宜に提供されてもよい。これによって、ベルトは、底部ふるいを洗浄するために更に使用することができる。ブラシ手段は、ベルトスクリーンの下部走行経路の上部側から繊維を払うために提供される部材であってもよい。別の方法としては、又は組み合わせで、ベルトスクリーンはふるい上で保持された繊維をかき混ぜる乱気流を生成するための手段を提供されてもよい。このように、底部ふるいを有するフォーミングボックスは、底部ふるいのための洗浄設備を備えることができ、ベルトは更に、ふるいが詰まるのを防ぐために使用することができる。
【0032】
上記の図で示した実施例では、ベルトスクリーン及びスパイクローラーの上方に配置された入口が示される。しかしながら、入口はベルトスクリーンの上部走行の下に配置されてもよく、及び/又は複数の入口が提供されてもよい(例えば、異なる種類の繊維をフォーミングボックスに供給するために)ことが理解される。その後、スパイクローラー及び実際にベルトスクリーンは、フォーミングボックスの内側で繊維を混合する際に役立つ。
【0033】
実装マットを作製するための本方法によると、フォーミングワイヤ上に形成される繊維のマットは、フォーミングボックスから運びだされ、その後、実装マットを触媒コンバーターのハウジング内で実装するのに好適な所望の厚さに圧縮される。マットは、実装マットの圧縮された状態が、更なる取扱い、処理(例えば、所望の形状及びサイズに切断する)及びマットの触媒コンバーター内への装着の間に維持されるように拘束されるべきである。触媒コンバーター又は汚染防止装置の製造において、実装マットは、汚染防止装置のハウジング又はケーシングと、モノリスとも称される汚染防止要素との間のギャップ内に配置される。典型的に、ハウジングと汚染防止要素との間のギャップは、2mm〜10mm、例えば3mm〜8mmと変化する。ギャップサイズは、一定であってもよく、又は汚染防止装置の特定の設定に応じて、汚染防止要素の周囲に沿って変化してもよい。
【0034】
図4では、汚染防止装置の実施形態が示される。汚染防止装置10は、略裁頭円錐形入口12及び出口末端部13をそれぞれ有する、典型的に金属材料で作製されたケーシング11を含む。ケーシング11内には、汚染防止要素又はモノリス20が配置される。汚染防止モノリス20の周囲には、本方法によって製造され、モノシリック要素20をケーシング11内に固く、しかし弾力的に支持する役目を果たす実装マット30が実装される。実装マット30は、ケーシング内で汚染防止モノリス20定位置に保持し、汚染防止モノリス20とケーシング11との間のギャップを封止し、こうして排気ガスが汚染防止モノリス20を迂回するのを防止するか、又は最小化する。図4を見ても分かるように、ケーシング11の外部は、大気に露出されている。換言すれば、装置10は、ケーシング11が収容される別のハウジングを含まない。しかしながら、別の実施形態では、汚染防止モノリスは、ケーシング内で保持されてもよく、そしてそれらの1つ以上は、例えば、トラックのための触媒コンバーターの場合のように、更なるケーシング内で収容されてもよい。汚染防止装置のケーシングは、ステンレス鋼等を含む、そのような使用のための当該技術分野において既知の材料で作製することができる。
【0035】
実装マットで実装することができる汚染防止要素には、ガソリン汚染防止モノリス及びディーゼル汚染防止モノリスが挙げられる。汚染防止モノリスは、触媒コンバーター、微粒子フィルタ又はトラップ等であってもよい。触媒コンバーターは、触媒を含有し、それは典型的に、金属ハウジング内で実装されるモノシリック構造体上にコーティングされる。触媒は典型的に、必要な温度で、動作可能かつ効果的であるように適合される。例えば、ガソリンエンジンと共に使用するために、触媒コンバーターは、400℃〜950℃の温度で効果的であるべきであるが、ディーゼルエンジン用には、低温が、典型的に350℃以下が一般的である。金属モノリスも使用されてきているが、モノリシック構造体は、典型的にはセラミックである。触媒は、大気汚染を抑制するために、排出ガス中の一酸化炭素及び炭化水素を酸化させ、窒素酸化物を還元する。ガソリンエンジンでは、これらの汚染物質の3つすべては、いわゆる「三元コンバーター」内で同時に反応することができるが、ほとんどのディーゼルエンジンは、ディーゼル酸化触媒コンバーターしか備え付けられていない。今日、ディーゼルトラック内でしばしば使用されている、窒素酸化物を還元するための触媒コンバーターは、概して、別の触媒コンバーターからなる。
【0036】
ガソリンエンジンと共に使用するための汚染防止モノリスの例としては、コーニング社(Corning Inc.)(ニューヨーク州コーニング(Coming))及び日本ガイシ株式会社(NGK Insulators,LTD.)(日本、名古屋)から市販されているコーディエライト、又はエミテック(Emitec)(ドイツ、ローマル(Lohmar))から市販されている金属モノリスで作製されるものが挙げられる。触媒モノリスに関する更なる詳細は、例えば、「先端セラミック基質:高幾何学的小面積及び低熱容量による触媒能力の改善(Advanced Ceramic Substrate: Catalytic Performance Improvement by High Geometric Suface Area and Low heat Capacity)」(ウメハラ(Umehara)ら、論文番号971029号、SAE技術論文シリーズ(SAE Technical Paper Series)、1997年)、「自動車用触媒コンバーターのためのパッケージ設計へのシステムアプローチ(Systems Approach to Packaging Design for Automotive Catalytic Converters」(10、ストルーム(Stroom)ら、論文番号900500号、SAE技術論文シリーズ(SAE Technical Paper Series)、1990年)、「モノシリック触媒担体としての薄壁セラミックス(Thin Wall Ceramics as Monolithic Catalyst Supports)」(ハウイット(Howitt)、論文800082号、SAE技術論文シリーズ(SAE Technical Paper Series)、1980年)及び「モノシリックハニカム状自動車用触媒コンバーターにおける流動効果(Flow Effects in Monolithic Honeycomb Automotive Catalytic Converters)」(ハウイット(Howitt)ら、論文番号740244号、SAE技術論文シリーズ(SAE Technical Paper Series)、1974年)を参照されたい。
【0037】
ディーゼル微粒子フィルタ又はトラップは典型的にウォールフロー型(壁流)フィルタであり、典型的に多孔性結晶構造のセラミック材料から作製されるハニカム状のモノリシック構造を有する。ハニカム状構造の交互セルは、通常、排気ガスが1つのセルに入り、1つのセルの多孔質壁を強制的に通過させられ、隣接するセルを通って構造体から出ていくように埋め込まれる。この方法で、ディーゼル排気ガスに存在する小さなすす粒子が回収される。コーディエライトで作製された好適なディーゼル微粒子フィルタは、コーニング社(Corning Inc.)(ニューヨーク州コーニング(Coming))及び日本ガイシ株式会社(NGK Insulators Inc.)(日本、名古屋)から市販されている。炭化ケイ素で作製されたディーゼル微粒子除去フィルタは、例えば、株式会社(Ibiden Co. Ltd.)(日本)から市販されており、例えば、2002年2月12日公開のJP 2002047070(A)号に記載される。
【0038】
実装マットは、いわゆる薄壁又は超薄壁汚染防止モノリスを実装するために使用することができる。特に、実装マットは、1平方センチメートル当たり62セル(cpscm)(400cpsi)〜186cpscm(1200cpsi)を有し、0.127mm(0.005インチ)以下の壁厚を有する汚染防止モノリスを実装するために使用することができる。実装マットで実装されることができる汚染防止モノリスとしては、102マイクロメートル/1平方センチ当たり62セル(cpscm)(4mil/400cpsi)及び102マイクロメートル/93cpscm(4mil/600cpsi)の薄壁モノリス並びに76マイクロメートル/93cpscm(3mil/600cpsi)、51マイクロメートル/140cpscm(2mil/900cpsi)、及び51マイクロメートル/186cpscm(2mil/1200cpsi)の超薄壁モノリスが挙げられる。
【0039】
繊維マットは、穿刺、ステッチボンディング、樹脂接着、圧力印加、及び/又はそれらの組み合わせを含む多数の異なる方法で圧縮され、拘束されることができる。好ましくは、圧縮され、拘束された繊維マットは、約800g/m2〜約3000g/m2の範囲の単位面積当たり重量値、及び別の態様では、約0.5cm〜約3cmの範囲の厚さを有する。5kPA負荷下での典型的なかさ密度は、0.1〜0.2g/cm3の範囲にある。膨張材料を含有するマットは、約2000〜8000g/m2の範囲の面積当たり重量及び/又は5kPA負荷では0.3〜0.7g/m2の範囲のかさ密度を有する。
【0040】
一実施形態では、繊維マットは、ニードルパンチングによって圧縮され、拘束される。ニードルパンチしたマットは、マットを複数回完全又は部分的(好ましくは完全)に、例えば有刺針によって貫通させることによってもたらされる物理的な繊維の絡合があるマットを指す。繊維マットは、ニードルパンチした繊維マットを提供する従来のニードルパンチング装置(例えば、「ディロ(DILO)」という商標名でドイツのディロ(Dilo)より市販されているニードルパンチャーで、有刺針(例えば、ウィスコンシン州マニトウォック(Manitowoc)のフォスターニードル(Foster Needle Company, Inc.)より市販されているもの)を備えているもの)を用いてニードルパンチすることができる。ニードルパンチングは繊維の交絡を提供し、典型的に、マットを圧縮すること、その後マットに有刺針を刺したり抜いたりすることを含む。マットの単位面積当たりの最適なニードルパンチ数は、特定用途により異なる。典型的に、繊維マットは約1〜60ニードルパンチ/cm2にニードルパンチされる。好ましくは、マット層は約5〜20ニードルパンチ/cm2にニードルパンチされる。
【0041】
繊維マットは、従来の技術(例えば、米国特許第4,181,514号(レフコウィッツ(Lefkowitz)ら)を参照し、この開示は、ステッチボンド不織布マットの製法について参照することによって本書に組み込まれる)を用いてステッチボンドすることができる。典型的には、マットは、有機糸を用いてステッチボンドされる。有機又は無機シート材料の薄い層は、糸がマットを貫通して切断するのを防止又は最小限にするために、ステッチボンド時、マットの一方又は両側に定置されてよい。縫製糸が使用中に分解しないことが望ましい場合、無機糸、例えば、ガラス、セラミック又は金属(例えばステンレス綱)を使用できる。縫製の間隔は、繊維がマットの全領域にわたって均一に圧縮されるように、通常、3mm〜約30mmである。
【0042】
別の実施形態では、マットは、樹脂接着によって圧縮され、拘束されてもよい。典型的に、樹脂接着では、マットは、有機結合剤溶液で浸透又は飽和され、圧力を印加することによって圧縮され、その後、結合剤溶液の溶媒は、方法がほぼその圧縮された厚さで保持されるように除去される。結合剤が常温で圧縮されたマットの圧縮された厚さを維持することができる限り、有機結合剤として、有機化合物からなる任意の結合剤を、特定の制限を伴わずに本方法で使用することが可能であり、熱分解がマットの本来の厚さの復元を可能にする。触媒コンバーターが使用される温度で、有機結合剤が容易にマットから熱分解され、消散(破壊)されることが好ましい。更に、実装は、概して300℃以上の温度、又は高温使用に対する900℃〜1,000℃の温度に曝されるため、有機結合剤が、約500℃又はそれ以下の温度で結合剤としてのその機能を損失するように短時間で熱分解されることが好ましい。より好ましくは、有機結合剤は、熱分解後にマットからこの温度範囲で消散される。
【0043】
有機結合剤として、様々なゴム、水溶性ポリマー化合物、熱可塑性樹脂、熱硬化性樹脂等が例示される。ゴムの例としては、天然ゴム、エチルアクリレート及びクロロエチルビニルエーテルのコポリマー、n−ブチルアクリレート及びアクリロニトリルのコポリマー等のアクリルゴム、ブタジエン及びアクリロニトリルのコポリマー等のニトリルゴム、ブタジエンゴム等が挙げられる。水溶性ポリマー化合物の例としては、カルボキシメチルセルロース、ポリビニルアルコール等が挙げられる。熱可塑性樹脂の例としては、アクリル酸、アクリル酸エステル、アクリルアミド、アクリロニトリル、メタクリル酸、メタクリル酸エステル等のホモポリマー又はコポリマーの形態のアクリル樹脂、アクリロニトリルスチレンコポリマー、アクリロニトリルブタジエン−スチレンコポリマー等が挙げられる。熱硬化性樹脂の例としては、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂等が挙げられる。
【0044】
前述の有機結合剤は、水溶液、水分散エマルション、ラテックス又は有機溶媒を使用する溶液の形態で使用することができる。これらの有機結合剤は、以下において、概して「結合剤液」と称される。
【0045】
樹脂接着は、例えば、粉末又は繊維の形態で高分子材料をマットの中に含み、その上に圧力を加えることによってマットを圧縮し、高分子材料の融解又は軟化を引き起こし、それによって繊維をマット内で結合させ、このように冷却後にマットを拘束するように、圧縮されたマットを熱処理することによっても行うことができる。
【0046】
マット内で含まれることができる好適な高分子材料は、ポリオレフィン、ポリアミド、ポリエステル、ビニルアセテートエチレンコポリマー及びビニルエステルエチレンコポリマーを含む、熱可塑性ポリマーが挙げられる。あるいは、熱可塑性高分子繊維をマット内で含むことができる。好適な熱可塑性高分子繊維の例としては、ポリエチレン若しくはポリプロピレンなどのポリオレフィン繊維類、ポリスチレン繊維類、ポリエーテル繊維類、ポリエチレンテレフタレート(PET)又はポリブチレンテレフタレート(PBT)などのポリエステル繊維類、ポリ塩化ビニル及びポリフッ化ビニリデンなどのビニルポリマー繊維類、ポリカプロラクタムなどのポリアミド類、ポリウレタン類、ナイロン繊維類、ポリアラミド繊維類が挙げられる。繊維マットの熱結合のために特に有用な繊維は、いわゆる複合繊維も含み、それは典型的に、異なる組成物のコポリマーか、又は異なる物理的特性を有するポリマーを含む。典型的に、これらの繊維は、芯/外装繊維であり、例えば、芯のポリマーコンポーネントは構造を提供し、外装は繊維の結合を可能にする融解可能であるか、又は熱可塑性である。例えば、一実施形態では、複合繊維は、芯/外装ポリエステル/ポリオレフィン繊維であってもよい。使用できる複合繊維は、トレビラ社(Trevira GmbH)(ドイツ、ボビンゲン(Bobingen))から商標名「トレビラ(TREVIRA)255」及びファイバービジョン(FiberVisions)(デンマーク、バーデ(Varde))から商標名「ファイバー・ビジョン・クリエイト(FIBER VISION CREATE)WL」で市販されるものを含む。
【0047】
実装マットを作製するための本方法において使用される繊維は、それらが曝されることがある排気ガスの温度に耐えることが可能である繊維である。典型的に、使用される繊維は、耐熱性セラミック繊維、ガラス繊維及び多結晶無機繊維を含む無機繊維である。無機繊維材料の例としては、アルミナ、シリカ、ムライト等のアルミナシリカ、ガラス、セラミックス、炭素、炭化ケイ素、ホウ素、アルミノホウケイ酸塩、ジルコニア、チタニア等が挙げられる。これらの無機材料は、単独で使用することができるか、又はそれらの少なくとも2つを混合し、組み合わせて使用することができる。例えば、無機繊維材料は、アルミナのみを含んでもよく、シリカなど他の無機材料が、アルミナとの組み合わせで更に使用されてもよい。アルミナシリカ繊維材料は、酸化ナトリウム、酸化カリウム、酸化カルシウム、酸化マグネシウム及び酸化ホウ素などの金属酸化物を更に含有してもよい。無機繊維は、単独又は2種類以上の組み合わせで使用されてもよい。これらの無機繊維において、アルミナ繊維、シリカ繊維及びアルミナシリカ繊維等のセラミック繊維は、一特定の実施形態で使用することができ、アルミナ繊維及びアルミナシリカ繊維は、別の実施形態で使用することができ、多結晶アルミナシリカ繊維は、更なる実施形態で使用することができる。
【0048】
特定の実施形態では、マットの無機繊維は、ゾルゲルプロセスから得られるセラミック繊維を含む。「ゾルゲル」プロセスという用語は、繊維が、溶液若しくは分散液、又は繊維若しくはその前駆体の構成コンポーネントのほぼ粘稠な濃縮物を紡ぐか、又は押し出すことによって形成されることを意味する。そのため、ゾルゲルプロセスは、繊維のコンポーネントの融解物を押し出すことによって繊維が形成される、融解形成繊維のプロセスと対比される。好適なゾルゲルプロセスは、例えば、米国特許第3,760,049号(ボーラー(Borer)ら)に記載され、そこでは、金属化合物の溶液又は分散液を開口部を通って押し出し、それによってその後、焼成される連続的なグリーン繊維を形成しセラミック繊維を得る、セラミック繊維を形成することを教示する。金属化合物は、典型的に、金属酸化物に対して仮焼可能な金属化合物である。しばしば、ゾルゲル形成繊維は、結晶性又は半結晶性であり、多結晶繊維として当該技術分野において既知である。
【0049】
ゾルゲルプロセスによって繊維を形成するための金属化合物の溶液又は分散液の例としては、米国特許第3,709,706号(ソーマン(Sowman))で開示される、コロイドシリカを含有する、二酢酸ジルコニウム等の酸素含有ジルコニウム化合物の水溶液が挙げられる。更なる例としては、水性塩基性酢酸アルミニウム等の水溶性又は分散性アルミニウム及びホウ素化合物の水溶液、あるいはシリカのコロイド状の分散液及び水溶性又は分散性アルミニウム及びホウ素化合物の水性混合物を含む二相係が挙げられる。ゾルゲルプロセスによって作製することができる他の代表的な耐熱金属酸化物繊維は、ジルコニア、ジルコン、ジルコニアカルシア、アルミナ、アルミン酸マグネシウム、ケイ酸アルミニウム等を含む。そのような繊維は、更に、酸化鉄、クロミア及び酸化コバルト等の様々な金属酸化物を含有することができる。
【0050】
実装マットにおいて有用なセラミック繊維は、ムライト、アルミナ、高アルミナアルミノケイ酸塩、アルミノケイ酸塩、ジルコニア、チタニア、酸化クロム等の多結晶酸化物セラミック繊維が挙げられる。典型的には高アルミナ、結晶繊維である好ましい繊維は、約67〜約98重量%の範囲の酸化アルミニウム及び約33〜約2重量%の範囲の酸化ケイ素を含む。これらの繊維は、例えば、3M社(3M Company)から商標名「ネクステル(NEXTEL)550」、ダイソングループ(Dyson GroupPLC)(英国、シェフィールド(Sheffield))から「サッフィル(SAFFIL)」、三菱化学株式会社(Mitsubishi Chemical Corp.)(日本、東京)から「マフテック(MAFTEC)」、ユニフラックス社(ニューヨーク州ナイアガラフォールズ(Niagara Falls))から「ファイバーマックス(FIBERMAX)」及びラス社(Rath GmbH)(ドイツ)から「アルトラ(ALTRA)」で市販されている。
【0051】
好適な多結晶酸化物セラミック繊維は、好ましくは約55〜約75重量%の範囲の酸化アルミニウム、0より多く約45重量%未満(好ましくは0以上44重量%未満)の範囲の酸化ケイ素、0より多く約25重量%未満(好ましくは約1〜約5重量%)の範囲の酸化ホウ素を含む(理論的な酸化物基準で、それぞれAl2O3、Sio2、及びB2O3として計算される)アルミノホウケイ酸塩繊維を更に含む。
【0052】
アルミノホウケイ酸塩繊維は、好ましくは少なくとも50重量%、より好ましくは少なくとも75重量%、最も好ましくは約100重量%(即ち結晶性繊維)が結晶性である。 アルミノホウケイ酸塩繊維は、例えば3M社(3M Company)から商標名「ネクステル(NEXTEL)312」及び「ネクステル(NEXTEL)440」で市販されている。
【0053】
ゾルゲルプロセスによって得ることが可能なセラミック繊維は、典型的に、ショットを有さないか、又はセラミック繊維の総重量に基づいて典型的に1重量%未満の非常に低量のショットを含有する。また、セラミック繊維は、通常、1〜16マイクロメートルの平均直径を有する。好ましい実施形態では、セラミック繊維は、5マイクロメートル以上の平均直径を有し、好ましくは、セラミック繊維は、3マイクロメートル未満の直径を有する繊維を有さないか、又は本質的に有さず、より好ましくは、セラミック繊維層は、5マイクロメートル未満の直径を有する繊維を有さないか、又は本質的に有さない。「本質的に有さない」は、ここでは、そのような小さい直径の繊維の量は、セラミック繊維層内で繊維の総重量の2重量%以下、好ましくは1重量%以下であることを意味する。
【0054】
更なる実施形態では、使用される無機繊維は、アニールされたセラミック繊維と称されることもある、熱処理されたセラミック繊維を含むことができる。アニールされたセラミック繊維は、米国特許第5,250,269号(ランガー(Langer))又は1999年9月16日出願の国際公開第99/46028号に開示されるように得ることができる。これらの文献の教示によると、アニールされたセラミック繊維は、少なくとも700℃の温度で融解形成耐熱性セラミック繊維をアニールすることによって得ることができる。セラミック繊維をアニールすることによって、高い弾性を有する繊維が得られる。通常、少なくとも10kPAの弾性値は、米国特許第5,250,269号(ランガー(Langer))に記載される試験条件下で得ることができる。アニールするのに好適な融解形成耐熱性セラミック繊維は、様々な金属酸化物、好ましくは、30〜70重量%のアルミナ及び70〜30重量%のシリカ、好ましくは約重量等量の、Al2O3及びSiO2の混合物からメルトブローン又はメルトスパンすることができる。この混合物は、他の酸化物、例えばB2O3、P2O5及びZrO2を含むことができる。好適な融解形成耐熱性セラミック繊維は、多数の商業的供給源から入手可能であり、カーボランダム社(Carborundum Co.)(ニューヨーク州ナイアガラフォールズ(Niagara Falls))、から商標名「ファイバーフラックス(FIBERFRAX)」、サーマル・セラミックス社(Thermal Ceramics Co.)(ジョージア州オーガスタ(Augusta))から「セラファイバー(CERAFIBER)」及び「カオウール(KAOWOOL)」、プレミアリフラクトリー社(Premier Refractories Co.)(テネシー州アーウィン(Erwin))から「セル−ウール(CER-WOOL)」並びに新日鐵化学株式会社(日本、東京)から「SNSC」で周知のものを含む。商標名セル−ウール(CER−WOOL)として知られるセラミック繊維の製造元は、それらが、48重量%のシリカ及び52重量%のアルミナの混合物からメルトスパンされ、3〜4マイクロメートルの平均繊維直径を有すると述べている。商標名セラファイバー(CERAFIBER)として知られるセラミック繊維の製造元は、それらが、54重量%のシリカ及び46重量%のアルミナの混合物からメルトスパンされ、2.5〜3.5マイクロメートルの平均繊維直径を有すると記載する。セラミック繊維SNSC 1260−D1の製造元は、それらが、54重量%のシリカ及び46重量%のアルミナの混合物から融解形成され、約2マイクロメートルの平均繊維直径を有すると記載する。
【0055】
特定の実施形態では、使用される繊維は、ガラス繊維及び特にマグネシウムケイ酸アルミニウムガラス繊維を含む。使用することができるマグネシウムケイ酸アルミニウムガラス繊維の例としては、10%〜30重量%の酸化アルミニウム、52〜70重量%の酸化ケイ素及び1%〜12%の酸化マグネシウムを有するガラス繊維が挙げられる。上記の酸化物の重量%は、Al2O3、SiO2及びMgOの理論量に基づいている。更に当然のことながら、マグネシウムケイ酸アルミニウムガラス繊維は、付加的酸化物を含有することができる。例えば、存在してもよい追加の酸化物には、酸化ナトリウム又は酸化カリウム、酸化ホウ素及び酸化カルシウムが挙げられる。マグネシウムケイ酸アルミニウムガラス繊維の特定の例としては、約55%のSiO2、15%のAl2O3、7%のB2O3、19%のCaO、3%のMgO及び1%の他の酸化物の組成物を通常有するE−ガラス繊維、約65%のSiO2、25%のAl2O3及び10%のMgOの組成物を通常有するS及びS−2ガラス繊維、並びに60%のSiO2、25%のAl2O3、9%のCaO及び6%のMgOの組成物を通常有するR−ガラス繊維が挙げられる。E−ガラス、S−ガラス及びS−2ガラスは、例えば、アドバンスト・グラスファイバー・ヤーンズ社(Advanced Glassfiber Yarns LLC)から入手可能であり、R−ガラスは、セイントゴーバン・ベトロテックス社(Saint-Gobain Vetrotex)から入手可能である。ガラス繊維は、通常、マグネシウムケイ酸アルミニウムガラス短繊維であり、通常、ショットを有さないか、又は本質的に有さず、即ち5重量%以下のショットを有さない。
【0056】
特定の実施形態では、熱処理されたガラス繊維を使用することができる。熱処置ガラス繊維は、ガラス繊維の熱抵抗性を改善することができることが見出されている。ガラス繊維は、最大約50℃又はガラスの軟化又は融点より100℃低い温度で熱処理されることができる。例えば、少なくとも300℃の、より低い温度もあり得るが、概して、ガラスの熱処理のための最低温度は、約400℃である。それにもかかわらず、ガラス繊維の熱抵抗性における所望の増加を得るために、より低い温度は、通常、熱へのより長い曝露を必要とする。300℃〜ガラスの軟化又は融点より約50℃低い温度で、熱処理は通常、約2分〜約1時間、例えば、5〜30分かかる。
【0057】
本発明に関連する特定の実施形態では、実装マットの無機繊維は、生体溶解性繊維を含むことができる。本明細書で使用するとき、「生体溶解性繊維」は、生理学的媒質又はシミュレートした生理学的媒質内で分解性の繊維を指す。生理学的媒質は、例えば動物又はヒトの肺等の気道内に典型的に見出される体液を含むが、これに限定されない。本明細書で使用するとき、「耐久性」とは、生体溶解性でない繊維のことを指す。
【0058】
生体溶解性は、試験動物内で繊維の直接移植の効果を観察することか、又は繊維に曝された動物又はヒトの検査によって推測することができる。生体溶解性は、食塩水、緩衝食塩水等のシミュレートした生理学的媒質内での時間の関数として、繊維の溶解度特性を測定することによっても推測することができる。溶解度特性を決定する1つのそのような方法は、米国特許第5,874,375号(ゾイタス(Zoitas)ら)に記載される。典型的に、生体溶解性繊維は、生理学的媒質において約1年以内で、可溶性又は実質的に可溶性である。本明細書で使用されるように、「実質的に可溶性」という用語は、少なくとも約75重量%溶解される繊維を指す。一部の実施形態では、繊維の少なくとも約50%は、生理学的媒質において約6ヶ月以内で可溶性である。他の実施形態では、繊維の少なくとも約50%は、生理学的液体において約3ヶ月以内で可溶性である。更に他の実施形態では、生体溶解性繊維の少なくとも約50%は、生理学的液体において少なくとも約40日以内で可溶性である。例えば、繊維は、気道内注入後のラットにおける高温絶縁繊維の生体内持続性に対する試験に合格することにより、フラウンホーファー研究所(Fraunhofer Institut)によって認定されることができる(即ち、繊維は、40日未満の半減期を有する)。
【0059】
繊維の生体溶解性を推測する更に別のアプローチは、繊維の組成物に基づいている。例えば、ドイツでは、発癌性指標(KI値)に基づく分類が提案された。KI値は、アルカリ性及びアルカリ性土壌酸化物の重量%の総和並びに無機酸化物繊維における酸化アルミニウムの重量%の二倍の減算によって計算される。生体溶解性の無機繊維は、典型的に、約40又はそれ以上のKI値を有する。
【0060】
本発明における使用するのに好適な生体溶解性無機繊維は、例えば、Na2O、K2O、CaO、MgO、P2O5、Li2O、Bao、又はシリカを伴うそれらの組み合わせ等の無機酸化物を含む。他の金属酸化物又は他のセラミック構成要素は、それ自体所望の溶解度特性が不足していても、全体として繊維が生理学的媒質内でなお離解性であるような、十分低い量で存在していれば、生体溶解性無機繊維に含まれてよい。そのような金属酸化物は、例えば、Al2O3、TiO2、ZrO2、B2O3及び酸化鉄を含む。生体溶解性無機繊維はまた、繊維が生理学的媒質又はシミュレートした生理学的媒質内で離解できるような量で、金属構成成分も含んでよい。
【0061】
1つの実施形態において、生体溶解性無機繊維は、シリカ、マグネシウム及びカルシウムの酸化物を含む。これらの種類の繊維は、典型的に、ケイ酸カルシウムマグネシウム繊維と呼ばれる。ケイ酸カルシウムマグネシウム繊維は、通常、約10重量%未満の酸化アルミニウムを含有する。一部の実施形態では、繊維は、約45〜約90重量%のSiO2、最大約45重量%のCaO、最大約35重量%のMgO、及び約10重量%未満のAl2O3を含む。例えば、繊維は、約55〜約75重量%のSiO2、約25〜約45重量%のCaO(about 25 to about 45 weight 30 percent CaO)、約1〜約10重量%のMgO及び約5重量%未満のAl2O3を含有することができる。
【0062】
更なる実施形態では、生体溶解性無機繊維は、シリカ及びマグネシウムの酸化物を含む。これらの種類の繊維は、典型的に、マグネシウムシリカ繊維と呼ばれる。ケイ酸マグネシウム繊維は、通常、約60〜約90重量%のSiO2、最大約35重量%のMgO(典型的に、約15〜約30重量%のMgO)及び約5重量%未満のAl2O3を含有する。例えば、繊維は、約70〜約80重量%のSiO2、約18〜約27重量%のMgO及び約4重量%未満の他の微量要素を含有することができる。好適な生体溶解性無機酸化物繊維は、米国特許第5,332,699号(オールズ(Olds)ら)、同第5,585,312号(テンアイク(Ten Eyck)ら)、同第5,714,421号(オールズ(Olds)ら)及び同第5,874,375号(ゾイタス(Zoitas)ら)並びに2002年7月31日出願の欧州特許出願第02078103.5号に記載される。ゾルゲル形成、結晶成長プロセス及び紡績又は吹錬等の融解形成技術を含むが、これらに限定されない様々な方法を使用して、生体溶解性無機繊維を形成することができる。
【0063】
生体溶解性繊維は、商標名「イソフラックス(ISOFRAX)」及び「インサルフラックス(INS(登録商標)ULFRAX)」としてユニフラックス社(Unifrax Corporation)(ニューヨーク州ナイアガラフォールズ(Niagara Falls))から市販されている。他の生体溶解性繊維は、サーマル・セラミックス(Thermal Ceramics)(ジョージア州オーガスタ(Augusta))によって商標名スーパーウール(SUPERWOOL)として販売されている。例えば、「スーパーウール(SUPERWOOL)607」繊維は、60〜70重量%のSiO2、25〜35重量%のCaO、4〜7重量%のMgO、及び微量のAl2O3を含有する。商標名「スーパーウール(SUPERWOOL)607MAX」として販売される繊維は、僅かに高い温度で使用されてよく、60〜70重量%のSiO2、16〜22重量%のCaO、12〜19重量%のMgO及び微量のAl2O3を含有する。
【0064】
本発明に関連する特定の実施形態では、上述の生体溶解性繊維は、熱処理されたガラス繊維を含む無機繊維と組み合わせて使用される。1つ以上の他の無機繊維(即ち、非生体溶解性繊維)と組み合わせて使用する際、生体溶解性繊維は、無機繊維の総重量に基づく97%〜10%の量で使用することができる。特定の実施形態では、生体溶解性繊維の量は、無機繊維の総重量に基づく95%〜30%又は85%〜25%である。
【0065】
本方法での使用のための無機繊維は、典型的に、約1マイクロメートル〜50マイクロメートル、より好ましくは約2〜14マイクロメートル、最も好ましくは4〜10マイクロメートルの平均直径を有する。無機繊維が約4マイクロメートル未満の平均直径を有する場合、呼吸性であり潜在的に有害な繊維の部分は、重要になり得る。特定の実施形態では、異なる平均直径を有する繊維は、組み合わされて実装マットを作製することができる。本方法は、異なる平均直径を有する繊維からなる実装マットの容易かつコスト効率のよい製造を可能にする。
【0066】
更に、平均直径と同様に、無機繊維の長さにおいて明確な制限はない。しかしながら、無機繊維は、典型的に、約0.01mm〜1000mm、最も好ましくは約0.5mm〜300mmの平均長さを有する。特定の実施形態では、異なる平均長さを有する繊維は、実装マットを作製する際に組み合わせることができる。例えば、短繊維及び長繊維の混合物を有する実装マットは、本方法で容易に製造することができる。特定の実施形態では、製造される実装マットは、15mm以下の長さを有する短繊維及び少なくとも20mmの長さを有する長繊維を含むことができ、短繊維の量は、長繊維及び短繊維の混合物の総重量に基づく少なくとも3重量%である。長繊維及び短繊維の混合物からなる実装マットは、特に、上述される組成物の長ガラス繊維及び短ガラス繊維の混合物を有するものを含む。長繊維及び短繊維の実装マットは、特に利点を有することができ、特に、冷保持力を改善することができ、よい結果を熱振動試験において得ることができる。本方法は、確実かつ再現可能な方法、低コスト、当該技術分野において開示されるものと同等又は改善された性能レベルで、これらのマットを製造するための方法を提示する。
【0067】
本方法は、多種多様な組成物の非膨張並びに膨張実装マットを製造するために使用することができる。膨張マットは、膨張材料を含有するマットである。本明細書で使用されるように、「膨張材料」は、十分な量の熱エネルギーに曝されたとき、膨張する、発泡する、又は膨らむ材料を意味する。本明細書で使用されるように、「非膨張マット」は、いかなる膨張材料も含有しないか、又は相当量を実装マットによって発揮される保持圧力に提供するために少なくとも十分ではない膨張材料を含有することを意味する。
【0068】
膨張マットを作製する際の使用のために有用な膨張材料は、未拡張バーミキュライト鉱石、処理済未拡張バーミキュライト鉱石、部分的に脱水されたバーミキュライト鉱石、膨張可能なグラファイト、膨張可能なグラファイトの処理済又は未処理未拡張バーミキュライト鉱石との混合物、3M社(3M Company)(ミネソタ州セントポール(St. Paul))から入手可能な処理された膨張可能なケイ酸ナトリウム、例えば、不溶性のケイ酸ナトリウム、及びそれらの混合物を含むが、これらに限定されない。本出願の目的のために、膨張材料の上記に掲載された例のそれぞれは、互いに異なり、区別可能であると見なされることが意図される。所望の膨張材料は、未拡張バーミキュライト鉱石、処理済未拡張バーミキュライト鉱石、膨張可能なグラファイト、及びそれらの混合物を含む。望ましい市販の膨張可能なグラファイト材料の例は、UCARカーボン社(UCAR Carbon Co.)(オハイオ州クリーブランド(Cleveland))から商標名「グラフォイル等級(GRAFOIL Grade)338−50」として入手可能な、膨張可能グラファイトフレークである。
【0069】
特定の実施形態では、膨張材料は、無機繊維がフォーミングボックスに共有される方法と同様に、フォーミングボックスの入口を通って膨張材料を供給することによって繊維マットに含まれ、分布されることができる。したがって、本方法は、低結合剤含有量でも、容易な方法、低コスト及び再現可能かつ安定した性能で膨張マットの作製を可能にする。そのため、本方法は、有機結合剤を含有しない(例えば、ニードルパンチされる)か、又は実装マットの重量に基づく5重量%以下の有機結合剤含有量を有する膨張実装マットの作製を可能にする。これは、特に、結合剤がないか、又は少ない結合剤が必要であるか、若しくは所望である用途に有利である。
【0070】
1つ以上のアジュバントは、膨張又は非膨張実装マットの組成物の中に含まれることができる。特定の実施形態では、実装マットは、無機ナノ粒子を含む。無機ナノ粒子は、1nm〜100nm、例えば2nm〜80nm、例えば3nm〜60nm又は3nm〜50nmの平均直径を有する。特定の実施形態では、平均直径は、8nm〜45nmである。概して、粒子は、ほぼ球形であるか、又は円盤形状を有することができるが、無機ナノ粒子は、一般に任意の形状を有することができる。粒子が球形ではない限りにおいて、「直径」という用語は、当然のことながら、粒子の最大寸法の測定を意味する。また、本発明に関連して、平均直径は典型的に、重量平均直径である。
【0071】
無機ナノ粒子は通常、例えば、シリカ、アルミナ、チタン及び/又はジルコニア酸化物などの酸化物を含むが、それらの化学組成において大きく異なり得る。更なる無機ナノ粒子は、雲母、粘土及びゼオライトなどの、Mg、Ca、Al、Zr、Fe、Na、K及び/又はLi含有するケイ酸塩を含む。使用することができる市販のナノ粒子は、ナルコケミカル社(Nalco Chemical Inc)(オランダ、レイデン(Leiden))から商標名「ナルコ(NALCO)」、エボニック・インダストリーズ社(Evonik Industries)(ドイツ、フランクフルト(Frankfurt))から「アエロジル(AEROSIL)」、ロックウッド・アディティブズ社(Rockwood Additives Ltd)(英国、ウィッドネス(Widnes))から「ラポナイト(LAPONITE)」、エルケム社(Elkem ASA)(ノルウェー、Voogsbygd)から「ミクロライト(MICROLITE)」、ベントナイト・パフォーマンス・ミネラルズ社(Bentonite Performance Minerlas)(米国テキサス州ヒューストン(Houston))から「ベントナイト(BENTONITE)」及びエカケミカルズ社(Eka Chemicals AB)(スウェーデン、ヨーテボリ(Gothenburg))から「ベンドジル(BINDZIL)」として入手可能なものを含む。
【0072】
無機ナノ粒子は、通常、マットの総重量に基いて少なくとも0.5重量%の量で実装マット内で含まれる。例示の範囲は、0.5%〜10%、例えば0.6重量%〜8重量%又は0.8重量%〜7重量%である。
【0073】
無機ナノ粒子は、様々な方法で実装マット内に提供されることができる。例えば、一実施形態では、無機ナノ粒子は、繊維が不織布ウェブの中に置かれ、実装マットの中に形成される前に、溶液又は分散液(例えば、水性分散液)から繊維上に噴霧されることができる。別の実施形態によると、ナノ粒子の分散液を使用して、形成された不織布ウェブ若しくは実装マットを浸透させることができるか、又は分散液はその上に噴霧されることができる。更なる実施形態では、ナノ粒子は、フォーミングボックスにおいて繊維と合わせて乾燥粉末として添加されることができる。
【0074】
前述のナノ粒子を含む実装マットは、好ましくは、有機結合剤を有さないか、又は実装マットの総重量に基づく5重量%以下、例えば3重量%以下、又は2重量%以下の量の有機結合剤を含有する。また、ナノ粒子を含む実装マットは、無機繊維が供給される同様の方法で、フォーミングボックスの入口を通ってナノ粒子を供給することによって、本方法で容易に製造することができる。
【0075】
特定の実施形態では、2つ以上の繊維マット層は、互いの上に形成されることができる。例えば、そのような共形成の一実施形態では、本方法は、上述される方法の工程(i)〜(iv)を実施することによって第1の繊維のマットを形成する工程と、フォーミングワイヤ上に第1のマットが提供されている状態で工程(i)〜(iv)を繰り返すことによって少なくとも1つの第2の繊維のマットを第1のマット上に形成する工程と、第1及び第2の繊維のマットを有する実装を得るように、本方法の工程(v)(即ち、圧縮し、拘束する工程)を行う工程と、を含む。代替の実施形態によると、第1の繊維のマットは、第2のマットをその上に形成する前に、まず圧縮され、拘束される。
【0076】
実装マットの特定の配合物又は組成物のために、実装マットを安定させることが望ましい場合がある。それは、低有機結合剤含有量を有するか、又は全く有さないか、あるいは繊維マット内で分布される非結合微粒子材料を有する実装マットに対して特に望ましい場合がある。例えば、実装マットを安定させる一実施形態では、実装マットの片側又は両側上の表面をコーティングさせるか、又は浸透させることが望ましい場合があり、それは有機結合剤溶液をその上に噴霧することによって行われる。別の実施形態によると、繊維マットは、有機結合剤を含有しないか、又はほとんど含有しない実装マット及び/又はそれに分布される微粒子材料を含有する実装マットの片側又は両側上に共形成することができる(上述される共形成の方法を使用して)。そのようなマットの片側又は両側上に共形成される繊維マットは、粉末又は繊維の形態である熱可塑性ポリマー材料の比較的大きな比率を含有することができる。加熱後、この高分子材料は融解され、それによって、実装マットの取扱い中に繊維の除去又は微粒子の損失を保護することができる片側又は両側上に繊維マット層を形成する。
【0077】
本発明による特定の実施形態では、実装マットは、1つ以上の更なる層を含むことができる。特に、実装マットは、スクリム及び網目からなる群から選択される1つ以上の層を含有することができる。スクリム又は網目は、典型的に、10g/m2〜150g/m2、例えば、15g/m2〜100g/m2又は20g/m2〜50g/m2の表面重量を有する薄層である。概して、実装マットにおけるスクリム又は網目の重量は、実装マットの全重量と比較して小さい。概して、実装マットにおける網目又はスクリムの重量は、1%〜10重量%、例えば2%〜6重量%である。本発明に関連する使用のための網目は、典型的に、ほぼ規則的な方法で配列される高分子繊維及び/又は無機繊維を含む。例えば、一実施形態では、繊維は互いに並列し得る。別の実施形態では、繊維は2つの直行する方向で平行に配置されることができ、それによって、互いに交差し、それらの間に正方形又は長方形の空間を画定する。本発明に関連する使用のためのスクリムは、典型的に、繊維の任意の配向を有する不織布である。スクリムの繊維は、上記で開示される任意の無機繊維並びに任意の種類の高分子繊維、特に上記で開示される熱可塑性高分子繊維を含有することができる。
【0078】
一実施形態では、スクリム又は網目の層は、実装マットを補強する目的のために、実装マットの本体内に含まれることができる。
【0079】
更なる実施形態では、スクリム層又は網目は、実装マットの片側又は両側上に提供されてもよい。好都合なことに、これは上述される成形機のフォーミングワイヤ上にスクリム又は網目を供給することによって行うことができる。更なるスクリム又は網目は、必要に応じて、形成された繊維マット上に提供されることができ、その後、マット及びスクリム又は網目は、合わせてニードルパンチ又はステッチボンドすることができる。更なる実施形態によると、スクリム(単数若しくは複数)(又は網目(単数若しくは複数))は、有機結合剤材料でコーティングすることができるか、あるいはスクリム/網目自体が熱可塑性高分子繊維を含むことができる。したがって、次の熱処理後、有機結合剤又は熱可塑性繊維は、膜を形成するか、又は繊維マットの繊維に結合することができる。
【0080】
特定の実施形態では、有機結合剤は、繊維脱落を低減させるか、又は最小限にするためにマットの片側又は両側上に適用される。そのような有機結合剤は、適切な液状媒質内での溶液又は分散液の代わりに、マットの片側又は両方の反対側の主表面上にコーティング又は噴霧される粉末であってもよい。更に、以下で記載されるように、そのように適用されるコーティングは、マットの摩擦特性も調整するように選択されることができる。
【0081】
本発明の特定の実施形態では、実装マットは、浸透されることができる。一実施形態では、繊維マットの繊維は、シロキサン化合物、好ましくはシルセスキオキサン類、これらの化合物の加水分解物及び縮合体、好ましくは自己縮合体、並びにこれらの組み合わせからなる群から選択される有機ケイ素化合物1つ以上を浸透させている。例えば前述のシロキサン水溶液中で、特に前述の水溶液がすぐにではなく何時間か後に適用された場合、加水分解産物及び/又は縮合体、とりわけシロキサン化合物の自己縮合体が時に形成される場合がある。乾燥後、シロキサン化合物は、概して、とても薄い連続的又は非連続的なコーティングを繊維上に形成する。繊維に浸透させるために使用できるシロキサン化合物の例としては、シルセスキオキサン類などのオルガノシロキサン類、それらのコポリマー(共縮合体)及びそれらの加水分解物、ポリジオルガノシロキサン類などのポリオルガノシロキサン類、これらの加水分解物、及びこれらの組み合わせである。特定の実施形態では、オルガノシロキサン(例えばシルセスキオキサン又はポリオルガノシロキサン)は、ヒドロキシ基、メトキシ、エトキシ、プロポキシ、ブトキシなどのアルコキシ基及び自己凝縮反応で既知の官能基など、所望の浸透条件下で自己縮合反応が可能である1つ以上の官能基を含む。かかる基は好ましくはオルガノシロキサンの末端に配置されているが、側鎖上で、好ましくはそれらの末端位置で位置決めされてもよい。特に望ましいのは、以下に記載されているようにシルセスキオキサン類であり、上記で言及されているように、好ましくは主鎖又は側鎖の末端位置で、自己凝縮反応のための1つ以上の官能基を有している。
【0082】
本明細書で使用されているとおり、用語「シルセスキオキサン類」(シラセスキオキサン類ともいわれる)は、シルセスキオキサン類並びにシルセスキオキサンコポリマー(共縮合体)を含む。シルセスキオキサン類は、それ自体が、ケイ素と酸素(silicon-oxygen)の化合物であり、それぞれのSi原子が、以下の一般式(I)を有しながら、平均3/2(セスキ)O原子及び1つの炭化水素基に結合している。
【0083】
R2nSi2nO3n (I)
式中、
Rは水素又は好ましくは1〜20個、より好ましくは1〜12個の炭素原子を有する有機残基であり、
nは、1〜20、好ましくは2〜15、より好ましくは3〜12、更により好ましくは4〜12の整数である。好ましくは、繊維ブランケットに浸透させるために使用されるシルセスキオキサンは、室温(23℃±2℃)では固体である。更に、シルセスキオキサンは、以下に示されるように、所望の浸透条件下で、自己架橋することができるヒドロキシ又はアルコキシ基などの官能基を好ましくは末端位置で含む。それらは、原理上は、例えば三官能性(例えばトリアルコキシ−官能性)シラン類(例えば、R−Si(OR)3)の加水離解重縮合によって得られる。
【0084】
上記の式(I)において、Rは、好ましくは1〜20個、より好ましくは1〜12個、更により好ましくは1〜8個の炭素原子、所望により、窒素、酸素、イオウ、好ましくは窒素及び酸素から選択される1つ以上の、好ましくは1〜5個のヘテロ原子を含有する有機基又は置換された有機基である。シルセスキオキサンのRは、アルキル、アルケニル、アルキニル、シクロアルキル、アリール、アルカリル又はアラルキル基、及び所望により窒素又は酸素などの1〜5個のヘテロ原子を含有することができるこれらの基であってもよい。これらの基は所望により、アミノ、メルカプト、ヒドロキシル、アルコキシ、エポキシ、アクリラト(acrylato)、シアノ及びカルボキシ基などの1つ以上の置換基を含有することができ、好ましい置換基はアミノ、メルカプト、エポキシ又はC1〜C8のアルコキシ基である。
【0085】
Rの具体的な例示の例は、メチル、エチル、プロピル、ブチル、ペンチル、ヘキシル及びヘプチルなどのC1〜C8のアルキル;ビニル、アリル、ブテニル及びヘキセニルなどのC2〜C8のアルケニル;エチニル及びプロピニルなどのC2〜C8のアルキニル;シクロペンチル、シクロヘキシル及びシクロヘプチルなどのC3〜C8のシクロアルキル;メトキシ、エトキシ、プロポキシ、ブトキシ、ペントキシ及びヘキソキシ(hexocy)などのC1〜C8のアルコキシ;エチレノキシ、プロピレノキシ及びブチレノキシなどのC2〜C8アルケノキシ;プロパルギル;所望により、フェニル、トリル、ベンジル及びナフチルなどの6〜12個の炭素原子を有する置換されたアリール;R1−(O−R2)n−又はR3−(NR5−R4)n−であり、式中R1〜R4は、独立して所望により炭素原子8までを有する置換された、飽和又不飽和炭化水素基であり、好ましくは上記に記載の基から選択され、R5は水素又はC1〜C8アルキル並びにnは1〜10であり;上に言及された基は全て1つ以上のアミノ、ヒドロキシル、メルカプト、エポキシ又はC1〜C8アルコキシ基である。上に記載の基から、所望により置換されたC1〜C8のアルキル、所望により、6〜12の炭素原子を有する置換されたアリール及びR1−(O−R2)n−又はR3−(NR5−R4)n−であり、式中R1〜R4は、独立して、所望により8までの炭素原子を有する置換された、飽和又は不飽和炭化水素基であり、好ましくは上記の群から選択され、R5は、水素又はC1〜C8アルキルであり、nは1〜10までであり、任意の置換基は、アミノ、ヒドロキシル、メルカプト、エポキシ又はC1〜C8のアルコキシ基が特に好ましい。
【0086】
Rの更なる例示としての例は、3,3,3−トリフルオロプロピル、ジクロロフェニル、アミノプロピル、アミノブチル、H2NCH2CH2NH(CH2)3−、
H2NCH2CH2NHCH2CH(CH3)CH2−、メルカプトプロピル、メルカプトエチル、ヒドロキシプロピル、
【0087】
【化1】
【0088】
シアノプロピル、シアノエチル、カルボキシエチル及びカルボキシフェニル基である。勿論、炭化水素残基上の置換基は、水と反応性であってはならない。単一シルセスキオキサンが使用されるとき、メチル、エチル、プロピル、アミノメチル、アミノエチル及びアミノプロピル並びにメルカプトエチル及びメルカプトプロピル基が好ましい。Rがメチル又はメルカプトプロピル以外であるとき、シルセスキオキサンが5〜30:70〜95の重量比のメチルシルセスオキサンと即ち5〜30重量%のRSiO3/2単位及び70〜95重量%のCH3SiO3/2単位で共重合することが好ましい。
【0089】
本発明に使用されるシルセスキオキサン類は、概して、低い平均分子量(Mw)を有し、Mwは好ましくは、10,000までの範囲であり、好ましくは200〜6000まで、更により好ましくは250〜5000まで並びに300〜4000までであり、ポリスチレン標準を使用するゲル透過クロマトグラフィー(GPC)によって決定される。GPC試験法は、「現代のサイズ排除液体クロマトグラフィー(Modern Size Exclusion Liquid Chromatograph)」(ゲル透過クロマトグラフィーの実践(Practice of Gel Permeation Chromatography)、ジョンワイリー&サンズ(John Wiley and Sons)、1979年)において更に説明される。有用なシルセスキオキサン類は、米国特許第3,493,424号(モーロック(Mohrlok)ら)、同第4,351,736号(スタインバーガー(Steinberger)ら)及び同第4,781,844号(コートマン(Kortmann)ら)に記載され、それぞれ参照することにより本明細書に組み込まれる。
【0090】
シルセスキオキサンコポリマー(共縮合体)は、式R11SiO3/2又はR11−Si(OR12)3のシルセスキオキサンポリマーと、式R112Si(OR12)2のジオルガノオキシシラン類(diorganooxysilanes)(又はこれらの加水離解物)及び/又は式Si(OR12)4のテトラオルガノオキシシラン類(tetraorganooxysilanes)(又はこれらの加水離解物)とのコポリマー又は共縮合体を含み、R11は、R基のために上記に定義されたとおりであり、好ましくはそれぞれのR11は、1〜12個の、好ましくは1〜8個の炭素原子を有する置換されていない又は置換された炭化水素ラジカルを表し、その置換基はアミノ、メルカプト及びエポキシ基であってもよく、R12は、独立して1〜8の好ましくは1〜4の炭素原子のアルキル基である。シルセスキオキサンは所望により、R113SiOR12のシラン類の共縮合体を更に含んでもよい。好ましいシルセスキオキサンポリマーは、中性又はアニオン性である。有用なシルセスキオキサンは、米国特許第3,493,424号(モーロック(Mohrlok)ら)、同第4,351,736号(スタインバーガー(Steinberger)ら)、同第5,073,442号(ノルトン(Knowlton)ら)及び同第4,781,844号(コートマン(Kortmann)ら)に記載される技術によって作製することができる。
【0091】
シルセスキオキサン類の混合物及びシルセスキオキサンコポリマー類の混合物を所望により使用されてもよい。シルセスキオキサンは、通常、固体でなくてはならず、即ち、それは室温(23℃±2℃)にてガス状でも液状でもあってはならない。シルセスキオキサン類は、コロイド懸濁液として使用することができる。シルセスキオキサン類は、シラン類を水、緩衝剤、界面活性剤及び所望により有機溶媒の混合物に、同時に混合物を酸性又は塩基性状態下で攪拌しながら添加することによって調製することができる。シルセスキオキサンの調製で使用される界面活性剤は、事実上、アニオン性又はカチオン性でなくてはならない。最良の結果は、一般にカチオン性懸濁液と共に得られる。狭い粒径を達成するために、分量のシランを均一かつゆっくりと添加することが好ましい。コロイド懸濁液中でシルセスキオキサン類の平均粒径は、1nm〜100nm(10オングストローム〜1000オングストローム)の範囲内で、好ましくは1nm〜50nm(10オングストローム〜500オングストローム)の範囲で又は1nm〜40nm(10オングストローム〜400オングストローム)の範囲で、並びにより好ましくは20nm〜50nm(200オングストローム〜500オングストローム)の範囲でなくてはならない。添加できるシランの正確な量は置換基Rによって決まり、アニオン性界面活性剤又はカチオン性界面活性剤のいずれかが使用される。
【0092】
単位がブロックまたランダム分布で存在し得るシルセスキオキサンコポリマーは、シラン類の同時加水離解によって形成される。式Si(OR2)4のシラン類の好ましい量は、それらの分解物(例えば、式Si(OH)4の)を含みながら、使用されるシラン類の重量に対して、2〜50重量%、好ましくは3〜20重量%が添加される。テトラオルガノシラン類の量は、得られる組成物中に存在するテトラアルコキシシラン類及びこれらの分解物(例えば式Si(OH)4)を含みながら、シルセスキオキサンの重量に対して好ましくは10重量%未満、好ましくは5重量%未満、より好ましくは2重量%未満である。
【0093】
以下のシラン類、例えばメチルトリメトキシシラン、メチルトリエトキシシラン、メチルトリイソプロポキシシラン、エチルトリメトキシシラン、エチルトリエトキシシラン、プロピルトリメトキシシラン、イソブチルトリメトキシシラン、イソブチルトリエトキシシラン、2−エチルブチルトリエトキシシラン、テトラエトキシシラン及び2−エチルブトキシトリエトキシシランは、本発明のシルセスキオキサン類の調製に有用である。
【0094】
好ましくは、ヒドロキシ価は、1グラム当たり約1000〜6000、より好ましくは1グラム当たり約1500〜2500である。ヒドロキシ価は、例えば、滴定によって測定することができるか、又は分子量は、29Si NMRによって推測することができる。
【0095】
残留物のテトラアルキオキシシラン(又はSi(OH)4など、これらの分解物)を本質的に含有しない有用なシルセスキオキサンは、ダウコーニング(Dow Corning)(ミシガン州ミッドランド)(Midland)から商標「SR 2400樹脂(SR 2400 RESIN)」として入手可能である。シルセスキオキサンの特に好ましい例は、ダウコーニング(Dow Corning)から商標名「DRI−SIL 55」として入手可能であり、これはメタノール内で、末端で、メトキシを有する98重量%の(3−(2−アミノエチル)アミノプロピル)メチルセスキオキサンである。
【0096】
更なる実施形態では、シロキサン化合物は、ポリジオルガノシロキサン、好ましくはポリオルガノシロキサンである。好ましくは、繊維マットに浸透させるために使用されるポリオルガノシロキサンは、室温(23℃±2℃)では固体である。更に、ポリオルガノシロキサンは好ましくは、ヒドロキシ又はアルコキシなどの官能基を末端位置で含み、以下に示されているように所望の浸透条件下で自己架橋することができる。本発明において好ましくは使用されるポリオルガノシロキサン類は、低平均分子量(Mw)を有し、Mwは好ましくは10,000までの範囲であり、好ましくは200〜6000であり、更により好ましくは250〜5000及び300〜4000であり、ポリスチレン標準を使用しながらゲル透過クロマトグラフィー(GPC)によって決定される。例えば、ポリオルガノシロキサン、好ましくはポリジオルガノシロキサンは、ケイ素結合した全置換基の約50%がメチル基であり、任意の残りの置換基は、高級アルキル基などの(例えば、4〜20の炭素原子を有する)他の一価の炭化水素基、例えば、テトラデシル及びオクタデシル、フェニル基、ビニル基及びアリル基並びに一価のヒドロカルボノキシ及び置換基された炭化水素基、例えばアルコキシ基、アルコキシ−アルコキシ基、フルオロアルキル基、ヒドロキシアルキル基、アミノアルキル基及びポリアミノ(アルキル)基、メルカプトアルキル基及びカルボキシアルキル基である。かかるヒドロカルボノキシ基及び置換された炭化水素基の具体例は、メトキシ、エトキシ、ブトキシ、メトキシエトキシ、3,3−トリフルオロ−プロピル、ヒドロキシメチル、アミノプロピル、β−アミノエチル−γ−メルカプトプロピル及びカルボキシブチルである。上記の有機置換基に加えて、オルガノシロキサンは、ケイ素結合した(通常は末端シラノール基内で存在する)ヒドロキシル基、又は例えばポリ(メチルハイドロジェン)シロキサン類及びメチルハイドロジェンシロキサン単位及び/又はジメチルハイドロジェンシロキサン単位を備えるジメチルシロキサン単位のコポリマーにおけるようなケイ素結合した水素原子を有してもよい。
【0097】
いくつかの場合において、ポリジオルガノシロキサンなどのポリオルガノシロキサンは、2つ以上の異なるタイプのシロキサン類を含んでもよく、他の有機ケイ素化合物と共に使用してもよい。例えば、ポリオルガノシロキサンは、シラノール末端ポリジメチルシロキサン及び架橋剤の両方を、したがって、ポリ(メチルハイドロジェン)シロキサン、アルコキシシラン(例えば、CH3Si(OCH3)3及び/若しくはNH2CH2CH2NH(CH2)3Si(OC2H5)3)又はかかるシランの部分的な加水分解物及び縮合体を含んでもよい。そのため、このように、オルガノシロキサン類の広い範囲のいずれかを、特性によってポリオルガノシロキサンとして使用してもよい。一般に、ポリオルガノシロキサン類、例えばポリジオルガノシロキサン類として好ましいのは、単独又は他のオルガノシロキサン化合物との組み合わせで使用されてもよい、末端ケイ素結合反応性基を有するポリオルガノシロキサン類(例えばヒドロキシル基及びアルコキシ基)である。上記のポリオルガノシロキサン(例えば、ポリジオルガノシロキサン)はまた、一般式(II)のオルガノシランとの組み合わせで使用されてもよい。
【0098】
【化2】
【0099】
式中、それぞれのYは、炭化水素基、アルコキシ基及びアルコキシアルコキシ基から選択された6個未満の炭素原子を有する一価の基を表し、少なくとも1つのYはアルコキシ又はアルコキシアルコキシであり、Rは3〜10個の炭素原子を有する二価の基を表し、前述の基はエーテル結合及び/又はヒドロキシル基の形態で存在する炭素、水素及び所望により酸素からなり、R’は1〜15個の炭素原子又は基
(−OQ)aOZを有する一価の炭化水素基を表し、ここでQは、2又は3個の炭素原子を有するアルキレン基を表し、aは、1〜20の値を有し、Zは、水素原子、アルキル基又はアシル基を表し、それぞれのR’’はメチル又はエチル基を表し、Xはハロゲン原子を表す。
【0100】
上に指定された一般式(II)において、二価の基Rは、炭素及び水素又は炭素、水素及び酸素、エーテル結合及び/又はヒドロキシル基の形態で存在する任意の酸素からなる。基Rは、したがって例えば、メチレン、エチレン、ヘキシレン、セニレン(xenylene)、−CH2CH2OCH2CH2−及び−(CH2)2OCH2CH(OH)CH2−である。好ましくは、Rは、基−(CH2)3−、−(CH2)4−又は−CH2CH(CH3)CH2−を表す。R’基は、1〜15個の炭素原子を有する任意の一価の炭化水素基、例えばアルキル基、例えばメチル、エチル、プロピル、ブチル又はテトラデシル、アルケニル基、例えばビニル又はアリール、アルカリル又はアラルキル基、例えばフェニル、ナフチル、トリル、2−エチルフェニル、ベンジル及び2−フェニルプロピルであってよい。R′基は、本明細書の上記に定義されたとおり、基−(OQ)aOZであってもよく、かかる基の例は、
−(OCH2CH2)OH、−(OCH2CH2)3OH、−(OCH2CH2)3(OCH2CH2CH2)3OC4H9及び−(OCH2CH2)2OC3H7である。Y置換基として、メチル、エチル、プロピル及びビニル、並びにアルコキシ及びアルコキシアルコキシ基、例えばメトキシ、エトキシ、ブトキシ及びメトキシエトキシなどの一価の炭化水素基が存在してもよい。少なくとも1つのYは、アルコキシ又はアルコキシアルコキシでなくてはならず、好ましいシラン類は、Y置換基がメチル基及びアルコキシ基又は4個未満の炭素原子を有するアルコキシアルコキシ基から選択されるものである。好ましくは、Xはクロリン又は臭素を表す。上記のオルガノシラン類は、既知の物質であり、例えば三級アミン、例えばC15H31N(CH3)2とハロアルキルシラン(例えば、クロロプロピルトリメトキシシラン)との反応によって、又は不飽和アミンのヒドロシリコン化合物への添加、続いてその生成物とヒドロカルビルハロゲン化物又は水素ハロゲン化物の反応によって調製することができる。
【0101】
本発明の更なる実施形態において、繊維は、アルコキシ基含有のシラン、好ましくは、所望により置換されたアルキル−又はアリール−アルコキシシラン、より好ましくは式RSi(OR’)3の所望により置換されたアルキル−又はアリール−トリアルコキシシラン、これらの加水離解物及び縮合体、並びにこれらの組み合わせから選択された有機ケイ素化合物を浸透させることができる。Rがアルキルである場合、アルキル基は、好ましくは1〜20個の、より好ましくは1〜16個の、更により好ましくは1〜10個又は1〜8個の炭素原子を含有する。好ましいアルキル基は、メチル、エチル、プロピル、メチルエチル、ブチル、ペンチル、ヘキシル及びシクロヘキシルである。Rがアリールである場合、アリール基は好ましくはフェニルである。アルコキシ基OR’は好ましくは1〜12個、より好ましくは1〜8個、更により好ましくは1〜6個の炭素原子を含有する。好ましいアルコキシ基は、メトキシ及びエトキシであり、2−メトキシエトキシ及びイソプロポキシもまた有用である。アルコキシ基は互いにそれぞれ独立して選択される。任意の置換基は、好ましくは、例えば、C1〜C6のアルキル又はアミノ−C1〜C6のアルキルと任意で更に置換されるアミノ;エポキシ、3−グリシジルオキシ、3−(メタ)アクリロキシ、メルカプト及びC1〜C6のアルコキシ基から選択される。好ましい実施形態では、アルキル基のみが置換される。特に前述の水溶液がすぐにではなく、数時間後に適用される場合は、加水分解物及び/又は縮合体、特にアルコキシ基含有のシラン化合物などの自己縮合体は、例えば前述のシランの水溶液中で形成され得る。
【0102】
トリアルコキシシラン類の例は、メチルトリメトキシシラン、メチルトリエトキシシラン、メチルトリイソプロポキシシラン、エチルトリメトキシシラン、エチルトリエトキシシラン、プロピルトリメトキシシラン、イソブチルトリメトキシシラン、イソブチルトリエトキシシラン、2−エチルブチルトリエトキシシラン、テトラエトキシシラン、2−エチルブトキシトリエトキシシラン、フェニルトリエトキシシラン、シクロヘキシルトリエトキシシラン、メタクリロキシトリメトキシシラン、グリシドキシトリメトキシシラン及びN−(2−アミノエチル)−3−アミノプロピルトリメトキシシランである。アルキル−又はフェニル−トリアルコキシシランの例は、デグサ(Degussa)から商標名「ダイナシラン(DYNASYLAN)」で市販されており、その例は「ダイナシラン(DYNASYLAN)PTMO」であり、これはプロピルトリメトキシシランである。
【0103】
浸透材料は、式Si(OR)4又はSi(OR)3OR’又はSi(OR)2(OR’)2のテトラアルコキシシラン類と共に上記に言及されたように、トリアルコキシシラン類のブレンドを含んでもよく、式中、R及びR’は、好ましくは、1〜20個、より好ましくは1〜16個、更により好ましくは1〜10個又は1〜8個の炭素原子を含有する所望により置換されたアルキル基である。好ましいアルキル基は、メチル、エチル、プロピル、メチルエチル、ブチル、ペンチル、ヘキシル及びシクロヘキシルである。任意の置換基は、好ましくは、アミノ基から選択され、所望により更に例えばC1〜C6のアルキル又はアミノ−C1〜C6のアルキル;エポキシ、3−グリシジルオキシ、3−(メタ)アクリロキシ、メルカプト及びC1〜C6のアルコキシ基と置換される。
【0104】
マットは、繊維マットの圧縮及び拘束の前又は後に任意の上記の材料で浸透されることができる。更に、繊維がフォーミングボックスに供給される前に、それらを浸透させることも可能である。
【0105】
更なる実施形態では、高摩擦コーティング材料の薄い連続的又は非連続的なコーティングが、実装マットの内側表面(即ち汚染防止要素と接触する実装マットの表面)並びに任意で外側表面(即ちハウジングと接触する実装マットの表面)上に形成される。高摩擦コーティングは、高摩擦コーティング材料が本質的に実装マットに入り込まないように適用される。更に、実装マットの内側表面及び任意で外側表面は、実装マットの任意によりコーティングされた外側表面とハウジングとの間の摩擦係数が、実装マットのコーティングされた内側表面と触媒要素との間の摩擦係数よりも低くなるように、高摩擦コーティングでコーティングされる。高摩擦コーティングの有機部分は、触媒要素の通常の動作条件下で、部分的又は完全に離解又は分散する。外側表面の高摩擦コーティングは、実装マットの内側表面の高摩擦コーティングと同じであってもよく、異なっていてもよい。同じコーティング材料が、両方の表面上で使用される場合、実装マットの外側表面の側と内側表面の側との間での浸透量が異なるので、所望の据付特性を得るために、予防措置がとられなければならない。したがって、同じ高摩擦コーティングを備える浸透に対して、内側表面の側が浸透されるコーティング材料の固体構成要素含有量は、外側表面の側が浸透されるコーティング材料の固体構成要素含有量よりも大きくなければならない。両方の側の間で摩擦差が最大化されたとき、優れた詰め結果が達成できるということが示されている。実装マット上の高摩擦コーティングの含有量の差に特別の制限はないが、実装マットの内側表面の側上の高摩擦コーティングの固体コンポーネント含有量は、好ましくは約5〜100g/m2、より好ましくは約20〜50g/m2である。一方、繊維マットの外側表面上の高摩擦コーティングの固体コンポーネント含有量は、好ましくは、約0.5〜10g/m2である。
【0106】
高摩擦コーティングは例えば、一般に使用されている缶詰方法である触媒の詰め中に、典型的に、動きを改善する役割を果たす。缶詰中にマットの滑りを防止するために、高摩擦コーティングが選択され、滑り止め特性を構成要素の表面上にもたらす。コーティングは、天然又は合成ポリマー材料、アクリル酸エステルコポリマー、ニトリル樹脂若しくはゴム、酢酸ビニルコポリマー、ポリスチレン樹脂、アクリレート−スチレンコポリマー、スチレン−ブタジエン樹脂、SISブロックコポリマー、EPDM、ABS、PE又はPPフィルムなどのような、好ましくは、アクリル樹脂又はゴムなどの樹脂又はゴム材料、及びこれらの組み合わせから選択することができる。これらの有機ポリマー材料の多くは、優れた滑り止め特性をもたらす。これらの有機ポリマーのいくつかは、上昇した温度で柔らかくなる場合があり、これは、有機ポリマー材料が悪化又は消失する前に、一定の温度/時間ウィンドウにおいて、低減された保持特性につながる場合がある。シリカ−、アルミナ−及び粘土ゲル又は粒子スラリーなどの無機コーティングが使用できるが、無機コーティングは時々、有機ポリマー材料と比較して低いスリップ防止特性を有する場合がある。無機コーティングの利点は、高温で離解せず、そのため、マット保持性能の増加につながる永続的な摩擦上昇をもたらす。保持性能の更なる最適化は、無機高摩擦コーティングをマットのハウジング側上に付けることによって達成することができ、これは詰め特性を著しく変えずに、摩擦の増加及びマット保持性能の増加につながる。
【0107】
特定の実施形態では、高摩擦コーティング組成物は、触媒コンバーターの動作中に高温条件下で発生する任意反応で分解及び消散され得るラテックスからなる。本明細書で使用可能なラテックスは、天然又は合成ポリマー材料、好ましくは樹脂材料、アクリル酸エステルコポリマー、酢酸ビニルコポリマー、ポリスチレン樹脂、アクリレート−スチレンコポリマー、スチレン−ブタジエン樹脂及びこれらの組み合わせを水性媒質、他の媒質又はポリビニルアルコールなどの有機材料の中に分散することによって得られるコロイド状の分散液を含む。所望により、ラテックスは、シリカ粒子、アルミナ粒子又は粘土粒子の1つ以上の、ラテックスへの混合を更に含む。アクリル樹脂が使用されるアクリルラテックスは、特に有利に使用することができる。好ましい格子の例は、エアプロダクツポリマーズ(Air Products Polymers)(米国ペンシルベニア州アレンタウン(Allentown)から入手可能な、商標名「エアフレックス(AIRFLEX)EAF67」、又はBASF(ドイツ、ルートウィヒスハーフェン(Ludwigshafen))から「アクロナル(ACRONAL)A 420 S」(アクリル酸エステルの熱架橋性コポリマーの水性可塑剤非含有分散液)若しくは「アクロナル(ACRONAL)LA 471 S」として両方が入手可能な、酢酸ビニル−エチレンポリマー分散液である。
【0108】
更なる実施形態において、繊維マットがコーティングされる高摩擦コーティングは、上記の有機ポリマー材料及び1つ以上のタイプの研磨粒子も含むことができる。有用な有機高分子材料及び有用な研磨粒子に特に関する更なる詳細は、2006年2月23日公開の国際公開第2006/020058(A)号に見出すことができる。例えば、有機高分子材料中に研磨粒子の微粒子を分散することによって調製されたスラリーが、繊維マットの表面(単数又は複数)に適用される。このように、繊維マットの少なくとも内側表面及び所望により外側表面上に、研磨材料(単数又は複数)の微粉粒子が選択的に固定されているコーティングを有する繊維マットが得られる。研磨材料の微粒子は、触媒要素を備える繊維マットの少なくとも接触面上に配置されているため、触媒要素との摩擦係数が増加され、触媒要素の保持信頼性は更に改善することができる。更に、触媒要素及び触媒要素の周囲に巻かれている繊維マットは缶詰され、触媒要素と巻かれた繊維マットとの間の動きが阻止されることができ、あるいは組み立てられる触媒コンバーターの性能に悪影響を与えることなく、少なくとも有意に低減することができる。
【0109】
上記で説明されているとおり、高摩擦コーティングを備える実装マットのコーティングは、スプレー、ブラシ、積層、印刷(例えばスクリーン印刷)等の従来の技術で有利に実施することができる。好ましい方法は、エアブラシなどのラッカースプレーシステムの使用によるスプレーコーティングによって、例えばスプレー溶液又は分散液を調製するだけによって、並びに繊維マットの1つ又は両方の主表面上に相次いで又は同時に溶液又は分散液(例えば上記のようなアクリルラテックス又は同様の格子)をスプレーすることによって、うまく実施される。作業は、したがって簡単で経済的である。スプレーの後の溶液又は分散液は、自然に乾燥させてもよく、好適な温度(例えば110℃)に加熱することによって乾燥させてもよい。繊維マットの内側表面の側上の高摩擦コーティングの固体コンポーネント含有量は、好ましくは約5g/m2〜100g/m2、より好ましくは約10〜50g/m2であり、実装マットの外側表面上の高摩擦コーティングの固体コンポーネント含有量は、好ましくは約0.5〜10g/m2である。好ましくは、高摩擦コーティング材料の薄い連続的又は非連続的なコーティングは、実装マットの内側及び所望により外側表面上にそれぞれ形成される。使用されたコーティング方法は、高摩擦コーティング材料が本質的に実装マットを入り込まないよう、いずれの実装マットの毛管作用も最小化されるように適応される。即ち、高摩擦コーティングは、実装マットの表面上のみに実質的に存在すべきであり、本質的にマットを浸潤すべきではない。これは、例えば、高い固体密度有する溶液又は分散液を使用すること、乳化剤、揺変性剤又は同様の効果を有する添加剤の溶液又は分散液への添加、実装マットをコーティングすること、使用された溶剤が急速に蒸発する又は同様となるコーティング条件、あるいは本質的に溶剤の入っていない高摩擦コーティングの積層によって、達成することができる。高摩擦コーティングが、実装マットの厚さの10%未満、好ましくは5%未満、より好ましくは3%未満、最も好ましくは1%未満を浸潤することが好ましい。
【0110】
上記で示されたように、本方法は、概して、膨張、非膨張マット、有機結合剤含有量が低いマット、例えば、ナノ粒子等の微粒子材料を含むマット、熱可塑性高分子繊維又は粉末を含むマット、様々な化学組成、直径及び異なる長さの繊維の混合物を含む長さを含む長さの無機繊維を含むマットを含む多種多様な実装マットの製造を可能にする。更に、得られたマットは、触媒コンバーターを実装する際に良好な優れた性能を示す。特に、製造された実装マットの性能は、典型的に周知又は以前使用された方法で製造されるマットのそれと同様又は更に良好である。
【0111】
本方法は、ショット含有繊維からショットの量を低減させるために使用することもできる。ショット含有繊維は、典型的に融解形成によって得られる、上述のようなガラス若しくはセラミックス又は生体溶解性繊維等の無機繊維である。融解形成は、融解物を製造する工程と、鉱物粒子から細長い繊維を製造するために融解物をノズルを通す工程と、を含む。主要な密集体は、通常、冷却し、繊維の垂下部(trailing)を後ろにした状態で前末端部で「ショット」として固まる。繊維塊上で繊維分離ローラーの叩解作用により、ショットは、繊維から折り取られ、ショット粒子及び繊維の混合物を形成する。この作用は、ローラーの作用によって繊維を混転させ、及び/又は繊維をガス流中で混転させることによって支持されることができる。ショット粒子は、例えば、典型的に約3mmのメッシュサイズを有するふるいによって繊維から分離することができる。あるいは、ショット粒子は、適切なスピン装置における遠心力によって繊維から分離されることができる。
【0112】
繊維のショット含有量は、繊維を15分間に1000℃まで加熱し、それらを室温まで冷却し、すり鉢及びすりこぎを使用して繊維を粉砕することによって決定することができる。53マイクロメートルのメッシュサイズのふるいを使用して混合物をふるうことによって、繊維を繊維の粉末から分離し、ふるいに保持される繊維の量及びふるいを通過する粒子の量を計量する。
【0113】
ショット含有量の低減は、マット作製プロセスと同時に行うことができるか、又は一般的にショットが低減された繊維を提供するように別に行うことができる。後者の場合、プロセスは、繊維をマットに形成する工程を伴わずに、上述のように行うことができる。代わりに、繊維は、ショット粒子が除去された後に単に収集される。
【実施例】
【0114】
本発明を実施例に限定することを意図せずに、以下の実施例を用いて本発明を更に例示する。
【0115】
【表1】
【0116】
試験方法
実際条件固定試験(RCFT)
RCFT用試験装置は以下を含む。
【0117】
a.)下部固定部分と、「クロスヘッド速度」として規定される速度で垂直方向に下の部分から離れるように移動可能である上部と、を含み、5kNまでの力を測定できるロードセルを有する、マテリアル・テスト・システムズ(Material Test Systems)(ミネソタ州エデンプレイリー(Eden Prairie))から商標名「MTS」、モデルアライアンス(Model Alliance)RT/5で得られる市販の引張試験機。
【0118】
b.)ブロックを互いから独立して少なくとも900℃に加熱できる加熱要素をそれぞれ含有する、6cm×8cmのベース領域を有する2つのステンレス鋼ブロックからなる試験固定具。ブロックのベース領域が互いの上方で垂直に配置されるように、下部ステンレス鋼ブロックは下部固定部分にしっかりと取り付けられ、上部鋼ブロックは引張試験機の上部可動部分(クロスヘッド)にあるロードセルにしっかりと取り付けられる。各ステンレス鋼ブロックは、ブロックの中心に位置する熱電対を備える。
【0119】
c.)ステンレス鋼ブロック間の開いた距離(ギャップ)を測定する、フィードラー・オプトエレクトロニク(Fiedler Optoelektronik)(ドイツ、リュッツェン(Laetzen))からのレーザー伸縮計。
【0120】
44.5mm×44.5mmの寸法を有する実装マットサンプルは、ステンレス鋼ブロックの間に配置した。ギャップは、1.0m/分のクロスヘッド速度で実装密度とも称される規定の実装マット密度に閉鎖した。この後、各ステンレス鋼ブロックを、異なる温度プロファイルまで徐々に加熱し、排気ガス処理装置内で金属ハウジング及びセラミック基板の温度をシミュレートした。加熱中、ステンレス鋼ブロック間のギャップは、典型的な排気ガス処理装置ハウジング及びセラミック基板の温度及び熱膨張係数から計算された値によって増加させた。
【0121】
RCFTは、ここでの2つの異なる温度プロファイルで行った。第1のプロファイルは、500℃のセラミック基板の最大温度及び200℃の金属缶の最高温度をシミュレートする。第2のプロファイルは、セラミック基板に対する700℃の最大温度及び金属缶に対する400℃をシミュレートする。
【0122】
最大温度へ加熱した後、ステンレス鋼ブロックを徐々に冷却し、ギャップを温度及び熱膨張係数から計算された値によって減少させた。加熱及び冷却サイクルの間、実装マットによる圧力を記録した。実装マットサンプル及び鋼ブロックを35℃まで冷却し、サイクルは、実装マットによる圧力を記録しつつ、あと2回繰り返した。3サイクルのそれぞれに対する少なくとも50kPAの最小圧力は、典型的に、実装マットに対して望ましいと見なされる。
【0123】
高温振動試験
高温振動試験は、金属ケーシング(以下で試験組立品と称される)内の実装マットで実装される排気ガス処理要素に高温ガスを通し、同時に、加速耐久性試験としての機能を果たすために十分な機械的振動に試験組立品を供する工程を含む。
【0124】
試験組立品は、以下の通りに作製した。
【0125】
1)62セル/cm2(400セル/in2)及び152マイクロメートル(6.0mil)の壁厚を有する、長さ101.6mm、直径118.4mmの円筒形セラミックモノリス。
【0126】
2)セラミックモノリスと金属ハウジングとの間に円筒形で配列される実装マット。
【0127】
3)約126.5mmの内径を有するステンレス鋼型1,4512(EN標準)を含む円筒形缶形状ハウジング。
【0128】
LDSテスト・アンド・メジャメント社(LDS Test and Measurement Ltd.)(英国ハートフォードシャー州ロイストン(Royston))から得られた従来の振とう台を使用して、振動を試験組立品に提供した。熱源は、450m3/時間のガス流で900℃までのガス入口温度をコンバーターへ供給することが可能である天然ガスバーナを含んだ。
【0129】
コンバーターは、ガス入口温度及び金属ケーシングの温度を測定するための熱電対を備えた。ガス温度は、更なる応力を実装マット材料上に加えるようにサイクル(即ち、繰り返し上下)を行った。16時間の熱調節段階は、試験の振盪セグメントを開始する前に行った。熱調節段階は、選択された高温で3時間、その後、1時間の室温への冷却の4サイクルからなった。
【0130】
試験の振盪セグメントの間、「サイン−オン−ランダム」型振動を使用して、更なる応力を生成し、使用条件下で試験組立品の加速エージングをシミュレートした。振盪セグメントは、選択された温度での3時間の振盪及び振盪なしで1時間のサイクルを含み、その間、コンバーターは、室温への冷却が可能であった。振動レベルは、以下の表に示されるように、各サイクルの間で増加させた。試験は、試験組立品の故障が見られるまで実行した。
【0131】
サイクル6又は7の振動レベルに到達することが望ましい。サイクル5レベルの故障は、ぎりぎり許容されると見なされるが、より小さいサイクル数での故障は、有意なリスクを示す。
【0132】
【表2】
【0133】
圧縮サイクル試験
圧縮サイクル試験の試験装置は、以下の要素を含んだ。
【0134】
a.)10kNまでの力を測定することができるロードセルを有する下部固定部分と、「クロスヘッド速度」として規定される速度で垂直方向に下の部分から離れるように移動可能である上部と、を含むツヴィック社(Zwick GmbH& CoKG)(ドイツ、ウルム(Ulm))から得られた引張試験機モデルZwick/RpellモデルZ010。
【0135】
b.)ブロックを互いから独立して少なくとも900℃に加熱できる加熱要素をそれぞれ含有する、6cm×8cmのベース領域を有する2つのステンレス鋼ブロックからなる試験装置。ブロックのベース領域が互いの上方で垂直に配置されるように、下部ステンレス鋼ブロックはロードセルにしっかりと取り付けられ、上部鋼ブロックは引張試験機の上部可動部分(クロスヘッド)にしっかりと取り付けられる。各ステンレス鋼ブロックは、ブロックの中心に位置する熱電対を備える。
【0136】
c.)ステンレス鋼ブロックの間の開いた距離を測定する、フィードラー・オプトエレクトロニク(Fiedler Optoelektronik)(ドイツ、リュッツェン(Laetzen))からのレーザー伸縮計。
【0137】
試験される実装マットサンプルは、約51mm(2インチ)の直径を有し、下部ステンレス鋼ブロック上に直接配置した。
【0138】
その後、ギャップは、実装マットを、開放ギャップ実装密度と称される規定の圧縮密度に圧縮することによって閉鎖した。開放ギャップの位置での1分間の弛緩後に実装マットによる圧力を記録した。この両ステンレス鋼ブロックは、規定の試験温度に到達するまで、30℃の速度で加熱した。この間、ステンレス鋼ブロックの間のギャップは、一定に維持した(即ち、金属膨張は、レーザー伸縮計を介して連続的に安定させた)。加熱期間の最低圧力を記録した。
【0139】
加熱後、サイクルは、閉ギャップ実装密度とも称される第2の規定のマット密度にギャップを閉鎖することによって開始した。その後、ギャップを開放ギャップの位置に再度開いた。このサイクルを500回繰り返した。サイクルの間のクロスヘッド速度は、1分当たり2.5メートルであった。最終サイクルの開放及び閉鎖ギャップ圧力を記録した。
【0140】
屈曲亀裂試験
目視検査で行われたこの試験では、マンドレルの周りに曲げることによって生じた実装マットの亀裂の程度を評価した。試験は、50.8mmの外経を有する長さ約20cmの円筒形マンドレルを使用して、10cm×20cmの寸法を有する選択された実装マットのダイカット部分に対して実施した。ダイカット部分は、実装マットの10cm幅の側をマンドレルの長さに沿って、50.8mmの直径のマンドレルの周りに180度(半分)巻き付け、しっかりとした接触を、実装マットとマンドレルとの間に確立した。表面亀裂のレベルは、目視検査によって決定され、それによって評価を行う人は、実装マット/マンドレルの組み合わせから少なくとも30cmn離れなければならない。「容易に目に見える亀裂」又は「主要/重度の亀裂又はマット破損」がある場合、部分はこの試験に不合格となる。
【0141】
(実施例1)
以下の組成物の膨張実装マットを作製した(すべての数字は重量部)。
【0142】
54.3%繊維(「イソフラックス(ISOFRAX)」)
13.6%R−ガラス短繊維、長さ6mm、700℃で1時間熱処理された。
【0143】
29.2%未拡張バーミキュライト
2.9%複合繊維(「トレビラ(TREVIRA)255」)
実施例1の膨張実装マットは、フォームファイバー(Formfiber)(デンマーク)から得られた、上述の方法に従って操作する310mm幅不織布機上で作製した。この機械のフォーミングボックスは、図2に示される概略図に本質的に対応し、フォーミングボックスは、上方で互いの反対側に配置された3つのスパイクロールの2つの列と、フォーミングボックスの底部の近くで互いの反対側に配置された3つのスパイクロールの2つの列を有した。エンドレスベルトスクリーンは、図2に示されるように、これらの上部と下部との間で走行した。フォーミングワイヤは、フォーミングボックスの底部の下に配置した。
【0144】
無機繊維及び結合剤繊維は、運送ベルトを介して、機械のフォーミングボックスの中に送り出された。まず、繊維を、2つの回転スパイクロールを有する、予め開放された区域に通した。この後、繊維をフォーミングチャンバの上部の中に吹き込んだ。バーミキュライトは、第2の運送ベルトを介してフォーミングボックスの上部の中に直接送り出された。繊維及び粒子は、約1m/分の速度で動いていたフォーミングワイヤ上に収集した。運送の間にマットを支持するために、約18g/m2の表面重量を有する薄紙不織布スクリムをフォーミングワイヤ上に配置することによって、それをフォーミングボックスの下部の中に送り出された。フォーミングボックスの後、紙スクリム上に形成したマットを熱風炉へ通した。オーブン温度は、実施例1の膨張実装マットの組成物において使用した結合剤を熱活性化した140℃であった。オーブンの直後、マットは、冷却後に、約25mmの本来形成されたマットの厚さを約8mmに減少させる方法でローラーで圧縮した。その後、支持不織布紙を除去した。
【0145】
その後、得られた実装マット(実施例1)は、実際条件固定試験(「RCFT」)、高温振動試験及び屈曲亀裂試験において試験した。
【0146】
比較例1A及び1B
実施例1に対して掲載された同様のマット組成物は、比較例1A及び1Bに対して、以下の方法で湿式プロセスによって調製した。結合剤繊維は、湿式実装マットの製造のために当該産業で一般に使用される有機ラテックス結合剤で置き換えた。
【0147】
1.5リットルの水を大型ワーリングブレンダの混合チャンバの中に注ぎ、51gの繊維(「イソフラックス(ISOFRAX)」)を添加し、約5秒間激しく攪拌した。その後、混合物を5リットルの容器の中に入れた。1.5リットルの水をワーリングブレンダの混合チャンバの中に再度注ぎ、12.8gの長さ6mmの短い熱処理R−ガラス(700℃で1時間熱処理)を添加した。混合物を10秒間力強く攪拌し、同じ5リットルの混合容器の中に入れた。1分間の攪拌後、比較例1Aにおける5.0グラムのラテックス(「エアフレックス(AIRFLEX)BP 600」)及び比較例1Bにおける16.3gのラテックス(「エアフレックス(AIRFLEX)BP 600」)を添加し、混合物を再度1分間攪拌した。これは、比較例1Bに対して、実施例1及び比較例1Aより約3倍高い結合剤含有量をもたらした。
【0148】
次の工程では、約10%硫酸アルミニウム含有量に希釈した、約10gのミョウバン溶液を、pH約4.5に到達するように添加し、ラテックスを凝固させた。更に1分の攪拌後、27.4gの未拡張バーミキュライトを添加した。その後、混合物は、更に1分間攪拌し、20cm×20cmの寸法を有するハンドシート形成器の中に注いだ。脱水後、得られたシートを、各側上の3枚の吸い取り紙の間に置き、手で軽く押した。吸い取り紙を除去し、シートを120℃で1時間熱風炉において乾燥させ、完成した実装マットを得た。
【0149】
その後、得られた実装マットを、50.8mmの直径を有するマンドレルの周りで曲げ(屈曲亀裂試験)、それらの一体性を評価した。
【0150】
【表3】
【0151】
【表4】
【0152】
本発明の方法によって作製された実施例1の実装マットは、屈曲亀裂試験においていかなる表面亀裂も示さない。従来の湿式プロセス(比較例1A)において作製された同様のマットは、重度の表面亀裂を示し、使用不可である。多くの商業的に得られる膨張実装マットにおいて一般的な結合剤のレベルである、3倍の結合剤を有する同様のマット(比較例1B)は、実施例1と同様のレベルで、屈曲亀裂試験及びRCFTにおいてよい結果を示す。250℃での圧縮サイクル試験は、実施例1の実装マットが、比較例1Bより優れた冷却保持性能を有することを示す。
【0153】
実施例1の高温振動試験の結果
実施例1の膨張マットは、0.75g/cm3の実装密度で実装し、300℃で試験した。コンバーター組立品は、約1216m/s2のピーク振動で最も高い振動レベルであるサイクル7に到達し、40分後にこのレベルで不合格となった。
【0154】
その後、実施例1のマットは、0.75g/cm3の実装密度で第1のコンバーター内に実装し、800℃で試験した。このコンバーター組立品も、約1216m/s2のピーク振動でサイクル7に到達し、83分後にこのレベルで不合格となった。これらの高温振動試験の結果は、優れていると見なされ、それらは、実施例1の実装マットが、広い温度範囲での用途で使用するのに好適であることを示す。
【0155】
実施例1に対して得あれた試験結果は、本発明の方法が、広範囲の条件下で優れた性能を示す膨張実装マットを製造できることを示す。従来の湿式プロセスは、比較例1Aで示されるものと同じマット配合物を提供することはできない。実施例1と同様の実装マットは、比較例1Bで示される高有機結合剤含有量でのみ作製することができた。比較例1Bの高結合剤含有量は、存在する(例えば、あるディーゼル用途において)低温条件で有意な欠点をもたらす。更に、高結合剤含有量は、車両の最初の操作の間、潜在的に有害又は不愉快な煙の排出の増加を引き起こすため、それほど望ましくない。
【0156】
(実施例2)
以下の組成物の非膨張実装マットは、冷却後に約45mmに本来形成された厚さを約13mm(すべての数字は重量部)に減少させる方法で、マットを、オーブンの後にローラーで圧縮したことを除いて、実施例1に記載されるものと同じ方法で作製した。
【0157】
32.4%繊維(「スーパーウール(SUPERWOOL)607HT」)
32.4%R−ガラス短繊維、長さ36mm、700℃で1時間、熱処理された。
【0158】
32.4%繊維(「サッフィル(SAFFIL)3D+」)
2.9%複合繊維(「トレビラ(TREVIRA)255」)
その後、得られた実装マットは、実際条件固定試験、高温振動試験、及び屈曲亀裂試験において試験した。
【0159】
比較例2A及び2B
実施例2に対して掲載される同様のマット組成物は、比較例2A及び2Bに対して、以下の方法で湿式プロセスによって調製した。結合剤繊維は、湿式実装マットの製造のために当該産業で一般に使用される有機ラテックス結合剤で置き換えた。
【0160】
1.5リットルの水を大型ワーリングブレンダの混合チャンバの中に注ぎ、26.6gの繊維(「サッフィル(SAFFIL)3D+」)を添加し、約10秒間力強く攪拌した。その後、混合物を5リットルの容器の中に入れた。1.5リットルの水をワーリングブレンダの混合チャンバの中に再度注ぎ、26.6gの長さ36mmの短い熱処理R−ガラス(700℃で1時間熱処理)を添加した。混合物を10秒間力強く攪拌し、同じ5リットルの混合容器の中に入れた。750mLの水を大型ワーリングブレンダの混合チャンバの中に注ぎ、26.6gの繊維(「スーパーウール(SUPERWOOL)607HT」)を添加し、5秒間力強く攪拌した。その後、混合物は、5リットルの混合容器の中に入れ、他の繊維懸濁液と合わせて1分間混合した。この後、比較例2Aにおける4.5グラムのラテックス(「エアフレックス(AIRFLEX)BP 600」)及び比較例2Bにおける14.0gのラテックス(「エアフレックス(AIRFLEX)BP 600」)を添加し、混合物を再度1分間攪拌した。これは、比較例2Bに対して、実施例2及び比較例2Aより約3倍高い結合剤含有量をもたらした。
【0161】
次の工程では、約10%硫酸アルミニウム含有量に希釈した、約10gのミョウバン溶液を、pH約4.5に到達するように添加し、ラテックスを凝固させた。その後、混合物は、更に1分間攪拌し、20cm×20cmの寸法を有するハンドシート形成器の中に注いだ。脱水後、得られたシートを、各側上の3枚の吸い取り紙の間に置き、手で軽く押した。吸い取り紙を除去し、シートを120℃で1時間熱風炉において乾燥させ、完成した実装マットを得た。
【0162】
その後、得られた実装マットを、50.8mmの直径を有するマンドレルの周りで曲げ(屈曲亀裂試験)、それらの完全性を評価した。
【0163】
【表5】
【0164】
実施例2の高温振動試験の結果
実施例2の膨張マットは、0.48g/cm3の実装密度で実装し、600℃で試験した。コンバーター組立品は、約863m/s2のピーク振動で2番目に高い振動レベルであるサイクル6に到達し、65分後にこのレベルで不合格となった。これは、非常によい結果と見なされる。
【0165】
結果として、本発明によって作製される非膨張実装マットは、異なる条件の範囲下で非常によい性能を示すことに留意することができる。従来の湿式プロセスは、比較例2Aで示されるものと同じマット配合物を提供することはできない。湿式プロセスを使用して同様の組成物の製品を製造するために、冷却保持性能に対してマイナス要素を有し、車両の最初の操作の間により多くの煙を生じる高有機結合剤含有量が必要である(比較例2B)。
【0166】
(実施例3)
以下の組成物を有する実装マットを作製した(重量部)。
【0167】
80%R−ガラス短繊維、長さ6mm;繊維は、700℃の窯で1時間、熱処理された。
【0168】
20%R−ガラス短繊維、長さ36mm(熱処理せず)
実施例3のための実装マットは、実施例1に記載される、フォームファイバー(Formfiber)(デンマーク)から得られた310mm幅の不織布機上で作製した。
【0169】
ガラス繊維は、運送ベルトを介して、機械の中に送り出された。有機結合剤材料は添加しなかった。ガラス繊維を、2つの回転スパイクロールを有する、予め開放された区域に通した。この後、繊維をフォーミングボックスの上部の中に吹き込んだ。繊維は、約1m/分の速度で動いていたフォーミングワイヤ上に収集した。機械を通した運送の間にマットを支持するために、約18g/m2の表面重量を有する薄紙不織布スクリムをフォーミングワイヤ上に配置することによって、それをフォーミングボックスの下部の中に送り出した。フォーミング区域の後、形成されたマットは、Dilo社(ドイツ、エーバーバッハ(Eberbach))からのニードルタッカーを使用して、1cm2当たり24パンチで針で縫った。マット厚さは、約50mmの本来形成された厚さから約12mmに低減させた。紙不織布を除去した。
【0170】
比較例3A
実施例3のために使用した同じ繊維組成物を、ランド・マシン社(Rando Machine Corp.)(ニューヨーク州マセドン(Macedon))からの商標名「ランド・ウエーバー(RANDO WEBBER)」で得られた従来のウェブ成形機の中に送り出した。有意な量の繊維の埃を、特に熱処理されたガラス繊維から、形成プロセスの間に作製した。繊維の埃は、部分的にフォーミング区域の下部の中に落ち、一部が空気中に解放され、得られたウェブは、顕著な量の繊維の埃を含有した。ウェブを、Dilo社(ドイツ、エーバーバッハ(Eberbach))からのニードルタッカーに通したが、マットの十分な取扱い強度は得られなかった。結果として、対象の組成物で実装マットを製造することは不可能であった。
【0171】
(実施例4)
以下の組成物の2層実装マットを本発明の方法に従って作製した(すべての数字は重量部)。
【0172】
層1の組成物−実施例4の総実装マットの3分の1
68.0%R−ガラス短繊維、長さ6mm;繊維は、700℃の窯で1時間熱処理された。
【0173】
29.1%R−ガラス短繊維、長さ36mm、熱処理せず
2.9%P1粉末(「ベスタメルト(VESTAMELT)4680」)
層2の組成物−実施例4の総実装マットの3分の2
46.6%繊維(「イソフラックス(ISOFRAX)」)
11.7%R−ガラス繊維、長さ6mm、繊維は、700℃の窯で1時間熱処理された。
【0174】
38.8%未拡張バーミキュライト
1.9%複合繊維(「トレビラ(TREVIRA)255」)
1.0%P1粉末(「ベスタメルト(VESTAMELT)4680」)
実施例4のための実装マットは、実施例1に記載される、フォームファイバー(Formfiber)(デンマーク)から得られた310mm幅の不織布機上で作製した。
【0175】
実施例4の層1に対するガラス繊維及びポリマー粉末は、運送ベルトを介して、機械の中に送り出した。繊維を、2つの回転スパイクロールを有する、予め開放された区域に通した。この後、繊維をフォーミングボックスの上部の中に吹き込んだ。繊維は、約1m/分の速度で動いていたフォーミングワイヤ上に収集した。輸送の間にマットを支持するために、約18g/m2の表面重量を有する薄紙不織布スクリムをフォーミングチャンバの下部の中に送り出した。フォーミング区域の後、マットを熱風炉へ通した。オーブン温度は、結合剤ポリマーを熱活性化する140℃であった。オーブンの直後、冷却後に、約50mmの本来形成されたマットの厚さを約12mmに減少させる方法で、マットはローラーで圧縮した。そのように得られたマットを、同じ不織布機に再度通し、第2の膨張マット組成物(上記の層2)をその上で形成した。共形成実装マットの第2の膨張層の形成は、実施例1の作製に対して記載される手順に従った。
【0176】
実施例4の共形成実装マットを、実際条件固定試験(「RCFT」)に供した。
【0177】
【表6】
【0178】
異なる組成物の層及び結合剤含有量を有する共形成されたマットは、本発明の方法に従って作製した。実施例4の得られたマットは、実際条件固定試験における異なるシミュレートされた条件で測定された非常に良好な圧縮圧力を示す。
【0179】
(実施例5A、5B及び5C)
以下の組成物を有する実装マットは、実施例2に記載されるように製造した。熱結合プロセスに加えて、マットをDilo社(ドイツ、エーバーバッハ(Eberbach)からのニードルタッカーを使用して、1cm2当たり24パンチで針で縫った。
【0180】
実施例5のマットの組成物
31.8%繊維(「イソフラックス(ISOFRAX)」)
31.8%繊維(「サッフィル(SAFFIL)3D+」)
Steklovoloknoからの31.8%シリカ短繊維、長さ65mm;繊維は、800℃の窯で1時間、熱処理された。
【0181】
4.6%複合繊維(「トレビラ(TREVIRA)255」)
実施例5Bでは、実施例5Aに対して記載されるように、実施例5Aと全く同じマット組成物を有するマットをまず製造した。第2の工程ではマットはその後、溶液へ浸水させ、その後の120℃のオーブン温度での50分間の乾燥によって、デグサ(Degussa)(ドイツ)からの0.5%水溶液「ダイナシラン(DYNASYLAN)PTMO」で浸透させた。
【0182】
実施例5Cでは、実施例5Aに対して記載されるように、実施例5Aと全く同じマット組成物を有するマットをまず製造した。第2の工程では、その後、マットを水中の0.5%ナノ粒子懸濁液(「ラポナイト)(LAPONITE)RD」)で浸透させた。
【0183】
実施例5A、5B及び5Cの得られた実装マットを圧縮サイクル試験に供した。
【0184】
【表7】
【0185】
浸透した実施例5B及び5Cの有意な圧力増加が、浸透しなかった実施例5Aに対して見ることができる。
【0186】
本発明の範囲及び趣旨から外れることなく、本発明の予測可能な修正及び変更が当業者にとって自明であろう。本発明は、例証目的のために本明細書に記載されている実施形態に限定されるべきではない。
【特許請求の範囲】
【請求項1】
汚染防止装置内で使用するための実装マットの作製方法であって、
(i)フォーミングワイヤの上方に配置された開放底部を有するフォーミングボックスの入口を通って無機繊維を供給し、繊維のマットを前記フォーミングワイヤ上に形成する工程であって、前記フォーミングボックスは、繊維の塊を分裂するための複数個の繊維分離ローラーであって、ハウジング内の前記入口とハウジング底部との間で少なくとも1つの列で提供される複数個の繊維分離ローラー及びエンドレスベルトスクリーンを有する、工程と、
(ii)前記繊維分離ローラーの下方及び前記フォーミングワイヤの上方の前記エンドレスベルトの下部走行上で繊維の塊を捕捉する工程と、
(iii)前記捕捉された繊維の塊を、前記繊維分離ローラーの上方に前記エンドレスベルト上で運搬し、前記捕捉された塊を前記ベルトから解放し、前記ローラーによって接触し、分裂できるようにする工程と、
(iv)前記繊維のマットを、前記フォーミングボックスから前記フォーミングワイヤによって運び出す工程と、
(v)前記繊維のマットを圧縮し、前記繊維のマットをその圧縮された状態で拘束し、それによって、汚染防止要素を触媒コンバーターの前記ハウジング内に実装するのに好適な所望の厚さを有する実装マットを得る工程と、を含む、方法。
【請求項2】
有機結合剤を使用しないか、又は5重量%未満の有機結合剤を使用して、前記実装マットを作製する、請求項1に記載の実装マットの作製方法。
【請求項3】
前記方法は、膨張実装マットを製造するために、膨張材料を前記フォーミングボックスの中に供給する工程を更に含む、請求項1又は2に記載の実装マットの作製方法。
【請求項4】
非膨張実装マットを製造するために、膨張材料が前記フォーミングボックスの中に供給されないか、又は本質的に供給されない、請求項1又は2に記載の方法。
【請求項5】
前記繊維のマットは、前記圧縮の前、間及び/又は後に熱処理に供される、請求項1〜4のいずれか一項に記載の実装マットの作製方法。
【請求項6】
高分子繊維又は高分子粉末が、前記フォーミングボックスに更に投入され、前記高分子繊維又は高分子粉末は、前記熱処理の温度で融解又は軟化できる、請求項5に記載の方法。
【請求項7】
前記繊維のマットの圧縮の前記工程は、穿刺、ステッチボンディング、樹脂接着、圧力印加、及びそれらの組み合わせを含む、請求項1〜6のいずれか一項に記載の方法。
【請求項8】
前記無機繊維は、多結晶繊維、セラミック繊維、ガラス繊維、アルミナシリカ繊維、生体溶解性繊維、アニールされた多結晶繊維、アニールされたセラミック繊維、熱処理されたガラス繊維、及びそれらの組み合わせから選択される、請求項1〜7のいずれか一項に記載の方法。
【請求項9】
前記圧縮されたマットは浸透される、請求項1〜8のいずれか一項に記載の実装マットの作製方法。
【請求項10】
前記圧縮されたマットは、その反対側の主要面の一方又は両方にコーティングされる、請求項1〜9のいずれか一項に記載の実装マットの作製方法。
【請求項11】
前記繊維材料は、スクリム又は網目で補強される、請求項1〜10のいずれか一項に記載の実装マットの作製方法。
【請求項12】
前記方法の前記工程(i)〜(iv)を実施することによって第1の繊維のマットを形成する工程と、前記フォーミングワイヤ上に前記第1のマットが提供されている状態で前記工程(i)〜(iv)を繰り返すことによって少なくとも1つの第2の繊維のマットを前記第1のマット上に形成する工程と、前記第1及び第2の繊維のマットを有する実装を得るように、前記方法の前記工程(v)を行う工程と、を含む、請求項1〜11のいずれか一項に記載の方法。
【請求項13】
前記第1のマットは、前記第2のマットをその上に形成する前に前記方法の前記工程(v)を行うことによって圧縮される、請求項12に記載の方法。
【請求項14】
請求項1〜13のいずれか一項に記載の方法に従って実装マットを作製する工程と、前記実装マットを汚染防止要素と金属ハウジングとの間に配置することによって前記汚染防止要素を前記金属ハウジング内に実装する工程と、を含む、汚染防止装置の作製方法。
【請求項15】
ショット含有無機繊維内のショットの量を低減させる方法であって、
(i)フォーミングワイヤの上方に配置された開放底部を有するフォーミングボックスであって、ハウジング内の前記入口とハウジング底部との間で少なくとも1つの列で提供される複数個の繊維分離ローラーを有するフォーミングボックスの入口を通って前記ショット含有繊維を供給する、工程と、
(ii)前記繊維を前記複数個の繊維分離ローラーを通って送り出し、繊維及びショット粒子の混合物を生成する工程と、
(iii)繊維及びショット粒子の前記混合物を捕捉し、前記ショット粒子を前記繊維から分離する工程と、
(iv)前記繊維を前記フォーミングワイヤ上で捕捉し、前記繊維を前記フォーミングワイヤによって前記フォーミングボックスから運び出す工程と、を含む、方法。
【請求項1】
汚染防止装置内で使用するための実装マットの作製方法であって、
(i)フォーミングワイヤの上方に配置された開放底部を有するフォーミングボックスの入口を通って無機繊維を供給し、繊維のマットを前記フォーミングワイヤ上に形成する工程であって、前記フォーミングボックスは、繊維の塊を分裂するための複数個の繊維分離ローラーであって、ハウジング内の前記入口とハウジング底部との間で少なくとも1つの列で提供される複数個の繊維分離ローラー及びエンドレスベルトスクリーンを有する、工程と、
(ii)前記繊維分離ローラーの下方及び前記フォーミングワイヤの上方の前記エンドレスベルトの下部走行上で繊維の塊を捕捉する工程と、
(iii)前記捕捉された繊維の塊を、前記繊維分離ローラーの上方に前記エンドレスベルト上で運搬し、前記捕捉された塊を前記ベルトから解放し、前記ローラーによって接触し、分裂できるようにする工程と、
(iv)前記繊維のマットを、前記フォーミングボックスから前記フォーミングワイヤによって運び出す工程と、
(v)前記繊維のマットを圧縮し、前記繊維のマットをその圧縮された状態で拘束し、それによって、汚染防止要素を触媒コンバーターの前記ハウジング内に実装するのに好適な所望の厚さを有する実装マットを得る工程と、を含む、方法。
【請求項2】
有機結合剤を使用しないか、又は5重量%未満の有機結合剤を使用して、前記実装マットを作製する、請求項1に記載の実装マットの作製方法。
【請求項3】
前記方法は、膨張実装マットを製造するために、膨張材料を前記フォーミングボックスの中に供給する工程を更に含む、請求項1又は2に記載の実装マットの作製方法。
【請求項4】
非膨張実装マットを製造するために、膨張材料が前記フォーミングボックスの中に供給されないか、又は本質的に供給されない、請求項1又は2に記載の方法。
【請求項5】
前記繊維のマットは、前記圧縮の前、間及び/又は後に熱処理に供される、請求項1〜4のいずれか一項に記載の実装マットの作製方法。
【請求項6】
高分子繊維又は高分子粉末が、前記フォーミングボックスに更に投入され、前記高分子繊維又は高分子粉末は、前記熱処理の温度で融解又は軟化できる、請求項5に記載の方法。
【請求項7】
前記繊維のマットの圧縮の前記工程は、穿刺、ステッチボンディング、樹脂接着、圧力印加、及びそれらの組み合わせを含む、請求項1〜6のいずれか一項に記載の方法。
【請求項8】
前記無機繊維は、多結晶繊維、セラミック繊維、ガラス繊維、アルミナシリカ繊維、生体溶解性繊維、アニールされた多結晶繊維、アニールされたセラミック繊維、熱処理されたガラス繊維、及びそれらの組み合わせから選択される、請求項1〜7のいずれか一項に記載の方法。
【請求項9】
前記圧縮されたマットは浸透される、請求項1〜8のいずれか一項に記載の実装マットの作製方法。
【請求項10】
前記圧縮されたマットは、その反対側の主要面の一方又は両方にコーティングされる、請求項1〜9のいずれか一項に記載の実装マットの作製方法。
【請求項11】
前記繊維材料は、スクリム又は網目で補強される、請求項1〜10のいずれか一項に記載の実装マットの作製方法。
【請求項12】
前記方法の前記工程(i)〜(iv)を実施することによって第1の繊維のマットを形成する工程と、前記フォーミングワイヤ上に前記第1のマットが提供されている状態で前記工程(i)〜(iv)を繰り返すことによって少なくとも1つの第2の繊維のマットを前記第1のマット上に形成する工程と、前記第1及び第2の繊維のマットを有する実装を得るように、前記方法の前記工程(v)を行う工程と、を含む、請求項1〜11のいずれか一項に記載の方法。
【請求項13】
前記第1のマットは、前記第2のマットをその上に形成する前に前記方法の前記工程(v)を行うことによって圧縮される、請求項12に記載の方法。
【請求項14】
請求項1〜13のいずれか一項に記載の方法に従って実装マットを作製する工程と、前記実装マットを汚染防止要素と金属ハウジングとの間に配置することによって前記汚染防止要素を前記金属ハウジング内に実装する工程と、を含む、汚染防止装置の作製方法。
【請求項15】
ショット含有無機繊維内のショットの量を低減させる方法であって、
(i)フォーミングワイヤの上方に配置された開放底部を有するフォーミングボックスであって、ハウジング内の前記入口とハウジング底部との間で少なくとも1つの列で提供される複数個の繊維分離ローラーを有するフォーミングボックスの入口を通って前記ショット含有繊維を供給する、工程と、
(ii)前記繊維を前記複数個の繊維分離ローラーを通って送り出し、繊維及びショット粒子の混合物を生成する工程と、
(iii)繊維及びショット粒子の前記混合物を捕捉し、前記ショット粒子を前記繊維から分離する工程と、
(iv)前記繊維を前記フォーミングワイヤ上で捕捉し、前記繊維を前記フォーミングワイヤによって前記フォーミングボックスから運び出す工程と、を含む、方法。
【図1】

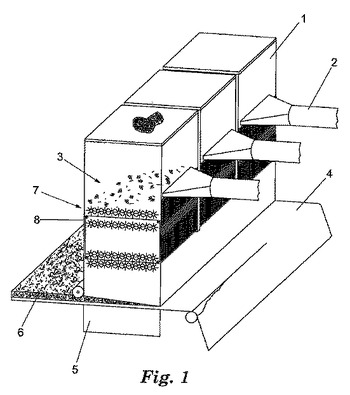
【図2】
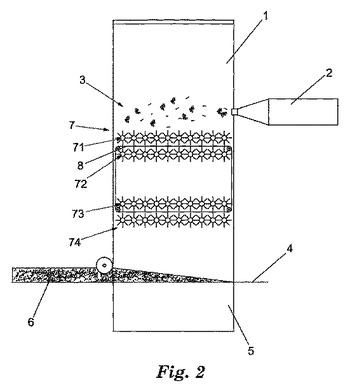
【図3】
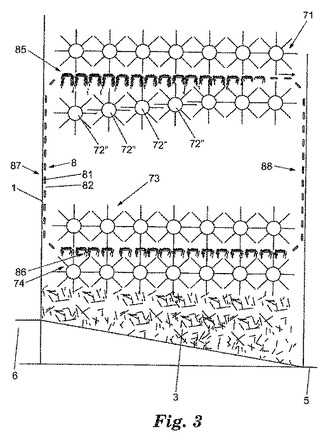
【図4】
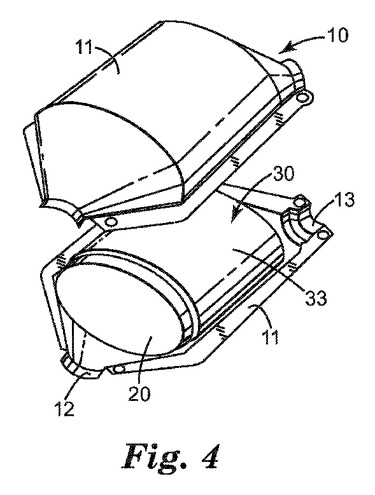
【図2】
【図3】
【図4】
【公表番号】特表2011−501017(P2011−501017A)
【公表日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願番号】特願2010−528971(P2010−528971)
【出願日】平成20年10月7日(2008.10.7)
【国際出願番号】PCT/US2008/079030
【国際公開番号】WO2009/048859
【国際公開日】平成21年4月16日(2009.4.16)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願日】平成20年10月7日(2008.10.7)
【国際出願番号】PCT/US2008/079030
【国際公開番号】WO2009/048859
【国際公開日】平成21年4月16日(2009.4.16)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]