
注出口形成シール付き包装袋、充填体および充填体の製造方法
【課題】上部横シールに注出口形成シールが連設して形成され、大容量の内容物を充填しうる包装袋を提供する。
【解決手段】対抗してなるヒートシール性フィルムのヒートシール面に縦シールと底部横シールと上部横シールとが形成された包装体であって、前記縦シール、底部横シールおよび上部横シールとで囲まれた充填部に、前記上部横シールと連設し、前記縦シールと連設しない注出口形成シールが形成されたことを特徴とする。前記注出口形成シールによって注出口を形成できるため、フィルムを効率的に使用して大容量を収納することができる。
【解決手段】対抗してなるヒートシール性フィルムのヒートシール面に縦シールと底部横シールと上部横シールとが形成された包装体であって、前記縦シール、底部横シールおよび上部横シールとで囲まれた充填部に、前記上部横シールと連設し、前記縦シールと連設しない注出口形成シールが形成されたことを特徴とする。前記注出口形成シールによって注出口を形成できるため、フィルムを効率的に使用して大容量を収納することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、上部横シールの一部に縦シールと連設しない注出口形成シールを形成し、縦シールと前記注出口形成シールとの間を開封することで注出口を形成しうる包装袋、このような包装袋に内容物を充填した充填体、および前記充填体の製造方法に関する。
【背景技術】
【0002】
牛乳、クリーム、果汁、果肉入り果汁等を業務用等で大形容器で長期保存を必要とする場合は、容器の廃棄処理等の観点から廃棄処理し易いバッグインボックスが多用されている。しかしながら、例えば、ソフトクリームなどは、売店で女性がソフトクリームを製造しおよび販売するため、ソフトクリーム製造器に原料を投入する作業も女性が行うことが多い。ソフトクリーム製造機の原料投入口は装置上部に配設されていることが一般的であり、バッグインボックスに収納されたソフトクリーム原料を高所の投入口から投入することは容易でない。
【0003】
このような要求から、上記バッグインボックスに代えて、フィルム包装体を使用した大容量充填体がある。大容量の包装袋は、例えば、一対の横シールロールを回転させるための回転機構と、前記横シールロールを上下方向に移動させるための上下機構とを備えた縦型充填包装装置によって大容量充填体を製造することができる(特許文献1)。一対の横シールロールに回転機構と上下機構とを装着することで、液体等の内容物を連続的に供給しつつ横シールする場合に生じやすい横シール個所の内容物が噛み込みを抑制でき、また生産性高く大容量の充填体を製造できる、という。
【0004】
また、充填物が投入された筒状フィルムを幅方向に熱シールする際に、内容物を充填した筒状フィルムの下端をローラでしごきながらその下方を平坦な加圧面で加圧し熱シールし、ついでこの熱シールされた前記筒状フィルムの部位をさらに、前記筒状フィルムの幅方向に延びるストライプ状の凹凸が形成された加圧面で加圧し熱シールする方法もある(特許文献2)。熱シール部の剥離あるいは溶断を回避するために横シール部に横ストライプの凹凸を形成すると、この凹凸に充填物が残存することに鑑み、予め平坦な加熱面で熱シールし、その後に再度凹凸が形成された加圧面で熱シールするというものである。特許文献2では、2度の熱シールをそれぞれボックスモーションで行っている。
【0005】
一方、縦シールと横シールとによって四方を熱シールされた包装袋では、上部横シールの形状を変形して注出口を形成することができる。例えば、幅広の上部横シールの一部に未シールの凹部を形成して注出口とした密封袋がある(特許文献3)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−96849号公報
【特許文献2】特開2002−46712号公報
【特許文献3】特開平5−319442号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
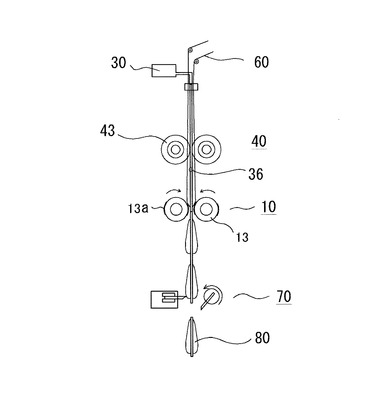
従来からある充填包装装置として、図10に示すように縦シール装置(40)、横シール装置(10)、充填機構(30)、切断装置(70)とを有する縦型充填包装装置がある。2枚のフィルム(60)の左右両縁部を繰り出しながら一対の縦シールロール(43)で縦シールし、得られた筒状フィルム(60)の下端を、シール面(13a)が配設された一対の第一横シールロール(13)を回転させながら横シールし、充填機構(30)の内容物供給管(36)を介して前記筒状フィルムの開放端から内容物を充填し、内容物を充填された筒状フィルム(60)の開放端を再度前記横シール装置(10)で横シールして封止し、得られた連包状態の包装体を切断装置(70)によって横シール部で切断し、個別の充填包装体(80)を製造する。
【0008】
このような、縦シールと横シールとによって製造された大容量の充填包装体を連続的に製造する場合には、横シールや縦シールの一部に別体からなる注出口を装着することは困難である。このため、横シールの一部を変形させて注出口とすることが考えられるが、特許文献3に示すように深い横シールを形成し、その一部を未シール部として注出口を形成すると、前記横シールによって充填部の内容量が低減するため、幅広の原反を使用した価値が半減する。
【0009】
一方、大容量の包装袋の横シール部を変形した場合、縦シールと変形した前記横シールに向かって開封し、注出口を形成することができるが、注出口を形成するために開封具を使用するのは煩雑である。しかしながら、大容量の包装袋の場合、縦シールからの開封範囲が長いため、縦シールにノッチを形成しただけでは横シールに向かって手で開封できず、注出口の形成が困難となる場合がある。
【0010】
また、内容物を大量に充填する包装体の製造は、ボックスモーション型で横シールされることが多いが、動きが複雑であるため生産設備が複雑になる場合がある。
本発明は、上記現状に鑑み、充填部の面積を最大限に利用しかつ注出口を形成した大容量の包装袋を提供することを目的とする。
【0011】
また、このような包装袋に内容物を充填した充填体を提供することを目的とする。
更に、このような充填体や無菌充填体を効率的に製造しうる製造方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明者らは、大容量の包装袋について詳細に検討した結果、縦シールと底部横シールおよび上部横シールとによって周囲を熱シールし、その内部を充填部とした包装袋の前記上部横シールに、上部横シールと連設し、かつ縦シールと連設しない注出口形成シールを形成すると、充填部の容積を最大限に活かしつつ注出口を形成した大容量の包装袋を形成しうること、このような注出口形成シールは、上部横シールと連設するように所定形状の第二横シールで形成できること、このような第二横シールをボックスモーションで行えば、十分なシール圧によって簡便に形成できること、上記第二横シールは無菌充填領域外で行うことができるため、無菌充填装置の構成を複雑にすることなく大容量の無菌充填体を製造しうることを見出し、本発明を完成させた。
【0013】
すなわち、本発明は、対抗してなるヒートシール性フィルムのヒートシール面に縦シールと底部横シールと上部横シールとが形成された包装体であって、前記縦シール、底部横シールおよび上部横シールとで囲まれた充填部に、前記上部横シールと連設し、前記縦シールと連設しない注出口形成シールが形成されたことを特徴とする、包装袋を提供する事を目的とする。
【0014】
本発明は、前記注出口形成シールは、シール部と未シール部とを有するものである、上記包装袋を提供する事を目的とする。
本発明は、前記充填部に、前記縦シールの一端から前記注出口形成シールに向かう誘導線が印刷されていることを特徴とする、上記包装袋を提供する事を目的とする。
【0015】
本発明は、上記包装袋に内容物が充填された、充填体を提供する事を目的とする。
本発明は、連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールして筒状フィルムを形成する工程と、前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、前記筒状フィルムに内容物を充填する工程と、前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、充填体の製造方法を提供する事を目的とする。
【0016】
本発明は、無菌状態に維持されるべき領域内に、連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールおよび仕切りシールを形成して筒状フィルムを形成する工程と、前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、前記筒状フィルムに内容物を充填する工程と、前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、無菌充填体の製造方法を提供するものである。
【発明の効果】
【0017】
本発明によれば、注出口形成シールによって充填部の充填量を最大限に活用した、注出口付きの大容量包装袋を提供することができる。しかも、注出口形成シールの形状により、内容物を注ぎ出す際の注ぎ出しを円滑に行うことができる。
【0018】
本発明に充填体の製造方法によれば、従来の縦型充填装置を使用し、従来の充填体の製造方法に、注出口形成シールに対応する所定形状の一対のシール板をボックスモーションで稼動させ注出口形成シールを第2横シールとして行う工程を含めるだけで充填体を製造できるため、製造設備の調整が容易である。
【0019】
本発明によれば、上記注出口形成シール工程の前を無菌充填装置で行うことで、安定して注出口形成シールを有する無菌充填体を製造することができる。特に、無菌充填体は、注出口にリクローズ機能を確保する意義が少ないため、本発明による、上部横シールに連設して形成した注出口形成シールを有する包装袋や充填袋によれば、無菌充填体を安価かつ生産性高く製造することができる。
【図面の簡単な説明】
【0020】
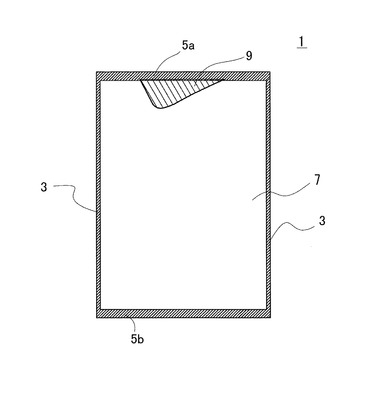
【図1】図1は、本発明の包装袋の平面図である。
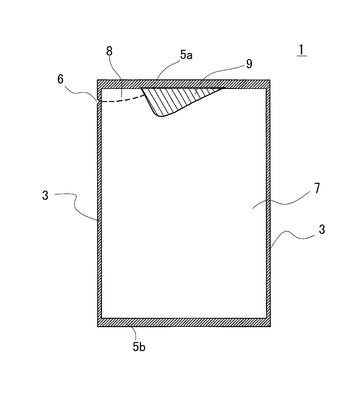
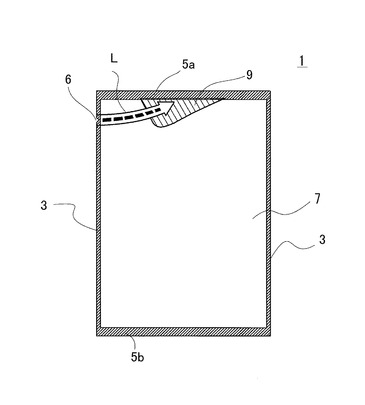
【図2】図2は、縦シールにノッチ(6)を形成し、前記ノッチ(6)から注出口形成シール(9)に向かって開封して注出口(8)を形成する態様を説明する図である。
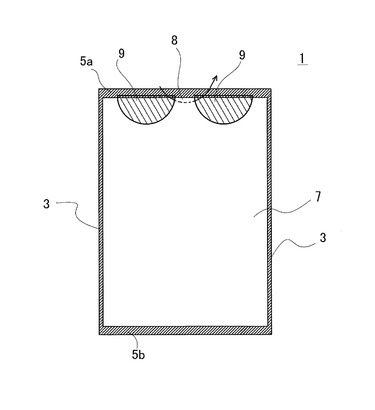
【図3】図3は、半円形の注出口形成シール(9)を上部横シール(5a)の略中央に一対形成した本発明の包装袋の態様を説明する図である。
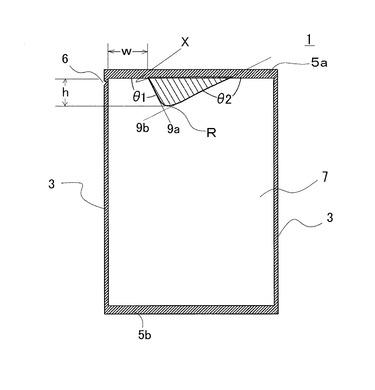
【図4】図4は、本発明の包装袋における注出口形成シール(9)の形状やサイズを説明する図である。
【図5】図5は、本発明の包装袋における注出口形成シール(9)が、シール部(Sa)と未シール部(Sb)とで構成される態様を説明する図である。
【図6】図6は、本発明の包装袋において、注出口形成シール(9)に向かう誘導線(L)を印刷した態様を説明する図である。
【図7】図7は、本発明で使用する充填包装装置を説明する図である。
【図8】図8は、本発明の充填体の製造工程を説明する図である。
【図9】図9は、本発明の無菌充填体を製造する工程を説明する図である。
【図10】図10は、従来の充填包装装置を説明する図である。
【発明を実施するための形態】
【0021】
本発明は、把持が容易な大型包装袋を提供するものであり、本発明の第一は、対抗してなるヒートシール性フィルムのヒートシール面に縦シールと底部横シールと上部横シールとが形成された包装体であって、前記縦シール、底部横シールおよび上部横シールとで囲まれた充填部に、前記上部横シールと連設し、前記縦シールと連設しない注出口形成シールが形成されたことを特徴とする、包装袋である。
【0022】
また、本発明の第二は、前記記載の包装袋に内容物が充填された、充填体である。
また、本発明の第三は、連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールして筒状フィルムを形成する工程と、前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、前記筒状フィルムに内容物を充填する工程と、前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、充填体の製造方法であり、本発明の第四は、無菌状態に維持されるべき領域内に、連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールおよび仕切りシールを形成して筒状フィルムを形成する工程と、前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、前記筒状フィルムに内容物を充填する工程と、前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、無菌充填体の製造方法である。以下、本発明を図面を用いて説明する。
【0023】
(1)大容量包装袋
本発明の包装袋は、対抗してなるヒートシール性フィルムのヒートシール面に縦シールと底部横シールと上部横シールとが形成された包装体であって、前記縦シール、底部横シールおよび上部横シールとで囲まれた充填部に、前記上部横シールと連設し、前記縦シールと連設しない注出口形成シールが形成されたことを特徴とする。
【0024】
縦シールと横シールとによって四方を熱シールして連続的に生産された包装袋は、注出口を別個の部材で調製することが困難であり、一方、上部横シールのシール幅を広げて注出口を形成すると、充填部の内容量が低減する。本発明によれば、上部横シールに突出させて注出口形成シールを形成することで充填量の低減を最大限に抑えることができ、かつ簡便に注出口を形成することができる。
【0025】
本発明の包装袋を構成するヒートシール性フィルムとしては、最内層にポリエチレン層、またはポリプロピレン層があり、最外層にポリエステル層またはポリアミド層が形成されるものである。更に、前記最内層と最外層との間に、ポリエステル層、ポリアミド層、ポリエチレン層、アルミ箔層などが積層されるものであってもよい。
【0026】
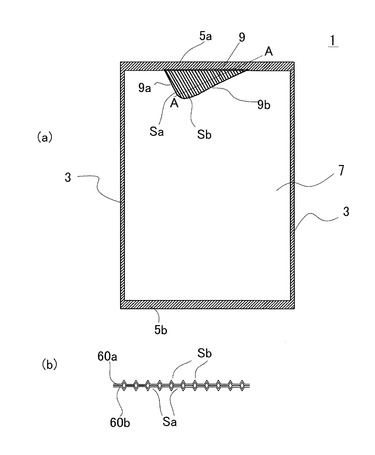
本発明の包装袋の好適な態様の一例を図1の平面図に示す。包装袋(1)の左右に縦シール(3)および上下に上部横シール(5a)と底部横シール(5b)とからなる第一横シール(5)と、注出口形成シール(9)とが形成されている。なお、縦シール(3)、上部横シール(5a)と底部横シール(5b)とで囲まれた内部が充填部(7)となる。上部横シール(5a)と注出口形成シール(9)とは一部重複するが、注出口形成シール(9)は縦シール(3)と重複することはない。注出口形成シール(9)を、上部横シール(5a)の一部にのみ連設させることで、充填部(7)の内容量の低減を回避するためである。
【0027】
本発明の包装袋(1)は、縦シールにノッチ(6)を形成したものであってもよい。前記ノッチ(6)から注出口形成シール(9)に向かって開封し、注出口(8)を形成した態様を図2に示す。破線は、開封端を示す。
【0028】
なお、包装袋(1)は、本来内容物を充填するための未シール部を有するが、便宜のため内容物を充填した充填体と同様の上部横シール(5a)を形成した状態を示す。
また、本発明の包装袋は、内容量が1〜15kgの大型包装袋を対象とするが、サイズの選択が容易であり、3kg用、5kg用、7kg用などに調整することができる。このため、内容物の使い残しを低減することができる。
【0029】
(2)注出口形成シール
本発明の包装袋では、上部横シール(5a)の一部に、更に注出口形成シール(9)を形成することで、包装袋(1)に注出口を形成することができる。
【0030】
注出口形成シール(9)の形状は、縦シール(3)から前記注出口形成シール(9)に向けて開封することで注出口(8)を形成できるものであれば、特に限定はない。一般には、上部横シール(5a)から充填部(7)側に突出させた形状であり、例えば図1や図2に示すように、上部横シール(5a)から充填部(7)側に突出させた山型や、円弧状などを例示することができる。また、注出口形成シール(9)を形成する位置は、上部横シール(5a)に連設し、縦シール(3)に連設しなければ、いずれに配置してもよく、一箇所に限定されず複数を配設するものであってもよい。図3に、上部横シール(5a)の略中央に、一対の円弧状の注出口形成シール(9)を形成した態様を示す。破線部を開封することで、注出口(8)を形成することができる。なお、図3において、円弧状に代えて、図2に示す山型を2箇所、上部横シール(5a)の略中央に、中央線に対して対称に形成するものであってもよい。この場合、注出口(8)は、注出口形成シール(9)と注出口形成シール(9)との間に形成される。
【0031】
本発明において、最も好ましくは図4に示す形状である。開封した際に、充填物が包装袋から排出される側の注出口形成シール(9)と充填部(7)との境界線を稜線(9a)とし、他の境界線を稜線(9b)とした場合、注出口形成シール(9)における山型が稜線(9a)、稜線(9b)で構成され、上部横シール(5a)から注出口形成シール(9)の稜線(9a)に向かってなす角(θ1)が、90〜150°、より好ましくは120〜150°であり、上部横シール(5a)から注出口形成シール(9)の稜線(9b)に向かってなす角(θ2)が、110〜170°、より好ましくは120〜145°であり、稜線(9a)と稜線(9b)との頂部の丸みが、R:3〜20mm、より好ましくは5〜10mmで形成された山型である。前記稜線(9a)の角(θ1)が上記範囲であれば、迅速な排出を確保しつつ急激な排出を回避して、注出口を形成した後の内容物の注出を良好に行うことができる。また、前記稜線(9b)の角(θ2)が上記範囲であり、前記頂部の丸み(R)が上記範囲であれば、内容物の注ぎ出し時に、稜線(9b)側の内容物を円滑に稜線(9a)側に移行させることができる。
【0032】
本発明において、縦シール(3)側から注出口形成シール(9)に向かって開封する場合、前記稜線(9a)と上部横シール(5a)との交点(X)は、縦シール(3)の端部から幅(w)が30〜100mm、好ましくは40〜60mmの位置にある。この範囲で、フィルムの密着を回避して、注出口(8)を十分に確保することができるからである。なお、注出口形成シール(9)の高さ(h)は、20〜100mm、より好ましくは30〜60mmである。この範囲であれば、充填部(7)の内容量の低減を少なくすることができる。上記範囲は、充填する内容物の種類や充填量などに応じて適宜選択することができる。
【0033】
本発明において、前記注出口形成シールは、シール部と未シール部とを有すればよい。本発明は、大容量の包装袋を対象とするため、注出口形成シールの高さ(h)が少なくとも20mmとなるため、シールの際にシワが発生しやすい。また、内容物を充填した後に注出口形成シールを形成すると、注出口形成シールに充填物が残存する場合がある。しかしながら、シール部と未シール部とを形成して注出口形成シールを形成すると、シワの発生や充填物の残存を回避することができる。特に、未シール部は、前記注出口形成シールの充填部(7)との境界部と連通するように形成される事が好ましい。この態様の一例を図5に示す。
【0034】
図5は、線状のシール部(Sa)と線状に未シール部(Sb)とを有する態様として、シール部と未シール部とを交互に配して形成して注出口形成シール(9)を形成したものを示す。図5(a)のA−A線断面図を、図5(b)に示す。2枚のフィルム(60a、60b)とが積層され、線状のシール部(Sa)と未シール部(Sb)とが均等に交互に配されている。図5(a)では、稜線(9b)上に、未シール部(Sb)の開放端が形成されていることが好ましい。これにより、注出口形成シールの形成時に噛み込んだ内容物や空気を、稜線(9b)上の未シール部(Sb)の開放端から排出させ、シワや内容物の残存を防止することができる。なお、図5では、稜線(9a)と前記シール部(Sa)とが略平行する態様を示すが、稜線(9b)と、前記シール部(Sa)とが略平行する態様であってもよく、これらが混在する態様であってよい。
【0035】
更に、本発明の注出口形成シール(9)において、前記シール部(Sa)と未シール部(Sb)とは、図5に示す線状に限定されるものではなく、例えばシール部(Sa)がドットやその他の形状を点在するように形成されるものであってもよい。いずれであっても、未シール部が配されることで注出口形成シールに形成されやすいシワの発生を回避することができる。
【0036】
また、本発明は大容量の包装袋であるため、注出口を形成するために開封距離が長い。例えば、図4に示す例では、縦シール(3)から注出口形成シールに向かい、少なくとも前記幅(w)を30〜100mmに亘って開封する必要がある。少量充填用の包装袋であれば、縦シールに形成したノッチによって容易に開封できるが、大容量の包装袋の場合には開封距離が長いため、ノッチを始点に開封しても、目的箇所への開封が容易でない。これを解決するため、本発明の包装袋では、前記充填部に、前記縦シールの一端から前記注出口形成シールに向かう誘導線を印刷する事が好ましい。図6にこのような誘導線(L)を印刷した包装袋の一例を示す。
【0037】
図6では、縦シール(3)のノッチ(6)から注出口形成シール(9)に向かって円弧状の矢印と、その内部に点線からなる誘導線(L)が印刷される態様を示す。誘導線(L)によって開封方向が明確になるため、開封距離が長く、かつ開封方向が円弧状の大容量の包装袋の場合であっても、誘導線(L)に沿って両手で開封することができる。更に、OPENなどの文字が併記されるものであってもよい。なお、図3に示すように、上部横シール(5a)に一対の注出口形成シール(9)を形成した態様でも、注出口形成シール(9)間に誘導線(L)を形成し、上部横シールにノッチを形成することで、手での開封を行ってもよい。
【0038】
(3)充填体
本発明の充填体は、上記包装袋に内容物が充填されかつ密封された充填体である。
充填する内容物は特に限定されないが、流動性のある食品や医薬品などの保存などに好適である。例えば、ソフトクリーム原料、トマトソース、トマトペースト、マヨネーズ、調理済みカレールーやシチューやシチュー、医薬品などを例示することができる。また、本発明の充填体が無菌充填装置を使用して製造される場合には、変質しやすい内容物場合でも、内容物の保持性に優れる充填体となる。
【0039】
(4)充填体の製造方法
本発明の包装袋および充填体の製造方法に限定はなく、いずれの方法で製造してもよいが、本発明の第三によって製造することができる。すなわち、連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールして筒状フィルムを形成する工程と、前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、前記筒状フィルムに内容物を充填する工程と、前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、充填体の製造方法である。
【0040】
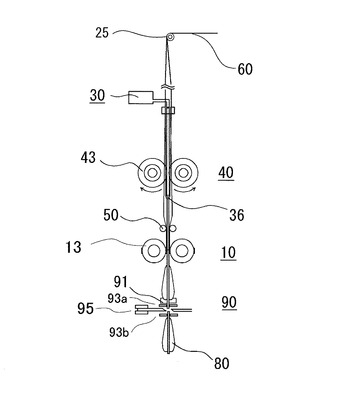
本発明では、従来公知の縦シール装置や充填装置を応用することができる。本発明の製造方法の好適な一例を図7に示す。連続移送される1枚のフィルム(60)を、折り返しローラ(25)などの折り返し機構によって二つ折りし、その両端を縦シール装置(40)を構成する対をなす縦シールロール(43)によって縦シールする。得られた筒状フィルム(60)を、その下端を一対の絞りロール(50)で挟み、その下部に配置された第一横シール装置(10)を構成する一対の第一横シールロール(13)の回転によって横シールする。また、第一横シール部の上方に形成されている筒状フィルム(60)の内部に、充填機構(30)の供給管(36)から内容物を所定量だけ充填する。ついで、前記縦シールロール(43)および第一横シールロール(13)の回転により、内容物を充填された筒状フィルムを更に下方に移送し、前記内容物が充填された領域より上部で、筒状フィルム(60)の開口部を前記第一横シールロール(13)によって帯状に横シール(5)する。ついで、筒状フィルム(60)の底部を、第二横シール装置(90)の支持部材(91)で挟持し、ボックスモーションで稼動する上下一対(93a、93b)の第二横シーラ(93)によって注出口形成シールし、内容物を充填した充填体(80)を形成する。第二横シーラ(93a)のシール部の形状は、前記した注出口形成シールの形状であり、第二横シーラ(93b)のシール部の形状は、底部シールと略同じ形状である。本発明では、第二横シーラ(93)をボックスモーションで稼動させることで、注出口形成シールの加圧および加熱時間を十分に確保することができる。本発明では、上記工程を筒状フィルム(60)の走行に連動して繰り返することにより、充填包装体(80)を連包して製造することができる。なお、得られた連包状態の充填包装体(80)は、上記ボックスモーションによる第二横シールの際に、カッター(95)によって横シール部の中間で切断し、個別の充填包装体(80)を製造することができる。
【0041】
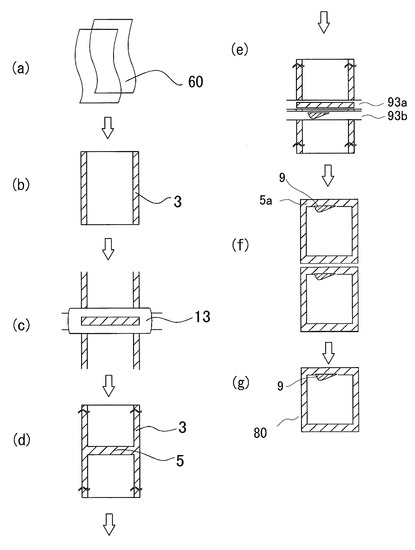
図7に示す縦型充填包装装置によって充填包装体(80)を製造する際の各工程のフィルムの説明を図8に示す。図8の(a)は、2枚のフィルム(60)が重ねられた状態を示し、(b)は、縦シール装置によって前記2枚のフィルムの両端に縦シール(3)が形成された筒状フィルムの平面図を、(c)は前記筒状フィルムを第一横シールロール(13)で第一横シールする態様を、(d)は底部が第一横シール(5)された筒状フィルムの一部の平面図を、(e)は第一横シールと縦シールの一部が第二横シーラ(93a)で注出口形成シールされ、注出口形成シールが形成される態様を、(f)は、第一横シールの上に注出口形成シールがなされた充填包装体が、前記ボックスモーションによる第二シールと同時に個別にカットされた平面図を、(g)は、充填包装体の横シール部で個別に製造された充填包装体(80)の平面図を示す。図7(e)に示す横第二シーラ(93)のシール版の形状は、底部側および開口側の第二横シールを連続して行えるよう、前記した帯状部(9a)と角シール部(9b)とがそれぞれ対称に連設して形成されている。
【0042】
なお、充填包装機に連続移送されるフィルム(60)は、1枚でも2枚でもよい。2枚のフィルム(60)が連続移送される場合には、これを対をなす縦シールロール(43)からなる縦シール装置(40)によって左右の開放端を縦シール(3)するものであってもよい。いずれの場合も、連続的に筒状フィルム(60)を形成することができる。
【0043】
上記では、筒状フィルム(60)の下端を一対の絞りロール(50)で挟む態様を示し、このような一対の絞りロール(50)を使用することが好ましいが、このような絞りロール(50)を使用せず、一対の横シールロール(23)を回転させて横シールを行い、ついで充填機構(30)の内容物供給管(33)および空気供給管(37)から前記筒状フィルム(60)の内容物充填部(4a)に内容物を、および空気充填部(4b)に空気を充填してもよい。
【0044】
(iii)無菌充填体の製造方法
本発明では、更に無菌充填体を製造することもできる。すなわち、本発明の第四は、無菌状態に維持されるべき領域内に、連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールおよび仕切りシールを形成して筒状フィルムを形成する工程と、前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、前記筒状フィルムに内容物を充填する工程と、前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、無菌充填体の製造方法である。
【0045】
第三の発明との相違は、注出口形成シールより前の工程を無菌状態に維持されるべき領域内で操作する点にある。
縦型充填包装装置によって大量の内容物を包装体に充填する場合、横シールロールによって横シールを行うと、シール圧着時間が瞬間的であるため完全密封が困難で、シール強度が不足する場合がある。このため、不活性ガス充填装置や脱酸素剤封入包装では、均一な圧力で横シールできるシール強度の高いボックスモーション型が必要になる。しかしながら、ボックスモーション型は、横シーラが上下機構と開閉機構とによってボックス状に複雑に動くため、無菌充填ゾーン内に配置することが困難である。本発明では、無菌充填ゾーンで横シールロールを使用して第一横シールを行い、無菌充填ゾーンを出てからボックスモーション型の第二横シール装置(90)によって注出口形成シールにより注出口形成シールを行うことができる。
【0046】
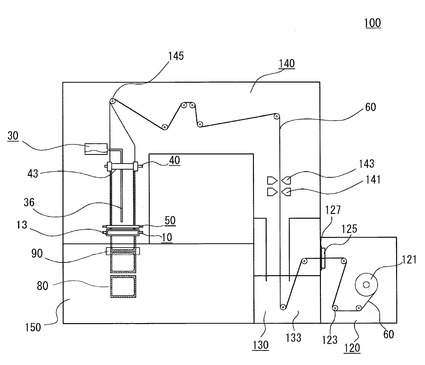
図9に、原反供給領域(120)と、フィルム殺菌領域(130)と、製品排出領域(150)とが連設された無菌充填包装装置(100)で、無菌充填包装体を製造する工程を説明する。図9では、無菌領域(無菌状態に維持されるべき領域)(140)に充填包装装置を構成する縦シール機構(40)と充填機構(30)と第一横シール装置(10)とが配設され、製品排出領域(150)に第二横シール装置(90)が配設される態様を示す。
【0047】
まず、原反供給領域(120)にフィルム(60)をロール状に巻回したフィルムロール(121)を装備し、フィルムロール(121)から引き出したフィルム(60)をローラ(123)を介してフィルム殺菌領域(130)に引き込む。原反供給領域(120)とフィルム殺菌領域(130)とは、フィルム(60)を通すための開口(125)と、その開口(125)を開閉するシャッタ(127)とが設けられた壁によって区分されている。
【0048】
フィルム殺菌領域(130)では、例えば過酸化水素水などの殺菌液槽(133)にフィルム(60)を導入する。次いで、フィルム(60)をフィルム殺菌領域(130)から無菌領域(140)へ導入する。無菌領域(140)では、フィルム(60)を挟むように配置された一対の温風ノズル(141)によって、フィルム(60)に付着している滅菌剤を気化する。次いで、前記温風ノズル(141)よりもフィルム(60)の走行方向下流側に配設された冷風ノズル(143)から常温のエアを噴出し、フィルム(60)の乾燥を補完し、温風ノズル(141)からの温風によって加熱されたフィルム(60)を冷却し、そのすべり性やカール性等の物性の低下を防止する。
【0049】
ついで、無菌処理および乾燥処理されたフィルム(60)を、無菌領域(140)内に配設された折り返しローラ(145)などの折り返し機構により二つ折し、無菌領域(140)内の充填機構(30)に導く。充填機構(30)では、まず、フィルム(60)をその走行方向に沿った両側縁を互いに重ね合わせるように重ね、一対の縦シールロール(43)によってフィルム(60)の両側縁の重複部分を加熱溶着し、筒状に成形する。その後、筒状フィルム(60)の下端を一対の絞りロール(50)で挟み、その下部に配置された横シール装置(10)の一対の第一横シールロール(13)の回転によって横シールする。横シール部の上方に形成されている筒状フィルム(60)の内部に、供給管(36)から内容物を所定量だけ充填する。前記縦シールロール(43)および第一横シールロール(13)の回転により、内容物を充填された筒状フィルム(60)を更に下方に移送し、前記内容物が充填された領域よりもさらに上側で筒状フィルム(60)の開口部を前記第一横シールロール(13)によって横シールし、上記工程を筒状フィルム(60)の走行に連動して繰り返されすことにより、充填包装体(80)を連包して製造する。
【0050】
一方、連続する充填包装体(80)を、無菌領域(140)に連設される製品排出領域(150)などの無菌領域外に配設される第二横シール装置(90)に移送する。ここで、前記筒状フィルム(60)の底部を、第二横シール装置(90)のボックスモーション型で作動する支持部材(91)で挟持し、かつ第二横シーラ(93)によって第一横シールの上に注出口形成シールし注出口形成シールを形成する。充填包装体(80)は、前記無菌領域(140)で底部と上部開放端とが第一横シールにより封止されているため、第二横シール装置(90)は、無菌領域(140)に限定される必要はなく、無菌充填ゾーン外に複雑な機構の第二横シール装置(90)を配設することで、均一かつ強度の高い横シールを、安定して行うことができる。なお、得られた連包状態の充填包装体(80)は、上記ボックスモーションによる第二横シールの際に、カッター(95)によって横シール部の中間で切断し、個別の充填包装体(80)を製造する。その際、第二横シール装置(90)が、注出口形成シールのみを行うものであり切断機構を有しない場合には、その下流に切断装置を連設させ、各充填包装体を横方向シールでカットすることができる。一方、第二横シーラが切断刃などの切断機構を併設する場合には、注出口形成シールと同時に注出口形成シールで横方向にカットし、包装体を個別に分離することができる。こうして製造された袋詰め製品を製品排出領域(150)に排出させる。
【産業上の利用可能性】
【0051】
本発明によれば、上部横シールに注出口形成シールを設けることで、充填量の減少を回避した大容量の包装袋を提供する事ができ、有用である。
【符号の説明】
【0052】
1・・・包装袋、
3・・・縦シール、
5a・・・上部横シール、
5b・・・底部横シール、
6・・・ノッチ、
7・・・充填部、
8・・・開口部、
9・・・注出口形成シール、
10・・・第一横シール装置、
13・・・第一横シールロール、
15・・・間隙調整材、
25・・・折り返しローラ、
30・・・充填機構、
36・・・供給管、
40・・・縦シール装置
43・・・縦シールロール、
45・・・縦シール、
50・・・絞りロール、
60・・・フィルム、
70・・・切断装置、
80・・・充填包装体、
90・・・第二横シール装置、
93・・・横シーラ、
95・・・カッター、
100・・・無菌充填包装装置、
120・・・原反供給領域、
121・・・フィルムロール、
130・・・フィルム殺菌領域、
133・・・殺菌液槽、
140・・・無菌領域(無菌状態に維持されるべき領域)、
141・・・温風ノズル、
143・・・冷風ノズル、
145・・・折り返しローラ、
150・・・製品排出領域
【技術分野】
【0001】
本発明は、上部横シールの一部に縦シールと連設しない注出口形成シールを形成し、縦シールと前記注出口形成シールとの間を開封することで注出口を形成しうる包装袋、このような包装袋に内容物を充填した充填体、および前記充填体の製造方法に関する。
【背景技術】
【0002】
牛乳、クリーム、果汁、果肉入り果汁等を業務用等で大形容器で長期保存を必要とする場合は、容器の廃棄処理等の観点から廃棄処理し易いバッグインボックスが多用されている。しかしながら、例えば、ソフトクリームなどは、売店で女性がソフトクリームを製造しおよび販売するため、ソフトクリーム製造器に原料を投入する作業も女性が行うことが多い。ソフトクリーム製造機の原料投入口は装置上部に配設されていることが一般的であり、バッグインボックスに収納されたソフトクリーム原料を高所の投入口から投入することは容易でない。
【0003】
このような要求から、上記バッグインボックスに代えて、フィルム包装体を使用した大容量充填体がある。大容量の包装袋は、例えば、一対の横シールロールを回転させるための回転機構と、前記横シールロールを上下方向に移動させるための上下機構とを備えた縦型充填包装装置によって大容量充填体を製造することができる(特許文献1)。一対の横シールロールに回転機構と上下機構とを装着することで、液体等の内容物を連続的に供給しつつ横シールする場合に生じやすい横シール個所の内容物が噛み込みを抑制でき、また生産性高く大容量の充填体を製造できる、という。
【0004】
また、充填物が投入された筒状フィルムを幅方向に熱シールする際に、内容物を充填した筒状フィルムの下端をローラでしごきながらその下方を平坦な加圧面で加圧し熱シールし、ついでこの熱シールされた前記筒状フィルムの部位をさらに、前記筒状フィルムの幅方向に延びるストライプ状の凹凸が形成された加圧面で加圧し熱シールする方法もある(特許文献2)。熱シール部の剥離あるいは溶断を回避するために横シール部に横ストライプの凹凸を形成すると、この凹凸に充填物が残存することに鑑み、予め平坦な加熱面で熱シールし、その後に再度凹凸が形成された加圧面で熱シールするというものである。特許文献2では、2度の熱シールをそれぞれボックスモーションで行っている。
【0005】
一方、縦シールと横シールとによって四方を熱シールされた包装袋では、上部横シールの形状を変形して注出口を形成することができる。例えば、幅広の上部横シールの一部に未シールの凹部を形成して注出口とした密封袋がある(特許文献3)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−96849号公報
【特許文献2】特開2002−46712号公報
【特許文献3】特開平5−319442号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
従来からある充填包装装置として、図10に示すように縦シール装置(40)、横シール装置(10)、充填機構(30)、切断装置(70)とを有する縦型充填包装装置がある。2枚のフィルム(60)の左右両縁部を繰り出しながら一対の縦シールロール(43)で縦シールし、得られた筒状フィルム(60)の下端を、シール面(13a)が配設された一対の第一横シールロール(13)を回転させながら横シールし、充填機構(30)の内容物供給管(36)を介して前記筒状フィルムの開放端から内容物を充填し、内容物を充填された筒状フィルム(60)の開放端を再度前記横シール装置(10)で横シールして封止し、得られた連包状態の包装体を切断装置(70)によって横シール部で切断し、個別の充填包装体(80)を製造する。
【0008】
このような、縦シールと横シールとによって製造された大容量の充填包装体を連続的に製造する場合には、横シールや縦シールの一部に別体からなる注出口を装着することは困難である。このため、横シールの一部を変形させて注出口とすることが考えられるが、特許文献3に示すように深い横シールを形成し、その一部を未シール部として注出口を形成すると、前記横シールによって充填部の内容量が低減するため、幅広の原反を使用した価値が半減する。
【0009】
一方、大容量の包装袋の横シール部を変形した場合、縦シールと変形した前記横シールに向かって開封し、注出口を形成することができるが、注出口を形成するために開封具を使用するのは煩雑である。しかしながら、大容量の包装袋の場合、縦シールからの開封範囲が長いため、縦シールにノッチを形成しただけでは横シールに向かって手で開封できず、注出口の形成が困難となる場合がある。
【0010】
また、内容物を大量に充填する包装体の製造は、ボックスモーション型で横シールされることが多いが、動きが複雑であるため生産設備が複雑になる場合がある。
本発明は、上記現状に鑑み、充填部の面積を最大限に利用しかつ注出口を形成した大容量の包装袋を提供することを目的とする。
【0011】
また、このような包装袋に内容物を充填した充填体を提供することを目的とする。
更に、このような充填体や無菌充填体を効率的に製造しうる製造方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明者らは、大容量の包装袋について詳細に検討した結果、縦シールと底部横シールおよび上部横シールとによって周囲を熱シールし、その内部を充填部とした包装袋の前記上部横シールに、上部横シールと連設し、かつ縦シールと連設しない注出口形成シールを形成すると、充填部の容積を最大限に活かしつつ注出口を形成した大容量の包装袋を形成しうること、このような注出口形成シールは、上部横シールと連設するように所定形状の第二横シールで形成できること、このような第二横シールをボックスモーションで行えば、十分なシール圧によって簡便に形成できること、上記第二横シールは無菌充填領域外で行うことができるため、無菌充填装置の構成を複雑にすることなく大容量の無菌充填体を製造しうることを見出し、本発明を完成させた。
【0013】
すなわち、本発明は、対抗してなるヒートシール性フィルムのヒートシール面に縦シールと底部横シールと上部横シールとが形成された包装体であって、前記縦シール、底部横シールおよび上部横シールとで囲まれた充填部に、前記上部横シールと連設し、前記縦シールと連設しない注出口形成シールが形成されたことを特徴とする、包装袋を提供する事を目的とする。
【0014】
本発明は、前記注出口形成シールは、シール部と未シール部とを有するものである、上記包装袋を提供する事を目的とする。
本発明は、前記充填部に、前記縦シールの一端から前記注出口形成シールに向かう誘導線が印刷されていることを特徴とする、上記包装袋を提供する事を目的とする。
【0015】
本発明は、上記包装袋に内容物が充填された、充填体を提供する事を目的とする。
本発明は、連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールして筒状フィルムを形成する工程と、前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、前記筒状フィルムに内容物を充填する工程と、前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、充填体の製造方法を提供する事を目的とする。
【0016】
本発明は、無菌状態に維持されるべき領域内に、連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールおよび仕切りシールを形成して筒状フィルムを形成する工程と、前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、前記筒状フィルムに内容物を充填する工程と、前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、無菌充填体の製造方法を提供するものである。
【発明の効果】
【0017】
本発明によれば、注出口形成シールによって充填部の充填量を最大限に活用した、注出口付きの大容量包装袋を提供することができる。しかも、注出口形成シールの形状により、内容物を注ぎ出す際の注ぎ出しを円滑に行うことができる。
【0018】
本発明に充填体の製造方法によれば、従来の縦型充填装置を使用し、従来の充填体の製造方法に、注出口形成シールに対応する所定形状の一対のシール板をボックスモーションで稼動させ注出口形成シールを第2横シールとして行う工程を含めるだけで充填体を製造できるため、製造設備の調整が容易である。
【0019】
本発明によれば、上記注出口形成シール工程の前を無菌充填装置で行うことで、安定して注出口形成シールを有する無菌充填体を製造することができる。特に、無菌充填体は、注出口にリクローズ機能を確保する意義が少ないため、本発明による、上部横シールに連設して形成した注出口形成シールを有する包装袋や充填袋によれば、無菌充填体を安価かつ生産性高く製造することができる。
【図面の簡単な説明】
【0020】
【図1】図1は、本発明の包装袋の平面図である。
【図2】図2は、縦シールにノッチ(6)を形成し、前記ノッチ(6)から注出口形成シール(9)に向かって開封して注出口(8)を形成する態様を説明する図である。
【図3】図3は、半円形の注出口形成シール(9)を上部横シール(5a)の略中央に一対形成した本発明の包装袋の態様を説明する図である。
【図4】図4は、本発明の包装袋における注出口形成シール(9)の形状やサイズを説明する図である。
【図5】図5は、本発明の包装袋における注出口形成シール(9)が、シール部(Sa)と未シール部(Sb)とで構成される態様を説明する図である。
【図6】図6は、本発明の包装袋において、注出口形成シール(9)に向かう誘導線(L)を印刷した態様を説明する図である。
【図7】図7は、本発明で使用する充填包装装置を説明する図である。
【図8】図8は、本発明の充填体の製造工程を説明する図である。
【図9】図9は、本発明の無菌充填体を製造する工程を説明する図である。
【図10】図10は、従来の充填包装装置を説明する図である。
【発明を実施するための形態】
【0021】
本発明は、把持が容易な大型包装袋を提供するものであり、本発明の第一は、対抗してなるヒートシール性フィルムのヒートシール面に縦シールと底部横シールと上部横シールとが形成された包装体であって、前記縦シール、底部横シールおよび上部横シールとで囲まれた充填部に、前記上部横シールと連設し、前記縦シールと連設しない注出口形成シールが形成されたことを特徴とする、包装袋である。
【0022】
また、本発明の第二は、前記記載の包装袋に内容物が充填された、充填体である。
また、本発明の第三は、連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールして筒状フィルムを形成する工程と、前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、前記筒状フィルムに内容物を充填する工程と、前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、充填体の製造方法であり、本発明の第四は、無菌状態に維持されるべき領域内に、連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールおよび仕切りシールを形成して筒状フィルムを形成する工程と、前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、前記筒状フィルムに内容物を充填する工程と、前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、無菌充填体の製造方法である。以下、本発明を図面を用いて説明する。
【0023】
(1)大容量包装袋
本発明の包装袋は、対抗してなるヒートシール性フィルムのヒートシール面に縦シールと底部横シールと上部横シールとが形成された包装体であって、前記縦シール、底部横シールおよび上部横シールとで囲まれた充填部に、前記上部横シールと連設し、前記縦シールと連設しない注出口形成シールが形成されたことを特徴とする。
【0024】
縦シールと横シールとによって四方を熱シールして連続的に生産された包装袋は、注出口を別個の部材で調製することが困難であり、一方、上部横シールのシール幅を広げて注出口を形成すると、充填部の内容量が低減する。本発明によれば、上部横シールに突出させて注出口形成シールを形成することで充填量の低減を最大限に抑えることができ、かつ簡便に注出口を形成することができる。
【0025】
本発明の包装袋を構成するヒートシール性フィルムとしては、最内層にポリエチレン層、またはポリプロピレン層があり、最外層にポリエステル層またはポリアミド層が形成されるものである。更に、前記最内層と最外層との間に、ポリエステル層、ポリアミド層、ポリエチレン層、アルミ箔層などが積層されるものであってもよい。
【0026】
本発明の包装袋の好適な態様の一例を図1の平面図に示す。包装袋(1)の左右に縦シール(3)および上下に上部横シール(5a)と底部横シール(5b)とからなる第一横シール(5)と、注出口形成シール(9)とが形成されている。なお、縦シール(3)、上部横シール(5a)と底部横シール(5b)とで囲まれた内部が充填部(7)となる。上部横シール(5a)と注出口形成シール(9)とは一部重複するが、注出口形成シール(9)は縦シール(3)と重複することはない。注出口形成シール(9)を、上部横シール(5a)の一部にのみ連設させることで、充填部(7)の内容量の低減を回避するためである。
【0027】
本発明の包装袋(1)は、縦シールにノッチ(6)を形成したものであってもよい。前記ノッチ(6)から注出口形成シール(9)に向かって開封し、注出口(8)を形成した態様を図2に示す。破線は、開封端を示す。
【0028】
なお、包装袋(1)は、本来内容物を充填するための未シール部を有するが、便宜のため内容物を充填した充填体と同様の上部横シール(5a)を形成した状態を示す。
また、本発明の包装袋は、内容量が1〜15kgの大型包装袋を対象とするが、サイズの選択が容易であり、3kg用、5kg用、7kg用などに調整することができる。このため、内容物の使い残しを低減することができる。
【0029】
(2)注出口形成シール
本発明の包装袋では、上部横シール(5a)の一部に、更に注出口形成シール(9)を形成することで、包装袋(1)に注出口を形成することができる。
【0030】
注出口形成シール(9)の形状は、縦シール(3)から前記注出口形成シール(9)に向けて開封することで注出口(8)を形成できるものであれば、特に限定はない。一般には、上部横シール(5a)から充填部(7)側に突出させた形状であり、例えば図1や図2に示すように、上部横シール(5a)から充填部(7)側に突出させた山型や、円弧状などを例示することができる。また、注出口形成シール(9)を形成する位置は、上部横シール(5a)に連設し、縦シール(3)に連設しなければ、いずれに配置してもよく、一箇所に限定されず複数を配設するものであってもよい。図3に、上部横シール(5a)の略中央に、一対の円弧状の注出口形成シール(9)を形成した態様を示す。破線部を開封することで、注出口(8)を形成することができる。なお、図3において、円弧状に代えて、図2に示す山型を2箇所、上部横シール(5a)の略中央に、中央線に対して対称に形成するものであってもよい。この場合、注出口(8)は、注出口形成シール(9)と注出口形成シール(9)との間に形成される。
【0031】
本発明において、最も好ましくは図4に示す形状である。開封した際に、充填物が包装袋から排出される側の注出口形成シール(9)と充填部(7)との境界線を稜線(9a)とし、他の境界線を稜線(9b)とした場合、注出口形成シール(9)における山型が稜線(9a)、稜線(9b)で構成され、上部横シール(5a)から注出口形成シール(9)の稜線(9a)に向かってなす角(θ1)が、90〜150°、より好ましくは120〜150°であり、上部横シール(5a)から注出口形成シール(9)の稜線(9b)に向かってなす角(θ2)が、110〜170°、より好ましくは120〜145°であり、稜線(9a)と稜線(9b)との頂部の丸みが、R:3〜20mm、より好ましくは5〜10mmで形成された山型である。前記稜線(9a)の角(θ1)が上記範囲であれば、迅速な排出を確保しつつ急激な排出を回避して、注出口を形成した後の内容物の注出を良好に行うことができる。また、前記稜線(9b)の角(θ2)が上記範囲であり、前記頂部の丸み(R)が上記範囲であれば、内容物の注ぎ出し時に、稜線(9b)側の内容物を円滑に稜線(9a)側に移行させることができる。
【0032】
本発明において、縦シール(3)側から注出口形成シール(9)に向かって開封する場合、前記稜線(9a)と上部横シール(5a)との交点(X)は、縦シール(3)の端部から幅(w)が30〜100mm、好ましくは40〜60mmの位置にある。この範囲で、フィルムの密着を回避して、注出口(8)を十分に確保することができるからである。なお、注出口形成シール(9)の高さ(h)は、20〜100mm、より好ましくは30〜60mmである。この範囲であれば、充填部(7)の内容量の低減を少なくすることができる。上記範囲は、充填する内容物の種類や充填量などに応じて適宜選択することができる。
【0033】
本発明において、前記注出口形成シールは、シール部と未シール部とを有すればよい。本発明は、大容量の包装袋を対象とするため、注出口形成シールの高さ(h)が少なくとも20mmとなるため、シールの際にシワが発生しやすい。また、内容物を充填した後に注出口形成シールを形成すると、注出口形成シールに充填物が残存する場合がある。しかしながら、シール部と未シール部とを形成して注出口形成シールを形成すると、シワの発生や充填物の残存を回避することができる。特に、未シール部は、前記注出口形成シールの充填部(7)との境界部と連通するように形成される事が好ましい。この態様の一例を図5に示す。
【0034】
図5は、線状のシール部(Sa)と線状に未シール部(Sb)とを有する態様として、シール部と未シール部とを交互に配して形成して注出口形成シール(9)を形成したものを示す。図5(a)のA−A線断面図を、図5(b)に示す。2枚のフィルム(60a、60b)とが積層され、線状のシール部(Sa)と未シール部(Sb)とが均等に交互に配されている。図5(a)では、稜線(9b)上に、未シール部(Sb)の開放端が形成されていることが好ましい。これにより、注出口形成シールの形成時に噛み込んだ内容物や空気を、稜線(9b)上の未シール部(Sb)の開放端から排出させ、シワや内容物の残存を防止することができる。なお、図5では、稜線(9a)と前記シール部(Sa)とが略平行する態様を示すが、稜線(9b)と、前記シール部(Sa)とが略平行する態様であってもよく、これらが混在する態様であってよい。
【0035】
更に、本発明の注出口形成シール(9)において、前記シール部(Sa)と未シール部(Sb)とは、図5に示す線状に限定されるものではなく、例えばシール部(Sa)がドットやその他の形状を点在するように形成されるものであってもよい。いずれであっても、未シール部が配されることで注出口形成シールに形成されやすいシワの発生を回避することができる。
【0036】
また、本発明は大容量の包装袋であるため、注出口を形成するために開封距離が長い。例えば、図4に示す例では、縦シール(3)から注出口形成シールに向かい、少なくとも前記幅(w)を30〜100mmに亘って開封する必要がある。少量充填用の包装袋であれば、縦シールに形成したノッチによって容易に開封できるが、大容量の包装袋の場合には開封距離が長いため、ノッチを始点に開封しても、目的箇所への開封が容易でない。これを解決するため、本発明の包装袋では、前記充填部に、前記縦シールの一端から前記注出口形成シールに向かう誘導線を印刷する事が好ましい。図6にこのような誘導線(L)を印刷した包装袋の一例を示す。
【0037】
図6では、縦シール(3)のノッチ(6)から注出口形成シール(9)に向かって円弧状の矢印と、その内部に点線からなる誘導線(L)が印刷される態様を示す。誘導線(L)によって開封方向が明確になるため、開封距離が長く、かつ開封方向が円弧状の大容量の包装袋の場合であっても、誘導線(L)に沿って両手で開封することができる。更に、OPENなどの文字が併記されるものであってもよい。なお、図3に示すように、上部横シール(5a)に一対の注出口形成シール(9)を形成した態様でも、注出口形成シール(9)間に誘導線(L)を形成し、上部横シールにノッチを形成することで、手での開封を行ってもよい。
【0038】
(3)充填体
本発明の充填体は、上記包装袋に内容物が充填されかつ密封された充填体である。
充填する内容物は特に限定されないが、流動性のある食品や医薬品などの保存などに好適である。例えば、ソフトクリーム原料、トマトソース、トマトペースト、マヨネーズ、調理済みカレールーやシチューやシチュー、医薬品などを例示することができる。また、本発明の充填体が無菌充填装置を使用して製造される場合には、変質しやすい内容物場合でも、内容物の保持性に優れる充填体となる。
【0039】
(4)充填体の製造方法
本発明の包装袋および充填体の製造方法に限定はなく、いずれの方法で製造してもよいが、本発明の第三によって製造することができる。すなわち、連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールして筒状フィルムを形成する工程と、前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、前記筒状フィルムに内容物を充填する工程と、前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、充填体の製造方法である。
【0040】
本発明では、従来公知の縦シール装置や充填装置を応用することができる。本発明の製造方法の好適な一例を図7に示す。連続移送される1枚のフィルム(60)を、折り返しローラ(25)などの折り返し機構によって二つ折りし、その両端を縦シール装置(40)を構成する対をなす縦シールロール(43)によって縦シールする。得られた筒状フィルム(60)を、その下端を一対の絞りロール(50)で挟み、その下部に配置された第一横シール装置(10)を構成する一対の第一横シールロール(13)の回転によって横シールする。また、第一横シール部の上方に形成されている筒状フィルム(60)の内部に、充填機構(30)の供給管(36)から内容物を所定量だけ充填する。ついで、前記縦シールロール(43)および第一横シールロール(13)の回転により、内容物を充填された筒状フィルムを更に下方に移送し、前記内容物が充填された領域より上部で、筒状フィルム(60)の開口部を前記第一横シールロール(13)によって帯状に横シール(5)する。ついで、筒状フィルム(60)の底部を、第二横シール装置(90)の支持部材(91)で挟持し、ボックスモーションで稼動する上下一対(93a、93b)の第二横シーラ(93)によって注出口形成シールし、内容物を充填した充填体(80)を形成する。第二横シーラ(93a)のシール部の形状は、前記した注出口形成シールの形状であり、第二横シーラ(93b)のシール部の形状は、底部シールと略同じ形状である。本発明では、第二横シーラ(93)をボックスモーションで稼動させることで、注出口形成シールの加圧および加熱時間を十分に確保することができる。本発明では、上記工程を筒状フィルム(60)の走行に連動して繰り返することにより、充填包装体(80)を連包して製造することができる。なお、得られた連包状態の充填包装体(80)は、上記ボックスモーションによる第二横シールの際に、カッター(95)によって横シール部の中間で切断し、個別の充填包装体(80)を製造することができる。
【0041】
図7に示す縦型充填包装装置によって充填包装体(80)を製造する際の各工程のフィルムの説明を図8に示す。図8の(a)は、2枚のフィルム(60)が重ねられた状態を示し、(b)は、縦シール装置によって前記2枚のフィルムの両端に縦シール(3)が形成された筒状フィルムの平面図を、(c)は前記筒状フィルムを第一横シールロール(13)で第一横シールする態様を、(d)は底部が第一横シール(5)された筒状フィルムの一部の平面図を、(e)は第一横シールと縦シールの一部が第二横シーラ(93a)で注出口形成シールされ、注出口形成シールが形成される態様を、(f)は、第一横シールの上に注出口形成シールがなされた充填包装体が、前記ボックスモーションによる第二シールと同時に個別にカットされた平面図を、(g)は、充填包装体の横シール部で個別に製造された充填包装体(80)の平面図を示す。図7(e)に示す横第二シーラ(93)のシール版の形状は、底部側および開口側の第二横シールを連続して行えるよう、前記した帯状部(9a)と角シール部(9b)とがそれぞれ対称に連設して形成されている。
【0042】
なお、充填包装機に連続移送されるフィルム(60)は、1枚でも2枚でもよい。2枚のフィルム(60)が連続移送される場合には、これを対をなす縦シールロール(43)からなる縦シール装置(40)によって左右の開放端を縦シール(3)するものであってもよい。いずれの場合も、連続的に筒状フィルム(60)を形成することができる。
【0043】
上記では、筒状フィルム(60)の下端を一対の絞りロール(50)で挟む態様を示し、このような一対の絞りロール(50)を使用することが好ましいが、このような絞りロール(50)を使用せず、一対の横シールロール(23)を回転させて横シールを行い、ついで充填機構(30)の内容物供給管(33)および空気供給管(37)から前記筒状フィルム(60)の内容物充填部(4a)に内容物を、および空気充填部(4b)に空気を充填してもよい。
【0044】
(iii)無菌充填体の製造方法
本発明では、更に無菌充填体を製造することもできる。すなわち、本発明の第四は、無菌状態に維持されるべき領域内に、連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールおよび仕切りシールを形成して筒状フィルムを形成する工程と、前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、前記筒状フィルムに内容物を充填する工程と、前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、無菌充填体の製造方法である。
【0045】
第三の発明との相違は、注出口形成シールより前の工程を無菌状態に維持されるべき領域内で操作する点にある。
縦型充填包装装置によって大量の内容物を包装体に充填する場合、横シールロールによって横シールを行うと、シール圧着時間が瞬間的であるため完全密封が困難で、シール強度が不足する場合がある。このため、不活性ガス充填装置や脱酸素剤封入包装では、均一な圧力で横シールできるシール強度の高いボックスモーション型が必要になる。しかしながら、ボックスモーション型は、横シーラが上下機構と開閉機構とによってボックス状に複雑に動くため、無菌充填ゾーン内に配置することが困難である。本発明では、無菌充填ゾーンで横シールロールを使用して第一横シールを行い、無菌充填ゾーンを出てからボックスモーション型の第二横シール装置(90)によって注出口形成シールにより注出口形成シールを行うことができる。
【0046】
図9に、原反供給領域(120)と、フィルム殺菌領域(130)と、製品排出領域(150)とが連設された無菌充填包装装置(100)で、無菌充填包装体を製造する工程を説明する。図9では、無菌領域(無菌状態に維持されるべき領域)(140)に充填包装装置を構成する縦シール機構(40)と充填機構(30)と第一横シール装置(10)とが配設され、製品排出領域(150)に第二横シール装置(90)が配設される態様を示す。
【0047】
まず、原反供給領域(120)にフィルム(60)をロール状に巻回したフィルムロール(121)を装備し、フィルムロール(121)から引き出したフィルム(60)をローラ(123)を介してフィルム殺菌領域(130)に引き込む。原反供給領域(120)とフィルム殺菌領域(130)とは、フィルム(60)を通すための開口(125)と、その開口(125)を開閉するシャッタ(127)とが設けられた壁によって区分されている。
【0048】
フィルム殺菌領域(130)では、例えば過酸化水素水などの殺菌液槽(133)にフィルム(60)を導入する。次いで、フィルム(60)をフィルム殺菌領域(130)から無菌領域(140)へ導入する。無菌領域(140)では、フィルム(60)を挟むように配置された一対の温風ノズル(141)によって、フィルム(60)に付着している滅菌剤を気化する。次いで、前記温風ノズル(141)よりもフィルム(60)の走行方向下流側に配設された冷風ノズル(143)から常温のエアを噴出し、フィルム(60)の乾燥を補完し、温風ノズル(141)からの温風によって加熱されたフィルム(60)を冷却し、そのすべり性やカール性等の物性の低下を防止する。
【0049】
ついで、無菌処理および乾燥処理されたフィルム(60)を、無菌領域(140)内に配設された折り返しローラ(145)などの折り返し機構により二つ折し、無菌領域(140)内の充填機構(30)に導く。充填機構(30)では、まず、フィルム(60)をその走行方向に沿った両側縁を互いに重ね合わせるように重ね、一対の縦シールロール(43)によってフィルム(60)の両側縁の重複部分を加熱溶着し、筒状に成形する。その後、筒状フィルム(60)の下端を一対の絞りロール(50)で挟み、その下部に配置された横シール装置(10)の一対の第一横シールロール(13)の回転によって横シールする。横シール部の上方に形成されている筒状フィルム(60)の内部に、供給管(36)から内容物を所定量だけ充填する。前記縦シールロール(43)および第一横シールロール(13)の回転により、内容物を充填された筒状フィルム(60)を更に下方に移送し、前記内容物が充填された領域よりもさらに上側で筒状フィルム(60)の開口部を前記第一横シールロール(13)によって横シールし、上記工程を筒状フィルム(60)の走行に連動して繰り返されすことにより、充填包装体(80)を連包して製造する。
【0050】
一方、連続する充填包装体(80)を、無菌領域(140)に連設される製品排出領域(150)などの無菌領域外に配設される第二横シール装置(90)に移送する。ここで、前記筒状フィルム(60)の底部を、第二横シール装置(90)のボックスモーション型で作動する支持部材(91)で挟持し、かつ第二横シーラ(93)によって第一横シールの上に注出口形成シールし注出口形成シールを形成する。充填包装体(80)は、前記無菌領域(140)で底部と上部開放端とが第一横シールにより封止されているため、第二横シール装置(90)は、無菌領域(140)に限定される必要はなく、無菌充填ゾーン外に複雑な機構の第二横シール装置(90)を配設することで、均一かつ強度の高い横シールを、安定して行うことができる。なお、得られた連包状態の充填包装体(80)は、上記ボックスモーションによる第二横シールの際に、カッター(95)によって横シール部の中間で切断し、個別の充填包装体(80)を製造する。その際、第二横シール装置(90)が、注出口形成シールのみを行うものであり切断機構を有しない場合には、その下流に切断装置を連設させ、各充填包装体を横方向シールでカットすることができる。一方、第二横シーラが切断刃などの切断機構を併設する場合には、注出口形成シールと同時に注出口形成シールで横方向にカットし、包装体を個別に分離することができる。こうして製造された袋詰め製品を製品排出領域(150)に排出させる。
【産業上の利用可能性】
【0051】
本発明によれば、上部横シールに注出口形成シールを設けることで、充填量の減少を回避した大容量の包装袋を提供する事ができ、有用である。
【符号の説明】
【0052】
1・・・包装袋、
3・・・縦シール、
5a・・・上部横シール、
5b・・・底部横シール、
6・・・ノッチ、
7・・・充填部、
8・・・開口部、
9・・・注出口形成シール、
10・・・第一横シール装置、
13・・・第一横シールロール、
15・・・間隙調整材、
25・・・折り返しローラ、
30・・・充填機構、
36・・・供給管、
40・・・縦シール装置
43・・・縦シールロール、
45・・・縦シール、
50・・・絞りロール、
60・・・フィルム、
70・・・切断装置、
80・・・充填包装体、
90・・・第二横シール装置、
93・・・横シーラ、
95・・・カッター、
100・・・無菌充填包装装置、
120・・・原反供給領域、
121・・・フィルムロール、
130・・・フィルム殺菌領域、
133・・・殺菌液槽、
140・・・無菌領域(無菌状態に維持されるべき領域)、
141・・・温風ノズル、
143・・・冷風ノズル、
145・・・折り返しローラ、
150・・・製品排出領域
【特許請求の範囲】
【請求項1】
対抗してなるヒートシール性フィルムのヒートシール面に縦シールと底部横シールと上部横シールとが形成された包装体であって、
前記縦シール、底部横シールおよび上部横シールとで囲まれた充填部に、前記上部横シールと連設し、前記縦シールと連設しない注出口形成シールが形成されたことを特徴とする、包装袋。
【請求項2】
前記注出口形成シールは、シール部と未シール部とを有するものである、請求項1記載の包装袋。
【請求項3】
前記充填部に、前記縦シールの一端から前記注出口形成シールに向かう誘導線が印刷されていることを特徴とする、請求項1または2記載の包装袋。
【請求項4】
請求項1〜3のいずれかに記載の包装袋に内容物が充填された、充填体。
【請求項5】
連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールして筒状フィルムを形成する工程と、
前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、
前記筒状フィルムに内容物を充填する工程と、
前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、充填体の製造方法。
【請求項6】
無菌状態に維持されるべき領域内に、連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールおよび仕切りシールを形成して筒状フィルムを形成する工程と、
前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、
前記筒状フィルムに内容物を充填する工程と、
前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、無菌充填体の製造方法。
【請求項1】
対抗してなるヒートシール性フィルムのヒートシール面に縦シールと底部横シールと上部横シールとが形成された包装体であって、
前記縦シール、底部横シールおよび上部横シールとで囲まれた充填部に、前記上部横シールと連設し、前記縦シールと連設しない注出口形成シールが形成されたことを特徴とする、包装袋。
【請求項2】
前記注出口形成シールは、シール部と未シール部とを有するものである、請求項1記載の包装袋。
【請求項3】
前記充填部に、前記縦シールの一端から前記注出口形成シールに向かう誘導線が印刷されていることを特徴とする、請求項1または2記載の包装袋。
【請求項4】
請求項1〜3のいずれかに記載の包装袋に内容物が充填された、充填体。
【請求項5】
連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールして筒状フィルムを形成する工程と、
前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、
前記筒状フィルムに内容物を充填する工程と、
前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、充填体の製造方法。
【請求項6】
無菌状態に維持されるべき領域内に、連続移送されるヒートシール性フィルムを、縦シール用および仕切りシール用のシール部が形成された1対の縦シールロールで縦シールおよび仕切りシールを形成して筒状フィルムを形成する工程と、
前記フィルムを送りつつ筒状フィルムの幅方向に沿って底部横シールおよび上部横シールを形成する工程と、
前記筒状フィルムに内容物を充填する工程と、
前記上部横シール部に連設して注出口形成シール部を形成することを特徴とする、無菌充填体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−111515(P2012−111515A)
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願番号】特願2010−261954(P2010−261954)
【出願日】平成22年11月25日(2010.11.25)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願日】平成22年11月25日(2010.11.25)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]