
洗浄装置及び洗浄方法
【課題】洗浄対象物に付着した付着物を、水又は溶剤を使わずに固体洗浄媒体を用いて除
去する装置はすでに提案されているが、はんだ付け工程で発生するフラックスの固着、画
像形成装置で用いられるOPCドラムの感光体層、又は定着ローラの離型層のような樹脂
製の膜を除去するのに適した洗浄装置は未だ実用化されていない。
【解決手段】洗浄対象物の樹脂製の膜よりも鉛筆硬度が大きい薄片状の洗浄媒体Mを用い
、これを高速気流で飛翔させて洗浄対象物に衝突させることで、膜状の付着物の方が凹み
易く、かつ接触力が洗浄媒体Mの端部に集中するため、質量が小さいにもかかわらず膜状
の付着物に洗浄媒体Mが食い込む。その結果、複雑な形状の部品の洗浄、膜状の付着物の
除去、又は洗浄媒体の清浄度を高め洗浄品質を高めることができる。
去する装置はすでに提案されているが、はんだ付け工程で発生するフラックスの固着、画
像形成装置で用いられるOPCドラムの感光体層、又は定着ローラの離型層のような樹脂
製の膜を除去するのに適した洗浄装置は未だ実用化されていない。
【解決手段】洗浄対象物の樹脂製の膜よりも鉛筆硬度が大きい薄片状の洗浄媒体Mを用い
、これを高速気流で飛翔させて洗浄対象物に衝突させることで、膜状の付着物の方が凹み
易く、かつ接触力が洗浄媒体Mの端部に集中するため、質量が小さいにもかかわらず膜状
の付着物に洗浄媒体Mが食い込む。その結果、複雑な形状の部品の洗浄、膜状の付着物の
除去、又は洗浄媒体の清浄度を高め洗浄品質を高めることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、洗浄対象物に付着した付着物を、水又は溶剤を使用せず固体の洗浄媒体を用
いて除去する洗浄装置に関し、特に膜状の付着物を除去するのに好適な洗浄装置に関する
。
さらに具体的には、例えばはんだ付け工程で発生する膜状に固着したフラックスの洗浄
装置、複写機又はレーザプリンタ等の画像形成装置の部品のリユース・リサイクルにおい
て、感光体ドラムの感光体層、定着ローラの離型層又は固着トナーのような樹脂製の膜を
除去する洗浄装置に関する。
【背景技術】
【0002】
はんだ付け工程では、はんだの濡れ性を上げるためにフラックスと呼ばれる粘性の液体
をスプレーで基板に塗布することが一般的である。フラックスは、はんだの熱でPCB又
はPCBを保持するパレットと呼ばれる治具に熱を用いて固着するため、これを除去する
必要がある。
特に、近年はんだ付け工程において多く使用されるようになったパレットと呼ばれるガ
ラス繊維入りエポキシ樹脂製の治具は、繰り返しはんだ付けに使用されるため、フラック
スが厚く堆積して除去することが困難である。
また、複写機、又はレーザプリンタ等の事務機器メーカーでは、資源循環型の社会実現
のために、使用済みの製品をユーザから回収し、回収後に分解・清掃・再組立して部品と
して再利用するリサイクル活動を積極的に行っている。
特に、画像形成装置の部品のリユースにおいて感光体ドラムの素管を再利用することで
資源を有効利用することが求められている。
【0003】
従来、感光体ドラムは、マテリアルリサイクルして素材としての再利用を行ったり、あ
るいは剥離液、ブラスト処理、又は研磨処理で感光体層の剥離を行ったりして素管として
再使用したりしていた。しかしながら、マテリアルリサイクルでは素管を新たに製造する
必要が生じてしまうため、エネルギー消費や環境負荷が大きく、高コストである点が問題
となっている。
また、剥離液でパレット又は感光体層の剥離を行う場合には、溶け込んだ樹脂が再付着
するため、剥離液は繰り返しの使用に耐えることができない。したがって、再生コストを
低く抑えることは困難である。しかも、塗膜又はフラックスなどの付着物が溶解した溶剤
の処理が塗膜剥離後の剥離液の処理が新たな環境問題を引き起こしかねない。さらに引火
性の高い溶剤を剥離液として使用する場合には安全面にも問題がある。このように、コス
ト及び環境負荷の低減が大きな課題となっている。
一方、ブラスト処理又は研磨処理による洗浄方法の場合、処理後のブラスト材又は砥粒の
洗浄及び乾燥とを行う工程が必要となる。これらの洗浄方法は、廃液の処理及び洗浄後の
乾燥処理のエネルギー消費が大きく、高コストである点が問題となっている。また、処理
後のパレットや素管の変形が生じやすいという問題もあった。
【0004】
この問題を解決するため、本出願人は洗浄媒体を利用した洗浄装置を提案している。こ
の洗浄装置は、可撓性の薄片状の洗浄媒体を用い、洗浄対象物に付着している付着物を洗
浄媒体の衝突により除去することができる。しかしながら、この洗浄装置は、トナー又は
粉塵のような粉体汚れに対して効果はあるが、膜状の付着物に覆われる洗浄対象物に対し
て、十分な洗浄能力を発揮できていなかった。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、膜状の付着物に対して洗浄品質と洗浄効率を高めることができる洗浄装置及
び洗浄方法を提供すること目的とする。
また、複雑な形状の部品であっても、洗浄残しを発生することのない洗浄装置を提供す
ることを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明は、薄片状の洗浄媒体に、付着物にエッジ部で食い
込んで削り取るとともに、適宜に折れることによってエッジの食い込み性を回復させる機
能を付与することとした。
具体的には、請求項1に記載の発明は、複数の薄片状の洗浄媒体を収容する空間を形成
する洗浄槽と、前記洗浄槽内において前記洗浄媒体が洗浄対象物に繰り返し衝突して該洗
浄対象物に付着した付着物を除去するように、前記洗浄媒体を前記洗浄槽内で飛翔させる
循環気流を発生させる循環気流発生手段と、前記洗浄対象物に衝突した前記洗浄媒体に付
着した付着物を吸引及び除去して前記各洗浄媒体を再生する洗浄媒体再生手段と、を有す
る洗浄装置であって、前記洗浄媒体の鉛筆硬度は、前記付着物の鉛筆硬度よりも大きいこ
とを特徴とする。
【0007】
請求項2に記載の発明は、請求項1に記載の洗浄装置において、前記薄片状の洗浄媒体
の耐折性が0以上65未満であることを特徴とする。
請求項3に記載の発明は、請求項2に記載の洗浄装置において、前記複数の洗浄媒体は
、少なくとも一方の面に該洗浄媒体の端部まで通じた溝部を有することを特徴とする。
請求項4に記載の発明は、請求項1乃至3のいずれか1に記載の洗浄装置において、前
記複数の洗浄媒体は、複数の異なる厚さの洗浄媒体から構成されていることを特徴とする
。
請求項5に記載の発明は、請求項1乃至3のいずれか1に記載の洗浄装置において、前
記複数の洗浄媒体は、複数の異なる形状の洗浄媒体から構成されていることを特徴とする
。
請求項6に記載の発明は、請求項1乃至3のいずれか1に記載の洗浄装置において、前
記複数の洗浄媒体は、複数の異なる大きさの洗浄媒体から構成されていることを特徴とす
る。
【0008】
請求項7に記載の発明は、洗浄槽内において循環気流により複数の薄片状の洗浄媒体を
飛翔させ、飛翔する洗浄媒体を洗浄対象物に繰り返し衝突させて該洗浄対象物に付着した
付着物を除去するとともに、前記洗浄対象物に衝突した前記洗浄媒体に付着した付着物を
吸引及び除去して前記各洗浄媒体を再生する洗浄方法であって、前記洗浄媒体として、前
記付着物よりも鉛筆硬度が大きいものを用いることを特徴とする。
請求項8に記載の発明は、請求項7に記載の洗浄方法において、前記薄片状の洗浄媒体
として、耐折性が0以上65未満のものを用いることを特徴とする。
請求項9に記載の発明は、洗浄媒体が洗浄対象物に繰り返し衝突して前記洗浄対象物に
付着した付着物を除去するように、前記洗浄媒体を洗浄槽内で飛翔させ、前記洗浄対象物
に衝突した前記洗浄媒体に付着する付着物を吸引及び除去して前記各洗浄媒体を再生する
洗浄装置に用いられる洗浄媒体であって、鉛筆硬度が前記付着物の鉛筆硬度よりも大きい
ことを特徴とする。
請求項10に記載の発明は、請求項9に記載の洗浄媒体において、耐折性が0以上65
未満であることを特徴とする。
【発明の効果】
【0009】
本発明によれば、洗浄媒体が膜状の付着物より鉛筆硬度が大きいため、洗浄対象物に付
着した膜状の付着物の除去、及び洗浄媒体の清浄度を高め洗浄品質を高めることができる
。また、本発明によれば、複雑な形状の部品に対する洗浄能力を高めることができる。
さらに、本発明によれば、洗浄媒体の耐折性を0以上65未満とすることによって、洗
浄媒体が洗浄対象物に繰り返し衝突することで発生するバリが洗浄媒体に残留しなくなる
。この結果、洗浄媒体のエッジが常に維持されることで洗浄能力を維持することができる
。
さらに、洗浄媒体の耐折性が10未満の場合、洗浄媒体はバリが発生する前に中央から
折れることで新しいエッジを生じさせる。これにより、洗浄媒体のエッジが維持され、洗
浄能力を維持することができる。洗浄媒体のエッジが維持されることにより洗浄媒体衝突
時の食い込み量が低下しないため、洗浄媒体の膜状の付着物を除去する能力が径時劣化し
ないという効果がある。
【図面の簡単な説明】
【0010】
【図1】本発明の洗浄装置の機構構成を示す図である。
【図2】洗浄槽ユニット周辺の部分拡大断面図である。
【図3】保持手段の詳細を説明するための斜視図である。
【図4】滑り接触による付着物除去の様子を説明する模式図である。
【図5】図4の部分拡大図である。
【図6】条件の異なる衝突の場合を示す図である。
【図7】塑性変形しやすい洗浄媒体の経時的変化を示す図である。
【図8】洗浄媒体の機械的物性を説明するための図である。
【図9】洗浄媒体の変形実施形態を説明するための図である。
【図10】洗浄媒体の変形実施形態を説明するための図である。
【図11】洗浄媒体の変形実施形態を説明するための図である。
【図12】洗浄媒体の変形実施形態を説明するための図である。
【図13】洗浄媒体の変形実施形態を説明するための図である。
【図14】洗浄媒体の変形実施形態を説明するための図である。
【図15】洗浄媒体の変形実施形態を説明するための図である。
【図16】洗浄媒体の変形実施形態を説明するための図である。
【図17】洗浄媒体の変形実施形態を説明するための図である。
【図18】洗浄媒体の変形実施形態を説明するための図である。
【図19】洗浄媒体の変形実施形態を説明するための図である。
【図20】洗浄媒体の変形実施形態を説明するための図である。
【図21】本発明の他の実施形態を示す洗浄装置の機構構成図である。
【図22】本実施形態の作用を説明するための図である。
【図23】循環気流発生手段の詳細を説明するための図である。
【図24】洗浄媒体再生手段の詳細を説明するための図である。
【図25】本実施形態の制御系統を説明するための図である。
【図26】配管系統図である。
【図27】本実施形態の動作のタイムチャートである。
【図28】洗浄媒体の初期状態から飛翔開始までの状態を説明するための図である。
【図29】洗浄媒体の初期状態から飛翔開始までの状態を説明するための図である。
【図30】本実施形態における洗浄動作を説明するための図である。
【図31】本発明の変形実施形態を説明するための図である。
【図32】各洗浄媒体の機械的物性の分布を示す図である。
【発明を実施するための形態】
【0011】
以下、本発明の実施形態を図を参照して説明する。
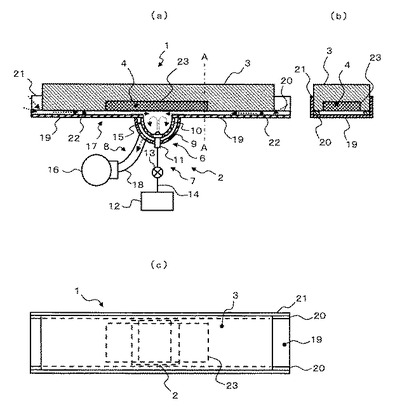
図1は、本実施形態に係る洗浄装置の構成を示す図である。図1(a)は洗浄装置の正
面断面図、図1(b)は図1(a)のA−A線での断面図、図1(c)は洗浄装置の上面
図である。
図1(a)乃至(c)において符号1は洗浄装置、2は洗浄槽ユニット、3は保持手段
、4は洗浄対象物、6は洗浄槽、7は洗浄媒体加速手段、8は洗浄媒体再生手段、9は洗
浄槽本体、10は分離手段、Mは洗浄媒体をそれぞれ示している。
洗浄装置1は、保持手段3で保持された洗浄対象物4に付着する付着物を気流により飛
翔する洗浄媒体Mを衝突させることで除去するものである。
洗浄槽ユニット2は、洗浄槽6、洗浄媒体加速手段7及び洗浄媒体再生段8を有する。
洗浄槽6は、洗浄槽本体9と分離手段10を有する。洗浄槽本体9は、両側が封止され
た半円筒形、長方形、又は角錐形状のいずれかの形状で形成され、上部に開口部を有して
いる。分離手段10は、気体と除去された付着物とを通過させることができるが、洗浄媒
体Mが通り抜けることのできない小孔又はスリットを多数有している。
分離手段10は、例えば、金網、プラスチック網、メッシュ、パンチメタル又はスリッ
ト板等の多孔性部材であり、洗浄媒体Mが滞留しない滑らかな形状(例えば、半円筒形)
に形成され、洗浄槽本体9の内部に洗浄槽本体9の内面と一定間隔を隔てて設けられてい
る。
【0012】
循環気流発生手段としての洗浄媒体加速手段7は、洗浄媒体加速ノズル11、及び圧縮
空気供給装置12等を有する。洗浄媒体加速ノズル11は、複数の噴出口を有する。圧縮
空気供給装置は、コンプレッサーからなる。洗浄媒体加速ノズル11は、複数の噴出口を
洗浄槽本体9の底面中心に沿って直線状に配置されており、洗浄槽本体9と分離手段10
とを貫通する形で設けられている。圧縮空気供給装置12は、制御弁13を有する送気管
14を介して洗浄媒体加速ノズル11に圧縮空気を供給する。そして、圧縮空気供給装置
は供給された圧縮空気を噴射させ、洗浄媒体Mを飛翔させる。
【0013】
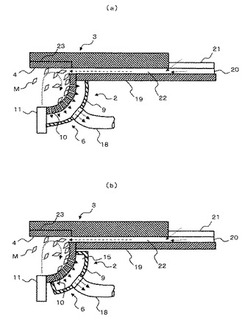
図2は、洗浄槽ユニット周辺の部分拡大断面図で、図1(a)の紙面厚み方向奥側から
見た右半分を示している。図2(a)は、図1に示した実施形態の拡大図、図2(b)は
他の実施形態の拡大図である。
図1に示すように、洗浄媒体再生手段8は、洗浄槽本体9、吸引ダクト15、吸引装置
16、及び洗浄媒体減速手段17を有する。吸引ダクト15は、洗浄槽本体9と分離手段
10との間隙として形成されている。
吸引装置16は、吸引管18を介して洗浄槽本体9内の空気を吸引し、分離手段10を
介して吸引ダクト15に吸引される空気又は除去された膜状の付着物を吸引する。
この吸引装置16は、洗浄媒体加速ノズル11から噴射される圧縮空気の流量に比べて
十分な流量を吸引し、洗浄槽本体9内を負圧にするだけの性能を有している。なお、図2
(b)の部分拡大断面図に示されるように、分離手段10は、洗浄槽6内面の一部に設け
られる開口に固定され、外部に独立した吸引ダクト15を設けても良い。
洗浄媒体減速手段17は一定の長さを有している。凹形状に形成された層流形成部19
が洗浄槽本体9の両側に設けられる。この層流形成部19の水平な上面の角部には厚さが
約5mmの角柱形状のリニアガイド20を有する。
このリニアガイド20は、表面が滑らかな材質であるフッ素樹脂で形成され、保持手段
3を保持する。さらにリニアガイド20は、層流形成部19の平行な側面ガイド21とと
もに保持手段3の移動を案内する。このリニアガイド20で形成される層流形成部19の
水平な上面と保持手段3との間隙22は洗浄媒体Mが挟まらない大きさに設定されている
。リニアガイド20は、流入する気流が十分高速になる大きさであれば良く、洗浄媒体M
のサイズに応じて適切な条件を選択すればよい。
【0014】
保持手段3は、洗浄対象物4の長さより長い板形状であり、中央部に洗浄対象物4の形
状に合わせた凹形状の洗浄対象物保持部23を有する。洗浄対象物保持部23は、ウレタ
ンゴム又は発泡樹脂などの弾性のある部材で構成されており、洗浄対象物4を固定する。
この洗浄対象物保持部23に保持される洗浄対象物4の洗浄対象面が平面の場合、洗浄対
象面は保持手段3の洗浄対象物保持部23以外の平面と同じ高さに位置するように洗浄対
象物保持部23に埋め込まれて固定される。なお、洗浄対象物保持部23は、気流が漏れ
ず、洗浄媒体Mが詰まってしまうような間隙が存在しないように洗浄対象物4を保持する
構成であればどのように保持しても良い。
この保持手段3は、例えば、直動モータ、エアシリンダ、又はワイヤー駆動手段等の図
示しない駆動手段に着脱自在となっており、制御装置からの制御信号により駆動手段を駆
動して洗浄槽ユニット2の動作と並行して層流形成部19に沿って移動する。この洗浄装
置1で洗浄対象物4に付着している付着物を除去する動作を説明する。
【0015】
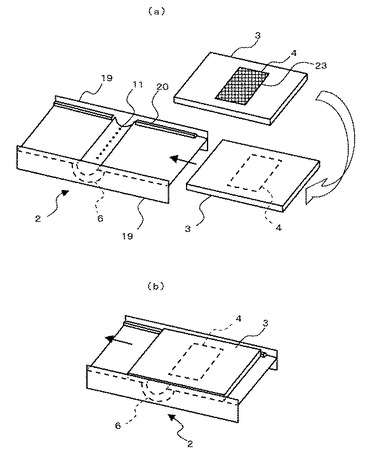
図3は、保持手段3の詳細を説明するための斜視図である。図3(a)は洗浄対象物の
取り付け方及び保持手段の洗浄槽ユニットへの取り付け方を説明する図、図3(b)は保
持手段3の移動を説明する図である。
まず、洗浄槽6に適量(実験により求められる最適な数)の洗浄媒体Mを投入する。そ
して、図3(a)に示されるようにに、洗浄対象物4を保持手段3の洗浄対象物保持部2
3に保持し、洗浄対象物4を洗浄槽ユニット2側に向きを変えて保持手段3を洗浄槽ユニ
ット2に載置する。不図示の駆動手段に洗浄対象物4が保持された保持手段3を連結させ
て、図3(b)に示すように、洗浄対象物4を洗浄槽6の上に移動させる。
この状態で図示しない制御装置を稼働させると、制御装置は、まず吸引装置16を駆動
させて洗浄槽6内の空気を吸引する。吸引装置16によって洗浄槽6内の空気が吸引され
ることで、洗浄槽6内では外気との差圧が生じる。リニアガイド20により形成された層
流形成部19と保持手段3との間の間隙22が流路となり、洗浄槽6内に向かう気流が発
生する。この気流は層流形成部19の平坦な面を通過して層流化され、外気を洗浄槽6内
に流入させる。
次に制御装置は、圧縮空気供給装置12を駆動し制御弁13を開くことで洗浄媒体加速
ノズル11に圧縮空気を供給して洗浄媒体加速ノズル11から洗浄槽6内に垂直上方向の
気流を発生させる。
【0016】
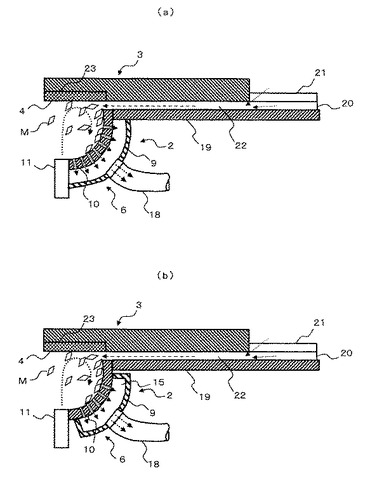
洗浄媒体加速ノズル11により発生される循環気流(乱気流を含む)により、図2に示
されるように、洗浄槽6内で洗浄媒体Mが飛翔して洗浄対象物4に衝突することで洗浄対
象物4表面に付着している付着物を効率良く除去する。洗浄対象物4に衝突した洗浄媒体
Mは気流の流れと重力とによって洗浄槽6の底部に向かって落下し、洗浄媒体Mは分離手
段10上を吸引されながら洗浄媒体加速ノズル11の近傍に滑り落ちる。
このとき、洗浄媒体Mに付着した付着物は分離手段10を介して洗浄媒体Mと分離され
、分離手段10で分離した付着物は吸気ダクト15と吸引管18とを通って吸引装置16
により回収される。また、洗浄媒体加速ノズル11の近傍に落下した洗浄媒体Mは、再び
洗浄媒体加速ノズル11により噴射する気流によって垂直上方向に飛翔する。この動作を
繰り返すことにより、洗浄対象物4の表面に付着した付着物が除去される。
【0017】
洗浄媒体Mは、気流により飛翔可能なものであり、実際には、洗浄対象物4の特性(形
状又は材質など)や洗浄対象物4に付着している膜状の付着物の特性(鉛筆硬度や付着の
強さ)に応じて、洗浄媒体Mの材質、重さ、大きさ、形状のいずれかを少なくとも選択し
、必要な気流の速度、流量を決めることになる。
【0018】
<薄片状の媒体の作用・効果>
1.気流への追従性(→高速飛翔と複雑な運動)
1−1.薄片状の洗浄媒体Mは、投影面積が大きい方向に気流の力が作用した場合、空気
抵抗力に対する質量が非常に小さいため、気流によって容易に加速されて飛翔する。
1−2.薄片状の洗浄媒体Mは、投影面積が小さい方向には空気抵抗が小さく、その方向
へ飛翔した場合、高速運動が長距離維持される。なお、本発明で使用される薄片状の洗浄
媒体とは、20μ以上200μ以下の厚みをそなえ、面積100mm2以下のものである
。
洗浄媒体Mの速度の大きい方が洗浄媒体Mの持つエネルギーが大きく、洗浄対象物4に
接触したときに作用する力が大きくなるため、洗浄品質が高い。
また、洗浄媒体Mの速度の大きい方が洗浄槽6の中で繰り返して循環する回数が多くな
り、洗浄対象物4に衝突する頻度が増すため、洗浄効率が高い。
1−3.薄片状の洗浄媒体Mは、姿勢によって空気抵抗が大きく変化するため、気流に沿
って動くだけでなく、急に方向を変えるなど複雑な運動をするので、比較的複雑な形状の
洗浄対象物4の洗浄にも高い洗浄能力が得られる。
1−4.気流の作用によって洗浄対象物4の周囲には、図1に示されるような乱気流が発
生する。洗浄媒体加速ノズル11からの噴射気流自体も乱気流となるが、層流形成部19
からの層流が合流することでさらに乱れ、洗浄対象物4に対する洗浄媒体Mの衝突のラン
ダム性が増大する。
この観点から、洗浄媒体減速手段17は、洗浄媒体加速手段7による洗浄媒体Mの洗浄
対象物4へのランダムな衝突をアシストするものである。
質量に比して空気抵抗を受けやすい薄片状の洗浄媒体Mは乱気流への追従性が高く複雑
な運動をする。
また、乱気流の渦によって洗浄媒体が自転しながら回転し、洗浄対象物4に繰返し接触
するので、比較的複雑な形状の対象であっても洗浄効率が高い。
【0019】
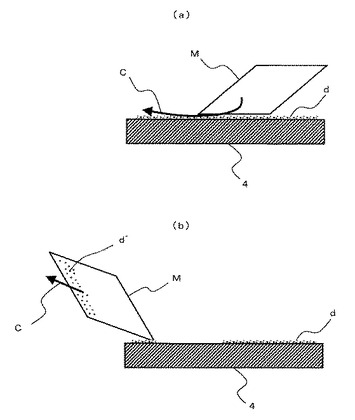
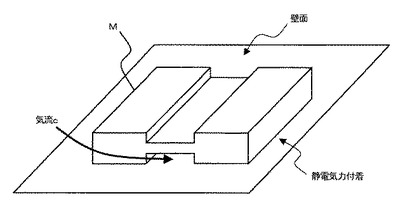
図4は、滑り接触による膜状の付着物を除去する様子を説明する模式図である。図4に
おいて符号dは膜状の付着物、Cは洗浄媒体の移動方向をそれぞれ示している。
洗浄媒体Mはその辺縁が、高速移動中に洗浄対象物4に衝突すると、膜状の付着物dを
削り取る。削り取られた付着物d’は、図4(b)に示すように、洗浄媒体Mに付着して
飛び去り、他の洗浄媒体M又は分離手段10等に衝突することによって、洗浄媒体Mから
付着物d’が引き離される。以下にさらに詳しく説明する。
【0020】
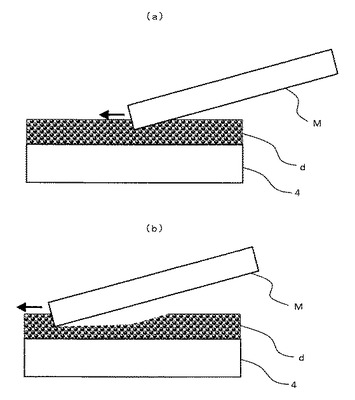
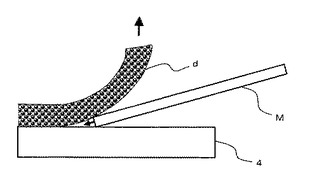
図5は、図4の部分拡大図である。図5(a)は、洗浄媒体Mが洗浄対象物4に衝突開
始時点、図5(b)は洗浄媒体Mの滑りの途中をそれぞれ示す。図6は、洗浄媒体Mと洗
浄対象物4との条件が異なる場合の衝突に関する図である。
【0021】
2.接触・衝突時の挙動(エッジ作用、滑り接触)
2−1.膜状の付着物よりも鉛筆硬度が大きい薄片状の洗浄媒体Mの端部が衝突した場
合、鉛筆硬度がより小さい膜状の付着物の方が凹みや傷がつきやすく、かつ接触力が洗浄
媒体Mの端部に集中するため、質量が小さいにもかかわらず膜状の付着物に食い込む事が
できる。
ここで鉛筆硬度とは、JIS K− 5600−5−4に準拠した手法で計測したもの
であり、評価した薄片状の洗浄媒体Mに傷、へこみが付かない最も硬い鉛筆の芯番のこと
を意味する。
2−2.図5(a)のように、洗浄媒体Mの接触又は衝突が斜め衝突である場合は、図
5(b)に示すように滑り接触により付着物dに対して接触面に平行な力を作用させやす
い。そのため、膜状の付着物を削り取ることができる。また、膜状の付着物と洗浄対象物
との間の付着力が弱い場合には、滑り接触により接触面に平行な力が作用することで、付
着界面でのズレを生じさせ剥離を促進する作用もある。そのため、一度の衝突で広い面積
の膜状の付着物dを除去でき洗浄効率が高い。
2−3.膜状の付着物と洗浄対象物との界面に隙間があった場合、前記隙間に洗浄媒体
Mが入り込めば、図6に示されるように、くさびの作用をして膜状の付着物を容易に剥離
して除去することができる。
2−4.薄片状の洗浄媒体Mは、吸引装置16で吸引されて分離手段10に衝突した際
、振動したりすることで洗浄媒体Mに付着した膜状の付着物dが分離されやすい。
したがって、洗浄媒体Mの清浄度が保たれ、膜状の付着物dの洗浄対象物4に対しての
再付着を抑えることができるので洗浄品質が高い。
【0022】
薄片状の洗浄媒体Mについて、さらなる利点を説明する。
洗浄媒体Mを薄片状とすることで、洗浄媒体Mとして使用する材料の使用量が少量で済
ませることができ、洗浄工程の環境負荷とランニングコストとを低くすることができる。
これらは、従来のブラストショット材又はバレル研磨用のメディア材にはない画期的な
特徴である。
本発明で開示する洗浄装置は、特に薄片状の洗浄媒体Mを気流によって循環させて洗浄
するのに適した構成となっている。
このように薄片状の洗浄媒体Mは、複雑な形状の部品に対して洗浄品質及び洗浄効率が
高い理由であると考えられる。
【0023】
この飛翔する洗浄媒体洗Mにより洗浄対象物4を洗浄しているとき、前述のように洗浄
槽6は負圧になっているため、層流形成部19と保持手段3との間隙22からは層流され
た強い気流が流れ込んでくる。したがって、間隙22に入り込もうとする洗浄媒体Mは押
し戻されて洗浄槽6外には排出されないで済む。また、洗浄媒体Mがわずかに間隙22に
入り込んだ場合、間隙22による流路は洗浄媒体Mの飛翔速度を減衰させるに十分な距離
があるため、洗浄媒体Mは洗浄装置1外に漏れずに減速されて最終的には洗浄槽6内に引
き戻される。
【0024】
この洗浄媒体Mを洗浄媒体加速ノズル11により飛翔させて、洗浄対象物4を洗浄する
とき、制御弁13が間欠駆動することで洗浄媒体加速ノズル11からの気流の噴射と停止
とを繰り返す。気流が噴射と停止とを繰り返すことにより、洗浄槽6の内外の差圧が大き
くなるタイミングが発生し、より確実に洗浄媒体Mを洗浄槽6内に引き戻す力を得ること
ができる。
【0025】
制御装置は、制御弁13の間欠駆動と並行して、保持手段3を洗浄槽ユニット2の層流
形成部19の側面ガイド21とリニアガイド20とに沿って洗浄槽6の前後に往復移動さ
せて洗浄対象物4の全面を洗浄する。この保持手段3を少なくとも1往復させた後に、制
御装置は圧縮空気供給装置12と吸引装置16との駆動を停止して一連の洗浄動作を完了
させる。
【0026】
本発明においては、脆性とは「物体が外力による変形を起こさないうちに、またはわず
かに変形しただけで破壊されてしまう性質」を意味している。
具体的には、薄片状の洗浄媒体Mにおいて耐折性が0以上65未満のものである。ここ
で耐折性とは、JIS P8115に準拠して計測したものであり、R=0.38mmに
135度曲げを繰り返し破損にいたるまでの往復回数を意味する。
一方、延性とは「物体が、その弾性限界を超えた張力を受けても破壊されずに、引き延
ばされる性質」を意味している。
【0027】
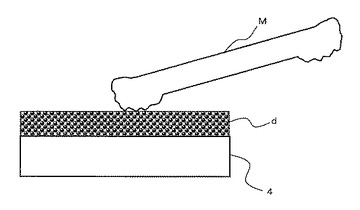
図7は、塑性変形しやすい洗浄媒体の経時的形状変化を示す図である。
洗浄媒体を繰り返して使用する場合、洗浄対象物への衝突によりエッジへの衝撃と洗浄
媒体全体のたわみが繰り返されてダメージが蓄積される。洗浄媒体の変形や破壊が進行す
るが、最終的には塑性変形、延性破壊、脆性破壊のいずれかの状態となる。
図8は、薄片状の洗浄媒体の衝突時のパターンを示す模式図である。
塑性変形し易い洗浄媒体の場合、図8(c)で示されるように洗浄媒体の端部の変形が
大きくなり、接触面積の増大や衝撃力の緩和が起こる。この結果、衝突時の端部における
接触力が分散されてしまい、洗浄能力が低下してしまう。そのため膜状の付着物に対する
食い込み量が低下し、洗浄装置の洗浄効率が低下してしまう。
延性破壊する洗浄媒体の場合も、図8(d)で示されるように洗浄媒体の破面端部の塑
性変形が大きくなり、接触面積の増大や衝撃力の緩和が起こる。この結果、衝突時の端部
における接触力が分散されてしまい、洗浄能力が低下してしまう。そのため、膜状の付着
物に対する食い込み量が低下し、洗浄装置の洗浄効率が低下してしまう。
これに対し、脆性破壊する洗浄媒体では洗浄媒体の破面端部の塑性変形が小さいため、
端部における接触力の分散が生じにくい。
また、洗浄媒体の端部に膜状の付着物が付着しても脆性破壊を繰り返すことにより、新
たな端部を形成し続けることが可能であり洗浄効率が低下することはない。
【0028】
脆性材料としては、例えばガラス片、セラミック片、アクリル樹脂、ポリスチレン、又
はポリ乳酸等の樹脂フィルム片等が挙げられる。
洗浄媒体に折り曲げられる力が繰り返し加わることで洗浄媒体が破壊される。本発明で
は、洗浄媒体が脆性であるか否かを耐折性によって定義している。
耐折性65未満の脆性材料である洗浄媒体を用いると、洗浄媒体が繰り返し衝突するこ
とによって発生するバリが洗浄媒体に残留せずに折れて分離されて排出される(図8(b
)参照)。バリが残留しないため洗浄媒体のエッジが維持される。
さらに、洗浄媒体が耐折性10未満の脆性材料である場合、洗浄媒体はバリが発生する
前に中央から折れて新しいエッジを生じさせる(図8(a)参照)。
これにより、洗浄媒体のエッジが維持される効果がある。洗浄媒体のエッジが維持され
ることにより洗浄媒体の衝突時の食い込み量が低下しないため、洗浄媒体の固着膜除去能
力が径時劣化しないという効果がある。
【0029】
ここで洗浄媒体の薄片状とは20μ以上200μ以下の厚みをそなえ、面積100mm
2以下のものと定義する。
鉛筆硬度とはJIS K−5600−5−4に準拠した手法で計測したものであって、
評価した薄片状の洗浄媒体に傷、へこみが付かない最も硬い鉛筆の芯番のことを意味する
。
また、耐折性とは、JIS P8115に準拠して計測したものであり、薄片状の洗浄
媒体をR=0.38mmで135度に曲げる動作を繰り返し、破損にいたるまでの往復回
数を意味する。
【0030】
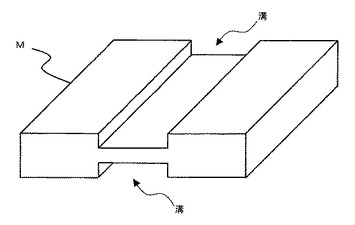
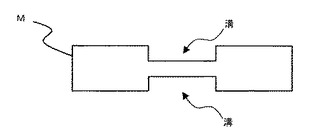
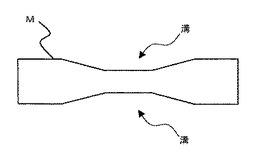
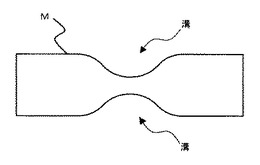
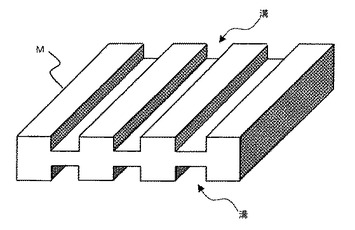
図9は、洗浄媒体の変形例を示す図である。図10乃至図20も同様に洗浄媒体の変形
例を示す図である。
図9に示されるように、洗浄媒体の少なくとも一方の面に洗浄媒体の端部まで通じた断
面が矩形状の溝部を有する。
洗浄媒体の作製方法としては、図10に示されるように、溝が形成されているテープを
電子テープカッター等によりカットして複数の洗浄媒体Mを作製する方法が挙げられる。
テープの溝部が折り取り線の役割を果たし、衝突時の応力が集中し易い。そのため、洗
浄対象物への衝突を繰り返した場合に、脆性破壊し易い箇所となる。図11に示されるよ
うに、付着物が洗浄媒体端部に静電付着等で蓄積したとしても、溝部における脆性破壊に
より洗浄媒体には新たな端部が生成される。なお、洗浄媒体の破面端部の塑性変形が小さ
いため、端部における接触力の分散は生じにくい。
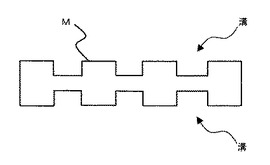
図12は両面に溝部を有する洗浄媒体の斜視図で、図13はその側面図である。
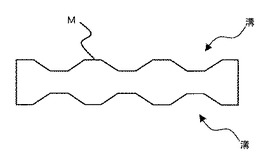
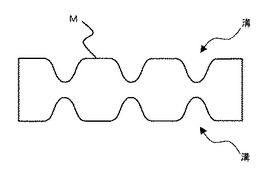
図14乃至図19における洗浄媒体の溝部は断面が矩形状ではないが、本発明ではこれ
らの凹部も溝として扱っている。
【0031】
他の実施形態として、洗浄媒体を、厚さが異なる複数の洗浄媒体で構成してもよい。膜
状の付着物と洗浄対象物の界面に隙間がある場合、前記隙間に薄い洗浄媒体の端部が侵入
すれば、洗浄媒体が滑り接触により、くさびの作用をして膜状の付着物を容易に剥離して
除去することができる。これにより厚くて剛直な洗浄媒体による削り取り作用と合わせ、
洗浄効率をより一層高めることができる。
【0032】
さらに、他の実施形態として、洗浄媒体を、形状が異なる複数の洗浄媒体で構成しても
よい。これにより、洗浄対象物の形状に対する追従性を高めることができる。
例えば、洗浄媒体の面形状には様々な形状があり、円板状、三角形状、方形状、星形状
のいずれかの形状であっても良く、またそれらが混在した洗浄媒体であっても良い。
様々な形状の洗浄媒体によって洗浄対象物に対する洗浄能力が異なるため、複数の異な
る形状の洗浄媒体が混在していた方が総合的な洗浄能力は高まる。
具体的には、洗浄媒体の面形状が方形の場合、直線的なエッジが長く取れ、且つ製造が
容易である。三角形又は星形は鋭角の先端部が洗浄対象物の凹部等のコーナー部に入りや
すく、洗浄残しが少なくなる。
洗浄媒体が円板状である場合は、洗浄媒体が常に同じ姿勢で衝突するため洗浄能力のバ
ラツキが小さいというメリットがある。
さらに他の実施形態として、洗浄媒体の大きさを異ならせたものを混合して用いてもよ
い。この場合にも前述と同様に洗浄対象物の形状に対する追従性を高めることができる。
当然ながら、大きさと形状を共に異ならせればなお洗浄効果が大きくなる。
【0033】
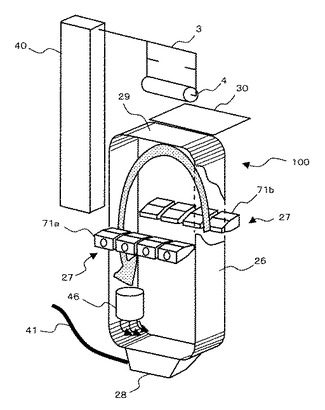
図21は、本発明の別の実施形態を示す洗浄装置100の機構構成を示す図である。
図21に示されるように、洗浄装置100は、洗浄対象物4に付着した膜状の付着物d
を気流により流動する洗浄媒体Mにより除去するものである。洗浄装置100は、洗浄槽
26、循環気流発生手段46、洗浄媒体加速手段27、及び洗浄媒体再生手段28を有す
る。
本実施形態では、洗浄槽26内に洗浄対象物4を収容して洗浄することにより、洗浄媒
体再生手段28による膜状の付着物dの吸引効率を高めている。
また、洗浄媒体Mの衝突によって洗浄対象物4から除去された膜状の付着物d、及び/
又は繰り返し洗浄を行うことで生じる洗浄媒体Mの破片は、循環気流発生手段46と洗浄
媒体加速手段27とからの気流で周囲に飛散することを防止することができる。
【0034】
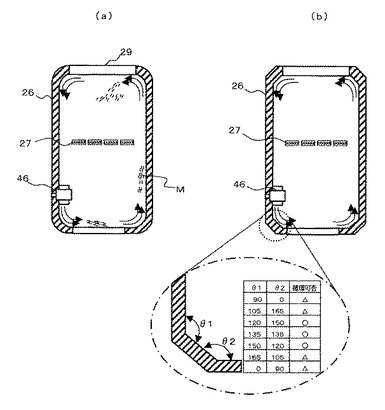
図22は、本実施形態の作用を説明するための図である。
図22(a)に示される洗浄槽26は、直方体状の中空体で形成され、上面に洗浄対象
物4を投入する洗浄対象物投入口29を有する。洗浄槽26の底部は開口しており、洗浄
対象物投入口29に開閉自在な蓋30が設けられている。洗浄槽26底部の開口部には、
洗浄媒体再生手段28が設けられている。この洗浄槽26の一方の側面の内壁面には、循
環気流発生手段46が設けられている。循環気流発生手段46は、洗浄槽26の内壁面に
沿って循環気流の循環経路を形成している。
図22(b)に示されるように、この循環経路を形成する内壁面の角部は、一定角度θ
1とθ2で連接している。このように循環経路を形成させたのは、循環気流を効率よく循
環させるためである。
ただし、θ1+θ2は幾何学的理由により、270°になる。この両方の角度を等しく
すればθ1=θ2=135°となるが、両者は必ずしも等しくなくてかまわない。本発明
者の実験によれば、一方のθを120°〜150°に設定することで、循環気流に与える
抵抗を小さくして循環気流を洗浄槽26内で循環させることができる。
【0035】
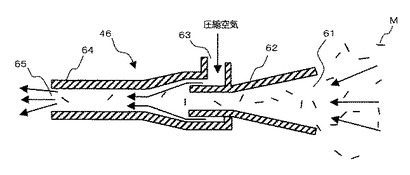
図23は、循環気流発生手段の詳細を示す図である。
循環気流発生手段46は、吸引部62と吐出部64とを有する。吸引部62は、洗浄媒
体Mが通過するため大口径の吸引口61を有している。吐出部64は、吸引部62の出口
側の外周部に設けられた圧縮空気供給口63を有している。
圧縮空気供給口63から供給されて、吐出部64の吐出口65に向けて生じる空気流に
よって吸引部62から空気流を吸い込む。吐出部64は、圧縮空気供給口63から供給さ
れた圧縮空気量の数倍〜10倍の空気量を吐出口65から吐出させる。
このような循環気流発生手段46を使用することにより、一般的なエアブローノズルを
用いる場合に比べて圧縮空気の消費量を減らすことができ、少ないエネルギーで洗浄媒体
Mを循環させることができる。なお、圧縮空気供給口63から供給される圧縮空気の代わ
りに窒素ガス、二酸化炭素ガス、アルゴンガス等の不活性ガスなど各種気体を用いても良
いが、本実施例では圧縮空気を使用した場合について説明する。
循環気流発生手段46は、洗浄槽26の循環気流の循環経路を形成する一方の側壁の底
部近傍に吸引口61を鉛直方向に対して上向きに配置される。一方、吐出口65は、鉛直
方向に対して下向きに配置される。
【0036】
洗浄媒体加速手段27は、循環気流の循環経路を形成する内壁面と直交する表面にアレ
イ状の複数の加速ノズル71aを有する。また、加速ノズル71aが設けられた壁面と対
向する裏面にアレイ状の複数の加速ノズル71bを有する。各加速ノズル71(加速ノズ
ル71a及び加速ノズル71b)は、コンプレッサー又は圧力タンク等の圧縮空気源から
供給される圧縮空気を洗浄槽26内に噴出させ、圧縮空気によって飛翔した洗浄媒体Mを
洗浄対象物4に衝突させる。加速ノズル71a,71bは、循環気流発生手段46と同様
な噴出ノズルを使用することも可能である。
洗浄媒体加速手段27は、循環気流発生手段46による洗浄媒体Mの洗浄対象物4への
ランダムな衝突をアシストするものである。
【0037】
図24は、洗浄媒体再生手段の詳細を示す図である。図23(a)は外観斜視図を示し
、図24(b)は側断面図を示している。
図24(a)に示されるように、洗浄槽26の底部内壁に配置される洗浄媒体再生手段
26は、分離部材81とフード82とで閉空間を形成している。分離部材81とフード8
2とによって形成された閉空間にホース等の吸引管41が接続される。
吸引管41のフード82に接続される方向と反対方向に、図示しない負圧発生源を有す
る集塵装置が接続され、この集塵装置によってフード82の内部は負圧の状態が作られる
。分離部材81は、気体又は粉体を通過させることができるが、洗浄媒体Mが通り抜けら
れない小孔又はスリット83を多数有する。例えば、分離部材81は、金網、プラスチッ
ク網、メッシュ、パンチメタル板、又はスリット板等の多孔性部材で形成される。洗浄媒
体再生手段26は、洗浄対象物4から分離された膜状の付着物、洗浄対象物4に衝突して
磨耗又は欠けが生じた洗浄媒体、又は長期使用により弾力性が劣化した洗浄媒体を分離部
材81を介して外部に排出する。
【0038】
図25は、本実施例の洗浄装置100における制御系統を示す図である。図26は、洗
浄装置100の配管系統図である。図26(a)は気流生成関係、図26(b)は洗浄媒
体再生手段関係をそれぞれ示す図である。
図25、図26(a)及び図26(b)に示されるように、洗浄装置100の制御装置
32は、気流循環用電磁弁34、加速用電磁弁35、加速気流切替制御弁36、及び再生
用電磁弁37を有する。気流循環用電磁弁34は、加圧気体供給装置38から循環気流発
生手段46に圧縮空気を供給する送気管の導通と非導通とを行う。加速用電磁弁35は、
洗浄媒体加速手段27に圧縮空気を供給される送気管の導通と非導通とを行う。加速気流
切替制御弁36は、洗浄媒体加速手段27の両壁面に設けられた加速ノズル71に供給さ
れる圧縮空気の方向を切り替える。再生用電磁弁37は、洗浄媒体再生手段28と集塵装
置39とを連結した吸引管41の導通と非導通とを行う。これらはそれぞれが接続されて
おり、起動手段33からの駆動信号により各電磁弁の動作を制御する。
【0039】
図27は、本発明の洗浄動作のタイムチャートを示している。図28は、洗浄媒体の初
期状態から飛翔開始までの状態を示す図である。図21に示される洗浄装置100におい
て、本発明の洗浄動作を図27のタイムチャートをもとに説明する。
洗浄槽26に薄片状の洗浄媒体Mを投入する。洗浄媒体Mを洗浄媒体再生手段28の上
に積み上げられた状態で、保持手段3に保持された洗浄対象物4を移動手段40で洗浄槽
26の洗浄対象物投入口29から投入して初期位置に位置決めする。そして、洗浄対象物
投入口29を蓋30で閉じ、洗浄槽26を密閉する。この状態で起動手段33を操作して
制御装置32に洗浄開始信号が入力される。制御装置32は、気流循環用電磁弁34を開
け、コンプレッサー等の加圧気体供給装置38から循環気流発生手段46に圧縮空気を供
給する。循環気流発生手段46は、洗浄槽26の内壁面の循環経路に沿って流れる循環気
流を発生させる。
【0040】
図28(a)に示されるように、循環気流が洗浄媒体再生手段28の上を流れ、洗浄媒
体再生手段28の上に積み上げられた薄片状の洗浄媒体Mに横方向から気流が作用する。
図28(b)及び図28(c)に示されるように、洗浄媒体再生手段28に堆積された洗
浄媒体Mの上層部から徐々に堆積を崩しながら、洗浄槽6の長手方向に沿って洗浄媒体M
を運搬して飛翔させる。洗浄媒体Mを飛翔させる循環気流は、循環気流発生手段46によ
って洗浄槽26内に直接噴出されるため、洗浄媒体再生手段28の上に堆積した洗浄媒体
Mに大きな衝撃力を与えることができる。その結果、洗浄媒体再生手段28の堆積した洗
浄媒体Mを循環気流によって確実に飛翔させることができる。
【0041】
図29は洗浄媒体の初期状態から飛翔開始までの状態を説明するための図である。図2
9(a)は洗浄媒体の初期状態、図29(b)、及び図29(c)は洗浄媒体の飛翔開始
の状態をそれぞれ示している。
図29(a)に示されるように、分離部材81に堆積した薄片状の洗浄媒体Mに対し、
洗浄媒体Mの堆積方向と垂直な気流をノズル42から作用させる場合、分離部材81に堆
積している全ての洗浄媒体Mを持ち上げるだけの圧縮空気のエネルギーが必要になる。ま
た、図29(b)に示されるように、分離部材81に堆積している洗浄媒体Mの量が多け
れば多いほど、洗浄媒体<動かしにくくなることはいうまでもない。また、気流を噴出す
るノズル42の真上の洗浄媒体Mを動かすことはできても、分離部材81に堆積した薄片
状の洗浄媒体Mの流動性は悪いため、図29(c)に示されるように、ノズル42の周囲
にすり鉢状の傾斜があっても、ノズル42の周囲の洗浄媒体Mは崩れずにそのまま残って
しまう。
したがって、分離部材81に堆積した全ての洗浄媒体Mを飛翔させることが困難であっ
た。
【0042】
これに対して、洗浄槽26の内壁面の循環経路に沿って流れる循環気流を循環気流発生
手段46により発生させ、分離部材81に堆積した洗浄媒体Mの横方向から気流を作用さ
せる。
このように気流を発生させることで、少ないエネルギーで堆積した洗浄媒体Mを確実に
飛翔させることができ、循環気流発生手段46に供給する圧縮空気量の消費量を低減する
ことができる。また、洗浄媒体Mを気流によって搬送するとき、ダクト又はホースを用い
る場合には洗浄媒体Mがダクトやホースに詰まることがある。しかしながら、洗浄槽26
の壁面に沿って循環気流が発生するように循環経路を形成しているため、洗浄媒体Mが循
環経路で詰まることなく洗浄槽26内に洗浄媒体Mを飛翔させることができる。
【0043】
また、循環気流を発生する循環気流発生手段46は、洗浄槽26の循環気流の循環経路
を形成する一方の側壁の底部近傍に吸引口61を上にして吐出口65を下にして配置され
ている。このように配置することで、吐出口65から離れた位置であっても洗浄槽26の
底部の分離部材81に堆積した洗浄媒体Mに対して底面に沿った強い気流の力を作用させ
ることができる。したがって、大量の洗浄媒体Mを洗浄槽26の壁面に沿って運ぶことが
できる。さらに、吸引口61に入ってくる洗浄媒体Mは空間密度が小さいため、吸引口6
1を閉塞することを回避できる。この結果、安定して循環気流を発生することができる。
吸引口61を下に向け、洗浄槽26の底部付近に配置した本実施例で示した構成と逆の構
成にした場合、吸引気流の力は吸引口61近傍の洗浄媒体Mにしか作用しない。このよう
な場合、洗浄槽26の底部に溜まっている大量の洗浄媒体Mを搬送することが困難である
。また、洗浄槽26の底部に溜まっている洗浄媒体Mが吸引口61に大量に吸引された場
合、吸引口61における洗浄媒体Mの空間密度が過剰になり吸引口61を閉塞しやすい。
しかしながら、本発明の構成を採用することで、このような問題を防止することができる
。
【0044】
図30は、本発明の洗浄動作を説明するための図である。図30(a)は洗浄対象物4
の初期位置、図30(b)は洗浄対象物4の最下降位置、図29(c)は洗浄対象物4の
最上昇位置(初期位置に戻った状態)をそれぞれ示す図である。
制御装置32は、予め設定された所定時間を経過すると気流循環用電磁弁34を閉じて
循環気流発生手段46で発生している循環気流を停止させる。図30(a)に示されるよ
うに、移動手段40で洗浄対象物4を初期位置から徐々に下降せながら、加速用電磁弁3
5を開けて加圧気体供給装置38から加速気流切替制御弁36を介して洗浄媒体加速手段
27に圧縮空気を供給する。
そして、洗浄媒体加速手段27の一方の加速ノズル71aから圧縮空気を噴出させると
ともに、再生用電磁弁37を開けて洗浄媒体再生手段28を集塵装置39と導通させてフ
ード82内を負圧にする。循環気流発生手段46によって発生する循環気流を停止させる
と、循環気流により飛翔した洗浄媒体Mは舞い降りる。この洗浄媒体Mは加速ノズル71
aから噴出している圧縮空気により洗浄対象物4に衝突し、洗浄対象物4に付着している
付着物dを除去する。
【0045】
洗浄対象物4から除去された付着物d、又は洗浄対象物4に衝突して付着物dが付着し
た洗浄媒体Mは重力により落下し、フード82内の負圧により吸気している洗浄媒体再生
手段28の分離部材81の上に降り積もる。この分離部材81の上に落下した付着物又は
/及び洗浄媒体Mに付着した付着物dはフード82内の負圧によりフード82内に吸引さ
れて集塵装置39に集塵され、洗浄媒体Mを効率よく再生する。
この加速ノズル71aによる圧縮空気の噴出を所定時間だけ行うと、制御装置32は、
加速用電磁弁35と再生用電磁弁37とを閉じて洗浄媒体加速手段27と洗浄媒体再生手
段28との動作を停止する。再生用電磁弁37を閉じるとフード82内の負圧は解消し、
分離部材81に堆積した洗浄媒体Mに対するフード82側の吸引力がなくなり、次の循環
用気流により洗浄媒体Mが分離部材81から分離される。
したがって、分離部材81のメッシュ等が洗浄媒体Mによって覆われることで封止する
ことはなく、連続的に洗浄媒体Mと付着物とを分離することができる。このため、洗浄媒
体Mの交換をする必要はなく、破損等により減少した洗浄媒体Mの分を追加すれば良い。
この結果、洗浄媒体Mを有効に利用することができるとともに、洗浄装置のメンテナンス
性を向上することができる。
【0046】
その後、再び気流循環用電磁弁34を開けて循環気流発生手段46により循環用気流を
発生させて洗浄媒体再生手段28の分離部材81に堆積して再生された洗浄媒体Mを所定
時間T1だけ飛翔させた後、加速用電磁弁35と再生用電磁弁37とを開けて加速気流切
替制御弁36を加速ノズル71b側に切り替えて洗浄対象物4からの膜状の付着物除去処
理と洗浄媒体Mの再生処理を所定時間だけ行う。
この洗浄対象物4からの付着物除去処理と洗浄媒体Mの再生処理とに要する時間は、循
環気流を発生している時間より長く設定し、洗浄対象物4の広い範囲を洗浄できるように
してある。また、加速ノズル71a及び加速ノズル71bから圧縮空気を交互に噴射させ
ることで、加速ノズル71a及び加速ノズル71bから噴射する気流がお互いに干渉する
ことを防ぐ。したがって、洗浄対象物4に洗浄媒体Mを確実に衝突させることができ、洗
浄媒体Mによる洗浄効果を高めることができる。
【0047】
この循環気流の発生と洗浄対象物4からの付着物除去処理と洗浄媒体Mの再生処理を、
洗浄対象物4を初期位置から徐々に下降せながら繰り返して行い、図30(b)に示され
るように、洗浄対象物4が最下降位置の折り返し位置に達すると移動手段40は洗浄対象
物4の下降を停止して、洗浄対象物4を徐々に上昇させる。制御装置32は洗浄対象物4
が徐々に上昇しているときも、循環気流の発生と洗浄対象物4からの付着物除去処理と洗
浄媒体Mの再生処理を交互に繰り返して行い、洗浄対象物4の全面から膜状の付着物dを
除去する。
そして、図30(c)に示されるように、洗浄対象物4が上昇端である初期位置に達す
ると、制御装置32は洗浄動作を停止する。洗浄動作が停止すると、洗浄槽26の蓋30
を開いて保持手段3に保持された洗浄対象物4を移動手段40で洗浄槽26から取り出し
、新しい洗浄対象物4と交換して再び洗浄動作を開始する。
【0048】
図31は、本発明の変形例を説明するための図である。ここでは、移動手段40によっ
て昇降する保持手段31に形状の異なる洗浄対象物4を複数保持して洗浄する例を示して
いる。
前述の説明では洗浄媒体加速手段27の加速ノズル71a、及び71bから圧縮空気を
交互に噴射させて洗浄対象物4の全面を洗浄した場合について説明した。しかしながら、
洗浄対象物4に対する加速ノズル71a、及び71bの噴射角度を調節することにより、
加速ノズル71a、及び71bから圧縮空気を同時に噴射させても良い。
また、洗浄対象物4の一方の面にだけ付着物が付着している場合は、加速ノズル71a
、及び71bのいずれかから圧縮空気を噴射させれば良い。
【0049】
以下の実施例においては、洗浄の対象である付着物dとして複写機又はレーザプリンタ
等の画像形成装置に使用される定着ローラの離型層(フッ素樹脂膜)を想定しているが、
本発明はこれに限定されるものではなく、一般的な膜状の付着物の洗浄装置にも応用可能
である。なお、その場合には、洗浄対象物4及び付着物の性状に応じて、洗浄媒体の種類
、気流の流速及び流量を適切に選択することは言うまでもない。
【0050】
[実施例1]
ここではモノクロ複写機imagio Neo 300の定着ローラを洗浄対象物のサ
ンプルとして使用した。
定着ローラの離型層であるフッ素樹脂の鉛筆硬度はF程度である。
エアブローはSilvent社製エアノズルSL−920Aを複数配列させて使用し、
圧縮空気圧は0.5MPaで一定となるようにしてそれぞれ2分間洗浄を行った。
薄片状の洗浄媒体Mとしては
(1:表中の実施例1)厚さ100μm、5mm角のポリエチレン製フィルム(鉛筆硬度
6B以下)
(2:表中の実施例2)厚さ100μm、5mm角のPET製フィルム(鉛筆硬度H)
(3:表中の実施例3)厚さ100μm、5mm角のアクリル樹脂製フィルム(鉛筆硬度
2H)
(4:表中の実施例4)厚さ100μm、5mm角のSUS304薄片(鉛筆硬度9H以
上)
を使用した。
比較例として、薄片状の洗浄媒体Mに代えて各種粒状洗浄媒体を使用した乾式洗浄を行
った。
粒状洗浄媒体としては
(5:表中の比較例1)2mm角の立方体ナイロン(鉛筆硬度H)
(6:表中の比較例2)φ2mmのナイロン球(鉛筆硬度H)
を使用した。
表1に洗浄結果の一例を示す。
【0051】
【表1】

【0052】
同表における判定記号は次の通りである。
×:ほとんど汚れが取れない。
△:一部洗浄残りがある。
○:ほぼきれいになっている。
◎:非常にきれいになっている。
【0053】
表1により、本発明の薄片状の洗浄媒体Mを使用する乾式洗浄による結果が、従来の粒
状洗浄媒体を使用した乾式洗浄よりも良好な洗浄結果が得られることが判る。
【0054】
[実施例2]
他の実施例として、エアブローはSilvent社製エアノズルSL−920Aを複数
配列させて使用し、圧縮空気圧は0.5MPaで一定となるようにして2分間洗浄を行っ
た。
この際、サンプル毎に洗浄媒体を変えることはせずに同一の洗浄媒体を使用し続け、サ
ンプル処理数と洗浄結果の推移を比較した。
薄片状の洗浄媒体Mとしては
(1)厚さ100μm、5mm角のポリエチレン製フィルム(鉛筆硬度6B以下)
(2)厚さ100μm、5mm角のPET製フィルム(鉛筆硬度H)
(3)厚さ100μm、5mm角のアクリル樹脂製フィルム(鉛筆硬度2H)
(4)厚さ100μm、5mm角のSUS304薄片(鉛筆硬度9H以上)
を使用した。
表2に洗浄媒体を繰り返し使用した洗浄結果の一例を示す。同表における記号の定義は
、表1における記号の定義と同じである。以後の表においても同様である。
また、実施例番号と比較例番号の対応関係は上記と同様である。
【0055】
【表2】
【0056】
表2により、特に洗浄媒体の材質が脆性材料であるアクリル樹脂である場合に、繰り返
し使用においては良好な洗浄結果が得られることが判る。なお、判定記号に下線が付して
あるものは、同表の下部に示したような、洗浄媒体の変化が認められたものである。
【0057】
[実施例3]
以下の実施例においては、除去対象付着物として複写機やレーザプリンタ等の電子写真
装置に使用されるOPC(有機感光体)ドラムの感光体層(ポリカーボネート系バインダ
樹脂、鉛筆硬度F)を想定しているが、本発明はこれに限定されるものではなく、一般的
な膜状の付着物の洗浄装置にも応用可能である。
なお、その場合洗浄対象物および付着物の性状に応じて洗浄媒体の種類および気流の流
速、流量を圧縮空気源の圧力、流量により適切に選択することはいうまでもない。
【0058】
エアブローはSilvent社製エアノズルSL−920Aを複数配列させて使用し、
圧縮空気圧は0.5MPaで一定となるようにしてそれぞれ2分間洗浄を行った。
薄片状洗浄媒体Mとしては
(1)厚さ100μm、5mm角のポリエチレン製フィルム(鉛筆硬度6B以下)
(2)厚さ100μm、5mm角のPET製フィルム(鉛筆硬度H)
(3)厚さ100μm、5mm角のアクリル樹脂製フィルム(鉛筆硬度2H)
(4)厚さ100μm、5mm角のSUS304薄片(鉛筆硬度9H以上)
を使用した。
比較として、薄片状洗浄媒体Mに変えて各種粒状洗浄媒体を使用した乾式洗浄を行った
。
粒状洗浄媒体としては
(5)2mm角の立方体ナイロン(鉛筆硬度H)
(6)φ2mmのナイロン球(鉛筆硬度H)
を使用した。
表3に洗浄結果の一例を示す。
なお、薄片状洗浄媒体使用時には、初めに付着界面でのズレの発生により感光体層に皺
が入り、それから感光体層の剥離が進行していく様子が見られた。
【0059】
【表3】
【0060】
[実施例4]
さらに他の実施例として、エアブローはSilvent社製エアノズルSL−920A
を複数配列させて使用し、圧縮空気圧は0.5MPaで一定となるようにして2分間洗浄
を行った。
この際、サンプル毎に洗浄媒体を変えることはせずに同一の洗浄媒体を使用し続け、サ
ンプル処理数と洗浄結果の推移を比較した。
薄片状洗浄媒体Mとしては
(1)厚さ100μm、5mm角のポリエチレン製フィルム(鉛筆硬度6B以下)
(2)厚さ100μm、5mm角のPET製フィルム(鉛筆硬度H)
(3)厚さ100μm、5mm角のアクリル樹脂製フィルム(鉛筆硬度2H)
(4)厚さ100μm、5mm角のSUS304薄片(鉛筆硬度9H以上)
を使用した。
表4に洗浄結果の一例を示す。
【0061】
【表4】
【0062】
表4により、特に洗浄媒体の材質が脆性材料であるアクリル樹脂である場合に、繰り返
し使用においては良好な洗浄結果が得られることが判る。判定記号の下線は表2における
それと同様である。
【0063】
[実施例5]
ここではフラックスが付着した、ガラス繊維入りエポキシ樹脂製のパレットをサンプル
として使用した。パレットは、フローはんだ槽によるはんだ付け工程の際に、PCBのは
んだ付けしない領域をマスクするために用いられている。このようなマスク治具は繰り返
し使用されることによりフラックスが膜状に厚く堆積するため、定期的にフラックスを除
去する必要がある。固着したフラックスの鉛筆硬度は2Bである。また膜厚は0.5〜1
mmである。
洗浄装置は図1に示した平面用洗浄装置を用いた。圧縮空気は元圧0.4Mpaで供給
し、330×330mmのサイズのパレットを2分間洗浄した。
使用した薄片状洗浄媒体と洗浄結果を表5に示した。
同表における判定記号は次の通りである。
×:ほとんど汚れが取れない。
△:一部洗浄残りがある。
○:ほぼきれいになっている。
◎:非常にきれいになっている。
−:洗浄媒体が消耗して、すべて洗浄槽内から排出されてしまう。
【0064】
各洗浄媒体の物性として、耐折性および鉛筆硬度を表5に示す。
表5の初期洗浄能力の判定結果より、洗浄媒体の鉛筆硬度がフラックスの鉛筆硬度2B
以下であればほとんどフラックス汚れが取れない。これは、衝突した際に、膜状のフラッ
クス汚れに洗浄媒体が食い込めないためである。
洗浄媒体は、気流によって飛翔し洗浄対象に繰り返し衝突する。衝突によって洗浄媒体
にはダメージが蓄積され、破損または変形などの劣化をおこす。
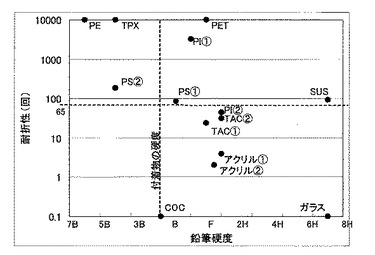
また、各洗浄媒体の機械的物性の分布を図32に示す。
【0065】
表5及び図8に基づいて、洗浄媒体の劣化パターンを再度具体的に説明する。洗浄媒体
の耐折性が10未満であるガラス、アクリル1(表中では丸数字で表示:以下同じ)、ア
クリル2、COCの場合、図8(a)に示したように衝突の衝撃によって、洗浄媒体の中
心付近で破断する。このとき、破断面は新しいエッジとなりフラックスに食い込むため、
固着除去能力は低下しない。
洗浄媒体の素材の耐折性が10以上65未満のTAC1、TAC2、PI2においては
、図8(b)に示したように、中央付近では破断せず、衝突の衝撃でエッジにバリが発生
し、そのバリだけが破断する。洗浄媒体の厚みが維持されるため、洗浄媒体がフラックス
に食い込み、除去する効果が維持される。
洗浄媒体の素材の耐折性が65以上である場合、洗浄媒体は衝撃によって折れず、エッ
ジ部分が塑性変形する。
図8(c)は、塑性変形してエッジが潰れて端部がだれる様子を図示しており、PI1
がこのような挙動を示す。
図8(d)は、塑性変形によりエッジがカールする様子を図示しており、SUS、PS
1、PS2、PE、PET、TPXがこのような挙動を示す。
図8(c)や図8(d)の例に示した洗浄媒体は、エッジが塑性変形することにより、
エッジがだれ、衝突時の衝撃力が緩和されてしまうために、表5に示したように複数サン
プル処理後に洗浄能力が大きく低下する。
これらの結果により、膜状に固着したフラックスの除去に対しては、まずフラックス以
上の鉛筆硬度を備え、かつ耐折性が0以上65未満の脆性材料の洗浄媒体を用いると、良
好な結果が長時間安定して得られることがわかる。
【0066】
本実施例に挙げた数値の根拠として、表6に、各洗浄媒体の耐折性数値の範囲を示す。
表6に示したように耐折性の最小値が0である薄片状洗浄媒体(ここでは、ガラス、C
OC、アクリル2)は、折れに対して極めて脆い素材であり、表5に示したように非常に
短時間で消耗してしまうため、ランニングコストが高くなる。
また、良好な洗浄特性を示したPI2の最大耐折性は52である。
したがって、より望ましくは、洗浄媒体の耐折性が1以上52以下であると、長時間良好
な洗浄能力を維持できる。
延性変形するPS1製の洗浄媒体は、耐折性最小値が65である。したがって、脆性破
壊する洗浄媒体は、少なくとも65未満の耐折性である。
さらに、望ましい脆性破壊を起こすPI2製の洗浄媒体においては、耐折性の最大値は
52であった。したがって52以下の耐折性があれば、確実に脆性破壊するといえる。
また、図8(a)のような脆性破壊を示す洗浄媒体のうちで、最大の耐折性数値はアク
リル1製洗浄媒体における9であった。したがって0以上9以下の耐折性数値を示す洗浄
媒体は、図8(a)に示した脆性破壊が発生し、10以上65未満の洗浄媒体は図8(b
)に示した脆性破壊が発生すると分類できる。
また、耐折性最小値が0を示したアクリル2製の洗浄媒体は、きわめて脆く、表5に示
したように長時間の使用に耐えない。一方耐折性最小値が1であるアクリル1製の洗浄媒
体は、表5に示したように長時間洗浄能力を維持することができた。
【0067】
【表5】
【0068】
【表6】
【符号の説明】
【0069】
1 洗浄装置
2 洗浄槽ユニット
3 保持手段
4 洗浄対象物
6 洗浄槽
7 循環気流発生手段としての洗浄媒体加速手段
8 洗浄媒体再生手段
26 洗浄槽
27 洗浄媒体加速手段
28 洗浄媒体再生手段
46 循環気流発生手段
d 膜状の付着物
M 洗浄媒体
【先行技術文献】
【特許文献】
【0070】
【特許文献1】特開2007−144395号公報
【特許文献2】特開2007−029945号公報
【特許文献3】特開2007−330947号公報
【特許文献4】特開2007−245079号公報
【技術分野】
【0001】
本発明は、洗浄対象物に付着した付着物を、水又は溶剤を使用せず固体の洗浄媒体を用
いて除去する洗浄装置に関し、特に膜状の付着物を除去するのに好適な洗浄装置に関する
。
さらに具体的には、例えばはんだ付け工程で発生する膜状に固着したフラックスの洗浄
装置、複写機又はレーザプリンタ等の画像形成装置の部品のリユース・リサイクルにおい
て、感光体ドラムの感光体層、定着ローラの離型層又は固着トナーのような樹脂製の膜を
除去する洗浄装置に関する。
【背景技術】
【0002】
はんだ付け工程では、はんだの濡れ性を上げるためにフラックスと呼ばれる粘性の液体
をスプレーで基板に塗布することが一般的である。フラックスは、はんだの熱でPCB又
はPCBを保持するパレットと呼ばれる治具に熱を用いて固着するため、これを除去する
必要がある。
特に、近年はんだ付け工程において多く使用されるようになったパレットと呼ばれるガ
ラス繊維入りエポキシ樹脂製の治具は、繰り返しはんだ付けに使用されるため、フラック
スが厚く堆積して除去することが困難である。
また、複写機、又はレーザプリンタ等の事務機器メーカーでは、資源循環型の社会実現
のために、使用済みの製品をユーザから回収し、回収後に分解・清掃・再組立して部品と
して再利用するリサイクル活動を積極的に行っている。
特に、画像形成装置の部品のリユースにおいて感光体ドラムの素管を再利用することで
資源を有効利用することが求められている。
【0003】
従来、感光体ドラムは、マテリアルリサイクルして素材としての再利用を行ったり、あ
るいは剥離液、ブラスト処理、又は研磨処理で感光体層の剥離を行ったりして素管として
再使用したりしていた。しかしながら、マテリアルリサイクルでは素管を新たに製造する
必要が生じてしまうため、エネルギー消費や環境負荷が大きく、高コストである点が問題
となっている。
また、剥離液でパレット又は感光体層の剥離を行う場合には、溶け込んだ樹脂が再付着
するため、剥離液は繰り返しの使用に耐えることができない。したがって、再生コストを
低く抑えることは困難である。しかも、塗膜又はフラックスなどの付着物が溶解した溶剤
の処理が塗膜剥離後の剥離液の処理が新たな環境問題を引き起こしかねない。さらに引火
性の高い溶剤を剥離液として使用する場合には安全面にも問題がある。このように、コス
ト及び環境負荷の低減が大きな課題となっている。
一方、ブラスト処理又は研磨処理による洗浄方法の場合、処理後のブラスト材又は砥粒の
洗浄及び乾燥とを行う工程が必要となる。これらの洗浄方法は、廃液の処理及び洗浄後の
乾燥処理のエネルギー消費が大きく、高コストである点が問題となっている。また、処理
後のパレットや素管の変形が生じやすいという問題もあった。
【0004】
この問題を解決するため、本出願人は洗浄媒体を利用した洗浄装置を提案している。こ
の洗浄装置は、可撓性の薄片状の洗浄媒体を用い、洗浄対象物に付着している付着物を洗
浄媒体の衝突により除去することができる。しかしながら、この洗浄装置は、トナー又は
粉塵のような粉体汚れに対して効果はあるが、膜状の付着物に覆われる洗浄対象物に対し
て、十分な洗浄能力を発揮できていなかった。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、膜状の付着物に対して洗浄品質と洗浄効率を高めることができる洗浄装置及
び洗浄方法を提供すること目的とする。
また、複雑な形状の部品であっても、洗浄残しを発生することのない洗浄装置を提供す
ることを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明は、薄片状の洗浄媒体に、付着物にエッジ部で食い
込んで削り取るとともに、適宜に折れることによってエッジの食い込み性を回復させる機
能を付与することとした。
具体的には、請求項1に記載の発明は、複数の薄片状の洗浄媒体を収容する空間を形成
する洗浄槽と、前記洗浄槽内において前記洗浄媒体が洗浄対象物に繰り返し衝突して該洗
浄対象物に付着した付着物を除去するように、前記洗浄媒体を前記洗浄槽内で飛翔させる
循環気流を発生させる循環気流発生手段と、前記洗浄対象物に衝突した前記洗浄媒体に付
着した付着物を吸引及び除去して前記各洗浄媒体を再生する洗浄媒体再生手段と、を有す
る洗浄装置であって、前記洗浄媒体の鉛筆硬度は、前記付着物の鉛筆硬度よりも大きいこ
とを特徴とする。
【0007】
請求項2に記載の発明は、請求項1に記載の洗浄装置において、前記薄片状の洗浄媒体
の耐折性が0以上65未満であることを特徴とする。
請求項3に記載の発明は、請求項2に記載の洗浄装置において、前記複数の洗浄媒体は
、少なくとも一方の面に該洗浄媒体の端部まで通じた溝部を有することを特徴とする。
請求項4に記載の発明は、請求項1乃至3のいずれか1に記載の洗浄装置において、前
記複数の洗浄媒体は、複数の異なる厚さの洗浄媒体から構成されていることを特徴とする
。
請求項5に記載の発明は、請求項1乃至3のいずれか1に記載の洗浄装置において、前
記複数の洗浄媒体は、複数の異なる形状の洗浄媒体から構成されていることを特徴とする
。
請求項6に記載の発明は、請求項1乃至3のいずれか1に記載の洗浄装置において、前
記複数の洗浄媒体は、複数の異なる大きさの洗浄媒体から構成されていることを特徴とす
る。
【0008】
請求項7に記載の発明は、洗浄槽内において循環気流により複数の薄片状の洗浄媒体を
飛翔させ、飛翔する洗浄媒体を洗浄対象物に繰り返し衝突させて該洗浄対象物に付着した
付着物を除去するとともに、前記洗浄対象物に衝突した前記洗浄媒体に付着した付着物を
吸引及び除去して前記各洗浄媒体を再生する洗浄方法であって、前記洗浄媒体として、前
記付着物よりも鉛筆硬度が大きいものを用いることを特徴とする。
請求項8に記載の発明は、請求項7に記載の洗浄方法において、前記薄片状の洗浄媒体
として、耐折性が0以上65未満のものを用いることを特徴とする。
請求項9に記載の発明は、洗浄媒体が洗浄対象物に繰り返し衝突して前記洗浄対象物に
付着した付着物を除去するように、前記洗浄媒体を洗浄槽内で飛翔させ、前記洗浄対象物
に衝突した前記洗浄媒体に付着する付着物を吸引及び除去して前記各洗浄媒体を再生する
洗浄装置に用いられる洗浄媒体であって、鉛筆硬度が前記付着物の鉛筆硬度よりも大きい
ことを特徴とする。
請求項10に記載の発明は、請求項9に記載の洗浄媒体において、耐折性が0以上65
未満であることを特徴とする。
【発明の効果】
【0009】
本発明によれば、洗浄媒体が膜状の付着物より鉛筆硬度が大きいため、洗浄対象物に付
着した膜状の付着物の除去、及び洗浄媒体の清浄度を高め洗浄品質を高めることができる
。また、本発明によれば、複雑な形状の部品に対する洗浄能力を高めることができる。
さらに、本発明によれば、洗浄媒体の耐折性を0以上65未満とすることによって、洗
浄媒体が洗浄対象物に繰り返し衝突することで発生するバリが洗浄媒体に残留しなくなる
。この結果、洗浄媒体のエッジが常に維持されることで洗浄能力を維持することができる
。
さらに、洗浄媒体の耐折性が10未満の場合、洗浄媒体はバリが発生する前に中央から
折れることで新しいエッジを生じさせる。これにより、洗浄媒体のエッジが維持され、洗
浄能力を維持することができる。洗浄媒体のエッジが維持されることにより洗浄媒体衝突
時の食い込み量が低下しないため、洗浄媒体の膜状の付着物を除去する能力が径時劣化し
ないという効果がある。
【図面の簡単な説明】
【0010】
【図1】本発明の洗浄装置の機構構成を示す図である。
【図2】洗浄槽ユニット周辺の部分拡大断面図である。
【図3】保持手段の詳細を説明するための斜視図である。
【図4】滑り接触による付着物除去の様子を説明する模式図である。
【図5】図4の部分拡大図である。
【図6】条件の異なる衝突の場合を示す図である。
【図7】塑性変形しやすい洗浄媒体の経時的変化を示す図である。
【図8】洗浄媒体の機械的物性を説明するための図である。
【図9】洗浄媒体の変形実施形態を説明するための図である。
【図10】洗浄媒体の変形実施形態を説明するための図である。
【図11】洗浄媒体の変形実施形態を説明するための図である。
【図12】洗浄媒体の変形実施形態を説明するための図である。
【図13】洗浄媒体の変形実施形態を説明するための図である。
【図14】洗浄媒体の変形実施形態を説明するための図である。
【図15】洗浄媒体の変形実施形態を説明するための図である。
【図16】洗浄媒体の変形実施形態を説明するための図である。
【図17】洗浄媒体の変形実施形態を説明するための図である。
【図18】洗浄媒体の変形実施形態を説明するための図である。
【図19】洗浄媒体の変形実施形態を説明するための図である。
【図20】洗浄媒体の変形実施形態を説明するための図である。
【図21】本発明の他の実施形態を示す洗浄装置の機構構成図である。
【図22】本実施形態の作用を説明するための図である。
【図23】循環気流発生手段の詳細を説明するための図である。
【図24】洗浄媒体再生手段の詳細を説明するための図である。
【図25】本実施形態の制御系統を説明するための図である。
【図26】配管系統図である。
【図27】本実施形態の動作のタイムチャートである。
【図28】洗浄媒体の初期状態から飛翔開始までの状態を説明するための図である。
【図29】洗浄媒体の初期状態から飛翔開始までの状態を説明するための図である。
【図30】本実施形態における洗浄動作を説明するための図である。
【図31】本発明の変形実施形態を説明するための図である。
【図32】各洗浄媒体の機械的物性の分布を示す図である。
【発明を実施するための形態】
【0011】
以下、本発明の実施形態を図を参照して説明する。
図1は、本実施形態に係る洗浄装置の構成を示す図である。図1(a)は洗浄装置の正
面断面図、図1(b)は図1(a)のA−A線での断面図、図1(c)は洗浄装置の上面
図である。
図1(a)乃至(c)において符号1は洗浄装置、2は洗浄槽ユニット、3は保持手段
、4は洗浄対象物、6は洗浄槽、7は洗浄媒体加速手段、8は洗浄媒体再生手段、9は洗
浄槽本体、10は分離手段、Mは洗浄媒体をそれぞれ示している。
洗浄装置1は、保持手段3で保持された洗浄対象物4に付着する付着物を気流により飛
翔する洗浄媒体Mを衝突させることで除去するものである。
洗浄槽ユニット2は、洗浄槽6、洗浄媒体加速手段7及び洗浄媒体再生段8を有する。
洗浄槽6は、洗浄槽本体9と分離手段10を有する。洗浄槽本体9は、両側が封止され
た半円筒形、長方形、又は角錐形状のいずれかの形状で形成され、上部に開口部を有して
いる。分離手段10は、気体と除去された付着物とを通過させることができるが、洗浄媒
体Mが通り抜けることのできない小孔又はスリットを多数有している。
分離手段10は、例えば、金網、プラスチック網、メッシュ、パンチメタル又はスリッ
ト板等の多孔性部材であり、洗浄媒体Mが滞留しない滑らかな形状(例えば、半円筒形)
に形成され、洗浄槽本体9の内部に洗浄槽本体9の内面と一定間隔を隔てて設けられてい
る。
【0012】
循環気流発生手段としての洗浄媒体加速手段7は、洗浄媒体加速ノズル11、及び圧縮
空気供給装置12等を有する。洗浄媒体加速ノズル11は、複数の噴出口を有する。圧縮
空気供給装置は、コンプレッサーからなる。洗浄媒体加速ノズル11は、複数の噴出口を
洗浄槽本体9の底面中心に沿って直線状に配置されており、洗浄槽本体9と分離手段10
とを貫通する形で設けられている。圧縮空気供給装置12は、制御弁13を有する送気管
14を介して洗浄媒体加速ノズル11に圧縮空気を供給する。そして、圧縮空気供給装置
は供給された圧縮空気を噴射させ、洗浄媒体Mを飛翔させる。
【0013】
図2は、洗浄槽ユニット周辺の部分拡大断面図で、図1(a)の紙面厚み方向奥側から
見た右半分を示している。図2(a)は、図1に示した実施形態の拡大図、図2(b)は
他の実施形態の拡大図である。
図1に示すように、洗浄媒体再生手段8は、洗浄槽本体9、吸引ダクト15、吸引装置
16、及び洗浄媒体減速手段17を有する。吸引ダクト15は、洗浄槽本体9と分離手段
10との間隙として形成されている。
吸引装置16は、吸引管18を介して洗浄槽本体9内の空気を吸引し、分離手段10を
介して吸引ダクト15に吸引される空気又は除去された膜状の付着物を吸引する。
この吸引装置16は、洗浄媒体加速ノズル11から噴射される圧縮空気の流量に比べて
十分な流量を吸引し、洗浄槽本体9内を負圧にするだけの性能を有している。なお、図2
(b)の部分拡大断面図に示されるように、分離手段10は、洗浄槽6内面の一部に設け
られる開口に固定され、外部に独立した吸引ダクト15を設けても良い。
洗浄媒体減速手段17は一定の長さを有している。凹形状に形成された層流形成部19
が洗浄槽本体9の両側に設けられる。この層流形成部19の水平な上面の角部には厚さが
約5mmの角柱形状のリニアガイド20を有する。
このリニアガイド20は、表面が滑らかな材質であるフッ素樹脂で形成され、保持手段
3を保持する。さらにリニアガイド20は、層流形成部19の平行な側面ガイド21とと
もに保持手段3の移動を案内する。このリニアガイド20で形成される層流形成部19の
水平な上面と保持手段3との間隙22は洗浄媒体Mが挟まらない大きさに設定されている
。リニアガイド20は、流入する気流が十分高速になる大きさであれば良く、洗浄媒体M
のサイズに応じて適切な条件を選択すればよい。
【0014】
保持手段3は、洗浄対象物4の長さより長い板形状であり、中央部に洗浄対象物4の形
状に合わせた凹形状の洗浄対象物保持部23を有する。洗浄対象物保持部23は、ウレタ
ンゴム又は発泡樹脂などの弾性のある部材で構成されており、洗浄対象物4を固定する。
この洗浄対象物保持部23に保持される洗浄対象物4の洗浄対象面が平面の場合、洗浄対
象面は保持手段3の洗浄対象物保持部23以外の平面と同じ高さに位置するように洗浄対
象物保持部23に埋め込まれて固定される。なお、洗浄対象物保持部23は、気流が漏れ
ず、洗浄媒体Mが詰まってしまうような間隙が存在しないように洗浄対象物4を保持する
構成であればどのように保持しても良い。
この保持手段3は、例えば、直動モータ、エアシリンダ、又はワイヤー駆動手段等の図
示しない駆動手段に着脱自在となっており、制御装置からの制御信号により駆動手段を駆
動して洗浄槽ユニット2の動作と並行して層流形成部19に沿って移動する。この洗浄装
置1で洗浄対象物4に付着している付着物を除去する動作を説明する。
【0015】
図3は、保持手段3の詳細を説明するための斜視図である。図3(a)は洗浄対象物の
取り付け方及び保持手段の洗浄槽ユニットへの取り付け方を説明する図、図3(b)は保
持手段3の移動を説明する図である。
まず、洗浄槽6に適量(実験により求められる最適な数)の洗浄媒体Mを投入する。そ
して、図3(a)に示されるようにに、洗浄対象物4を保持手段3の洗浄対象物保持部2
3に保持し、洗浄対象物4を洗浄槽ユニット2側に向きを変えて保持手段3を洗浄槽ユニ
ット2に載置する。不図示の駆動手段に洗浄対象物4が保持された保持手段3を連結させ
て、図3(b)に示すように、洗浄対象物4を洗浄槽6の上に移動させる。
この状態で図示しない制御装置を稼働させると、制御装置は、まず吸引装置16を駆動
させて洗浄槽6内の空気を吸引する。吸引装置16によって洗浄槽6内の空気が吸引され
ることで、洗浄槽6内では外気との差圧が生じる。リニアガイド20により形成された層
流形成部19と保持手段3との間の間隙22が流路となり、洗浄槽6内に向かう気流が発
生する。この気流は層流形成部19の平坦な面を通過して層流化され、外気を洗浄槽6内
に流入させる。
次に制御装置は、圧縮空気供給装置12を駆動し制御弁13を開くことで洗浄媒体加速
ノズル11に圧縮空気を供給して洗浄媒体加速ノズル11から洗浄槽6内に垂直上方向の
気流を発生させる。
【0016】
洗浄媒体加速ノズル11により発生される循環気流(乱気流を含む)により、図2に示
されるように、洗浄槽6内で洗浄媒体Mが飛翔して洗浄対象物4に衝突することで洗浄対
象物4表面に付着している付着物を効率良く除去する。洗浄対象物4に衝突した洗浄媒体
Mは気流の流れと重力とによって洗浄槽6の底部に向かって落下し、洗浄媒体Mは分離手
段10上を吸引されながら洗浄媒体加速ノズル11の近傍に滑り落ちる。
このとき、洗浄媒体Mに付着した付着物は分離手段10を介して洗浄媒体Mと分離され
、分離手段10で分離した付着物は吸気ダクト15と吸引管18とを通って吸引装置16
により回収される。また、洗浄媒体加速ノズル11の近傍に落下した洗浄媒体Mは、再び
洗浄媒体加速ノズル11により噴射する気流によって垂直上方向に飛翔する。この動作を
繰り返すことにより、洗浄対象物4の表面に付着した付着物が除去される。
【0017】
洗浄媒体Mは、気流により飛翔可能なものであり、実際には、洗浄対象物4の特性(形
状又は材質など)や洗浄対象物4に付着している膜状の付着物の特性(鉛筆硬度や付着の
強さ)に応じて、洗浄媒体Mの材質、重さ、大きさ、形状のいずれかを少なくとも選択し
、必要な気流の速度、流量を決めることになる。
【0018】
<薄片状の媒体の作用・効果>
1.気流への追従性(→高速飛翔と複雑な運動)
1−1.薄片状の洗浄媒体Mは、投影面積が大きい方向に気流の力が作用した場合、空気
抵抗力に対する質量が非常に小さいため、気流によって容易に加速されて飛翔する。
1−2.薄片状の洗浄媒体Mは、投影面積が小さい方向には空気抵抗が小さく、その方向
へ飛翔した場合、高速運動が長距離維持される。なお、本発明で使用される薄片状の洗浄
媒体とは、20μ以上200μ以下の厚みをそなえ、面積100mm2以下のものである
。
洗浄媒体Mの速度の大きい方が洗浄媒体Mの持つエネルギーが大きく、洗浄対象物4に
接触したときに作用する力が大きくなるため、洗浄品質が高い。
また、洗浄媒体Mの速度の大きい方が洗浄槽6の中で繰り返して循環する回数が多くな
り、洗浄対象物4に衝突する頻度が増すため、洗浄効率が高い。
1−3.薄片状の洗浄媒体Mは、姿勢によって空気抵抗が大きく変化するため、気流に沿
って動くだけでなく、急に方向を変えるなど複雑な運動をするので、比較的複雑な形状の
洗浄対象物4の洗浄にも高い洗浄能力が得られる。
1−4.気流の作用によって洗浄対象物4の周囲には、図1に示されるような乱気流が発
生する。洗浄媒体加速ノズル11からの噴射気流自体も乱気流となるが、層流形成部19
からの層流が合流することでさらに乱れ、洗浄対象物4に対する洗浄媒体Mの衝突のラン
ダム性が増大する。
この観点から、洗浄媒体減速手段17は、洗浄媒体加速手段7による洗浄媒体Mの洗浄
対象物4へのランダムな衝突をアシストするものである。
質量に比して空気抵抗を受けやすい薄片状の洗浄媒体Mは乱気流への追従性が高く複雑
な運動をする。
また、乱気流の渦によって洗浄媒体が自転しながら回転し、洗浄対象物4に繰返し接触
するので、比較的複雑な形状の対象であっても洗浄効率が高い。
【0019】
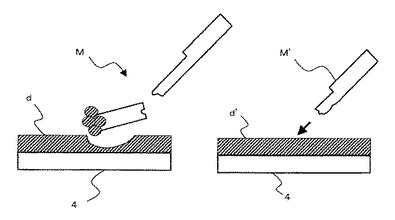
図4は、滑り接触による膜状の付着物を除去する様子を説明する模式図である。図4に
おいて符号dは膜状の付着物、Cは洗浄媒体の移動方向をそれぞれ示している。
洗浄媒体Mはその辺縁が、高速移動中に洗浄対象物4に衝突すると、膜状の付着物dを
削り取る。削り取られた付着物d’は、図4(b)に示すように、洗浄媒体Mに付着して
飛び去り、他の洗浄媒体M又は分離手段10等に衝突することによって、洗浄媒体Mから
付着物d’が引き離される。以下にさらに詳しく説明する。
【0020】
図5は、図4の部分拡大図である。図5(a)は、洗浄媒体Mが洗浄対象物4に衝突開
始時点、図5(b)は洗浄媒体Mの滑りの途中をそれぞれ示す。図6は、洗浄媒体Mと洗
浄対象物4との条件が異なる場合の衝突に関する図である。
【0021】
2.接触・衝突時の挙動(エッジ作用、滑り接触)
2−1.膜状の付着物よりも鉛筆硬度が大きい薄片状の洗浄媒体Mの端部が衝突した場
合、鉛筆硬度がより小さい膜状の付着物の方が凹みや傷がつきやすく、かつ接触力が洗浄
媒体Mの端部に集中するため、質量が小さいにもかかわらず膜状の付着物に食い込む事が
できる。
ここで鉛筆硬度とは、JIS K− 5600−5−4に準拠した手法で計測したもの
であり、評価した薄片状の洗浄媒体Mに傷、へこみが付かない最も硬い鉛筆の芯番のこと
を意味する。
2−2.図5(a)のように、洗浄媒体Mの接触又は衝突が斜め衝突である場合は、図
5(b)に示すように滑り接触により付着物dに対して接触面に平行な力を作用させやす
い。そのため、膜状の付着物を削り取ることができる。また、膜状の付着物と洗浄対象物
との間の付着力が弱い場合には、滑り接触により接触面に平行な力が作用することで、付
着界面でのズレを生じさせ剥離を促進する作用もある。そのため、一度の衝突で広い面積
の膜状の付着物dを除去でき洗浄効率が高い。
2−3.膜状の付着物と洗浄対象物との界面に隙間があった場合、前記隙間に洗浄媒体
Mが入り込めば、図6に示されるように、くさびの作用をして膜状の付着物を容易に剥離
して除去することができる。
2−4.薄片状の洗浄媒体Mは、吸引装置16で吸引されて分離手段10に衝突した際
、振動したりすることで洗浄媒体Mに付着した膜状の付着物dが分離されやすい。
したがって、洗浄媒体Mの清浄度が保たれ、膜状の付着物dの洗浄対象物4に対しての
再付着を抑えることができるので洗浄品質が高い。
【0022】
薄片状の洗浄媒体Mについて、さらなる利点を説明する。
洗浄媒体Mを薄片状とすることで、洗浄媒体Mとして使用する材料の使用量が少量で済
ませることができ、洗浄工程の環境負荷とランニングコストとを低くすることができる。
これらは、従来のブラストショット材又はバレル研磨用のメディア材にはない画期的な
特徴である。
本発明で開示する洗浄装置は、特に薄片状の洗浄媒体Mを気流によって循環させて洗浄
するのに適した構成となっている。
このように薄片状の洗浄媒体Mは、複雑な形状の部品に対して洗浄品質及び洗浄効率が
高い理由であると考えられる。
【0023】
この飛翔する洗浄媒体洗Mにより洗浄対象物4を洗浄しているとき、前述のように洗浄
槽6は負圧になっているため、層流形成部19と保持手段3との間隙22からは層流され
た強い気流が流れ込んでくる。したがって、間隙22に入り込もうとする洗浄媒体Mは押
し戻されて洗浄槽6外には排出されないで済む。また、洗浄媒体Mがわずかに間隙22に
入り込んだ場合、間隙22による流路は洗浄媒体Mの飛翔速度を減衰させるに十分な距離
があるため、洗浄媒体Mは洗浄装置1外に漏れずに減速されて最終的には洗浄槽6内に引
き戻される。
【0024】
この洗浄媒体Mを洗浄媒体加速ノズル11により飛翔させて、洗浄対象物4を洗浄する
とき、制御弁13が間欠駆動することで洗浄媒体加速ノズル11からの気流の噴射と停止
とを繰り返す。気流が噴射と停止とを繰り返すことにより、洗浄槽6の内外の差圧が大き
くなるタイミングが発生し、より確実に洗浄媒体Mを洗浄槽6内に引き戻す力を得ること
ができる。
【0025】
制御装置は、制御弁13の間欠駆動と並行して、保持手段3を洗浄槽ユニット2の層流
形成部19の側面ガイド21とリニアガイド20とに沿って洗浄槽6の前後に往復移動さ
せて洗浄対象物4の全面を洗浄する。この保持手段3を少なくとも1往復させた後に、制
御装置は圧縮空気供給装置12と吸引装置16との駆動を停止して一連の洗浄動作を完了
させる。
【0026】
本発明においては、脆性とは「物体が外力による変形を起こさないうちに、またはわず
かに変形しただけで破壊されてしまう性質」を意味している。
具体的には、薄片状の洗浄媒体Mにおいて耐折性が0以上65未満のものである。ここ
で耐折性とは、JIS P8115に準拠して計測したものであり、R=0.38mmに
135度曲げを繰り返し破損にいたるまでの往復回数を意味する。
一方、延性とは「物体が、その弾性限界を超えた張力を受けても破壊されずに、引き延
ばされる性質」を意味している。
【0027】
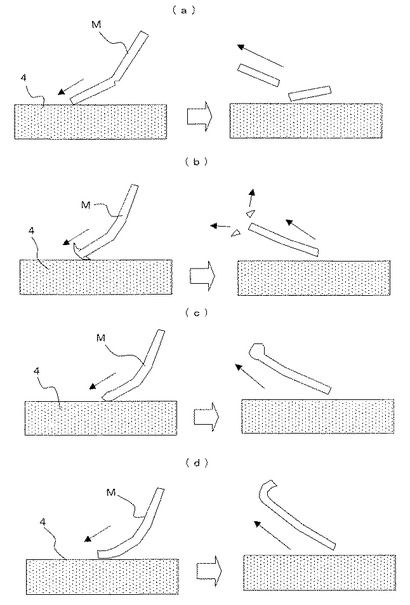
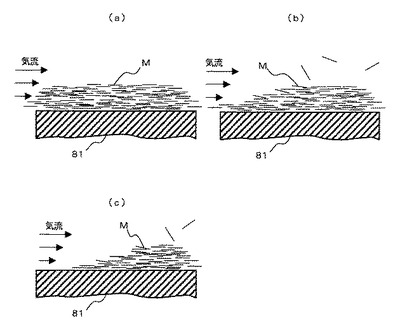
図7は、塑性変形しやすい洗浄媒体の経時的形状変化を示す図である。
洗浄媒体を繰り返して使用する場合、洗浄対象物への衝突によりエッジへの衝撃と洗浄
媒体全体のたわみが繰り返されてダメージが蓄積される。洗浄媒体の変形や破壊が進行す
るが、最終的には塑性変形、延性破壊、脆性破壊のいずれかの状態となる。
図8は、薄片状の洗浄媒体の衝突時のパターンを示す模式図である。
塑性変形し易い洗浄媒体の場合、図8(c)で示されるように洗浄媒体の端部の変形が
大きくなり、接触面積の増大や衝撃力の緩和が起こる。この結果、衝突時の端部における
接触力が分散されてしまい、洗浄能力が低下してしまう。そのため膜状の付着物に対する
食い込み量が低下し、洗浄装置の洗浄効率が低下してしまう。
延性破壊する洗浄媒体の場合も、図8(d)で示されるように洗浄媒体の破面端部の塑
性変形が大きくなり、接触面積の増大や衝撃力の緩和が起こる。この結果、衝突時の端部
における接触力が分散されてしまい、洗浄能力が低下してしまう。そのため、膜状の付着
物に対する食い込み量が低下し、洗浄装置の洗浄効率が低下してしまう。
これに対し、脆性破壊する洗浄媒体では洗浄媒体の破面端部の塑性変形が小さいため、
端部における接触力の分散が生じにくい。
また、洗浄媒体の端部に膜状の付着物が付着しても脆性破壊を繰り返すことにより、新
たな端部を形成し続けることが可能であり洗浄効率が低下することはない。
【0028】
脆性材料としては、例えばガラス片、セラミック片、アクリル樹脂、ポリスチレン、又
はポリ乳酸等の樹脂フィルム片等が挙げられる。
洗浄媒体に折り曲げられる力が繰り返し加わることで洗浄媒体が破壊される。本発明で
は、洗浄媒体が脆性であるか否かを耐折性によって定義している。
耐折性65未満の脆性材料である洗浄媒体を用いると、洗浄媒体が繰り返し衝突するこ
とによって発生するバリが洗浄媒体に残留せずに折れて分離されて排出される(図8(b
)参照)。バリが残留しないため洗浄媒体のエッジが維持される。
さらに、洗浄媒体が耐折性10未満の脆性材料である場合、洗浄媒体はバリが発生する
前に中央から折れて新しいエッジを生じさせる(図8(a)参照)。
これにより、洗浄媒体のエッジが維持される効果がある。洗浄媒体のエッジが維持され
ることにより洗浄媒体の衝突時の食い込み量が低下しないため、洗浄媒体の固着膜除去能
力が径時劣化しないという効果がある。
【0029】
ここで洗浄媒体の薄片状とは20μ以上200μ以下の厚みをそなえ、面積100mm
2以下のものと定義する。
鉛筆硬度とはJIS K−5600−5−4に準拠した手法で計測したものであって、
評価した薄片状の洗浄媒体に傷、へこみが付かない最も硬い鉛筆の芯番のことを意味する
。
また、耐折性とは、JIS P8115に準拠して計測したものであり、薄片状の洗浄
媒体をR=0.38mmで135度に曲げる動作を繰り返し、破損にいたるまでの往復回
数を意味する。
【0030】
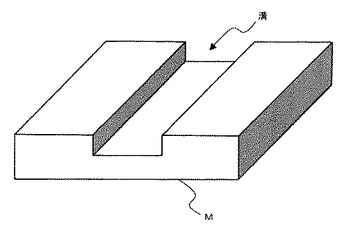
図9は、洗浄媒体の変形例を示す図である。図10乃至図20も同様に洗浄媒体の変形
例を示す図である。
図9に示されるように、洗浄媒体の少なくとも一方の面に洗浄媒体の端部まで通じた断
面が矩形状の溝部を有する。
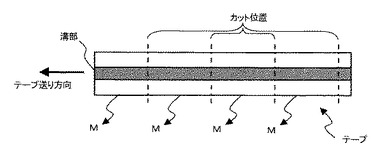
洗浄媒体の作製方法としては、図10に示されるように、溝が形成されているテープを
電子テープカッター等によりカットして複数の洗浄媒体Mを作製する方法が挙げられる。
テープの溝部が折り取り線の役割を果たし、衝突時の応力が集中し易い。そのため、洗
浄対象物への衝突を繰り返した場合に、脆性破壊し易い箇所となる。図11に示されるよ
うに、付着物が洗浄媒体端部に静電付着等で蓄積したとしても、溝部における脆性破壊に
より洗浄媒体には新たな端部が生成される。なお、洗浄媒体の破面端部の塑性変形が小さ
いため、端部における接触力の分散は生じにくい。
図12は両面に溝部を有する洗浄媒体の斜視図で、図13はその側面図である。
図14乃至図19における洗浄媒体の溝部は断面が矩形状ではないが、本発明ではこれ
らの凹部も溝として扱っている。
【0031】
他の実施形態として、洗浄媒体を、厚さが異なる複数の洗浄媒体で構成してもよい。膜
状の付着物と洗浄対象物の界面に隙間がある場合、前記隙間に薄い洗浄媒体の端部が侵入
すれば、洗浄媒体が滑り接触により、くさびの作用をして膜状の付着物を容易に剥離して
除去することができる。これにより厚くて剛直な洗浄媒体による削り取り作用と合わせ、
洗浄効率をより一層高めることができる。
【0032】
さらに、他の実施形態として、洗浄媒体を、形状が異なる複数の洗浄媒体で構成しても
よい。これにより、洗浄対象物の形状に対する追従性を高めることができる。
例えば、洗浄媒体の面形状には様々な形状があり、円板状、三角形状、方形状、星形状
のいずれかの形状であっても良く、またそれらが混在した洗浄媒体であっても良い。
様々な形状の洗浄媒体によって洗浄対象物に対する洗浄能力が異なるため、複数の異な
る形状の洗浄媒体が混在していた方が総合的な洗浄能力は高まる。
具体的には、洗浄媒体の面形状が方形の場合、直線的なエッジが長く取れ、且つ製造が
容易である。三角形又は星形は鋭角の先端部が洗浄対象物の凹部等のコーナー部に入りや
すく、洗浄残しが少なくなる。
洗浄媒体が円板状である場合は、洗浄媒体が常に同じ姿勢で衝突するため洗浄能力のバ
ラツキが小さいというメリットがある。
さらに他の実施形態として、洗浄媒体の大きさを異ならせたものを混合して用いてもよ
い。この場合にも前述と同様に洗浄対象物の形状に対する追従性を高めることができる。
当然ながら、大きさと形状を共に異ならせればなお洗浄効果が大きくなる。
【0033】
図21は、本発明の別の実施形態を示す洗浄装置100の機構構成を示す図である。
図21に示されるように、洗浄装置100は、洗浄対象物4に付着した膜状の付着物d
を気流により流動する洗浄媒体Mにより除去するものである。洗浄装置100は、洗浄槽
26、循環気流発生手段46、洗浄媒体加速手段27、及び洗浄媒体再生手段28を有す
る。
本実施形態では、洗浄槽26内に洗浄対象物4を収容して洗浄することにより、洗浄媒
体再生手段28による膜状の付着物dの吸引効率を高めている。
また、洗浄媒体Mの衝突によって洗浄対象物4から除去された膜状の付着物d、及び/
又は繰り返し洗浄を行うことで生じる洗浄媒体Mの破片は、循環気流発生手段46と洗浄
媒体加速手段27とからの気流で周囲に飛散することを防止することができる。
【0034】
図22は、本実施形態の作用を説明するための図である。
図22(a)に示される洗浄槽26は、直方体状の中空体で形成され、上面に洗浄対象
物4を投入する洗浄対象物投入口29を有する。洗浄槽26の底部は開口しており、洗浄
対象物投入口29に開閉自在な蓋30が設けられている。洗浄槽26底部の開口部には、
洗浄媒体再生手段28が設けられている。この洗浄槽26の一方の側面の内壁面には、循
環気流発生手段46が設けられている。循環気流発生手段46は、洗浄槽26の内壁面に
沿って循環気流の循環経路を形成している。
図22(b)に示されるように、この循環経路を形成する内壁面の角部は、一定角度θ
1とθ2で連接している。このように循環経路を形成させたのは、循環気流を効率よく循
環させるためである。
ただし、θ1+θ2は幾何学的理由により、270°になる。この両方の角度を等しく
すればθ1=θ2=135°となるが、両者は必ずしも等しくなくてかまわない。本発明
者の実験によれば、一方のθを120°〜150°に設定することで、循環気流に与える
抵抗を小さくして循環気流を洗浄槽26内で循環させることができる。
【0035】
図23は、循環気流発生手段の詳細を示す図である。
循環気流発生手段46は、吸引部62と吐出部64とを有する。吸引部62は、洗浄媒
体Mが通過するため大口径の吸引口61を有している。吐出部64は、吸引部62の出口
側の外周部に設けられた圧縮空気供給口63を有している。
圧縮空気供給口63から供給されて、吐出部64の吐出口65に向けて生じる空気流に
よって吸引部62から空気流を吸い込む。吐出部64は、圧縮空気供給口63から供給さ
れた圧縮空気量の数倍〜10倍の空気量を吐出口65から吐出させる。
このような循環気流発生手段46を使用することにより、一般的なエアブローノズルを
用いる場合に比べて圧縮空気の消費量を減らすことができ、少ないエネルギーで洗浄媒体
Mを循環させることができる。なお、圧縮空気供給口63から供給される圧縮空気の代わ
りに窒素ガス、二酸化炭素ガス、アルゴンガス等の不活性ガスなど各種気体を用いても良
いが、本実施例では圧縮空気を使用した場合について説明する。
循環気流発生手段46は、洗浄槽26の循環気流の循環経路を形成する一方の側壁の底
部近傍に吸引口61を鉛直方向に対して上向きに配置される。一方、吐出口65は、鉛直
方向に対して下向きに配置される。
【0036】
洗浄媒体加速手段27は、循環気流の循環経路を形成する内壁面と直交する表面にアレ
イ状の複数の加速ノズル71aを有する。また、加速ノズル71aが設けられた壁面と対
向する裏面にアレイ状の複数の加速ノズル71bを有する。各加速ノズル71(加速ノズ
ル71a及び加速ノズル71b)は、コンプレッサー又は圧力タンク等の圧縮空気源から
供給される圧縮空気を洗浄槽26内に噴出させ、圧縮空気によって飛翔した洗浄媒体Mを
洗浄対象物4に衝突させる。加速ノズル71a,71bは、循環気流発生手段46と同様
な噴出ノズルを使用することも可能である。
洗浄媒体加速手段27は、循環気流発生手段46による洗浄媒体Mの洗浄対象物4への
ランダムな衝突をアシストするものである。
【0037】
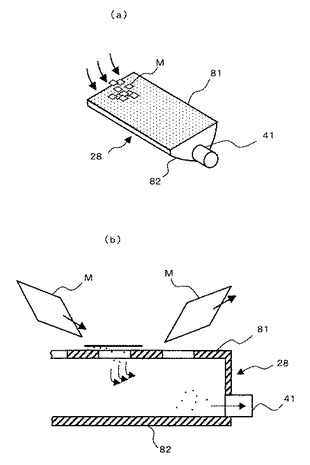
図24は、洗浄媒体再生手段の詳細を示す図である。図23(a)は外観斜視図を示し
、図24(b)は側断面図を示している。
図24(a)に示されるように、洗浄槽26の底部内壁に配置される洗浄媒体再生手段
26は、分離部材81とフード82とで閉空間を形成している。分離部材81とフード8
2とによって形成された閉空間にホース等の吸引管41が接続される。
吸引管41のフード82に接続される方向と反対方向に、図示しない負圧発生源を有す
る集塵装置が接続され、この集塵装置によってフード82の内部は負圧の状態が作られる
。分離部材81は、気体又は粉体を通過させることができるが、洗浄媒体Mが通り抜けら
れない小孔又はスリット83を多数有する。例えば、分離部材81は、金網、プラスチッ
ク網、メッシュ、パンチメタル板、又はスリット板等の多孔性部材で形成される。洗浄媒
体再生手段26は、洗浄対象物4から分離された膜状の付着物、洗浄対象物4に衝突して
磨耗又は欠けが生じた洗浄媒体、又は長期使用により弾力性が劣化した洗浄媒体を分離部
材81を介して外部に排出する。
【0038】
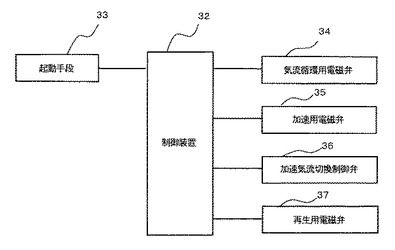
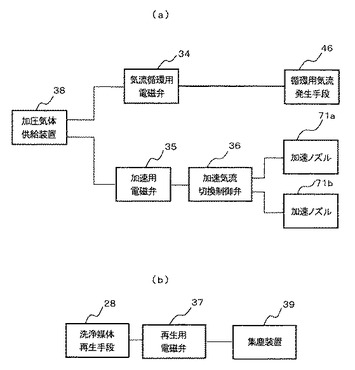
図25は、本実施例の洗浄装置100における制御系統を示す図である。図26は、洗
浄装置100の配管系統図である。図26(a)は気流生成関係、図26(b)は洗浄媒
体再生手段関係をそれぞれ示す図である。
図25、図26(a)及び図26(b)に示されるように、洗浄装置100の制御装置
32は、気流循環用電磁弁34、加速用電磁弁35、加速気流切替制御弁36、及び再生
用電磁弁37を有する。気流循環用電磁弁34は、加圧気体供給装置38から循環気流発
生手段46に圧縮空気を供給する送気管の導通と非導通とを行う。加速用電磁弁35は、
洗浄媒体加速手段27に圧縮空気を供給される送気管の導通と非導通とを行う。加速気流
切替制御弁36は、洗浄媒体加速手段27の両壁面に設けられた加速ノズル71に供給さ
れる圧縮空気の方向を切り替える。再生用電磁弁37は、洗浄媒体再生手段28と集塵装
置39とを連結した吸引管41の導通と非導通とを行う。これらはそれぞれが接続されて
おり、起動手段33からの駆動信号により各電磁弁の動作を制御する。
【0039】
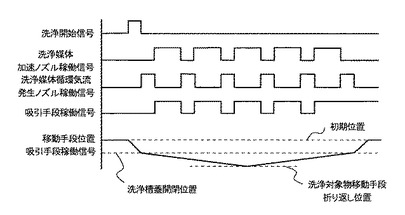
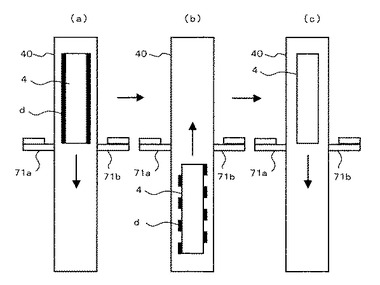
図27は、本発明の洗浄動作のタイムチャートを示している。図28は、洗浄媒体の初
期状態から飛翔開始までの状態を示す図である。図21に示される洗浄装置100におい
て、本発明の洗浄動作を図27のタイムチャートをもとに説明する。
洗浄槽26に薄片状の洗浄媒体Mを投入する。洗浄媒体Mを洗浄媒体再生手段28の上
に積み上げられた状態で、保持手段3に保持された洗浄対象物4を移動手段40で洗浄槽
26の洗浄対象物投入口29から投入して初期位置に位置決めする。そして、洗浄対象物
投入口29を蓋30で閉じ、洗浄槽26を密閉する。この状態で起動手段33を操作して
制御装置32に洗浄開始信号が入力される。制御装置32は、気流循環用電磁弁34を開
け、コンプレッサー等の加圧気体供給装置38から循環気流発生手段46に圧縮空気を供
給する。循環気流発生手段46は、洗浄槽26の内壁面の循環経路に沿って流れる循環気
流を発生させる。
【0040】
図28(a)に示されるように、循環気流が洗浄媒体再生手段28の上を流れ、洗浄媒
体再生手段28の上に積み上げられた薄片状の洗浄媒体Mに横方向から気流が作用する。
図28(b)及び図28(c)に示されるように、洗浄媒体再生手段28に堆積された洗
浄媒体Mの上層部から徐々に堆積を崩しながら、洗浄槽6の長手方向に沿って洗浄媒体M
を運搬して飛翔させる。洗浄媒体Mを飛翔させる循環気流は、循環気流発生手段46によ
って洗浄槽26内に直接噴出されるため、洗浄媒体再生手段28の上に堆積した洗浄媒体
Mに大きな衝撃力を与えることができる。その結果、洗浄媒体再生手段28の堆積した洗
浄媒体Mを循環気流によって確実に飛翔させることができる。
【0041】
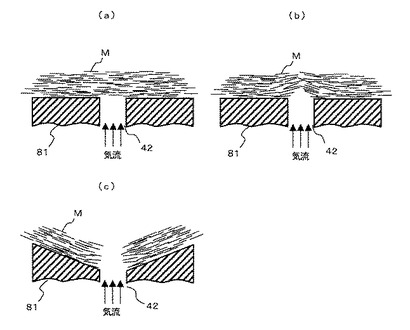
図29は洗浄媒体の初期状態から飛翔開始までの状態を説明するための図である。図2
9(a)は洗浄媒体の初期状態、図29(b)、及び図29(c)は洗浄媒体の飛翔開始
の状態をそれぞれ示している。
図29(a)に示されるように、分離部材81に堆積した薄片状の洗浄媒体Mに対し、
洗浄媒体Mの堆積方向と垂直な気流をノズル42から作用させる場合、分離部材81に堆
積している全ての洗浄媒体Mを持ち上げるだけの圧縮空気のエネルギーが必要になる。ま
た、図29(b)に示されるように、分離部材81に堆積している洗浄媒体Mの量が多け
れば多いほど、洗浄媒体<動かしにくくなることはいうまでもない。また、気流を噴出す
るノズル42の真上の洗浄媒体Mを動かすことはできても、分離部材81に堆積した薄片
状の洗浄媒体Mの流動性は悪いため、図29(c)に示されるように、ノズル42の周囲
にすり鉢状の傾斜があっても、ノズル42の周囲の洗浄媒体Mは崩れずにそのまま残って
しまう。
したがって、分離部材81に堆積した全ての洗浄媒体Mを飛翔させることが困難であっ
た。
【0042】
これに対して、洗浄槽26の内壁面の循環経路に沿って流れる循環気流を循環気流発生
手段46により発生させ、分離部材81に堆積した洗浄媒体Mの横方向から気流を作用さ
せる。
このように気流を発生させることで、少ないエネルギーで堆積した洗浄媒体Mを確実に
飛翔させることができ、循環気流発生手段46に供給する圧縮空気量の消費量を低減する
ことができる。また、洗浄媒体Mを気流によって搬送するとき、ダクト又はホースを用い
る場合には洗浄媒体Mがダクトやホースに詰まることがある。しかしながら、洗浄槽26
の壁面に沿って循環気流が発生するように循環経路を形成しているため、洗浄媒体Mが循
環経路で詰まることなく洗浄槽26内に洗浄媒体Mを飛翔させることができる。
【0043】
また、循環気流を発生する循環気流発生手段46は、洗浄槽26の循環気流の循環経路
を形成する一方の側壁の底部近傍に吸引口61を上にして吐出口65を下にして配置され
ている。このように配置することで、吐出口65から離れた位置であっても洗浄槽26の
底部の分離部材81に堆積した洗浄媒体Mに対して底面に沿った強い気流の力を作用させ
ることができる。したがって、大量の洗浄媒体Mを洗浄槽26の壁面に沿って運ぶことが
できる。さらに、吸引口61に入ってくる洗浄媒体Mは空間密度が小さいため、吸引口6
1を閉塞することを回避できる。この結果、安定して循環気流を発生することができる。
吸引口61を下に向け、洗浄槽26の底部付近に配置した本実施例で示した構成と逆の構
成にした場合、吸引気流の力は吸引口61近傍の洗浄媒体Mにしか作用しない。このよう
な場合、洗浄槽26の底部に溜まっている大量の洗浄媒体Mを搬送することが困難である
。また、洗浄槽26の底部に溜まっている洗浄媒体Mが吸引口61に大量に吸引された場
合、吸引口61における洗浄媒体Mの空間密度が過剰になり吸引口61を閉塞しやすい。
しかしながら、本発明の構成を採用することで、このような問題を防止することができる
。
【0044】
図30は、本発明の洗浄動作を説明するための図である。図30(a)は洗浄対象物4
の初期位置、図30(b)は洗浄対象物4の最下降位置、図29(c)は洗浄対象物4の
最上昇位置(初期位置に戻った状態)をそれぞれ示す図である。
制御装置32は、予め設定された所定時間を経過すると気流循環用電磁弁34を閉じて
循環気流発生手段46で発生している循環気流を停止させる。図30(a)に示されるよ
うに、移動手段40で洗浄対象物4を初期位置から徐々に下降せながら、加速用電磁弁3
5を開けて加圧気体供給装置38から加速気流切替制御弁36を介して洗浄媒体加速手段
27に圧縮空気を供給する。
そして、洗浄媒体加速手段27の一方の加速ノズル71aから圧縮空気を噴出させると
ともに、再生用電磁弁37を開けて洗浄媒体再生手段28を集塵装置39と導通させてフ
ード82内を負圧にする。循環気流発生手段46によって発生する循環気流を停止させる
と、循環気流により飛翔した洗浄媒体Mは舞い降りる。この洗浄媒体Mは加速ノズル71
aから噴出している圧縮空気により洗浄対象物4に衝突し、洗浄対象物4に付着している
付着物dを除去する。
【0045】
洗浄対象物4から除去された付着物d、又は洗浄対象物4に衝突して付着物dが付着し
た洗浄媒体Mは重力により落下し、フード82内の負圧により吸気している洗浄媒体再生
手段28の分離部材81の上に降り積もる。この分離部材81の上に落下した付着物又は
/及び洗浄媒体Mに付着した付着物dはフード82内の負圧によりフード82内に吸引さ
れて集塵装置39に集塵され、洗浄媒体Mを効率よく再生する。
この加速ノズル71aによる圧縮空気の噴出を所定時間だけ行うと、制御装置32は、
加速用電磁弁35と再生用電磁弁37とを閉じて洗浄媒体加速手段27と洗浄媒体再生手
段28との動作を停止する。再生用電磁弁37を閉じるとフード82内の負圧は解消し、
分離部材81に堆積した洗浄媒体Mに対するフード82側の吸引力がなくなり、次の循環
用気流により洗浄媒体Mが分離部材81から分離される。
したがって、分離部材81のメッシュ等が洗浄媒体Mによって覆われることで封止する
ことはなく、連続的に洗浄媒体Mと付着物とを分離することができる。このため、洗浄媒
体Mの交換をする必要はなく、破損等により減少した洗浄媒体Mの分を追加すれば良い。
この結果、洗浄媒体Mを有効に利用することができるとともに、洗浄装置のメンテナンス
性を向上することができる。
【0046】
その後、再び気流循環用電磁弁34を開けて循環気流発生手段46により循環用気流を
発生させて洗浄媒体再生手段28の分離部材81に堆積して再生された洗浄媒体Mを所定
時間T1だけ飛翔させた後、加速用電磁弁35と再生用電磁弁37とを開けて加速気流切
替制御弁36を加速ノズル71b側に切り替えて洗浄対象物4からの膜状の付着物除去処
理と洗浄媒体Mの再生処理を所定時間だけ行う。
この洗浄対象物4からの付着物除去処理と洗浄媒体Mの再生処理とに要する時間は、循
環気流を発生している時間より長く設定し、洗浄対象物4の広い範囲を洗浄できるように
してある。また、加速ノズル71a及び加速ノズル71bから圧縮空気を交互に噴射させ
ることで、加速ノズル71a及び加速ノズル71bから噴射する気流がお互いに干渉する
ことを防ぐ。したがって、洗浄対象物4に洗浄媒体Mを確実に衝突させることができ、洗
浄媒体Mによる洗浄効果を高めることができる。
【0047】
この循環気流の発生と洗浄対象物4からの付着物除去処理と洗浄媒体Mの再生処理を、
洗浄対象物4を初期位置から徐々に下降せながら繰り返して行い、図30(b)に示され
るように、洗浄対象物4が最下降位置の折り返し位置に達すると移動手段40は洗浄対象
物4の下降を停止して、洗浄対象物4を徐々に上昇させる。制御装置32は洗浄対象物4
が徐々に上昇しているときも、循環気流の発生と洗浄対象物4からの付着物除去処理と洗
浄媒体Mの再生処理を交互に繰り返して行い、洗浄対象物4の全面から膜状の付着物dを
除去する。
そして、図30(c)に示されるように、洗浄対象物4が上昇端である初期位置に達す
ると、制御装置32は洗浄動作を停止する。洗浄動作が停止すると、洗浄槽26の蓋30
を開いて保持手段3に保持された洗浄対象物4を移動手段40で洗浄槽26から取り出し
、新しい洗浄対象物4と交換して再び洗浄動作を開始する。
【0048】
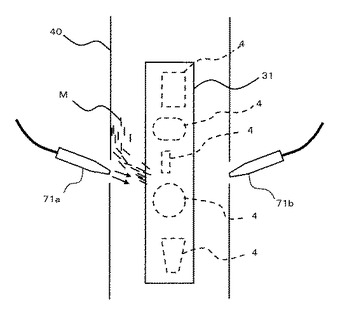
図31は、本発明の変形例を説明するための図である。ここでは、移動手段40によっ
て昇降する保持手段31に形状の異なる洗浄対象物4を複数保持して洗浄する例を示して
いる。
前述の説明では洗浄媒体加速手段27の加速ノズル71a、及び71bから圧縮空気を
交互に噴射させて洗浄対象物4の全面を洗浄した場合について説明した。しかしながら、
洗浄対象物4に対する加速ノズル71a、及び71bの噴射角度を調節することにより、
加速ノズル71a、及び71bから圧縮空気を同時に噴射させても良い。
また、洗浄対象物4の一方の面にだけ付着物が付着している場合は、加速ノズル71a
、及び71bのいずれかから圧縮空気を噴射させれば良い。
【0049】
以下の実施例においては、洗浄の対象である付着物dとして複写機又はレーザプリンタ
等の画像形成装置に使用される定着ローラの離型層(フッ素樹脂膜)を想定しているが、
本発明はこれに限定されるものではなく、一般的な膜状の付着物の洗浄装置にも応用可能
である。なお、その場合には、洗浄対象物4及び付着物の性状に応じて、洗浄媒体の種類
、気流の流速及び流量を適切に選択することは言うまでもない。
【0050】
[実施例1]
ここではモノクロ複写機imagio Neo 300の定着ローラを洗浄対象物のサ
ンプルとして使用した。
定着ローラの離型層であるフッ素樹脂の鉛筆硬度はF程度である。
エアブローはSilvent社製エアノズルSL−920Aを複数配列させて使用し、
圧縮空気圧は0.5MPaで一定となるようにしてそれぞれ2分間洗浄を行った。
薄片状の洗浄媒体Mとしては
(1:表中の実施例1)厚さ100μm、5mm角のポリエチレン製フィルム(鉛筆硬度
6B以下)
(2:表中の実施例2)厚さ100μm、5mm角のPET製フィルム(鉛筆硬度H)
(3:表中の実施例3)厚さ100μm、5mm角のアクリル樹脂製フィルム(鉛筆硬度
2H)
(4:表中の実施例4)厚さ100μm、5mm角のSUS304薄片(鉛筆硬度9H以
上)
を使用した。
比較例として、薄片状の洗浄媒体Mに代えて各種粒状洗浄媒体を使用した乾式洗浄を行
った。
粒状洗浄媒体としては
(5:表中の比較例1)2mm角の立方体ナイロン(鉛筆硬度H)
(6:表中の比較例2)φ2mmのナイロン球(鉛筆硬度H)
を使用した。
表1に洗浄結果の一例を示す。
【0051】
【表1】
【0052】
同表における判定記号は次の通りである。
×:ほとんど汚れが取れない。
△:一部洗浄残りがある。
○:ほぼきれいになっている。
◎:非常にきれいになっている。
【0053】
表1により、本発明の薄片状の洗浄媒体Mを使用する乾式洗浄による結果が、従来の粒
状洗浄媒体を使用した乾式洗浄よりも良好な洗浄結果が得られることが判る。
【0054】
[実施例2]
他の実施例として、エアブローはSilvent社製エアノズルSL−920Aを複数
配列させて使用し、圧縮空気圧は0.5MPaで一定となるようにして2分間洗浄を行っ
た。
この際、サンプル毎に洗浄媒体を変えることはせずに同一の洗浄媒体を使用し続け、サ
ンプル処理数と洗浄結果の推移を比較した。
薄片状の洗浄媒体Mとしては
(1)厚さ100μm、5mm角のポリエチレン製フィルム(鉛筆硬度6B以下)
(2)厚さ100μm、5mm角のPET製フィルム(鉛筆硬度H)
(3)厚さ100μm、5mm角のアクリル樹脂製フィルム(鉛筆硬度2H)
(4)厚さ100μm、5mm角のSUS304薄片(鉛筆硬度9H以上)
を使用した。
表2に洗浄媒体を繰り返し使用した洗浄結果の一例を示す。同表における記号の定義は
、表1における記号の定義と同じである。以後の表においても同様である。
また、実施例番号と比較例番号の対応関係は上記と同様である。
【0055】
【表2】
【0056】
表2により、特に洗浄媒体の材質が脆性材料であるアクリル樹脂である場合に、繰り返
し使用においては良好な洗浄結果が得られることが判る。なお、判定記号に下線が付して
あるものは、同表の下部に示したような、洗浄媒体の変化が認められたものである。
【0057】
[実施例3]
以下の実施例においては、除去対象付着物として複写機やレーザプリンタ等の電子写真
装置に使用されるOPC(有機感光体)ドラムの感光体層(ポリカーボネート系バインダ
樹脂、鉛筆硬度F)を想定しているが、本発明はこれに限定されるものではなく、一般的
な膜状の付着物の洗浄装置にも応用可能である。
なお、その場合洗浄対象物および付着物の性状に応じて洗浄媒体の種類および気流の流
速、流量を圧縮空気源の圧力、流量により適切に選択することはいうまでもない。
【0058】
エアブローはSilvent社製エアノズルSL−920Aを複数配列させて使用し、
圧縮空気圧は0.5MPaで一定となるようにしてそれぞれ2分間洗浄を行った。
薄片状洗浄媒体Mとしては
(1)厚さ100μm、5mm角のポリエチレン製フィルム(鉛筆硬度6B以下)
(2)厚さ100μm、5mm角のPET製フィルム(鉛筆硬度H)
(3)厚さ100μm、5mm角のアクリル樹脂製フィルム(鉛筆硬度2H)
(4)厚さ100μm、5mm角のSUS304薄片(鉛筆硬度9H以上)
を使用した。
比較として、薄片状洗浄媒体Mに変えて各種粒状洗浄媒体を使用した乾式洗浄を行った
。
粒状洗浄媒体としては
(5)2mm角の立方体ナイロン(鉛筆硬度H)
(6)φ2mmのナイロン球(鉛筆硬度H)
を使用した。
表3に洗浄結果の一例を示す。
なお、薄片状洗浄媒体使用時には、初めに付着界面でのズレの発生により感光体層に皺
が入り、それから感光体層の剥離が進行していく様子が見られた。
【0059】
【表3】
【0060】
[実施例4]
さらに他の実施例として、エアブローはSilvent社製エアノズルSL−920A
を複数配列させて使用し、圧縮空気圧は0.5MPaで一定となるようにして2分間洗浄
を行った。
この際、サンプル毎に洗浄媒体を変えることはせずに同一の洗浄媒体を使用し続け、サ
ンプル処理数と洗浄結果の推移を比較した。
薄片状洗浄媒体Mとしては
(1)厚さ100μm、5mm角のポリエチレン製フィルム(鉛筆硬度6B以下)
(2)厚さ100μm、5mm角のPET製フィルム(鉛筆硬度H)
(3)厚さ100μm、5mm角のアクリル樹脂製フィルム(鉛筆硬度2H)
(4)厚さ100μm、5mm角のSUS304薄片(鉛筆硬度9H以上)
を使用した。
表4に洗浄結果の一例を示す。
【0061】
【表4】
【0062】
表4により、特に洗浄媒体の材質が脆性材料であるアクリル樹脂である場合に、繰り返
し使用においては良好な洗浄結果が得られることが判る。判定記号の下線は表2における
それと同様である。
【0063】
[実施例5]
ここではフラックスが付着した、ガラス繊維入りエポキシ樹脂製のパレットをサンプル
として使用した。パレットは、フローはんだ槽によるはんだ付け工程の際に、PCBのは
んだ付けしない領域をマスクするために用いられている。このようなマスク治具は繰り返
し使用されることによりフラックスが膜状に厚く堆積するため、定期的にフラックスを除
去する必要がある。固着したフラックスの鉛筆硬度は2Bである。また膜厚は0.5〜1
mmである。
洗浄装置は図1に示した平面用洗浄装置を用いた。圧縮空気は元圧0.4Mpaで供給
し、330×330mmのサイズのパレットを2分間洗浄した。
使用した薄片状洗浄媒体と洗浄結果を表5に示した。
同表における判定記号は次の通りである。
×:ほとんど汚れが取れない。
△:一部洗浄残りがある。
○:ほぼきれいになっている。
◎:非常にきれいになっている。
−:洗浄媒体が消耗して、すべて洗浄槽内から排出されてしまう。
【0064】
各洗浄媒体の物性として、耐折性および鉛筆硬度を表5に示す。
表5の初期洗浄能力の判定結果より、洗浄媒体の鉛筆硬度がフラックスの鉛筆硬度2B
以下であればほとんどフラックス汚れが取れない。これは、衝突した際に、膜状のフラッ
クス汚れに洗浄媒体が食い込めないためである。
洗浄媒体は、気流によって飛翔し洗浄対象に繰り返し衝突する。衝突によって洗浄媒体
にはダメージが蓄積され、破損または変形などの劣化をおこす。
また、各洗浄媒体の機械的物性の分布を図32に示す。
【0065】
表5及び図8に基づいて、洗浄媒体の劣化パターンを再度具体的に説明する。洗浄媒体
の耐折性が10未満であるガラス、アクリル1(表中では丸数字で表示:以下同じ)、ア
クリル2、COCの場合、図8(a)に示したように衝突の衝撃によって、洗浄媒体の中
心付近で破断する。このとき、破断面は新しいエッジとなりフラックスに食い込むため、
固着除去能力は低下しない。
洗浄媒体の素材の耐折性が10以上65未満のTAC1、TAC2、PI2においては
、図8(b)に示したように、中央付近では破断せず、衝突の衝撃でエッジにバリが発生
し、そのバリだけが破断する。洗浄媒体の厚みが維持されるため、洗浄媒体がフラックス
に食い込み、除去する効果が維持される。
洗浄媒体の素材の耐折性が65以上である場合、洗浄媒体は衝撃によって折れず、エッ
ジ部分が塑性変形する。
図8(c)は、塑性変形してエッジが潰れて端部がだれる様子を図示しており、PI1
がこのような挙動を示す。
図8(d)は、塑性変形によりエッジがカールする様子を図示しており、SUS、PS
1、PS2、PE、PET、TPXがこのような挙動を示す。
図8(c)や図8(d)の例に示した洗浄媒体は、エッジが塑性変形することにより、
エッジがだれ、衝突時の衝撃力が緩和されてしまうために、表5に示したように複数サン
プル処理後に洗浄能力が大きく低下する。
これらの結果により、膜状に固着したフラックスの除去に対しては、まずフラックス以
上の鉛筆硬度を備え、かつ耐折性が0以上65未満の脆性材料の洗浄媒体を用いると、良
好な結果が長時間安定して得られることがわかる。
【0066】
本実施例に挙げた数値の根拠として、表6に、各洗浄媒体の耐折性数値の範囲を示す。
表6に示したように耐折性の最小値が0である薄片状洗浄媒体(ここでは、ガラス、C
OC、アクリル2)は、折れに対して極めて脆い素材であり、表5に示したように非常に
短時間で消耗してしまうため、ランニングコストが高くなる。
また、良好な洗浄特性を示したPI2の最大耐折性は52である。
したがって、より望ましくは、洗浄媒体の耐折性が1以上52以下であると、長時間良好
な洗浄能力を維持できる。
延性変形するPS1製の洗浄媒体は、耐折性最小値が65である。したがって、脆性破
壊する洗浄媒体は、少なくとも65未満の耐折性である。
さらに、望ましい脆性破壊を起こすPI2製の洗浄媒体においては、耐折性の最大値は
52であった。したがって52以下の耐折性があれば、確実に脆性破壊するといえる。
また、図8(a)のような脆性破壊を示す洗浄媒体のうちで、最大の耐折性数値はアク
リル1製洗浄媒体における9であった。したがって0以上9以下の耐折性数値を示す洗浄
媒体は、図8(a)に示した脆性破壊が発生し、10以上65未満の洗浄媒体は図8(b
)に示した脆性破壊が発生すると分類できる。
また、耐折性最小値が0を示したアクリル2製の洗浄媒体は、きわめて脆く、表5に示
したように長時間の使用に耐えない。一方耐折性最小値が1であるアクリル1製の洗浄媒
体は、表5に示したように長時間洗浄能力を維持することができた。
【0067】
【表5】
【0068】
【表6】
【符号の説明】
【0069】
1 洗浄装置
2 洗浄槽ユニット
3 保持手段
4 洗浄対象物
6 洗浄槽
7 循環気流発生手段としての洗浄媒体加速手段
8 洗浄媒体再生手段
26 洗浄槽
27 洗浄媒体加速手段
28 洗浄媒体再生手段
46 循環気流発生手段
d 膜状の付着物
M 洗浄媒体
【先行技術文献】
【特許文献】
【0070】
【特許文献1】特開2007−144395号公報
【特許文献2】特開2007−029945号公報
【特許文献3】特開2007−330947号公報
【特許文献4】特開2007−245079号公報
【特許請求の範囲】
【請求項1】
複数の薄片状の洗浄媒体を収容する空間を形成する洗浄槽と、
前記洗浄槽内において前記洗浄媒体が洗浄対象物に繰り返し衝突して該洗浄対象物に付
着した付着物を除去するように、前記洗浄媒体を前記洗浄槽内で飛翔させる循環気流を発
生させる循環気流発生手段と、
前記洗浄対象物に衝突した前記洗浄媒体に付着した付着物を吸引及び除去して前記各洗
浄媒体を再生する洗浄媒体再生手段と、
を有する洗浄装置であって、
前記洗浄媒体の鉛筆硬度は、前記付着物の鉛筆硬度よりも大きいことを特徴とする洗浄
装置。
【請求項2】
前記薄片状の洗浄媒体の耐折性が0以上65未満であることを特徴とする請求項1に記
載の洗浄装置。
【請求項3】
前記複数の洗浄媒体は、少なくとも一方の面に該洗浄媒体の端部まで通じた溝部を有す
ることを特徴とする請求項2に記載の洗浄装置。
【請求項4】
前記複数の洗浄媒体は、複数の異なる厚さの洗浄媒体から構成されていることを特徴と
する請求項1乃至3のいずれか1に記載の洗浄装置。
【請求項5】
前記複数の洗浄媒体は、複数の異なる形状の洗浄媒体から構成されていることを特徴と
する請求項1乃至3のいずれか1に記載の洗浄装置。
【請求項6】
前記複数の洗浄媒体は、複数の異なる大きさの洗浄媒体から構成されていることを特徴
とする請求項1乃至3のいずれか1に記載の洗浄装置。
【請求項7】
洗浄槽内において循環気流により複数の薄片状の洗浄媒体を飛翔させ、飛翔する洗浄媒
体を洗浄対象物に繰り返し衝突させて該洗浄対象物に付着した付着物を除去するとともに
、前記洗浄対象物に衝突した前記洗浄媒体に付着した付着物を吸引及び除去して前記各洗
浄媒体を再生する洗浄方法であって、
前記洗浄媒体として、前記付着物よりも鉛筆硬度が大きいものを用いることを特徴とす
る洗浄方法。
【請求項8】
前記薄片状の洗浄媒体として、耐折性が0以上65未満のものを用いることを特徴とす
る請求項7に記載の洗浄方法。
【請求項9】
洗浄媒体が洗浄対象物に繰り返し衝突して前記洗浄対象物に付着した付着物を除去する
ように、前記洗浄媒体を洗浄槽内で飛翔させ、前記洗浄対象物に衝突した前記洗浄媒体に
付着する付着物を吸引及び除去して前記各洗浄媒体を再生する洗浄装置に用いられる洗浄
媒体であって、
鉛筆硬度が前記付着物の鉛筆硬度よりも大きいことを特徴とする洗浄媒体。
【請求項10】
耐折性が0以上65未満であることを特徴とする請求項9に記載の洗浄媒体。
【請求項1】
複数の薄片状の洗浄媒体を収容する空間を形成する洗浄槽と、
前記洗浄槽内において前記洗浄媒体が洗浄対象物に繰り返し衝突して該洗浄対象物に付
着した付着物を除去するように、前記洗浄媒体を前記洗浄槽内で飛翔させる循環気流を発
生させる循環気流発生手段と、
前記洗浄対象物に衝突した前記洗浄媒体に付着した付着物を吸引及び除去して前記各洗
浄媒体を再生する洗浄媒体再生手段と、
を有する洗浄装置であって、
前記洗浄媒体の鉛筆硬度は、前記付着物の鉛筆硬度よりも大きいことを特徴とする洗浄
装置。
【請求項2】
前記薄片状の洗浄媒体の耐折性が0以上65未満であることを特徴とする請求項1に記
載の洗浄装置。
【請求項3】
前記複数の洗浄媒体は、少なくとも一方の面に該洗浄媒体の端部まで通じた溝部を有す
ることを特徴とする請求項2に記載の洗浄装置。
【請求項4】
前記複数の洗浄媒体は、複数の異なる厚さの洗浄媒体から構成されていることを特徴と
する請求項1乃至3のいずれか1に記載の洗浄装置。
【請求項5】
前記複数の洗浄媒体は、複数の異なる形状の洗浄媒体から構成されていることを特徴と
する請求項1乃至3のいずれか1に記載の洗浄装置。
【請求項6】
前記複数の洗浄媒体は、複数の異なる大きさの洗浄媒体から構成されていることを特徴
とする請求項1乃至3のいずれか1に記載の洗浄装置。
【請求項7】
洗浄槽内において循環気流により複数の薄片状の洗浄媒体を飛翔させ、飛翔する洗浄媒
体を洗浄対象物に繰り返し衝突させて該洗浄対象物に付着した付着物を除去するとともに
、前記洗浄対象物に衝突した前記洗浄媒体に付着した付着物を吸引及び除去して前記各洗
浄媒体を再生する洗浄方法であって、
前記洗浄媒体として、前記付着物よりも鉛筆硬度が大きいものを用いることを特徴とす
る洗浄方法。
【請求項8】
前記薄片状の洗浄媒体として、耐折性が0以上65未満のものを用いることを特徴とす
る請求項7に記載の洗浄方法。
【請求項9】
洗浄媒体が洗浄対象物に繰り返し衝突して前記洗浄対象物に付着した付着物を除去する
ように、前記洗浄媒体を洗浄槽内で飛翔させ、前記洗浄対象物に衝突した前記洗浄媒体に
付着する付着物を吸引及び除去して前記各洗浄媒体を再生する洗浄装置に用いられる洗浄
媒体であって、
鉛筆硬度が前記付着物の鉛筆硬度よりも大きいことを特徴とする洗浄媒体。
【請求項10】
耐折性が0以上65未満であることを特徴とする請求項9に記載の洗浄媒体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【公開番号】特開2010−279947(P2010−279947A)
【公開日】平成22年12月16日(2010.12.16)
【国際特許分類】
【出願番号】特願2010−178191(P2010−178191)
【出願日】平成22年8月6日(2010.8.6)
【分割の表示】特願2009−124269(P2009−124269)の分割
【原出願日】平成21年5月22日(2009.5.22)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
【公開日】平成22年12月16日(2010.12.16)
【国際特許分類】
【出願日】平成22年8月6日(2010.8.6)
【分割の表示】特願2009−124269(P2009−124269)の分割
【原出願日】平成21年5月22日(2009.5.22)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
[ Back to top ]