
注型品およびその製造方法
【課題】外周に接地層を有する注型品であって、絶縁層内の絶縁欠陥を調査するための電気試験を短時間で行う。
【解決手段】中心導体1と、中心導体1の周りに形成された絶縁層2と、絶縁層2の周りに設けられた接地層3とを有する注型品において、絶縁層2は、中心導体1端から接地層3までの沿面方向を形成する沿面絶縁部と、中心導体1と接地層3間の貫通方向を形成する貫通絶縁部とで構成され、沿面絶縁部と貫通絶縁部とを形成する注型金型が分離しており、沿面絶縁部を形成する注型金型を離型し、貫通絶縁部を形成する注型金型を接地して電気試験を行うことを特徴とする。
【解決手段】中心導体1と、中心導体1の周りに形成された絶縁層2と、絶縁層2の周りに設けられた接地層3とを有する注型品において、絶縁層2は、中心導体1端から接地層3までの沿面方向を形成する沿面絶縁部と、中心導体1と接地層3間の貫通方向を形成する貫通絶縁部とで構成され、沿面絶縁部と貫通絶縁部とを形成する注型金型が分離しており、沿面絶縁部を形成する注型金型を離型し、貫通絶縁部を形成する注型金型を接地して電気試験を行うことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明の実施形態は、エポキシ樹脂のような絶縁材料で形成された絶縁層の外周に接地層を設けた注型品およびその製造方法に関する。
【背景技術】
【0002】
従来、この種の注型品は、中心導体の周りにエポキシ樹脂で形成された絶縁層が設けられ、絶縁層の外周には導電性塗料を塗布して形成された接地層が設けられている。このような注型品は、中心導体と接地層間に高電圧を印加し、絶縁欠陥の有無を調査する部分放電試験が行われる(例えば、特許文献1参照。)。
【0003】
注型品の製造にあたっては、図5に示すように、先ず、中心導体を注型金型にセットする(st1)。次に、注型金型や樹脂の温度、硬化時間、真空度などの注型条件を設定し、エポキシ樹脂を注型金型内に充填する(st2)。エポキシ樹脂を加熱硬化させた後、離型する(st3)。その後、接地層を設ける部分に接着性を向上させるためのサンドブラスト処理を行う(st4)。そして、カーボン塗料のような導電性塗料を塗布し、接地層を形成する(st5)。
【0004】
このように製造された注型品は、部分放電試験を行い、ボイドなどの絶縁欠陥の有無を調査する(st6)。その結果、部分放電特性が所定レベル以上と判定されると(st7)、スイッチギヤに組み込む次工程に出荷し(st8)、また、所定レベル以下なら不良となり、注型条件が検討され(st9)、上述の注型条件の設定に反映される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−220305号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の従来の注型品においては、次のような問題がある。注型品が不良となった場合、注型金型や樹脂の温度、硬化時間、真空度などの注型条件を見直さなければならない。しかしながら、注型から部分放電試験の判定までは、数週間の多大の時間を要し、その間にも製造が続けられる。即ち、注型条件の見直しが反映されていないものが大量に製造されることになる。
【0007】
一方、注型条件は、試作段階で決められるものの、材料ロット、冬夏期における周囲温度、注型金型の磨耗などの全ての条件を反映したものではない。このため、材料ロットを変更したときなどはもとより、所定の時期に部分放電試験を直ちに行うことができ、注型条件をチェックできるものが望まれていた。
【0008】
本発明は上記問題を解決するためになされたもので、所定の注型条件で注型した注型品の部分放電試験が直ちに行え、注型条件をチェックできる注型品およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するために、実施形態の注型品は、中心導体と、前記中心導体の周りに形成された絶縁層と、前記絶縁層の周りに設けられた接地層とを有する注型品において、前記絶縁層は、前記中心導体端から前記接地層までを形成する沿面絶縁部と、前記中心導体と前記接地層間を形成する貫通絶縁部とで構成され、前記沿面絶縁部と前記貫通絶縁部とを形成する注型金型が分離していることを特徴とする。
【図面の簡単な説明】
【0010】
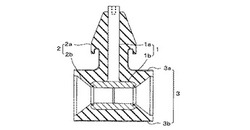
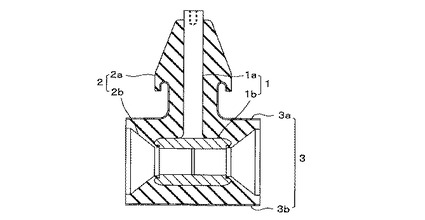
【図1】本発明の実施例に係る注型品の構成を示す断面図。
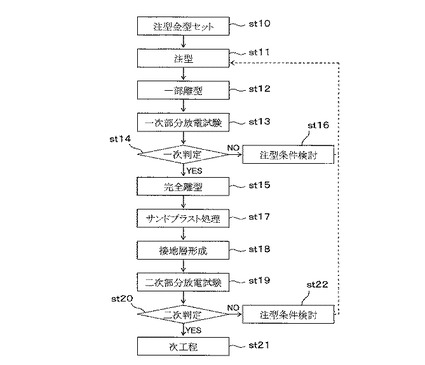
【図2】本発明の実施例に係る注型品の製造方法を説明するフロー図。
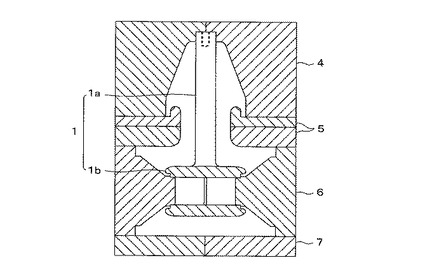
【図3】本発明の実施例に係る注型金型の構成を説明する断面図。
【図4】本発明の実施例に係る注型品の試験方法を説明する断面図。
【図5】従来の注型品の製造方法を説明するフロー図。
【発明を実施するための形態】
【0011】
以下、図面を参照して本発明の実施例を説明する。
【実施例】
【0012】
本発明の実施例に係る注型品を図1〜図4を参照して説明する。図1は、本発明の実施例に係る注型品の構成を示す断面図、図2は、本発明の実施例に係る注型品の製造方法を説明するフロー図、図3は、本発明の実施例に係る注型金型の構成を説明する断面図、図4は、本発明の実施例に係る注型品の試験方法を説明する断面図である。なお、注型品をT形ブッシングを用いて説明する。
【0013】
図1に示すように、棒部1aと筒部1bとで構成された中心導体1の周りには、エポキシ樹脂を注型して形成した略T字状の絶縁層2が設けられている。絶縁層2の周りには、カーボン塗料のような導電性塗料を塗布して形成した接地層3が設けられている。接地層3は、主に棒部1aと対向する第1の接地層3aと筒部1bと対向する第2の接地層3bとで構成されている。そして、第1の接地層3aと露出した棒部1a端間で突出したテーパ状のガス中沿面部2aが形成され、第1、第2の接地層3a、3bと露出した筒部1b内面間で窪んだテーパ状の界面沿面部2bが形成されている。
【0014】
次に、T形ブッシングの製造方法を図2〜4を参照して説明する。
【0015】
先ず、図2に示すように、中心導体1を注型金型にセットする(st10)。注型金型は、図3に示すように、ガス中沿面部2aを形成する第1の金型4と、第1の接地層3aを設ける部分を形成する第2の金型5と、界面沿面部2bを形成する第3の金型6と、第2の接地層3bを設ける部分を形成する第4の金型7で構成されている。なお、第2の金型5は、離型時を考慮し図示上下に二分割されている。また、第1、第2、第4の金型4、5、7は、離型時を考慮し図示左右が対称に分割されている。
【0016】
次に、注型金型や樹脂の温度、硬化時間、真空度などの注型条件を設定し、エポキシ樹脂を図示しない注入口から注型金型内に充填する(st11)。そして、エポキシ樹脂を加熱硬化させた後、一部の金型を離型する(st12)。
【0017】
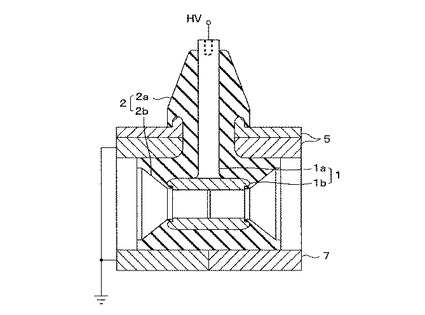
即ち、図4に示すように、第1の金型4と第3の金型6を離型し、第1の接地層3aを設ける部分の第2の金型5と第2の接地層3bを設ける部分の第4の金型7を残す。そして、第2の金型5と第4の金型7を接地し、棒部1aに高電圧HVを印加して一次の部分放電試験を行い、ボイドなどの絶縁欠陥を調査する(st13)。部分放電試験は、ガス中沿面部2a、界面沿面部2bの絶縁補強のため、加圧した乾燥空気中などで行ってもよい。また、耐電圧試験などの電気試験を行うことができる。
【0018】
部分放電特性が所定レベル以上と一次判定されると(st14)、残りの第2の金型5と第4の金型7を離型する(st15)。所定レベル以下なら不良となり、注型条件を検討し(st16)、上述の注型(st11)の注型条件の設定に反映する。特に、材料ロット変更時、周囲温度の変化時、所定の注型回数を越えた場合などに不良が起きると、注型条件を見直すことになる。
【0019】
部分放電特性が所定レベル以上の注型品は、接着性を向上させるためのサンドブラスト処理を行い(st17)、カーボン塗料のような導電性塗料を塗布し、接地層3を形成する(st18)。接地層3形成後、再度、二次の部分放電試験を行う(st19)。その結果、所定レベル以上と二次判定されると(st20)、スイッチギヤに組み込む次工程に出荷し(st21)、また、所定レベル以下なら不良となり、注型条件を再度、検討する(st22)。
【0020】
これにより、サンドブラスト処理(st17)や接地層形成(st18)の工程を待つことなく、一次の部分放電試験(st13)ができるので、短時間で注型条件をチェックすることができる。このため、材料ロットなどが変更され、部分放電レベルが所定レベルに達しない場合、同一注型金型を用いて、次に製造する注型品の注型条件を見直すことができる。ここで、一次の部分放電試験(st13)は、注型金型が沿面部2a、2bを形成する部分と接地層3を形成する部分とに分離しているため行うことができる。
【0021】
二次の部分放電試験(st19)においては、一次の部分放電試験(st13)で絶縁層2内の絶縁欠陥の有無が確認されているので、接地層3の塗布不良などの外部要因による絶縁欠陥を調査するものとなる。このため、外観検査で良好となれば、部分放電特性は一次と二次とで同様となる。このため、外観検査をすることにより、二次の部分放電試験(st19)を省略することができる。
【0022】
一次の部分放電試験(st13)は、材料ロッドが変更されたときはもとより、作業開始の最初に製造するものなど所定の時期に行うことにより、効率的に注型条件をチェックすることができる。当然、全製造品に適用してもよい。
【0023】
ここで、接地層3を設ける絶縁層2部分を、中心導体1との間で貫通方向の絶縁を形成する貫通絶縁部と称する。また、露出した中心導体1端から接地層3までの沿面方向の絶縁を形成するガス中沿面部2aと界面沿面部2bとを合わせて、沿面絶縁部と称する。
【0024】
また、沿面絶縁部を形成する第1の金型4と第3の金型6をまとめて沿面絶縁形成金型、そして貫通絶縁部を形成する第2の金型5と第4の金型7をまとめて貫通絶縁形成金型と称する。
【0025】
上記実施例の注型品によれば、注型後に、ガス中沿面部2aを形成する第1の金型4と界面沿面部2bを形成する第3の金型3を離型し、接地層3を設ける部分を形成する第2の金型5と第4の金型7を残して接地し、部分放電試験を行うようにしているので、絶縁層2内の絶縁欠陥を短時間で調査することができる。また、部分放電レベルが所定値に達しない場合には、注型条件を短時間で見直すことができ、生産性を向上させることができる。
【0026】
以上述べたような実施形態は、注型した注型品の部分放電試験を直ちに行うことができ、注型条件をタイムリーにチェックすることができる。
【0027】
以上において幾つかの実施形態を述べたが、これらの実施形態は、例として示したもので、発明の範囲を限定することを意図したものではない。これら新規な実施形態は、種々の他の形態に具体化されてもよいし、さらに、本発明の主旨を逸脱しない範囲で、種々の省略、置き換えおよび変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
【符号の説明】
【0028】
1 中心導体
1a 棒部
1b 筒部
2 絶縁層
2a ガス中沿面部
2b 界面沿面部
3 接地層
3a 第1の接地層
3b 第2の接地層
4 第1の金型
5 第2の金型
6 第3の金型
7 第4の金型
【技術分野】
【0001】
本発明の実施形態は、エポキシ樹脂のような絶縁材料で形成された絶縁層の外周に接地層を設けた注型品およびその製造方法に関する。
【背景技術】
【0002】
従来、この種の注型品は、中心導体の周りにエポキシ樹脂で形成された絶縁層が設けられ、絶縁層の外周には導電性塗料を塗布して形成された接地層が設けられている。このような注型品は、中心導体と接地層間に高電圧を印加し、絶縁欠陥の有無を調査する部分放電試験が行われる(例えば、特許文献1参照。)。
【0003】
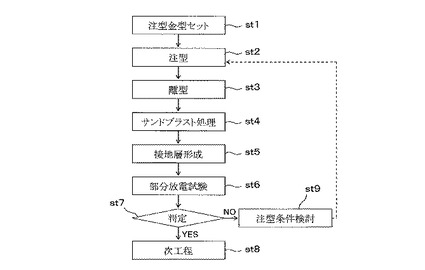
注型品の製造にあたっては、図5に示すように、先ず、中心導体を注型金型にセットする(st1)。次に、注型金型や樹脂の温度、硬化時間、真空度などの注型条件を設定し、エポキシ樹脂を注型金型内に充填する(st2)。エポキシ樹脂を加熱硬化させた後、離型する(st3)。その後、接地層を設ける部分に接着性を向上させるためのサンドブラスト処理を行う(st4)。そして、カーボン塗料のような導電性塗料を塗布し、接地層を形成する(st5)。
【0004】
このように製造された注型品は、部分放電試験を行い、ボイドなどの絶縁欠陥の有無を調査する(st6)。その結果、部分放電特性が所定レベル以上と判定されると(st7)、スイッチギヤに組み込む次工程に出荷し(st8)、また、所定レベル以下なら不良となり、注型条件が検討され(st9)、上述の注型条件の設定に反映される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−220305号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の従来の注型品においては、次のような問題がある。注型品が不良となった場合、注型金型や樹脂の温度、硬化時間、真空度などの注型条件を見直さなければならない。しかしながら、注型から部分放電試験の判定までは、数週間の多大の時間を要し、その間にも製造が続けられる。即ち、注型条件の見直しが反映されていないものが大量に製造されることになる。
【0007】
一方、注型条件は、試作段階で決められるものの、材料ロット、冬夏期における周囲温度、注型金型の磨耗などの全ての条件を反映したものではない。このため、材料ロットを変更したときなどはもとより、所定の時期に部分放電試験を直ちに行うことができ、注型条件をチェックできるものが望まれていた。
【0008】
本発明は上記問題を解決するためになされたもので、所定の注型条件で注型した注型品の部分放電試験が直ちに行え、注型条件をチェックできる注型品およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するために、実施形態の注型品は、中心導体と、前記中心導体の周りに形成された絶縁層と、前記絶縁層の周りに設けられた接地層とを有する注型品において、前記絶縁層は、前記中心導体端から前記接地層までを形成する沿面絶縁部と、前記中心導体と前記接地層間を形成する貫通絶縁部とで構成され、前記沿面絶縁部と前記貫通絶縁部とを形成する注型金型が分離していることを特徴とする。
【図面の簡単な説明】
【0010】
【図1】本発明の実施例に係る注型品の構成を示す断面図。
【図2】本発明の実施例に係る注型品の製造方法を説明するフロー図。
【図3】本発明の実施例に係る注型金型の構成を説明する断面図。
【図4】本発明の実施例に係る注型品の試験方法を説明する断面図。
【図5】従来の注型品の製造方法を説明するフロー図。
【発明を実施するための形態】
【0011】
以下、図面を参照して本発明の実施例を説明する。
【実施例】
【0012】
本発明の実施例に係る注型品を図1〜図4を参照して説明する。図1は、本発明の実施例に係る注型品の構成を示す断面図、図2は、本発明の実施例に係る注型品の製造方法を説明するフロー図、図3は、本発明の実施例に係る注型金型の構成を説明する断面図、図4は、本発明の実施例に係る注型品の試験方法を説明する断面図である。なお、注型品をT形ブッシングを用いて説明する。
【0013】
図1に示すように、棒部1aと筒部1bとで構成された中心導体1の周りには、エポキシ樹脂を注型して形成した略T字状の絶縁層2が設けられている。絶縁層2の周りには、カーボン塗料のような導電性塗料を塗布して形成した接地層3が設けられている。接地層3は、主に棒部1aと対向する第1の接地層3aと筒部1bと対向する第2の接地層3bとで構成されている。そして、第1の接地層3aと露出した棒部1a端間で突出したテーパ状のガス中沿面部2aが形成され、第1、第2の接地層3a、3bと露出した筒部1b内面間で窪んだテーパ状の界面沿面部2bが形成されている。
【0014】
次に、T形ブッシングの製造方法を図2〜4を参照して説明する。
【0015】
先ず、図2に示すように、中心導体1を注型金型にセットする(st10)。注型金型は、図3に示すように、ガス中沿面部2aを形成する第1の金型4と、第1の接地層3aを設ける部分を形成する第2の金型5と、界面沿面部2bを形成する第3の金型6と、第2の接地層3bを設ける部分を形成する第4の金型7で構成されている。なお、第2の金型5は、離型時を考慮し図示上下に二分割されている。また、第1、第2、第4の金型4、5、7は、離型時を考慮し図示左右が対称に分割されている。
【0016】
次に、注型金型や樹脂の温度、硬化時間、真空度などの注型条件を設定し、エポキシ樹脂を図示しない注入口から注型金型内に充填する(st11)。そして、エポキシ樹脂を加熱硬化させた後、一部の金型を離型する(st12)。
【0017】
即ち、図4に示すように、第1の金型4と第3の金型6を離型し、第1の接地層3aを設ける部分の第2の金型5と第2の接地層3bを設ける部分の第4の金型7を残す。そして、第2の金型5と第4の金型7を接地し、棒部1aに高電圧HVを印加して一次の部分放電試験を行い、ボイドなどの絶縁欠陥を調査する(st13)。部分放電試験は、ガス中沿面部2a、界面沿面部2bの絶縁補強のため、加圧した乾燥空気中などで行ってもよい。また、耐電圧試験などの電気試験を行うことができる。
【0018】
部分放電特性が所定レベル以上と一次判定されると(st14)、残りの第2の金型5と第4の金型7を離型する(st15)。所定レベル以下なら不良となり、注型条件を検討し(st16)、上述の注型(st11)の注型条件の設定に反映する。特に、材料ロット変更時、周囲温度の変化時、所定の注型回数を越えた場合などに不良が起きると、注型条件を見直すことになる。
【0019】
部分放電特性が所定レベル以上の注型品は、接着性を向上させるためのサンドブラスト処理を行い(st17)、カーボン塗料のような導電性塗料を塗布し、接地層3を形成する(st18)。接地層3形成後、再度、二次の部分放電試験を行う(st19)。その結果、所定レベル以上と二次判定されると(st20)、スイッチギヤに組み込む次工程に出荷し(st21)、また、所定レベル以下なら不良となり、注型条件を再度、検討する(st22)。
【0020】
これにより、サンドブラスト処理(st17)や接地層形成(st18)の工程を待つことなく、一次の部分放電試験(st13)ができるので、短時間で注型条件をチェックすることができる。このため、材料ロットなどが変更され、部分放電レベルが所定レベルに達しない場合、同一注型金型を用いて、次に製造する注型品の注型条件を見直すことができる。ここで、一次の部分放電試験(st13)は、注型金型が沿面部2a、2bを形成する部分と接地層3を形成する部分とに分離しているため行うことができる。
【0021】
二次の部分放電試験(st19)においては、一次の部分放電試験(st13)で絶縁層2内の絶縁欠陥の有無が確認されているので、接地層3の塗布不良などの外部要因による絶縁欠陥を調査するものとなる。このため、外観検査で良好となれば、部分放電特性は一次と二次とで同様となる。このため、外観検査をすることにより、二次の部分放電試験(st19)を省略することができる。
【0022】
一次の部分放電試験(st13)は、材料ロッドが変更されたときはもとより、作業開始の最初に製造するものなど所定の時期に行うことにより、効率的に注型条件をチェックすることができる。当然、全製造品に適用してもよい。
【0023】
ここで、接地層3を設ける絶縁層2部分を、中心導体1との間で貫通方向の絶縁を形成する貫通絶縁部と称する。また、露出した中心導体1端から接地層3までの沿面方向の絶縁を形成するガス中沿面部2aと界面沿面部2bとを合わせて、沿面絶縁部と称する。
【0024】
また、沿面絶縁部を形成する第1の金型4と第3の金型6をまとめて沿面絶縁形成金型、そして貫通絶縁部を形成する第2の金型5と第4の金型7をまとめて貫通絶縁形成金型と称する。
【0025】
上記実施例の注型品によれば、注型後に、ガス中沿面部2aを形成する第1の金型4と界面沿面部2bを形成する第3の金型3を離型し、接地層3を設ける部分を形成する第2の金型5と第4の金型7を残して接地し、部分放電試験を行うようにしているので、絶縁層2内の絶縁欠陥を短時間で調査することができる。また、部分放電レベルが所定値に達しない場合には、注型条件を短時間で見直すことができ、生産性を向上させることができる。
【0026】
以上述べたような実施形態は、注型した注型品の部分放電試験を直ちに行うことができ、注型条件をタイムリーにチェックすることができる。
【0027】
以上において幾つかの実施形態を述べたが、これらの実施形態は、例として示したもので、発明の範囲を限定することを意図したものではない。これら新規な実施形態は、種々の他の形態に具体化されてもよいし、さらに、本発明の主旨を逸脱しない範囲で、種々の省略、置き換えおよび変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
【符号の説明】
【0028】
1 中心導体
1a 棒部
1b 筒部
2 絶縁層
2a ガス中沿面部
2b 界面沿面部
3 接地層
3a 第1の接地層
3b 第2の接地層
4 第1の金型
5 第2の金型
6 第3の金型
7 第4の金型
【特許請求の範囲】
【請求項1】
中心導体と、
前記中心導体の周りに形成された絶縁層と、
前記絶縁層の周りに設けられた接地層とを有する注型品において、
前記絶縁層は、前記中心導体端から前記接地層までを形成する沿面絶縁部と、
前記中心導体と前記接地層間を形成する貫通絶縁部とで構成され、
前記沿面絶縁部と前記貫通絶縁部とを形成する注型金型が分離していることを特徴とする注型品。
【請求項2】
前記沿面絶縁部は、ガス中沿面部と界面沿面部とで構成されることを特徴とする請求項1に記載の注型品。
【請求項3】
中心導体と絶縁層と接地層とを有する注型品の製造方法であって、
前記絶縁層は、前記中心導体端から前記接地層までを形成する沿面絶縁部と、
前記中心導体と前記接地層間を形成する貫通絶縁部とで構成され、
前記沿面絶縁部を形成する沿面絶縁形成金型と前記貫通絶縁部を形成する貫通絶縁形成金型とを組立てて前記中心導体をセットし、
前記沿面絶縁形成金型および前記貫通絶縁形成金型内にエポキシ樹脂を注入して硬化させた後、
前記沿面絶縁形成金型を離型し、
そして、前記貫通絶縁形成金型を接地し、
前記中心導体に電圧を印加して電気試験を行い、
その後、前記貫通絶縁形成金型を離型し、
前記貫通絶縁部に導電性塗料を塗布して前記接地層を形成することを特徴とする注型品の製造方法。
【請求項4】
前記接地層を形成した後、再度、電気試験を行うことを特徴とする請求項3に記載の注型品の製造方法。
【請求項5】
前記電気試験において、部分放電特性が所定レベルに達していなければ、次に製造する注型条件を見直すことを特徴とする請求項3または請求項4に記載の注型品の製造方法。
【請求項1】
中心導体と、
前記中心導体の周りに形成された絶縁層と、
前記絶縁層の周りに設けられた接地層とを有する注型品において、
前記絶縁層は、前記中心導体端から前記接地層までを形成する沿面絶縁部と、
前記中心導体と前記接地層間を形成する貫通絶縁部とで構成され、
前記沿面絶縁部と前記貫通絶縁部とを形成する注型金型が分離していることを特徴とする注型品。
【請求項2】
前記沿面絶縁部は、ガス中沿面部と界面沿面部とで構成されることを特徴とする請求項1に記載の注型品。
【請求項3】
中心導体と絶縁層と接地層とを有する注型品の製造方法であって、
前記絶縁層は、前記中心導体端から前記接地層までを形成する沿面絶縁部と、
前記中心導体と前記接地層間を形成する貫通絶縁部とで構成され、
前記沿面絶縁部を形成する沿面絶縁形成金型と前記貫通絶縁部を形成する貫通絶縁形成金型とを組立てて前記中心導体をセットし、
前記沿面絶縁形成金型および前記貫通絶縁形成金型内にエポキシ樹脂を注入して硬化させた後、
前記沿面絶縁形成金型を離型し、
そして、前記貫通絶縁形成金型を接地し、
前記中心導体に電圧を印加して電気試験を行い、
その後、前記貫通絶縁形成金型を離型し、
前記貫通絶縁部に導電性塗料を塗布して前記接地層を形成することを特徴とする注型品の製造方法。
【請求項4】
前記接地層を形成した後、再度、電気試験を行うことを特徴とする請求項3に記載の注型品の製造方法。
【請求項5】
前記電気試験において、部分放電特性が所定レベルに達していなければ、次に製造する注型条件を見直すことを特徴とする請求項3または請求項4に記載の注型品の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−30566(P2012−30566A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2010−174286(P2010−174286)
【出願日】平成22年8月3日(2010.8.3)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成22年8月3日(2010.8.3)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
[ Back to top ]