
油吸着シートの表面処理方法及び油吸着シート

【課題】油吸着シート表面の毛羽、埃の発生を防止しつつ、熱溶融繊維の流出を防止することを目的とする。
【解決手段】綿繊維、カポック繊維及び熱溶融繊維を含む油吸着シートの表面処理方法であって、綿繊維をフィブリル化したフィブリル繊維を含む懸濁液を前記油吸着シートに噴射した後、前記油吸着シートを加熱することを特徴とする油吸着シートの表面処理方法。
【解決手段】綿繊維、カポック繊維及び熱溶融繊維を含む油吸着シートの表面処理方法であって、綿繊維をフィブリル化したフィブリル繊維を含む懸濁液を前記油吸着シートに噴射した後、前記油吸着シートを加熱することを特徴とする油吸着シートの表面処理方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、油を吸着するための油吸着シートの表面処理方法、油吸着シートに関する
【背景技術】
【0002】
タンカー事故などによる海洋流出油及び工場又は給油所などで生じた廃油は、放置すると環境汚染を招くため、速やかに回収する必要がある。これらの海洋流出油や廃油を回収する方法として、海洋流出油又は廃油中に油吸着シートを投下して、油吸着シートに含浸させることにより廃棄処理する方法が知られている。
【0003】
特許文献1には、疎水性または親油性の繊維を含む短繊維集合体から成り、前記短繊維集合体に綿繊維が80%以下含まれる油吸着材が開示されている。
【特許文献1】特開2004−89903号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上述の油吸着シートでは、油吸着シートの表面に多くの毛羽や埃が発生し、これらの毛羽や埃が運搬時、使用時に作業者の衣服に付着するおそれがある。また、作業者の周囲で毛羽や埃が舞い上がり、取り扱いが容易ではない。
【0005】
また、油吸着シート中の熱溶融繊維を溶融して熱融着させる際に、溶融繊維が油吸着シートの表面に流出するおそれがあり、場合によっては製品性能を損なうおそれがある。
【0006】
そこで、本願発明は、油吸着シート表面の毛羽、埃の発生を防止しつつ、熱溶融繊維の流出を防止することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本願発明の油吸着シートの表面処理方法は、綿繊維、カポック繊維及び熱溶融繊維を含む油吸着シートの表面処理方法であって、綿繊維をフィブリル化したフィブリル繊維を含む懸濁液を前記油吸着シートに噴射した後、前記油吸着シートを加熱することを特徴とする。
【0008】
前記フィブリル繊維の繊維長を、0.7mm以下に設定するのが好ましい。
【0009】
前記油吸着シートの加熱温度を、140〜150℃に設定するのが好ましい。
【0010】
回転ドラムに形成された多数の開口部を介して回転ドラムの内部に熱風を流入させることにより、前記懸濁液が吹き付けられた前記油吸着シートを前記回転ドラムに吸引させた状態で加熱処理するとよい。
【0011】
前記懸濁液は、前記フィブリル繊維及び水からなり、これらの混合比は前記フィブリル繊維:0.6質量%、水:99.4質量%であり、前記懸濁液の前記油吸着シートへの吹き付け量は100〜150g/m2に設定するとよい。
【0012】
上記課題を解決するために、本願発明の油吸着シートは、綿繊維、カポック繊維及び熱溶融繊維を含むシート状の油吸着部と、該油吸着部の表面を覆う、綿繊維をフィブリル化したフィブリル繊維からなるフィルムとを有する。
【0013】
前記フィブリル繊維の繊維長が、0.7mm以下に設定するのが好ましい。
【発明の効果】
【0014】
本願発明によれば、綿繊維をフィブリル化したフィブリル化繊維によって、油吸着シートの表面に不織布状の皮膜を形成することができる。これにより、油吸着シート表面の毛羽、埃の発生が防止され、油吸着シート内の溶融繊維の流出を防止することができる。
【発明を実施するための最良の形態】
【0015】
以下、図面を参照しながら、本発明の実施例である油吸着シートについて説明する。ここで、図1は油吸着シートの製造工程を示す工程図である。
【0016】
本実施例の油吸着シートは、綿繊維、カポック繊維及び熱溶融繊維を含む油吸着シートと、この油吸着シートを覆う、綿繊維をフィブリ化したフィブリル繊維からなるフィルム部材とから構成されており、海洋、河川に流出した油、工場内の機械製品から流出した油、タンクローリから道路上に流出した油、厨房などで使用された廃油を吸着するために使用される。
【0017】
フィブリル繊維からなるフィルム部材により、油吸着シート表面の毛羽立ちを抑制することができる。
【0018】
次に、図1〜図3を参照しながら、油吸着シートの製造方法を詳細に説明する。
【0019】
(ステップS101)
まず、ステップS101において、ベールオープナーを用いて握り拳大の大きさに原綿を開繊する。原綿には、紡績落ち綿(コーマ)を使用している。紡績落ち綿(コーマ)は、化学処理がされておらず、油吸着能力が高く、繊維長が短い。
【0020】
(ステップS102)
次に、ステップS101で開繊した綿、カポック繊維及び熱溶融繊維をマルチミキサに投入し、これらの各繊維の分布が概ね均一になるまで攪拌処理を行う。繊維の分布が均一化したかどうかは、目視により判断する。
【0021】
ここで、熱溶融繊維に適用される資材は、好ましくはポリプロピレン系、ポリエステル系の熱溶融繊維であり、より好ましくは結晶性ポリエステルからなる芯部分の周囲をポリエステルよりも融点の低いポリプロピレン、ポリエチレンなどで被覆した芯鞘型複合繊維である。
【0022】
また、綿、カポック繊維及び熱溶融繊維の配合割合は、好ましくは重量%で綿:20〜25%、カポック繊維:55〜60%、熱溶融繊維:20〜25%である。
【0023】
(ステップS103)
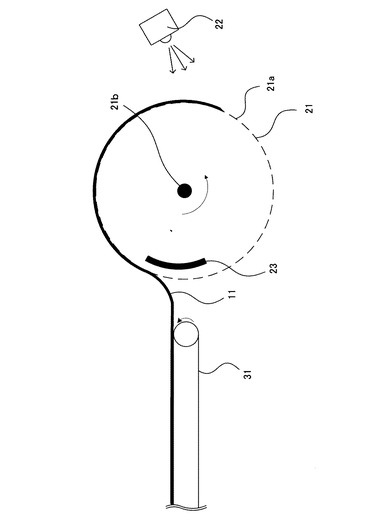
次に、ステップS102で得られた攪拌物を、図2に図示するフリースマシン13を用いてシート化する。
【0024】
フリースマシン13は、中空の回転ドラム21と、この回転ドラム21の内側に配置される不図示の吸引機とを有し、回転ドラム21の外周面には、多数の開口部21aが形成されている。これらの開口部21aは、回転ドラム21の表面にパンチング処理を施すことにより形成されている。
【0025】
回転ドラム21は、ドラム回転軸21bを回転軸として反時計周り方向(矢印方向)に等速回転する構成となっている。なお、ドラム回転軸21bに回転力を付与する駆動手段は省略して図示している。
【0026】
該吸引機が作動すると、回転ドラム21の外周面に形成された多数の開口部21aを通って、回転ドラム21の内部に常温の空気が導入される。
【0027】
回転ドラム21の近傍には、ステップS102で得られた攪拌物(攪拌液)を回転ドラム21の外周面に吹き付けるための攪拌物供給ノズル装置22が設けられている。
【0028】
また、回転ドラム21の内側には、邪魔板23が設けられており、この邪魔板23に対向する領域では、開口部21aを介して流入する空気の流量が抑制され、該吸引機による吸引力が他の領域よりも低くなっている。
【0029】
上述の構成において、攪拌物供給ノズル装置22を作動して、ステップS102で得られた攪拌物を回転ドラム21の外周面に吹き付けると、該攪拌物は、回転ドラム21の外周面に吸引され、シート化される(以下、シート化された攪拌物を油吸着シート11という)。
【0030】
ただし、この段階では油吸着シート11に熱処理を施していないため、油吸着シート11の成形性(シート形状を維持する強度)が低く、油吸着に用いることができない。
【0031】
回転ドラム21が更に回転すると、回転ドラム21上の油吸着シート11は、邪魔板23に対向する領域に進入し、該吸引機による吸引力の低下により、回転ドラム21から剥ぎ落ち、第1の搬送コンベア41の搬送路に落下する。
【0032】
(ステップS104)
ステップS104では、油吸着シート11を熱処理機51に搬送するとともに、油吸着シート11に懸濁液を吹き付ける。
【0033】
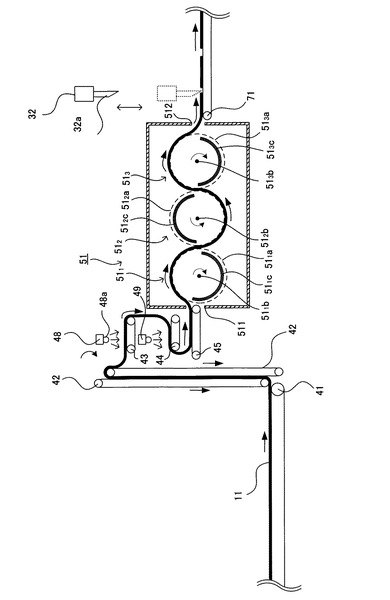
図3に図示するように、油吸着シート11を搬送する搬送部は、第1〜第5の搬送コンベア41〜45から構成されて、第1の搬送コンベア41は水平方向に延びており、第1の搬送コンベア41よりも下流に配置される第2の搬送コンベア42は上下方向に延びており、第2の搬送コンベア42よりも下流に配置される第3〜第5の搬送コンベア43〜45は水平方向に延びている。
【0034】
第2の搬送コンベア42は、油吸着シート11の板厚方向両側に配置されており、油吸着シート11をシートの板厚方向に圧縮した状態で上方に搬送する。このように、油吸着シート11をシートの板厚方向に圧縮した状態で搬送することにより、搬送途中で油吸着シート11が型崩れするのを防止できる。第2の搬送コンベア42の終端部に到達した油吸着シート11は、第3の搬送コンベア43に進入する。
【0035】
第3の搬送コンベア43の上方には、第1のスプレイ装置48が設置されており、この第1のスプレイ装置48から油吸着シート11の表面に毛羽立ちを抑えるための懸濁液が吹き付けられる。
【0036】
この懸濁液は、水とフィブリル化した綿繊維との混合液である。混合比は、好ましくは
質量%で水が99.0〜99.5%であり、フィブリル綿繊維が0.5〜1.0%である。フィブリル綿繊維の量が0.5%よりも低いと、油吸着シート11の毛羽立ちを十分に抑制できなくなり、1.0%よりも高いとフィブリル綿繊維の密度が高くなり隙間が少なくなるため、油吸着シート11の油吸着能力が低下するからである。
【0037】
また、フィブリル化された綿繊維の繊維長は、0.7mm以下である。ここで、フィブ
リル化するとは、綿繊維を縦方向に切り裂いて短繊維にすることを意味する。
【0038】
綿繊維をフィブリル化する装置としては、マスコロイダーを例示することができる。こ
のマスコロイダーは、上下一対の石臼から構成されており、上側の石臼は固定され、下側
の石臼は石臼の中心軸周りに水平方向に回転可能となっている。
【0039】
また、上側の石臼には、不図示の材料投入口が上下方向に延びて設けられており、この
材料投入口から綿帯の切片がマスコロイダー内に投入される。上側及び下側石臼の間隔は
20〜200μmに設定されており、上側の石臼の回転速度は、1200〜1800rp
mに速度制御される。
【0040】
第1のスプレイ装置48は、懸濁液を噴射するためのノズル部48aを有しており、ノ
ズル部48aの種類には、微霧発生ノズル、広角扇形ノズル、スプレーガン、リシガンを
例示することができる。
【0041】
ここで、これらのノズルを用いて、懸濁液の拭き付け実験を行い、ノズル部の目詰まり
について検証を行った。その結果を表1に示す。
【表1】

【0042】
連続吹き付けを3分間以上行っても目詰まりしない場合には、連続吹き付け性が良好であるとして◎で評価した。
【0043】
また、3分間の連続吹き付けは可能であるが、それを超えると目詰まりが生じる場合には、連続吹き付け性が概ね良好であるとして○で評価した。
【0044】
また、連続吹き付けが3分間に達する前に目詰まりを起こした場合には、連続吹き付け性が不良であるとして△で評価した。
【0045】
さらに、突きつけが全くできない場合には、吹き付けが不可能であるとして×で評価した。
【0046】
したがって、懸濁液の噴き付けを3分間以上行う場合には、広角扇形ノズル、シリガン、スプレーガンを使用できるが、微霧発生ノズルを使用することができない。
【0047】
また、広角扇形ノズルを使用する場合には、繊維長を0.5mm以下に設定する必要があり、スプレーガンを使用する場合には、繊維長を0.1mm以下に設定する必要があり、リシガンを使用する場合には、繊維長を0.5mm以下に設定する必要がある。
【0048】
また、懸濁液の吹き付け時間が3分以下である場合には、微霧発生ノズル以外は全ての種類のノズルを使用することができる。この場合、広角扇形ノズルを使用する場合には、繊維長を0.7mm以下に設定する必要があり、スプレーガンを使用する場合には、繊維長を0.2mm以下に設定する必要があり、リシガンを使用する場合には、繊維長を0.7mm以下に設定する必要がある。
【0049】
油吸着シート11への懸濁液の吹き付け量は、好ましくは100〜150g/m2である。吹き付け量が100g/m2よりも低いと、吹き付けむらが大きくなり、油吸着シートの毛羽立ちを十分に抑えることができない。吹き付け量が150g/m2よりも高いと、熱処理に時間がかかり、フィブリル繊維の密度の増加により油吸着性を低下させる。さらに、吹き付け量が高いと、第3及び第4の搬送ローラ43、45に懸濁液が付着して、メンテナンスが煩雑になる。
【0050】
第3の搬送コンベア43の終端部に到達した油吸着シート11は、表裏反転して第4の搬送コンベア44に進入する。
【0051】
第4の搬送コンベア44の上方には、第1のスプレイ装置48と同じ構成の第2のスプレイ装置49が設置されており、この第2のスプレイ装置49から油吸着シート11の裏面に懸濁液が吹き付けられる。懸濁液の説明は、上述したので省略する。第4の搬送コンベア44の終端部に到達した油吸着シート11は、表裏反転して第5の搬送コンベア45に進入する。
【0052】
このように、本実施例によれば、油吸着シート11を搬送させながら、懸濁液を供給しているため、効率良く油吸着シート11の表面を表面処理することができる。
【0053】
また、油吸着シート11の表面及び裏面の両面に懸濁液を吹き付けているため、油吸着シート11の略全体(シートの厚み方向に直交する方向の端面を除く)をフィルムで覆うことができる。
【0054】
第5の搬送コンベア45の下流端は、熱処理機51の始端側に形成されるシート導入口511に連通しており、第5の搬送コンベア45上の油吸着シート11はシート導入口511から熱処理機51の内部に進入する。
【0055】
ステップS105では、懸濁液が吹き付けられた油吸着シート11を加熱する。
【0056】
熱処理機51は、上流側から順に第1の熱処理ドラム511、第2の熱処理ドラム512及び第3の熱処理ドラム513を配置することにより構成される三段構造の熱処理機である。
【0057】
第1の熱処理ドラム511には、多数の熱風導入口511aが形成されており、第1のドラム回転軸511bを回転軸として時計周り方向に回転する構成となっている。第1の熱
処理ドラム511の内側には、不図示の熱風吸引機及び第1の邪魔板511cが配置されている。
【0058】
不図示の熱風吸引機を作動すると、熱風導入口511aを介して第1の熱処理ドラム511の内部に熱風が吸引される。
【0059】
第2の熱処理ドラム512には、多数の熱風導入口512aが形成されており、第2のドラム回転軸512bを回転軸として時計回り反対方向に回転する構成となっている。第2の熱処理ドラム512の内側には、不図示の熱風吸引機及び第2の邪魔板512cが配置されている。
【0060】
不図示の熱風吸引機を作動すると、熱風導入口512aを介して第2の熱処理ドラム512の内部に熱風が吸引される。
【0061】
第3の熱処理ドラム513には、多数の熱風導入口513aが形成されており、第3のドラム回転軸513bを回転軸として時計回り方向に回転する構成となっている。第3の熱処理ドラム513の内側には、不図示の熱風吸引機及び第3の邪魔板513cが配置されている。
【0062】
上述の構成において、熱処理機51に進入した油吸着シート11は、第1の熱処理ドラ
ム511の外周面に吸引され、加熱される。このとき第1の熱処理ドラム511の内部の温度は、油吸着シート11の熱溶融繊維の溶融温度よりも高い140〜150℃に昇温されている。
【0063】
なお、加熱温度を140〜150℃に設定した理由は、加熱温度がこれよりも低いと熱
溶融繊維が融点に達せず熱溶融しないからであり、加熱温度がこれよりも高いと熱溶融繊
維が過剰に熱溶融して熱処理ドラム511に付着するおそれがあるからである。
【0064】
第1の熱処理ドラム511が更に回転すると、第1の熱処理ドラム511上に形成された油吸着シート11は、第1の邪魔板511cに対向する領域に到達し、熱風吸引機による吸引力の低下により、第1の熱処理ドラム511から剥がれ、第2の熱処理ドラム512に吸引される。
【0065】
第2の熱処理ドラム512でも、第1の熱処理ドラム511と同様の熱処理が行われる。第2の熱処理ドラム512が更に回転すると、第2の熱処理ドラム512上に形成された油吸着シート11は、第2の邪魔板512cに対向する領域に到達し、熱風吸引機による吸引力の低下により、第2の熱処理ドラム512から剥がれ、第3の熱処理ドラム513に吸引される。
【0066】
第3の熱処理ドラム513でも、第1及び第2の熱処理ドラム511、512と同様の熱処理が行われる。第3の熱処理ドラム513が更に回転すると、第3の熱処理ドラム513上に形成された油吸着シート11は、第3の邪魔板513cに対向する領域に到達し、熱風吸引機による吸引力の低下により、第3の熱処理ドラム513から剥がれ、シート排出口512から排出され、最終搬送コンベア71に進入する。
【0067】
このように、第1〜第3の熱処理ドラム511〜513で順次油吸着シート11を加熱することにより、フィブリル化された微細な綿繊維は、徐々に水分を失って収縮しながら、互いに交絡し、油吸着シート11の表面にフィブリル繊維からなるフィルムを形成することができる。
【0068】
ここで、フィルムは、交絡した各フィブリル繊維の間には微小な隙間が形成されており、この隙間を介して油吸着シート11への油の流入を許容している。
【0069】
このように油吸着シート11を微小な隙間を有するフィルムで覆うことにより、油吸着
シート11の熱溶融繊維が第1〜第3の熱処理ドラム511〜513に溶出して、熱風導入口511a〜513aを塞ぐなどの不具合を無くすことができる。
【0070】
これにより、熱処理ドラム511〜513のメンテナンスを容易に行うことができる。
【0071】
また、フィルムにより油吸着シート11表面の毛羽立ちを抑えることができる。これにより、油吸着シート11の使用時に、油吸着シートの毛羽が埃となって周辺を舞うのを防止できる。
【0072】
また、フィブリル化した綿繊維と水とを混合した懸濁液を油吸着シート11に吹き付け
るとともに、この油吸着シート11を乾燥させることにより、油吸着シート11を覆うフ
ィルムを形成できるため、簡単な方法で油吸着シート11の毛羽立ちを抑制できる。
【0073】
さらに、フィルムには熱融着繊維が含まれていないため、熱処理ドラム511〜3の表面に熱溶融繊維が付着するのを防止できる。
【0074】
ステップS106では、加熱処理された油吸着シート11を空冷及び切断する。
【0075】
最終搬送コンベア71に進入した油吸着シート11は、搬送されながら空冷され、徐々
に熱溶融繊維が固まる。
【0076】
これにより、油吸着シート11の機械的強度を高めることができる。その結果、海洋中
の油を吸着することにより重くなった油吸着シート11を回収する際に、回収用のフック
により油吸着シート11が破れるなどの不具合を無くすことができる。
【0077】
最終搬送コンベア71の上方には、昇降移動可能な切断刃32aを有する切断部32が
設けられており、この切断刃32aを搬送コンベア31の搬送路に下降させることにより、搬送コンベア31上の油吸着シート11を最終製品の形に切断することができる。
【0078】
本実施例の油吸着シートは、浮遊性に優れており、油吸着後に海洋、河川内に沈むこと
なく浮遊し続ける。
【0079】
また、本実施例の油吸着シートは、油保持性に優れており、一旦吸着した油が外部に流
出しないように油を保持している。
【0080】
また、本実施例の油吸着シートは、水吸着性が低く、油吸着能力に優れている。
【図面の簡単な説明】
【0081】
【図1】油吸着シートの表面をフィルムで覆う方法を説明するための工程図である。
【図2】油吸着シートの製造装置の概略図である。
【図3】油吸着シートの表面に懸濁液を吹き付けるスプレイ装置と熱処理機との概略図である。
【符号の説明】
【0082】
11 油吸着シート
13 フリースマシン
21 回転ドラム
21a 開口部
21b ドラム回転軸
22 攪拌物供給ノズル装置
23 邪魔板
32 切断部
32a 切断刃
41〜45 第1〜第5の搬送ローラ
48 49 第1及び第2のスプレイ装置
51 熱処理機
511〜3 第1〜第4の熱処理ドラム
511〜3a 熱風導入口
511〜3b ドラム回転軸
511〜3c 邪魔板
71 最終搬送コンベア
511 シート導入口
512 シート排出口
【技術分野】
【0001】
本発明は、油を吸着するための油吸着シートの表面処理方法、油吸着シートに関する
【背景技術】
【0002】
タンカー事故などによる海洋流出油及び工場又は給油所などで生じた廃油は、放置すると環境汚染を招くため、速やかに回収する必要がある。これらの海洋流出油や廃油を回収する方法として、海洋流出油又は廃油中に油吸着シートを投下して、油吸着シートに含浸させることにより廃棄処理する方法が知られている。
【0003】
特許文献1には、疎水性または親油性の繊維を含む短繊維集合体から成り、前記短繊維集合体に綿繊維が80%以下含まれる油吸着材が開示されている。
【特許文献1】特開2004−89903号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上述の油吸着シートでは、油吸着シートの表面に多くの毛羽や埃が発生し、これらの毛羽や埃が運搬時、使用時に作業者の衣服に付着するおそれがある。また、作業者の周囲で毛羽や埃が舞い上がり、取り扱いが容易ではない。
【0005】
また、油吸着シート中の熱溶融繊維を溶融して熱融着させる際に、溶融繊維が油吸着シートの表面に流出するおそれがあり、場合によっては製品性能を損なうおそれがある。
【0006】
そこで、本願発明は、油吸着シート表面の毛羽、埃の発生を防止しつつ、熱溶融繊維の流出を防止することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本願発明の油吸着シートの表面処理方法は、綿繊維、カポック繊維及び熱溶融繊維を含む油吸着シートの表面処理方法であって、綿繊維をフィブリル化したフィブリル繊維を含む懸濁液を前記油吸着シートに噴射した後、前記油吸着シートを加熱することを特徴とする。
【0008】
前記フィブリル繊維の繊維長を、0.7mm以下に設定するのが好ましい。
【0009】
前記油吸着シートの加熱温度を、140〜150℃に設定するのが好ましい。
【0010】
回転ドラムに形成された多数の開口部を介して回転ドラムの内部に熱風を流入させることにより、前記懸濁液が吹き付けられた前記油吸着シートを前記回転ドラムに吸引させた状態で加熱処理するとよい。
【0011】
前記懸濁液は、前記フィブリル繊維及び水からなり、これらの混合比は前記フィブリル繊維:0.6質量%、水:99.4質量%であり、前記懸濁液の前記油吸着シートへの吹き付け量は100〜150g/m2に設定するとよい。
【0012】
上記課題を解決するために、本願発明の油吸着シートは、綿繊維、カポック繊維及び熱溶融繊維を含むシート状の油吸着部と、該油吸着部の表面を覆う、綿繊維をフィブリル化したフィブリル繊維からなるフィルムとを有する。
【0013】
前記フィブリル繊維の繊維長が、0.7mm以下に設定するのが好ましい。
【発明の効果】
【0014】
本願発明によれば、綿繊維をフィブリル化したフィブリル化繊維によって、油吸着シートの表面に不織布状の皮膜を形成することができる。これにより、油吸着シート表面の毛羽、埃の発生が防止され、油吸着シート内の溶融繊維の流出を防止することができる。
【発明を実施するための最良の形態】
【0015】
以下、図面を参照しながら、本発明の実施例である油吸着シートについて説明する。ここで、図1は油吸着シートの製造工程を示す工程図である。
【0016】
本実施例の油吸着シートは、綿繊維、カポック繊維及び熱溶融繊維を含む油吸着シートと、この油吸着シートを覆う、綿繊維をフィブリ化したフィブリル繊維からなるフィルム部材とから構成されており、海洋、河川に流出した油、工場内の機械製品から流出した油、タンクローリから道路上に流出した油、厨房などで使用された廃油を吸着するために使用される。
【0017】
フィブリル繊維からなるフィルム部材により、油吸着シート表面の毛羽立ちを抑制することができる。
【0018】
次に、図1〜図3を参照しながら、油吸着シートの製造方法を詳細に説明する。
【0019】
(ステップS101)
まず、ステップS101において、ベールオープナーを用いて握り拳大の大きさに原綿を開繊する。原綿には、紡績落ち綿(コーマ)を使用している。紡績落ち綿(コーマ)は、化学処理がされておらず、油吸着能力が高く、繊維長が短い。
【0020】
(ステップS102)
次に、ステップS101で開繊した綿、カポック繊維及び熱溶融繊維をマルチミキサに投入し、これらの各繊維の分布が概ね均一になるまで攪拌処理を行う。繊維の分布が均一化したかどうかは、目視により判断する。
【0021】
ここで、熱溶融繊維に適用される資材は、好ましくはポリプロピレン系、ポリエステル系の熱溶融繊維であり、より好ましくは結晶性ポリエステルからなる芯部分の周囲をポリエステルよりも融点の低いポリプロピレン、ポリエチレンなどで被覆した芯鞘型複合繊維である。
【0022】
また、綿、カポック繊維及び熱溶融繊維の配合割合は、好ましくは重量%で綿:20〜25%、カポック繊維:55〜60%、熱溶融繊維:20〜25%である。
【0023】
(ステップS103)
次に、ステップS102で得られた攪拌物を、図2に図示するフリースマシン13を用いてシート化する。
【0024】
フリースマシン13は、中空の回転ドラム21と、この回転ドラム21の内側に配置される不図示の吸引機とを有し、回転ドラム21の外周面には、多数の開口部21aが形成されている。これらの開口部21aは、回転ドラム21の表面にパンチング処理を施すことにより形成されている。
【0025】
回転ドラム21は、ドラム回転軸21bを回転軸として反時計周り方向(矢印方向)に等速回転する構成となっている。なお、ドラム回転軸21bに回転力を付与する駆動手段は省略して図示している。
【0026】
該吸引機が作動すると、回転ドラム21の外周面に形成された多数の開口部21aを通って、回転ドラム21の内部に常温の空気が導入される。
【0027】
回転ドラム21の近傍には、ステップS102で得られた攪拌物(攪拌液)を回転ドラム21の外周面に吹き付けるための攪拌物供給ノズル装置22が設けられている。
【0028】
また、回転ドラム21の内側には、邪魔板23が設けられており、この邪魔板23に対向する領域では、開口部21aを介して流入する空気の流量が抑制され、該吸引機による吸引力が他の領域よりも低くなっている。
【0029】
上述の構成において、攪拌物供給ノズル装置22を作動して、ステップS102で得られた攪拌物を回転ドラム21の外周面に吹き付けると、該攪拌物は、回転ドラム21の外周面に吸引され、シート化される(以下、シート化された攪拌物を油吸着シート11という)。
【0030】
ただし、この段階では油吸着シート11に熱処理を施していないため、油吸着シート11の成形性(シート形状を維持する強度)が低く、油吸着に用いることができない。
【0031】
回転ドラム21が更に回転すると、回転ドラム21上の油吸着シート11は、邪魔板23に対向する領域に進入し、該吸引機による吸引力の低下により、回転ドラム21から剥ぎ落ち、第1の搬送コンベア41の搬送路に落下する。
【0032】
(ステップS104)
ステップS104では、油吸着シート11を熱処理機51に搬送するとともに、油吸着シート11に懸濁液を吹き付ける。
【0033】
図3に図示するように、油吸着シート11を搬送する搬送部は、第1〜第5の搬送コンベア41〜45から構成されて、第1の搬送コンベア41は水平方向に延びており、第1の搬送コンベア41よりも下流に配置される第2の搬送コンベア42は上下方向に延びており、第2の搬送コンベア42よりも下流に配置される第3〜第5の搬送コンベア43〜45は水平方向に延びている。
【0034】
第2の搬送コンベア42は、油吸着シート11の板厚方向両側に配置されており、油吸着シート11をシートの板厚方向に圧縮した状態で上方に搬送する。このように、油吸着シート11をシートの板厚方向に圧縮した状態で搬送することにより、搬送途中で油吸着シート11が型崩れするのを防止できる。第2の搬送コンベア42の終端部に到達した油吸着シート11は、第3の搬送コンベア43に進入する。
【0035】
第3の搬送コンベア43の上方には、第1のスプレイ装置48が設置されており、この第1のスプレイ装置48から油吸着シート11の表面に毛羽立ちを抑えるための懸濁液が吹き付けられる。
【0036】
この懸濁液は、水とフィブリル化した綿繊維との混合液である。混合比は、好ましくは
質量%で水が99.0〜99.5%であり、フィブリル綿繊維が0.5〜1.0%である。フィブリル綿繊維の量が0.5%よりも低いと、油吸着シート11の毛羽立ちを十分に抑制できなくなり、1.0%よりも高いとフィブリル綿繊維の密度が高くなり隙間が少なくなるため、油吸着シート11の油吸着能力が低下するからである。
【0037】
また、フィブリル化された綿繊維の繊維長は、0.7mm以下である。ここで、フィブ
リル化するとは、綿繊維を縦方向に切り裂いて短繊維にすることを意味する。
【0038】
綿繊維をフィブリル化する装置としては、マスコロイダーを例示することができる。こ
のマスコロイダーは、上下一対の石臼から構成されており、上側の石臼は固定され、下側
の石臼は石臼の中心軸周りに水平方向に回転可能となっている。
【0039】
また、上側の石臼には、不図示の材料投入口が上下方向に延びて設けられており、この
材料投入口から綿帯の切片がマスコロイダー内に投入される。上側及び下側石臼の間隔は
20〜200μmに設定されており、上側の石臼の回転速度は、1200〜1800rp
mに速度制御される。
【0040】
第1のスプレイ装置48は、懸濁液を噴射するためのノズル部48aを有しており、ノ
ズル部48aの種類には、微霧発生ノズル、広角扇形ノズル、スプレーガン、リシガンを
例示することができる。
【0041】
ここで、これらのノズルを用いて、懸濁液の拭き付け実験を行い、ノズル部の目詰まり
について検証を行った。その結果を表1に示す。
【表1】
【0042】
連続吹き付けを3分間以上行っても目詰まりしない場合には、連続吹き付け性が良好であるとして◎で評価した。
【0043】
また、3分間の連続吹き付けは可能であるが、それを超えると目詰まりが生じる場合には、連続吹き付け性が概ね良好であるとして○で評価した。
【0044】
また、連続吹き付けが3分間に達する前に目詰まりを起こした場合には、連続吹き付け性が不良であるとして△で評価した。
【0045】
さらに、突きつけが全くできない場合には、吹き付けが不可能であるとして×で評価した。
【0046】
したがって、懸濁液の噴き付けを3分間以上行う場合には、広角扇形ノズル、シリガン、スプレーガンを使用できるが、微霧発生ノズルを使用することができない。
【0047】
また、広角扇形ノズルを使用する場合には、繊維長を0.5mm以下に設定する必要があり、スプレーガンを使用する場合には、繊維長を0.1mm以下に設定する必要があり、リシガンを使用する場合には、繊維長を0.5mm以下に設定する必要がある。
【0048】
また、懸濁液の吹き付け時間が3分以下である場合には、微霧発生ノズル以外は全ての種類のノズルを使用することができる。この場合、広角扇形ノズルを使用する場合には、繊維長を0.7mm以下に設定する必要があり、スプレーガンを使用する場合には、繊維長を0.2mm以下に設定する必要があり、リシガンを使用する場合には、繊維長を0.7mm以下に設定する必要がある。
【0049】
油吸着シート11への懸濁液の吹き付け量は、好ましくは100〜150g/m2である。吹き付け量が100g/m2よりも低いと、吹き付けむらが大きくなり、油吸着シートの毛羽立ちを十分に抑えることができない。吹き付け量が150g/m2よりも高いと、熱処理に時間がかかり、フィブリル繊維の密度の増加により油吸着性を低下させる。さらに、吹き付け量が高いと、第3及び第4の搬送ローラ43、45に懸濁液が付着して、メンテナンスが煩雑になる。
【0050】
第3の搬送コンベア43の終端部に到達した油吸着シート11は、表裏反転して第4の搬送コンベア44に進入する。
【0051】
第4の搬送コンベア44の上方には、第1のスプレイ装置48と同じ構成の第2のスプレイ装置49が設置されており、この第2のスプレイ装置49から油吸着シート11の裏面に懸濁液が吹き付けられる。懸濁液の説明は、上述したので省略する。第4の搬送コンベア44の終端部に到達した油吸着シート11は、表裏反転して第5の搬送コンベア45に進入する。
【0052】
このように、本実施例によれば、油吸着シート11を搬送させながら、懸濁液を供給しているため、効率良く油吸着シート11の表面を表面処理することができる。
【0053】
また、油吸着シート11の表面及び裏面の両面に懸濁液を吹き付けているため、油吸着シート11の略全体(シートの厚み方向に直交する方向の端面を除く)をフィルムで覆うことができる。
【0054】
第5の搬送コンベア45の下流端は、熱処理機51の始端側に形成されるシート導入口511に連通しており、第5の搬送コンベア45上の油吸着シート11はシート導入口511から熱処理機51の内部に進入する。
【0055】
ステップS105では、懸濁液が吹き付けられた油吸着シート11を加熱する。
【0056】
熱処理機51は、上流側から順に第1の熱処理ドラム511、第2の熱処理ドラム512及び第3の熱処理ドラム513を配置することにより構成される三段構造の熱処理機である。
【0057】
第1の熱処理ドラム511には、多数の熱風導入口511aが形成されており、第1のドラム回転軸511bを回転軸として時計周り方向に回転する構成となっている。第1の熱
処理ドラム511の内側には、不図示の熱風吸引機及び第1の邪魔板511cが配置されている。
【0058】
不図示の熱風吸引機を作動すると、熱風導入口511aを介して第1の熱処理ドラム511の内部に熱風が吸引される。
【0059】
第2の熱処理ドラム512には、多数の熱風導入口512aが形成されており、第2のドラム回転軸512bを回転軸として時計回り反対方向に回転する構成となっている。第2の熱処理ドラム512の内側には、不図示の熱風吸引機及び第2の邪魔板512cが配置されている。
【0060】
不図示の熱風吸引機を作動すると、熱風導入口512aを介して第2の熱処理ドラム512の内部に熱風が吸引される。
【0061】
第3の熱処理ドラム513には、多数の熱風導入口513aが形成されており、第3のドラム回転軸513bを回転軸として時計回り方向に回転する構成となっている。第3の熱処理ドラム513の内側には、不図示の熱風吸引機及び第3の邪魔板513cが配置されている。
【0062】
上述の構成において、熱処理機51に進入した油吸着シート11は、第1の熱処理ドラ
ム511の外周面に吸引され、加熱される。このとき第1の熱処理ドラム511の内部の温度は、油吸着シート11の熱溶融繊維の溶融温度よりも高い140〜150℃に昇温されている。
【0063】
なお、加熱温度を140〜150℃に設定した理由は、加熱温度がこれよりも低いと熱
溶融繊維が融点に達せず熱溶融しないからであり、加熱温度がこれよりも高いと熱溶融繊
維が過剰に熱溶融して熱処理ドラム511に付着するおそれがあるからである。
【0064】
第1の熱処理ドラム511が更に回転すると、第1の熱処理ドラム511上に形成された油吸着シート11は、第1の邪魔板511cに対向する領域に到達し、熱風吸引機による吸引力の低下により、第1の熱処理ドラム511から剥がれ、第2の熱処理ドラム512に吸引される。
【0065】
第2の熱処理ドラム512でも、第1の熱処理ドラム511と同様の熱処理が行われる。第2の熱処理ドラム512が更に回転すると、第2の熱処理ドラム512上に形成された油吸着シート11は、第2の邪魔板512cに対向する領域に到達し、熱風吸引機による吸引力の低下により、第2の熱処理ドラム512から剥がれ、第3の熱処理ドラム513に吸引される。
【0066】
第3の熱処理ドラム513でも、第1及び第2の熱処理ドラム511、512と同様の熱処理が行われる。第3の熱処理ドラム513が更に回転すると、第3の熱処理ドラム513上に形成された油吸着シート11は、第3の邪魔板513cに対向する領域に到達し、熱風吸引機による吸引力の低下により、第3の熱処理ドラム513から剥がれ、シート排出口512から排出され、最終搬送コンベア71に進入する。
【0067】
このように、第1〜第3の熱処理ドラム511〜513で順次油吸着シート11を加熱することにより、フィブリル化された微細な綿繊維は、徐々に水分を失って収縮しながら、互いに交絡し、油吸着シート11の表面にフィブリル繊維からなるフィルムを形成することができる。
【0068】
ここで、フィルムは、交絡した各フィブリル繊維の間には微小な隙間が形成されており、この隙間を介して油吸着シート11への油の流入を許容している。
【0069】
このように油吸着シート11を微小な隙間を有するフィルムで覆うことにより、油吸着
シート11の熱溶融繊維が第1〜第3の熱処理ドラム511〜513に溶出して、熱風導入口511a〜513aを塞ぐなどの不具合を無くすことができる。
【0070】
これにより、熱処理ドラム511〜513のメンテナンスを容易に行うことができる。
【0071】
また、フィルムにより油吸着シート11表面の毛羽立ちを抑えることができる。これにより、油吸着シート11の使用時に、油吸着シートの毛羽が埃となって周辺を舞うのを防止できる。
【0072】
また、フィブリル化した綿繊維と水とを混合した懸濁液を油吸着シート11に吹き付け
るとともに、この油吸着シート11を乾燥させることにより、油吸着シート11を覆うフ
ィルムを形成できるため、簡単な方法で油吸着シート11の毛羽立ちを抑制できる。
【0073】
さらに、フィルムには熱融着繊維が含まれていないため、熱処理ドラム511〜3の表面に熱溶融繊維が付着するのを防止できる。
【0074】
ステップS106では、加熱処理された油吸着シート11を空冷及び切断する。
【0075】
最終搬送コンベア71に進入した油吸着シート11は、搬送されながら空冷され、徐々
に熱溶融繊維が固まる。
【0076】
これにより、油吸着シート11の機械的強度を高めることができる。その結果、海洋中
の油を吸着することにより重くなった油吸着シート11を回収する際に、回収用のフック
により油吸着シート11が破れるなどの不具合を無くすことができる。
【0077】
最終搬送コンベア71の上方には、昇降移動可能な切断刃32aを有する切断部32が
設けられており、この切断刃32aを搬送コンベア31の搬送路に下降させることにより、搬送コンベア31上の油吸着シート11を最終製品の形に切断することができる。
【0078】
本実施例の油吸着シートは、浮遊性に優れており、油吸着後に海洋、河川内に沈むこと
なく浮遊し続ける。
【0079】
また、本実施例の油吸着シートは、油保持性に優れており、一旦吸着した油が外部に流
出しないように油を保持している。
【0080】
また、本実施例の油吸着シートは、水吸着性が低く、油吸着能力に優れている。
【図面の簡単な説明】
【0081】
【図1】油吸着シートの表面をフィルムで覆う方法を説明するための工程図である。
【図2】油吸着シートの製造装置の概略図である。
【図3】油吸着シートの表面に懸濁液を吹き付けるスプレイ装置と熱処理機との概略図である。
【符号の説明】
【0082】
11 油吸着シート
13 フリースマシン
21 回転ドラム
21a 開口部
21b ドラム回転軸
22 攪拌物供給ノズル装置
23 邪魔板
32 切断部
32a 切断刃
41〜45 第1〜第5の搬送ローラ
48 49 第1及び第2のスプレイ装置
51 熱処理機
511〜3 第1〜第4の熱処理ドラム
511〜3a 熱風導入口
511〜3b ドラム回転軸
511〜3c 邪魔板
71 最終搬送コンベア
511 シート導入口
512 シート排出口
【特許請求の範囲】
【請求項1】
綿繊維、カポック繊維及び熱溶融繊維を含む油吸着シートの表面処理方法であって、綿繊維をフィブリル化したフィブリル繊維を含む懸濁液を前記油吸着シートに噴射した後、前記油吸着シートを加熱することを特徴とする油吸着シートの表面処理方法。
【請求項2】
前記フィブリル繊維の繊維長が、0.7mm以下であることを特徴とする請求項1に記載の油吸着シートの表面処理方法。
【請求項3】
前記油吸着シートの加熱温度は、140〜150℃であることを特徴とする請求項1又は2に記載の油吸着シートの表面処理方法。
【請求項4】
回転ドラムに形成された多数の開口部を介して回転ドラムの内部に熱風を流入させることにより、前記懸濁液が吹き付けられた前記油吸着シートを前記回転ドラムに吸引させた状態で加熱処理することを特徴とする請求項1乃至3のうちいずれか一つに記載の油吸着シートの表面処理方法。
【請求項5】
前記懸濁液は、前記フィブリル繊維及び水からなり、これらの混合比は前記フィブリル繊維:0.6質量%、水:99.4質量%であり、前記懸濁液の前記油吸着シートへの吹き付け量は100〜150g/m2であることを特徴とする請求項1乃至4のうちいずれか一つに記載の油吸着シートの表面処理方法。
【請求項6】
綿繊維、カポック繊維及び熱溶融繊維を含むシート状の油吸着部と、
該油吸着部の表面を覆う、綿繊維をフィブリル化したフィブリル繊維からなるフィルムとを有することを特徴とする油吸着シート。
【請求項7】
前記フィブリル繊維の繊維長が、0.7mm以下であることを特徴とする請求項6に記載の油吸着シート。
【請求項1】
綿繊維、カポック繊維及び熱溶融繊維を含む油吸着シートの表面処理方法であって、綿繊維をフィブリル化したフィブリル繊維を含む懸濁液を前記油吸着シートに噴射した後、前記油吸着シートを加熱することを特徴とする油吸着シートの表面処理方法。
【請求項2】
前記フィブリル繊維の繊維長が、0.7mm以下であることを特徴とする請求項1に記載の油吸着シートの表面処理方法。
【請求項3】
前記油吸着シートの加熱温度は、140〜150℃であることを特徴とする請求項1又は2に記載の油吸着シートの表面処理方法。
【請求項4】
回転ドラムに形成された多数の開口部を介して回転ドラムの内部に熱風を流入させることにより、前記懸濁液が吹き付けられた前記油吸着シートを前記回転ドラムに吸引させた状態で加熱処理することを特徴とする請求項1乃至3のうちいずれか一つに記載の油吸着シートの表面処理方法。
【請求項5】
前記懸濁液は、前記フィブリル繊維及び水からなり、これらの混合比は前記フィブリル繊維:0.6質量%、水:99.4質量%であり、前記懸濁液の前記油吸着シートへの吹き付け量は100〜150g/m2であることを特徴とする請求項1乃至4のうちいずれか一つに記載の油吸着シートの表面処理方法。
【請求項6】
綿繊維、カポック繊維及び熱溶融繊維を含むシート状の油吸着部と、
該油吸着部の表面を覆う、綿繊維をフィブリル化したフィブリル繊維からなるフィルムとを有することを特徴とする油吸着シート。
【請求項7】
前記フィブリル繊維の繊維長が、0.7mm以下であることを特徴とする請求項6に記載の油吸着シート。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−259952(P2008−259952A)
【公開日】平成20年10月30日(2008.10.30)
【国際特許分類】
【出願番号】特願2007−103989(P2007−103989)
【出願日】平成19年4月11日(2007.4.11)
【出願人】(390037604)カクイ株式会社 (12)
【Fターム(参考)】
【公開日】平成20年10月30日(2008.10.30)
【国際特許分類】
【出願日】平成19年4月11日(2007.4.11)
【出願人】(390037604)カクイ株式会社 (12)
【Fターム(参考)】
[ Back to top ]