
治具台車搬送装置
【課題】作業者のペースではなく、必要なタクトで組付け作業を行える治具台車搬送装置の提供。
【解決手段】自走型搬送車1が移動して治具台車6の上下移動体34下部の揺動・係止体38が搬送装置8の上流側端部に当接し、揺動・係止体38が揺動すると共にAGV台車4の移動に伴って上下移動体34が上昇し、被嵌合部材31と嵌合部材36との嵌合が解かれてAGV台車4と治具台車6との連結が解かれ、搬送装置8上面に揺動・係止体38が係止して搬送装置8により治具台車6が搬送され、AGV台車4は単独移動する。搬送装置8による治具台車6よりAGV台車4の移動速度の方が速いため、AGV台車4は搬送装置8の下流寄り端部で停止して待機し、搬送装置8による治具台車6の搬送中に、作業者は治具台車6上でアッセンブリ製品を組立てる。
【解決手段】自走型搬送車1が移動して治具台車6の上下移動体34下部の揺動・係止体38が搬送装置8の上流側端部に当接し、揺動・係止体38が揺動すると共にAGV台車4の移動に伴って上下移動体34が上昇し、被嵌合部材31と嵌合部材36との嵌合が解かれてAGV台車4と治具台車6との連結が解かれ、搬送装置8上面に揺動・係止体38が係止して搬送装置8により治具台車6が搬送され、AGV台車4は単独移動する。搬送装置8による治具台車6よりAGV台車4の移動速度の方が速いため、AGV台車4は搬送装置8の下流寄り端部で停止して待機し、搬送装置8による治具台車6の搬送中に、作業者は治具台車6上でアッセンブリ製品を組立てる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、走行線に沿って移動するAGV台車とアッセンブリ製品を組立てるべく取付部品を載置して前記AGV台車により搬送される治具台車とで構成されて両者が切り離し・連結装置により切り離し及び連結が可能な自走型搬送車を備えた治具台車搬送装置に関するものである。
【背景技術】
【0002】
アッセンブリ製品を組立てるべく取付部品を載置する載置部材である載置箱を備え、走行線に沿って搬送する自走型搬送車は、例えば特許文献1に開示されている。この自走型搬送車において、走行線に沿って移動するAGV台車と、アッセンブリ製品を組立てるべく取付部品を載置する治具台車とに切り離す技術は、例えば特許文献2に開示されている。この特許文献2に開示する技術によれば、走行線に沿って自走型搬送車が移動して作業ステーションの手前位置に停止し、作業位置においてAGV台車と切り離された治具台車上で作業者がアッセンブリ製品を製造すべく取付部品の組付け作業を行い、この組付け作業を終えて前記手前位置にある自走型搬送車の指示スイッチを作動させると自走型搬送車がAGV台車と治具台車とが切り離され、スタートスイッチの操作に基づいてAGV台車のみ手前位置から前記作業位置まで前進して既に組付け作業が終了した治具台車と連結して、更に下流へと進むものである。
【特許文献1】特開2002−66849号公報
【特許文献2】特開2006−159370号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、AGV台車と治具台車との連結が解除されて、組付け作業終了後に、スタートスイッチを操作して切り離された治具台車のみを手前位置に残してAGV台車のみを移動させ、これにより既に作業位置にあって組付け作業が終了した治具台車にこの移動したAGV台車が連結して、更に下流へと進むこととなるものであるから、作業者のペースにより組付け作業がなされるものであって、生産性の向上は困難であった。
【0004】
そこで本発明は、作業者のペースではなく、必要なタクトで組付け作業を行える治具台車搬送装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
このため治具台車搬送装置に係る第1の発明は、走行線に沿って移動するAGV台車とアッセンブリ製品を組立てるべく取付部品を載置して前記AGV台車により搬送される治具台車とで構成されて両者が切り離し・連結装置により切り離し及び連結が可能な自走型搬送車と、組立作業領域に配設され前記自走型搬送車の移動に伴ってこの自走型搬送車から前記切り離し・連結装置により切り離された前記治具台車を受け継いで該治具台車を搬送するものであって搬送しながら作業者が前記アッセンブリ製品を組立てるための搬送速度が調節可能な搬送装置とから構成されたことを特徴とする。
【0006】
また治具台車搬送装置に係る第2の発明は、走行線に沿って移動するAGV台車とアッセンブリ製品を組立てるべく取付部品を載置して前記AGV台車により搬送される治具台車とで構成されて両者が切り離し・連結装置により切り離し及び連結が可能な自走型搬送車と、組立作業領域に配設され前記自走型搬送車の移動に伴ってこの自走型搬送車から前記切り離し・連結装置により切り離された前記治具台車を受け継いで該治具台車を搬送するものであって搬送しながら作業者が前記アッセンブリ製品を組立てるための搬送速度が調節可能な搬送装置とから構成され、前記自走型搬送車から前記切り離し・連結装置により切り離された前記治具台車を前記搬送装置が搬送し終えると、この搬送装置から前記治具台車から切り離された前記AGV台車が前記治具台車を受け継いで連結することを特徴とする。
【0007】
第3の発明は、治具台車搬送装置に係る第1又は第2の発明において、前記切り離し・連結装置は、前記AGV台車に設けられた被嵌合部材と、前記治具台車に上下動可能に設けられた上下動部材と、この上下動部材に設けられ前記AGV台車の移動に伴い前記搬送装置に当接すると前記上下動部材を上昇させると共に前記搬送装置に係止する係止体と、前記上下動部材が上昇した際に前記被嵌合部材との嵌合が解かれる嵌合部材とから構成されていることを特徴とする。
【0008】
第4の発明は、治具台車搬送装置に係る第1又は第2の発明において、前記切り離し・連結装置は、前記AGV台車に設けられた被嵌合部材と、前記治具台車に上下動可能に設けられた上下動部材と、この上下動部材に設けられ前記AGV台車の移動に伴い前記搬送装置に当接すると前記上下動部材を上昇させると共に前記搬送装置に係止する係止体と、前記上下動部材が上昇した際に前記被嵌合部材との嵌合が解かれる嵌合部材と、前期上下動部材に設けられて前記搬送装置による前記治具台車の移動に伴い前記AGV台車の被嵌合部材が下面を摺動しながら上昇する案内部材とを備え、前記AGV台車の被嵌合部材が下面を摺動しながら前記案内部材が上昇した後に前記摺動を終えて下降すると前記被嵌合部材に前記嵌合部材が嵌合することを特徴とする。
【発明の効果】
【0009】
本発明によれば、作業者のペースではなく、必要なタクトで組付け作業を行える治具台車搬送装置を提供することができるから、生産タクトの向上を図ることができる。
【発明を実施するための最良の形態】
【0010】
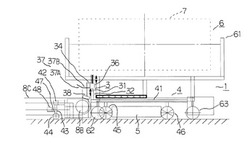
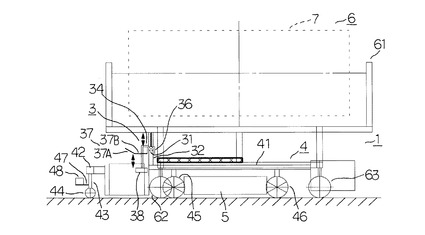
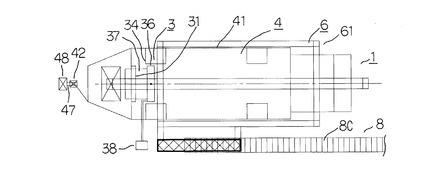
以下図面に基づき、治具台車搬送装置に係る本発明の実施の形態について説明する。1はAGV(Automated Guided Vehicle)から成る自走型搬送車で、床に付された磁気テープから成る閉ループの走行線を確認装置(図示せず)が確認しつつ走行線に沿って駆動装置5により移動し、また各ステーションで前記走行線とは別に付された停止コマンドテープを前記確認装置が確認すると、前記駆動装置5の駆動を停止させて自走型搬送車1は停止する。
【0011】
前記自走型搬送車1は、前記駆動装置5及び前記確認装置を備えたAGV台車4と、アッセンブリ製品を組立てるべく種々の取付部品を収納する上面開口せる箱状の部品載置箱7(部品載置部材である)を載置して前記AGV台車4により移動される治具台車6とから構成される。
【0012】
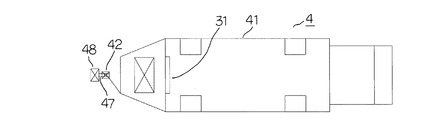
図2に示すように、前記AGV台車4はAGV台車本体41の先頭下部の左右中央にはベアリング42を介して回動する回動軸43の下端部に自在車輪44が固定されると共に、AGV台車本体41の中間下部には前部左右の2個の自在車輪45(駆動装置5により駆動される駆動車輪)が設けられ、また後部左右の2個の固定車輪46が設けられている。また、前記回動軸43の上下の中間位置に固定された取付部材47上に障害物を検出する障害物検出センサ(障害物検出装置)48が設けられている。この障害物検出センサ48が進行方向に障害物を検出すると、AGV台車4の駆動装置5を停止させる構成である。前記障害物検出センサ48は、例えば発光素子と受光素子とを備えて、当該検出センサ48から所定距離離れた場所に障害物がある場合には、その存在を検出することができるものである。
【0013】
更に、前記AGV台車本体41上には前記AGV台車4と治具台車6とを切り離したり連結したりするための切り離し・連結装置3の一方を構成するパイプ状の被嵌合部材31が前記AGV台車本体41に固定された支持部材32に設けられている。
【0014】
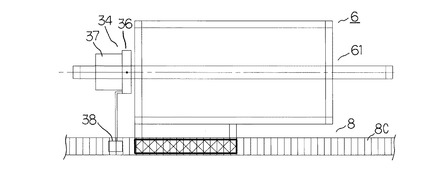
一方、前記治具台車6は側方から見ると概ねコ字形状に形成されて、その内部空間内に前記部品載置箱7を収納し、移動のための駆動源を持たず、前記治具台車本体61の中間下部には前部左右の2個の自在車輪62が設けられ、後部左右の2個の固定車輪63が設けられている。そして、前記治具台車本体61には前記切り離し・連結装置3の他方が設けられている。
【0015】
即ち、前記治具台車本体61に設けられた案内棒(図示せず)に案内されて上下移動可能な上下移動体34が設けられ、この上下移動体34の中間下部には前記AGV台車4の前記被嵌合部材31に上方から嵌合して係止する嵌合部材36が設けられ、自重により前記案内棒に案内されて上下移動体34が下降している状態で前記被嵌合部材31に嵌合部材36が嵌合すると前記AGV台車4と治具台車6とが連結した状態となる。そして、後述する搬送装置8の下流寄り端部で待機している前記AGV台車4に搬送されてきた治具台車6の移動に伴い、前記被嵌合部材31に嵌合部材36が嵌合し易くするために先端部が斜め上方に傾斜した傾斜面37Aと水平面37Bとが形成された案内部37が前記嵌合部材36前部に連続して配設される。なお、前記水平面37Bは必ずしも形成しなくともよい。
【0016】
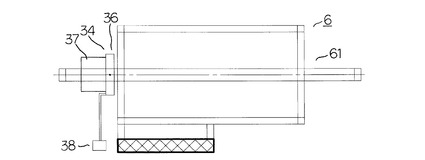
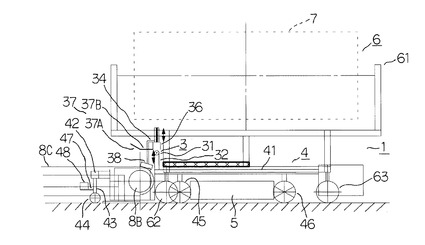
8は組立作業領域に配設される搬送装置で、前記自走型搬送車1の移動に伴ってこの自走型搬送車1から前記切り離し・連結装置3により切り離された前記治具台車6を受け継いで該治具台車6を搬送するものであって、この搬送装置8で治具台車6を搬送しながら作業者が前記アッセンブリ製品を組立てる。前記搬送装置8は搬送速度が調節可能であり、作業者が作業する際のペースを、作業者に任せるのではなく、ある程度の生産タクトの向上が図れるペースとなるように、図示しない調節装置により搬送速度が調節されている。
【0017】
前記搬送装置8は、回転速度が調節可能な駆動モータと、この駆動モータにより駆動される駆動スプロケット8Aと、従動スプロケット8Bと、両スプロケット8A、8B間に張架された搬送コンベア8Cとから構成されるが、これらで構成されたものを複数直列に接続して、治具台車6をより長く搬送する構成にしてもよい。
【0018】
なお、前述したように、前記AGV台車4と治具台車6とが連結した状態で移動して、前記治具台車6の前記上下移動体34の下部に支軸を介して揺動可能に設けられた揺動・係止体38が前記搬送装置8の上流側端部に当接すると、前記揺動・係止体38が揺動すると共に更に前記AGV台車4の移動に伴って前記案内棒に案内されて上下移動体34が上昇して、前記被嵌合部材31と嵌合部材36との嵌合が解かれ、前記AGV台車4と治具台車6との連結が解除されて切り離しした状態となり、前記上下移動体34の下降により搬送コンベア8C上面に揺動・係止体38が上方から係止して搬送コンベア8Cにより治具台車6が搬送されると共にAGV台車4はこれとは別個に独立して移動が可能となる。
【0019】
以上の構成により、以下動作について説明する。先ず、搭載エリアにおいて、前記AGV台車4と治具台車6とが連結した状態(図7及び図8参照)の前記自走型搬送車1上に載置された上面が開口せる箱状の部品載置箱7内に1つの前記アッセンブリ製品を組立てるべく種々の取付部品を作業者が搭載する。
【0020】
そして、予め搬送速度が調節された搬送装置8の近くに走行線に沿って前記自走型搬送車1が移動して来ることとなり、やがて前記治具台車6の前記上下移動体34の下部に設けられた揺動・係止体38が前記搬送装置8の上流側端部に当接すると(図9及び図10参照)、前記揺動・係止体38が揺動すると共に更に前記AGV台車4の移動に伴って前記案内棒に案内されて上下移動体34が上昇して、前記被嵌合部材31と嵌合部材36との嵌合が解かれ、前記AGV台車4と治具台車6との連結が解除されて切り離しした状態となり、前記上下移動体34の下降により搬送コンベア8C上面に揺動・係止体38が上方から係止して搬送コンベア8Cにより治具台車6が搬送されると共にAGV台車4はこれとは別個に独立して移動が可能となる(図11及び図12参照)。従って、搬送コンベア8Cの搬送速度で、治具台車6は移動することとなる(図13及び図14参照)。
【0021】
従って、搬送コンベア8Cによる治具台車6の搬送速度よりAGV台車4の移動速度の方が速いため、AGV台車4は搬送装置8の下流寄り端部で停止して待機することとなり、搬送装置8による治具台車6の搬送中に、作業者は移動する治具台車6の部品載置箱7内にある種々の取付部品を組付けてアッセンブリ製品を組立てる。
【0022】
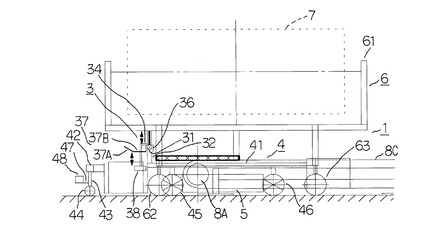
やがて、治具台車4が移動して、搬送装置8の下流寄り端部で待機している前記AGV台車4の前記被嵌合部材31に治具台車6の案内部37の傾斜面37Aが当接する。更に、治具台車6が移動すると傾斜面37Aが前記被嵌合部材31上を摺動しながら前記上下移動体34を上昇させながら移動することとなり、次に傾斜面37Aから水平面37Bが前記被嵌合部材31上を摺動しながら治具台車6が移動することとなり、やがて前記摺動を終えると上下移動体34が下降して嵌合部材36が被嵌合部材31に嵌合することとなる(図15及び図16参照)。
【0023】
すると、前記AGV台車4と治具台車6とが連結した状態となり、再び自走型搬送車1が下流へと、走行線に沿って移動することとなる。従って、搬送コンベア8Cによる搬送速度を調節することにより、作業者のペースではなく、必要なタクトで組付け作業が行えることとなる。
【0024】
そして、検査ステーションに到達すると、作業者が目視により及び検査装置により仕様書の仕様通りに取付部品が製品に正確に組み付けられたかの検査や外観の検査が行われ、次の出荷ステーションで作業者が自走型搬送車1から各取付部品が組み付けられたアッセンブリ製品を下し、保管場所に移す。そして、この保管場所から他の組立ラインの走行線に沿って搬送する自走型搬送車にこのアッセンブリ製品を所定の順序に従って積載して、走行線に沿ってこの自走型搬送車により搬送された製品は、他の製品に組付けられて最終完成品になる。
【0025】
以上本発明の実施形態について説明したが、上述の説明に基づいて当業者にとって種々の代替例、修正又は変形が可能であり、本発明はその趣旨を逸脱しない範囲で前述の種々の代替例、修正又は変形を包含するものである。
【図面の簡単な説明】
【0026】
【図1】AGV台車の側面図である。
【図2】AGV台車の平面図である。
【図3】治具台車の側面図である。
【図4】治具台車の平面図である。
【図5】搬送装置の側面図である。
【図6】搬送装置の平面図である。
【図7】AGV台車に治具台車が連結した状態の自走型搬送車の側面図である。
【図8】AGV台車に治具台車が連結した状態の自走型搬送車の平面図である。
【図9】治具台車の揺動・係止体が搬送装置の上流側端部に当接した状態の側面図である。
【図10】治具台車の揺動・係止体が搬送装置の上流側端部に当接した状態の平面図である。
【図11】AGV台車と治具台車との連結が解除された状態の自走型搬送車の側面図である。
【図12】AGV台車と治具台車との連結が解除された状態の自走型搬送車の平面図である。
【図13】搬送装置により治具台車が移動している状態の側面図である。
【図14】搬送装置により治具台車が移動している状態の平面図である。
【図15】搬送装置の下流寄り端部でAGV台車と治具台車とが連結した状態の自走型搬送車の側面図である。
【図16】搬送装置の下流寄り端部でAGV台車と治具台車とが連結した状態の自走型搬送車の平面図である。
【符号の説明】
【0027】
1 自走型搬送車
3 切り離し・連結装置
4 AGV台車
6 治具台車
8 搬送装置
8C 搬送コンベア
31 被嵌合部材
34 上下移動体
36 嵌合部材
37 案内部
37A 傾斜面
37B 水平面
38 揺動・係止体
【技術分野】
【0001】
本発明は、走行線に沿って移動するAGV台車とアッセンブリ製品を組立てるべく取付部品を載置して前記AGV台車により搬送される治具台車とで構成されて両者が切り離し・連結装置により切り離し及び連結が可能な自走型搬送車を備えた治具台車搬送装置に関するものである。
【背景技術】
【0002】
アッセンブリ製品を組立てるべく取付部品を載置する載置部材である載置箱を備え、走行線に沿って搬送する自走型搬送車は、例えば特許文献1に開示されている。この自走型搬送車において、走行線に沿って移動するAGV台車と、アッセンブリ製品を組立てるべく取付部品を載置する治具台車とに切り離す技術は、例えば特許文献2に開示されている。この特許文献2に開示する技術によれば、走行線に沿って自走型搬送車が移動して作業ステーションの手前位置に停止し、作業位置においてAGV台車と切り離された治具台車上で作業者がアッセンブリ製品を製造すべく取付部品の組付け作業を行い、この組付け作業を終えて前記手前位置にある自走型搬送車の指示スイッチを作動させると自走型搬送車がAGV台車と治具台車とが切り離され、スタートスイッチの操作に基づいてAGV台車のみ手前位置から前記作業位置まで前進して既に組付け作業が終了した治具台車と連結して、更に下流へと進むものである。
【特許文献1】特開2002−66849号公報
【特許文献2】特開2006−159370号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、AGV台車と治具台車との連結が解除されて、組付け作業終了後に、スタートスイッチを操作して切り離された治具台車のみを手前位置に残してAGV台車のみを移動させ、これにより既に作業位置にあって組付け作業が終了した治具台車にこの移動したAGV台車が連結して、更に下流へと進むこととなるものであるから、作業者のペースにより組付け作業がなされるものであって、生産性の向上は困難であった。
【0004】
そこで本発明は、作業者のペースではなく、必要なタクトで組付け作業を行える治具台車搬送装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
このため治具台車搬送装置に係る第1の発明は、走行線に沿って移動するAGV台車とアッセンブリ製品を組立てるべく取付部品を載置して前記AGV台車により搬送される治具台車とで構成されて両者が切り離し・連結装置により切り離し及び連結が可能な自走型搬送車と、組立作業領域に配設され前記自走型搬送車の移動に伴ってこの自走型搬送車から前記切り離し・連結装置により切り離された前記治具台車を受け継いで該治具台車を搬送するものであって搬送しながら作業者が前記アッセンブリ製品を組立てるための搬送速度が調節可能な搬送装置とから構成されたことを特徴とする。
【0006】
また治具台車搬送装置に係る第2の発明は、走行線に沿って移動するAGV台車とアッセンブリ製品を組立てるべく取付部品を載置して前記AGV台車により搬送される治具台車とで構成されて両者が切り離し・連結装置により切り離し及び連結が可能な自走型搬送車と、組立作業領域に配設され前記自走型搬送車の移動に伴ってこの自走型搬送車から前記切り離し・連結装置により切り離された前記治具台車を受け継いで該治具台車を搬送するものであって搬送しながら作業者が前記アッセンブリ製品を組立てるための搬送速度が調節可能な搬送装置とから構成され、前記自走型搬送車から前記切り離し・連結装置により切り離された前記治具台車を前記搬送装置が搬送し終えると、この搬送装置から前記治具台車から切り離された前記AGV台車が前記治具台車を受け継いで連結することを特徴とする。
【0007】
第3の発明は、治具台車搬送装置に係る第1又は第2の発明において、前記切り離し・連結装置は、前記AGV台車に設けられた被嵌合部材と、前記治具台車に上下動可能に設けられた上下動部材と、この上下動部材に設けられ前記AGV台車の移動に伴い前記搬送装置に当接すると前記上下動部材を上昇させると共に前記搬送装置に係止する係止体と、前記上下動部材が上昇した際に前記被嵌合部材との嵌合が解かれる嵌合部材とから構成されていることを特徴とする。
【0008】
第4の発明は、治具台車搬送装置に係る第1又は第2の発明において、前記切り離し・連結装置は、前記AGV台車に設けられた被嵌合部材と、前記治具台車に上下動可能に設けられた上下動部材と、この上下動部材に設けられ前記AGV台車の移動に伴い前記搬送装置に当接すると前記上下動部材を上昇させると共に前記搬送装置に係止する係止体と、前記上下動部材が上昇した際に前記被嵌合部材との嵌合が解かれる嵌合部材と、前期上下動部材に設けられて前記搬送装置による前記治具台車の移動に伴い前記AGV台車の被嵌合部材が下面を摺動しながら上昇する案内部材とを備え、前記AGV台車の被嵌合部材が下面を摺動しながら前記案内部材が上昇した後に前記摺動を終えて下降すると前記被嵌合部材に前記嵌合部材が嵌合することを特徴とする。
【発明の効果】
【0009】
本発明によれば、作業者のペースではなく、必要なタクトで組付け作業を行える治具台車搬送装置を提供することができるから、生産タクトの向上を図ることができる。
【発明を実施するための最良の形態】
【0010】
以下図面に基づき、治具台車搬送装置に係る本発明の実施の形態について説明する。1はAGV(Automated Guided Vehicle)から成る自走型搬送車で、床に付された磁気テープから成る閉ループの走行線を確認装置(図示せず)が確認しつつ走行線に沿って駆動装置5により移動し、また各ステーションで前記走行線とは別に付された停止コマンドテープを前記確認装置が確認すると、前記駆動装置5の駆動を停止させて自走型搬送車1は停止する。
【0011】
前記自走型搬送車1は、前記駆動装置5及び前記確認装置を備えたAGV台車4と、アッセンブリ製品を組立てるべく種々の取付部品を収納する上面開口せる箱状の部品載置箱7(部品載置部材である)を載置して前記AGV台車4により移動される治具台車6とから構成される。
【0012】
図2に示すように、前記AGV台車4はAGV台車本体41の先頭下部の左右中央にはベアリング42を介して回動する回動軸43の下端部に自在車輪44が固定されると共に、AGV台車本体41の中間下部には前部左右の2個の自在車輪45(駆動装置5により駆動される駆動車輪)が設けられ、また後部左右の2個の固定車輪46が設けられている。また、前記回動軸43の上下の中間位置に固定された取付部材47上に障害物を検出する障害物検出センサ(障害物検出装置)48が設けられている。この障害物検出センサ48が進行方向に障害物を検出すると、AGV台車4の駆動装置5を停止させる構成である。前記障害物検出センサ48は、例えば発光素子と受光素子とを備えて、当該検出センサ48から所定距離離れた場所に障害物がある場合には、その存在を検出することができるものである。
【0013】
更に、前記AGV台車本体41上には前記AGV台車4と治具台車6とを切り離したり連結したりするための切り離し・連結装置3の一方を構成するパイプ状の被嵌合部材31が前記AGV台車本体41に固定された支持部材32に設けられている。
【0014】
一方、前記治具台車6は側方から見ると概ねコ字形状に形成されて、その内部空間内に前記部品載置箱7を収納し、移動のための駆動源を持たず、前記治具台車本体61の中間下部には前部左右の2個の自在車輪62が設けられ、後部左右の2個の固定車輪63が設けられている。そして、前記治具台車本体61には前記切り離し・連結装置3の他方が設けられている。
【0015】
即ち、前記治具台車本体61に設けられた案内棒(図示せず)に案内されて上下移動可能な上下移動体34が設けられ、この上下移動体34の中間下部には前記AGV台車4の前記被嵌合部材31に上方から嵌合して係止する嵌合部材36が設けられ、自重により前記案内棒に案内されて上下移動体34が下降している状態で前記被嵌合部材31に嵌合部材36が嵌合すると前記AGV台車4と治具台車6とが連結した状態となる。そして、後述する搬送装置8の下流寄り端部で待機している前記AGV台車4に搬送されてきた治具台車6の移動に伴い、前記被嵌合部材31に嵌合部材36が嵌合し易くするために先端部が斜め上方に傾斜した傾斜面37Aと水平面37Bとが形成された案内部37が前記嵌合部材36前部に連続して配設される。なお、前記水平面37Bは必ずしも形成しなくともよい。
【0016】
8は組立作業領域に配設される搬送装置で、前記自走型搬送車1の移動に伴ってこの自走型搬送車1から前記切り離し・連結装置3により切り離された前記治具台車6を受け継いで該治具台車6を搬送するものであって、この搬送装置8で治具台車6を搬送しながら作業者が前記アッセンブリ製品を組立てる。前記搬送装置8は搬送速度が調節可能であり、作業者が作業する際のペースを、作業者に任せるのではなく、ある程度の生産タクトの向上が図れるペースとなるように、図示しない調節装置により搬送速度が調節されている。
【0017】
前記搬送装置8は、回転速度が調節可能な駆動モータと、この駆動モータにより駆動される駆動スプロケット8Aと、従動スプロケット8Bと、両スプロケット8A、8B間に張架された搬送コンベア8Cとから構成されるが、これらで構成されたものを複数直列に接続して、治具台車6をより長く搬送する構成にしてもよい。
【0018】
なお、前述したように、前記AGV台車4と治具台車6とが連結した状態で移動して、前記治具台車6の前記上下移動体34の下部に支軸を介して揺動可能に設けられた揺動・係止体38が前記搬送装置8の上流側端部に当接すると、前記揺動・係止体38が揺動すると共に更に前記AGV台車4の移動に伴って前記案内棒に案内されて上下移動体34が上昇して、前記被嵌合部材31と嵌合部材36との嵌合が解かれ、前記AGV台車4と治具台車6との連結が解除されて切り離しした状態となり、前記上下移動体34の下降により搬送コンベア8C上面に揺動・係止体38が上方から係止して搬送コンベア8Cにより治具台車6が搬送されると共にAGV台車4はこれとは別個に独立して移動が可能となる。
【0019】
以上の構成により、以下動作について説明する。先ず、搭載エリアにおいて、前記AGV台車4と治具台車6とが連結した状態(図7及び図8参照)の前記自走型搬送車1上に載置された上面が開口せる箱状の部品載置箱7内に1つの前記アッセンブリ製品を組立てるべく種々の取付部品を作業者が搭載する。
【0020】
そして、予め搬送速度が調節された搬送装置8の近くに走行線に沿って前記自走型搬送車1が移動して来ることとなり、やがて前記治具台車6の前記上下移動体34の下部に設けられた揺動・係止体38が前記搬送装置8の上流側端部に当接すると(図9及び図10参照)、前記揺動・係止体38が揺動すると共に更に前記AGV台車4の移動に伴って前記案内棒に案内されて上下移動体34が上昇して、前記被嵌合部材31と嵌合部材36との嵌合が解かれ、前記AGV台車4と治具台車6との連結が解除されて切り離しした状態となり、前記上下移動体34の下降により搬送コンベア8C上面に揺動・係止体38が上方から係止して搬送コンベア8Cにより治具台車6が搬送されると共にAGV台車4はこれとは別個に独立して移動が可能となる(図11及び図12参照)。従って、搬送コンベア8Cの搬送速度で、治具台車6は移動することとなる(図13及び図14参照)。
【0021】
従って、搬送コンベア8Cによる治具台車6の搬送速度よりAGV台車4の移動速度の方が速いため、AGV台車4は搬送装置8の下流寄り端部で停止して待機することとなり、搬送装置8による治具台車6の搬送中に、作業者は移動する治具台車6の部品載置箱7内にある種々の取付部品を組付けてアッセンブリ製品を組立てる。
【0022】
やがて、治具台車4が移動して、搬送装置8の下流寄り端部で待機している前記AGV台車4の前記被嵌合部材31に治具台車6の案内部37の傾斜面37Aが当接する。更に、治具台車6が移動すると傾斜面37Aが前記被嵌合部材31上を摺動しながら前記上下移動体34を上昇させながら移動することとなり、次に傾斜面37Aから水平面37Bが前記被嵌合部材31上を摺動しながら治具台車6が移動することとなり、やがて前記摺動を終えると上下移動体34が下降して嵌合部材36が被嵌合部材31に嵌合することとなる(図15及び図16参照)。
【0023】
すると、前記AGV台車4と治具台車6とが連結した状態となり、再び自走型搬送車1が下流へと、走行線に沿って移動することとなる。従って、搬送コンベア8Cによる搬送速度を調節することにより、作業者のペースではなく、必要なタクトで組付け作業が行えることとなる。
【0024】
そして、検査ステーションに到達すると、作業者が目視により及び検査装置により仕様書の仕様通りに取付部品が製品に正確に組み付けられたかの検査や外観の検査が行われ、次の出荷ステーションで作業者が自走型搬送車1から各取付部品が組み付けられたアッセンブリ製品を下し、保管場所に移す。そして、この保管場所から他の組立ラインの走行線に沿って搬送する自走型搬送車にこのアッセンブリ製品を所定の順序に従って積載して、走行線に沿ってこの自走型搬送車により搬送された製品は、他の製品に組付けられて最終完成品になる。
【0025】
以上本発明の実施形態について説明したが、上述の説明に基づいて当業者にとって種々の代替例、修正又は変形が可能であり、本発明はその趣旨を逸脱しない範囲で前述の種々の代替例、修正又は変形を包含するものである。
【図面の簡単な説明】
【0026】
【図1】AGV台車の側面図である。
【図2】AGV台車の平面図である。
【図3】治具台車の側面図である。
【図4】治具台車の平面図である。
【図5】搬送装置の側面図である。
【図6】搬送装置の平面図である。
【図7】AGV台車に治具台車が連結した状態の自走型搬送車の側面図である。
【図8】AGV台車に治具台車が連結した状態の自走型搬送車の平面図である。
【図9】治具台車の揺動・係止体が搬送装置の上流側端部に当接した状態の側面図である。
【図10】治具台車の揺動・係止体が搬送装置の上流側端部に当接した状態の平面図である。
【図11】AGV台車と治具台車との連結が解除された状態の自走型搬送車の側面図である。
【図12】AGV台車と治具台車との連結が解除された状態の自走型搬送車の平面図である。
【図13】搬送装置により治具台車が移動している状態の側面図である。
【図14】搬送装置により治具台車が移動している状態の平面図である。
【図15】搬送装置の下流寄り端部でAGV台車と治具台車とが連結した状態の自走型搬送車の側面図である。
【図16】搬送装置の下流寄り端部でAGV台車と治具台車とが連結した状態の自走型搬送車の平面図である。
【符号の説明】
【0027】
1 自走型搬送車
3 切り離し・連結装置
4 AGV台車
6 治具台車
8 搬送装置
8C 搬送コンベア
31 被嵌合部材
34 上下移動体
36 嵌合部材
37 案内部
37A 傾斜面
37B 水平面
38 揺動・係止体
【特許請求の範囲】
【請求項1】
走行線に沿って移動するAGV台車とアッセンブリ製品を組立てるべく取付部品を載置して前記AGV台車により搬送される治具台車とで構成されて両者が切り離し・連結装置により切り離し及び連結が可能な自走型搬送車と、組立作業領域に配設され前記自走型搬送車の移動に伴ってこの自走型搬送車から前記切り離し・連結装置により切り離された前記治具台車を受け継いで該治具台車を搬送するものであって搬送しながら作業者が前記アッセンブリ製品を組立てるための搬送速度が調節可能な搬送装置とから構成されたことを特徴とする治具台車搬送装置。
【請求項2】
走行線に沿って移動するAGV台車とアッセンブリ製品を組立てるべく取付部品を載置して前記AGV台車により搬送される治具台車とで構成されて両者が切り離し・連結装置により切り離し及び連結が可能な自走型搬送車と、組立作業領域に配設され前記自走型搬送車の移動に伴ってこの自走型搬送車から前記切り離し・連結装置により切り離された前記治具台車を受け継いで該治具台車を搬送するものであって搬送しながら作業者が前記アッセンブリ製品を組立てるための搬送速度が調節可能な搬送装置とから構成され、前記自走型搬送車から前記切り離し・連結装置により切り離された前記治具台車を前記搬送装置が搬送し終えると、この搬送装置から前記治具台車から切り離された前記AGV台車が前記治具台車を受け継いで連結することを特徴とする治具台車搬送装置。
【請求項3】
前記切り離し・連結装置は、前記AGV台車に設けられた被嵌合部材と、前記治具台車に上下動可能に設けられた上下動部材と、この上下動部材に設けられ前記AGV台車の移動に伴い前記搬送装置に当接すると前記上下動部材を上昇させると共に前記搬送装置に係止する係止体と、前記上下動部材が上昇した際に前記被嵌合部材との嵌合が解かれる嵌合部材とから構成されていることを特徴とする請求項1又は請求項2に記載の治具台車搬送装置。
【請求項4】
前記切り離し・連結装置は、前記AGV台車に設けられた被嵌合部材と、前記治具台車に上下動可能に設けられた上下動部材と、この上下動部材に設けられ前記AGV台車の移動に伴い前記搬送装置に当接すると前記上下動部材を上昇させると共に前記搬送装置に係止する係止体と、前記上下動部材が上昇した際に前記被嵌合部材との嵌合が解かれる嵌合部材と、前期上下動部材に設けられて前記搬送装置による前記治具台車の移動に伴い前記AGV台車の被嵌合部材が下面を摺動しながら上昇する案内部材とを備え、前記AGV台車の被嵌合部材が下面を摺動しながら前記案内部材が上昇した後に前記摺動を終えて下降すると前記被嵌合部材に前記嵌合部材が嵌合することを特徴とする請求項1又は請求項2に記載の治具台車搬送装置。
【請求項1】
走行線に沿って移動するAGV台車とアッセンブリ製品を組立てるべく取付部品を載置して前記AGV台車により搬送される治具台車とで構成されて両者が切り離し・連結装置により切り離し及び連結が可能な自走型搬送車と、組立作業領域に配設され前記自走型搬送車の移動に伴ってこの自走型搬送車から前記切り離し・連結装置により切り離された前記治具台車を受け継いで該治具台車を搬送するものであって搬送しながら作業者が前記アッセンブリ製品を組立てるための搬送速度が調節可能な搬送装置とから構成されたことを特徴とする治具台車搬送装置。
【請求項2】
走行線に沿って移動するAGV台車とアッセンブリ製品を組立てるべく取付部品を載置して前記AGV台車により搬送される治具台車とで構成されて両者が切り離し・連結装置により切り離し及び連結が可能な自走型搬送車と、組立作業領域に配設され前記自走型搬送車の移動に伴ってこの自走型搬送車から前記切り離し・連結装置により切り離された前記治具台車を受け継いで該治具台車を搬送するものであって搬送しながら作業者が前記アッセンブリ製品を組立てるための搬送速度が調節可能な搬送装置とから構成され、前記自走型搬送車から前記切り離し・連結装置により切り離された前記治具台車を前記搬送装置が搬送し終えると、この搬送装置から前記治具台車から切り離された前記AGV台車が前記治具台車を受け継いで連結することを特徴とする治具台車搬送装置。
【請求項3】
前記切り離し・連結装置は、前記AGV台車に設けられた被嵌合部材と、前記治具台車に上下動可能に設けられた上下動部材と、この上下動部材に設けられ前記AGV台車の移動に伴い前記搬送装置に当接すると前記上下動部材を上昇させると共に前記搬送装置に係止する係止体と、前記上下動部材が上昇した際に前記被嵌合部材との嵌合が解かれる嵌合部材とから構成されていることを特徴とする請求項1又は請求項2に記載の治具台車搬送装置。
【請求項4】
前記切り離し・連結装置は、前記AGV台車に設けられた被嵌合部材と、前記治具台車に上下動可能に設けられた上下動部材と、この上下動部材に設けられ前記AGV台車の移動に伴い前記搬送装置に当接すると前記上下動部材を上昇させると共に前記搬送装置に係止する係止体と、前記上下動部材が上昇した際に前記被嵌合部材との嵌合が解かれる嵌合部材と、前期上下動部材に設けられて前記搬送装置による前記治具台車の移動に伴い前記AGV台車の被嵌合部材が下面を摺動しながら上昇する案内部材とを備え、前記AGV台車の被嵌合部材が下面を摺動しながら前記案内部材が上昇した後に前記摺動を終えて下降すると前記被嵌合部材に前記嵌合部材が嵌合することを特徴とする請求項1又は請求項2に記載の治具台車搬送装置。
【図1】



【図2】
【図3】

【図4】
【図5】

【図6】
【図7】
【図8】

【図9】
【図10】

【図11】

【図12】

【図13】

【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2009−196038(P2009−196038A)
【公開日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願番号】特願2008−40430(P2008−40430)
【出願日】平成20年2月21日(2008.2.21)
【出願人】(000100366)しげる工業株式会社 (95)
【Fターム(参考)】
【公開日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願日】平成20年2月21日(2008.2.21)
【出願人】(000100366)しげる工業株式会社 (95)
【Fターム(参考)】
[ Back to top ]