
注出口付き包装袋

【課題】注出口の下部や胴部本体への引き裂きを抑制することが可能な注出口付き包装袋を提供する。
【解決手段】包装袋10の上側の隅部に注出口14の流路となる未シール部15が設けられ、未シール部15の上方のシール部14cには、上辺14aから流路へ向けて下方に延設され、流路近傍で方向を変えて流路に沿って斜め上方に延設され、さらに方向を変えて開封案内線18の開封開始側の端部に向けて延設された平面形状を有する開封補助線17が設けられ、開封補助線17のうち、上辺14aから流路へ向けて下方に延設された第1の部分17aと、流路に沿って斜め上方に延設された第2の部分17bとの間で方向を変えるコーナー部17cに、第1の部分17aよりも注出口14から遠ざかるように屈曲して突出する突出部17dを有する。
【解決手段】包装袋10の上側の隅部に注出口14の流路となる未シール部15が設けられ、未シール部15の上方のシール部14cには、上辺14aから流路へ向けて下方に延設され、流路近傍で方向を変えて流路に沿って斜め上方に延設され、さらに方向を変えて開封案内線18の開封開始側の端部に向けて延設された平面形状を有する開封補助線17が設けられ、開封補助線17のうち、上辺14aから流路へ向けて下方に延設された第1の部分17aと、流路に沿って斜め上方に延設された第2の部分17bとの間で方向を変えるコーナー部17cに、第1の部分17aよりも注出口14から遠ざかるように屈曲して突出する突出部17dを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、注出口の流路となる未シール部が包装袋の上側の隅部に設けられた注出口付き包装袋に関する。
【背景技術】
【0002】
注出口が設けられた包装袋は、例えば詰め替え用の内容物を収納する包装袋(パウチ)において、内容物の注ぎ出しを容易にするため、広く用いられている。
また、この種のパウチの注出口部には、易開封性手段として、上部のノッチと、流路を横断するレーザー光照射によるハーフカット線と、ノッチからハーフカット線の端部まで引き裂くためのミシン目線とを組み合わせ、上部のノッチから下方に引き裂きを開始した後、注出口の付け根付近で、流路に沿った斜め上方に開封の向きが曲がるように設けられている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−273338号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、易開封性手段により注出口の開封は容易に行えるものの、ノッチから下方への引裂強度と、ハーフカット線の引裂強度とにあまり強度差がない場合、引き裂きの向きを斜め上方に変えるべき箇所で向きを変えることができず、そのまま注出口の下部へ、または更に下方の胴部本体へと引き裂きが下方に進行してしまい、正しく開封できない可能性がある。
【0005】
本発明は、上記事情に鑑みてなされたものであり、注出口の下部や胴部本体への引き裂きを抑制することが可能な注出口付き包装袋を提供することを課題とする。
【課題を解決するための手段】
【0006】
前記課題を解決するため、本発明は、包装袋の上側の隅部に注出口の流路となる未シール部が設けられた包装袋であって、前記未シール部の上方のシール部には、開封を開始するための開封補助線として、前記包装袋の上辺から流路へ向けて下方に延設され、流路近傍で方向を変えて前記流路に沿って斜め上方に延設され、さらに方向を変えて開封案内線の開封開始側の端部に向けて延設された平面形状を有する開封補助線が設けられ、前記開封補助線のうち、前記上辺から流路へ向けて下方に延設された第1の部分と、前記流路に沿って斜め上方に延設された第2の部分との間で方向を変えるコーナー部に、前記第1の部分よりも注出口から遠ざかるように屈曲して突出する突出部を有することを特徴とする注出口付き包装袋を提供する。
前記コーナー部は円弧状であり、前記コーナー部が前記第1の部分の延長線上から突出する幅が、前記コーナー部の円弧の半径の1/2倍以上であることが好ましい。
前記コーナー部の開始側が前記第1の部分の終了側から屈曲する角度が、90〜120°であることが好ましい。
前記第1の部分の終了側から屈曲する前記コーナー部の開始側の方向が、包装袋の上辺に垂直な方向に対して成す角度が、90〜120°であることが好ましい。
前記開封補助線が、前記第1の部分に非貫通部を有する切り抜き線であり、前記コーナー部の全体が、注出口を構成する複数のフィルムを貫通する貫通部により形成されていることが好ましい。
【発明の効果】
【0007】
本発明によれば、引き裂きの向きを斜め上方に変えるべき箇所で、そのまま下方へ引き裂く場合の引裂強度がハーフカット線の引裂強度より強くなるので、注出口の下部や胴部本体への引き裂きを効果的に防止することができる。
【図面の簡単な説明】
【0008】
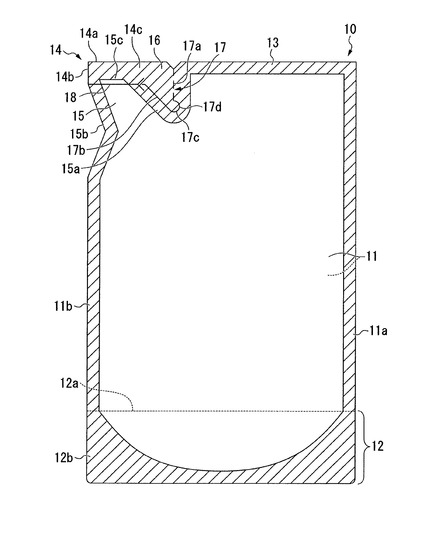
【図1】本発明の注出口付き包装袋の一形態例を示す平面図である。
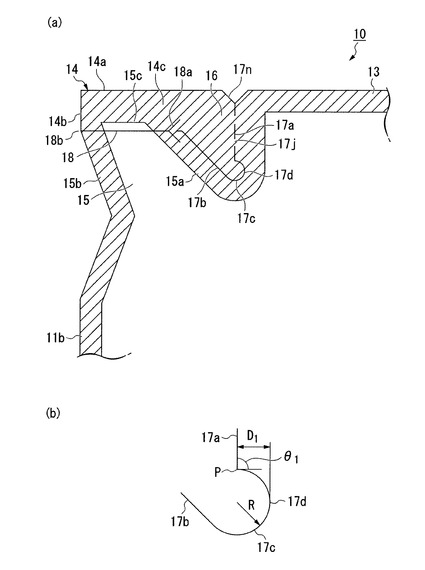
【図2】図1の注出口付き包装袋の(a)注出口付近、および(b)開封補助線のコーナー部付近を示す部分拡大平面図である。
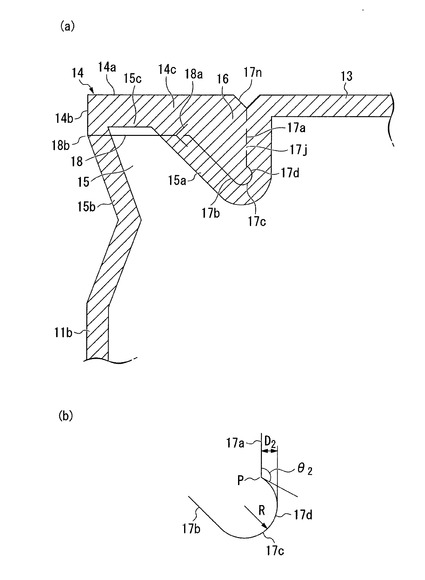
【図3】本発明の改変例の注出口付き包装袋の(a)注出口付近、および(b)開封補助線のコーナー部付近を示す部分拡大平面図である。
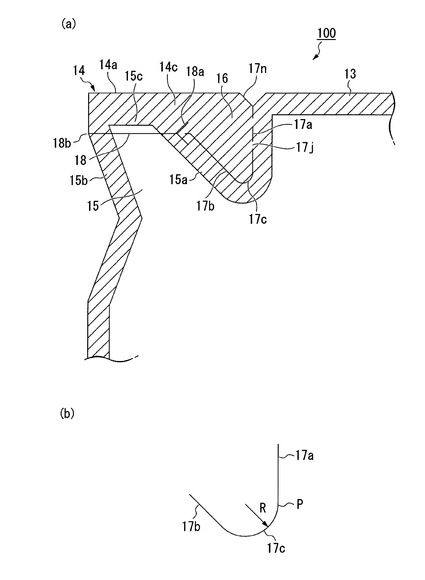
【図4】比較例の注出口付き包装袋の(a)注出口付近、および(b)開封補助線のコーナー部付近を示す部分拡大平面図である。
【図5】注出口の下部や胴部本体への引裂強度を測定する方法を、実施例の注出口付き包装袋に適用した様子を示す平面図である。
【図6】注出口の下部や胴部本体への引裂強度を測定する方法を、比較例の注出口付き包装袋に適用した様子を示す平面図である。
【発明を実施するための形態】
【0009】
以下、好適な実施の形態に基づき、図面を参照して本発明を説明する。
図1に示すように、本形態例の包装袋10は、互いに平面形状が同一である2枚の胴部フィルム11,11と、折り線12aを中心線にして2つ折りにされた底部フィルム12とから構成されたスタンディングパウチである。図1に示すように、底部フィルム12は、折り線12aが内向きとなるように折り重ねられて一対の胴部フィルム11,11の下部同士の間に介装されている。
包装袋10は、左右両側の側端に沿ってそれぞれ側端シール部11a,11bが形成されているとともに、包装袋10の下部には、各胴部フィルム11,11と底部フィルム12とが互いに対向する対向面の下端縁部同士でヒートシールされることにより底シール部12bが形成されている。
【0010】
胴部フィルム11および底部フィルム12として使用するフィルムとしては、従来より使用されているもの、例えば二軸延伸ポリプロピレン、二軸延伸ポリアミド、二軸延伸ポリエステル等からなるフィルムを基材フィルムとし、これらの基材フィルムに、低密度ポリエチレン、直鎖状低密度ポリエチレン、エチレン−酢酸ビニル共重合体、ポリプロピレン等のポリオレフィン系樹脂をシーラント層として積層した積層体が用いられる。積層フィルムを製造する方法としては、ドライラミネート法、押出ラミネート法、共押出法などが挙げられる。基材フィルム層とシーラント層との間には接着強度の向上のため、接着剤やアンカー剤等を設けることができる。この場合、包装袋の強度を高めるために基材フィルムを複数枚積層してもよい。あるいは気体や紫外線のバリア性を高めるため、アルミニウム箔等の金属箔、金属蒸着層、セラミック等の無機質蒸着層、エチレン−ビニルアルコール共重合体フィルムなどを積層してもよい。
【0011】
包装袋10の寸法は特に限定されるものではないが、詰め替え用容器として好適な範囲としては、包装袋10の高さとしては100〜500mm程度、包装袋10の幅(両側端間の最大幅)は70〜300mm程度、内容物の充填量は100〜5000cm3程度である。
内容物は、特に限定されるものではないが、液状物、粉体や顆粒体等の固体、あるいは粘稠体、液体等、あるいはこれらの混合物などが挙げられる。
【0012】
図1および図2(a)に示すように、包装袋10の上側の隅部すなわち上辺14aと側端14bとの間には、注出口14の流路となる未シール部15が包装袋10の斜め上方を向くように設けられている。
本形態例の場合、注出口14は、開封後に流路の両側を構成する流路形成シール部15a,15bと、開封前に流路を封止する流路封止シール部15cと、開封中につまみとなるプルタブ16が、側端シール部11bの上部から連続して胴部フィルム11,11同士をヒートシールすることにより形成されている。
【0013】
流路形成シール部15a,15bは、注出口14の先端部を除去して流路を開口したときに、それぞれ流路の両側部を区画している。すなわち、一方の流路形成シール部15aと他方の流路形成シール部15bとの間の未シール部15が流路となる。
一方の流路形成シール部15aは、未シール部15の上方(上辺14aとの間)に設けられ、他方の流路形成シール部15bは、未シール部15の側方(側端14bとの間)に設けられている。
未シール部15の先端部は、流路封止シール部15cによって閉鎖されている。流路形成シール部15aと側端シール部11aとの間にはシール部13が形成されているが、このシール部13を閉鎖する前に充填口として用いることが可能である。シール部13は、内容物の充填後、充填口の周縁において胴部フィルム11,11同士をヒートシールすることにより形成される。
【0014】
注出口14には、開封を容易にするため、流路となる未シール部15を横断するように例えばレーザーによって形成されたハーフカット線などからなる開封案内線18が設けられている。開封案内線18は、注出口14を含む2枚の胴部フィルム11,11のそれぞれに設けることが好ましい。
【0015】
流路となる未シール部15の上方(上辺14aとの間)のシール部14cには、開封を開始するための開封補助線17が設けられている。この開封補助線17は、上辺14aから流路へ向けて下方に延設され、上辺14aに対して垂直に延在した後、流路近傍で方向を変えて流路に沿って斜め上方に延設され、さらに方向を変えて開封案内線18の開封開始側の端部18aに向けて延設された平面形状を有する。
未シール部15の上方のシール部14cは、開封補助線17により、未シール部15との間に所定幅の流路形成シール部15aを残して切り取ることができる。開封補助線17が流路に沿って延設された部分は、未シール部15と開封補助線17との間に流路形成シール部15aのシール幅を確保しつつ、開封後に突出した注出口が形成されるように、未シール部15の近傍に設けられる。
また、開封補助線17が上辺14aで開始する位置には、例えばV字状の切欠などからなるノッチ17nが設けられている。
【0016】
開封補助線17の上辺14aから下方に延設された第1の部分17aから、流路に沿って斜め上方に延設された第2の部分17bへと方向を変える箇所に設けられたコーナー部17cは、第1の部分17aよりも注出口14から遠ざかるように屈曲して突出する突出部17dを有する。すなわち、図1では、第1の部分17aの左側に注出口14が設けられているのとは反対に、コーナー部17cは右向きに突出している。
これにより、上辺14aから下方へ直進する力を分散させ、第1の部分17aの延長でそのまま下方へ引き裂かれにくくなり、注出口の下部や胴部本体への引き裂きを効果的に防止することができる。
コーナー部17cの形状は、図示例のような円弧状の他、略半円状、V字状、コ字状などに形成されてもよい。また、その大きさは適宜設定可能である。
【0017】
コーナー部17cは円弧状であり、コーナー部17cが第1の部分17aの延長線上から突出する幅が、コーナー部17cの円弧の半径Rの1/2倍以上であることが好ましい。また、第1の部分17aを開封するときの力は、第1の部分17aに沿う方向に作用しやすい、という観点から、コーナー部17cの開始側が第1の部分17aの終了側から屈曲する角度が、90〜120°であることが好ましい。また、第1の部分17aを開封するときの力は、包装袋の上辺14aに垂直な方向に作用しやすい、という観点から、第1の部分17aの終了側から屈曲するコーナー部17cの開始側の方向が、包装袋の上辺14aに垂直な方向に対して成す角度が、90〜120°であることが好ましい。
【0018】
例えば、図2に示す例では、円弧状のコーナー部17cが第1の部分17aの延長線上から突出する幅D1が、コーナー部17cの円弧の半径Rに等しい(円弧の半径Rの1倍である)。この場合、コーナー部17cの開始側が第1の部分17aの終了側から屈曲する角度θ1が、約90°となる。
また、図3に示す例では、円弧状のコーナー部17cが第1の部分17aの延長線上から突出する幅D2が、コーナー部17cの円弧の半径Rの1/2倍である。この場合、コーナー部17cの開始側が第1の部分17aの終了側から屈曲する角度θ2が、約120°となる。
コーナー部17cが曲線である場合、第1の部分17aからの屈曲角は、第1の部分17aとコーナー部17cとの交点Pにおける接線方向として求めることができる。
【0019】
開封補助線17は、開封補助線17の上辺14aから下方に延設された第1の部分17aに非貫通部(ジョイント)17jを有する切り抜き線から構成することができる。この場合、コーナー部17cの全体が、注出口を構成する複数のフィルム(本実施形態では2枚の胴部フィルム11,11)を貫通する貫通部により形成されていることが好ましい。これにより、コーナー部17cから下方へは引き裂きにくくなり、第1の部分17aの非貫通部17jを引き裂いた後の力の勢いを、コーナー部17cの屈曲形状により抑止した後は、切り抜き済みの貫通部を引き離すことで容易にプルタブ(つまみ)16を引き出すことができる。
さらに、開封補助線17が開封案内線18の開封開始側の端部18aに向けて延設された終端部に至るまで、貫通部により形成されていることが好ましい。この場合、開封補助線17は、第1の部分17aにのみ、非貫通部17jを有する構成とすることができる。
【0020】
ジョイント17jは、開封補助線17の切断部の間に形成される非貫通部(未切断部)であり、開封補助線17の1箇所または複数個所に形成することができる。ジョイント17jの幅(隣接する開封補助線の端部同士の間隙長さ)としては、胴部フィルム11の材質にもよるが、開封時には人手で容易に引き離すことができるよう、例えば0.5〜1.5mm程度が挙げられる。
ジョイント17jを設けることにより、未使用時にプルタブ16の引っ掛かりによって開封案内線18が不用意に引き裂かれることが防止できる。開封時にプルタブ16を引き出してつまむことにより、開封案内線18に沿った注出口14の引き裂きを開始するときに、手の引き裂き力を胴部フィルム11に十分に良く伝えることができる。
本形態例においては、ジョイント17jを破断するために必要な力(開封強度)が比較的大きい場合でも、コーナー部17cの形状を工夫することで、下方への意図しない引き裂けを防ぐことができる。また、コーナー部17cから下方への引裂強度が、開封案内線18の引裂強度よりも大きいことにより、開封補助線17を引き裂いてから開封案内線18を引き裂く間に、引裂方向の違いを意識しなくても、自然に開封案内線18へと引き裂きを続けることができ、開封を失敗しにくい注出口付き包装袋となる。
【0021】
本形態例の場合、開封案内線18の開封開始側の端部18aは、開封補助線17の終端部に近接又は交差している。開封開始側の端部18aが開封補助線17から離間した形態とすることもできる。開封開始側の端部18aが開封補助線17の終端部に向かってハの字状に開いた開き部を有することもできる。この場合、開き部の開き角は例えば60〜120°程度、開き幅は3〜7mm程度が好ましい。
開封案内線18の開封終了側の端部18bは、側端14bに達していてもよく、端部18bと側端14bとの間に若干の未シール部を介在させることもできる。
【0022】
本形態例の包装袋10を開封するときには、まず開封補助線17のジョイント17jを破断してプルタブ16を流路形成シール部15aから分離する。そして、このプルタブ16をつまんで引き裂きを開始し、切れ目を開封案内線18に沿って、未シール部15の上方から側方に向け、進行させる。これにより、流路封止シール部15cが分離し、流路に開口が形成される。また、切れ目が開封案内線18の開封終了側の端部18bを超えて側端14bまで引き裂きを継続することにより、流路封止シール部15cと流路形成シール部15bとの間が切り離される。
【0023】
なお、本形態例の包装袋10においては、流路となる未シール部15内にチューブなどの保形材(図示せず)を設けることもできる。この場合、胴部フィルム11,11の間が離隔され、注出時に流路の広がり状態を保つことができる。また、特に図示はしないが、胴部フィルム11,11は、保形材の周囲で外側に膨出する膨らみ部を設けることも好ましい。この膨らみ部は、包装袋を製造する工程において真空成形や圧空成形により胴部フィルム11,11に予め(保形材を入れる前に)形成しておくことが好ましい。
【0024】
保形材を構成する材料としては、ポリエチレン、ポリプロピレン、エチレン酢酸ビニル共重合体(EVA)などのポリオレフィン系樹脂のほか、ポリアミド、ポリエステル、ポリスチレン、ポリカーボネート等の合成樹脂が挙げられる。なかでも、胴部フィルム11の内面のシーラント層とヒートシールで熱接着する観点から、ポリエチレン、ポリプロピレン、EVAなどのポリオレフィン系樹脂が好適である。
保形材の形状としては、円筒体、楕円筒体、断面が四角形等の多角形である角筒体などの両端が開口したチューブに限定されるものではなく、このほか、断面が円形、楕円形、三角形や四角形等の多角形等である棒状体、断面コ字状、H字状、T字状の部材など、種々の形態が採用可能である。保形材は、流路を閉塞しないように断面が長手方向にわたって一定である形状(筒状体や棒状体など)が好ましく、フィルムに固定する作業が容易で、内容物の流動を妨げないので筒状体がより好ましく、中でも円筒体は固定される面が自在であり、フィルムに固定する際の位置決めが容易なので、さらに好ましい。そして、固定に際しては、保形材の長手方向を流路の方向に揃えることが望ましい。
なお、本発明において、保形材やその周囲の膨らみ部は必須のものではなく、保形材を省略した構成とすることもできる。保形材を設ける場合は、開封案内線18が保形材と交差しない位置に設けられていることが好ましい。これにより、開封時に保形材が引っかかったり露出されたりすることがない。
保形材の位置は、開封案内線18から少なくとも0.3mm以上離れていることが好ましく、保形材と開封案内線18との間の最も近い距離が0.3〜10mmの範囲内であることが好ましい。
【0025】
以上、本発明を好適な実施の形態に基づいて説明してきたが、本発明は上述の形態例に限定されるものではなく、本発明の要旨を逸脱しない範囲で種々の改変が可能である。
例えば、包装袋の注出口は、その先端部が包装袋の上辺から突出している形状であってもよい。この場合の注出口は、上記形態例の包装袋10の上辺14aおよび側端14bと同様に、注出口の両側を略垂直な辺で囲む形状が好ましい。
底部フィルムは必須のものではなく、包装袋は三方シール袋や四方シール袋などの平袋から構成されるものであってもよい。あるいは、底部フィルム12のような2つ折りのフィルムを包装袋の側部、例えば注出口14とは反対側(図1の右側)に介装してもよい。
【実施例】
【0026】
以下、実施例と比較例との対比をもって本発明を具体的に説明する。
図2に示すように、開封補助線17のコーナー部17cが第1の部分17aから屈曲した突出部17dを有する実施例1の包装袋10と、図4に示すように、開封補助線17のコーナー部17cが第1の部分17aから連続して延長された比較例1の包装袋100とを作製した。突出部17dの有無およびコーナー部17cの形状以外は、同様の材料および寸法とした。
【0027】
実施例1の包装袋10では、コーナー部17cが第1の部分17aの延長線上から突出する幅D1を、コーナー部17cの円弧の半径Rに等しくした(図2(b)参照)。
比較例1の包装袋100では、コーナー部17cが第1の部分17aとの交点Pから滑らかに円弧を開始した。すなわち、交点Pにおいて、コーナー部17cの円弧の接線を、第1の部分17aの直線に一致させた(図4(b)参照)。
【0028】
(コーナー部引裂強度の測定方法)
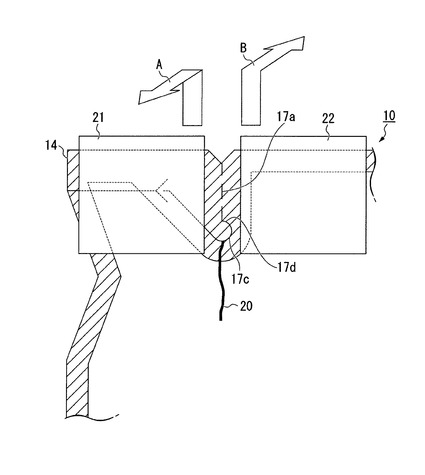
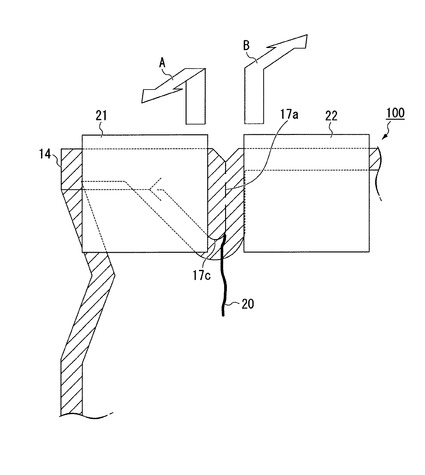
図5および図6に示すように、開封補助線17の第1の部分17aの左右を、第1の部分17aに対して平行となるように配置した別々のつかみ具21,22で挟み込み、2つのつかみ具21,22の引張方向(図5〜6の矢印AおよびB)を、いずれも包装袋の成す平面に対して略垂直で、かつ互いに反対向きとして、300mm/minの速度で引っ張り、注出口14の下部や胴部本体に向かって下方に(図5〜6の引き裂け部20参照)引き裂けるまで力を増加させた。このときサンプルに加えた引裂力(単位:ニュートン)を計測し、その引裂力の値をコーナー部引裂強度(単位:ニュートン)とした。
ジョイント17jの破断に要する力が引裂力に影響しないよう、第1の部分17aに設けたジョイント17jは、あらかじめ破断しておいた。
【0029】
(ハーフカット線引裂強度の測定方法)
2つのつかみ具を、開封案内線18のハーフカット線に対して平行となるように配置し、開封案内線18が引き裂けるまで力を増加させたこと以外は、コーナー部引裂強度と同様に測定した。
【0030】
表1に測定結果を示す。コーナー部引裂強度は、実施例1と比較例1のそれぞれにつき30回の測定を行い、平均値、最大値、最小値を求めた。ハーフカット線引裂強度は、実施例1と比較例1とでほとんど差がなかった。
【0031】
【表1】

【0032】
表1に示すように、実施例1の包装袋10は、注出口14の下部や胴部本体に向かって下方に引き裂けるための引裂力が大きくなり、引き裂けにくい開封補助線17が得られた。これにより、開封時にコーナー部から下方への引き裂けを抑制することができる。
【符号の説明】
【0033】
10,100…包装袋、11…胴部フィルム、11a,11b…側端シール部、12…底部フィルム、12a…折り線、12b…底シール部、13…充填口のシール部、14…注出口、14a…上辺、14b…側端、14c…上方のシール部、15…流路となる未シール部、15a,15b…流路形成シール部、15c…流路封止シール部、16…プルタブ(つまみ)、17…開封補助線、17a…第1の部分、17b…第2の部分、17c…コーナー部、17d…突出部、17j…非貫通部(ジョイント)、17n…ノッチ、18…開封案内線、18a…開封開始側の端部、18b…開封終了側の端部、20…引き裂け部、21,22…つかみ具。
【技術分野】
【0001】
本発明は、注出口の流路となる未シール部が包装袋の上側の隅部に設けられた注出口付き包装袋に関する。
【背景技術】
【0002】
注出口が設けられた包装袋は、例えば詰め替え用の内容物を収納する包装袋(パウチ)において、内容物の注ぎ出しを容易にするため、広く用いられている。
また、この種のパウチの注出口部には、易開封性手段として、上部のノッチと、流路を横断するレーザー光照射によるハーフカット線と、ノッチからハーフカット線の端部まで引き裂くためのミシン目線とを組み合わせ、上部のノッチから下方に引き裂きを開始した後、注出口の付け根付近で、流路に沿った斜め上方に開封の向きが曲がるように設けられている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−273338号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、易開封性手段により注出口の開封は容易に行えるものの、ノッチから下方への引裂強度と、ハーフカット線の引裂強度とにあまり強度差がない場合、引き裂きの向きを斜め上方に変えるべき箇所で向きを変えることができず、そのまま注出口の下部へ、または更に下方の胴部本体へと引き裂きが下方に進行してしまい、正しく開封できない可能性がある。
【0005】
本発明は、上記事情に鑑みてなされたものであり、注出口の下部や胴部本体への引き裂きを抑制することが可能な注出口付き包装袋を提供することを課題とする。
【課題を解決するための手段】
【0006】
前記課題を解決するため、本発明は、包装袋の上側の隅部に注出口の流路となる未シール部が設けられた包装袋であって、前記未シール部の上方のシール部には、開封を開始するための開封補助線として、前記包装袋の上辺から流路へ向けて下方に延設され、流路近傍で方向を変えて前記流路に沿って斜め上方に延設され、さらに方向を変えて開封案内線の開封開始側の端部に向けて延設された平面形状を有する開封補助線が設けられ、前記開封補助線のうち、前記上辺から流路へ向けて下方に延設された第1の部分と、前記流路に沿って斜め上方に延設された第2の部分との間で方向を変えるコーナー部に、前記第1の部分よりも注出口から遠ざかるように屈曲して突出する突出部を有することを特徴とする注出口付き包装袋を提供する。
前記コーナー部は円弧状であり、前記コーナー部が前記第1の部分の延長線上から突出する幅が、前記コーナー部の円弧の半径の1/2倍以上であることが好ましい。
前記コーナー部の開始側が前記第1の部分の終了側から屈曲する角度が、90〜120°であることが好ましい。
前記第1の部分の終了側から屈曲する前記コーナー部の開始側の方向が、包装袋の上辺に垂直な方向に対して成す角度が、90〜120°であることが好ましい。
前記開封補助線が、前記第1の部分に非貫通部を有する切り抜き線であり、前記コーナー部の全体が、注出口を構成する複数のフィルムを貫通する貫通部により形成されていることが好ましい。
【発明の効果】
【0007】
本発明によれば、引き裂きの向きを斜め上方に変えるべき箇所で、そのまま下方へ引き裂く場合の引裂強度がハーフカット線の引裂強度より強くなるので、注出口の下部や胴部本体への引き裂きを効果的に防止することができる。
【図面の簡単な説明】
【0008】
【図1】本発明の注出口付き包装袋の一形態例を示す平面図である。
【図2】図1の注出口付き包装袋の(a)注出口付近、および(b)開封補助線のコーナー部付近を示す部分拡大平面図である。
【図3】本発明の改変例の注出口付き包装袋の(a)注出口付近、および(b)開封補助線のコーナー部付近を示す部分拡大平面図である。
【図4】比較例の注出口付き包装袋の(a)注出口付近、および(b)開封補助線のコーナー部付近を示す部分拡大平面図である。
【図5】注出口の下部や胴部本体への引裂強度を測定する方法を、実施例の注出口付き包装袋に適用した様子を示す平面図である。
【図6】注出口の下部や胴部本体への引裂強度を測定する方法を、比較例の注出口付き包装袋に適用した様子を示す平面図である。
【発明を実施するための形態】
【0009】
以下、好適な実施の形態に基づき、図面を参照して本発明を説明する。
図1に示すように、本形態例の包装袋10は、互いに平面形状が同一である2枚の胴部フィルム11,11と、折り線12aを中心線にして2つ折りにされた底部フィルム12とから構成されたスタンディングパウチである。図1に示すように、底部フィルム12は、折り線12aが内向きとなるように折り重ねられて一対の胴部フィルム11,11の下部同士の間に介装されている。
包装袋10は、左右両側の側端に沿ってそれぞれ側端シール部11a,11bが形成されているとともに、包装袋10の下部には、各胴部フィルム11,11と底部フィルム12とが互いに対向する対向面の下端縁部同士でヒートシールされることにより底シール部12bが形成されている。
【0010】
胴部フィルム11および底部フィルム12として使用するフィルムとしては、従来より使用されているもの、例えば二軸延伸ポリプロピレン、二軸延伸ポリアミド、二軸延伸ポリエステル等からなるフィルムを基材フィルムとし、これらの基材フィルムに、低密度ポリエチレン、直鎖状低密度ポリエチレン、エチレン−酢酸ビニル共重合体、ポリプロピレン等のポリオレフィン系樹脂をシーラント層として積層した積層体が用いられる。積層フィルムを製造する方法としては、ドライラミネート法、押出ラミネート法、共押出法などが挙げられる。基材フィルム層とシーラント層との間には接着強度の向上のため、接着剤やアンカー剤等を設けることができる。この場合、包装袋の強度を高めるために基材フィルムを複数枚積層してもよい。あるいは気体や紫外線のバリア性を高めるため、アルミニウム箔等の金属箔、金属蒸着層、セラミック等の無機質蒸着層、エチレン−ビニルアルコール共重合体フィルムなどを積層してもよい。
【0011】
包装袋10の寸法は特に限定されるものではないが、詰め替え用容器として好適な範囲としては、包装袋10の高さとしては100〜500mm程度、包装袋10の幅(両側端間の最大幅)は70〜300mm程度、内容物の充填量は100〜5000cm3程度である。
内容物は、特に限定されるものではないが、液状物、粉体や顆粒体等の固体、あるいは粘稠体、液体等、あるいはこれらの混合物などが挙げられる。
【0012】
図1および図2(a)に示すように、包装袋10の上側の隅部すなわち上辺14aと側端14bとの間には、注出口14の流路となる未シール部15が包装袋10の斜め上方を向くように設けられている。
本形態例の場合、注出口14は、開封後に流路の両側を構成する流路形成シール部15a,15bと、開封前に流路を封止する流路封止シール部15cと、開封中につまみとなるプルタブ16が、側端シール部11bの上部から連続して胴部フィルム11,11同士をヒートシールすることにより形成されている。
【0013】
流路形成シール部15a,15bは、注出口14の先端部を除去して流路を開口したときに、それぞれ流路の両側部を区画している。すなわち、一方の流路形成シール部15aと他方の流路形成シール部15bとの間の未シール部15が流路となる。
一方の流路形成シール部15aは、未シール部15の上方(上辺14aとの間)に設けられ、他方の流路形成シール部15bは、未シール部15の側方(側端14bとの間)に設けられている。
未シール部15の先端部は、流路封止シール部15cによって閉鎖されている。流路形成シール部15aと側端シール部11aとの間にはシール部13が形成されているが、このシール部13を閉鎖する前に充填口として用いることが可能である。シール部13は、内容物の充填後、充填口の周縁において胴部フィルム11,11同士をヒートシールすることにより形成される。
【0014】
注出口14には、開封を容易にするため、流路となる未シール部15を横断するように例えばレーザーによって形成されたハーフカット線などからなる開封案内線18が設けられている。開封案内線18は、注出口14を含む2枚の胴部フィルム11,11のそれぞれに設けることが好ましい。
【0015】
流路となる未シール部15の上方(上辺14aとの間)のシール部14cには、開封を開始するための開封補助線17が設けられている。この開封補助線17は、上辺14aから流路へ向けて下方に延設され、上辺14aに対して垂直に延在した後、流路近傍で方向を変えて流路に沿って斜め上方に延設され、さらに方向を変えて開封案内線18の開封開始側の端部18aに向けて延設された平面形状を有する。
未シール部15の上方のシール部14cは、開封補助線17により、未シール部15との間に所定幅の流路形成シール部15aを残して切り取ることができる。開封補助線17が流路に沿って延設された部分は、未シール部15と開封補助線17との間に流路形成シール部15aのシール幅を確保しつつ、開封後に突出した注出口が形成されるように、未シール部15の近傍に設けられる。
また、開封補助線17が上辺14aで開始する位置には、例えばV字状の切欠などからなるノッチ17nが設けられている。
【0016】
開封補助線17の上辺14aから下方に延設された第1の部分17aから、流路に沿って斜め上方に延設された第2の部分17bへと方向を変える箇所に設けられたコーナー部17cは、第1の部分17aよりも注出口14から遠ざかるように屈曲して突出する突出部17dを有する。すなわち、図1では、第1の部分17aの左側に注出口14が設けられているのとは反対に、コーナー部17cは右向きに突出している。
これにより、上辺14aから下方へ直進する力を分散させ、第1の部分17aの延長でそのまま下方へ引き裂かれにくくなり、注出口の下部や胴部本体への引き裂きを効果的に防止することができる。
コーナー部17cの形状は、図示例のような円弧状の他、略半円状、V字状、コ字状などに形成されてもよい。また、その大きさは適宜設定可能である。
【0017】
コーナー部17cは円弧状であり、コーナー部17cが第1の部分17aの延長線上から突出する幅が、コーナー部17cの円弧の半径Rの1/2倍以上であることが好ましい。また、第1の部分17aを開封するときの力は、第1の部分17aに沿う方向に作用しやすい、という観点から、コーナー部17cの開始側が第1の部分17aの終了側から屈曲する角度が、90〜120°であることが好ましい。また、第1の部分17aを開封するときの力は、包装袋の上辺14aに垂直な方向に作用しやすい、という観点から、第1の部分17aの終了側から屈曲するコーナー部17cの開始側の方向が、包装袋の上辺14aに垂直な方向に対して成す角度が、90〜120°であることが好ましい。
【0018】
例えば、図2に示す例では、円弧状のコーナー部17cが第1の部分17aの延長線上から突出する幅D1が、コーナー部17cの円弧の半径Rに等しい(円弧の半径Rの1倍である)。この場合、コーナー部17cの開始側が第1の部分17aの終了側から屈曲する角度θ1が、約90°となる。
また、図3に示す例では、円弧状のコーナー部17cが第1の部分17aの延長線上から突出する幅D2が、コーナー部17cの円弧の半径Rの1/2倍である。この場合、コーナー部17cの開始側が第1の部分17aの終了側から屈曲する角度θ2が、約120°となる。
コーナー部17cが曲線である場合、第1の部分17aからの屈曲角は、第1の部分17aとコーナー部17cとの交点Pにおける接線方向として求めることができる。
【0019】
開封補助線17は、開封補助線17の上辺14aから下方に延設された第1の部分17aに非貫通部(ジョイント)17jを有する切り抜き線から構成することができる。この場合、コーナー部17cの全体が、注出口を構成する複数のフィルム(本実施形態では2枚の胴部フィルム11,11)を貫通する貫通部により形成されていることが好ましい。これにより、コーナー部17cから下方へは引き裂きにくくなり、第1の部分17aの非貫通部17jを引き裂いた後の力の勢いを、コーナー部17cの屈曲形状により抑止した後は、切り抜き済みの貫通部を引き離すことで容易にプルタブ(つまみ)16を引き出すことができる。
さらに、開封補助線17が開封案内線18の開封開始側の端部18aに向けて延設された終端部に至るまで、貫通部により形成されていることが好ましい。この場合、開封補助線17は、第1の部分17aにのみ、非貫通部17jを有する構成とすることができる。
【0020】
ジョイント17jは、開封補助線17の切断部の間に形成される非貫通部(未切断部)であり、開封補助線17の1箇所または複数個所に形成することができる。ジョイント17jの幅(隣接する開封補助線の端部同士の間隙長さ)としては、胴部フィルム11の材質にもよるが、開封時には人手で容易に引き離すことができるよう、例えば0.5〜1.5mm程度が挙げられる。
ジョイント17jを設けることにより、未使用時にプルタブ16の引っ掛かりによって開封案内線18が不用意に引き裂かれることが防止できる。開封時にプルタブ16を引き出してつまむことにより、開封案内線18に沿った注出口14の引き裂きを開始するときに、手の引き裂き力を胴部フィルム11に十分に良く伝えることができる。
本形態例においては、ジョイント17jを破断するために必要な力(開封強度)が比較的大きい場合でも、コーナー部17cの形状を工夫することで、下方への意図しない引き裂けを防ぐことができる。また、コーナー部17cから下方への引裂強度が、開封案内線18の引裂強度よりも大きいことにより、開封補助線17を引き裂いてから開封案内線18を引き裂く間に、引裂方向の違いを意識しなくても、自然に開封案内線18へと引き裂きを続けることができ、開封を失敗しにくい注出口付き包装袋となる。
【0021】
本形態例の場合、開封案内線18の開封開始側の端部18aは、開封補助線17の終端部に近接又は交差している。開封開始側の端部18aが開封補助線17から離間した形態とすることもできる。開封開始側の端部18aが開封補助線17の終端部に向かってハの字状に開いた開き部を有することもできる。この場合、開き部の開き角は例えば60〜120°程度、開き幅は3〜7mm程度が好ましい。
開封案内線18の開封終了側の端部18bは、側端14bに達していてもよく、端部18bと側端14bとの間に若干の未シール部を介在させることもできる。
【0022】
本形態例の包装袋10を開封するときには、まず開封補助線17のジョイント17jを破断してプルタブ16を流路形成シール部15aから分離する。そして、このプルタブ16をつまんで引き裂きを開始し、切れ目を開封案内線18に沿って、未シール部15の上方から側方に向け、進行させる。これにより、流路封止シール部15cが分離し、流路に開口が形成される。また、切れ目が開封案内線18の開封終了側の端部18bを超えて側端14bまで引き裂きを継続することにより、流路封止シール部15cと流路形成シール部15bとの間が切り離される。
【0023】
なお、本形態例の包装袋10においては、流路となる未シール部15内にチューブなどの保形材(図示せず)を設けることもできる。この場合、胴部フィルム11,11の間が離隔され、注出時に流路の広がり状態を保つことができる。また、特に図示はしないが、胴部フィルム11,11は、保形材の周囲で外側に膨出する膨らみ部を設けることも好ましい。この膨らみ部は、包装袋を製造する工程において真空成形や圧空成形により胴部フィルム11,11に予め(保形材を入れる前に)形成しておくことが好ましい。
【0024】
保形材を構成する材料としては、ポリエチレン、ポリプロピレン、エチレン酢酸ビニル共重合体(EVA)などのポリオレフィン系樹脂のほか、ポリアミド、ポリエステル、ポリスチレン、ポリカーボネート等の合成樹脂が挙げられる。なかでも、胴部フィルム11の内面のシーラント層とヒートシールで熱接着する観点から、ポリエチレン、ポリプロピレン、EVAなどのポリオレフィン系樹脂が好適である。
保形材の形状としては、円筒体、楕円筒体、断面が四角形等の多角形である角筒体などの両端が開口したチューブに限定されるものではなく、このほか、断面が円形、楕円形、三角形や四角形等の多角形等である棒状体、断面コ字状、H字状、T字状の部材など、種々の形態が採用可能である。保形材は、流路を閉塞しないように断面が長手方向にわたって一定である形状(筒状体や棒状体など)が好ましく、フィルムに固定する作業が容易で、内容物の流動を妨げないので筒状体がより好ましく、中でも円筒体は固定される面が自在であり、フィルムに固定する際の位置決めが容易なので、さらに好ましい。そして、固定に際しては、保形材の長手方向を流路の方向に揃えることが望ましい。
なお、本発明において、保形材やその周囲の膨らみ部は必須のものではなく、保形材を省略した構成とすることもできる。保形材を設ける場合は、開封案内線18が保形材と交差しない位置に設けられていることが好ましい。これにより、開封時に保形材が引っかかったり露出されたりすることがない。
保形材の位置は、開封案内線18から少なくとも0.3mm以上離れていることが好ましく、保形材と開封案内線18との間の最も近い距離が0.3〜10mmの範囲内であることが好ましい。
【0025】
以上、本発明を好適な実施の形態に基づいて説明してきたが、本発明は上述の形態例に限定されるものではなく、本発明の要旨を逸脱しない範囲で種々の改変が可能である。
例えば、包装袋の注出口は、その先端部が包装袋の上辺から突出している形状であってもよい。この場合の注出口は、上記形態例の包装袋10の上辺14aおよび側端14bと同様に、注出口の両側を略垂直な辺で囲む形状が好ましい。
底部フィルムは必須のものではなく、包装袋は三方シール袋や四方シール袋などの平袋から構成されるものであってもよい。あるいは、底部フィルム12のような2つ折りのフィルムを包装袋の側部、例えば注出口14とは反対側(図1の右側)に介装してもよい。
【実施例】
【0026】
以下、実施例と比較例との対比をもって本発明を具体的に説明する。
図2に示すように、開封補助線17のコーナー部17cが第1の部分17aから屈曲した突出部17dを有する実施例1の包装袋10と、図4に示すように、開封補助線17のコーナー部17cが第1の部分17aから連続して延長された比較例1の包装袋100とを作製した。突出部17dの有無およびコーナー部17cの形状以外は、同様の材料および寸法とした。
【0027】
実施例1の包装袋10では、コーナー部17cが第1の部分17aの延長線上から突出する幅D1を、コーナー部17cの円弧の半径Rに等しくした(図2(b)参照)。
比較例1の包装袋100では、コーナー部17cが第1の部分17aとの交点Pから滑らかに円弧を開始した。すなわち、交点Pにおいて、コーナー部17cの円弧の接線を、第1の部分17aの直線に一致させた(図4(b)参照)。
【0028】
(コーナー部引裂強度の測定方法)
図5および図6に示すように、開封補助線17の第1の部分17aの左右を、第1の部分17aに対して平行となるように配置した別々のつかみ具21,22で挟み込み、2つのつかみ具21,22の引張方向(図5〜6の矢印AおよびB)を、いずれも包装袋の成す平面に対して略垂直で、かつ互いに反対向きとして、300mm/minの速度で引っ張り、注出口14の下部や胴部本体に向かって下方に(図5〜6の引き裂け部20参照)引き裂けるまで力を増加させた。このときサンプルに加えた引裂力(単位:ニュートン)を計測し、その引裂力の値をコーナー部引裂強度(単位:ニュートン)とした。
ジョイント17jの破断に要する力が引裂力に影響しないよう、第1の部分17aに設けたジョイント17jは、あらかじめ破断しておいた。
【0029】
(ハーフカット線引裂強度の測定方法)
2つのつかみ具を、開封案内線18のハーフカット線に対して平行となるように配置し、開封案内線18が引き裂けるまで力を増加させたこと以外は、コーナー部引裂強度と同様に測定した。
【0030】
表1に測定結果を示す。コーナー部引裂強度は、実施例1と比較例1のそれぞれにつき30回の測定を行い、平均値、最大値、最小値を求めた。ハーフカット線引裂強度は、実施例1と比較例1とでほとんど差がなかった。
【0031】
【表1】
【0032】
表1に示すように、実施例1の包装袋10は、注出口14の下部や胴部本体に向かって下方に引き裂けるための引裂力が大きくなり、引き裂けにくい開封補助線17が得られた。これにより、開封時にコーナー部から下方への引き裂けを抑制することができる。
【符号の説明】
【0033】
10,100…包装袋、11…胴部フィルム、11a,11b…側端シール部、12…底部フィルム、12a…折り線、12b…底シール部、13…充填口のシール部、14…注出口、14a…上辺、14b…側端、14c…上方のシール部、15…流路となる未シール部、15a,15b…流路形成シール部、15c…流路封止シール部、16…プルタブ(つまみ)、17…開封補助線、17a…第1の部分、17b…第2の部分、17c…コーナー部、17d…突出部、17j…非貫通部(ジョイント)、17n…ノッチ、18…開封案内線、18a…開封開始側の端部、18b…開封終了側の端部、20…引き裂け部、21,22…つかみ具。
【特許請求の範囲】
【請求項1】
包装袋の上側の隅部に注出口の流路となる未シール部が設けられた包装袋であって、
前記未シール部の上方のシール部には、開封を開始するための開封補助線として、前記包装袋の上辺から流路へ向けて下方に延設され、流路近傍で方向を変えて前記流路に沿って斜め上方に延設され、さらに方向を変えて開封案内線の開封開始側の端部に向けて延設された平面形状を有する開封補助線が設けられ、
前記開封補助線のうち、前記上辺から流路へ向けて下方に延設された第1の部分と、前記流路に沿って斜め上方に延設された第2の部分との間で方向を変えるコーナー部に、前記第1の部分よりも注出口から遠ざかるように屈曲して突出する突出部を有することを特徴とする注出口付き包装袋。
【請求項2】
前記コーナー部は円弧状であり、前記コーナー部が前記第1の部分の延長線上から突出する幅が、前記コーナー部の円弧の半径の1/2倍以上であることを特徴とする請求項1に記載の注出口付き包装袋。
【請求項3】
前記コーナー部の開始側が前記第1の部分の終了側から屈曲する角度が、90〜120°であることを特徴とする請求項1または2に記載の注出口付き包装袋。
【請求項4】
前記第1の部分の終了側から屈曲する前記コーナー部の開始側の方向が、包装袋の上辺に垂直な方向に対して成す角度が、90〜120°であることを特徴とする請求項1〜3のいずれか1項に記載の注出口付き包装袋。
【請求項5】
前記開封補助線が、前記第1の部分に非貫通部を有する切り抜き線であり、前記コーナー部の全体が、注出口を構成する複数のフィルムを貫通する貫通部により形成されていることを特徴とする請求項1〜4のいずれか1項に記載の注出口付き包装袋。
【請求項1】
包装袋の上側の隅部に注出口の流路となる未シール部が設けられた包装袋であって、
前記未シール部の上方のシール部には、開封を開始するための開封補助線として、前記包装袋の上辺から流路へ向けて下方に延設され、流路近傍で方向を変えて前記流路に沿って斜め上方に延設され、さらに方向を変えて開封案内線の開封開始側の端部に向けて延設された平面形状を有する開封補助線が設けられ、
前記開封補助線のうち、前記上辺から流路へ向けて下方に延設された第1の部分と、前記流路に沿って斜め上方に延設された第2の部分との間で方向を変えるコーナー部に、前記第1の部分よりも注出口から遠ざかるように屈曲して突出する突出部を有することを特徴とする注出口付き包装袋。
【請求項2】
前記コーナー部は円弧状であり、前記コーナー部が前記第1の部分の延長線上から突出する幅が、前記コーナー部の円弧の半径の1/2倍以上であることを特徴とする請求項1に記載の注出口付き包装袋。
【請求項3】
前記コーナー部の開始側が前記第1の部分の終了側から屈曲する角度が、90〜120°であることを特徴とする請求項1または2に記載の注出口付き包装袋。
【請求項4】
前記第1の部分の終了側から屈曲する前記コーナー部の開始側の方向が、包装袋の上辺に垂直な方向に対して成す角度が、90〜120°であることを特徴とする請求項1〜3のいずれか1項に記載の注出口付き包装袋。
【請求項5】
前記開封補助線が、前記第1の部分に非貫通部を有する切り抜き線であり、前記コーナー部の全体が、注出口を構成する複数のフィルムを貫通する貫通部により形成されていることを特徴とする請求項1〜4のいずれか1項に記載の注出口付き包装袋。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−107654(P2013−107654A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−252480(P2011−252480)
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000224101)藤森工業株式会社 (292)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000224101)藤森工業株式会社 (292)
【Fターム(参考)】
[ Back to top ]