
注染用型及びその製造方法
【課題】 型紙を必要としない注染用型及びその製造方法を提供する。
【解決手段】 紗1に塗布した感光液の感光焼付け部分と感光液が除去された非焼付け部分にとにより絵柄Pが形成された注染用型であり、好ましくは周囲に強度保持部材8による補強が施され、さらに好ましくは、前記補強保持部材8で補強された部分を木枠等9に止着して成る。
【解決手段】 紗1に塗布した感光液の感光焼付け部分と感光液が除去された非焼付け部分にとにより絵柄Pが形成された注染用型であり、好ましくは周囲に強度保持部材8による補強が施され、さらに好ましくは、前記補強保持部材8で補強された部分を木枠等9に止着して成る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ゆかたや手ぬぐいのなどの絵柄付けに使用される注染用型及びその製造方法に関する。
【背景技術】
【0002】
従来提供されている注染用型は、生糸等の細糸物が細かな網目に形成された紗と型紙で形成され、さらにそれらを木枠等に張設して構成されている。詳しくは、まず、切り絵と同様の手法により、必要とする絵柄(絵及び文字等)を施した型紙が製作される。この型紙の製作には、熟練と時間を必要とするものであった。特に、細かな絵柄の場合には、優れた技術と多くの時間を必要とするものであった。
【0003】
つぎに、前記完成した型紙を別に準備した紗に貼着し、さらに損傷を防止するためウルシを塗布する等の処理を施し、ウルシの乾燥を待って木枠等に張設して構成している。また、場合によっては、前記ウルシの塗布及び乾燥処理を数回繰り返す必要があり、きわめて製作に手数と時間を必要とするものであった。
【特許文献1】特開平09−111657号公報「注染」参照
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、前記事情に鑑み、前記のごとき型紙、さらにウルシ処理等を必要とせず、製作に手数及び時間を必要としない注染用型及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明の注染用型は、紗に塗布した感光液の感光焼付け部分と感光液が除去された非焼付け部分により絵柄が形成されてなることを特徴とする(請求項1)。前記注染用型によれば、感光焼付け部分は、紗に形成された細かな網目の部分が感光液の作用でプラスチックフィルムのごとく形成され、感光液が除去された非焼付け部分は、紗のままであり糊置きが行われる。
【0006】
本発明の実施の一形態は、前記紗の周囲を強度保持部材で補強したことを特徴とする(請求項2)。この実施の一形態によれば、前記注染用型の損傷を防止できるとともに、つぎに述べる木枠等への止着を容易且つ完全に行うことができる。
【0007】
本発明の実施の一形態は、前記強度保持部材で補強した部分を木枠等に止着したことを特徴とする(請求項3)。この実施の一形態によれば、前記注染用型が前記木枠等の内部の定位置に完全に張設され、注染用型の取扱いが容易であり、糊置き作業における位置決め等を正確且つ迅速に行うことができる。
【0008】
本発明の注染用型の製造方法は、感光液を塗布した紗に糊置き部分を不透明とした透明フィルムを重合し、該透明フィルム側から光りを当てて該透明フィルムの透明部分に対応する部分の紗の感光焼付けを行い、つぎに前記透明フィルムの
不透明とした部分に対応する部分の紗の感光液を除去することを特徴とする(請求項4)。この方法によれば、前記請求項1に開示した注染用型が容易に製作される。
【0009】
本発明の実施の一形態は、感光液を塗布した紗に糊置き部分を不透明とした透明フィルムを重合し、該透明フィルム側から光りを当てて該透明フィルムの透明部分に対応する部分の紗の感光焼付けを行い、つぎに前記透明フィルムの不透明とした部分に対応する部分の紗の感光液を除去し、さらに、前記紗の周囲を強度保持部材で補強することを特徴とする注染用型の製造方法である(請求項5)。この実施の一形態によれば、前記請求項に2に開示した注染用型が容易に製作される。
【0010】
本発明の実施の一形態は、感光液を塗布した紗に糊置き部分を不透明とした透明フィルムを重合し、該透明フィルム側から光りを当てて該透明フィルムの透明部分に対応する部分の紗の感光焼付けを行い、つぎに前記透明フィルムの不透明とした部分に対応する部分の紗の感光液を除去し、さらに、前記紗の周囲を強度保持部材で補強するとともに、該強度保持部材で補強した部分を木枠等に止着することを特徴とする注染用型の製造方法である(請求項6)。この実施の一形態によれば、前記請求項3に開示した注染用型が容易に製作される。
【0011】
本発明の実施の一形態は、前記請求項5又は6の注染用型の製造方法において、感光液を塗布した紗の外側面に押え部材を重合することを特徴とする(請求項7)。この実施の一形態によれば、前記感光液を塗布した紗と前記糊置き部分を不透明としたフィルムを密着重合させることができ、焼付け時の絵柄のブレを防止することができる。
【発明の効果】
【0012】
本発明によれば、注染用型の制作に、従来のような型紙、さらに、ウルシ処理が不要であり、その製作に手数と時間を必要としない効果が得られる。
【発明を実施するための最良の形態】
【0013】
以下に、本発明の実施の一形態を図について説明する。図1は、本発明の注染用型の製造材料を示す斜視図、図2は、注染用型の製造装置の一例を示す一部を断面とした側面図、図3は、注染用型の斜視図、図4は、他の注染用型の斜視図、図5は、さらに他の注染用型の斜視図である。
【0014】
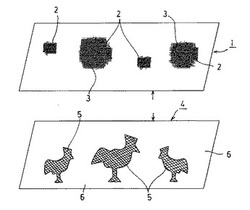
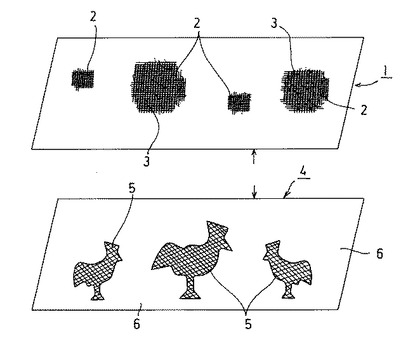
図中、1は、生糸等の細糸物2を細かな網目に形成された紗であり、該紗1には、適宜手段、例えば、刷毛等を使用して均一に感光液3が塗布され、さらに乾燥させられている。前記感光液3としては、光り、特に、紫外線を当てることにより感光し、前記紗に焼付けられる性質を有する市販品が使用される。
【0015】
図中、4は、糊置き部分5を黒色により不透明とした透明フィルムであり、前記不透明とする部分の形成は、手描きでもよいが、各種プリンター等を使用して容易に印刷表示することができる。図中、6は透明部分である。
【0016】
本発明では、前記感光液3を塗布した紗1に、前記糊置き部分5を不透明とした透明フィルム4が重合させられ、該透明フィルム4側に光源7が配置されて前記透明フィルム4側から光りが当てられる。
【0017】
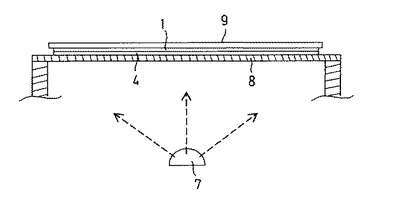
具体的には、図2に示すように、透明支持板8の上面に、順次、前記糊置き部分5を不透明とした透明フィルム4及び前記紗1が重合される。さらに、好ましくは、前記紗1の外側面(上面)に押え部材9が重合される。該押え部材9としては適宜弾性を有する半硬質のスポンジシート等が好ましい。
【0018】
つぎに、前記状態を保って、前記透明支持板8の下部に配置した光源7によって、前記糊置き部分5を不透明とした透明フィルム4に光が当てられる。その結果、前記光源7からの光は、前記透明支持板8を透過し、さらに前記糊置き部分5を不透明とした透明フィルム4の透明部分6を透過して前記感光液3が塗布された紗1に当てられる。
【0019】
その結果、前記透明フィルム2の透明部分4に対応する部分の紗1に塗布されていた感光液3の感光焼付けが行われ、該紗1に形成されていた細かな網目が塞がれてプラスチックフィルムのごとく形成される。
【0020】
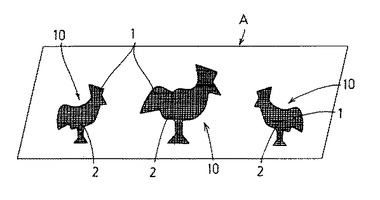
その後、前記紗1から前記透明フィルム4を取除くと、前記透明フィルム4の不透明の糊置き部分5によって隠されていた部分の紗1には光りが当てられなかったため、塗布した感光液3がそのまま残された非焼付け部分10となっている。
【0021】
つぎに、前記紗1に残されていた非焼付け部分10の感光液3が除去される。該感光液3の除去は、水洗い等により行われる。その結果、前記透明フィルム4の不透明の糊置き部分5によって隠されていた部分の生糸等の細糸物2、すなわち、紗1が露出し、図3に示す注染用型Aが完成する。
【0022】
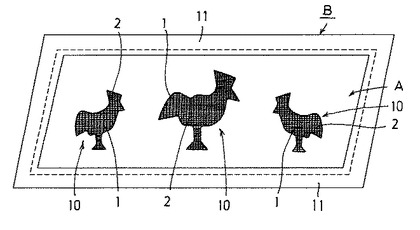
前記完成した注染用型Aは、そのまま使用することも可能であるが、使用中の損傷を防止し、耐久性を向上させ、また、つぎに述べる木枠等への止着を容易かつ完全に行うため、図4に示すように、その周囲を、例えば、ナイロンシートなどの強度保持部材11により挟持して補強することにより、図4に示す注染用型Bが完成する。
【0023】
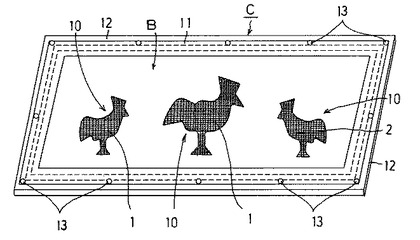
さらに、実際の注染作業時における取扱いを容易にし、さらに注染作業を正確且つ迅速に行うため、前記強度保持部材11部分を、予め、準備した木枠12に釘、ピン等13で止着することにより、前記注染用型Bが木枠等の内部に張設された図5に示す注染用型Cが完成する。この注染用型Cによれば、糊置き作業における位置決め等を正確且つ迅速に行うことができる。
【0024】
前記本発明の注染用型の使用方法は従来と変わらない。すなわち、詳細は省略するが、布の上に、前記本発明の注染用型A、BあるいはCをおいて糊を置き、さらに布を折り返し、該折り返した布の同じ位置に、再び前記本発明の注染用型A、BあるいはCをおいて糊を置き、同様の作業を多数回繰り返して、それぞれ布の間に糊を挟み込んでいき、つぎに多数重ね折り等された布をバキュウム台(図示せず)にのせ、上方から染料を供給するとともに、余分な染料を下方において吸引除去し、さらに、前記布を裏返しにして裏からも前記同様の作業により染色が行われる。
【0025】
その結果、前記糊置き部分5を除いて染料が浸透し、その後、水洗等により前記糊を落せば、前記糊置き部分5が白抜きの絵柄として表れる。なお、前記糊置き部分5を前記と逆にすれば、前記絵柄が染料で表される。
【産業上の利用可能性】
【0026】
本発明は、従来、注染用型の製作に手数と時間を必要とすることなく、熟練者の不足を補うことができるなど、産業上の利用可能性は大である。
【図面の簡単な説明】
【0027】
【図1】本発明の実施の一形態を示し、注染用型の製造材料を示す斜視図である。
【図2】注染用型の製造装置の一例を示す一部を断面にした側面図である。
【図3】注染用型の斜視図である。
【図4】他の注染用型の斜視図である。
【図5】さらに他の注染用型の斜視図である。
【符号の説明】
【0028】
1 紗
3 感光液
4 透明フィルム
5 糊置き部分
6 透明部分
10 非焼付け部分
11 強度保持部材
12 木枠等
【技術分野】
【0001】
本発明は、ゆかたや手ぬぐいのなどの絵柄付けに使用される注染用型及びその製造方法に関する。
【背景技術】
【0002】
従来提供されている注染用型は、生糸等の細糸物が細かな網目に形成された紗と型紙で形成され、さらにそれらを木枠等に張設して構成されている。詳しくは、まず、切り絵と同様の手法により、必要とする絵柄(絵及び文字等)を施した型紙が製作される。この型紙の製作には、熟練と時間を必要とするものであった。特に、細かな絵柄の場合には、優れた技術と多くの時間を必要とするものであった。
【0003】
つぎに、前記完成した型紙を別に準備した紗に貼着し、さらに損傷を防止するためウルシを塗布する等の処理を施し、ウルシの乾燥を待って木枠等に張設して構成している。また、場合によっては、前記ウルシの塗布及び乾燥処理を数回繰り返す必要があり、きわめて製作に手数と時間を必要とするものであった。
【特許文献1】特開平09−111657号公報「注染」参照
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、前記事情に鑑み、前記のごとき型紙、さらにウルシ処理等を必要とせず、製作に手数及び時間を必要としない注染用型及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明の注染用型は、紗に塗布した感光液の感光焼付け部分と感光液が除去された非焼付け部分により絵柄が形成されてなることを特徴とする(請求項1)。前記注染用型によれば、感光焼付け部分は、紗に形成された細かな網目の部分が感光液の作用でプラスチックフィルムのごとく形成され、感光液が除去された非焼付け部分は、紗のままであり糊置きが行われる。
【0006】
本発明の実施の一形態は、前記紗の周囲を強度保持部材で補強したことを特徴とする(請求項2)。この実施の一形態によれば、前記注染用型の損傷を防止できるとともに、つぎに述べる木枠等への止着を容易且つ完全に行うことができる。
【0007】
本発明の実施の一形態は、前記強度保持部材で補強した部分を木枠等に止着したことを特徴とする(請求項3)。この実施の一形態によれば、前記注染用型が前記木枠等の内部の定位置に完全に張設され、注染用型の取扱いが容易であり、糊置き作業における位置決め等を正確且つ迅速に行うことができる。
【0008】
本発明の注染用型の製造方法は、感光液を塗布した紗に糊置き部分を不透明とした透明フィルムを重合し、該透明フィルム側から光りを当てて該透明フィルムの透明部分に対応する部分の紗の感光焼付けを行い、つぎに前記透明フィルムの
不透明とした部分に対応する部分の紗の感光液を除去することを特徴とする(請求項4)。この方法によれば、前記請求項1に開示した注染用型が容易に製作される。
【0009】
本発明の実施の一形態は、感光液を塗布した紗に糊置き部分を不透明とした透明フィルムを重合し、該透明フィルム側から光りを当てて該透明フィルムの透明部分に対応する部分の紗の感光焼付けを行い、つぎに前記透明フィルムの不透明とした部分に対応する部分の紗の感光液を除去し、さらに、前記紗の周囲を強度保持部材で補強することを特徴とする注染用型の製造方法である(請求項5)。この実施の一形態によれば、前記請求項に2に開示した注染用型が容易に製作される。
【0010】
本発明の実施の一形態は、感光液を塗布した紗に糊置き部分を不透明とした透明フィルムを重合し、該透明フィルム側から光りを当てて該透明フィルムの透明部分に対応する部分の紗の感光焼付けを行い、つぎに前記透明フィルムの不透明とした部分に対応する部分の紗の感光液を除去し、さらに、前記紗の周囲を強度保持部材で補強するとともに、該強度保持部材で補強した部分を木枠等に止着することを特徴とする注染用型の製造方法である(請求項6)。この実施の一形態によれば、前記請求項3に開示した注染用型が容易に製作される。
【0011】
本発明の実施の一形態は、前記請求項5又は6の注染用型の製造方法において、感光液を塗布した紗の外側面に押え部材を重合することを特徴とする(請求項7)。この実施の一形態によれば、前記感光液を塗布した紗と前記糊置き部分を不透明としたフィルムを密着重合させることができ、焼付け時の絵柄のブレを防止することができる。
【発明の効果】
【0012】
本発明によれば、注染用型の制作に、従来のような型紙、さらに、ウルシ処理が不要であり、その製作に手数と時間を必要としない効果が得られる。
【発明を実施するための最良の形態】
【0013】
以下に、本発明の実施の一形態を図について説明する。図1は、本発明の注染用型の製造材料を示す斜視図、図2は、注染用型の製造装置の一例を示す一部を断面とした側面図、図3は、注染用型の斜視図、図4は、他の注染用型の斜視図、図5は、さらに他の注染用型の斜視図である。
【0014】
図中、1は、生糸等の細糸物2を細かな網目に形成された紗であり、該紗1には、適宜手段、例えば、刷毛等を使用して均一に感光液3が塗布され、さらに乾燥させられている。前記感光液3としては、光り、特に、紫外線を当てることにより感光し、前記紗に焼付けられる性質を有する市販品が使用される。
【0015】
図中、4は、糊置き部分5を黒色により不透明とした透明フィルムであり、前記不透明とする部分の形成は、手描きでもよいが、各種プリンター等を使用して容易に印刷表示することができる。図中、6は透明部分である。
【0016】
本発明では、前記感光液3を塗布した紗1に、前記糊置き部分5を不透明とした透明フィルム4が重合させられ、該透明フィルム4側に光源7が配置されて前記透明フィルム4側から光りが当てられる。
【0017】
具体的には、図2に示すように、透明支持板8の上面に、順次、前記糊置き部分5を不透明とした透明フィルム4及び前記紗1が重合される。さらに、好ましくは、前記紗1の外側面(上面)に押え部材9が重合される。該押え部材9としては適宜弾性を有する半硬質のスポンジシート等が好ましい。
【0018】
つぎに、前記状態を保って、前記透明支持板8の下部に配置した光源7によって、前記糊置き部分5を不透明とした透明フィルム4に光が当てられる。その結果、前記光源7からの光は、前記透明支持板8を透過し、さらに前記糊置き部分5を不透明とした透明フィルム4の透明部分6を透過して前記感光液3が塗布された紗1に当てられる。
【0019】
その結果、前記透明フィルム2の透明部分4に対応する部分の紗1に塗布されていた感光液3の感光焼付けが行われ、該紗1に形成されていた細かな網目が塞がれてプラスチックフィルムのごとく形成される。
【0020】
その後、前記紗1から前記透明フィルム4を取除くと、前記透明フィルム4の不透明の糊置き部分5によって隠されていた部分の紗1には光りが当てられなかったため、塗布した感光液3がそのまま残された非焼付け部分10となっている。
【0021】
つぎに、前記紗1に残されていた非焼付け部分10の感光液3が除去される。該感光液3の除去は、水洗い等により行われる。その結果、前記透明フィルム4の不透明の糊置き部分5によって隠されていた部分の生糸等の細糸物2、すなわち、紗1が露出し、図3に示す注染用型Aが完成する。
【0022】
前記完成した注染用型Aは、そのまま使用することも可能であるが、使用中の損傷を防止し、耐久性を向上させ、また、つぎに述べる木枠等への止着を容易かつ完全に行うため、図4に示すように、その周囲を、例えば、ナイロンシートなどの強度保持部材11により挟持して補強することにより、図4に示す注染用型Bが完成する。
【0023】
さらに、実際の注染作業時における取扱いを容易にし、さらに注染作業を正確且つ迅速に行うため、前記強度保持部材11部分を、予め、準備した木枠12に釘、ピン等13で止着することにより、前記注染用型Bが木枠等の内部に張設された図5に示す注染用型Cが完成する。この注染用型Cによれば、糊置き作業における位置決め等を正確且つ迅速に行うことができる。
【0024】
前記本発明の注染用型の使用方法は従来と変わらない。すなわち、詳細は省略するが、布の上に、前記本発明の注染用型A、BあるいはCをおいて糊を置き、さらに布を折り返し、該折り返した布の同じ位置に、再び前記本発明の注染用型A、BあるいはCをおいて糊を置き、同様の作業を多数回繰り返して、それぞれ布の間に糊を挟み込んでいき、つぎに多数重ね折り等された布をバキュウム台(図示せず)にのせ、上方から染料を供給するとともに、余分な染料を下方において吸引除去し、さらに、前記布を裏返しにして裏からも前記同様の作業により染色が行われる。
【0025】
その結果、前記糊置き部分5を除いて染料が浸透し、その後、水洗等により前記糊を落せば、前記糊置き部分5が白抜きの絵柄として表れる。なお、前記糊置き部分5を前記と逆にすれば、前記絵柄が染料で表される。
【産業上の利用可能性】
【0026】
本発明は、従来、注染用型の製作に手数と時間を必要とすることなく、熟練者の不足を補うことができるなど、産業上の利用可能性は大である。
【図面の簡単な説明】
【0027】
【図1】本発明の実施の一形態を示し、注染用型の製造材料を示す斜視図である。
【図2】注染用型の製造装置の一例を示す一部を断面にした側面図である。
【図3】注染用型の斜視図である。
【図4】他の注染用型の斜視図である。
【図5】さらに他の注染用型の斜視図である。
【符号の説明】
【0028】
1 紗
3 感光液
4 透明フィルム
5 糊置き部分
6 透明部分
10 非焼付け部分
11 強度保持部材
12 木枠等
【特許請求の範囲】
【請求項1】
紗に塗布した感光液の感光焼付け部分と感光液が除去された非焼付け部分とにより絵柄が形成されてなることを特徴とする注染用型。
【請求項2】
前記紗の周囲を強度保持部材で補強したことを特徴とする請求項1に記載の注染用型。
【請求項3】
前記強度保持部材で補強した部分を木枠等に止着したことを特徴とする請求項2に記載の注染用型。
【請求項4】
感光液を塗布した紗に糊置き部分を不透明とした透明フィルムを重合し、該透明フィルム側から光を当てて該透明フィルムの透明部分に対応する部分の紗の感光焼付けを行い、つぎに前記透明フィルムの不透明とした部分に対応する部分の紗の感光液を除去することを特徴とする注染用型の製造方法。
【請求項5】
感光液を塗布した紗に糊置き部分を不透明とした透明フィルムを重合し、該透明フィルム側から光を当てて該透明フィルムの透明部分に対応する部分の紗の感光焼付けを行い、つぎに前記透明フィルムの不透明とした部分に対応する部分の紗の感光液を除去し、さらに前記紗の周囲を強度保持部材で補強することを特徴とする注染用型の製造方法。
【請求項6】
感光液を塗布した紗に糊置き部分を不透明とした透明フィルムを重合し、該透明フィルム側から光を当てて該透明フィルムの透明部分に対応する部分の紗の感光焼付けを行い、つぎに前記透明フィルムの不透明とした部分に対応する部分の紗の感光液を除去し、さらに前記紗の周囲を補強保持部材で補強するとともに該強度保持部材で補強した部分を木枠等に止着することを特徴とする注染用型の製造方法。
【請求項7】
前記感光液を塗布した紗の外側面に押え部材を重合することを特徴とする請求項4、5又は6に記載の注染用型の製造方法。
【請求項1】
紗に塗布した感光液の感光焼付け部分と感光液が除去された非焼付け部分とにより絵柄が形成されてなることを特徴とする注染用型。
【請求項2】
前記紗の周囲を強度保持部材で補強したことを特徴とする請求項1に記載の注染用型。
【請求項3】
前記強度保持部材で補強した部分を木枠等に止着したことを特徴とする請求項2に記載の注染用型。
【請求項4】
感光液を塗布した紗に糊置き部分を不透明とした透明フィルムを重合し、該透明フィルム側から光を当てて該透明フィルムの透明部分に対応する部分の紗の感光焼付けを行い、つぎに前記透明フィルムの不透明とした部分に対応する部分の紗の感光液を除去することを特徴とする注染用型の製造方法。
【請求項5】
感光液を塗布した紗に糊置き部分を不透明とした透明フィルムを重合し、該透明フィルム側から光を当てて該透明フィルムの透明部分に対応する部分の紗の感光焼付けを行い、つぎに前記透明フィルムの不透明とした部分に対応する部分の紗の感光液を除去し、さらに前記紗の周囲を強度保持部材で補強することを特徴とする注染用型の製造方法。
【請求項6】
感光液を塗布した紗に糊置き部分を不透明とした透明フィルムを重合し、該透明フィルム側から光を当てて該透明フィルムの透明部分に対応する部分の紗の感光焼付けを行い、つぎに前記透明フィルムの不透明とした部分に対応する部分の紗の感光液を除去し、さらに前記紗の周囲を補強保持部材で補強するとともに該強度保持部材で補強した部分を木枠等に止着することを特徴とする注染用型の製造方法。
【請求項7】
前記感光液を塗布した紗の外側面に押え部材を重合することを特徴とする請求項4、5又は6に記載の注染用型の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2007−56383(P2007−56383A)
【公開日】平成19年3月8日(2007.3.8)
【国際特許分類】
【出願番号】特願2005−240020(P2005−240020)
【出願日】平成17年8月22日(2005.8.22)
【出願人】(505315937)
【Fターム(参考)】
【公開日】平成19年3月8日(2007.3.8)
【国際特許分類】
【出願日】平成17年8月22日(2005.8.22)
【出願人】(505315937)
【Fターム(参考)】
[ Back to top ]