
波形シート
【課題】吸収性物品に用いられている従来の表面シートよりも更に性能が向上した表面シートとして好適な波形シートを提供すること。
【解決手段】波形シート10は、それぞれ一方向に延びる複数の溝部11及び畝部12が不織布10’に形成されてなる。溝部11及び畝部12は互いに平行に且つ交互に配列している。溝部11はその延びる方向にわたりその底部11Aが平坦であると共に底部11Aに所定間隔をおいて複数の開孔13が形成されている。畝部12は、不織布10’がその裏面側から表面側に向けて凸状に隆起して形成されており、且つ隆起した部位の少なくとも基部12Aにおける不織布10’の裏面どうしが対向接触した状態になっていることが好ましい。
【解決手段】波形シート10は、それぞれ一方向に延びる複数の溝部11及び畝部12が不織布10’に形成されてなる。溝部11及び畝部12は互いに平行に且つ交互に配列している。溝部11はその延びる方向にわたりその底部11Aが平坦であると共に底部11Aに所定間隔をおいて複数の開孔13が形成されている。畝部12は、不織布10’がその裏面側から表面側に向けて凸状に隆起して形成されており、且つ隆起した部位の少なくとも基部12Aにおける不織布10’の裏面どうしが対向接触した状態になっていることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は不織布からなる波形シートに関する。また本発明は、波形シートの製造装置及び製造方法に関する。
【背景技術】
【0002】
本出願人は先に、シートの搬送方向に沿って、角錐や円錐形状の多数の凸状ピンを列状に有し、且つ該列が多列に並設している第1の押し型と、該多列の間に嵌入する突条部を有する第2押し型との間に、シートを介在させることにより、多数の立体穿孔を形成する立体穿孔シートの製造方法を提案した(特許文献1参照)。この方法によれば、畝部と溝部とが交互に配置され、溝部に開孔を有するシートを容易に製造することができる。
【0003】
前記の立体穿孔シートとは別に本出願人は先に、互いに非連続である多数の帯状の頂部と、該頂部間の空間にそれぞれ帯状に凹んで形成された多数の帯状の底部と、頂部及び底部をそれぞれ連結する帯状の壁部とから形成されており、底部に開孔部が設けられている吸収性物品の表面材を提案した(特許文献2参照)。この表面材は、熱可塑性樹脂のフィルムからなる。この表面材は、一旦吸収された液が肌側に戻りづらい液戻り防止性や、皮膚に滞留しないドライ性、装着時に違和感を感じさせない装着性、吸収された液の色が表面にあらわれないように隠す遮蔽性等を有するものである。
【0004】
【特許文献1】特開平6−330443号公報
【特許文献2】特開平5−317358号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の目的は、前述した従来技術のシートよりも更に性能の向上したシートを提供することにある。
【課題を解決するための手段】
【0006】
本発明は、それぞれ一方向に延びる複数の溝部及び畝部が不織布に形成されてなり、該溝部及び該畝部は互いに平行に且つ交互に配列しており、該溝部はその延びる方向にわたりその底部が平坦であると共に該底部に所定間隔をおいて複数の開孔が形成されている波形シートを提供するものである。
【0007】
また本発明は、前記の波形シートの好ましい製造装置として、それぞれ周方向に延びる複数本の突条部を有する第1のロールと、第1のロールの前記突条部間に挿入される突条部を有する第2のロールとを備え、
第1のロールの突条部における上面が、該突条部の延びる方向と直交する方向において平坦になっていると共に、該上面に、該突条部の延びる方向に沿って複数の穿孔ピンが所定間隔をおいて設けられており、
第1のロールと第2のロールとの噛み合い状態において両ロール間に導入された不織布を、両ロールの突条部どうしの噛み合いによって波形に賦形しつつ、第1のロールの突条部における前記上面によって押さえつけながら、前記穿孔ピンによって穿孔するようになされている波形シートの製造装置を提供するものである。
【0008】
また本発明は、前記の波形シートの好ましい製造方法として、周方向に延びる複数本の突条部を有し且つ該突条部における上面が該突条部の延びる方向と直交する方向において平坦になっていると共に該上面に該突条部の延びる方向に沿って複数の穿孔ピンが所定間隔をおいて設けられている第1のロールと、周方向に延び且つ第1のロールの前記突条部間に挿入される複数本の突条部を有する第2のロールとを噛み合わせた状態下に両ロール間に不織布を導入し、該不織布を、両ロールの突条部どうしの噛み合いによって波形に賦形しつつ、第1のロールの突条部における前記上面によって押さえつけながら、前記穿孔ピンによって穿孔する波形シートの製造方法を提供するものである。
【発明の効果】
【0009】
本発明の波形シートは、これを例えば吸収性物品の表面シートとして用いると、厚さ方向に加わる荷重に対して潰れ難くクッション性が良好であることや、肌との接触面積が低いことに起因して、さらっとした感触を有するものとなる。また、排泄された液が溝部に沿って一方向に拡散しやすく、液漏れが起こりにくくなる。更に、凹部の底部が平坦なので、その下に位置する吸収体等との部材との接触面積が高くなり、液の移行がスムーズになる。
【発明を実施するための最良の形態】
【0010】
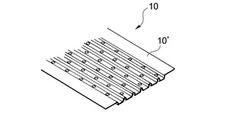
以下本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。図1ないし図3には、本発明の波形シートの一実施形態が示されている。本実施形態の波形シート10は不織布10’から構成されている。波形シート10は、不織布のみから構成されていてもよく、或いは不織布とそれ以外のシート材との複合材から構成されていてもよい。それ以外のシート材としては、例えば熱可塑性樹脂のフィルム等を用いることができる。
【0011】
不織布としては、従来公知の不織布を特に制限なく用いることができる。例えば、カード法により製造された熱融着性繊維ウエブを熱風処理して得られるエアスルー不織布、スパンボンド不織布、メルトブローン不織布、スパンレース不織布及びニードルパンチ不織布等の種々の不織布を、波形シート10の具体的な目的や用途に応じて適宜選択することができる。これらの不織布における繊維の結合手段に特に制限はなく、例えば、バインダーによる結合や熱融着による結合を用いることができる。また、繊維の結合に代えて、スパンレース不織布等のように繊維の機械的な絡合を利用してもよい。所望の特性、特に滑らかな肌触りや、柔らかさを顕著に実現するためには、不織布として、カード法により得られた熱融着性繊維ウエブを熱風処理し、強固な圧縮を与えずに不織布化したエアスルー不織布が最も好適に用いられる。
【0012】
不織布を構成する繊維の種類にも特に制限はない。波形シート10を例えば吸収性物品の構成部材として用いる場合、ポリエチレン(PE)、ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)のようなポリエステル及びナイロンのようなポリアミド等の合成繊維、レーヨン及びキュプラ等の再生セルロース繊維、並びにコットン等の天然繊維等を用いることができる。また、融点の高い繊維を芯とし且つ融点の低い繊維を鞘とした芯鞘型繊維やサイド−バイ−サイド型繊維、分割型繊維等の複合繊維等も好適に用いられる。これらの繊維は1種又は2種以上を使用することができる。繊維の長さは、不織布の製造方法に応じて適切に選択され、短繊維や長繊維を用いることができる。繊維の太さは、波形シート10の具体的な用途に応じて適切に選択される。一般には1.0〜11dtexのものを用いることができる。
【0013】
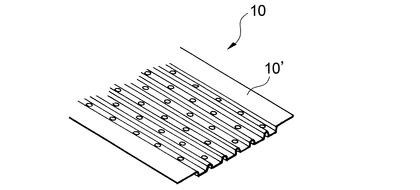
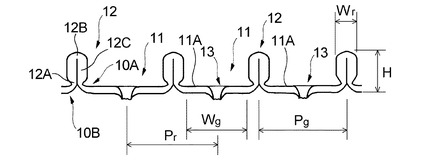
波形シート10を構成する不織布10’には、それぞれ一方向に延びる複数の溝部11及び複数の畝部12が形成されている。溝部11及び畝部12は互いに平行に且つ交互に配列している。溝部11は畝部12からの連続面で形成されている。畝部12は、不織布10’がその裏面10B側から表面10A側に向けて凸状に隆起することで形成されている。この隆起により形成された畝部12間が溝部11になっている。なお表面とは畝部12が突出している側の面をいい、裏面とは表面とは反対側の面をいう。波形シート10を吸収性物品の構成部材として用いる場合には、表面とは着用者の肌に近い側の面をいい、裏面とは着用者の肌から遠い側の面をいう。
【0014】
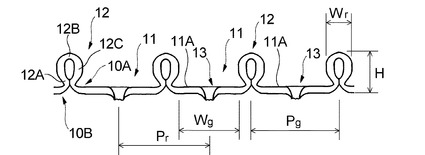
図3に示すように、溝部11及び畝部12の延びる方向と直交する方向の縦断面において、畝部12はその頂部が上に凸の滑らかな曲線を描いている。つまり、畝部12はその頂部が平坦になっていない。しかし、畝部12の頂部は、該畝部12の延びる方向(図3中、紙面と直交する方向)にわたって平坦になっている。一方、溝部11については、図3に示すように、溝部11及び畝部12の延びる方向と直交する方向の縦断面において、該溝部11の延びる方向(図3中、紙面と直交する方向)にわたりその底部11Aが平坦になっている。畝部12の頂部が上に凸の曲線を描くような形状になっていることは、波形シート10を例えば吸収性物品の表面シートとして用いた場合に、着用者の肌との接触面積を低減させ得る点から有利である。接触面積の低減は、着用者にさらっとした感触を与えるからである。一方、溝部11の底部11Aが平坦であることは、波形シート10を例えば吸収性物品の表面シートや中間シートとして用いた場合に、その下に位置する吸収体等との接触面積が高め得る点から有利である。接触面積が高まることで、波形シート10から吸収体等への液の移動がスムーズになるからである。なお吸収性物品における中間シートとは、表面シートと吸収体との間に配される液透過性のシートの総称である。中間シートは、サブレイヤーシートやセカンドシートとも呼ばれることがある。
【0015】
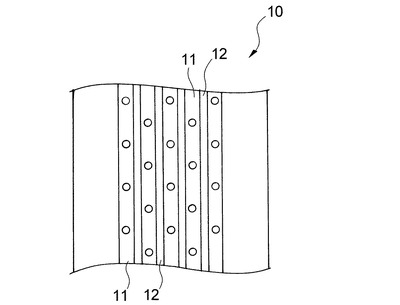
溝部11の底部11Aが平坦であることは上述のとおりであるところ、底部11Aには、溝部11の延びる方向にわたり所定間隔をおいて複数の開孔13が形成されている。したがって底部11Aにおいては、隣り合う開孔13の間が平坦になっている。底部11Aに開孔13が形成されていること、及び底部11Aにおける隣り合う開孔13の間が平坦になっていることで、波形シート10から吸収体等への液の移動が一層スムーズになる。また後述するように、畝部12は、厚み方向からの荷重によって潰れにくいものであることから、畝部12の倒伏ないし圧壊による開孔13の閉塞及びそれに起因する液透過の阻害は起こりにくい。
【0016】
図3に示すように、開孔13は、溝部11の幅方向のほぼ中央部に位置している。開孔13は波形シート10の表面10A側から裏面10B側に向かって延出する不織布によって取り囲まれて形成されている。そして、開孔13の内壁は、表面10Aからの連続面で形成されている。即ち、開孔12は、立体的な開孔である。開孔13が立体的になっていることで、波形シート10から吸収体等への液の移動が更に一層スムーズになる。立体的な開孔の態様としては、例えば、開孔13を取り囲む不織布が円筒状になっている開孔や、開孔13の径が表面10A側から裏面10B側に向かって漸次増加していく円錐状の開孔等が挙げられる。特に、開孔13の径が表面10A側から裏面10B側に向かって漸次減少していく逆円錐状の開孔が好ましい。
【0017】
開孔13は、それが立体的なものであるか、或いは平面的なものであるかを問わず、その開孔端における直径が0.5〜6.0mm、特に1.5〜6.0mmであることが、開孔13を通じた液の円滑な透過の点から好ましい。また、溝部11の延びる方向における隣り合う開孔13の中心間の距離は2〜30mm、特に5〜8mmであることが、隣り合う開孔13間に平坦な底部11Aを十分に広い面積をもって形成し得る点から好ましい。同様の観点から、溝部11の幅Wg(図3参照)に対する開孔13の前記直径の割合は 10〜80%、特に20〜50%であることが好ましい。なお、溝部11の幅Wgそれ自体は 1.0〜20mm、特に3.0〜12mmであることが、液の移行の点から好ましい。
【0018】
図3に示すように、溝部11及び畝部12の延びる方向と直交する方向の縦断面において、畝部12は、不織布10’がその裏面側から表面側に向けて凸状に隆起し且つ隆起した部位の少なくとも基部12Aにおける不織布10’の裏面10Bどうしが対向接触した状態になっている。そして、隆起した部位の内部が空洞になっている。その結果、畝部12は略Ω字状の断面形状をなしている。この形状は、波形シート10に対し、その厚さ方向へ荷重が加わったときに、畝部12が潰れにくくなる点から有利である。
【0019】
更に図3に示すように、畝部12は基部12Aと頂部12Bとの間に、これらに連なり且つ上方に向けて起立した起立部12Cを有する。そして、基部12Aを含めた底部11Aの厚みが起立部12Cの厚みよりも小さくなっており、基部12Aを含めた底部11Aの繊維量は起立部12Cの繊維量よりも少なくなっている。つまり、原料である不織布10’を構成する繊維のより分けが起こっている。その結果、上述した開孔13を通じての液の透過に加え、基部12A及び底部11Aを通じての液の透過も起こりやすくなる。このことは、波形シート10に液残りが生じにくくなる点から有利である。繊維のより分けは、後述する製造方法を採用することで容易に実現される。
【0020】
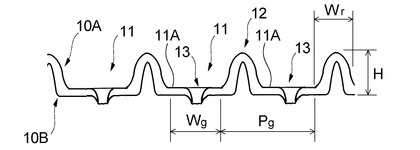
図3に示す実施形態の変形例として、図4に示す実施形態がある。図4に示す実施形態の波形シートの畝部12は、不織布10’がその裏面側から表面側に向けて凸状に隆起して形成されている。この点に関しては図3に示す実施形態と同様である。しかし、本実施形態においては、隆起した部位における不織布10’の裏面どうしが、該裏面の全域で対向接触している。その結果、畝部12の内部には空洞が存在していない。この点に関して本実施形態は図3に示す実施形態と相違する。そして本実施形態によれば、図3に示す実施形態の波形シートが奏する効果である畝部12が潰れにくくなるという効果が一層顕著なものとなる。この効果に加えて、本実施形態によれば、液の移行が一層良好になり、吸収性能も一層良好になるという効果が奏される。
【0021】
以上の構造を有する波形シート10は、後述する方法に従い首尾良く製造できるところ、当該方法によれば、図3及び図4に示す構造を有する波形シートに加え、図5に示す構造を有するものも製造することができる。図5に示す波形シートは、畝部12の構造が、図3及び図4に示す波形シートと相違する以外は、図3及び図4に示す波形シートと同様のものである。図5に示す畝部12は、不織布10’がその裏面側から表面側に向けて凸状に隆起して山形状に形成されている。隆起した部位における不織布10’の裏面どうしは対向接触していない。その結果、波形シート10の裏面側において畝部12の内部はその全体空洞になっている。本実施形態によれば、特許文献1及び2に記載のシートに比較して、クッション性が良好になり、また肌との接触面積が低くなるという利点がある。また本実施形態によれば、特許文献1及び2に記載のシートに比較して、溝部11の底部11Aが平坦であることに起因して、吸収体等との接触面積が増加するという利点がある。
【0022】
畝部12の構造が図3ないし図5の何れの場合であっても、波形シート10を吸収性物品の構成材料として用いる場合には、隣り合う畝部12,12間の距離Pgは、1.0〜15mm、特に2.0〜4.0mmであることが好ましい。また、隣り合う溝部11間の距離Prも同様に1.0〜15mm、特に2.0〜4.0mmであることが好ましい。また、畝部12の高さH(図3ないし図5参照)は1.0〜5.0mm、特に1.5〜3.0mmであることが好ましい。畝部12の幅Wr(図3ないし図5参照)は0.8〜4.0mm、特に1.0〜2.0mmであることが好ましい。
【0023】
波形シート10が不織布10’から構成されていることは上述のとおりであるところ、該不織布10’は単一のものでもよく、或いは少なくとも2層の不織布の積層体であってもよい。不織布10’が、少なくとも2層の不織布の積層体からなる場合、各不織布は嵩密度が互いに異なるものを用いることができる。例えば表面側に嵩密度の低い不織布を配し、且つ裏面側に嵩密度の高い不織布を配した積層体を用いることができる。或いは、表面側に嵩密度の高い不織布を配し、且つ裏面側に嵩密度の低い不織布を配した積層体を用いることができる。積層体における不織布の嵩密度を異ならせることで、波形シート10の厚さ方向に毛管力の勾配が生じる。それによって液の引き込み性や、液戻り防止性をコントロールすることが容易となる。不織布の嵩密度を異ならせるには、例えば(イ)同じ太さの繊維を用い、繊維間距離を異ならせる、(ロ)異なる太さの繊維を用い、繊維間距離を同じにする、(ハ)異なる太さの繊維を用い、繊維間距離も異ならせるなどの手段を採用すればよい。
【0024】
波形シート10が単一の不織布から構成されている場合と、2層以上の不織布から構成されている場合とを問わず、波形シート10は、その坪量が15〜60g/m2、特に 25〜45g/m2であることが好ましい。
【0025】
波形シート10は、生理用ナプキンや使い捨ておむつなどの吸収性物品の構成部材として好適に用いられる。この場合、吸収性物品における表面シートや中間シートとして波形シート10を用いることが好ましい。波形シート10を吸収性物品の構成部材として用いる場合、該シート10における畝部12突出面が、着用者の肌に対向するように該シート10は吸収性物品に組み込まれる。また、該シート10における溝部11及び畝部12延びる方向が、吸収性物品の長手方向と一致するように該シート10を吸収性物品に組み込むことも好ましい。これによって、排泄された液が波形シート10の溝部11に沿って吸収性物品の前後方向へ導かれやすくなる。このことは、横漏れが起こりにくくなるという点で有利であるばかりでなく、吸収体の全域を有効に利用し得る点からも有利である。
【0026】
また波形シート10は、吸収性物品の構成部材として用いられる他、対人用のワイパー、対物用のワイパー、ペット用トイレの表面シート、蒸気の発生を伴うか又は伴わない温熱具の表面シート等としても好適に用いられる。
【0027】
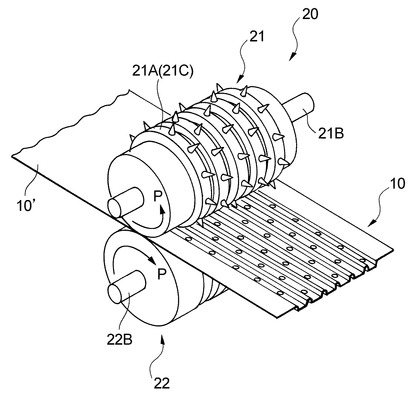
次に、波形シート10の好適な製造方法について説明する。図6及び図7には、波形シート10の製造に好適に用いられる装置が示されている。この装置20は、それぞれ周方向に延びる複数本の突条部21Aを有する第1のロール21と、第1のロール21の突条部21A,21A間に挿入される突条部22Aを有する第2のロール22とを備えている。
【0028】
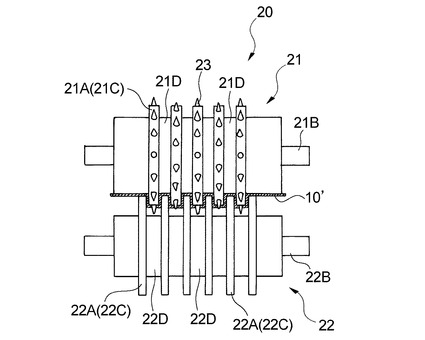
第1のロール21においては、隣り合う突条部21A間に、第2のロール22における突条部22Aが嵌入する程度の隙間が設けられている。第1のロール21の突条部21Aは、該ロール21の回転軸21Bの周囲に固定された円板21Cの周縁部から形成されている。突条部21A間の隙間は、隣り合う2つの円板21Cの間に、円盤21Cよりも小径である円板状のスペーサ21Dを介在させることで形成されている。円板21C及びスペーサ21Dの中心部には、回転軸21Bの挿通孔(図示せず)が形成されており、円板21C及びスペーサ21D自体は環状になっている。円板21C及びスペーサ21Dは、回転軸21Bの軸長方向に重ね合わされ、該回転軸21Bに、図示しない公知の固定手段(締結部材等)によって固定されている。
【0029】
第2のロール22は、波形シート10の原料である不織布10’を挟んで第1のロール21と対向して配される。第2のロール22は、上述した第1のロール21と同様の構造を有している。即ち、突条部22A、回転軸22B、突条部22Aを構成する円板22C、スペーサ22Dを有している。第2のロール22の構造に関しては、第1のロール21の構造に関しての説明が適用される。第1のロール21及び/又は第2のロール22の回転軸には、カートリッジヒータの挿入孔(図示せず)が形成されている。該挿入孔にカートリッジヒータを挿入設置してこれを加熱することにより、突条部21A,22Aが加熱可能になされている。
【0030】
装置20においては、第1のロール21の突条部21Aどうしのピッチと、第2のロール22の突条部22Aどうしのピッチとは同じになっている。しかし、突条部21Aの高さと、突条部22Aの高さは異なっている。また、突条部21Aの幅と突条部22Aの幅も異なっている。更に、突条部21Aにのみ、その上面に穿孔ピン23が設けられている。突条部22Aには穿孔ピンは設けられていない。
【0031】
突条部21Aに設けられている穿孔ピン23について更に説明すると、該ピン23は、突条部21Aの上面において該突条部21Aの延びる方向に沿って所定間隔をおいて複数設けられている。穿孔ピン23は、その先端に向かうに連れて細くなっている錐体状の形状をしている。各突条部21Aにおける穿孔ピン23の間隔は同じでもよく或いは異なっていてもよい。また、ロール21の幅方向に沿ってみたとき、各突条部21Aにおける穿孔ピン23は同位置に位置していてもよく、或いは位置していなくてもよい。
【0032】
突条部21Aにおいては、その上面が、該突条部21Aの延びる方向と直交する方向において平坦になっている。突条部21Aの上面が平坦になっていることの利点については後述する。
【0033】
以上の構造を有する装置20を用いた波形シート10の製造方法について説明すると、第1及び第2のロール21,22を噛み合い状態にして、図6中の矢印Pで示す方向に回転させる。そして回転する両ロール21,22間に、公知の搬送手段により搬送した不織布10’を導入する。不織布10’としては、両ロール21,22の幅と同等かそれによりも幅広のものを用いる。
【0034】
第1及び第2のロール21,22間に導入された不織布10’は、第1のロール21の突条部21Aと、第1のロール21の突条部21A,21A間に挿入される第2のロール22の突条部22Aとによる噛み合いにより、不織布10’の幅方向にわたって波形に賦形される。この場合、突条部21Aによる突き出しで、波形シート10における溝部11が形成され、また突条部22Aによる突き出しで畝部12が形成される。不織布10’が首尾良く波形に賦形される条件は、先に述べた特許文献1に記載の条件と同様である。例えば第1及び第2のロール21,22の突条部21A,22Aの配置、それらの相対的な位置関係、穿孔ピン23の加熱等、特に詳述しない点は、特許文献1の方法又は装置と同様とすることができる。
【0035】
両ロール21,22の突条部21A,22Aどうしの噛み合いによって不織布10’を波形に賦形しつつ、突条部21Aの上面に設けられた穿孔ピン23によって該不織布10’を穿孔する。不織布10’の穿孔の状態は図7に示すとおりである。互いに噛み合った状態の突条部21A,22Aによって、幅方向にテンションが加えられた状態の不織布10’に穿孔ピン23が貫通する。穿孔ピン23の貫通の程度は、突条部21A,22Aの噛み合いの程度によって調整される。この噛み合いの程度を適切に調整することで、穿孔ピン23による穿孔を、突条部21Aの上面によって不織布10’を押さえつけながら行うことができる。上述したように突条部21Aの上面は平坦であることから、該上面によって不織布10’を押さえつけながら該不織布10’を穿孔することで、不織布10’のうち該上面に当接している部分が平らに成形される。その結果、得られる波形シート10における溝部11の底部11Aが平坦なものとなる。しかも、穿孔により形成される開孔13はその形状が立体的なものとなる。
【0036】
不織布10’を突条部21Aの上面によって首尾良く押さえつけるためには、第1及び第2のロール21,22を、不織布10’を構成する樹脂の融点以下の温度で加熱し、不織布10’にテンションを与えながら搬送、導入することが好ましい。また第1のロール21の周面に抱きかかえるように不織布10’を搬送することで成形性が良くなるので好ましい。この場合、抱き角は30〜180度に設定することが好ましい。
【0037】
本製造方法に用いられる装置20においては、穿孔ピン23が設けられている突条部21Aの幅よりも、穿孔ピンの設けられていない突条部22Aの幅の方が小さくなっている。突条部22Aによる突き出しで波形シート10における畝部12が形成されることは上述のとおりであるところ、該突条部22Aを幅狭にすることで、図3や図5に示す構造の畝部12を首尾良く形成することが可能となる。
【実施例】
【0038】
以下、実施例により本発明を更に詳細に説明する。しかしながら本発明の範囲はかかる実施例に制限されない。
【0039】
〔実施例1〕
(1)原反不織布の製造
繊維径2.2dtexの芯鞘型複合繊維(芯がポリエチレンテレフタレート、鞘がポリエチレン、容積比40/60)をカード機に通しウエッブとした。このウエッブに136℃の熱風を吹き付けて繊維間を融着させた。これによりエアスルー不織布(40g/m2)を製造した。
【0040】
(2)波形シートの製造
前記のエアスルー不織布を原料として用い、図6及び図7に示す装置によって図1に示す波形シートを製造した。製造条件は次のとおりである。第1のロール21における突条部21Aの高さは1.7mm、直径は約150mmであった。突条部21Aの表面には、ロールの周方向に沿って穿孔ピン23を一定間隔をおいて配置した。穿孔ピン23のピン径は1.5mm(ピン底面径)であった。周方向における穿孔ピン23間のピッチは7mmであった。突条部21Aのピッチは2.2mmであった。一方、第2のロール22における突条部22Aのピッチは2.2mmであった。第1及び第2のロール21,22ともに125℃に加熱しておいた。
【0041】
〔比較例1〕
特許文献1の図8に示される装置を用い、同文献の段落〔0012〕に記載の方法に従い立体開孔シートを製造した。製造条件は次のとおりである。ピンロールは、円錐形状の多数の凸条ピンを周縁部に有するピン円盤を重ね合わせて形成されている。凸条ピンの高さは10mm、円錐部の高さは2.5mm、ピン径(ピン底面径)は1.5mmであった。ピン円盤の直径は約140mmで、ピッチは2.2mmであった。ピン円盤の周方向に沿う凸条ピンのピッチは5mmであった。ピンロールと組み合わせて用いられる突条ロールにおける突条円盤の直径は約140mmで、ピッチは2.2mmであった。ピンロール及び突条ロールはともに125℃に加熱しておいた。
【0042】
〔評価〕
実施例及び比較例で得られたシートについて、液拡がり面積の縦横比、圧縮剛さ、圧縮仕事量、及び圧縮回復率を以下の方法で測定した。その結果を以下の表1に示す。
【0043】
〔液拡がり面積の縦横比〕
花王株式会社製の生理用ナプキンであるロリエ(登録商標)さらさらクッション(販売名:ロリエNv−114)の表面シートを、ナプキンの縁部に沿って切り取り吸収体を露出させた。この吸収体を水平に置き、実施例又は比較例で得られたシートを載せた。その上に直径1cmの注入口のついた円筒付きのアクリル板を載置した。このときナプキンにかかる圧力は1.1g/cm2であった。次いで注入口に脱繊維馬血5gを注入し、その後5分間放置してからアクリル板を取り除いた。このときシートに広がった脱繊維馬血の、ナプキン長手方向の長さ、及び長手方向と直角する方向(以下、幅方向という)の長さをそれぞれ測定した。測定により得られた長手方向の長さ/幅方向の長さの値を、液拡がり面積の縦横比とした。
【0044】
〔圧縮剛さ、圧縮仕事量、圧縮回復率〕
カトーテック株式会社製の自動化圧縮試験機KESFB3−AUTO−Aを使用した。SENS:2、最大荷重50gf/cm2、測定速度50sec/mm、加圧板面積2cm2の条件下で測定した。
【0045】
【表1】

【0046】
表1に示す結果から明らかなように、実施例のシートは、比較例のシートに比べ液拡がり面積の縦横比が大きく、溝部の延びる方向に液が導かれやすいことが判る。また、圧縮剛さ及び圧縮仕事量に関しては、実施例のシートと比較例のシートとはほぼ同等であり、両者の柔軟性はほぼ同等であると評価できるが、圧縮に対する回復性に関しては、実施例のシートの方が比較例のシートよりも良好であることが判る。
【図面の簡単な説明】
【0047】
【図1】本発明の波形シートの一実施形態を示す斜視図である。
【図2】図1に示す波形シートの平面図である。
【図3】図1に示す波形シートの、溝部及び畝部の延びる方向と直交する方向における縦断面図である。
【図4】図1に示す波形シートの、溝部及び畝部の延びる方向と直交する方向における別の縦断面図である。
【図5】図1に示す波形シートの、溝部及び畝部の延びる方向と直交する方向における更に別の縦断面図である。
【図6】図1に示す波形シートの製造装置を示す斜視図である。
【図7】図6に示す装置によるシートの加工状態を示す模式図である。
【符号の説明】
【0048】
10 波形シート
10’ 不織布
11 溝部
11A 底部
12 畝部
13 開孔
【技術分野】
【0001】
本発明は不織布からなる波形シートに関する。また本発明は、波形シートの製造装置及び製造方法に関する。
【背景技術】
【0002】
本出願人は先に、シートの搬送方向に沿って、角錐や円錐形状の多数の凸状ピンを列状に有し、且つ該列が多列に並設している第1の押し型と、該多列の間に嵌入する突条部を有する第2押し型との間に、シートを介在させることにより、多数の立体穿孔を形成する立体穿孔シートの製造方法を提案した(特許文献1参照)。この方法によれば、畝部と溝部とが交互に配置され、溝部に開孔を有するシートを容易に製造することができる。
【0003】
前記の立体穿孔シートとは別に本出願人は先に、互いに非連続である多数の帯状の頂部と、該頂部間の空間にそれぞれ帯状に凹んで形成された多数の帯状の底部と、頂部及び底部をそれぞれ連結する帯状の壁部とから形成されており、底部に開孔部が設けられている吸収性物品の表面材を提案した(特許文献2参照)。この表面材は、熱可塑性樹脂のフィルムからなる。この表面材は、一旦吸収された液が肌側に戻りづらい液戻り防止性や、皮膚に滞留しないドライ性、装着時に違和感を感じさせない装着性、吸収された液の色が表面にあらわれないように隠す遮蔽性等を有するものである。
【0004】
【特許文献1】特開平6−330443号公報
【特許文献2】特開平5−317358号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の目的は、前述した従来技術のシートよりも更に性能の向上したシートを提供することにある。
【課題を解決するための手段】
【0006】
本発明は、それぞれ一方向に延びる複数の溝部及び畝部が不織布に形成されてなり、該溝部及び該畝部は互いに平行に且つ交互に配列しており、該溝部はその延びる方向にわたりその底部が平坦であると共に該底部に所定間隔をおいて複数の開孔が形成されている波形シートを提供するものである。
【0007】
また本発明は、前記の波形シートの好ましい製造装置として、それぞれ周方向に延びる複数本の突条部を有する第1のロールと、第1のロールの前記突条部間に挿入される突条部を有する第2のロールとを備え、
第1のロールの突条部における上面が、該突条部の延びる方向と直交する方向において平坦になっていると共に、該上面に、該突条部の延びる方向に沿って複数の穿孔ピンが所定間隔をおいて設けられており、
第1のロールと第2のロールとの噛み合い状態において両ロール間に導入された不織布を、両ロールの突条部どうしの噛み合いによって波形に賦形しつつ、第1のロールの突条部における前記上面によって押さえつけながら、前記穿孔ピンによって穿孔するようになされている波形シートの製造装置を提供するものである。
【0008】
また本発明は、前記の波形シートの好ましい製造方法として、周方向に延びる複数本の突条部を有し且つ該突条部における上面が該突条部の延びる方向と直交する方向において平坦になっていると共に該上面に該突条部の延びる方向に沿って複数の穿孔ピンが所定間隔をおいて設けられている第1のロールと、周方向に延び且つ第1のロールの前記突条部間に挿入される複数本の突条部を有する第2のロールとを噛み合わせた状態下に両ロール間に不織布を導入し、該不織布を、両ロールの突条部どうしの噛み合いによって波形に賦形しつつ、第1のロールの突条部における前記上面によって押さえつけながら、前記穿孔ピンによって穿孔する波形シートの製造方法を提供するものである。
【発明の効果】
【0009】
本発明の波形シートは、これを例えば吸収性物品の表面シートとして用いると、厚さ方向に加わる荷重に対して潰れ難くクッション性が良好であることや、肌との接触面積が低いことに起因して、さらっとした感触を有するものとなる。また、排泄された液が溝部に沿って一方向に拡散しやすく、液漏れが起こりにくくなる。更に、凹部の底部が平坦なので、その下に位置する吸収体等との部材との接触面積が高くなり、液の移行がスムーズになる。
【発明を実施するための最良の形態】
【0010】
以下本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。図1ないし図3には、本発明の波形シートの一実施形態が示されている。本実施形態の波形シート10は不織布10’から構成されている。波形シート10は、不織布のみから構成されていてもよく、或いは不織布とそれ以外のシート材との複合材から構成されていてもよい。それ以外のシート材としては、例えば熱可塑性樹脂のフィルム等を用いることができる。
【0011】
不織布としては、従来公知の不織布を特に制限なく用いることができる。例えば、カード法により製造された熱融着性繊維ウエブを熱風処理して得られるエアスルー不織布、スパンボンド不織布、メルトブローン不織布、スパンレース不織布及びニードルパンチ不織布等の種々の不織布を、波形シート10の具体的な目的や用途に応じて適宜選択することができる。これらの不織布における繊維の結合手段に特に制限はなく、例えば、バインダーによる結合や熱融着による結合を用いることができる。また、繊維の結合に代えて、スパンレース不織布等のように繊維の機械的な絡合を利用してもよい。所望の特性、特に滑らかな肌触りや、柔らかさを顕著に実現するためには、不織布として、カード法により得られた熱融着性繊維ウエブを熱風処理し、強固な圧縮を与えずに不織布化したエアスルー不織布が最も好適に用いられる。
【0012】
不織布を構成する繊維の種類にも特に制限はない。波形シート10を例えば吸収性物品の構成部材として用いる場合、ポリエチレン(PE)、ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)のようなポリエステル及びナイロンのようなポリアミド等の合成繊維、レーヨン及びキュプラ等の再生セルロース繊維、並びにコットン等の天然繊維等を用いることができる。また、融点の高い繊維を芯とし且つ融点の低い繊維を鞘とした芯鞘型繊維やサイド−バイ−サイド型繊維、分割型繊維等の複合繊維等も好適に用いられる。これらの繊維は1種又は2種以上を使用することができる。繊維の長さは、不織布の製造方法に応じて適切に選択され、短繊維や長繊維を用いることができる。繊維の太さは、波形シート10の具体的な用途に応じて適切に選択される。一般には1.0〜11dtexのものを用いることができる。
【0013】
波形シート10を構成する不織布10’には、それぞれ一方向に延びる複数の溝部11及び複数の畝部12が形成されている。溝部11及び畝部12は互いに平行に且つ交互に配列している。溝部11は畝部12からの連続面で形成されている。畝部12は、不織布10’がその裏面10B側から表面10A側に向けて凸状に隆起することで形成されている。この隆起により形成された畝部12間が溝部11になっている。なお表面とは畝部12が突出している側の面をいい、裏面とは表面とは反対側の面をいう。波形シート10を吸収性物品の構成部材として用いる場合には、表面とは着用者の肌に近い側の面をいい、裏面とは着用者の肌から遠い側の面をいう。
【0014】
図3に示すように、溝部11及び畝部12の延びる方向と直交する方向の縦断面において、畝部12はその頂部が上に凸の滑らかな曲線を描いている。つまり、畝部12はその頂部が平坦になっていない。しかし、畝部12の頂部は、該畝部12の延びる方向(図3中、紙面と直交する方向)にわたって平坦になっている。一方、溝部11については、図3に示すように、溝部11及び畝部12の延びる方向と直交する方向の縦断面において、該溝部11の延びる方向(図3中、紙面と直交する方向)にわたりその底部11Aが平坦になっている。畝部12の頂部が上に凸の曲線を描くような形状になっていることは、波形シート10を例えば吸収性物品の表面シートとして用いた場合に、着用者の肌との接触面積を低減させ得る点から有利である。接触面積の低減は、着用者にさらっとした感触を与えるからである。一方、溝部11の底部11Aが平坦であることは、波形シート10を例えば吸収性物品の表面シートや中間シートとして用いた場合に、その下に位置する吸収体等との接触面積が高め得る点から有利である。接触面積が高まることで、波形シート10から吸収体等への液の移動がスムーズになるからである。なお吸収性物品における中間シートとは、表面シートと吸収体との間に配される液透過性のシートの総称である。中間シートは、サブレイヤーシートやセカンドシートとも呼ばれることがある。
【0015】
溝部11の底部11Aが平坦であることは上述のとおりであるところ、底部11Aには、溝部11の延びる方向にわたり所定間隔をおいて複数の開孔13が形成されている。したがって底部11Aにおいては、隣り合う開孔13の間が平坦になっている。底部11Aに開孔13が形成されていること、及び底部11Aにおける隣り合う開孔13の間が平坦になっていることで、波形シート10から吸収体等への液の移動が一層スムーズになる。また後述するように、畝部12は、厚み方向からの荷重によって潰れにくいものであることから、畝部12の倒伏ないし圧壊による開孔13の閉塞及びそれに起因する液透過の阻害は起こりにくい。
【0016】
図3に示すように、開孔13は、溝部11の幅方向のほぼ中央部に位置している。開孔13は波形シート10の表面10A側から裏面10B側に向かって延出する不織布によって取り囲まれて形成されている。そして、開孔13の内壁は、表面10Aからの連続面で形成されている。即ち、開孔12は、立体的な開孔である。開孔13が立体的になっていることで、波形シート10から吸収体等への液の移動が更に一層スムーズになる。立体的な開孔の態様としては、例えば、開孔13を取り囲む不織布が円筒状になっている開孔や、開孔13の径が表面10A側から裏面10B側に向かって漸次増加していく円錐状の開孔等が挙げられる。特に、開孔13の径が表面10A側から裏面10B側に向かって漸次減少していく逆円錐状の開孔が好ましい。
【0017】
開孔13は、それが立体的なものであるか、或いは平面的なものであるかを問わず、その開孔端における直径が0.5〜6.0mm、特に1.5〜6.0mmであることが、開孔13を通じた液の円滑な透過の点から好ましい。また、溝部11の延びる方向における隣り合う開孔13の中心間の距離は2〜30mm、特に5〜8mmであることが、隣り合う開孔13間に平坦な底部11Aを十分に広い面積をもって形成し得る点から好ましい。同様の観点から、溝部11の幅Wg(図3参照)に対する開孔13の前記直径の割合は 10〜80%、特に20〜50%であることが好ましい。なお、溝部11の幅Wgそれ自体は 1.0〜20mm、特に3.0〜12mmであることが、液の移行の点から好ましい。
【0018】
図3に示すように、溝部11及び畝部12の延びる方向と直交する方向の縦断面において、畝部12は、不織布10’がその裏面側から表面側に向けて凸状に隆起し且つ隆起した部位の少なくとも基部12Aにおける不織布10’の裏面10Bどうしが対向接触した状態になっている。そして、隆起した部位の内部が空洞になっている。その結果、畝部12は略Ω字状の断面形状をなしている。この形状は、波形シート10に対し、その厚さ方向へ荷重が加わったときに、畝部12が潰れにくくなる点から有利である。
【0019】
更に図3に示すように、畝部12は基部12Aと頂部12Bとの間に、これらに連なり且つ上方に向けて起立した起立部12Cを有する。そして、基部12Aを含めた底部11Aの厚みが起立部12Cの厚みよりも小さくなっており、基部12Aを含めた底部11Aの繊維量は起立部12Cの繊維量よりも少なくなっている。つまり、原料である不織布10’を構成する繊維のより分けが起こっている。その結果、上述した開孔13を通じての液の透過に加え、基部12A及び底部11Aを通じての液の透過も起こりやすくなる。このことは、波形シート10に液残りが生じにくくなる点から有利である。繊維のより分けは、後述する製造方法を採用することで容易に実現される。
【0020】
図3に示す実施形態の変形例として、図4に示す実施形態がある。図4に示す実施形態の波形シートの畝部12は、不織布10’がその裏面側から表面側に向けて凸状に隆起して形成されている。この点に関しては図3に示す実施形態と同様である。しかし、本実施形態においては、隆起した部位における不織布10’の裏面どうしが、該裏面の全域で対向接触している。その結果、畝部12の内部には空洞が存在していない。この点に関して本実施形態は図3に示す実施形態と相違する。そして本実施形態によれば、図3に示す実施形態の波形シートが奏する効果である畝部12が潰れにくくなるという効果が一層顕著なものとなる。この効果に加えて、本実施形態によれば、液の移行が一層良好になり、吸収性能も一層良好になるという効果が奏される。
【0021】
以上の構造を有する波形シート10は、後述する方法に従い首尾良く製造できるところ、当該方法によれば、図3及び図4に示す構造を有する波形シートに加え、図5に示す構造を有するものも製造することができる。図5に示す波形シートは、畝部12の構造が、図3及び図4に示す波形シートと相違する以外は、図3及び図4に示す波形シートと同様のものである。図5に示す畝部12は、不織布10’がその裏面側から表面側に向けて凸状に隆起して山形状に形成されている。隆起した部位における不織布10’の裏面どうしは対向接触していない。その結果、波形シート10の裏面側において畝部12の内部はその全体空洞になっている。本実施形態によれば、特許文献1及び2に記載のシートに比較して、クッション性が良好になり、また肌との接触面積が低くなるという利点がある。また本実施形態によれば、特許文献1及び2に記載のシートに比較して、溝部11の底部11Aが平坦であることに起因して、吸収体等との接触面積が増加するという利点がある。
【0022】
畝部12の構造が図3ないし図5の何れの場合であっても、波形シート10を吸収性物品の構成材料として用いる場合には、隣り合う畝部12,12間の距離Pgは、1.0〜15mm、特に2.0〜4.0mmであることが好ましい。また、隣り合う溝部11間の距離Prも同様に1.0〜15mm、特に2.0〜4.0mmであることが好ましい。また、畝部12の高さH(図3ないし図5参照)は1.0〜5.0mm、特に1.5〜3.0mmであることが好ましい。畝部12の幅Wr(図3ないし図5参照)は0.8〜4.0mm、特に1.0〜2.0mmであることが好ましい。
【0023】
波形シート10が不織布10’から構成されていることは上述のとおりであるところ、該不織布10’は単一のものでもよく、或いは少なくとも2層の不織布の積層体であってもよい。不織布10’が、少なくとも2層の不織布の積層体からなる場合、各不織布は嵩密度が互いに異なるものを用いることができる。例えば表面側に嵩密度の低い不織布を配し、且つ裏面側に嵩密度の高い不織布を配した積層体を用いることができる。或いは、表面側に嵩密度の高い不織布を配し、且つ裏面側に嵩密度の低い不織布を配した積層体を用いることができる。積層体における不織布の嵩密度を異ならせることで、波形シート10の厚さ方向に毛管力の勾配が生じる。それによって液の引き込み性や、液戻り防止性をコントロールすることが容易となる。不織布の嵩密度を異ならせるには、例えば(イ)同じ太さの繊維を用い、繊維間距離を異ならせる、(ロ)異なる太さの繊維を用い、繊維間距離を同じにする、(ハ)異なる太さの繊維を用い、繊維間距離も異ならせるなどの手段を採用すればよい。
【0024】
波形シート10が単一の不織布から構成されている場合と、2層以上の不織布から構成されている場合とを問わず、波形シート10は、その坪量が15〜60g/m2、特に 25〜45g/m2であることが好ましい。
【0025】
波形シート10は、生理用ナプキンや使い捨ておむつなどの吸収性物品の構成部材として好適に用いられる。この場合、吸収性物品における表面シートや中間シートとして波形シート10を用いることが好ましい。波形シート10を吸収性物品の構成部材として用いる場合、該シート10における畝部12突出面が、着用者の肌に対向するように該シート10は吸収性物品に組み込まれる。また、該シート10における溝部11及び畝部12延びる方向が、吸収性物品の長手方向と一致するように該シート10を吸収性物品に組み込むことも好ましい。これによって、排泄された液が波形シート10の溝部11に沿って吸収性物品の前後方向へ導かれやすくなる。このことは、横漏れが起こりにくくなるという点で有利であるばかりでなく、吸収体の全域を有効に利用し得る点からも有利である。
【0026】
また波形シート10は、吸収性物品の構成部材として用いられる他、対人用のワイパー、対物用のワイパー、ペット用トイレの表面シート、蒸気の発生を伴うか又は伴わない温熱具の表面シート等としても好適に用いられる。
【0027】
次に、波形シート10の好適な製造方法について説明する。図6及び図7には、波形シート10の製造に好適に用いられる装置が示されている。この装置20は、それぞれ周方向に延びる複数本の突条部21Aを有する第1のロール21と、第1のロール21の突条部21A,21A間に挿入される突条部22Aを有する第2のロール22とを備えている。
【0028】
第1のロール21においては、隣り合う突条部21A間に、第2のロール22における突条部22Aが嵌入する程度の隙間が設けられている。第1のロール21の突条部21Aは、該ロール21の回転軸21Bの周囲に固定された円板21Cの周縁部から形成されている。突条部21A間の隙間は、隣り合う2つの円板21Cの間に、円盤21Cよりも小径である円板状のスペーサ21Dを介在させることで形成されている。円板21C及びスペーサ21Dの中心部には、回転軸21Bの挿通孔(図示せず)が形成されており、円板21C及びスペーサ21D自体は環状になっている。円板21C及びスペーサ21Dは、回転軸21Bの軸長方向に重ね合わされ、該回転軸21Bに、図示しない公知の固定手段(締結部材等)によって固定されている。
【0029】
第2のロール22は、波形シート10の原料である不織布10’を挟んで第1のロール21と対向して配される。第2のロール22は、上述した第1のロール21と同様の構造を有している。即ち、突条部22A、回転軸22B、突条部22Aを構成する円板22C、スペーサ22Dを有している。第2のロール22の構造に関しては、第1のロール21の構造に関しての説明が適用される。第1のロール21及び/又は第2のロール22の回転軸には、カートリッジヒータの挿入孔(図示せず)が形成されている。該挿入孔にカートリッジヒータを挿入設置してこれを加熱することにより、突条部21A,22Aが加熱可能になされている。
【0030】
装置20においては、第1のロール21の突条部21Aどうしのピッチと、第2のロール22の突条部22Aどうしのピッチとは同じになっている。しかし、突条部21Aの高さと、突条部22Aの高さは異なっている。また、突条部21Aの幅と突条部22Aの幅も異なっている。更に、突条部21Aにのみ、その上面に穿孔ピン23が設けられている。突条部22Aには穿孔ピンは設けられていない。
【0031】
突条部21Aに設けられている穿孔ピン23について更に説明すると、該ピン23は、突条部21Aの上面において該突条部21Aの延びる方向に沿って所定間隔をおいて複数設けられている。穿孔ピン23は、その先端に向かうに連れて細くなっている錐体状の形状をしている。各突条部21Aにおける穿孔ピン23の間隔は同じでもよく或いは異なっていてもよい。また、ロール21の幅方向に沿ってみたとき、各突条部21Aにおける穿孔ピン23は同位置に位置していてもよく、或いは位置していなくてもよい。
【0032】
突条部21Aにおいては、その上面が、該突条部21Aの延びる方向と直交する方向において平坦になっている。突条部21Aの上面が平坦になっていることの利点については後述する。
【0033】
以上の構造を有する装置20を用いた波形シート10の製造方法について説明すると、第1及び第2のロール21,22を噛み合い状態にして、図6中の矢印Pで示す方向に回転させる。そして回転する両ロール21,22間に、公知の搬送手段により搬送した不織布10’を導入する。不織布10’としては、両ロール21,22の幅と同等かそれによりも幅広のものを用いる。
【0034】
第1及び第2のロール21,22間に導入された不織布10’は、第1のロール21の突条部21Aと、第1のロール21の突条部21A,21A間に挿入される第2のロール22の突条部22Aとによる噛み合いにより、不織布10’の幅方向にわたって波形に賦形される。この場合、突条部21Aによる突き出しで、波形シート10における溝部11が形成され、また突条部22Aによる突き出しで畝部12が形成される。不織布10’が首尾良く波形に賦形される条件は、先に述べた特許文献1に記載の条件と同様である。例えば第1及び第2のロール21,22の突条部21A,22Aの配置、それらの相対的な位置関係、穿孔ピン23の加熱等、特に詳述しない点は、特許文献1の方法又は装置と同様とすることができる。
【0035】
両ロール21,22の突条部21A,22Aどうしの噛み合いによって不織布10’を波形に賦形しつつ、突条部21Aの上面に設けられた穿孔ピン23によって該不織布10’を穿孔する。不織布10’の穿孔の状態は図7に示すとおりである。互いに噛み合った状態の突条部21A,22Aによって、幅方向にテンションが加えられた状態の不織布10’に穿孔ピン23が貫通する。穿孔ピン23の貫通の程度は、突条部21A,22Aの噛み合いの程度によって調整される。この噛み合いの程度を適切に調整することで、穿孔ピン23による穿孔を、突条部21Aの上面によって不織布10’を押さえつけながら行うことができる。上述したように突条部21Aの上面は平坦であることから、該上面によって不織布10’を押さえつけながら該不織布10’を穿孔することで、不織布10’のうち該上面に当接している部分が平らに成形される。その結果、得られる波形シート10における溝部11の底部11Aが平坦なものとなる。しかも、穿孔により形成される開孔13はその形状が立体的なものとなる。
【0036】
不織布10’を突条部21Aの上面によって首尾良く押さえつけるためには、第1及び第2のロール21,22を、不織布10’を構成する樹脂の融点以下の温度で加熱し、不織布10’にテンションを与えながら搬送、導入することが好ましい。また第1のロール21の周面に抱きかかえるように不織布10’を搬送することで成形性が良くなるので好ましい。この場合、抱き角は30〜180度に設定することが好ましい。
【0037】
本製造方法に用いられる装置20においては、穿孔ピン23が設けられている突条部21Aの幅よりも、穿孔ピンの設けられていない突条部22Aの幅の方が小さくなっている。突条部22Aによる突き出しで波形シート10における畝部12が形成されることは上述のとおりであるところ、該突条部22Aを幅狭にすることで、図3や図5に示す構造の畝部12を首尾良く形成することが可能となる。
【実施例】
【0038】
以下、実施例により本発明を更に詳細に説明する。しかしながら本発明の範囲はかかる実施例に制限されない。
【0039】
〔実施例1〕
(1)原反不織布の製造
繊維径2.2dtexの芯鞘型複合繊維(芯がポリエチレンテレフタレート、鞘がポリエチレン、容積比40/60)をカード機に通しウエッブとした。このウエッブに136℃の熱風を吹き付けて繊維間を融着させた。これによりエアスルー不織布(40g/m2)を製造した。
【0040】
(2)波形シートの製造
前記のエアスルー不織布を原料として用い、図6及び図7に示す装置によって図1に示す波形シートを製造した。製造条件は次のとおりである。第1のロール21における突条部21Aの高さは1.7mm、直径は約150mmであった。突条部21Aの表面には、ロールの周方向に沿って穿孔ピン23を一定間隔をおいて配置した。穿孔ピン23のピン径は1.5mm(ピン底面径)であった。周方向における穿孔ピン23間のピッチは7mmであった。突条部21Aのピッチは2.2mmであった。一方、第2のロール22における突条部22Aのピッチは2.2mmであった。第1及び第2のロール21,22ともに125℃に加熱しておいた。
【0041】
〔比較例1〕
特許文献1の図8に示される装置を用い、同文献の段落〔0012〕に記載の方法に従い立体開孔シートを製造した。製造条件は次のとおりである。ピンロールは、円錐形状の多数の凸条ピンを周縁部に有するピン円盤を重ね合わせて形成されている。凸条ピンの高さは10mm、円錐部の高さは2.5mm、ピン径(ピン底面径)は1.5mmであった。ピン円盤の直径は約140mmで、ピッチは2.2mmであった。ピン円盤の周方向に沿う凸条ピンのピッチは5mmであった。ピンロールと組み合わせて用いられる突条ロールにおける突条円盤の直径は約140mmで、ピッチは2.2mmであった。ピンロール及び突条ロールはともに125℃に加熱しておいた。
【0042】
〔評価〕
実施例及び比較例で得られたシートについて、液拡がり面積の縦横比、圧縮剛さ、圧縮仕事量、及び圧縮回復率を以下の方法で測定した。その結果を以下の表1に示す。
【0043】
〔液拡がり面積の縦横比〕
花王株式会社製の生理用ナプキンであるロリエ(登録商標)さらさらクッション(販売名:ロリエNv−114)の表面シートを、ナプキンの縁部に沿って切り取り吸収体を露出させた。この吸収体を水平に置き、実施例又は比較例で得られたシートを載せた。その上に直径1cmの注入口のついた円筒付きのアクリル板を載置した。このときナプキンにかかる圧力は1.1g/cm2であった。次いで注入口に脱繊維馬血5gを注入し、その後5分間放置してからアクリル板を取り除いた。このときシートに広がった脱繊維馬血の、ナプキン長手方向の長さ、及び長手方向と直角する方向(以下、幅方向という)の長さをそれぞれ測定した。測定により得られた長手方向の長さ/幅方向の長さの値を、液拡がり面積の縦横比とした。
【0044】
〔圧縮剛さ、圧縮仕事量、圧縮回復率〕
カトーテック株式会社製の自動化圧縮試験機KESFB3−AUTO−Aを使用した。SENS:2、最大荷重50gf/cm2、測定速度50sec/mm、加圧板面積2cm2の条件下で測定した。
【0045】
【表1】
【0046】
表1に示す結果から明らかなように、実施例のシートは、比較例のシートに比べ液拡がり面積の縦横比が大きく、溝部の延びる方向に液が導かれやすいことが判る。また、圧縮剛さ及び圧縮仕事量に関しては、実施例のシートと比較例のシートとはほぼ同等であり、両者の柔軟性はほぼ同等であると評価できるが、圧縮に対する回復性に関しては、実施例のシートの方が比較例のシートよりも良好であることが判る。
【図面の簡単な説明】
【0047】
【図1】本発明の波形シートの一実施形態を示す斜視図である。
【図2】図1に示す波形シートの平面図である。
【図3】図1に示す波形シートの、溝部及び畝部の延びる方向と直交する方向における縦断面図である。
【図4】図1に示す波形シートの、溝部及び畝部の延びる方向と直交する方向における別の縦断面図である。
【図5】図1に示す波形シートの、溝部及び畝部の延びる方向と直交する方向における更に別の縦断面図である。
【図6】図1に示す波形シートの製造装置を示す斜視図である。
【図7】図6に示す装置によるシートの加工状態を示す模式図である。
【符号の説明】
【0048】
10 波形シート
10’ 不織布
11 溝部
11A 底部
12 畝部
13 開孔
【特許請求の範囲】
【請求項1】
それぞれ一方向に延びる複数の溝部及び畝部が不織布に形成されてなり、該溝部及び該畝部は互いに平行に且つ交互に配列しており、該溝部はその延びる方向にわたりその底部が平坦であると共に該底部に所定間隔をおいて複数の開孔が形成されている波形シート。
【請求項2】
前記畝部は、前記不織布がその裏面側から表面側に向けて凸状に隆起して形成されており、且つ隆起した部位の内部に空洞を有している請求項1記載の波形シート。
【請求項3】
前記隆起した部位の少なくとも基部における不織布の裏面どうしが対向接触している請求項2記載の波形シート。
【請求項4】
前記畝部は、前記不織布がその裏面側から表面側に向けて凸状に隆起して形成されており、且つ隆起した部位における不織布の裏面どうしがそれらの全域で対向接触している請求項1記載の波形シート。
【請求項5】
前記不織布が、嵩密度の異なる少なくとも2層の不織布の積層体からなる請求項1ないし4の何れかに記載の波形シート。
【請求項6】
吸収性物品の表面シート、又は表面シートと吸収体との間に配される中間シートとして用いられる請求項1ないし5の何れかに記載の波形シート。
【請求項7】
それぞれ周方向に延びる複数本の突条部を有する第1のロールと、第1のロールの前記突条部間に挿入される突条部を有する第2のロールとを備え、
第1のロールの突条部における上面が、該突条部の延びる方向と直交する方向において平坦になっていると共に、該上面に、該突条部の延びる方向に沿って複数の穿孔ピンが所定間隔をおいて設けられており、
第1のロールと第2のロールとの噛み合い状態において両ロール間に導入された不織布を、両ロールの突条部どうしの噛み合いによって波形に賦形しつつ、第1のロールの突条部における前記上面によって押さえつけながら、前記穿孔ピンによって穿孔するようになされている波形シートの製造装置。
【請求項8】
周方向に延びる複数本の突条部を有し且つ該突条部における上面が該突条部の延びる方向と直交する方向において平坦になっていると共に該上面に該突条部の延びる方向に沿って複数の穿孔ピンが所定間隔をおいて設けられている第1のロールと、周方向に延び且つ第1のロールの前記突条部間に挿入される複数本の突条部を有する第2のロールとを噛み合わせた状態下に両ロール間に不織布を導入し、該不織布を、両ロールの突条部どうしの噛み合いによって波形に賦形しつつ、第1のロールの突条部における前記上面によって押さえつけながら、前記穿孔ピンによって穿孔する波形シートの製造方法。
【請求項1】
それぞれ一方向に延びる複数の溝部及び畝部が不織布に形成されてなり、該溝部及び該畝部は互いに平行に且つ交互に配列しており、該溝部はその延びる方向にわたりその底部が平坦であると共に該底部に所定間隔をおいて複数の開孔が形成されている波形シート。
【請求項2】
前記畝部は、前記不織布がその裏面側から表面側に向けて凸状に隆起して形成されており、且つ隆起した部位の内部に空洞を有している請求項1記載の波形シート。
【請求項3】
前記隆起した部位の少なくとも基部における不織布の裏面どうしが対向接触している請求項2記載の波形シート。
【請求項4】
前記畝部は、前記不織布がその裏面側から表面側に向けて凸状に隆起して形成されており、且つ隆起した部位における不織布の裏面どうしがそれらの全域で対向接触している請求項1記載の波形シート。
【請求項5】
前記不織布が、嵩密度の異なる少なくとも2層の不織布の積層体からなる請求項1ないし4の何れかに記載の波形シート。
【請求項6】
吸収性物品の表面シート、又は表面シートと吸収体との間に配される中間シートとして用いられる請求項1ないし5の何れかに記載の波形シート。
【請求項7】
それぞれ周方向に延びる複数本の突条部を有する第1のロールと、第1のロールの前記突条部間に挿入される突条部を有する第2のロールとを備え、
第1のロールの突条部における上面が、該突条部の延びる方向と直交する方向において平坦になっていると共に、該上面に、該突条部の延びる方向に沿って複数の穿孔ピンが所定間隔をおいて設けられており、
第1のロールと第2のロールとの噛み合い状態において両ロール間に導入された不織布を、両ロールの突条部どうしの噛み合いによって波形に賦形しつつ、第1のロールの突条部における前記上面によって押さえつけながら、前記穿孔ピンによって穿孔するようになされている波形シートの製造装置。
【請求項8】
周方向に延びる複数本の突条部を有し且つ該突条部における上面が該突条部の延びる方向と直交する方向において平坦になっていると共に該上面に該突条部の延びる方向に沿って複数の穿孔ピンが所定間隔をおいて設けられている第1のロールと、周方向に延び且つ第1のロールの前記突条部間に挿入される複数本の突条部を有する第2のロールとを噛み合わせた状態下に両ロール間に不織布を導入し、該不織布を、両ロールの突条部どうしの噛み合いによって波形に賦形しつつ、第1のロールの突条部における前記上面によって押さえつけながら、前記穿孔ピンによって穿孔する波形シートの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−127706(P2008−127706A)
【公開日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願番号】特願2006−313710(P2006−313710)
【出願日】平成18年11月21日(2006.11.21)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願日】平成18年11月21日(2006.11.21)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]