
波面付き要素を有する鋼コード
【課題】鋼構造体の鋼フィラメントに異なる波形を提供する。
【解決手段】エラストマーの補強に適した鋼構造体であって、鋼補強体は一つ以上の鋼要素10からなる。鋼要素10の少なくとも1つは第1波面および第2波面を備えている。第1波面は第2波面の面と実質的に異なる面に延在する。両波面の形成は、外部から駆動されない2対の歯車12、14によって効率的に行われる。これらの波面によって、ゴムの浸透性が向上し、または破断点伸びの向上した鋼構造体。
【解決手段】エラストマーの補強に適した鋼構造体であって、鋼補強体は一つ以上の鋼要素10からなる。鋼要素10の少なくとも1つは第1波面および第2波面を備えている。第1波面は第2波面の面と実質的に異なる面に延在する。両波面の形成は、外部から駆動されない2対の歯車12、14によって効率的に行われる。これらの波面によって、ゴムの浸透性が向上し、または破断点伸びの向上した鋼構造体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エラストマーの補強、例えば、ゴムコンベアベルト、ゴムタイヤ、ゴムホース、ゴムタイミングベルト、またはポリウレタンによるタイミング装置などに好適な鋼構造体に関する。鋼補強体は1つの鋼フィラメントからなる。本発明はまた、鋼フィラメントに空間的な波面形状を付与する処理方法に関する。
【背景技術】
【0002】
このような鋼構造体は、広く知られている。
最近の従来技術文献には、鋼フィラメントが1つまたは2つのうねりを有する鋼構造体、すなわち、撚りによる塑性変形以外の塑性変形が施された鋼フィラメントを有する構造体が使われる傾向にある、と述べられている。この付加的な鋼フィラメントの塑性変形は予成形によって容易に与えることができ、その結果として鋼フィラメントにうねりパターンが形成される。
【0003】
US-A-5,020,312(ココク:優先権、1989年)およびUS-A-5,111,649(ココク)は3本ないし5本の鋼フィラメントからなる鋼コード構造体を開示している。この構造体において、少なくとも1つの鋼フィラメントは、いわゆる「波面(クリンプ)」を備えている。この波面は、比較的鋭い角度で傾斜されたジグザグ形状を有し、その鋭角度は成形工具に依存する。波面は、平面波面を呈し、2つの歯車によって形成される。傾斜部の底の平坦部によって形成される穴部は、鋼コード構造体へのエラストマーの浸透を促進させる効果がある。
【0004】
他の波形がEP-A-0,462,716に記載されている。この文献によれば、鋼コードは3本ないし27本の鋼フィラメントを有し、それらの25%ないし67%の鋼フィラメントが特殊なつる巻き、すなわち、螺旋の形状を有している。この螺旋形状を付与する塑性変形は予成形ピンを回転させることによってなされる。螺旋形状を設ける目的は、いわゆる部分荷重伸び(PLE、この用語の定義は後述する)を増加させることなく、鋼コード構造体へのエラストマーの浸透を促進する点にある。これらの鋼コードは「SPACY」の商品名で市販されている。このコードの重大な欠点は、その製造がエネルギーを消耗する点およびその製造が非効率な点のいずれかまたは両方にある。すなわち、もし螺旋のピッチが撚りのピッチよりも小さいと、予成形ピンの回転速度を下流側の二重撚線機の回転速度の2倍よりも大きく設定しなければならない。
【0005】
さらに他の波形がWO-A-95/16816(ベッケルト:優先権、1993年)に記載されている。この文献によると、鋼構造体は鋼フィラメントからなり、少なくとも1つの鋼フィラメントは多角形に予成形されている。この多角形は、曲率半径を変更可能な予成形装置によって得られる空間波形である。この鋼構造体は、「BETRU」の商品名で市販されている。
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、鋼構造体の鋼フィラメントに従来技術の波形とは異なる波形を提供する点にある。
本発明の他の目的は、既存の波形の利点と組み合わせることができる波形を鋼フィラメントに設ける点にある。
また、本発明の他の目的は、波形のパラメータを選択することによって多数の特定の形態を呈することが可能な波形を提供することにある。
さらに、本発明の他の目的は、波形の製造がエネルギーを消耗する工具を用いることなく行えるような波形を提供する点にある。
また、本発明の他の目的は、フィラメントの何本か、例えば、コア・フィラメントに波形を設けることによって卵形の横断面を有する鋼構造体を提供する点にある。
【課題を解決するための手段】
【0007】
本発明によれば、エラストマーを補強するのに適した鋼構造体が提供される。鋼補強体は1つの鋼フィラメントからなる。この鋼フィラメントに、第1波面および第2波面が設けられる。第1波面は、第2波面の面と実質的に異なる面に延在する。
【0008】
こうして、エネルギーを消耗する予成形工具によって駆動されることなく、空間波形が得られる。
【0009】
本鋼構造体の他の利点は、多数の波形を設けることができる点にある。すなわち、第1波面は、第1波面ピッチと第1波面振幅を有している。第2波面は、第2波面ピッチと第2波面振幅を有している。これは、ある範囲にわたって互いに独立して変更可能な4つの設計パラメータを意味している。
第1波面ピッチは第2波面ピッチと等しくても異なっていてもよい。それらの波面ピッチが等しい場合、円形または卵形の空間螺旋形態が得られる。一方、それらの波面ピッチが異なっている場合、螺旋とは別の空間形態をもたらす。
【0010】
第1波面振幅は第2波面振幅と等しくても異なっていてもよい。それらの波面振幅が異なっていると、第1波面と第2波面の設けられたフィラメントが最終的な鋼構造体内で自転しないという条件の下で、卵形の横断面を呈する空間形態をもたらす。
さらに変更可能な他のパラメータとして、第2波面の形成される2つの面間の角度が挙げられる。ただし、これらの面はできるだけ互いに異なっているのが好ましい。例えば、2つの面の最大離間角度は約90°が最も好ましい。
【0011】
本発明による鋼構造体の鋼要素は、鋼フィラメント、撚られていない鋼フィラメントの束、または撚られた鋼フィラメントからなる鋼ストランドとして構成されるとよい。本発明による鋼構造体は、上記の種々の鋼要素の組合せから構成されてもよい。
【0012】
鋼構造体は、互いに平行に隣接して他の巻付けフィラメントまたは補強の対象となるエラストマーと相溶性のある接着剤によって結束される1つ以上の鋼フィラメントからなる非撚線構造体であってもよい。
変更例として、多数の鋼フィラメントを互いにほぼ平行に隣接して延在させてもよい。これは、例えば、通常の比較的低回転速度で回転する撚線装置に鋼フィラメントを比較的高い線速度で通過させることによって非常に大きな撚りピッチで撚ることによって達成される。
【0013】
鋼構造体はまた、構成フィラメントの何本かまたはすべてが同類の構造体内に撚れるような撚り構造体であってもよい。
【0014】
第1波面ピッチと第2波面ピッチの少なくとも1つは、それらの第2波面を有する鋼フィラメントの撚りピッチよりも小さく設定されるのが好ましい。
【0015】
本発明の第1用途例として、一般的な撚り構造体の内でn×1鋼コード、すなわち、基本的に2本ないし5本の鋼フィラメントからなる鋼コードが挙げられる。
この用途例の第1実施態様において、これらの構成フィラメントの何本かまたは全てに、ゴムの浸透を促進させるために第1波面および第2波面が設けられる。1例として、1
つまたは2つのフィラメントに第1波面および第2波面の設けられた4×0.28コードが挙げられる。このようなコードは、タイヤのブリーカ・プライに用いられる。
第2実施態様において、破断点伸びを5%よりも大きい値にまで向上させるために、フィラメントの全てに第1波面および第2波面が設けられる。
1例として、第1波面および第2波面が設けられた5本のフィラメントからなる5×0.38コードが挙げれる。付加的な利点として、このコードは破断点伸びを実質的に減少させずに比較的大きな撚りピッチ(14mmないし20mm)で撚ることが可能である。
他の例として、 すべてのフィラメントに第1波面および第2波面が設けられた4×0.22コードおよび5×0.22コードが挙げられる。これらの高伸びコードは、自動二輪車のタイヤの補強に適している(自動二輪車のタイヤの赤道面に対してほぼ0°の角度で配置される)。
【0016】
本発明の第2用途例として、1本のコア(または多数のコア・鋼フィラメント)とそのコアの周囲に撚られたm本の鋼フィラメントからなる層からなり、付加的にn本の鋼フィラメントからなる第2層がm本のフィラメントからなる第1層の周囲に撚られる、いわゆる(1+m)鋼コードまたは(1+m+n)鋼コードが挙げられる。
【0017】
一又は二以上のコア・鋼フィラメントに、a)コア内へのエラストマーの浸透を促進するため、および/またはb)コアの卵形横断面を得て、コード全体として卵形横断面を得るため、および/またはc)コア・鋼フィラメントがコード内で位置ずれを起こすのを防ぐために、第1波面および第2波面が設けられるとよい。
1例として、単一コア・フィラメントを備える(1+6)構成において、ゴム浸透性を高め、かつコード内の単一コア・フィラメントの投錨効果を向上させ、すなわち、コアの位置ずれを防ぐために、単一コア・フィラメントに第1波面および第2波面を設けた例が挙げられる。卵形横断面が得られるという観点から、第1波面振幅は第2波面振幅よりも大きい方がよい。他の例として、3本のコア・フィラメントを備える(3+8+13)構成において、3本のコア・フィラメント間の中心へのゴム浸透を促進させるために、それらのコア・フィラメントに第1波面および第2波面が設けられた例があげられる。
同様の用途例として、7×7構成内のストランドのコア・フィラメントを、第1波面および第2波面が設けられた2本または3本のフィラメントからなる2×1または3×1要素に置き換える例が挙げられる。
他の例として、公知の「3×d+9×d+15×d」構成を「5×d1+9×d+15×d」構成に置き換える例(コア・フィラメント径d1はコア・フィラメント径dよりも小さい)が挙げられる。コア・フィラメントには第1波面および第2波面が設けられ、ゴム浸透性と伸びは向上するが剛性は低下する。
【0018】
本発明の第3の用途例として、互いに同じ撚り方向かつ同じ撚りピッチで撚られたn本の鋼フィラメントからなるn×1緊密コードが挙げられる。1例として、ゴム浸透性を向上させてかつコアの位置ずれを防ぐために、全てのコア・フィラメントに第1波面および第2波面が設けられた3×0.365または9×0.345CC(CCは緊密コードの略称)が挙げられる。
他の例として、高い伸びを得るために、12本のフィラメントの全てに第1波面および第2波面が設けられた12×0.38CCの例が挙げられる。このようなコードはゴムコンベアベルトを補強するのに適した織物構造の横織りまたは縦織り要素として用いられる。
【0019】
第4の用途例として、それぞれが2つ以上のフィラメントからなる2つ以上のストランドによって構成される多重ストランド鋼コードが挙げられる。このようなストランドがコード内においてフィラメントが撚られるのと同じ方向に撚られると(いわゆるラングの層コード)、高い破断点伸びが得られる。この場合、比較的小さい撚りピッチが設定される
。
しかし、本発明によれば、もしフィラメントの何本かまたはすべてに第1波面および第2波面が設けられると、破断点伸びを減少させずに大きな撚りピッチが可能になり、その結果、コードをより効率的に製造することができる。
さらに本発明によれば、全てのフィラメントに設けられた第1波面および第2波面と既存の小さな撚りピッチを組み合わせることができる。その結果、より高い破断点伸びが得られる。引張強度および破断強度の不可避的な低下は、コア・ストランドをさらに付加的に用いることによって補償される。このコア・ストランドフィラメントにも第1波面および第2波面を設けることができる。
【0020】
第5の用途例として、コンベアベルトの補強に用いられるような多重ストランド鋼コードが挙げられる。この場合、ストランド間へのゴムの浸透を高めるために、ストランドの全体に第1波面および第2波面が設けられる。
【0021】
本発明の他の態様によれば、鋼フィラメントに空間的な波形を付与する方法が提供される。本方法は、(a)第1平面に延在する第1波面を前記鋼フィラメントに付与する段階と、(b)前記第1平面と実質的に異なる第2平面に延在する第2波面を前記鋼フィラメントに付与する段階を含む ことを特徴とする。
【図面の簡単な説明】
【0022】
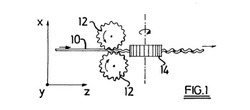
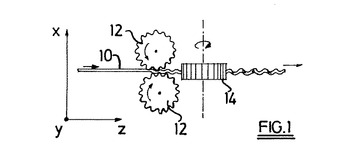
【図1】第1波面および第2波面をいかに鋼フィラメントに設けるかを概略的に示す図である。
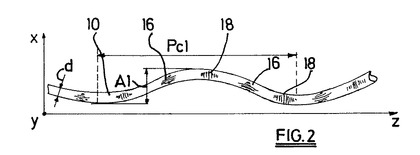
【図2】鋼フィラメントに付与された第1波面を示す図である。
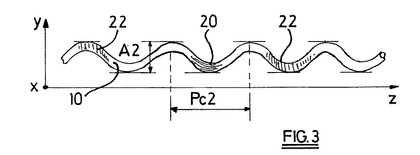
【図3】鋼フィラメントに付与された第2波面を示す図である。
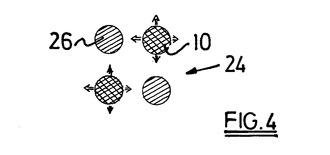
【図4】第1波面および第2波面が設けられた2つのフィラメントを備える1×4鋼コードの横断面を示す図である。
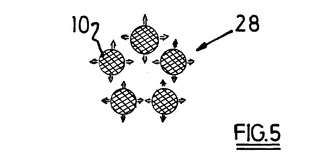
【図5】第1波面および第2波面が設けられた5つのフィラメントを備える1×5鋼コードの横断面を示す図である。
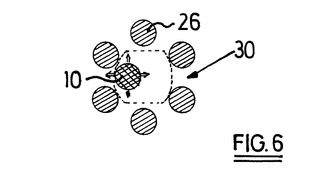
【図6】第1波面および第2波面が設けられたコア・フィラメントを備える(1+6)鋼コードの横断面を示す図である。
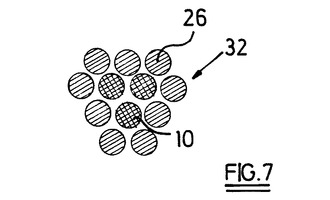
【図7】第1波面および第2波面が設けられた3本の中心フィラメントを備える12×1緊密コードの横断面を示す図である。
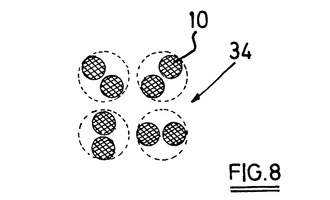
【図8】全てのフィラメントに第1波面および第2波面が設けられた4×2多重ストランドコードの横断面を示す図である。
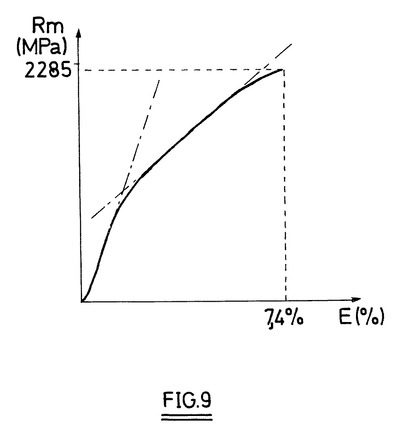
【図9】5×0.38コード(本発明)の荷重−伸び曲線を示す図である。
【発明を実施するための形態】
【0023】
以下、本発明を添付の図面を参照してさらに詳細に説明する。
図1は、第1波面および第2波面をいかに鋼フィラメント10に設けるかを概略的に説明する図である。
鋼フィラメント10は第1歯車対12に向かって下流方向に移動される。歯車対12の回転軸はy軸と平行であり、歯車対12によって付与される第1波面はxz面内に延在する平面波面である。
第1波面が設けられたフィラメント10はさらに第2歯車対14に向かって移動される。歯車対14の回転軸はx軸と平行である。歯車対14によって付与される第2波面もまた平面波面であり、yz面内に延在する。鋼フィラメント10に付与されたこのような波面の全体は、明らかに、平面的ではなく空間的に延在している。
【0024】
第1歯車対12と第2歯車対14はいずれも外部手段によって駆動される必要がない。それらは鋼フィラメント10が通過することによって駆動されて回転される。
第1波面が第2波面に影響されてxz面からyz面に傾斜または回転されるのを防ぐために、第2歯車対14を第1歯車対12にできるだけ接近させて配置させることが重要である。より一般的な見地から、およびフィラメントに付与される2つの波面を制御するために、曲げモーメント、すなわち、2つの波面を付与するのに必要なモーメントはできるだけ小さく維持される必要がある。これは、例えば、より小さい振幅の波面を最初に付与して、その後、より大きい振幅の波面を付与することによって達成される。
また、より一般的な見地から、ねじりモーメント、すなわち、フィラメントを回転させるのに必要なモーメントはできるだけ高く維持されるべきである。なぜなら、2つの波面付与操作中、またはそれらの操作の間、フィラメントの回転は阻止されねばならないからである。ねじりモーメントをできるだけ高く維持する1つの方法として、波面を与える2対の歯車間の距離を前述の最小距離に設定する方法が挙げられる。
【0025】
第3およびそれ以後の歯車対が他の平面内または同一の平面内に設けられてもよい。このようにして、以後の波面付与操作によって得られる空間的な波面構造は最適化され、すなわち、さらに高次の変化が付与された波面構造とされる。
【0026】
図2はxz面内に延在する第1波面を示し、図3はyz面内に延在する第2波面を示している。
第1波面は、その波面の上下端間の距離として測定される第1波面振幅A1を有している。この波面振幅A1はフィラメント径dを含んでいる。第1波面は、その波面の2つの極小点間の距離と等しい第1波面ピッチPc1を有している。
第2波面は、その波面の上下端間の距離として測定される第2波面振幅A2を有している。この波面振幅A2はフィラメント径dを含んでいる。第2波面は、その波面の2つの極小点間の距離と等しい第2波面ピッチPc2を有している。
図2において、第2波面の極大点であるスポット16は鋼フィラメント10の軸と平行の陰影線によって示され、第2波面の極小点であるスポット18は鋼フィラメント10の軸と垂直の陰影線によって示されている。
図3において、第1波面の極大点であるスポット20は鋼フィラメント10の軸と平行の陰影線によって示され、第1波面の極小点であるスポット22は鋼フィラメント10の軸と垂直の陰影線によって示されている。第1波面振幅A1と第2波面振幅A2は互いに独立して変更されてよい。すなわち、A1とA2は互いに等しくても異なっていてもよい。これら2つの振幅A1とA2は、いずれも、フィラメント径よりもわずかに大きい最小値、例えば、1.05×d(この場合、ほとんど波面が存在しない)とフィラメント径の約4〜5倍(4〜5×d)の最大値の間で変更されるとよい。この最大値は、構造的な安定の観点から決められている。
【0027】
第一波面ピッチPc1と第2波面ピッチPc2は互いに独立して変更されてよい。すなわち、Pc1とPc2は互いに等しくても異なっていてもよい。Pc1がPc2に対してより異なっていると、第2波面の傾きをより容易に防ぐことができる。2つの波面ピッチPc1とPc2は、いずれも、フィラメント径dの約5倍(5×d)の最小値とフィラメント径dの約50倍(50×d)の最大値の間で変更されるとよい。しかし、撚り構造において、波面ピッチの少なくとも1つ、もっとも好適には、波面ピッチの2つはその撚り構造における鋼フィラメントの撚りピッチよりも小さくすることが好ましい。
まったく自由に、すなわち、互いに独立して選択可能な上記のパラメータによって、非常に多くの異なった波面の形態が得られる。
一例として、A1をA2と等しくなるように選択し、Pc1をPc2と等しくなるように選択し、第2波面を第1波面に対して1/4ピッチだけずらすことによって、回転予成形ピンを用いることなく、空間的螺旋の形態、または少なくともそれに近似した形態が得られる。
他の例として、A1をA2よりもかなり大きくなるように選択することによって、卵形、すなわち、楕円形の横断面が得られる。
【0028】
第1波面および第2波面が設けられた鋼フィラメント10は、単一の鋼フィラメントとして、例えば、ゴムタイヤのブリーカ・プライを補強するのに用いられる。
【0029】
第1波面および第2波面が設けられた鋼フィラメント10は、より複合化された鋼構造体の内部において他の補強要素と隣接して配置される構成要素としても用いられる。このより複合化された鋼構造体として、非撚り構造体、または2つ以上の鋼フィラメントが互いに撚られる撚り構造体が挙げられる。
【0030】
撚り構造体は、大別すると、基本的な手順が互いに異なる2つの方法で作製される。
第1の方法は、ケーブリング(撚り合わせ)とも呼ばれる、回転管状撚合せ機によって行われる方法である。この技術によれば、個々の鋼フィラメントは自転しない。この鋼フィラメントの非自転は、例えばフィラメントの顕微鏡観察によって確認できるが、引抜線部の非回転による。(引抜線部は、比較的軟質の真鍮層に最終的な冷間引抜工程において生じる不可避的な欠陥である。引抜工程は撚り工程の直前に行われるのが好ましい)。
第2の方法は、バンチング(結束)とも呼ばれる、二重撚線機によって行われる方法である。この技術によれば、個々の鋼フィラメントは自転する。この自転は、引抜線部の回転による。
上記の2つの方法は公知の技術である。
【0031】
本発明者らは、鋼構造体内の鋼フィラメントが本発明による第1波面および第2波面を備えた鋼フィラメントであるかどうかを検出する以下に述べる検出手順を開発した。
鋼構造体がケーブリングによる撚合せ構造体の場合、鋼フィラメントはその鋼構造体から簡単にほぐし取られる。そのほぐし取られた鋼フィラメントを回転することによって、
a)異なった面内に延在する2つの波面、または b)2つの異なった波面ピッチ、または
c)2つの異なった波面振幅、または d)上記a)、b)およびc)の組合せが顕微鏡観察によって発見できれば、このフィラメントは本発明による第1波面および第2波面を備えていることになる。
【0032】
鋼構造体がバンチングによる結束構造体の場合、付加ねじれおよび残留ねじれがなくなるまで、その鋼構造体の撚りを戻す必要がある。撚りを戻した後は、撚合せ構造体に対して行ったのと同じ手順を繰り返せばよい。
【0033】
もちろん、他の検出技術も開発されている。例えば、WO-A-95/16816に開示されているように、鋼フィラメントに対して「キーエンス」LSレーザ走査を行うこともできるし、またフーリエ解析を適用することもできる。バンチングによる結束構造体の場合、そのバンチングによる結束の周波数をフィルターで除外して、2つの波面の周波数およびそれらよりも高次の調波を残留させればよい。
【0034】
図4ないし図8は、第1波面および第2波面が設けられた1つ以上の鋼フィラメントを備える撚り鋼構造体の横断面を示している。第1波面および第2波面を備えた鋼フィラメントはすべて参照番号10によって示され、それらの断面に交差陰影線が施されている。一方、他の鋼フィラメントの断面には、いずれも一方向に傾斜した陰影線が施されている。
【0035】
図4は、4×0.28鋼コード24の断面を示している。ある程度の引張荷重が付加された鋼コード24内にゴムを浸透させるために、2本のフィラメント10は第1波面および第2波面が設けられている。2本のフィラメント26にはこれらの波面は設けられていない。
ゴムの浸透を促進するために波面の設けられたフィラメントの数は、鋼コード内のフィ
ラメントの全体の数に依存する。フィラメントの全体の数が多くなるほど、波面の設けられたフィラメントの数も多くなる。
ゴムの浸透を促進するために波面の設けられたフィラメントの数は、波面の振幅とピッチにも依存する。一般的に、振幅が大きくなってピッチが小さくなるほど、ゴムはより多く浸透し、波面の設けられたフィラメントの数は少なくなる。
【0036】
図5は、高い破断点伸び(表5の結果を参照)が得られるように5本の鋼フィラメント10のすべてに2つの波面が設けられている5×0.38鋼コード28の断面を示している。
【0037】
図6は、単一のコア・フィラメント10に第1および第2波面が設けられている(1+6)鋼コード30の断面を示している。コア・フィラメント10を囲んでいる層のすべてのフィラメント26にはそれらの波面が設けられていない。コア・フィラメントの第1波面振幅が第2波面振幅よりもかなり大きいので、鋼コードは卵形の断面を呈している。この卵形の形状が鋼コードの長さ方向に沿ってねじれないようにするには、鋼コードが最終的に撚られる段階で、コア・フィラメントがその鋼コード内で回転しないようにしなければならない。これは、ケーブリングによる撚合せ技術を用いる場合は、問題がない。バンチングによる結束技術を用いる場合は、EP-A1-0676500に示唆されるコア・フィラメントの自転を補償する方法を用いればよい。
この実施例の1変更例として、コア・フィラメントに第1波面および第2波面を設け、それを包囲する層の6本のフィラメントをWO-A-95/16816に開示されている多角形としてもよい。
他の変更例として、コア・フィラメントと6本の外側フィラメントの両方に第1波面および第2波面を設けてもよい。
【0038】
図7は、3本の中心フィラメント10に第1波面および第2波面が設けられている12×0.20緊密コードの断面を示している。9本の外側フィラメント26にはそれらの波面は設けられていない。波面振幅と波面ピッチに依存する中心フィラメント10の全体的な波面を適切に調整することによって、中心フィラメントを外側フィラメントよりも厚くせずに緊密コードに必要なゴム浸透性を与えることができる。ゴム浸透性がそれでも不充分な場合、または十分なゴム浸透性を得るには波面振幅を過度に高く設定しなければならない場合、9本の外側フィラメントにも第1波面および第2波面を設けるとよい。
【0039】
図8は、すべての構成フィラメント10に本発明による第1波面および第2波面が設けられている4×2×0.35伸長コードの断面を示している。各2×0.35ストランドに含まれる各0.35フィラメントの撚りピッチを3.5mmから6.0mmに増やしてもよい。この場合、4×2×0.35コード内の4本の2×0.35ストランドの撚りピッチを、破断点伸びを減少させずに9mmから16mmに増やすことができる。
【実施例1】
【0040】
0.28mmの直径を有する第1鋼フィラメントに、第1波面振幅A1=0.50mmおよび第1波面ピッチPc1=5.0mmの第1波面と、第2波面振幅A2=0.50mmおよび第2波面ピッチPc2=3.0mmの第2波面が設けられた。
0.28mmの直径を有する第2鋼フィラメントに、第1波面振幅A1=0.75mmおよび第1波面ピッチPc1=5.0mmの第1波面と、第2波面振幅A2=0.50mmおよび第2波面ピッチPc2=3.0mmの第2波面が設けられた。
上記のパラメータA1、A2、Pc1およびPc2はすべて波面付与歯車を媒体として互いの影響が調和されたパラメータである。以下に述べるフィラメントに関する測定値としての有効なパラメータは、例えば、第2波面は第1波面のパラメータに影響を与えるので、そのような互いの影響が調和された上記のパラメータに依存して得られる。鋼コードへのフィラメ
ントの下流側のねじれも波面振幅と波面ピッチに影響を与えることがある。下流側の操作によって、通常、波面振幅は減少し、波面ピッチは増大する。
上記の2本のフィラメントを0.28mmの直径を有する波面の設けられていないフィラメントを参考として比較した。
【0041】
【表1】

【0042】
第1フィラメントと第2フィラメントは、それぞれ、ねじれピッチP=16.0mmの4×0.28鋼コードに適用され、以下に示す4つの具体例に用いられた。
具体例1は、上記の第1フィラメントからなる1本の波面を有するフィラメントと3本の波面を有しないフィラメントによって構成されている。
具体例2は、上記の第1フィラメントからなる2本の波面を有するフィラメントと2本の波面を有しないフィラメントによって構成されている。
具体例3は、上記の第2フィラメントからなる1本の波面を有するフィラメントと3本の波面を有しないフィラメントによって構成されている。
具体例4は、上記の第2フィラメントからなる2本の波面を有するフィラメントと2本の波面を有しないフィラメントによって構成されている。
これらの4つの具体例は、参照用の16.0mmのねじれピッチを有する4×0.28オープンコードと比較された。
【0043】
【表2】
【0044】
「50N(ニュートン)における鋼エレメント(鋼コードまたは鋼フィラメント)の部分荷重伸び(PLE)」は、鋼エレメントに50ニュートンの規定荷重が付加されたときの鋼エレメントの長さの増加として定義され、規定の予張力(例えば、2.5ニュートン)のもとに測定された鋼エレメントの初期の長さに対するパーセントとして表示される。
【0045】
ゴム浸透は2つの方法で測定された。
第1の方法は、公知の利用しやすい圧力降下試験である。
第2の方法は、いわゆる出現率を測定する方法であり、本実施例において、以下の手順によってコア・フィラメントの出現率が測定されている。撚りコードは製造条件に対応する条件下でゴムが充填されている。その後、個々の鋼フィラメントはほぐされ、出現率は特定の鋼フィラメントの全表面積に対するその鋼フィラメントのゴムに被われた部分の表面積として測定される。この出現率の測定において、その数値は用いられるゴムの種類に大きく依存する。
【実施例2】
【0046】
0.38mmの直径を有する第1高張力鋼フィラメントに、第1波面振幅A1=1.0mmおよび第1波面ピッチPc1=5.2mmの第1波面と、第2波面振幅A2=0.75mmおよび第2波面ピッチPc2=3.2mmの第2波面が設けられた。
0.38mmの直径を有する第2高張力鋼フィラメントに、第1波面振幅A1=1.0mmおよび第1波面ピッチPc1=5.2mmの第1波面と、第2波面振幅A2=0.50mmおよび第2波面ピッチPc2=3.2mmの第2波面が設けられた。
0.38mmの直径を有する第3高張力鋼フィラメントに、第1波面振幅A1=0.75mmおよび第1波面ピッチPc1=5.2mmの第1波面と、第2波面振幅A2=0.75mmおよび第2波面ピッチPc2=3.2mmの第2波面が設けられた。
上記のパラメータA1、A2、Pc1およびPc2はすべて波面付与歯車を媒体として互いの影響が調和されたパラメータである。表3に示されるフィラメントに関する測定値としての有効なパラメータは、例えば、第2波面は第1波面のパラメータに影響を与えるので、そのよ
うな互いの影響が調和された上記のパラメータに依存して得られる。鋼コード内へのフィラメントの下流側のねじれも波面振幅と波面ピッチに影響を与えることがある。
【0047】
【表3】
上記の3種類の高張力フィラメントを用いて、表4に示される、本発明による14.0mmの撚りピッチを有する9本の5×0.38コードが作製された。これらのコードにおいて、鋼フィラメントのすべてに第1波面および第2波面が設けられている。
【0048】
【表4】
【0049】
表5は、これらの9本の本発明によるコードと参照コードとしての12.0mmの撚りピッチを有する5×0.38高張力オープンコードを比較した結果を示している。
【0050】
【表5】
【0051】
以下、比較試験から得られた結果について説明する。長さ/径の比が大きい鋼コードは圧縮に対する抵抗が小さい。しかし、ゴムを充填することによって、鋼コードの圧縮抵抗は著しく改善される。ゴムが充填された鋼コードの圧縮特性に関する情報が得られるシリ
ンダー試験が開発されている。30mmの径と48.25mmの高さを有するゴムシリンダーの厳密な中心個所が試験用鋼コードによって補強される。精密金型を用いて、鋼コードに張力を加えながらゴムを硬化させることによって、そのコードをゴムシリンダーの軸心に正確に沿った直線状に保持することができる。圧縮試験から、力と歪の関係を示すグラフが得られる。Wkは不安定点、すなわち、座屈点における歪を示す。圧縮試験に関するさらに詳細な情報は、L.BOURGOISによる「鋼コードの機械的特性の測定とその関連試験方法」(特別技術刊行物694、アメリカ材料検査協会、1980年)から得られる。Wkが3%を超えれば、保護プライ用鋼コードは良好な圧縮挙動を示す、とその文献に述べられている。
【0052】
表5に示される弾性係数の値は、平均値である。引張試験による荷重−伸び曲線によれば、2つの異なった弾性係数が観察される。この2つの異なった弾性係数は、異なった波面ピッチを有する2つの波面による。引張試験において、小さい波面ピッチを有する波面は小さい荷重における伸びをもたらし、大きい波面ピッチを有する波面のみが大きい荷重における伸びをもたらす。この2つの弾性係数は、表5の本発明コードNo.1の荷重−伸び曲線を表す図9に示されている。
2つの明らかに異なる弾性係数は一点鎖線によって示されている。
【実施例3】
【0053】
多数の0.22mmフィラメントに第1波面および第2波面が設けられた。表6は、それらのフィラメントの特性を参照フィラメントとしての0.22mmの直線フィラメントの特性を比較した結果を示している。
【0054】
【表6】
【実施例4】
【0055】
2つの波面を有する12本のフィラメントを備える12×0.38緊密コードが作製され
た。このコードは、コンベア・ベルトを補強するための織物構造内の横織りフィラメントとして用いることができる。12×0.38緊密コード(CC)の4つの具体例が従来の4×7×0.25高伸び(HE)コードと比較された。12×0.38緊密コードの4つの具体例間の差は以下の通りである。
No.1:低巻張力、バンチャ(結束機)の低回転速度 No.2:高巻張力、バンチャ(結束機)の低回転速度 No.3:低巻張力、バンチャ(結束機)の高回転速度 No.4:高巻張力、バンチャ(結束機)の高回転速度
【0056】
【表7】
【実施例5】
【0057】
vそれぞれが2つの波面を有する多数の0.30mm径のフィラメントを備える4×0.30コードおよび5×0.30コードが作製された。歯車によって互いに同調された第1波面および第2波面のパラメ−タは、第1波面の振幅を0.70mm、第1波面ピッチを5.2mm、第2波面の振幅を0.55mm、第2波面ピッチを3.2mmとした。表8は、上記コードの測定された特性を示している。
【0058】
【表8】
【0059】
上記の特性に加え、本発明による鋼コードは、ゴムのようなエラストマーを補強するために以下の特徴を有している。
―フィラメント径は、0.04mmから1.1mm、さらに具体的には、0.15mmから0.60mm、例えば、0.20mmから0.45mmにある。
−鋼組成は、0.60%の最小炭素量(例えば、少なくとも0.80%で最大値は1.1%)、 0.20から0.90%の範囲のマンガン量、0.10から0.90%の範囲のシリコン量、また、それぞれが好ましくは0.03%未満の硫黄とリンを含み、さらに付加的な元素として(0.2から0.4%)のクロム、ボロン、コバルト、ニッケル、およびバナジウムなどを含む。
−フィラメントは、亜鉛などの耐食性皮膜、または真鍮、銅−亜鉛−ニッケル(例えば、64%銅―35%亜鉛―0.5%ニッケル)、銅−亜鉛−コバルト(例えば、64%銅―35.7%亜鉛―0.3%コバルト)などのいわゆる三元合金、あるいは亜鉛―コバルトや亜鉛−ニッケルのような銅を含まない合金からなるゴムへの付着性を促進する皮膜によって容易に被覆される。
【0060】
本発明は、すべての一般的に用いられている2150MPaから約3000MPa以上の最終引張強度を有するコードに好適である。
【技術分野】
【0001】
本発明は、エラストマーの補強、例えば、ゴムコンベアベルト、ゴムタイヤ、ゴムホース、ゴムタイミングベルト、またはポリウレタンによるタイミング装置などに好適な鋼構造体に関する。鋼補強体は1つの鋼フィラメントからなる。本発明はまた、鋼フィラメントに空間的な波面形状を付与する処理方法に関する。
【背景技術】
【0002】
このような鋼構造体は、広く知られている。
最近の従来技術文献には、鋼フィラメントが1つまたは2つのうねりを有する鋼構造体、すなわち、撚りによる塑性変形以外の塑性変形が施された鋼フィラメントを有する構造体が使われる傾向にある、と述べられている。この付加的な鋼フィラメントの塑性変形は予成形によって容易に与えることができ、その結果として鋼フィラメントにうねりパターンが形成される。
【0003】
US-A-5,020,312(ココク:優先権、1989年)およびUS-A-5,111,649(ココク)は3本ないし5本の鋼フィラメントからなる鋼コード構造体を開示している。この構造体において、少なくとも1つの鋼フィラメントは、いわゆる「波面(クリンプ)」を備えている。この波面は、比較的鋭い角度で傾斜されたジグザグ形状を有し、その鋭角度は成形工具に依存する。波面は、平面波面を呈し、2つの歯車によって形成される。傾斜部の底の平坦部によって形成される穴部は、鋼コード構造体へのエラストマーの浸透を促進させる効果がある。
【0004】
他の波形がEP-A-0,462,716に記載されている。この文献によれば、鋼コードは3本ないし27本の鋼フィラメントを有し、それらの25%ないし67%の鋼フィラメントが特殊なつる巻き、すなわち、螺旋の形状を有している。この螺旋形状を付与する塑性変形は予成形ピンを回転させることによってなされる。螺旋形状を設ける目的は、いわゆる部分荷重伸び(PLE、この用語の定義は後述する)を増加させることなく、鋼コード構造体へのエラストマーの浸透を促進する点にある。これらの鋼コードは「SPACY」の商品名で市販されている。このコードの重大な欠点は、その製造がエネルギーを消耗する点およびその製造が非効率な点のいずれかまたは両方にある。すなわち、もし螺旋のピッチが撚りのピッチよりも小さいと、予成形ピンの回転速度を下流側の二重撚線機の回転速度の2倍よりも大きく設定しなければならない。
【0005】
さらに他の波形がWO-A-95/16816(ベッケルト:優先権、1993年)に記載されている。この文献によると、鋼構造体は鋼フィラメントからなり、少なくとも1つの鋼フィラメントは多角形に予成形されている。この多角形は、曲率半径を変更可能な予成形装置によって得られる空間波形である。この鋼構造体は、「BETRU」の商品名で市販されている。
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、鋼構造体の鋼フィラメントに従来技術の波形とは異なる波形を提供する点にある。
本発明の他の目的は、既存の波形の利点と組み合わせることができる波形を鋼フィラメントに設ける点にある。
また、本発明の他の目的は、波形のパラメータを選択することによって多数の特定の形態を呈することが可能な波形を提供することにある。
さらに、本発明の他の目的は、波形の製造がエネルギーを消耗する工具を用いることなく行えるような波形を提供する点にある。
また、本発明の他の目的は、フィラメントの何本か、例えば、コア・フィラメントに波形を設けることによって卵形の横断面を有する鋼構造体を提供する点にある。
【課題を解決するための手段】
【0007】
本発明によれば、エラストマーを補強するのに適した鋼構造体が提供される。鋼補強体は1つの鋼フィラメントからなる。この鋼フィラメントに、第1波面および第2波面が設けられる。第1波面は、第2波面の面と実質的に異なる面に延在する。
【0008】
こうして、エネルギーを消耗する予成形工具によって駆動されることなく、空間波形が得られる。
【0009】
本鋼構造体の他の利点は、多数の波形を設けることができる点にある。すなわち、第1波面は、第1波面ピッチと第1波面振幅を有している。第2波面は、第2波面ピッチと第2波面振幅を有している。これは、ある範囲にわたって互いに独立して変更可能な4つの設計パラメータを意味している。
第1波面ピッチは第2波面ピッチと等しくても異なっていてもよい。それらの波面ピッチが等しい場合、円形または卵形の空間螺旋形態が得られる。一方、それらの波面ピッチが異なっている場合、螺旋とは別の空間形態をもたらす。
【0010】
第1波面振幅は第2波面振幅と等しくても異なっていてもよい。それらの波面振幅が異なっていると、第1波面と第2波面の設けられたフィラメントが最終的な鋼構造体内で自転しないという条件の下で、卵形の横断面を呈する空間形態をもたらす。
さらに変更可能な他のパラメータとして、第2波面の形成される2つの面間の角度が挙げられる。ただし、これらの面はできるだけ互いに異なっているのが好ましい。例えば、2つの面の最大離間角度は約90°が最も好ましい。
【0011】
本発明による鋼構造体の鋼要素は、鋼フィラメント、撚られていない鋼フィラメントの束、または撚られた鋼フィラメントからなる鋼ストランドとして構成されるとよい。本発明による鋼構造体は、上記の種々の鋼要素の組合せから構成されてもよい。
【0012】
鋼構造体は、互いに平行に隣接して他の巻付けフィラメントまたは補強の対象となるエラストマーと相溶性のある接着剤によって結束される1つ以上の鋼フィラメントからなる非撚線構造体であってもよい。
変更例として、多数の鋼フィラメントを互いにほぼ平行に隣接して延在させてもよい。これは、例えば、通常の比較的低回転速度で回転する撚線装置に鋼フィラメントを比較的高い線速度で通過させることによって非常に大きな撚りピッチで撚ることによって達成される。
【0013】
鋼構造体はまた、構成フィラメントの何本かまたはすべてが同類の構造体内に撚れるような撚り構造体であってもよい。
【0014】
第1波面ピッチと第2波面ピッチの少なくとも1つは、それらの第2波面を有する鋼フィラメントの撚りピッチよりも小さく設定されるのが好ましい。
【0015】
本発明の第1用途例として、一般的な撚り構造体の内でn×1鋼コード、すなわち、基本的に2本ないし5本の鋼フィラメントからなる鋼コードが挙げられる。
この用途例の第1実施態様において、これらの構成フィラメントの何本かまたは全てに、ゴムの浸透を促進させるために第1波面および第2波面が設けられる。1例として、1
つまたは2つのフィラメントに第1波面および第2波面の設けられた4×0.28コードが挙げられる。このようなコードは、タイヤのブリーカ・プライに用いられる。
第2実施態様において、破断点伸びを5%よりも大きい値にまで向上させるために、フィラメントの全てに第1波面および第2波面が設けられる。
1例として、第1波面および第2波面が設けられた5本のフィラメントからなる5×0.38コードが挙げれる。付加的な利点として、このコードは破断点伸びを実質的に減少させずに比較的大きな撚りピッチ(14mmないし20mm)で撚ることが可能である。
他の例として、 すべてのフィラメントに第1波面および第2波面が設けられた4×0.22コードおよび5×0.22コードが挙げられる。これらの高伸びコードは、自動二輪車のタイヤの補強に適している(自動二輪車のタイヤの赤道面に対してほぼ0°の角度で配置される)。
【0016】
本発明の第2用途例として、1本のコア(または多数のコア・鋼フィラメント)とそのコアの周囲に撚られたm本の鋼フィラメントからなる層からなり、付加的にn本の鋼フィラメントからなる第2層がm本のフィラメントからなる第1層の周囲に撚られる、いわゆる(1+m)鋼コードまたは(1+m+n)鋼コードが挙げられる。
【0017】
一又は二以上のコア・鋼フィラメントに、a)コア内へのエラストマーの浸透を促進するため、および/またはb)コアの卵形横断面を得て、コード全体として卵形横断面を得るため、および/またはc)コア・鋼フィラメントがコード内で位置ずれを起こすのを防ぐために、第1波面および第2波面が設けられるとよい。
1例として、単一コア・フィラメントを備える(1+6)構成において、ゴム浸透性を高め、かつコード内の単一コア・フィラメントの投錨効果を向上させ、すなわち、コアの位置ずれを防ぐために、単一コア・フィラメントに第1波面および第2波面を設けた例が挙げられる。卵形横断面が得られるという観点から、第1波面振幅は第2波面振幅よりも大きい方がよい。他の例として、3本のコア・フィラメントを備える(3+8+13)構成において、3本のコア・フィラメント間の中心へのゴム浸透を促進させるために、それらのコア・フィラメントに第1波面および第2波面が設けられた例があげられる。
同様の用途例として、7×7構成内のストランドのコア・フィラメントを、第1波面および第2波面が設けられた2本または3本のフィラメントからなる2×1または3×1要素に置き換える例が挙げられる。
他の例として、公知の「3×d+9×d+15×d」構成を「5×d1+9×d+15×d」構成に置き換える例(コア・フィラメント径d1はコア・フィラメント径dよりも小さい)が挙げられる。コア・フィラメントには第1波面および第2波面が設けられ、ゴム浸透性と伸びは向上するが剛性は低下する。
【0018】
本発明の第3の用途例として、互いに同じ撚り方向かつ同じ撚りピッチで撚られたn本の鋼フィラメントからなるn×1緊密コードが挙げられる。1例として、ゴム浸透性を向上させてかつコアの位置ずれを防ぐために、全てのコア・フィラメントに第1波面および第2波面が設けられた3×0.365または9×0.345CC(CCは緊密コードの略称)が挙げられる。
他の例として、高い伸びを得るために、12本のフィラメントの全てに第1波面および第2波面が設けられた12×0.38CCの例が挙げられる。このようなコードはゴムコンベアベルトを補強するのに適した織物構造の横織りまたは縦織り要素として用いられる。
【0019】
第4の用途例として、それぞれが2つ以上のフィラメントからなる2つ以上のストランドによって構成される多重ストランド鋼コードが挙げられる。このようなストランドがコード内においてフィラメントが撚られるのと同じ方向に撚られると(いわゆるラングの層コード)、高い破断点伸びが得られる。この場合、比較的小さい撚りピッチが設定される
。
しかし、本発明によれば、もしフィラメントの何本かまたはすべてに第1波面および第2波面が設けられると、破断点伸びを減少させずに大きな撚りピッチが可能になり、その結果、コードをより効率的に製造することができる。
さらに本発明によれば、全てのフィラメントに設けられた第1波面および第2波面と既存の小さな撚りピッチを組み合わせることができる。その結果、より高い破断点伸びが得られる。引張強度および破断強度の不可避的な低下は、コア・ストランドをさらに付加的に用いることによって補償される。このコア・ストランドフィラメントにも第1波面および第2波面を設けることができる。
【0020】
第5の用途例として、コンベアベルトの補強に用いられるような多重ストランド鋼コードが挙げられる。この場合、ストランド間へのゴムの浸透を高めるために、ストランドの全体に第1波面および第2波面が設けられる。
【0021】
本発明の他の態様によれば、鋼フィラメントに空間的な波形を付与する方法が提供される。本方法は、(a)第1平面に延在する第1波面を前記鋼フィラメントに付与する段階と、(b)前記第1平面と実質的に異なる第2平面に延在する第2波面を前記鋼フィラメントに付与する段階を含む ことを特徴とする。
【図面の簡単な説明】
【0022】
【図1】第1波面および第2波面をいかに鋼フィラメントに設けるかを概略的に示す図である。
【図2】鋼フィラメントに付与された第1波面を示す図である。
【図3】鋼フィラメントに付与された第2波面を示す図である。
【図4】第1波面および第2波面が設けられた2つのフィラメントを備える1×4鋼コードの横断面を示す図である。
【図5】第1波面および第2波面が設けられた5つのフィラメントを備える1×5鋼コードの横断面を示す図である。
【図6】第1波面および第2波面が設けられたコア・フィラメントを備える(1+6)鋼コードの横断面を示す図である。
【図7】第1波面および第2波面が設けられた3本の中心フィラメントを備える12×1緊密コードの横断面を示す図である。
【図8】全てのフィラメントに第1波面および第2波面が設けられた4×2多重ストランドコードの横断面を示す図である。
【図9】5×0.38コード(本発明)の荷重−伸び曲線を示す図である。
【発明を実施するための形態】
【0023】
以下、本発明を添付の図面を参照してさらに詳細に説明する。
図1は、第1波面および第2波面をいかに鋼フィラメント10に設けるかを概略的に説明する図である。
鋼フィラメント10は第1歯車対12に向かって下流方向に移動される。歯車対12の回転軸はy軸と平行であり、歯車対12によって付与される第1波面はxz面内に延在する平面波面である。
第1波面が設けられたフィラメント10はさらに第2歯車対14に向かって移動される。歯車対14の回転軸はx軸と平行である。歯車対14によって付与される第2波面もまた平面波面であり、yz面内に延在する。鋼フィラメント10に付与されたこのような波面の全体は、明らかに、平面的ではなく空間的に延在している。
【0024】
第1歯車対12と第2歯車対14はいずれも外部手段によって駆動される必要がない。それらは鋼フィラメント10が通過することによって駆動されて回転される。
第1波面が第2波面に影響されてxz面からyz面に傾斜または回転されるのを防ぐために、第2歯車対14を第1歯車対12にできるだけ接近させて配置させることが重要である。より一般的な見地から、およびフィラメントに付与される2つの波面を制御するために、曲げモーメント、すなわち、2つの波面を付与するのに必要なモーメントはできるだけ小さく維持される必要がある。これは、例えば、より小さい振幅の波面を最初に付与して、その後、より大きい振幅の波面を付与することによって達成される。
また、より一般的な見地から、ねじりモーメント、すなわち、フィラメントを回転させるのに必要なモーメントはできるだけ高く維持されるべきである。なぜなら、2つの波面付与操作中、またはそれらの操作の間、フィラメントの回転は阻止されねばならないからである。ねじりモーメントをできるだけ高く維持する1つの方法として、波面を与える2対の歯車間の距離を前述の最小距離に設定する方法が挙げられる。
【0025】
第3およびそれ以後の歯車対が他の平面内または同一の平面内に設けられてもよい。このようにして、以後の波面付与操作によって得られる空間的な波面構造は最適化され、すなわち、さらに高次の変化が付与された波面構造とされる。
【0026】
図2はxz面内に延在する第1波面を示し、図3はyz面内に延在する第2波面を示している。
第1波面は、その波面の上下端間の距離として測定される第1波面振幅A1を有している。この波面振幅A1はフィラメント径dを含んでいる。第1波面は、その波面の2つの極小点間の距離と等しい第1波面ピッチPc1を有している。
第2波面は、その波面の上下端間の距離として測定される第2波面振幅A2を有している。この波面振幅A2はフィラメント径dを含んでいる。第2波面は、その波面の2つの極小点間の距離と等しい第2波面ピッチPc2を有している。
図2において、第2波面の極大点であるスポット16は鋼フィラメント10の軸と平行の陰影線によって示され、第2波面の極小点であるスポット18は鋼フィラメント10の軸と垂直の陰影線によって示されている。
図3において、第1波面の極大点であるスポット20は鋼フィラメント10の軸と平行の陰影線によって示され、第1波面の極小点であるスポット22は鋼フィラメント10の軸と垂直の陰影線によって示されている。第1波面振幅A1と第2波面振幅A2は互いに独立して変更されてよい。すなわち、A1とA2は互いに等しくても異なっていてもよい。これら2つの振幅A1とA2は、いずれも、フィラメント径よりもわずかに大きい最小値、例えば、1.05×d(この場合、ほとんど波面が存在しない)とフィラメント径の約4〜5倍(4〜5×d)の最大値の間で変更されるとよい。この最大値は、構造的な安定の観点から決められている。
【0027】
第一波面ピッチPc1と第2波面ピッチPc2は互いに独立して変更されてよい。すなわち、Pc1とPc2は互いに等しくても異なっていてもよい。Pc1がPc2に対してより異なっていると、第2波面の傾きをより容易に防ぐことができる。2つの波面ピッチPc1とPc2は、いずれも、フィラメント径dの約5倍(5×d)の最小値とフィラメント径dの約50倍(50×d)の最大値の間で変更されるとよい。しかし、撚り構造において、波面ピッチの少なくとも1つ、もっとも好適には、波面ピッチの2つはその撚り構造における鋼フィラメントの撚りピッチよりも小さくすることが好ましい。
まったく自由に、すなわち、互いに独立して選択可能な上記のパラメータによって、非常に多くの異なった波面の形態が得られる。
一例として、A1をA2と等しくなるように選択し、Pc1をPc2と等しくなるように選択し、第2波面を第1波面に対して1/4ピッチだけずらすことによって、回転予成形ピンを用いることなく、空間的螺旋の形態、または少なくともそれに近似した形態が得られる。
他の例として、A1をA2よりもかなり大きくなるように選択することによって、卵形、すなわち、楕円形の横断面が得られる。
【0028】
第1波面および第2波面が設けられた鋼フィラメント10は、単一の鋼フィラメントとして、例えば、ゴムタイヤのブリーカ・プライを補強するのに用いられる。
【0029】
第1波面および第2波面が設けられた鋼フィラメント10は、より複合化された鋼構造体の内部において他の補強要素と隣接して配置される構成要素としても用いられる。このより複合化された鋼構造体として、非撚り構造体、または2つ以上の鋼フィラメントが互いに撚られる撚り構造体が挙げられる。
【0030】
撚り構造体は、大別すると、基本的な手順が互いに異なる2つの方法で作製される。
第1の方法は、ケーブリング(撚り合わせ)とも呼ばれる、回転管状撚合せ機によって行われる方法である。この技術によれば、個々の鋼フィラメントは自転しない。この鋼フィラメントの非自転は、例えばフィラメントの顕微鏡観察によって確認できるが、引抜線部の非回転による。(引抜線部は、比較的軟質の真鍮層に最終的な冷間引抜工程において生じる不可避的な欠陥である。引抜工程は撚り工程の直前に行われるのが好ましい)。
第2の方法は、バンチング(結束)とも呼ばれる、二重撚線機によって行われる方法である。この技術によれば、個々の鋼フィラメントは自転する。この自転は、引抜線部の回転による。
上記の2つの方法は公知の技術である。
【0031】
本発明者らは、鋼構造体内の鋼フィラメントが本発明による第1波面および第2波面を備えた鋼フィラメントであるかどうかを検出する以下に述べる検出手順を開発した。
鋼構造体がケーブリングによる撚合せ構造体の場合、鋼フィラメントはその鋼構造体から簡単にほぐし取られる。そのほぐし取られた鋼フィラメントを回転することによって、
a)異なった面内に延在する2つの波面、または b)2つの異なった波面ピッチ、または
c)2つの異なった波面振幅、または d)上記a)、b)およびc)の組合せが顕微鏡観察によって発見できれば、このフィラメントは本発明による第1波面および第2波面を備えていることになる。
【0032】
鋼構造体がバンチングによる結束構造体の場合、付加ねじれおよび残留ねじれがなくなるまで、その鋼構造体の撚りを戻す必要がある。撚りを戻した後は、撚合せ構造体に対して行ったのと同じ手順を繰り返せばよい。
【0033】
もちろん、他の検出技術も開発されている。例えば、WO-A-95/16816に開示されているように、鋼フィラメントに対して「キーエンス」LSレーザ走査を行うこともできるし、またフーリエ解析を適用することもできる。バンチングによる結束構造体の場合、そのバンチングによる結束の周波数をフィルターで除外して、2つの波面の周波数およびそれらよりも高次の調波を残留させればよい。
【0034】
図4ないし図8は、第1波面および第2波面が設けられた1つ以上の鋼フィラメントを備える撚り鋼構造体の横断面を示している。第1波面および第2波面を備えた鋼フィラメントはすべて参照番号10によって示され、それらの断面に交差陰影線が施されている。一方、他の鋼フィラメントの断面には、いずれも一方向に傾斜した陰影線が施されている。
【0035】
図4は、4×0.28鋼コード24の断面を示している。ある程度の引張荷重が付加された鋼コード24内にゴムを浸透させるために、2本のフィラメント10は第1波面および第2波面が設けられている。2本のフィラメント26にはこれらの波面は設けられていない。
ゴムの浸透を促進するために波面の設けられたフィラメントの数は、鋼コード内のフィ
ラメントの全体の数に依存する。フィラメントの全体の数が多くなるほど、波面の設けられたフィラメントの数も多くなる。
ゴムの浸透を促進するために波面の設けられたフィラメントの数は、波面の振幅とピッチにも依存する。一般的に、振幅が大きくなってピッチが小さくなるほど、ゴムはより多く浸透し、波面の設けられたフィラメントの数は少なくなる。
【0036】
図5は、高い破断点伸び(表5の結果を参照)が得られるように5本の鋼フィラメント10のすべてに2つの波面が設けられている5×0.38鋼コード28の断面を示している。
【0037】
図6は、単一のコア・フィラメント10に第1および第2波面が設けられている(1+6)鋼コード30の断面を示している。コア・フィラメント10を囲んでいる層のすべてのフィラメント26にはそれらの波面が設けられていない。コア・フィラメントの第1波面振幅が第2波面振幅よりもかなり大きいので、鋼コードは卵形の断面を呈している。この卵形の形状が鋼コードの長さ方向に沿ってねじれないようにするには、鋼コードが最終的に撚られる段階で、コア・フィラメントがその鋼コード内で回転しないようにしなければならない。これは、ケーブリングによる撚合せ技術を用いる場合は、問題がない。バンチングによる結束技術を用いる場合は、EP-A1-0676500に示唆されるコア・フィラメントの自転を補償する方法を用いればよい。
この実施例の1変更例として、コア・フィラメントに第1波面および第2波面を設け、それを包囲する層の6本のフィラメントをWO-A-95/16816に開示されている多角形としてもよい。
他の変更例として、コア・フィラメントと6本の外側フィラメントの両方に第1波面および第2波面を設けてもよい。
【0038】
図7は、3本の中心フィラメント10に第1波面および第2波面が設けられている12×0.20緊密コードの断面を示している。9本の外側フィラメント26にはそれらの波面は設けられていない。波面振幅と波面ピッチに依存する中心フィラメント10の全体的な波面を適切に調整することによって、中心フィラメントを外側フィラメントよりも厚くせずに緊密コードに必要なゴム浸透性を与えることができる。ゴム浸透性がそれでも不充分な場合、または十分なゴム浸透性を得るには波面振幅を過度に高く設定しなければならない場合、9本の外側フィラメントにも第1波面および第2波面を設けるとよい。
【0039】
図8は、すべての構成フィラメント10に本発明による第1波面および第2波面が設けられている4×2×0.35伸長コードの断面を示している。各2×0.35ストランドに含まれる各0.35フィラメントの撚りピッチを3.5mmから6.0mmに増やしてもよい。この場合、4×2×0.35コード内の4本の2×0.35ストランドの撚りピッチを、破断点伸びを減少させずに9mmから16mmに増やすことができる。
【実施例1】
【0040】
0.28mmの直径を有する第1鋼フィラメントに、第1波面振幅A1=0.50mmおよび第1波面ピッチPc1=5.0mmの第1波面と、第2波面振幅A2=0.50mmおよび第2波面ピッチPc2=3.0mmの第2波面が設けられた。
0.28mmの直径を有する第2鋼フィラメントに、第1波面振幅A1=0.75mmおよび第1波面ピッチPc1=5.0mmの第1波面と、第2波面振幅A2=0.50mmおよび第2波面ピッチPc2=3.0mmの第2波面が設けられた。
上記のパラメータA1、A2、Pc1およびPc2はすべて波面付与歯車を媒体として互いの影響が調和されたパラメータである。以下に述べるフィラメントに関する測定値としての有効なパラメータは、例えば、第2波面は第1波面のパラメータに影響を与えるので、そのような互いの影響が調和された上記のパラメータに依存して得られる。鋼コードへのフィラメ
ントの下流側のねじれも波面振幅と波面ピッチに影響を与えることがある。下流側の操作によって、通常、波面振幅は減少し、波面ピッチは増大する。
上記の2本のフィラメントを0.28mmの直径を有する波面の設けられていないフィラメントを参考として比較した。
【0041】
【表1】
【0042】
第1フィラメントと第2フィラメントは、それぞれ、ねじれピッチP=16.0mmの4×0.28鋼コードに適用され、以下に示す4つの具体例に用いられた。
具体例1は、上記の第1フィラメントからなる1本の波面を有するフィラメントと3本の波面を有しないフィラメントによって構成されている。
具体例2は、上記の第1フィラメントからなる2本の波面を有するフィラメントと2本の波面を有しないフィラメントによって構成されている。
具体例3は、上記の第2フィラメントからなる1本の波面を有するフィラメントと3本の波面を有しないフィラメントによって構成されている。
具体例4は、上記の第2フィラメントからなる2本の波面を有するフィラメントと2本の波面を有しないフィラメントによって構成されている。
これらの4つの具体例は、参照用の16.0mmのねじれピッチを有する4×0.28オープンコードと比較された。
【0043】
【表2】
【0044】
「50N(ニュートン)における鋼エレメント(鋼コードまたは鋼フィラメント)の部分荷重伸び(PLE)」は、鋼エレメントに50ニュートンの規定荷重が付加されたときの鋼エレメントの長さの増加として定義され、規定の予張力(例えば、2.5ニュートン)のもとに測定された鋼エレメントの初期の長さに対するパーセントとして表示される。
【0045】
ゴム浸透は2つの方法で測定された。
第1の方法は、公知の利用しやすい圧力降下試験である。
第2の方法は、いわゆる出現率を測定する方法であり、本実施例において、以下の手順によってコア・フィラメントの出現率が測定されている。撚りコードは製造条件に対応する条件下でゴムが充填されている。その後、個々の鋼フィラメントはほぐされ、出現率は特定の鋼フィラメントの全表面積に対するその鋼フィラメントのゴムに被われた部分の表面積として測定される。この出現率の測定において、その数値は用いられるゴムの種類に大きく依存する。
【実施例2】
【0046】
0.38mmの直径を有する第1高張力鋼フィラメントに、第1波面振幅A1=1.0mmおよび第1波面ピッチPc1=5.2mmの第1波面と、第2波面振幅A2=0.75mmおよび第2波面ピッチPc2=3.2mmの第2波面が設けられた。
0.38mmの直径を有する第2高張力鋼フィラメントに、第1波面振幅A1=1.0mmおよび第1波面ピッチPc1=5.2mmの第1波面と、第2波面振幅A2=0.50mmおよび第2波面ピッチPc2=3.2mmの第2波面が設けられた。
0.38mmの直径を有する第3高張力鋼フィラメントに、第1波面振幅A1=0.75mmおよび第1波面ピッチPc1=5.2mmの第1波面と、第2波面振幅A2=0.75mmおよび第2波面ピッチPc2=3.2mmの第2波面が設けられた。
上記のパラメータA1、A2、Pc1およびPc2はすべて波面付与歯車を媒体として互いの影響が調和されたパラメータである。表3に示されるフィラメントに関する測定値としての有効なパラメータは、例えば、第2波面は第1波面のパラメータに影響を与えるので、そのよ
うな互いの影響が調和された上記のパラメータに依存して得られる。鋼コード内へのフィラメントの下流側のねじれも波面振幅と波面ピッチに影響を与えることがある。
【0047】
【表3】
上記の3種類の高張力フィラメントを用いて、表4に示される、本発明による14.0mmの撚りピッチを有する9本の5×0.38コードが作製された。これらのコードにおいて、鋼フィラメントのすべてに第1波面および第2波面が設けられている。
【0048】
【表4】
【0049】
表5は、これらの9本の本発明によるコードと参照コードとしての12.0mmの撚りピッチを有する5×0.38高張力オープンコードを比較した結果を示している。
【0050】
【表5】
【0051】
以下、比較試験から得られた結果について説明する。長さ/径の比が大きい鋼コードは圧縮に対する抵抗が小さい。しかし、ゴムを充填することによって、鋼コードの圧縮抵抗は著しく改善される。ゴムが充填された鋼コードの圧縮特性に関する情報が得られるシリ
ンダー試験が開発されている。30mmの径と48.25mmの高さを有するゴムシリンダーの厳密な中心個所が試験用鋼コードによって補強される。精密金型を用いて、鋼コードに張力を加えながらゴムを硬化させることによって、そのコードをゴムシリンダーの軸心に正確に沿った直線状に保持することができる。圧縮試験から、力と歪の関係を示すグラフが得られる。Wkは不安定点、すなわち、座屈点における歪を示す。圧縮試験に関するさらに詳細な情報は、L.BOURGOISによる「鋼コードの機械的特性の測定とその関連試験方法」(特別技術刊行物694、アメリカ材料検査協会、1980年)から得られる。Wkが3%を超えれば、保護プライ用鋼コードは良好な圧縮挙動を示す、とその文献に述べられている。
【0052】
表5に示される弾性係数の値は、平均値である。引張試験による荷重−伸び曲線によれば、2つの異なった弾性係数が観察される。この2つの異なった弾性係数は、異なった波面ピッチを有する2つの波面による。引張試験において、小さい波面ピッチを有する波面は小さい荷重における伸びをもたらし、大きい波面ピッチを有する波面のみが大きい荷重における伸びをもたらす。この2つの弾性係数は、表5の本発明コードNo.1の荷重−伸び曲線を表す図9に示されている。
2つの明らかに異なる弾性係数は一点鎖線によって示されている。
【実施例3】
【0053】
多数の0.22mmフィラメントに第1波面および第2波面が設けられた。表6は、それらのフィラメントの特性を参照フィラメントとしての0.22mmの直線フィラメントの特性を比較した結果を示している。
【0054】
【表6】
【実施例4】
【0055】
2つの波面を有する12本のフィラメントを備える12×0.38緊密コードが作製され
た。このコードは、コンベア・ベルトを補強するための織物構造内の横織りフィラメントとして用いることができる。12×0.38緊密コード(CC)の4つの具体例が従来の4×7×0.25高伸び(HE)コードと比較された。12×0.38緊密コードの4つの具体例間の差は以下の通りである。
No.1:低巻張力、バンチャ(結束機)の低回転速度 No.2:高巻張力、バンチャ(結束機)の低回転速度 No.3:低巻張力、バンチャ(結束機)の高回転速度 No.4:高巻張力、バンチャ(結束機)の高回転速度
【0056】
【表7】
【実施例5】
【0057】
vそれぞれが2つの波面を有する多数の0.30mm径のフィラメントを備える4×0.30コードおよび5×0.30コードが作製された。歯車によって互いに同調された第1波面および第2波面のパラメ−タは、第1波面の振幅を0.70mm、第1波面ピッチを5.2mm、第2波面の振幅を0.55mm、第2波面ピッチを3.2mmとした。表8は、上記コードの測定された特性を示している。
【0058】
【表8】
【0059】
上記の特性に加え、本発明による鋼コードは、ゴムのようなエラストマーを補強するために以下の特徴を有している。
―フィラメント径は、0.04mmから1.1mm、さらに具体的には、0.15mmから0.60mm、例えば、0.20mmから0.45mmにある。
−鋼組成は、0.60%の最小炭素量(例えば、少なくとも0.80%で最大値は1.1%)、 0.20から0.90%の範囲のマンガン量、0.10から0.90%の範囲のシリコン量、また、それぞれが好ましくは0.03%未満の硫黄とリンを含み、さらに付加的な元素として(0.2から0.4%)のクロム、ボロン、コバルト、ニッケル、およびバナジウムなどを含む。
−フィラメントは、亜鉛などの耐食性皮膜、または真鍮、銅−亜鉛−ニッケル(例えば、64%銅―35%亜鉛―0.5%ニッケル)、銅−亜鉛−コバルト(例えば、64%銅―35.7%亜鉛―0.3%コバルト)などのいわゆる三元合金、あるいは亜鉛―コバルトや亜鉛−ニッケルのような銅を含まない合金からなるゴムへの付着性を促進する皮膜によって容易に被覆される。
【0060】
本発明は、すべての一般的に用いられている2150MPaから約3000MPa以上の最終引張強度を有するコードに好適である。
【特許請求の範囲】
【請求項1】
エラストマーの補強に適した鋼構造体であって、前記鋼補強体は一の鋼フィラメントからなり、 前記鋼フィラメントは第1波面および第2波面を備え、前記第1波面は前記第2波面の面と実質的に異なる面に延在することを特徴とする鋼構造体。
【請求項2】
前記鋼フィラメントは、円形の横断面を有することを特徴とする請求項1に記載の鋼構造体。
【請求項3】
前記第1波面は第1波面振幅を有し、前記第2波面は第2波面振幅を有し、前記第1波面振幅と前記第2波面振幅は、鋼フィラメントの直径をdとした場合に、1.05×dの最小値と5×dの最大値との間で変わることを特徴とする請求項2に記載の鋼構造体。
【請求項4】
前記第1波面は第1波面ピッチを有し、前記第2波面は第2波面ピッチを有し、前記第1波面ピッチは前記第2波面ピッチと異なることを特徴とする請求項1ないし3のいずれか一つに記載の構造体。
【請求項5】
前記構造体は、引張試験において実質的に異なる2つの弾性係数を示すことを特徴とする請求項4に記載の構造体。
【請求項6】
前記第1波面振幅は前記第2波面振幅と異なることを特徴とする請求項3ないし5のいずれか一つに記載の構造体。
【請求項1】
エラストマーの補強に適した鋼構造体であって、前記鋼補強体は一の鋼フィラメントからなり、 前記鋼フィラメントは第1波面および第2波面を備え、前記第1波面は前記第2波面の面と実質的に異なる面に延在することを特徴とする鋼構造体。
【請求項2】
前記鋼フィラメントは、円形の横断面を有することを特徴とする請求項1に記載の鋼構造体。
【請求項3】
前記第1波面は第1波面振幅を有し、前記第2波面は第2波面振幅を有し、前記第1波面振幅と前記第2波面振幅は、鋼フィラメントの直径をdとした場合に、1.05×dの最小値と5×dの最大値との間で変わることを特徴とする請求項2に記載の鋼構造体。
【請求項4】
前記第1波面は第1波面ピッチを有し、前記第2波面は第2波面ピッチを有し、前記第1波面ピッチは前記第2波面ピッチと異なることを特徴とする請求項1ないし3のいずれか一つに記載の構造体。
【請求項5】
前記構造体は、引張試験において実質的に異なる2つの弾性係数を示すことを特徴とする請求項4に記載の構造体。
【請求項6】
前記第1波面振幅は前記第2波面振幅と異なることを特徴とする請求項3ないし5のいずれか一つに記載の構造体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2010−77589(P2010−77589A)
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願番号】特願2009−259585(P2009−259585)
【出願日】平成21年11月13日(2009.11.13)
【分割の表示】特願2000−523415(P2000−523415)の分割
【原出願日】平成10年11月25日(1998.11.25)
【出願人】(592014377)ナムローゼ・フェンノートシャップ・ベーカート・ソシエテ・アノニム (81)
【氏名又は名称原語表記】N V BEKAERT SOCIETE ANONYME
【Fターム(参考)】
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願日】平成21年11月13日(2009.11.13)
【分割の表示】特願2000−523415(P2000−523415)の分割
【原出願日】平成10年11月25日(1998.11.25)
【出願人】(592014377)ナムローゼ・フェンノートシャップ・ベーカート・ソシエテ・アノニム (81)
【氏名又は名称原語表記】N V BEKAERT SOCIETE ANONYME
【Fターム(参考)】
[ Back to top ]