
流体交絡不織布の製造方法およびそれによって得られた流体交絡不織布からなる皮革様シート
【課題】高速流体処理により形成される凹凸スジを軽減し、均一な表面有した、耐摩耗性に優れた流体交絡不織布の製造方法を提供する。
【解決手段】流体交絡不織布の高速流体処理において、不織布Aの表側から、ノズルの1孔当たりの流体の仕事率が10W以上で少なくとも2回高速流体処理した不織布を不織布Aの裏側から、孔径が0.05〜0.14mmでかつカバーファクターが25以上となるノズルを用いて、ノズルの1孔当たりの流体の仕事率が4〜35Wで少なくとも2回高速流体処理を行うことを特徴とする流体交絡不織布の製造方法。
【解決手段】流体交絡不織布の高速流体処理において、不織布Aの表側から、ノズルの1孔当たりの流体の仕事率が10W以上で少なくとも2回高速流体処理した不織布を不織布Aの裏側から、孔径が0.05〜0.14mmでかつカバーファクターが25以上となるノズルを用いて、ノズルの1孔当たりの流体の仕事率が4〜35Wで少なくとも2回高速流体処理を行うことを特徴とする流体交絡不織布の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高速流体処理による連続した凹凸スジを軽減し、均一な表面を有し、耐摩耗性に優れる流体交絡不織布の製造方法およびそれによって得られた流体交絡不織布からなることを皮革様シートに関する。
【背景技術】
【0002】
ウォータージェットパンチなどの高速流体を用いた処理方法で製造される水流交絡不織布は生産性が高く、近年では、ワイパーやセパレーター、マスク用途など、機能性不織布の製造に用いられるだけでなく、合成皮革や人工皮革など感性素材の基布の製造など幅広い用途の不織布の製造に用いられている。
【0003】
しかしながら、高速流体を噴射し、繊維を絡合させる方法では、引っ張り強力や摩擦に対する耐久性などを向上させるために、高圧の流体を噴射して繊維を高度に絡合させると、流体が当たった場所と当たらなかった場所で凹凸が形成されやすく、均一な表面のものを得ることが難しいという問題があった。
【0004】
この問題を解決するため、例えば、アスペクト比が1400〜4000の極細繊維からなる2層の抄造不織布間に、通気量が300cc/cm2/sec以上の布帛を挿入して、100kg/m2以上の圧力の柱状水流で両面を少なくとも1回以上処理して、合計で1〜6kWh/kg/mのエネルギーを付与する方法(例えば、特許文献1参照)や、柱状水流の噴射孔の孔径の総和を布帛の処理幅の70%以上として、効率よく処理する方法(例えば、特許文献2参照)などが提案されている。
【0005】
しかしながら、抄造不織布を構成する繊維を高速流体により交絡させて人工皮革の基布としたものでは、抄造不織布を形成する繊維の繊維長が短いため、ウレタンなどのバインダーを付与しても、摩擦の作用で繊維が抜けやすく、耐久性に劣るという問題があった。また、柱状水流の噴射孔の孔径の総和が布帛の70%以上では、大量の水を供給する必要があるため、揚水量の大きいポンプが必要となり、高圧の水流で処理することが難しいことや、設備が高額になるなどの問題があった。
【0006】
一方、高分子弾性体などのバインダーを使用することなく、耐摩耗性などの耐久性を有する人工皮革を得るため、人工皮革の片面をニードルパンチ不織布、もう一方の面を抄造不織布として、2つの不織布の間に織編物を挿入して高速流体で処理する方法や、高速流体処理後に粒度が細かいサンドペーパーで表面を研削する方法(例えば、特許文献3、4参照)が提案されている。しかしながら、これらの方法では、耐久性に優れる人工皮革を得ることはできるが、水流交絡により形成された凹凸スジが残る場合があり、均一な表面を得るには限界があった。
【特許文献1】特許第3277046号公報
【特許文献2】特開2004−52156号公報
【特許文献3】特開2006−70423号公報
【特許文献4】特開2006−274454号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の課題は、流体交絡不織布の製品面において、高速流体による連続した凹凸スジが軽減された均一な表面を有し、耐摩耗性に優れる流体交絡不織布の製造方法および流体交絡不織布並びに皮革様シートを提供せんとするものである。
【課題を解決するための手段】
【0008】
前記した課題を解決するため本発明は以下の構成を有する。すなわち、
[1]流体交絡不織布の高速流体処理において、不織布Aの表側から、ノズルの1孔当たりの流体の仕事率が10w以上で少なくとも2回高速流体処理し、かつ不織布Aの裏側から、孔径が0.05〜0.14mmでかつカバーファクターが25以上となるノズルを用いて、ノズルの1孔当たりの流体の仕事率が4〜35Wで少なくとも2回高速流体処理を行うことを特徴とする流体交絡不織布の製造方法。
【0009】
[2]前記不織布Aの表側からの処理により印加するエネルギーの合計が1.5kWh/kg/m以上であり、不織布Aの裏側からの処理により印加するエネルギーの合計が0.8〜3.5kWh/kg/mであることを特徴とする前記[1]に記載の流体交絡不織布の製造方法。
【0010】
[3]不織布Aが、表側に平均単繊維繊度が0.001〜0.5デシテックスの極細繊維により構成された乾式不織布、中間に目付が30〜150g/m2かつ通気量が150cc/cm2/sec以上の織編物、裏側に平均単繊維繊度が0.1〜0.5デシテックスの極細繊維により構成された抄造不織布を有する不織布であることを特徴とする前記[1]または[2]に記載の流体交絡不織布の製造方法。
【0011】
[4]前記不織布Aが、織編物の片面に抄造不織布を配し、孔径が0.05〜0.14mmのノズルを用いて、印加するエネルギーの合計が0.05〜2.0kWh/kg/mとなるように抄造不織布面から高速流体処理した後、該織編物の反対面に乾式不織布を重ねることによって得られるものであることを特徴とする前記[1]〜[3]のいずれかに記載の流体交絡不織布の製造方法。
【0012】
[5]前記乾式不織布が、以下の(1)〜(5)の条件を満足する乾式不織布であることを特徴とする前記[3]または[4]に記載の流体交絡不織布の製造方法。
(1)ニードルパンチ法にて作製されていること。
(2)平均繊維長と平均繊維径の比(アスペクト比)が6500〜220000の極細繊維であること。
(3)目付が30〜200g/m2であること。
(4)密度が0.2〜0.3g/cm3であること。
(5)伸長率が3%以上であること。
【0013】
[6]前記織編物が以下の(i)および(ii)の条件を満足する織編物であることを特徴とする前記[3]〜[5]のいずれかに記載の流体交絡不織布の製造方法。
(i)異種のポリエステル系重合体がサイドバイサイド型、または偏心芯鞘型に配置された複合繊維により構成されていること。
(ii)タテ方向およびヨコ方向の伸長率が15〜40%であること。
【0014】
[7]さらに、流体交絡不織布を粒度が400〜1500のサンドペーパーによって起毛処理することを特徴とする前記[1]〜[6]のいずれかに記載の流体交絡不織布の製造方法。
【0015】
[8]さらに、流体交絡不織布を液流染色機により処理することを特徴とする前記[1]〜[7]のいずれかに記載の流体交絡不織布の製造方法。
【0016】
[9]前記[1]〜[8]のいずれかの流体交絡不織布の製造方法によって有られた流体交絡不織布からなることを特徴とする皮革様シート状物。
【発明の効果】
【0017】
上述した本発明の製造方法によれば、流体交絡不織布の製品面において高速流体処理による凹凸スジが軽減された均一な表面を有し、衣料用素材やシートの表皮材として用いる人工皮革の基布として好適である耐摩耗性などの耐久性に優れる流体交絡不織布を提供することができる。
【発明を実施するための最良の形態】
【0018】
本発明の流体交絡不織布の製造方法は、少なくとも特定の条件で不織布Aの表側から2回以上流体処理を行い、かつ、該不織布Aの裏側から、孔径が0.05〜0.14mmでかつカバーファクターが25以上となるノズルを用いて、ノズルの1孔当たりの流体の仕事率が4〜35Wで少なくとも2回高速流体処理を行う不織布の製造方法である。
不織布Aとしては、特に限定されるものではなく、ニードルパンチ法、メルトブロー法、スパンボンド法などにより得られる乾式不織布や抄造法により得られる抄造不織布、または、これら不織布と織物や編物を重ねたものなどを用いることができる。また、不織布Aの表側とは最終的に製品面となる側のことをいう。
【0019】
高速流体処理としては、流体として安価であり、作業環境の面で特別な装置がいらない点で、水流を使用するウォータージェットパンチ処理が好ましい。不織布Aの表側の高速流体処理においては、ノズルから吐出される流体の1孔当たりの仕事率が10W以上となるようなノズルの孔径と水圧の条件で、少なくとも2回以上の高速流体処理を行う。本発明では、流体を吐出する1つのノズルヘッド下を通過させることを1回の高速流体処理とし、ここでいう2回以上の高速流体処理とは、2つのノズルヘッド下を通過させることを意味する。例えば、4回の高速流体処理とは4つのノズルヘッド下を通過させることである。
【0020】
なお、流体の仕事率は次の式1〜式3から算出することができる。
【0021】
V=(2×g×(P1−P2)×10000/(ρ×1000))1/2×60・・(式1) ここで、V:ノズルから吐出される流体の流速(m/分)
g:重力加速度、9.8m/s2
P1:流体の水圧(kgf/cm2)
P2:大気圧(kgf/cm2)
ρ:流体の密度(g/cm3)のことである。
【0022】
F=(S/100)×V×100 ・・・(式2)
ここで、F:ノズルの1つの孔から吐出される流体の流量(cm3/分)
S:ノズルの1つの孔から吐出される流体の面積(mm2)
V:ノズルから吐出される流体の流速(m/分)のことである。
【0023】
W=P1×(F/100)×0.163 ・・・(式3)
ここで、W:ノズル1孔当たりの流体の仕事率(W)
P1:流体の水圧(kgf/cm2)
F:ノズルの1つの孔から吐出される流体の流量(cm3/分)のことである。
【0024】
この不織布Aの表側からの高速流体処理は、製品面となる不織布の繊維同士を3次元的に絡合させる効果が高く、この流体処理により繊維の絡合構造が高度に形成された場合は、摩擦されても繊維が引き出され難くなるため、高い耐摩耗性を得ることができる。そのため、表側からの高速流体処理によって、製品面となる不織布の繊維同士が3次元的に絡合した構造を十分に形成することが重要である。このような絡合構造を得るには、ノズルの1孔当たりの流体の仕事率が10W以上で2回以上の高速流体処理することが重要であり、20W以上で2回以上の高速流体処理することが、繊維を絡合させやすい点でより好ましい。なお、不織布Aとして目付の高い不織布を用いる場合は、高速流体処理による絡合効率が低下するため、より高い仕事率で処理することが好ましいが、仕事率が100Wを超えると流体流が強すぎて不織布表面が荒れてしまうため、流体の仕事率が100W以下で処理することが好ましい。また、流体の仕事率が10W未満である場合は、流体による凹凸スジが形成され難い傾向にあり、均一な表面は得やすくなるものの、繊維の絡合構造が十分に形成されないため、耐摩耗性が低くなる傾向にあり、本発明の目的とする耐摩耗性に優れた流体交絡不織布を得ることが難しくなる。不織布Aの表側からの高速流体処理回数としては、特に上限が限定されるものではないが、生産設備のコンパクト化のため、高速流体処理回数は通常10回以下とすることが好ましく、3回以上、6回以下であることがより好ましい。また、不織布Aに衝突する流体が広範囲に拡散したミスト状の流体では、不織布の繊維の絡合効果が低いため、ノズルヘッドから吐出された流体が柱状のまま不織布Aに到達することが好ましい。
【0025】
不織布Aの表側の高速処理で用いるノズルは特に限定されるものではないが、孔径が大きく、ピッチが広いノズルを用いた場合は、流体処理により形成される凹凸スジが目立ち、また繊維の絡合構造が十分に形成されないため、孔径が0.05〜0.14mm、ピッチが0.2〜0.8mmであるノズルを用いることが好ましい。また、噴射孔が1列で配置されていても複数列でも良いが、噴射孔が複数列に配置されている場合は、各噴射孔が重なっているよりも、重ならないように千鳥状に斜めに配列されていることが好ましい。
【0026】
不織布Aの表側を上述のような条件で処理を行うには、例えば、孔径が0.12mm、ピッチが0.6mmで噴射孔が1列に配列されたノズルを用いて、流体の水圧170kgf/cm2で3回処理を行えばよい。
【0027】
次に、不織布Aに表側からの高速流体処理を行った後、不織布Aの裏側から高速流体処理を行う。この裏側からの高速流体処理は、繊維の絡合構造を形成するだけではなく、高速流体処理により形成された不織布Aの表側の凹凸スジを軽減する効果があり、本発明の目的とする製品面の表面が均一な流体交絡不織布を得るには重要な処理である。不織布Aの裏側から処理することで、不織布表側の凹凸スジが軽減される理由として、流体により、不織布Aを搬送する際のネットコンベアなどに不織布Aの表側が押し付けられ、表側にネットの模様が付与されて凹凸スジが目立ち難くなることや、不織布Aの裏側から表側に流体が貫通していく際に、表側の繊維が再配置されることによるものであると考えている。そのため、不織布Aの裏側からの高速流体処理はノズル1孔当たりの流体の仕事率が4W以上で処理を行わなければ効果が得られにくくなるが、35W以上では不織布Aの表側に凹凸スジを明瞭に形成する。そのため、不織布Aの表側の凹凸スジを軽減するためには、不織布Aの裏側からの流体処理の際に用いるノズルの径、カバーファクター、ノズルの1孔当たりの流体の仕事率が重要となる。
【0028】
不織布Aの裏側からの高速流体処理の際のノズル径は0.05mm以上であることが好ましく、さらに好ましくは0.08mm以上である。また、0.14mm以下であることが好ましく、さらに好ましくは0.12mm以下である。ノズルの径が0.5mmより小さいとノズル詰まりが発生しやすくなり、0.14mmよりも大きくなると、吐出される水流が太くなって、繊維が絡合しにくくなる傾向があることや不織布表側に凹凸スジが形成されやすいため好ましくない。
【0029】
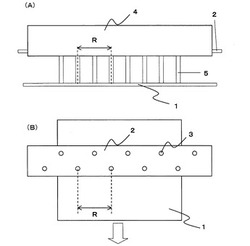
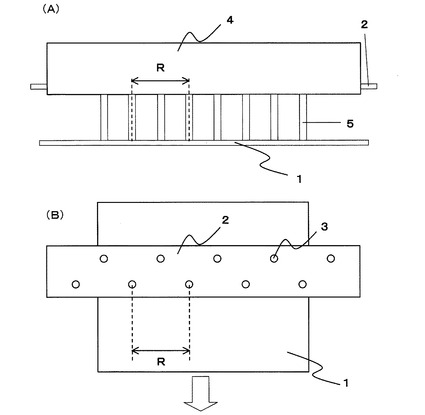
また、ノズルのカバーファクターとは、図1〜図2のように、ノズルの孔をシートに対して投影した図において、シート幅方向に配されたノズル孔の直径の総和とシート幅の比率のことである。ピッチが全て同じノズルである場合、カバーファクターはノズルの孔径と同列に配された孔のピッチおよび孔の配列数から、次の式4で算出することができる。ノズルに孔が複数配列されていて、各列の孔のピッチが違う場合は、各列のカバーファクターを算出して、各列のカバーファクターを全て足すことにより求めることができる。
【0030】
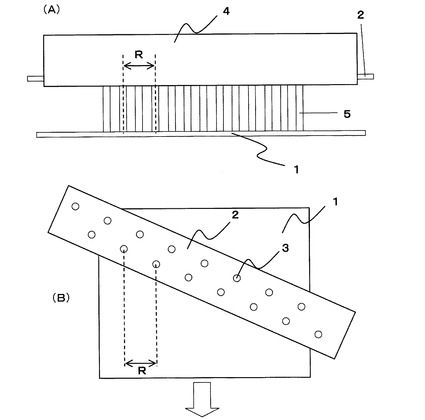
なお、図2のようにシートに対して角度をもって配置されているノズルヘッドでは、見かけ上のピッチであるRは実際のピッチよりも狭くなるが、その場合は見かけ上のピッチであるRの値を用いる。また、図2におけるノズルの孔の配列数は2である。
【0031】
C=(D/R)×L×100 ・・・(式4)
ここで、C:ノズルのカバーファクター
D:ノズル1孔あたりの直径(mm)
R:ノズルの孔のピッチ
L:ノズルの孔の配列数のことである。
【0032】
不織布Aの裏側からの高速流体処理に用いるノズルのカバーファクターが小さいと、流体が噴射される面積が小さく、不織布表側の凹凸スジに対してカバーできる範囲が少なくなり、凹凸スジを軽減する十分な効果が得られない。凹凸スジを軽減するためには、ノズルのカバーファクターが25以上であることが重要である。また、カバーファクターが大きい程凹凸スジを軽減化する効果も高くなるため、特に上限は定められるものではないが、高くなる程、吐出される流体の量が多くなるため、揚水量の大きいポンプが必要となることや、不織布上に流体が溜まりやすくなり、柱状の流体流のエネルギーが減衰される。そのため、流体の供給と排水のポンプが十分であればこの限りではないが、通常、ノズルのカバーファクターは、65以下が好ましい範囲となる。本発明では、特にカバーファクターが25以上必要であり、好ましくは30以上、さらに好ましくは40以上、また、さらに好ましくは60以下である。この範囲内であれば、ノズルの噴射孔は1列であっても複数列で配置されていてもよい。
【0033】
また、不織布Aの裏側から高速流体処理するに当たり、ノズルの1孔当たりの流体の仕事率が4W未満であると、流体が不織布Aの表側まで貫通しきれずに凹凸スジの軽減効果が得られず、仕事率が35Wを超えると、不織布裏側からの流体の貫通跡が不織布表側に形成され、凹凸スジを軽減することはできにくくなる。そのため、表側の凹凸スジを軽減するためには、仕事率が4〜35Wとなる水流で2回以上処理することが好ましく、4〜20Wで2回以上処理することはさらに好ましい。なお、不織布裏側からのノズルの1孔当たりの流体の仕事率は、上述の式3で算出することができる。上述した仕事率は、高速流体処理を行う際のノズルヘッドと不織布Aの相対速度(いわゆる加工速度)の変化によって、凹凸スジの形成にほとんど差が生じない。
【0034】
また、不織布Aの裏側からの高速流体処理が、1回のみでは不織布表側の凹凸スジが十分に軽減されないため、不織布裏側から少なくとも2回以上柱状の流体流下を通過させることが重要である。本発明では、不織布Aの裏側からの高速流体処理の回数は、2回以上、好ましくは3回以上である。なお、処理回数の上限は特に限定されるものではないが、製造に使用するエネルギーの面から、6回以下であることが好ましい。
【0035】
また、不織布Aの裏側からの高速流体処理の際に用いるノズルの径、カバーファクター、ノズルの1孔当たりの流体の仕事率を上述した範囲から外れた条件で処理した場合、不織布A表側に凹凸スジが軽減できないため、上述の範囲で処理することが必要である。なお、上記の範囲内に当てはまるのであれば、各ノズルヘッドで孔径やカバーファクターが違うノズルを用いてもよい。
【0036】
不織布Aの裏側からの高速流体処理を3回以上行う場合は、直前に行ったノズルの1孔当たりの流体の仕事率の70〜90%の仕事率となるような流体で処理することにより、凹凸スジ軽減効果が高まるため、より好ましい。不織布Aの裏側から流体処理を上述の条件で行うには、例えば、孔径が0.08mm、ピッチが0.48mmで、噴射孔が3列で千鳥状に配置されているノズルを用いて、流体の水圧140kgf/cm2で3回処理すればよい。
なお、最後の高速流体処理面が不織布Aの裏側となり、上述した条件の範囲内であれば、不織布Aの表側からの高速流体処理の前や間に、不織布Aの裏側からの流体処理を行っても良い。
【0037】
また、本発明における流体交絡不織布の高速流体処理において、耐摩耗性向上の点から不織布Aの表側から流体により印加するエネルギーの合計が1.5kWh/kg/m以上となるように処理することが好ましい。ここでいう流体により印加するエネルギーとは、ノズルから吐出される流体のエネルギーを処理対象の目付と加工速度で除した値のことである。加工速度は特に限定されるものではないが、生産速度とコストを考えると加工速度は通常4m以上が好ましい範囲となり、特に6〜10mであることがより好ましい。
【0038】
流体により印加されるエネルギーは次の式5から算出することができる。
【0039】
E=W×N×T/(M/1000×U×60) ・・・(式5)
ここで、E:1kg当たりの不織布に対し、1m幅当たりに1時間で印加するエネルギー(kWh/kg/m)
W:ノズル1孔当たりの流体の仕事率(W)
N:ノズルに1m幅当たりに開いている孔数
T:処理回数
M:高速流体処理対象の目付(g/m2)
U:加工速度(m/分)のことである。
【0040】
不織布Aの表側は製品の外側の面となるため、エネルギーの印加が1.5kWh/kg/m以上であると不織布表側の繊維が高度に絡合され、高い耐摩耗性が得られるため好ましい。この不織布Aからのエネルギー印加の上限は特に限定されるものではないが、流体の使用量とコストを考えると、1.5〜10kWh/kg以下とすることが好ましい範囲となり、2.0〜5kWh/kgであることがより好ましい。
【0041】
また、不織布Aの裏側からの処理において、流体により印加するエネルギーの合計が0.8〜3.5kWh/kg/mであると、不織布表側に新たな凹凸スジを形成することなく、凹凸スジを効果的に崩しすことができ、凹凸スジを効率よく軽減できる点で好ましく、1.0〜3.0kWh/kg/mであることがさらに好ましい。不織布Aの裏側から印加したエネルギーが0.8kWh/kg/m未満であると、表側の凹凸スジを崩すだけのエネルギーがなく、十分な不明瞭化効果が得られにくく、凹凸スジが残ることがあり、3.5kWh/kg/mを越えると裏側からの流体処理跡が表側まで達し、新たな凹凸スジが形成される傾向があるため好ましくない。
【0042】
このような条件は、例えば、目付が150g/m2の不織布を加工速度は7mで処理する場合、不織布の表側を孔径が0.12mm、ピッチが0.6mmで噴射孔が1列に配列されたノズルを用いて、流体の水圧170kgf/cm2で3回処理した後、不織布裏側から孔径が0.08mm、ピッチが0.48mmで、噴射孔が3列で千鳥状に配置されているノズルを用いて、流体の水圧140kgf/cm2で3回処理することで達成することができる。
【0043】
上述の高速流体処理により製造される本発明の流体交絡不織布は、衣料用途でのひじ抜けやひざ抜けの発生を抑制することができる点で表と裏の不織布の間に織物あるいは編物(これらを総称して織編物という)が挿入されている複数層構造の不織布であることが好ましい。
【0044】
したがって、本発明の流体交絡不織布に用いることのできる不織布Aは、複数層構造の不織布であることが好ましい。特に、抄造不織布に比べ、高目付の不織布を得やすく、バフィングによる立毛長の変化が容易な乾式不織布を製品の表側となるように配した複数層構造の不織布が、バラエティに富む高級な外観が得られやすい点で好ましい。なおこの場合、乾式不織布の反対の面には、低目付の不織布が得られやすく、高速流体処理時の水抜け性に優れる点で抄造不織布を用いることが好ましい。
【0045】
上述の理由により、不織布Aは、表側に乾式不織布、裏側に抄造不織布、さらに乾式不織布と抄造不織布の間に織編物を配した3層構造からなることが好ましい。
【0046】
本発明に好ましく用いることができる乾式不織布は特に限定されるものではないが、乾式不織布が平均単繊維繊度0.001〜0.5デシテックスの極細繊維により構成されていることは、天然皮革のような風合いと表面感が得られることや良好な拭き取り性が得られる点で好ましく、0.001デシテックス以上であることがより好ましく、0.005デシテックス以上であることがさらに好ましい。また、0.3デシテックス以下であることがより好ましく、0.15デシテックス以下であることがさらに好ましい。一方、平均繊維繊度が0.001デシテックス未満であると最終製品の強度が低くなることや、染色を行った場合に濃色が得にくくなり、また、平均単繊維繊度が0.5デシテックスを越えると、高速流体処理で繊維が絡合しにくく耐摩耗性が低下する傾向にあることや、高級な外観を得にくくなるため好ましくない。ただし、本発明の目的を損なわない範囲であれば、平均単繊維繊度が0.001デシテックス未満の繊維もしくは単繊維繊度が0.5デシテックスを越える繊維が含まれていてもよい。平均単繊維繊度が0.001デシテックス未満の繊維および0.5デシテックスを越える繊維の含有量は、数にして、不織布を構成する繊維の30%以下が好ましく、10%以下がより好ましく、全く含まれないことがもっとも好ましい。
【0047】
乾式不織布を構成する極細繊維に用いられるポリマーは特に限定されず、例えば、ポリエステル、ポリアミド、ポリプロピレン、ポリエチレンなど適宜用途に応じて使用することができるが、染色性や強度の点で、ポリエステル、ポリアミドであることが好ましい。
【0048】
ポリエステルとしては、ジカルボン酸またはそのエステル形成性誘導体およびジオールまたはそのエステル形成性誘導体から合成されるポリマーであって、極細繊維発生型繊維として用いることが可能なものであればよく、特に限定されるものではない。
【0049】
具体的には、例えば、ポリエチレンテレフタレート(以下、PETと略記する)、ポリトリメチレンテレフタレート(以下、PTTと略記する)、ポリブチレンテレフタレート(以下、PBTと略記する)、ポリシクロヘキシレンジメチレンテレフタレート、ポリエチレン−2,6−ナフタレンジカルボキシレート、ポリエチレン−1,2−ビス(2−クロロフェノキシ)エタン−4,4’−ジカルボキシレートなどが挙げられる。本発明では、中でも、最も汎用的に用いられているPETまたは主としてエチレンテレフタレート単位を含むポリエステル共重合体が好適に使用することができる。
【0050】
ポリアミドとしては、例えばナイロン6、ナイロン66、ナイロン610、ナイロン12などのアミド結合を有するポリマーを採用することができる。
【0051】
本発明における平均単繊維繊度が0.001〜0.3デシテックスの極細繊維により構成された乾式不織布の製造方法は特に限定されず、例えば、極細繊維を直接紡糸する方法、通常繊度の繊維であって極細繊維を発生することができる繊維(極細繊維発生型繊維)を紡糸し、次いで極細繊維を発生させる方法がある。極細繊維発生型繊維を用いる方法としては、例えば海島型繊維を紡糸してから海成分を除去する方法、分割型繊維を紡糸してから分割して極細化する方法などの手段を例示することができる。ここでいう海島型繊維としては、2成分以上の成分を任意の段階で複合、混合して海島状態とした繊維を用いることができる。この繊維を得る方法としては、特に限定されず、例えば、
(A)2成分以上の異種のポリマーをチップ状態でブレンドして紡糸する方法、
(B)予め2成分以上の異種のポリマーを混練してチップ化した後、紡糸する方法、
(C)溶融状態の2成分以上の異種のポリマーを紡糸機のパック内で静止混練器などを用い混合する方法、
(D)特公昭44−18369号公報、特開昭54−116417号公報などの口金を用いて製造する方法、などが挙げられる。
【0052】
本発明においてはいずれの方法でも良好に製造することができるが、ポリマーの選択が容易である点で(D)の方法が好ましく採用される。かかる(D)の方法において、海島型繊維および海成分を除去して得られる島繊維の断面形状は特に限定されず、例えば、丸、多角、Y、H、X、W、C、π型などが挙げられる。また、用いるポリマー種の数も特に限定されるものではないが、紡糸安定性を考慮すると2〜3成分であることが好ましく、特に海1成分、島1成分の2成分で構成されることが好ましい。またこのときの成分比は、島繊維の海島型繊維に対する重量比で0.3以上であることが好ましく、0.4以上がより好ましく、0.5以上がさらに好ましい。また、0.99以下であることが好ましく、0.97以下がより好ましく、0.8以下がさらに好ましい。0.3未満であると、海成分の除去率が多くなるためコスト的に好ましくない。また0.99を越えると、島成分同士の合流が生じやすくなり、紡糸安定性の点で好ましくない。
【0053】
海島型繊維で極細繊維を得る場合、その島成分が目的とする極細繊維になる。島成分に用いるポリマーは特に限定されず、繊維化が可能なものを適宜選択して使用することができるが、本発明で好ましく用いられるのは上述したポリエステルやポリアミドを使用することが好ましい。また、海成分として用いるポリマーは、島成分と相溶しないものであれば特に限定されるものではないが、島成分のポリマーよりも使用する溶剤や薬剤に対し溶解性、分解性の高い化学的性質を有するものであることが好ましい。島成分を構成するポリマーの選択にもよるが、例えばポリエチレンやポリスチレンなどのポリオレフィン、ポリビニルアルコール、ポリエチレングリコールもしくはその共重合体、特開昭61−29120号公報、特開昭63−165516号公報、特開昭63−159520号公報、特開平1−272820号公報などに記載されている熱水可溶性ポリエステルなどの熱水可溶性ポリマー、5−ナトリウムスルホイソフタル酸、ドデシルベンゼンスルホン酸ナトリウム、ビスフェノールA化合物、イソフタル酸、アジピン酸、ドデカジオン酸、シクロヘキシルカルボン酸などを共重合したポリエステルなどを用いることができる。紡糸安定性の点ではポリスチレンが好ましいが、有機溶剤を使用せずに容易に除去できる点で熱水可溶性ポリマーやスルホン基を有する共重合ポリエステルが好ましい。かかる共重合比率としては、処理速度、安定性の点から5モル%以上、重合や紡糸、延伸のしやすさから20モル%以下であることが好ましい。
【0054】
海島型繊維を用いて乾式不織布を得る際、島成分と海成分の好ましい組み合わせとしては、島成分にポリエチレンテレフタレート、海成分にポリスチレンまたはスルホン基を有する共重合ポリエステルを用いることである。これらのポリマーには、隠蔽性を向上させるためにポリマー中に酸化チタン粒子などの無機粒子を添加してもよいし、その他、潤滑剤、顔料、熱安定剤、紫外線吸収剤、導電剤、蓄熱材、抗菌剤など、種々目的に応じて添加することもできる。
【0055】
このようにして紡出したポリマーは、延伸、結晶化することができ、例えば未延伸糸を引き取った後、湿熱または乾熱、あるいはその両者によって1〜3段延伸することができる。なお、分割型繊維を用いる場合は、主に口金内で2成分以上を複合し、上述の海島型繊維の製造方法に準じて行うことができる。
【0056】
このようにして得られた極細繊維発生型繊維や分割型繊維をネットに直接捕集し、スパンボンド法、メルトブロー法などにより乾式不織布を得る方法や、極細繊維発生型繊維を常法により捲縮付与、カットを行い短繊維とした後、カードやクロスラッパー、ランダムウエバーを用いた作製したウェブをニードルパンチ法により乾式不織布を得た後、海島型繊維の海成分を熱水や薬剤によって膨潤、分解、溶解などによって除去する。その際、工程張力による伸びや表面の繊維の毛羽立ちを抑制するため、あらかじめポリビニルアルコールなどの樹脂を付与しておくことが好ましい。また、海成分除去後は、必要に応じて厚み方向にスライス処理を行ってもよい。このような方法により、本発明に用いる平均繊維繊度0.001〜0.3デシテックス極細繊維から構成される乾式不織布を得ることができる。なお、高速流体処理の際に容易に除去できるのであれば、ポリビニルアルコールなどの樹脂が付着した乾式不織布を用いてもよい。このような方法により作製する乾式不織布は、目付が30〜200g/m2であることが好ましい。
【0057】
次に、乾式不織布と抄造不織布の間に配する織編物について述べる。本発明に用いることができる織編物は特に限定されるものではないが、目付は、好ましくは30g/m2以上、より好ましくは50g/m2以上であり、好ましくは150g/m2以下、より好ましくは120g/m2以下である。また、通気量は、好ましくは150cc/cm2/sec以上、より好ましくは250cc/cm2/sec以上である。織編物の目付が30g/m2未満であると、ひじ抜けやひざ抜け発生の抑制効果が低く、目付が150g/m2を越えたり、通気量が150cc/cm2/sec未満であると、高速流体処理時の通水性が低下し、処理面に水が溜まりやすく、水が溜まった状態でさらに流体処理を行った場合、繊維の絡合効率が低下して耐摩耗性が低下するため好ましくない。織編物の通気量の上限は特に限定されるものではないが、通気量が1500cc/cm2/secを越えると織編物が目ずれしやすく取り扱い性が低下したり、ひじ抜けやひざ抜けの抑制効果が低下する傾向があるため、通気量1500cc/cm2/sec以下の織編物を用いることが好ましく、700cc/cm2/sec以下である織編物を用いることがより好ましい。
【0058】
また、織編物の組織や製造方法は特に限定されるものではなく、織物であれば平織、綾織、朱子織など、編物の場合は、丸編、トリコット、ラッセルなどを挙げることができ、必要とする組織に応じてそれに適した織機や編機を使用することができる。織機としては、例えばエアージェット織機やウォータージェット織機、フライシャトル織機、編機としては、例えば横編機、丸編機、トリコット機、ラッセル機などにより作成することができる。
【0059】
次に、乾式不織布と反対の面に配され、本発明の流体交絡不織布の裏側の面を構成する抄造不織布について説明する。
【0060】
本発明に用いられる抄造不織布は、特に限定されるものではないが、裏側の表面品位やタッチが優れる流体交絡不織布を得ることができる点で、平均単繊維繊度が0.01〜0.5デシテックスの繊維から構成されている抄造不織布を用いることが好ましい。平均単繊維繊度が0.01デシテックス未満であると、抄造不織布を構成する繊維の本数が多くなり、高速流体処理時に通水性が低下するため好ましくなく、平均単繊維繊度が0.5デシテックスを超えると、得られる流体交絡不織布の裏側がざらざらしたタッチになり、品位が低下する傾向があるため好ましくない。
【0061】
抄造不織布の目付は、20g/m2以上のものを用いることが好ましく、40g/m2以上であることがさらに好ましい。50g/m2以下のものを用いることが好ましく、40g/m2以下であることがさらに好ましい。目付が20g/m2未満では、抄造不織布の層が薄く、織編物が露出してしまう可能性があり、目付が50g/m2を超えると乾式不織布、織編物、抄造不織布の3つを重ねて高速流体処理する際に通水性が悪くなるため好ましくない。
【0062】
本発明に用いられる抄造不織布の製造法は特に限定されるものではないが、例えば平均繊維長0.1〜1cm、平均単繊維繊度が0.01〜0.5デシテックスの繊維を水溶性樹脂などを含む水中で叩解し、0.0001〜0.1%程度の濃度で分散させた分散液を金網などに抄造して製造することができる。なお、織編物上に抄造ウェブを一挙に形成させる場合は、金網上に織編物を置き、その上から抄造する方法によって製造することができる。
【0063】
上述の織編物や抄造不織布に用いられるポリマーは特に限定されるものではなく、乾式不織布と同様にポリエステル、ポリアミド、ポリプロピレン、ポリエチレンなど、適宜用途に応じて使用することができるが、リサイクルの容易さや染色時に同一の染料による染色が可能である点から、用いる乾式不織布と同じポリマーであることが好ましい。
【0064】
また、不織布Aを構成する織編物と抄造不織布は、織編物と抄造不織布のみを重ねて高速流体処理を行って絡合一体化したものを用いてもよい。この場合は、まず織編物の上に抄造不織布を重ねて、抄造不織布の面から孔径が0.05〜0.14mmのノズルを用いて、エネルギーの印加が0.05〜2.0kWh/kg/mとなるような条件で流体処理を行うことが好ましい。この際、ノズルの孔径が0.05mm未満であるとノズル詰まりが発生しやすく、0.14mmを越える場合は抄造不織布に凹凸スジが強く残りやすいため好ましくない。また、織編物と抄造不織布を絡合一体化させる際に印加するエネルギーが0.05kWh/kg/m未満であると、抄造不織布が織編物に十分に絡合せずに剥離してしまうことがあるため好ましくない。また、2.0kWh/kg/mを越えると抄造不織布が破けたり、凹凸スジが強く残りやすい傾向があるため好ましくない。
【0065】
例えば、目付が60g/m2の平織の織物と目付が30g/m2の抄造不織布を用いる場合は、織物の上に抄造布不織布を重ね、抄造不織布の面から、孔径が0.12mm、ピッチが0.6mmで噴射孔が1列に配列されたノズルを用いて、流体の水圧50kgf/cm2で2回処理することにより、織物と抄造不織布が絡合一体化して乾燥させた後、抄造不織布を載せた側を下にして置き、その上に乾式不織布を重ねたものを不織布Aとすることができる。
【0066】
また、流体交絡不織布を構成する乾式不織布がニードルパンチ不織布であると、繊維同士があらかじめ3次元的に絡合されているため、さらに高速流体処理することで、繊維同士が絡合していないスパンボンド法やメルトブロー法などにより作製した乾式不織布や、繊維長の短い抄造不織布に比べて高い耐摩耗性を得ることができる点で好ましい。
【0067】
ニードルパンチ不織布を構成する繊維の平均繊維長は特に限定されるものではないが、平均繊維長が30〜80mmのものであることが好ましい。平均繊維長が30mm未満の極細繊維から構成される不織布では、摩擦により繊維が脱落しやすく、耐摩耗性が低下する傾向にあり、平均繊維長が80mmを越えると高速流体処理で繊維が絡合しにくくなり、摩擦によりピリングが発生しやすくなる傾向がある。
【0068】
また、ニードルパンチ不織布を構成する繊維の平均繊維長と平均繊維径のアスペクト比が6500〜220000であると、高速流体処理で繊維が絡合しやすく、摩擦による繊維の脱落も少なくなるため好ましい。ここでいうアスペクト比は、次の式6により算出することができる。
【0069】
A=l/w ・・・(式6)
ここで、A:アスペクト比
l:平均繊維長(μm)
w:平均繊維直径(μm)のことである。
【0070】
高速流体処理時の通水性を考慮すると、ニードルパンチ不織布の目付は50〜200g/m2で、密度が0.2〜0.3g/cm3であることが好ましい。ニードルパンチ不織布の目付が30g/m2未満であると通水性は良いものの、不織布層が薄くバフィングによる立毛長のコントロールが難しくなり、目付が200g/m2を越えると通水性が悪くなり、不織布表面に高速流体処理を行った際に流体が溜まりやすく、流体が溜まった状態でさらに高速流体処理を行った場合、繊維の絡合効率が低下し、耐摩耗性が低下するため好ましくない。また、密度が0.2g/cm3未満であると、ニードルパンチによる繊維の絡合が十分でないため、耐摩耗性が低下する傾向があり、密度が0.3g/cm3を越えると通水性が低下するため好ましくない。なお、ここでいう目付と密度はニードルパンチ不織布を構成する繊維のみでのものであり、例えば強力保持のために繊維の他に樹脂が付着している樹脂の目付と密度はこの中に含まない。
【0071】
なお、得られる流体交絡不織布が動きに対して追従しやすくなる点で、ニードルパンチ不織布の伸長率はタテ方向、ヨコ方向共に3%以上であることが好ましい。どちらか一方でも伸長率が3%未満であると、流体交絡不織布の伸びが悪くなるため、衣料素材に用いた際に動きに対する追従性が低下して着用感が悪くなることや、シートの表皮材としてシート形状に沿わせて貼り合わせる際に成形性が悪くなってしまうため好ましくない。伸長率の上限については、特に限定されるものではないが、伸長率が大きくなるに従い工程張力により不織布が伸びやすくなるため、通常は伸長率が40%以下のニードルパンチ不織布を用いることが好ましい。
【0072】
上述のニードルパンチ不織布の製造方法は特に限定されるものではないが、例えば次のような方法により得ることができる。
【0073】
ニードルパンチ不織布を構成する繊維として、乾式不織布の製造方法で述べた極細繊維発生型の海島型繊維を用いて、延伸を行った後に12〜16個/25mmの捲縮を付与し、30mm〜80mmにカットして短繊維を得る。その後、カードやクロスラッパー、ランダムウエバーを用いてウェブを作製し、必要な目付となるようにウェブを重ねる。ウェブを重ねる際には、海島型繊維の島成分の比率や繊維の熱水収縮率などから、最終的に目付が30〜200g/m2の極細繊維不織布となるようにウェブの目付を適宜調整する。続いて、重ねたウェブを針本数が500〜5000本/cm2となるようにニードルパンチし、海島型繊維からなる不織布を得る。
【0074】
次いで、熱水浴中などを通過させて湿熱により不織布を収縮させ、カレンダーロールなどによりプレスする。このような処理を行うことで表面が平滑で緻密な不織布が得られ、最終的に得られる流体交絡不織布の品位を向上させることができる。
【0075】
また、熱水浴の代わりにポリビニルアルコール水溶液の浴中で不織布を収縮させることで、収縮と同時にポリビニルアルコールを付与でき、海成分除去時の伸びを抑制する強度保持材として使用できるため好ましい。最終的に密度が0.2〜0.3g/cm3のニードルパンチ不織布を得るためには、この時点で、強度保持材を含む不織布の密度が0.22〜0.41g/cm3であることが好ましい。続いて、海成分を熱水や薬剤によって膨潤、分解、溶解などによって除去し、極細繊維を発生させる。この時に用いる薬剤などは海成分のポリマーにより、適宜選択することができるが、例えば海成分がポリスチレンの場合はトリクロロエチレン、ポリエチレンの場合はトルエン、スルホン基を有する共重合ポリエステルの場合は、水酸化ナトリウムを用いることができる。また、海成分を除去することにより、不織布内に空隙が生じるため、工程張力により伸びやすくなるため、あらかじめポリビニルアルコールなど容易に除去できる樹脂を付与し強度保持を行い、海成分除去時に伸びを20%以下に抑制することが好ましい。海成分の除去時の伸びが20%を超える場合、最終的にニードルパンチ不織布の伸長率が3%未満となることがあるため好ましくない。
【0076】
海成分除去後、必要に応じて厚み方向にスライス処理を行ってもよい。海成分を除去する際に付与した樹脂は、高速流体処理によって容易に除去できる場合は、極細繊維からなるニードルパンチ不織布に残っていてもよいが、高速流体処理で除去することが容易でない樹脂が残っていると、繊維の絡合を阻害するため高速流体処理の前に除去するようにする。このような方法により、目的とするニードルパンチ不織布を得ることができる。
【0077】
また、本発明で得られた流体交絡不織布を衣料素材やシートの表皮材に用いる場合は、ストレッチ性を有し、優れた流体交絡不織布を得ることができる点で、不織布Aに挿入する織編物が2以上の異種のポリエステル系重合体が繊維長さ方向に沿ってサイドバイサイド型に貼り合わされた複合繊維、または、2以上の異種のポリエステル系重合体が偏心芯鞘型に配置された複合繊維により構成され、タテ方向およびヨコ方向の伸長率が15〜40%であることが好ましい。
【0078】
ここでいうポリエステル系重合体としては、例えばポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレートなどのポリマーを用いることができる。また、2以上の異種のポリエステルとしては、物理的および/または化学的性質が異なる2種以上のポリエステルを用いることを意味する。すなわち、2以上の異種のポリエステルがサイドバイサイド型または偏心芯鞘型に接合されたとは、物理的および/または化学的性質が異なる2以上のポリエステルが、繊維長さ方向に沿ってサイドバイサイド型または偏心芯鞘型に接合されていることを意味する。これにより、物理的または化学的要因によって、複合繊維にコイル形状の捲縮を発現させることができる。捲縮発現が容易である点で、熱収縮性の異なるポリエステルを2以上使用することが好ましい。これにより、複合繊維を熱水浴中などでリラックス処理することによって、容易に捲縮を発現させることができる。複合繊維に捲縮を発現させることにより、高い伸長率を得ることができる。
【0079】
熱収縮性の異なるポリエステルとしては、例えば、ポリマーの重合度が異なるもの、異なるポリマーをブレンドしたものなどが挙げられる。本発明においては、特に反発感が優れる皮革様シートが得られる点で、極限粘度が0.35〜0.45の低粘度ポリエステルと極限粘度が0.65〜0.85の高粘度ポリエステルとが複合された複合繊維が好ましい。この場合、一般に高粘度ポリエステルの方が、低粘度ポリエステルよりも、熱収縮性が高くなる。低粘度ポリエステルの極限粘度が0.35未満であると紡糸安定性が低下するため好ましくない。また低粘度ポリエステルの極限粘度が0.45を超えると、皮革様シートの反発感が低下するため好ましくない。また高粘度ポリエステルの極限粘度が0.85を超えると紡糸安定性が低下するため好ましくない。高粘度ポリエステルの極限粘度が0.65未満であると、熱収縮性が近くなるため、複合繊維の捲縮発現が弱く皮革様シートのストレッチ性や反発感が低下するため好ましくない。
【0080】
ストレッチ性と反発感に優れる皮革様シートを得るために、低粘度ポリエステルと高粘度ポリエステルの極限粘度差は、0.20〜0.40の範囲が好ましい。
【0081】
なお、極限粘度[η]は、温度25℃においてオルソクロロフェノール溶液として測定した値を用いた。
【0082】
また、2種類以上のポリエステル系重合体の複合比率は、製糸性および捲縮を発現させた際の繊維長さ方向のコイルの寸法均質性の点で、高収縮成分:低収縮成分=75:25〜35:65(重量%)の範囲が好ましく、65:35〜45:55の範囲がより好ましい。
【0083】
複合繊維の複合形態としては、サイドバイサイド型および偏心芯鞘型のいずれでもよいが、織編物にして捲縮を発現させた際、伸長率の他に反発感が得られる点でサイドバイサイド型が好ましい。
【0084】
複合繊維の平均単繊維繊度は、特に限定されるものではないが、1〜15デシテックスであることが好ましい。1デシテックス未満であると繊維が切れやすく、15デシテックスを超えると流体交絡不織布とした際に風合いが硬くなる傾向があるため好ましくない。
【0085】
また、本発明の流体交絡不織布に好ましい着用感と、成形性を付与するためには、上述の複合繊維を用いた織編物のタテ方向およびヨコ方向において、JIS L 1096(1999)8.14.1 A法で規定される伸長率が15〜40%であることが好ましい。伸長率が15%未満であると、流体交絡不織布の動きへの追従性が不足し、一方、伸長率が40%を超えると工程張力で伸びてしまい、皺が発生しやすくなるため好ましくない。
【0086】
上述の範囲の伸長率の織編物を得るには、例えば次の式7で表される撚係数Kが3500〜15000となるように撚りを加えた複合糸を用いて織編物を作製し、この織編物を熱水中でリラックス処理し、タテ方向およびヨコ方向に30%程度収縮させて捲縮構造を発現させることで達成することができる。
【0087】
K=t×d0.5 ・・・(式7)
ここで、K:撚係数
t:糸長さ1m当たりの撚数(回)
d:糸の繊度(デシテックス)のことである。
【0088】
また、このような織編物の目付は、流体交絡不織布の用途に合わせ適宜調整することができるが、織編物の目付は、30g/m2以上であることが好ましく、50g/m2以上であることがより好ましい。150g/m2以下であることが好ましく、120g/m2以下であることがより好ましい。織編物の目付が30g/m2未満であると、ひじ抜けやひざ抜けの発生を十分に抑制することが難しく、目付が150g/m2を超えると、高速流体処理時の通水性が低下して不織布面に水が溜まりやすくなり、耐摩耗性が低下するため好ましくない。
【0089】
なお、織編物の重量比は、流体交絡不織布全体の15%以上であることが好ましく、20%以上であることがより好ましい。50%以下であることが好ましく、40%以下であることがより好ましい。重量比が15%未満であると、ひじ抜けやひざ抜けの抑制効果が十分に得にくいため好ましくなく、重量比が50%を超えると、得られる流体交絡不織布が織編物様の風合いとなり、高級感が得られにくくなるため好ましくない。
【0090】
上述の構成や条件で高速流体処理を行うことで得られた流体交絡不織布を起毛処理することは、凹凸スジをさらに軽減することができ、高級感のある起毛を有するシートが得られる点で好ましい。
【0091】
起毛処理としては、特に限定されるものではないが、乾式不織布の面を粒度が400〜1500のサンドペーパーにより研削して起毛処理することで、凹凸スジがさらに軽減され、より均一な表面が得られ、また、スエード調あるいはヌバック調の皮革様の外観と優れたライティングエフェクトが得られるため好ましい。起毛処理に用いるサンドペーパーの粒度が400未満であると、繊維が切断されやすいため、立毛長が長く、荒々しい外観となりやすく、高級な表面品位を得難い傾向があるため好ましくない。粒度が1500を超えるサンドペーパーによる処理では、繊維が切断されにくく、処理効率が低下するため好ましくない。ただし、本発明の条件から外れた流体交絡不織布では、研削を行っても凹凸スジを軽減することはできず、また、立毛長の長い荒々しい立毛になり、このような効果を得ることはできない。すなわち、本発明の流体交絡不織布を用いて、サンドペーパーにより起毛処理することによって、優れた凹凸スジ抑制効果を発揮するものである。
【0092】
なお、製品面の裏側の抄造不織布を起毛処理する場合は、軽く擦過する程度で処理することが好ましい。抄造不織布面を強く起毛処理すると、後述する染色により繊維が毛羽立つ傾向があるため好ましくない。
【0093】
本発明ではさらに、流体交絡不織布を液流染色機で処理する、すなわち、液流染色機により流体交絡不織布を揉むことにより、凹凸スジを軽減することができる。液流染色機で、90〜130℃にて30分以上の揉み処理を行うことにより、好ましく凹凸スジを軽減することができ、通常30〜40分の処理でこの効果を得ることができる。サンドペーパーで起毛処理を行った後に液流染色機で揉み処理を行うことは、単独の処理よりも凹凸スジ軽減効果が得られるためさらに好ましい。
【0094】
また、本発明で得られる流体交絡不織布を皮革様シート状物の基布として用いることにより、スエード調やヌバック調の高級感のある立毛を有するものを得ることができるため好ましい。
【0095】
皮革様シート状物は、上述の流体交絡不織布をサンドペーパーによる起毛処理し、染色を行うことで得ることができる。染色方法は特に限定されず、従来の人工皮革の染色に用いられている一般的な方法で染色することができるが、揉み効果により凹凸スジの軽減と風合いがソフトになる点で液流染色機で染色することが好ましい。
【0096】
なお、本発明の流体交絡不織布および皮革様シート状物には、柔軟剤、ピリング防止剤、帯電防止剤、吸水剤、撥水剤、SR剤などの機能性薬剤を付与することができ、柔軟性や耐摩耗性の向上や機能性を加えることができるため好ましい。薬剤の付与方法は特に限定されるものではなく、例えば液流染色機の浴中での付与やパッド・ドライ法などにより、付与することができる。
【実施例】
【0097】
以下、実施例により、本発明をさらに詳細に説明する。なお、実施例中の物性値は以下に述べる方法で測定した。
【0098】
(1)平均単繊維繊度および平均繊維直径の測定
不織布および織編物の作製に使用した繊維の断面を光学顕微鏡にて観察した。繊維断面を100個ランダムに選んで断面を測定し、100個の繊維断面積および繊維直径の数平均を求めた。求められた繊維断面積の平均値と繊維の比重から、平均単繊維繊度を計算により求めた。なお、繊維の比重はJIS L 1015 8.14.1(1999)に基づいて測定した。求められた繊維直径を平均繊維直径とした。また、異型断面の繊維については、求められた断面積と同じ断面積を有する円形断面の繊維の直径を異型断面の平均繊維直径とした。
【0099】
(2)目付、密度
不織布および織編物の目付は、JIS L 1096 8.4.2(1999)に記載された方法で測定し、小数点下一桁を四捨五入した。また、厚みをダイヤルシックネスゲージ((株)尾崎製作所製、商品名“ピーコックH”)により測定し、目付の値を厚みの値で割って密度を求めた。
【0100】
(3)通気量
織編物の通気量はJIS L 1096 8.27.1 A法(1999)に基づいて測定し、小数点下一桁を四捨五入した。
【0101】
(4)平均繊維長の測定
乾式不織布の作製に使用した海島型複合繊維をJIS L 1015 8.4.1 C法(1999)に基づいて測定し、小数点下一桁を四捨五入した値を平均繊維長とした。
【0102】
(5)伸長率
JIS L 1096(1999)8.14.1 A法に基づいて測定し(つかみ間隔20cm)、小数点下一桁を四捨五入した。
【0103】
(6)凹凸スジ
流体交絡不織布の製品面を起毛して染色を行った後、製品面の外観を目視により○〜×の3段階で評価した。なお、○〜×は次の内容で判定した。
◎:凹凸スジがなく、表面の均一性にも優れる
○:凹凸スジなし
△:わずかに凹凸スジ有り
×:凹凸スジが強い
(7)耐摩耗性
流体交絡不織布の製品面を起毛して染色を行った後、JIS L 1096(1999)8.17.5 E法(マーチンデール法)に準じて試験片を採取し、衣料用(9kPa)荷重にて製品面を摩擦した。なお、マーチンデール摩耗試験機のポジション設定はC(THREE DRIVE ROLLERS=POSITION C)で行った。
【0104】
耐摩耗性の評価は、20000回摩擦したところで試験機を止め、試験後の製品面の外観を○〜×の3段階で評価した。○〜×は次の内容で判定した。
○:「耐摩耗性が優れている」
立毛状態変化無し、ピリングが1個以下、織編物露出無し
△:「耐摩耗性がやや劣る」
2〜4個の小さいピリング有り、織編物露出無し
×:「耐摩耗性が劣る」
5個以上のピリング有、または織編物露出有り。
【0105】
(8)追従性
流体交絡不織布の製品面を起毛して染色を行った後、JIS L 1096(1999)8.14.1 A法に基づき、流体交絡不織布のタテおよびヨコ方向の伸長率を測定し(つかみ間隔20cm)、小数点下一桁を四捨五入した。
追従性の評価は、流体交絡不織布のタテおよびヨコ方向の伸長率から○〜×で評価した。○〜×は次の内容で判定した。
○:「追従性が優れている」
タテおよびヨコ方向の伸長率が両方とも10%以上であるもの。
△:「追従性が普通である」
タテおよびヨコ方向の伸長率が5〜9%。または、タテおよびヨコ方向の伸長率の一方が10%以上で、もう一方が5〜9%であるもの。
×:「追従性が劣る」
タテおよびヨコ方向の伸長率のいずれか一方でも4%以下であるもの。
【0106】
参考例1(抄造不織布の作製)
0.3デシテックスのポリエチレンテレフタレート繊維を長さ0.5cmにカットし(アスペクト比は962)、抄紙法により30g/m2の抄造維不織布を得た。
【0107】
参考例2(編物1の作製)
極限粘度が0.66のポリエチレンテレフタレートからなる重合体成分を紡糸および延伸し、56デシテックス12フィラメントのマルチフィラメント繊維糸を得た。この繊維糸を28ゲージのトリコット編機でプレントリコットを作製し、目付が70g/m2、通気量400cc/cm2/sec以上の編物1を得た。
【0108】
参考例3(織物1の作製)
極限粘度が0.66のポリエチレンテレフタレートからなる重合体成分を紡糸および延伸し、60デシテックス12フィラメントのマルチフィラメント繊維糸を得た。これを600T/m(撚係数4648)で追撚して、65℃でスチームセットを行った。この糸をタテ糸とヨコ糸に用い、織組織を平織とし、94×64本/2.54cmの織密度で製織した。この織物を98℃で精練した後、110℃で液流染色機を用いてリラックス処理を行い、織密度が115×71/2.54cm、目付が57g/m2、通気量368cc/cm2/sec織物1を得た。
【0109】
参考例4(織物2の作製)
極限粘度が0.40のポリエチレンテレフタレートからなる低粘度成分と、極限粘度が0.75のポリエチレンテレフタレートからなる高粘度成分とを重量複合比50:50でサイドバイサイドに貼りあわせて紡糸および延伸し、56デシテックス12フィラメントの複合マルチフィラメント繊維糸を得た。これを1500T/m(撚係数11225)で追撚して、65℃でスチームセットを行った。この糸をタテ糸とヨコ糸に用い、織組織を平織とし、94×64本/2.54cmの織密度で製織した。この織物を98℃で精練した後、110℃で液流染色機を用いてリラックス処理を行い、織密度が122×87本/2.54cm、目付が64g/m2、通気量330cc/cm2/secの織物2を得た。
【0110】
参考例5(織物3の作製)
極限粘度が0.66のポリエチレンテレフタレートからなる重合体成分を紡糸および延伸し、165デシテックス36フィラメントのマルチフィラメント繊維糸を得た。これを600T/m(撚係数7707)で追撚して、65℃でスチームセットを行った。この糸をタテ糸とヨコ糸に用い、織組織を平織とし、94×64本/2.54cmの織密度で製織した。この織物を98℃で精練した後、110℃で液流染色機を用いてリラックス処理を行い、織密度が125×76/2.54cm、目付が170g/m2、通気量70cc/cm2/sec織物3を得た。
【0111】
実施例1
海成分としてポリスチレン45部、島成分としてポリエチレンテレフタレート55部からなる平均単繊維繊度3デシテックス、36島、平均繊維長51mmの海島型複合短繊維を、カード機およびクロスラッパーに通してウェブを作製した。得られたウェブを、1バーブ型のニードルを用いて、3000本/cm2の打ち込み密度でニードルパンチ処理し、繊維見掛け密度0.199g/cm3 の複合短繊維不織布を得た。該複合単繊維不織布に95℃に加温した重合度500、ケン化度88%のポリビニルアルコール(PVA)12%の水溶液に2分間浸積し、PVAを不織布に、不織布重量に対し固形分換算で15%の付着量になるように含浸させると同時に収縮処理を行った。その後、不織布を100℃にて乾燥して水分を除去した。次いで、この複合短繊維不織布をトリクロロエチレンでポリスチレンが完全に除去されるまで処理することにより、複合短繊維から平均単繊維繊度0.046デシテックスの極細繊維(アスペクト比は25198)を発現させた。これにより得られた極細短繊維不織布を、室田製作所(株)製の標準型漉割機を用いて、厚み方向に対して垂直に2枚にスプリット処理して、目付105g/m2、密度0.260g/cm3 (極細繊維のみの目付90g/m2、密度0.227g/cm3)の極細繊維不織布を得た。なお、この極細繊維不織布に付着しているポリビニルアルコールを除去し、伸長率を測定したところタテ方向が6%、ヨコ方向が28%であった。
【0112】
該極細繊維不織布と参考例1で作製した抄造不織布の間に参考例2で作製した編物1を重ね、表1に示すノズルを装着したヘッド配置より水流を噴射し、加工速度7m/分で極細繊維不織布面からウォータージェットパンチ処理を行った(この場合、ヘッド数が高速流体処理回数に相当し、ヘッド番号が何回目の高速流体処理かを表す。以下、同じ。)。この極細繊維不織布面からの処理において、ノズル1孔当たりの水流の仕事率が34.2Wおよび11.4Wで、合計2.15kWh/kg/mのエネルギーを印加した。
【0113】
次に反を裏返し、表2に示すノズルを装着したヘッド配置より水流を噴射し、加工速度7m/分で抄造不織布面からウォータージェットパンチ処理を行った。この抄造不織布面からの処理において、ノズル1孔当たりの水流の仕事率が11.4Wで、合計2.47kWh/kg/mのエネルギーを印加した。
【0114】
【表1】

【0115】
【表2】
【0116】
このようにして得られた流体交絡不織布の極細繊維不織布面を観察したところ凹凸スジがないものであった。また、耐摩耗性に優れ、追従性は劣るものであった。
【0117】
実施例2
実施例1で得られた流体交絡不織布の極細不織布面を粒度600のサンドペーパーにて研作し、抄造不織布面を粒度600のサンドペーパーに当てて擦過して起毛処理を行った。起毛処理後、液流染色機にて“Sumikaron Blue S−BBL200”(住化ケムテックス(株)製)を用い20%owfの濃度で、120℃、45分、液流染色機にて染色したところ、表面が均一で短立毛のヌバック調の外観を有する高級感のある皮革様シートが得られた。
【0118】
該シートの極細不織布面には凹凸スジがなく、実施例1で得られた流体交絡不織布に比べ、表面が均一性に優れるものであった。また、該シートは染色により揉まれたことで風合いは柔軟になり、追従性は普通の性能を有するものになっており、耐摩耗性に優れるものであった。
【0119】
実施例3
実施例2の染色後の皮革様シート状物を用いて、柔軟剤(“エルソフトN−500コンク”一方社株式会社製)、ピリング防止剤(ニューサイズCM−480、一方社株式会社製)、帯電防止剤(“ナイスポールFL”、日華化学株式会社製)を含む水溶液に浸積し、絞った後、100℃で乾燥させて機能性薬剤を付与した。これにより得られた皮革様シート状物は、実施例2に比べ、風合いがさらに柔軟になっており、耐摩耗性と追従性は同等の性能を有するものであった。
【0120】
実施例4
参考例2で作成した編物1の上に参考例1で作製した抄造不織布を重ね、表3に示すノズルを装着したヘッド配置より水流を噴射し、加工速度7m/分で抄造不織布面からウォータジェットパンチ処理した。この処理において、合計0.43kWh/kg/mのエネルギーを印加した。
【0121】
【表3】
【0122】
続いて乾燥を行い、編物と抄造不織布が絡合一体化したシート作製した。このシートを抄造不織布を載せた側を下にして置き、その上に実施例1で作製した極細繊維不織布を重ねた以外は実施例1と同様に処理し、流体交絡不織布を得た。その際、抄造不織布と編物が一体化したシートを用いることによる、工程上の問題は特になかった。これを、実施例2と同様の処理を行い、皮革様シート状物を得た。該シートを評価したところ、実施例2と同等の外観および耐摩耗性と追従性を有するものであった。
【0123】
実施例5
実施例4と同様に編物と抄造不織布が一体化したシートの上に極細繊維不織布を重ね、表4に示すノズルを装着したヘッド配置より水流を噴射し、加工速度7m/分で極細繊維不織布面からウォータージェットパンチ処理を行った。この極細繊維不織布面からの処理により、ノズル1孔当たりの水流の仕事率は孔径が0.1mmのノズルが23.8Wで、0.08mmのノズルが11.4W、合計2.26kWh/kg/mのエネルギーを印加した。次に反を裏返し、表5に示すノズルを装着したヘッド配置より水流を噴射し、加工速度7m/分で抄造不織布面から1回ウォータージェットパンチ処理を行った。抄造不織布面からの処理において、ノズル1孔当たりの水流の仕事率が11.4Wおよび4.9Wで、合計2.01kWh/kg/mのエネルギーを印加した。
【0124】
【表4】
【0125】
【表5】
【0126】
得られた流体交絡不織布を乾燥後、実施例2と同様の起毛処理、染色を行った後、実施例3と同じ機能性薬剤の付与を行った。
これにより、極細不織布面に凹凸スジがなく、表面が均一であり、短立毛のヌバック調外観を有する高級感のある皮革様シート状物が得られた。また、風合いは柔軟で耐摩耗性に優れ、追従性は普通の性能を有するものであった。
【0127】
実施例6
用いる織編物を参考例3で作製した織物1に変更した以外は、実施例1および実施例2と同様に処理して皮革様シート状物を得た。なお、ウォータージェットパンチにより印加したエネルギーは、極細繊維不織布面からの処理において2.12kWh/kg/m、抄造不織布面から2.64kWh/kg/mであった。これにより得られた皮革様シート状物は、追従性が普通で、耐摩耗性と外観も実施例2で得られた流体交絡不織布と同様の優れたものであった。
【0128】
実施例7
用いる織編物を参考例4で作製した織物2に変更した以外は、実施例1および実施例2と同様に処理して皮革様シート状物を得た。なお、ウォータージェットパンチにより印加したエネルギーは、極細繊維不織布面からの処理において2.05kWh/kg/m、抄造不織布面から2.55kWh/kg/mであった。これにより得られた皮革様シート状物は、追従性に優れており、耐摩耗性と外観も実施例2で得られた流体交絡不織布と同様の優れたものであった。
【0129】
比較例1
参考例2で作成した編物1の両面に参考例1で作成した抄造不織布を重ね、抄造不織布の表側から表6に示すノズルを装着したヘッド配置より水流を噴射し、加工速度7m/分で極細繊維不織布面からウォータージェットパンチ処理を行った。この処理において、ノズル1孔当たりの水流の仕事率が7.7Wで、合計0.7kWh/kg/mのエネルギーを印加した。
【0130】
次に反を裏返し、表7に示すノズルを装着したヘッド配置より水流を噴射し、加工速度7m/分で抄造不織布面からウォータージェットパンチ処理を行った。この処理において、ノズル1孔当たりの水流の仕事率が6.9Wで、合計1.88kWh/kg/mのエネルギーを印加した。
【0131】
【表6】
【0132】
【表7】
【0133】
このようにして得られた流体交絡不織布を乾燥した後、表裏両面の抄造不織布を粒度600のサンドペーパーに当てて擦過して起毛処理を行った。起毛処理後、液流染色機にて“Sumikaron Blue S−BBL200”(住化ケムテックス(株)製)を用い20%owfの濃度で、120℃、45分、液流染色機にて染色した。これにより、抄造不織布表面に凹凸スジがない流体交絡不織布を得られたが、耐摩耗性に劣るものであった。
【0134】
比較例2
極細繊維不織布の面からウォータージェットパンチ処理する際に、表8に示すノズルを装着したヘッド配置に変更した以外は、実施例1および実施例2と同様に処理した。極細繊維不織布面からのウォータージェットパンチ処理において、ノズル1孔当たりの水流の仕事率が6.9Wで、合計1.19kWh/kg/mのエネルギーを印加した。これにより得られた皮革様シート状物は、極細不織布面に凹凸スジはなかったが、耐摩耗性が劣るものであり、実施例2と同様の耐摩耗性は得られなかった。
【0135】
【表8】
【0136】
比較例3
比較例2で得られた皮革様シート状物を実施例3と同様の機能性薬剤を付与したところ、比較例1に比べ耐摩耗性は改善したものの、耐摩耗性は劣るものであった。
【0137】
比較例4
抄造不織布の面からウォータジェットパンチ処理する際に、表9に示すノズルを装着したヘッド配置より水流を噴射した以外は、実施例1および実施例2と同様に処理した。抄造不織布面からのウォータージェットパンチ処理において、ノズル1孔当たりの水流の仕事率がそれぞれ34.2W、23.8Wで、合計1.6kWh/kg/mのエネルギーを印加した。これにより得られた皮革様シート状物は、極細不織布面の凹凸スジが強く、表面品位が著しく劣るものであった。
【0138】
【表9】
【0139】
比較例5
抄造不織布の面からウォータジェットパンチ処理する際に、表10に示すノズルを装着したヘッド配置より水流を噴射した以外は、実施例1および実施例2と同様に処理した。抄造不織布面からのウォータージェットパンチ処理において、ノズル1孔当たりの水流の仕事率は2.4Wで、合計0.4kWh/kg/mのエネルギーを印加した。これにより得られた皮革様シート状物は、極細不織布面の凹凸スジ強く、表面品位が劣るものであった。
【0140】
【表10】
【0141】
比較例6
抄造不織布の面からウォータジェットパンチ処理する際に、表11に示すノズルを装着したヘッド配置より水流を噴射した以外は、実施例1および実施例2と同様に処理した。抄造不織布面からのウォータージェットパンチ処理において、ノズル1孔当たりの水流の仕事率は39.6Wで、合計1.15kWh/kg/mのエネルギーを印加した。これにより得られた皮革様シート状物は、極細不織布面の凹凸スジ強く、表面品位が劣るものであった
【0142】
【表11】
【0143】
実施例1〜6、比較例1〜6の物性を表12および表13に記載する。
【0144】
【表12】
【0145】
【表13】
【産業上の利用可能性】
【0146】
本発明によれば、人工皮革の基布に好適に用いることができる、均一な表面を有した流体交絡不織布を提供することができ、衣料素材、カーシートの表皮材、家具、雑貨などの用途に好適に用いることができる。
【図面の簡単な説明】
【0147】
【図1】ノズルヘッドがシートに平行に配置される場合のノズルピッチを示す図であり、(A)はシートの進行方向から見た図、(B)は真上から見た図である。
【図2】ノズルヘッドがシートに角度をもって配置される場合のノズルピッチを示す図であり、(A)はシートの進行方向から見た図、(B)は真上から見た図である。
【符号の説明】
【0148】
1:シート
2:ノズル
3:ノズル孔
4:ノズルヘッド
5:水柱
R:ノズルピッチ
【技術分野】
【0001】
本発明は、高速流体処理による連続した凹凸スジを軽減し、均一な表面を有し、耐摩耗性に優れる流体交絡不織布の製造方法およびそれによって得られた流体交絡不織布からなることを皮革様シートに関する。
【背景技術】
【0002】
ウォータージェットパンチなどの高速流体を用いた処理方法で製造される水流交絡不織布は生産性が高く、近年では、ワイパーやセパレーター、マスク用途など、機能性不織布の製造に用いられるだけでなく、合成皮革や人工皮革など感性素材の基布の製造など幅広い用途の不織布の製造に用いられている。
【0003】
しかしながら、高速流体を噴射し、繊維を絡合させる方法では、引っ張り強力や摩擦に対する耐久性などを向上させるために、高圧の流体を噴射して繊維を高度に絡合させると、流体が当たった場所と当たらなかった場所で凹凸が形成されやすく、均一な表面のものを得ることが難しいという問題があった。
【0004】
この問題を解決するため、例えば、アスペクト比が1400〜4000の極細繊維からなる2層の抄造不織布間に、通気量が300cc/cm2/sec以上の布帛を挿入して、100kg/m2以上の圧力の柱状水流で両面を少なくとも1回以上処理して、合計で1〜6kWh/kg/mのエネルギーを付与する方法(例えば、特許文献1参照)や、柱状水流の噴射孔の孔径の総和を布帛の処理幅の70%以上として、効率よく処理する方法(例えば、特許文献2参照)などが提案されている。
【0005】
しかしながら、抄造不織布を構成する繊維を高速流体により交絡させて人工皮革の基布としたものでは、抄造不織布を形成する繊維の繊維長が短いため、ウレタンなどのバインダーを付与しても、摩擦の作用で繊維が抜けやすく、耐久性に劣るという問題があった。また、柱状水流の噴射孔の孔径の総和が布帛の70%以上では、大量の水を供給する必要があるため、揚水量の大きいポンプが必要となり、高圧の水流で処理することが難しいことや、設備が高額になるなどの問題があった。
【0006】
一方、高分子弾性体などのバインダーを使用することなく、耐摩耗性などの耐久性を有する人工皮革を得るため、人工皮革の片面をニードルパンチ不織布、もう一方の面を抄造不織布として、2つの不織布の間に織編物を挿入して高速流体で処理する方法や、高速流体処理後に粒度が細かいサンドペーパーで表面を研削する方法(例えば、特許文献3、4参照)が提案されている。しかしながら、これらの方法では、耐久性に優れる人工皮革を得ることはできるが、水流交絡により形成された凹凸スジが残る場合があり、均一な表面を得るには限界があった。
【特許文献1】特許第3277046号公報
【特許文献2】特開2004−52156号公報
【特許文献3】特開2006−70423号公報
【特許文献4】特開2006−274454号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の課題は、流体交絡不織布の製品面において、高速流体による連続した凹凸スジが軽減された均一な表面を有し、耐摩耗性に優れる流体交絡不織布の製造方法および流体交絡不織布並びに皮革様シートを提供せんとするものである。
【課題を解決するための手段】
【0008】
前記した課題を解決するため本発明は以下の構成を有する。すなわち、
[1]流体交絡不織布の高速流体処理において、不織布Aの表側から、ノズルの1孔当たりの流体の仕事率が10w以上で少なくとも2回高速流体処理し、かつ不織布Aの裏側から、孔径が0.05〜0.14mmでかつカバーファクターが25以上となるノズルを用いて、ノズルの1孔当たりの流体の仕事率が4〜35Wで少なくとも2回高速流体処理を行うことを特徴とする流体交絡不織布の製造方法。
【0009】
[2]前記不織布Aの表側からの処理により印加するエネルギーの合計が1.5kWh/kg/m以上であり、不織布Aの裏側からの処理により印加するエネルギーの合計が0.8〜3.5kWh/kg/mであることを特徴とする前記[1]に記載の流体交絡不織布の製造方法。
【0010】
[3]不織布Aが、表側に平均単繊維繊度が0.001〜0.5デシテックスの極細繊維により構成された乾式不織布、中間に目付が30〜150g/m2かつ通気量が150cc/cm2/sec以上の織編物、裏側に平均単繊維繊度が0.1〜0.5デシテックスの極細繊維により構成された抄造不織布を有する不織布であることを特徴とする前記[1]または[2]に記載の流体交絡不織布の製造方法。
【0011】
[4]前記不織布Aが、織編物の片面に抄造不織布を配し、孔径が0.05〜0.14mmのノズルを用いて、印加するエネルギーの合計が0.05〜2.0kWh/kg/mとなるように抄造不織布面から高速流体処理した後、該織編物の反対面に乾式不織布を重ねることによって得られるものであることを特徴とする前記[1]〜[3]のいずれかに記載の流体交絡不織布の製造方法。
【0012】
[5]前記乾式不織布が、以下の(1)〜(5)の条件を満足する乾式不織布であることを特徴とする前記[3]または[4]に記載の流体交絡不織布の製造方法。
(1)ニードルパンチ法にて作製されていること。
(2)平均繊維長と平均繊維径の比(アスペクト比)が6500〜220000の極細繊維であること。
(3)目付が30〜200g/m2であること。
(4)密度が0.2〜0.3g/cm3であること。
(5)伸長率が3%以上であること。
【0013】
[6]前記織編物が以下の(i)および(ii)の条件を満足する織編物であることを特徴とする前記[3]〜[5]のいずれかに記載の流体交絡不織布の製造方法。
(i)異種のポリエステル系重合体がサイドバイサイド型、または偏心芯鞘型に配置された複合繊維により構成されていること。
(ii)タテ方向およびヨコ方向の伸長率が15〜40%であること。
【0014】
[7]さらに、流体交絡不織布を粒度が400〜1500のサンドペーパーによって起毛処理することを特徴とする前記[1]〜[6]のいずれかに記載の流体交絡不織布の製造方法。
【0015】
[8]さらに、流体交絡不織布を液流染色機により処理することを特徴とする前記[1]〜[7]のいずれかに記載の流体交絡不織布の製造方法。
【0016】
[9]前記[1]〜[8]のいずれかの流体交絡不織布の製造方法によって有られた流体交絡不織布からなることを特徴とする皮革様シート状物。
【発明の効果】
【0017】
上述した本発明の製造方法によれば、流体交絡不織布の製品面において高速流体処理による凹凸スジが軽減された均一な表面を有し、衣料用素材やシートの表皮材として用いる人工皮革の基布として好適である耐摩耗性などの耐久性に優れる流体交絡不織布を提供することができる。
【発明を実施するための最良の形態】
【0018】
本発明の流体交絡不織布の製造方法は、少なくとも特定の条件で不織布Aの表側から2回以上流体処理を行い、かつ、該不織布Aの裏側から、孔径が0.05〜0.14mmでかつカバーファクターが25以上となるノズルを用いて、ノズルの1孔当たりの流体の仕事率が4〜35Wで少なくとも2回高速流体処理を行う不織布の製造方法である。
不織布Aとしては、特に限定されるものではなく、ニードルパンチ法、メルトブロー法、スパンボンド法などにより得られる乾式不織布や抄造法により得られる抄造不織布、または、これら不織布と織物や編物を重ねたものなどを用いることができる。また、不織布Aの表側とは最終的に製品面となる側のことをいう。
【0019】
高速流体処理としては、流体として安価であり、作業環境の面で特別な装置がいらない点で、水流を使用するウォータージェットパンチ処理が好ましい。不織布Aの表側の高速流体処理においては、ノズルから吐出される流体の1孔当たりの仕事率が10W以上となるようなノズルの孔径と水圧の条件で、少なくとも2回以上の高速流体処理を行う。本発明では、流体を吐出する1つのノズルヘッド下を通過させることを1回の高速流体処理とし、ここでいう2回以上の高速流体処理とは、2つのノズルヘッド下を通過させることを意味する。例えば、4回の高速流体処理とは4つのノズルヘッド下を通過させることである。
【0020】
なお、流体の仕事率は次の式1〜式3から算出することができる。
【0021】
V=(2×g×(P1−P2)×10000/(ρ×1000))1/2×60・・(式1) ここで、V:ノズルから吐出される流体の流速(m/分)
g:重力加速度、9.8m/s2
P1:流体の水圧(kgf/cm2)
P2:大気圧(kgf/cm2)
ρ:流体の密度(g/cm3)のことである。
【0022】
F=(S/100)×V×100 ・・・(式2)
ここで、F:ノズルの1つの孔から吐出される流体の流量(cm3/分)
S:ノズルの1つの孔から吐出される流体の面積(mm2)
V:ノズルから吐出される流体の流速(m/分)のことである。
【0023】
W=P1×(F/100)×0.163 ・・・(式3)
ここで、W:ノズル1孔当たりの流体の仕事率(W)
P1:流体の水圧(kgf/cm2)
F:ノズルの1つの孔から吐出される流体の流量(cm3/分)のことである。
【0024】
この不織布Aの表側からの高速流体処理は、製品面となる不織布の繊維同士を3次元的に絡合させる効果が高く、この流体処理により繊維の絡合構造が高度に形成された場合は、摩擦されても繊維が引き出され難くなるため、高い耐摩耗性を得ることができる。そのため、表側からの高速流体処理によって、製品面となる不織布の繊維同士が3次元的に絡合した構造を十分に形成することが重要である。このような絡合構造を得るには、ノズルの1孔当たりの流体の仕事率が10W以上で2回以上の高速流体処理することが重要であり、20W以上で2回以上の高速流体処理することが、繊維を絡合させやすい点でより好ましい。なお、不織布Aとして目付の高い不織布を用いる場合は、高速流体処理による絡合効率が低下するため、より高い仕事率で処理することが好ましいが、仕事率が100Wを超えると流体流が強すぎて不織布表面が荒れてしまうため、流体の仕事率が100W以下で処理することが好ましい。また、流体の仕事率が10W未満である場合は、流体による凹凸スジが形成され難い傾向にあり、均一な表面は得やすくなるものの、繊維の絡合構造が十分に形成されないため、耐摩耗性が低くなる傾向にあり、本発明の目的とする耐摩耗性に優れた流体交絡不織布を得ることが難しくなる。不織布Aの表側からの高速流体処理回数としては、特に上限が限定されるものではないが、生産設備のコンパクト化のため、高速流体処理回数は通常10回以下とすることが好ましく、3回以上、6回以下であることがより好ましい。また、不織布Aに衝突する流体が広範囲に拡散したミスト状の流体では、不織布の繊維の絡合効果が低いため、ノズルヘッドから吐出された流体が柱状のまま不織布Aに到達することが好ましい。
【0025】
不織布Aの表側の高速処理で用いるノズルは特に限定されるものではないが、孔径が大きく、ピッチが広いノズルを用いた場合は、流体処理により形成される凹凸スジが目立ち、また繊維の絡合構造が十分に形成されないため、孔径が0.05〜0.14mm、ピッチが0.2〜0.8mmであるノズルを用いることが好ましい。また、噴射孔が1列で配置されていても複数列でも良いが、噴射孔が複数列に配置されている場合は、各噴射孔が重なっているよりも、重ならないように千鳥状に斜めに配列されていることが好ましい。
【0026】
不織布Aの表側を上述のような条件で処理を行うには、例えば、孔径が0.12mm、ピッチが0.6mmで噴射孔が1列に配列されたノズルを用いて、流体の水圧170kgf/cm2で3回処理を行えばよい。
【0027】
次に、不織布Aに表側からの高速流体処理を行った後、不織布Aの裏側から高速流体処理を行う。この裏側からの高速流体処理は、繊維の絡合構造を形成するだけではなく、高速流体処理により形成された不織布Aの表側の凹凸スジを軽減する効果があり、本発明の目的とする製品面の表面が均一な流体交絡不織布を得るには重要な処理である。不織布Aの裏側から処理することで、不織布表側の凹凸スジが軽減される理由として、流体により、不織布Aを搬送する際のネットコンベアなどに不織布Aの表側が押し付けられ、表側にネットの模様が付与されて凹凸スジが目立ち難くなることや、不織布Aの裏側から表側に流体が貫通していく際に、表側の繊維が再配置されることによるものであると考えている。そのため、不織布Aの裏側からの高速流体処理はノズル1孔当たりの流体の仕事率が4W以上で処理を行わなければ効果が得られにくくなるが、35W以上では不織布Aの表側に凹凸スジを明瞭に形成する。そのため、不織布Aの表側の凹凸スジを軽減するためには、不織布Aの裏側からの流体処理の際に用いるノズルの径、カバーファクター、ノズルの1孔当たりの流体の仕事率が重要となる。
【0028】
不織布Aの裏側からの高速流体処理の際のノズル径は0.05mm以上であることが好ましく、さらに好ましくは0.08mm以上である。また、0.14mm以下であることが好ましく、さらに好ましくは0.12mm以下である。ノズルの径が0.5mmより小さいとノズル詰まりが発生しやすくなり、0.14mmよりも大きくなると、吐出される水流が太くなって、繊維が絡合しにくくなる傾向があることや不織布表側に凹凸スジが形成されやすいため好ましくない。
【0029】
また、ノズルのカバーファクターとは、図1〜図2のように、ノズルの孔をシートに対して投影した図において、シート幅方向に配されたノズル孔の直径の総和とシート幅の比率のことである。ピッチが全て同じノズルである場合、カバーファクターはノズルの孔径と同列に配された孔のピッチおよび孔の配列数から、次の式4で算出することができる。ノズルに孔が複数配列されていて、各列の孔のピッチが違う場合は、各列のカバーファクターを算出して、各列のカバーファクターを全て足すことにより求めることができる。
【0030】
なお、図2のようにシートに対して角度をもって配置されているノズルヘッドでは、見かけ上のピッチであるRは実際のピッチよりも狭くなるが、その場合は見かけ上のピッチであるRの値を用いる。また、図2におけるノズルの孔の配列数は2である。
【0031】
C=(D/R)×L×100 ・・・(式4)
ここで、C:ノズルのカバーファクター
D:ノズル1孔あたりの直径(mm)
R:ノズルの孔のピッチ
L:ノズルの孔の配列数のことである。
【0032】
不織布Aの裏側からの高速流体処理に用いるノズルのカバーファクターが小さいと、流体が噴射される面積が小さく、不織布表側の凹凸スジに対してカバーできる範囲が少なくなり、凹凸スジを軽減する十分な効果が得られない。凹凸スジを軽減するためには、ノズルのカバーファクターが25以上であることが重要である。また、カバーファクターが大きい程凹凸スジを軽減化する効果も高くなるため、特に上限は定められるものではないが、高くなる程、吐出される流体の量が多くなるため、揚水量の大きいポンプが必要となることや、不織布上に流体が溜まりやすくなり、柱状の流体流のエネルギーが減衰される。そのため、流体の供給と排水のポンプが十分であればこの限りではないが、通常、ノズルのカバーファクターは、65以下が好ましい範囲となる。本発明では、特にカバーファクターが25以上必要であり、好ましくは30以上、さらに好ましくは40以上、また、さらに好ましくは60以下である。この範囲内であれば、ノズルの噴射孔は1列であっても複数列で配置されていてもよい。
【0033】
また、不織布Aの裏側から高速流体処理するに当たり、ノズルの1孔当たりの流体の仕事率が4W未満であると、流体が不織布Aの表側まで貫通しきれずに凹凸スジの軽減効果が得られず、仕事率が35Wを超えると、不織布裏側からの流体の貫通跡が不織布表側に形成され、凹凸スジを軽減することはできにくくなる。そのため、表側の凹凸スジを軽減するためには、仕事率が4〜35Wとなる水流で2回以上処理することが好ましく、4〜20Wで2回以上処理することはさらに好ましい。なお、不織布裏側からのノズルの1孔当たりの流体の仕事率は、上述の式3で算出することができる。上述した仕事率は、高速流体処理を行う際のノズルヘッドと不織布Aの相対速度(いわゆる加工速度)の変化によって、凹凸スジの形成にほとんど差が生じない。
【0034】
また、不織布Aの裏側からの高速流体処理が、1回のみでは不織布表側の凹凸スジが十分に軽減されないため、不織布裏側から少なくとも2回以上柱状の流体流下を通過させることが重要である。本発明では、不織布Aの裏側からの高速流体処理の回数は、2回以上、好ましくは3回以上である。なお、処理回数の上限は特に限定されるものではないが、製造に使用するエネルギーの面から、6回以下であることが好ましい。
【0035】
また、不織布Aの裏側からの高速流体処理の際に用いるノズルの径、カバーファクター、ノズルの1孔当たりの流体の仕事率を上述した範囲から外れた条件で処理した場合、不織布A表側に凹凸スジが軽減できないため、上述の範囲で処理することが必要である。なお、上記の範囲内に当てはまるのであれば、各ノズルヘッドで孔径やカバーファクターが違うノズルを用いてもよい。
【0036】
不織布Aの裏側からの高速流体処理を3回以上行う場合は、直前に行ったノズルの1孔当たりの流体の仕事率の70〜90%の仕事率となるような流体で処理することにより、凹凸スジ軽減効果が高まるため、より好ましい。不織布Aの裏側から流体処理を上述の条件で行うには、例えば、孔径が0.08mm、ピッチが0.48mmで、噴射孔が3列で千鳥状に配置されているノズルを用いて、流体の水圧140kgf/cm2で3回処理すればよい。
なお、最後の高速流体処理面が不織布Aの裏側となり、上述した条件の範囲内であれば、不織布Aの表側からの高速流体処理の前や間に、不織布Aの裏側からの流体処理を行っても良い。
【0037】
また、本発明における流体交絡不織布の高速流体処理において、耐摩耗性向上の点から不織布Aの表側から流体により印加するエネルギーの合計が1.5kWh/kg/m以上となるように処理することが好ましい。ここでいう流体により印加するエネルギーとは、ノズルから吐出される流体のエネルギーを処理対象の目付と加工速度で除した値のことである。加工速度は特に限定されるものではないが、生産速度とコストを考えると加工速度は通常4m以上が好ましい範囲となり、特に6〜10mであることがより好ましい。
【0038】
流体により印加されるエネルギーは次の式5から算出することができる。
【0039】
E=W×N×T/(M/1000×U×60) ・・・(式5)
ここで、E:1kg当たりの不織布に対し、1m幅当たりに1時間で印加するエネルギー(kWh/kg/m)
W:ノズル1孔当たりの流体の仕事率(W)
N:ノズルに1m幅当たりに開いている孔数
T:処理回数
M:高速流体処理対象の目付(g/m2)
U:加工速度(m/分)のことである。
【0040】
不織布Aの表側は製品の外側の面となるため、エネルギーの印加が1.5kWh/kg/m以上であると不織布表側の繊維が高度に絡合され、高い耐摩耗性が得られるため好ましい。この不織布Aからのエネルギー印加の上限は特に限定されるものではないが、流体の使用量とコストを考えると、1.5〜10kWh/kg以下とすることが好ましい範囲となり、2.0〜5kWh/kgであることがより好ましい。
【0041】
また、不織布Aの裏側からの処理において、流体により印加するエネルギーの合計が0.8〜3.5kWh/kg/mであると、不織布表側に新たな凹凸スジを形成することなく、凹凸スジを効果的に崩しすことができ、凹凸スジを効率よく軽減できる点で好ましく、1.0〜3.0kWh/kg/mであることがさらに好ましい。不織布Aの裏側から印加したエネルギーが0.8kWh/kg/m未満であると、表側の凹凸スジを崩すだけのエネルギーがなく、十分な不明瞭化効果が得られにくく、凹凸スジが残ることがあり、3.5kWh/kg/mを越えると裏側からの流体処理跡が表側まで達し、新たな凹凸スジが形成される傾向があるため好ましくない。
【0042】
このような条件は、例えば、目付が150g/m2の不織布を加工速度は7mで処理する場合、不織布の表側を孔径が0.12mm、ピッチが0.6mmで噴射孔が1列に配列されたノズルを用いて、流体の水圧170kgf/cm2で3回処理した後、不織布裏側から孔径が0.08mm、ピッチが0.48mmで、噴射孔が3列で千鳥状に配置されているノズルを用いて、流体の水圧140kgf/cm2で3回処理することで達成することができる。
【0043】
上述の高速流体処理により製造される本発明の流体交絡不織布は、衣料用途でのひじ抜けやひざ抜けの発生を抑制することができる点で表と裏の不織布の間に織物あるいは編物(これらを総称して織編物という)が挿入されている複数層構造の不織布であることが好ましい。
【0044】
したがって、本発明の流体交絡不織布に用いることのできる不織布Aは、複数層構造の不織布であることが好ましい。特に、抄造不織布に比べ、高目付の不織布を得やすく、バフィングによる立毛長の変化が容易な乾式不織布を製品の表側となるように配した複数層構造の不織布が、バラエティに富む高級な外観が得られやすい点で好ましい。なおこの場合、乾式不織布の反対の面には、低目付の不織布が得られやすく、高速流体処理時の水抜け性に優れる点で抄造不織布を用いることが好ましい。
【0045】
上述の理由により、不織布Aは、表側に乾式不織布、裏側に抄造不織布、さらに乾式不織布と抄造不織布の間に織編物を配した3層構造からなることが好ましい。
【0046】
本発明に好ましく用いることができる乾式不織布は特に限定されるものではないが、乾式不織布が平均単繊維繊度0.001〜0.5デシテックスの極細繊維により構成されていることは、天然皮革のような風合いと表面感が得られることや良好な拭き取り性が得られる点で好ましく、0.001デシテックス以上であることがより好ましく、0.005デシテックス以上であることがさらに好ましい。また、0.3デシテックス以下であることがより好ましく、0.15デシテックス以下であることがさらに好ましい。一方、平均繊維繊度が0.001デシテックス未満であると最終製品の強度が低くなることや、染色を行った場合に濃色が得にくくなり、また、平均単繊維繊度が0.5デシテックスを越えると、高速流体処理で繊維が絡合しにくく耐摩耗性が低下する傾向にあることや、高級な外観を得にくくなるため好ましくない。ただし、本発明の目的を損なわない範囲であれば、平均単繊維繊度が0.001デシテックス未満の繊維もしくは単繊維繊度が0.5デシテックスを越える繊維が含まれていてもよい。平均単繊維繊度が0.001デシテックス未満の繊維および0.5デシテックスを越える繊維の含有量は、数にして、不織布を構成する繊維の30%以下が好ましく、10%以下がより好ましく、全く含まれないことがもっとも好ましい。
【0047】
乾式不織布を構成する極細繊維に用いられるポリマーは特に限定されず、例えば、ポリエステル、ポリアミド、ポリプロピレン、ポリエチレンなど適宜用途に応じて使用することができるが、染色性や強度の点で、ポリエステル、ポリアミドであることが好ましい。
【0048】
ポリエステルとしては、ジカルボン酸またはそのエステル形成性誘導体およびジオールまたはそのエステル形成性誘導体から合成されるポリマーであって、極細繊維発生型繊維として用いることが可能なものであればよく、特に限定されるものではない。
【0049】
具体的には、例えば、ポリエチレンテレフタレート(以下、PETと略記する)、ポリトリメチレンテレフタレート(以下、PTTと略記する)、ポリブチレンテレフタレート(以下、PBTと略記する)、ポリシクロヘキシレンジメチレンテレフタレート、ポリエチレン−2,6−ナフタレンジカルボキシレート、ポリエチレン−1,2−ビス(2−クロロフェノキシ)エタン−4,4’−ジカルボキシレートなどが挙げられる。本発明では、中でも、最も汎用的に用いられているPETまたは主としてエチレンテレフタレート単位を含むポリエステル共重合体が好適に使用することができる。
【0050】
ポリアミドとしては、例えばナイロン6、ナイロン66、ナイロン610、ナイロン12などのアミド結合を有するポリマーを採用することができる。
【0051】
本発明における平均単繊維繊度が0.001〜0.3デシテックスの極細繊維により構成された乾式不織布の製造方法は特に限定されず、例えば、極細繊維を直接紡糸する方法、通常繊度の繊維であって極細繊維を発生することができる繊維(極細繊維発生型繊維)を紡糸し、次いで極細繊維を発生させる方法がある。極細繊維発生型繊維を用いる方法としては、例えば海島型繊維を紡糸してから海成分を除去する方法、分割型繊維を紡糸してから分割して極細化する方法などの手段を例示することができる。ここでいう海島型繊維としては、2成分以上の成分を任意の段階で複合、混合して海島状態とした繊維を用いることができる。この繊維を得る方法としては、特に限定されず、例えば、
(A)2成分以上の異種のポリマーをチップ状態でブレンドして紡糸する方法、
(B)予め2成分以上の異種のポリマーを混練してチップ化した後、紡糸する方法、
(C)溶融状態の2成分以上の異種のポリマーを紡糸機のパック内で静止混練器などを用い混合する方法、
(D)特公昭44−18369号公報、特開昭54−116417号公報などの口金を用いて製造する方法、などが挙げられる。
【0052】
本発明においてはいずれの方法でも良好に製造することができるが、ポリマーの選択が容易である点で(D)の方法が好ましく採用される。かかる(D)の方法において、海島型繊維および海成分を除去して得られる島繊維の断面形状は特に限定されず、例えば、丸、多角、Y、H、X、W、C、π型などが挙げられる。また、用いるポリマー種の数も特に限定されるものではないが、紡糸安定性を考慮すると2〜3成分であることが好ましく、特に海1成分、島1成分の2成分で構成されることが好ましい。またこのときの成分比は、島繊維の海島型繊維に対する重量比で0.3以上であることが好ましく、0.4以上がより好ましく、0.5以上がさらに好ましい。また、0.99以下であることが好ましく、0.97以下がより好ましく、0.8以下がさらに好ましい。0.3未満であると、海成分の除去率が多くなるためコスト的に好ましくない。また0.99を越えると、島成分同士の合流が生じやすくなり、紡糸安定性の点で好ましくない。
【0053】
海島型繊維で極細繊維を得る場合、その島成分が目的とする極細繊維になる。島成分に用いるポリマーは特に限定されず、繊維化が可能なものを適宜選択して使用することができるが、本発明で好ましく用いられるのは上述したポリエステルやポリアミドを使用することが好ましい。また、海成分として用いるポリマーは、島成分と相溶しないものであれば特に限定されるものではないが、島成分のポリマーよりも使用する溶剤や薬剤に対し溶解性、分解性の高い化学的性質を有するものであることが好ましい。島成分を構成するポリマーの選択にもよるが、例えばポリエチレンやポリスチレンなどのポリオレフィン、ポリビニルアルコール、ポリエチレングリコールもしくはその共重合体、特開昭61−29120号公報、特開昭63−165516号公報、特開昭63−159520号公報、特開平1−272820号公報などに記載されている熱水可溶性ポリエステルなどの熱水可溶性ポリマー、5−ナトリウムスルホイソフタル酸、ドデシルベンゼンスルホン酸ナトリウム、ビスフェノールA化合物、イソフタル酸、アジピン酸、ドデカジオン酸、シクロヘキシルカルボン酸などを共重合したポリエステルなどを用いることができる。紡糸安定性の点ではポリスチレンが好ましいが、有機溶剤を使用せずに容易に除去できる点で熱水可溶性ポリマーやスルホン基を有する共重合ポリエステルが好ましい。かかる共重合比率としては、処理速度、安定性の点から5モル%以上、重合や紡糸、延伸のしやすさから20モル%以下であることが好ましい。
【0054】
海島型繊維を用いて乾式不織布を得る際、島成分と海成分の好ましい組み合わせとしては、島成分にポリエチレンテレフタレート、海成分にポリスチレンまたはスルホン基を有する共重合ポリエステルを用いることである。これらのポリマーには、隠蔽性を向上させるためにポリマー中に酸化チタン粒子などの無機粒子を添加してもよいし、その他、潤滑剤、顔料、熱安定剤、紫外線吸収剤、導電剤、蓄熱材、抗菌剤など、種々目的に応じて添加することもできる。
【0055】
このようにして紡出したポリマーは、延伸、結晶化することができ、例えば未延伸糸を引き取った後、湿熱または乾熱、あるいはその両者によって1〜3段延伸することができる。なお、分割型繊維を用いる場合は、主に口金内で2成分以上を複合し、上述の海島型繊維の製造方法に準じて行うことができる。
【0056】
このようにして得られた極細繊維発生型繊維や分割型繊維をネットに直接捕集し、スパンボンド法、メルトブロー法などにより乾式不織布を得る方法や、極細繊維発生型繊維を常法により捲縮付与、カットを行い短繊維とした後、カードやクロスラッパー、ランダムウエバーを用いた作製したウェブをニードルパンチ法により乾式不織布を得た後、海島型繊維の海成分を熱水や薬剤によって膨潤、分解、溶解などによって除去する。その際、工程張力による伸びや表面の繊維の毛羽立ちを抑制するため、あらかじめポリビニルアルコールなどの樹脂を付与しておくことが好ましい。また、海成分除去後は、必要に応じて厚み方向にスライス処理を行ってもよい。このような方法により、本発明に用いる平均繊維繊度0.001〜0.3デシテックス極細繊維から構成される乾式不織布を得ることができる。なお、高速流体処理の際に容易に除去できるのであれば、ポリビニルアルコールなどの樹脂が付着した乾式不織布を用いてもよい。このような方法により作製する乾式不織布は、目付が30〜200g/m2であることが好ましい。
【0057】
次に、乾式不織布と抄造不織布の間に配する織編物について述べる。本発明に用いることができる織編物は特に限定されるものではないが、目付は、好ましくは30g/m2以上、より好ましくは50g/m2以上であり、好ましくは150g/m2以下、より好ましくは120g/m2以下である。また、通気量は、好ましくは150cc/cm2/sec以上、より好ましくは250cc/cm2/sec以上である。織編物の目付が30g/m2未満であると、ひじ抜けやひざ抜け発生の抑制効果が低く、目付が150g/m2を越えたり、通気量が150cc/cm2/sec未満であると、高速流体処理時の通水性が低下し、処理面に水が溜まりやすく、水が溜まった状態でさらに流体処理を行った場合、繊維の絡合効率が低下して耐摩耗性が低下するため好ましくない。織編物の通気量の上限は特に限定されるものではないが、通気量が1500cc/cm2/secを越えると織編物が目ずれしやすく取り扱い性が低下したり、ひじ抜けやひざ抜けの抑制効果が低下する傾向があるため、通気量1500cc/cm2/sec以下の織編物を用いることが好ましく、700cc/cm2/sec以下である織編物を用いることがより好ましい。
【0058】
また、織編物の組織や製造方法は特に限定されるものではなく、織物であれば平織、綾織、朱子織など、編物の場合は、丸編、トリコット、ラッセルなどを挙げることができ、必要とする組織に応じてそれに適した織機や編機を使用することができる。織機としては、例えばエアージェット織機やウォータージェット織機、フライシャトル織機、編機としては、例えば横編機、丸編機、トリコット機、ラッセル機などにより作成することができる。
【0059】
次に、乾式不織布と反対の面に配され、本発明の流体交絡不織布の裏側の面を構成する抄造不織布について説明する。
【0060】
本発明に用いられる抄造不織布は、特に限定されるものではないが、裏側の表面品位やタッチが優れる流体交絡不織布を得ることができる点で、平均単繊維繊度が0.01〜0.5デシテックスの繊維から構成されている抄造不織布を用いることが好ましい。平均単繊維繊度が0.01デシテックス未満であると、抄造不織布を構成する繊維の本数が多くなり、高速流体処理時に通水性が低下するため好ましくなく、平均単繊維繊度が0.5デシテックスを超えると、得られる流体交絡不織布の裏側がざらざらしたタッチになり、品位が低下する傾向があるため好ましくない。
【0061】
抄造不織布の目付は、20g/m2以上のものを用いることが好ましく、40g/m2以上であることがさらに好ましい。50g/m2以下のものを用いることが好ましく、40g/m2以下であることがさらに好ましい。目付が20g/m2未満では、抄造不織布の層が薄く、織編物が露出してしまう可能性があり、目付が50g/m2を超えると乾式不織布、織編物、抄造不織布の3つを重ねて高速流体処理する際に通水性が悪くなるため好ましくない。
【0062】
本発明に用いられる抄造不織布の製造法は特に限定されるものではないが、例えば平均繊維長0.1〜1cm、平均単繊維繊度が0.01〜0.5デシテックスの繊維を水溶性樹脂などを含む水中で叩解し、0.0001〜0.1%程度の濃度で分散させた分散液を金網などに抄造して製造することができる。なお、織編物上に抄造ウェブを一挙に形成させる場合は、金網上に織編物を置き、その上から抄造する方法によって製造することができる。
【0063】
上述の織編物や抄造不織布に用いられるポリマーは特に限定されるものではなく、乾式不織布と同様にポリエステル、ポリアミド、ポリプロピレン、ポリエチレンなど、適宜用途に応じて使用することができるが、リサイクルの容易さや染色時に同一の染料による染色が可能である点から、用いる乾式不織布と同じポリマーであることが好ましい。
【0064】
また、不織布Aを構成する織編物と抄造不織布は、織編物と抄造不織布のみを重ねて高速流体処理を行って絡合一体化したものを用いてもよい。この場合は、まず織編物の上に抄造不織布を重ねて、抄造不織布の面から孔径が0.05〜0.14mmのノズルを用いて、エネルギーの印加が0.05〜2.0kWh/kg/mとなるような条件で流体処理を行うことが好ましい。この際、ノズルの孔径が0.05mm未満であるとノズル詰まりが発生しやすく、0.14mmを越える場合は抄造不織布に凹凸スジが強く残りやすいため好ましくない。また、織編物と抄造不織布を絡合一体化させる際に印加するエネルギーが0.05kWh/kg/m未満であると、抄造不織布が織編物に十分に絡合せずに剥離してしまうことがあるため好ましくない。また、2.0kWh/kg/mを越えると抄造不織布が破けたり、凹凸スジが強く残りやすい傾向があるため好ましくない。
【0065】
例えば、目付が60g/m2の平織の織物と目付が30g/m2の抄造不織布を用いる場合は、織物の上に抄造布不織布を重ね、抄造不織布の面から、孔径が0.12mm、ピッチが0.6mmで噴射孔が1列に配列されたノズルを用いて、流体の水圧50kgf/cm2で2回処理することにより、織物と抄造不織布が絡合一体化して乾燥させた後、抄造不織布を載せた側を下にして置き、その上に乾式不織布を重ねたものを不織布Aとすることができる。
【0066】
また、流体交絡不織布を構成する乾式不織布がニードルパンチ不織布であると、繊維同士があらかじめ3次元的に絡合されているため、さらに高速流体処理することで、繊維同士が絡合していないスパンボンド法やメルトブロー法などにより作製した乾式不織布や、繊維長の短い抄造不織布に比べて高い耐摩耗性を得ることができる点で好ましい。
【0067】
ニードルパンチ不織布を構成する繊維の平均繊維長は特に限定されるものではないが、平均繊維長が30〜80mmのものであることが好ましい。平均繊維長が30mm未満の極細繊維から構成される不織布では、摩擦により繊維が脱落しやすく、耐摩耗性が低下する傾向にあり、平均繊維長が80mmを越えると高速流体処理で繊維が絡合しにくくなり、摩擦によりピリングが発生しやすくなる傾向がある。
【0068】
また、ニードルパンチ不織布を構成する繊維の平均繊維長と平均繊維径のアスペクト比が6500〜220000であると、高速流体処理で繊維が絡合しやすく、摩擦による繊維の脱落も少なくなるため好ましい。ここでいうアスペクト比は、次の式6により算出することができる。
【0069】
A=l/w ・・・(式6)
ここで、A:アスペクト比
l:平均繊維長(μm)
w:平均繊維直径(μm)のことである。
【0070】
高速流体処理時の通水性を考慮すると、ニードルパンチ不織布の目付は50〜200g/m2で、密度が0.2〜0.3g/cm3であることが好ましい。ニードルパンチ不織布の目付が30g/m2未満であると通水性は良いものの、不織布層が薄くバフィングによる立毛長のコントロールが難しくなり、目付が200g/m2を越えると通水性が悪くなり、不織布表面に高速流体処理を行った際に流体が溜まりやすく、流体が溜まった状態でさらに高速流体処理を行った場合、繊維の絡合効率が低下し、耐摩耗性が低下するため好ましくない。また、密度が0.2g/cm3未満であると、ニードルパンチによる繊維の絡合が十分でないため、耐摩耗性が低下する傾向があり、密度が0.3g/cm3を越えると通水性が低下するため好ましくない。なお、ここでいう目付と密度はニードルパンチ不織布を構成する繊維のみでのものであり、例えば強力保持のために繊維の他に樹脂が付着している樹脂の目付と密度はこの中に含まない。
【0071】
なお、得られる流体交絡不織布が動きに対して追従しやすくなる点で、ニードルパンチ不織布の伸長率はタテ方向、ヨコ方向共に3%以上であることが好ましい。どちらか一方でも伸長率が3%未満であると、流体交絡不織布の伸びが悪くなるため、衣料素材に用いた際に動きに対する追従性が低下して着用感が悪くなることや、シートの表皮材としてシート形状に沿わせて貼り合わせる際に成形性が悪くなってしまうため好ましくない。伸長率の上限については、特に限定されるものではないが、伸長率が大きくなるに従い工程張力により不織布が伸びやすくなるため、通常は伸長率が40%以下のニードルパンチ不織布を用いることが好ましい。
【0072】
上述のニードルパンチ不織布の製造方法は特に限定されるものではないが、例えば次のような方法により得ることができる。
【0073】
ニードルパンチ不織布を構成する繊維として、乾式不織布の製造方法で述べた極細繊維発生型の海島型繊維を用いて、延伸を行った後に12〜16個/25mmの捲縮を付与し、30mm〜80mmにカットして短繊維を得る。その後、カードやクロスラッパー、ランダムウエバーを用いてウェブを作製し、必要な目付となるようにウェブを重ねる。ウェブを重ねる際には、海島型繊維の島成分の比率や繊維の熱水収縮率などから、最終的に目付が30〜200g/m2の極細繊維不織布となるようにウェブの目付を適宜調整する。続いて、重ねたウェブを針本数が500〜5000本/cm2となるようにニードルパンチし、海島型繊維からなる不織布を得る。
【0074】
次いで、熱水浴中などを通過させて湿熱により不織布を収縮させ、カレンダーロールなどによりプレスする。このような処理を行うことで表面が平滑で緻密な不織布が得られ、最終的に得られる流体交絡不織布の品位を向上させることができる。
【0075】
また、熱水浴の代わりにポリビニルアルコール水溶液の浴中で不織布を収縮させることで、収縮と同時にポリビニルアルコールを付与でき、海成分除去時の伸びを抑制する強度保持材として使用できるため好ましい。最終的に密度が0.2〜0.3g/cm3のニードルパンチ不織布を得るためには、この時点で、強度保持材を含む不織布の密度が0.22〜0.41g/cm3であることが好ましい。続いて、海成分を熱水や薬剤によって膨潤、分解、溶解などによって除去し、極細繊維を発生させる。この時に用いる薬剤などは海成分のポリマーにより、適宜選択することができるが、例えば海成分がポリスチレンの場合はトリクロロエチレン、ポリエチレンの場合はトルエン、スルホン基を有する共重合ポリエステルの場合は、水酸化ナトリウムを用いることができる。また、海成分を除去することにより、不織布内に空隙が生じるため、工程張力により伸びやすくなるため、あらかじめポリビニルアルコールなど容易に除去できる樹脂を付与し強度保持を行い、海成分除去時に伸びを20%以下に抑制することが好ましい。海成分の除去時の伸びが20%を超える場合、最終的にニードルパンチ不織布の伸長率が3%未満となることがあるため好ましくない。
【0076】
海成分除去後、必要に応じて厚み方向にスライス処理を行ってもよい。海成分を除去する際に付与した樹脂は、高速流体処理によって容易に除去できる場合は、極細繊維からなるニードルパンチ不織布に残っていてもよいが、高速流体処理で除去することが容易でない樹脂が残っていると、繊維の絡合を阻害するため高速流体処理の前に除去するようにする。このような方法により、目的とするニードルパンチ不織布を得ることができる。
【0077】
また、本発明で得られた流体交絡不織布を衣料素材やシートの表皮材に用いる場合は、ストレッチ性を有し、優れた流体交絡不織布を得ることができる点で、不織布Aに挿入する織編物が2以上の異種のポリエステル系重合体が繊維長さ方向に沿ってサイドバイサイド型に貼り合わされた複合繊維、または、2以上の異種のポリエステル系重合体が偏心芯鞘型に配置された複合繊維により構成され、タテ方向およびヨコ方向の伸長率が15〜40%であることが好ましい。
【0078】
ここでいうポリエステル系重合体としては、例えばポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレートなどのポリマーを用いることができる。また、2以上の異種のポリエステルとしては、物理的および/または化学的性質が異なる2種以上のポリエステルを用いることを意味する。すなわち、2以上の異種のポリエステルがサイドバイサイド型または偏心芯鞘型に接合されたとは、物理的および/または化学的性質が異なる2以上のポリエステルが、繊維長さ方向に沿ってサイドバイサイド型または偏心芯鞘型に接合されていることを意味する。これにより、物理的または化学的要因によって、複合繊維にコイル形状の捲縮を発現させることができる。捲縮発現が容易である点で、熱収縮性の異なるポリエステルを2以上使用することが好ましい。これにより、複合繊維を熱水浴中などでリラックス処理することによって、容易に捲縮を発現させることができる。複合繊維に捲縮を発現させることにより、高い伸長率を得ることができる。
【0079】
熱収縮性の異なるポリエステルとしては、例えば、ポリマーの重合度が異なるもの、異なるポリマーをブレンドしたものなどが挙げられる。本発明においては、特に反発感が優れる皮革様シートが得られる点で、極限粘度が0.35〜0.45の低粘度ポリエステルと極限粘度が0.65〜0.85の高粘度ポリエステルとが複合された複合繊維が好ましい。この場合、一般に高粘度ポリエステルの方が、低粘度ポリエステルよりも、熱収縮性が高くなる。低粘度ポリエステルの極限粘度が0.35未満であると紡糸安定性が低下するため好ましくない。また低粘度ポリエステルの極限粘度が0.45を超えると、皮革様シートの反発感が低下するため好ましくない。また高粘度ポリエステルの極限粘度が0.85を超えると紡糸安定性が低下するため好ましくない。高粘度ポリエステルの極限粘度が0.65未満であると、熱収縮性が近くなるため、複合繊維の捲縮発現が弱く皮革様シートのストレッチ性や反発感が低下するため好ましくない。
【0080】
ストレッチ性と反発感に優れる皮革様シートを得るために、低粘度ポリエステルと高粘度ポリエステルの極限粘度差は、0.20〜0.40の範囲が好ましい。
【0081】
なお、極限粘度[η]は、温度25℃においてオルソクロロフェノール溶液として測定した値を用いた。
【0082】
また、2種類以上のポリエステル系重合体の複合比率は、製糸性および捲縮を発現させた際の繊維長さ方向のコイルの寸法均質性の点で、高収縮成分:低収縮成分=75:25〜35:65(重量%)の範囲が好ましく、65:35〜45:55の範囲がより好ましい。
【0083】
複合繊維の複合形態としては、サイドバイサイド型および偏心芯鞘型のいずれでもよいが、織編物にして捲縮を発現させた際、伸長率の他に反発感が得られる点でサイドバイサイド型が好ましい。
【0084】
複合繊維の平均単繊維繊度は、特に限定されるものではないが、1〜15デシテックスであることが好ましい。1デシテックス未満であると繊維が切れやすく、15デシテックスを超えると流体交絡不織布とした際に風合いが硬くなる傾向があるため好ましくない。
【0085】
また、本発明の流体交絡不織布に好ましい着用感と、成形性を付与するためには、上述の複合繊維を用いた織編物のタテ方向およびヨコ方向において、JIS L 1096(1999)8.14.1 A法で規定される伸長率が15〜40%であることが好ましい。伸長率が15%未満であると、流体交絡不織布の動きへの追従性が不足し、一方、伸長率が40%を超えると工程張力で伸びてしまい、皺が発生しやすくなるため好ましくない。
【0086】
上述の範囲の伸長率の織編物を得るには、例えば次の式7で表される撚係数Kが3500〜15000となるように撚りを加えた複合糸を用いて織編物を作製し、この織編物を熱水中でリラックス処理し、タテ方向およびヨコ方向に30%程度収縮させて捲縮構造を発現させることで達成することができる。
【0087】
K=t×d0.5 ・・・(式7)
ここで、K:撚係数
t:糸長さ1m当たりの撚数(回)
d:糸の繊度(デシテックス)のことである。
【0088】
また、このような織編物の目付は、流体交絡不織布の用途に合わせ適宜調整することができるが、織編物の目付は、30g/m2以上であることが好ましく、50g/m2以上であることがより好ましい。150g/m2以下であることが好ましく、120g/m2以下であることがより好ましい。織編物の目付が30g/m2未満であると、ひじ抜けやひざ抜けの発生を十分に抑制することが難しく、目付が150g/m2を超えると、高速流体処理時の通水性が低下して不織布面に水が溜まりやすくなり、耐摩耗性が低下するため好ましくない。
【0089】
なお、織編物の重量比は、流体交絡不織布全体の15%以上であることが好ましく、20%以上であることがより好ましい。50%以下であることが好ましく、40%以下であることがより好ましい。重量比が15%未満であると、ひじ抜けやひざ抜けの抑制効果が十分に得にくいため好ましくなく、重量比が50%を超えると、得られる流体交絡不織布が織編物様の風合いとなり、高級感が得られにくくなるため好ましくない。
【0090】
上述の構成や条件で高速流体処理を行うことで得られた流体交絡不織布を起毛処理することは、凹凸スジをさらに軽減することができ、高級感のある起毛を有するシートが得られる点で好ましい。
【0091】
起毛処理としては、特に限定されるものではないが、乾式不織布の面を粒度が400〜1500のサンドペーパーにより研削して起毛処理することで、凹凸スジがさらに軽減され、より均一な表面が得られ、また、スエード調あるいはヌバック調の皮革様の外観と優れたライティングエフェクトが得られるため好ましい。起毛処理に用いるサンドペーパーの粒度が400未満であると、繊維が切断されやすいため、立毛長が長く、荒々しい外観となりやすく、高級な表面品位を得難い傾向があるため好ましくない。粒度が1500を超えるサンドペーパーによる処理では、繊維が切断されにくく、処理効率が低下するため好ましくない。ただし、本発明の条件から外れた流体交絡不織布では、研削を行っても凹凸スジを軽減することはできず、また、立毛長の長い荒々しい立毛になり、このような効果を得ることはできない。すなわち、本発明の流体交絡不織布を用いて、サンドペーパーにより起毛処理することによって、優れた凹凸スジ抑制効果を発揮するものである。
【0092】
なお、製品面の裏側の抄造不織布を起毛処理する場合は、軽く擦過する程度で処理することが好ましい。抄造不織布面を強く起毛処理すると、後述する染色により繊維が毛羽立つ傾向があるため好ましくない。
【0093】
本発明ではさらに、流体交絡不織布を液流染色機で処理する、すなわち、液流染色機により流体交絡不織布を揉むことにより、凹凸スジを軽減することができる。液流染色機で、90〜130℃にて30分以上の揉み処理を行うことにより、好ましく凹凸スジを軽減することができ、通常30〜40分の処理でこの効果を得ることができる。サンドペーパーで起毛処理を行った後に液流染色機で揉み処理を行うことは、単独の処理よりも凹凸スジ軽減効果が得られるためさらに好ましい。
【0094】
また、本発明で得られる流体交絡不織布を皮革様シート状物の基布として用いることにより、スエード調やヌバック調の高級感のある立毛を有するものを得ることができるため好ましい。
【0095】
皮革様シート状物は、上述の流体交絡不織布をサンドペーパーによる起毛処理し、染色を行うことで得ることができる。染色方法は特に限定されず、従来の人工皮革の染色に用いられている一般的な方法で染色することができるが、揉み効果により凹凸スジの軽減と風合いがソフトになる点で液流染色機で染色することが好ましい。
【0096】
なお、本発明の流体交絡不織布および皮革様シート状物には、柔軟剤、ピリング防止剤、帯電防止剤、吸水剤、撥水剤、SR剤などの機能性薬剤を付与することができ、柔軟性や耐摩耗性の向上や機能性を加えることができるため好ましい。薬剤の付与方法は特に限定されるものではなく、例えば液流染色機の浴中での付与やパッド・ドライ法などにより、付与することができる。
【実施例】
【0097】
以下、実施例により、本発明をさらに詳細に説明する。なお、実施例中の物性値は以下に述べる方法で測定した。
【0098】
(1)平均単繊維繊度および平均繊維直径の測定
不織布および織編物の作製に使用した繊維の断面を光学顕微鏡にて観察した。繊維断面を100個ランダムに選んで断面を測定し、100個の繊維断面積および繊維直径の数平均を求めた。求められた繊維断面積の平均値と繊維の比重から、平均単繊維繊度を計算により求めた。なお、繊維の比重はJIS L 1015 8.14.1(1999)に基づいて測定した。求められた繊維直径を平均繊維直径とした。また、異型断面の繊維については、求められた断面積と同じ断面積を有する円形断面の繊維の直径を異型断面の平均繊維直径とした。
【0099】
(2)目付、密度
不織布および織編物の目付は、JIS L 1096 8.4.2(1999)に記載された方法で測定し、小数点下一桁を四捨五入した。また、厚みをダイヤルシックネスゲージ((株)尾崎製作所製、商品名“ピーコックH”)により測定し、目付の値を厚みの値で割って密度を求めた。
【0100】
(3)通気量
織編物の通気量はJIS L 1096 8.27.1 A法(1999)に基づいて測定し、小数点下一桁を四捨五入した。
【0101】
(4)平均繊維長の測定
乾式不織布の作製に使用した海島型複合繊維をJIS L 1015 8.4.1 C法(1999)に基づいて測定し、小数点下一桁を四捨五入した値を平均繊維長とした。
【0102】
(5)伸長率
JIS L 1096(1999)8.14.1 A法に基づいて測定し(つかみ間隔20cm)、小数点下一桁を四捨五入した。
【0103】
(6)凹凸スジ
流体交絡不織布の製品面を起毛して染色を行った後、製品面の外観を目視により○〜×の3段階で評価した。なお、○〜×は次の内容で判定した。
◎:凹凸スジがなく、表面の均一性にも優れる
○:凹凸スジなし
△:わずかに凹凸スジ有り
×:凹凸スジが強い
(7)耐摩耗性
流体交絡不織布の製品面を起毛して染色を行った後、JIS L 1096(1999)8.17.5 E法(マーチンデール法)に準じて試験片を採取し、衣料用(9kPa)荷重にて製品面を摩擦した。なお、マーチンデール摩耗試験機のポジション設定はC(THREE DRIVE ROLLERS=POSITION C)で行った。
【0104】
耐摩耗性の評価は、20000回摩擦したところで試験機を止め、試験後の製品面の外観を○〜×の3段階で評価した。○〜×は次の内容で判定した。
○:「耐摩耗性が優れている」
立毛状態変化無し、ピリングが1個以下、織編物露出無し
△:「耐摩耗性がやや劣る」
2〜4個の小さいピリング有り、織編物露出無し
×:「耐摩耗性が劣る」
5個以上のピリング有、または織編物露出有り。
【0105】
(8)追従性
流体交絡不織布の製品面を起毛して染色を行った後、JIS L 1096(1999)8.14.1 A法に基づき、流体交絡不織布のタテおよびヨコ方向の伸長率を測定し(つかみ間隔20cm)、小数点下一桁を四捨五入した。
追従性の評価は、流体交絡不織布のタテおよびヨコ方向の伸長率から○〜×で評価した。○〜×は次の内容で判定した。
○:「追従性が優れている」
タテおよびヨコ方向の伸長率が両方とも10%以上であるもの。
△:「追従性が普通である」
タテおよびヨコ方向の伸長率が5〜9%。または、タテおよびヨコ方向の伸長率の一方が10%以上で、もう一方が5〜9%であるもの。
×:「追従性が劣る」
タテおよびヨコ方向の伸長率のいずれか一方でも4%以下であるもの。
【0106】
参考例1(抄造不織布の作製)
0.3デシテックスのポリエチレンテレフタレート繊維を長さ0.5cmにカットし(アスペクト比は962)、抄紙法により30g/m2の抄造維不織布を得た。
【0107】
参考例2(編物1の作製)
極限粘度が0.66のポリエチレンテレフタレートからなる重合体成分を紡糸および延伸し、56デシテックス12フィラメントのマルチフィラメント繊維糸を得た。この繊維糸を28ゲージのトリコット編機でプレントリコットを作製し、目付が70g/m2、通気量400cc/cm2/sec以上の編物1を得た。
【0108】
参考例3(織物1の作製)
極限粘度が0.66のポリエチレンテレフタレートからなる重合体成分を紡糸および延伸し、60デシテックス12フィラメントのマルチフィラメント繊維糸を得た。これを600T/m(撚係数4648)で追撚して、65℃でスチームセットを行った。この糸をタテ糸とヨコ糸に用い、織組織を平織とし、94×64本/2.54cmの織密度で製織した。この織物を98℃で精練した後、110℃で液流染色機を用いてリラックス処理を行い、織密度が115×71/2.54cm、目付が57g/m2、通気量368cc/cm2/sec織物1を得た。
【0109】
参考例4(織物2の作製)
極限粘度が0.40のポリエチレンテレフタレートからなる低粘度成分と、極限粘度が0.75のポリエチレンテレフタレートからなる高粘度成分とを重量複合比50:50でサイドバイサイドに貼りあわせて紡糸および延伸し、56デシテックス12フィラメントの複合マルチフィラメント繊維糸を得た。これを1500T/m(撚係数11225)で追撚して、65℃でスチームセットを行った。この糸をタテ糸とヨコ糸に用い、織組織を平織とし、94×64本/2.54cmの織密度で製織した。この織物を98℃で精練した後、110℃で液流染色機を用いてリラックス処理を行い、織密度が122×87本/2.54cm、目付が64g/m2、通気量330cc/cm2/secの織物2を得た。
【0110】
参考例5(織物3の作製)
極限粘度が0.66のポリエチレンテレフタレートからなる重合体成分を紡糸および延伸し、165デシテックス36フィラメントのマルチフィラメント繊維糸を得た。これを600T/m(撚係数7707)で追撚して、65℃でスチームセットを行った。この糸をタテ糸とヨコ糸に用い、織組織を平織とし、94×64本/2.54cmの織密度で製織した。この織物を98℃で精練した後、110℃で液流染色機を用いてリラックス処理を行い、織密度が125×76/2.54cm、目付が170g/m2、通気量70cc/cm2/sec織物3を得た。
【0111】
実施例1
海成分としてポリスチレン45部、島成分としてポリエチレンテレフタレート55部からなる平均単繊維繊度3デシテックス、36島、平均繊維長51mmの海島型複合短繊維を、カード機およびクロスラッパーに通してウェブを作製した。得られたウェブを、1バーブ型のニードルを用いて、3000本/cm2の打ち込み密度でニードルパンチ処理し、繊維見掛け密度0.199g/cm3 の複合短繊維不織布を得た。該複合単繊維不織布に95℃に加温した重合度500、ケン化度88%のポリビニルアルコール(PVA)12%の水溶液に2分間浸積し、PVAを不織布に、不織布重量に対し固形分換算で15%の付着量になるように含浸させると同時に収縮処理を行った。その後、不織布を100℃にて乾燥して水分を除去した。次いで、この複合短繊維不織布をトリクロロエチレンでポリスチレンが完全に除去されるまで処理することにより、複合短繊維から平均単繊維繊度0.046デシテックスの極細繊維(アスペクト比は25198)を発現させた。これにより得られた極細短繊維不織布を、室田製作所(株)製の標準型漉割機を用いて、厚み方向に対して垂直に2枚にスプリット処理して、目付105g/m2、密度0.260g/cm3 (極細繊維のみの目付90g/m2、密度0.227g/cm3)の極細繊維不織布を得た。なお、この極細繊維不織布に付着しているポリビニルアルコールを除去し、伸長率を測定したところタテ方向が6%、ヨコ方向が28%であった。
【0112】
該極細繊維不織布と参考例1で作製した抄造不織布の間に参考例2で作製した編物1を重ね、表1に示すノズルを装着したヘッド配置より水流を噴射し、加工速度7m/分で極細繊維不織布面からウォータージェットパンチ処理を行った(この場合、ヘッド数が高速流体処理回数に相当し、ヘッド番号が何回目の高速流体処理かを表す。以下、同じ。)。この極細繊維不織布面からの処理において、ノズル1孔当たりの水流の仕事率が34.2Wおよび11.4Wで、合計2.15kWh/kg/mのエネルギーを印加した。
【0113】
次に反を裏返し、表2に示すノズルを装着したヘッド配置より水流を噴射し、加工速度7m/分で抄造不織布面からウォータージェットパンチ処理を行った。この抄造不織布面からの処理において、ノズル1孔当たりの水流の仕事率が11.4Wで、合計2.47kWh/kg/mのエネルギーを印加した。
【0114】
【表1】
【0115】
【表2】
【0116】
このようにして得られた流体交絡不織布の極細繊維不織布面を観察したところ凹凸スジがないものであった。また、耐摩耗性に優れ、追従性は劣るものであった。
【0117】
実施例2
実施例1で得られた流体交絡不織布の極細不織布面を粒度600のサンドペーパーにて研作し、抄造不織布面を粒度600のサンドペーパーに当てて擦過して起毛処理を行った。起毛処理後、液流染色機にて“Sumikaron Blue S−BBL200”(住化ケムテックス(株)製)を用い20%owfの濃度で、120℃、45分、液流染色機にて染色したところ、表面が均一で短立毛のヌバック調の外観を有する高級感のある皮革様シートが得られた。
【0118】
該シートの極細不織布面には凹凸スジがなく、実施例1で得られた流体交絡不織布に比べ、表面が均一性に優れるものであった。また、該シートは染色により揉まれたことで風合いは柔軟になり、追従性は普通の性能を有するものになっており、耐摩耗性に優れるものであった。
【0119】
実施例3
実施例2の染色後の皮革様シート状物を用いて、柔軟剤(“エルソフトN−500コンク”一方社株式会社製)、ピリング防止剤(ニューサイズCM−480、一方社株式会社製)、帯電防止剤(“ナイスポールFL”、日華化学株式会社製)を含む水溶液に浸積し、絞った後、100℃で乾燥させて機能性薬剤を付与した。これにより得られた皮革様シート状物は、実施例2に比べ、風合いがさらに柔軟になっており、耐摩耗性と追従性は同等の性能を有するものであった。
【0120】
実施例4
参考例2で作成した編物1の上に参考例1で作製した抄造不織布を重ね、表3に示すノズルを装着したヘッド配置より水流を噴射し、加工速度7m/分で抄造不織布面からウォータジェットパンチ処理した。この処理において、合計0.43kWh/kg/mのエネルギーを印加した。
【0121】
【表3】
【0122】
続いて乾燥を行い、編物と抄造不織布が絡合一体化したシート作製した。このシートを抄造不織布を載せた側を下にして置き、その上に実施例1で作製した極細繊維不織布を重ねた以外は実施例1と同様に処理し、流体交絡不織布を得た。その際、抄造不織布と編物が一体化したシートを用いることによる、工程上の問題は特になかった。これを、実施例2と同様の処理を行い、皮革様シート状物を得た。該シートを評価したところ、実施例2と同等の外観および耐摩耗性と追従性を有するものであった。
【0123】
実施例5
実施例4と同様に編物と抄造不織布が一体化したシートの上に極細繊維不織布を重ね、表4に示すノズルを装着したヘッド配置より水流を噴射し、加工速度7m/分で極細繊維不織布面からウォータージェットパンチ処理を行った。この極細繊維不織布面からの処理により、ノズル1孔当たりの水流の仕事率は孔径が0.1mmのノズルが23.8Wで、0.08mmのノズルが11.4W、合計2.26kWh/kg/mのエネルギーを印加した。次に反を裏返し、表5に示すノズルを装着したヘッド配置より水流を噴射し、加工速度7m/分で抄造不織布面から1回ウォータージェットパンチ処理を行った。抄造不織布面からの処理において、ノズル1孔当たりの水流の仕事率が11.4Wおよび4.9Wで、合計2.01kWh/kg/mのエネルギーを印加した。
【0124】
【表4】
【0125】
【表5】
【0126】
得られた流体交絡不織布を乾燥後、実施例2と同様の起毛処理、染色を行った後、実施例3と同じ機能性薬剤の付与を行った。
これにより、極細不織布面に凹凸スジがなく、表面が均一であり、短立毛のヌバック調外観を有する高級感のある皮革様シート状物が得られた。また、風合いは柔軟で耐摩耗性に優れ、追従性は普通の性能を有するものであった。
【0127】
実施例6
用いる織編物を参考例3で作製した織物1に変更した以外は、実施例1および実施例2と同様に処理して皮革様シート状物を得た。なお、ウォータージェットパンチにより印加したエネルギーは、極細繊維不織布面からの処理において2.12kWh/kg/m、抄造不織布面から2.64kWh/kg/mであった。これにより得られた皮革様シート状物は、追従性が普通で、耐摩耗性と外観も実施例2で得られた流体交絡不織布と同様の優れたものであった。
【0128】
実施例7
用いる織編物を参考例4で作製した織物2に変更した以外は、実施例1および実施例2と同様に処理して皮革様シート状物を得た。なお、ウォータージェットパンチにより印加したエネルギーは、極細繊維不織布面からの処理において2.05kWh/kg/m、抄造不織布面から2.55kWh/kg/mであった。これにより得られた皮革様シート状物は、追従性に優れており、耐摩耗性と外観も実施例2で得られた流体交絡不織布と同様の優れたものであった。
【0129】
比較例1
参考例2で作成した編物1の両面に参考例1で作成した抄造不織布を重ね、抄造不織布の表側から表6に示すノズルを装着したヘッド配置より水流を噴射し、加工速度7m/分で極細繊維不織布面からウォータージェットパンチ処理を行った。この処理において、ノズル1孔当たりの水流の仕事率が7.7Wで、合計0.7kWh/kg/mのエネルギーを印加した。
【0130】
次に反を裏返し、表7に示すノズルを装着したヘッド配置より水流を噴射し、加工速度7m/分で抄造不織布面からウォータージェットパンチ処理を行った。この処理において、ノズル1孔当たりの水流の仕事率が6.9Wで、合計1.88kWh/kg/mのエネルギーを印加した。
【0131】
【表6】
【0132】
【表7】
【0133】
このようにして得られた流体交絡不織布を乾燥した後、表裏両面の抄造不織布を粒度600のサンドペーパーに当てて擦過して起毛処理を行った。起毛処理後、液流染色機にて“Sumikaron Blue S−BBL200”(住化ケムテックス(株)製)を用い20%owfの濃度で、120℃、45分、液流染色機にて染色した。これにより、抄造不織布表面に凹凸スジがない流体交絡不織布を得られたが、耐摩耗性に劣るものであった。
【0134】
比較例2
極細繊維不織布の面からウォータージェットパンチ処理する際に、表8に示すノズルを装着したヘッド配置に変更した以外は、実施例1および実施例2と同様に処理した。極細繊維不織布面からのウォータージェットパンチ処理において、ノズル1孔当たりの水流の仕事率が6.9Wで、合計1.19kWh/kg/mのエネルギーを印加した。これにより得られた皮革様シート状物は、極細不織布面に凹凸スジはなかったが、耐摩耗性が劣るものであり、実施例2と同様の耐摩耗性は得られなかった。
【0135】
【表8】
【0136】
比較例3
比較例2で得られた皮革様シート状物を実施例3と同様の機能性薬剤を付与したところ、比較例1に比べ耐摩耗性は改善したものの、耐摩耗性は劣るものであった。
【0137】
比較例4
抄造不織布の面からウォータジェットパンチ処理する際に、表9に示すノズルを装着したヘッド配置より水流を噴射した以外は、実施例1および実施例2と同様に処理した。抄造不織布面からのウォータージェットパンチ処理において、ノズル1孔当たりの水流の仕事率がそれぞれ34.2W、23.8Wで、合計1.6kWh/kg/mのエネルギーを印加した。これにより得られた皮革様シート状物は、極細不織布面の凹凸スジが強く、表面品位が著しく劣るものであった。
【0138】
【表9】
【0139】
比較例5
抄造不織布の面からウォータジェットパンチ処理する際に、表10に示すノズルを装着したヘッド配置より水流を噴射した以外は、実施例1および実施例2と同様に処理した。抄造不織布面からのウォータージェットパンチ処理において、ノズル1孔当たりの水流の仕事率は2.4Wで、合計0.4kWh/kg/mのエネルギーを印加した。これにより得られた皮革様シート状物は、極細不織布面の凹凸スジ強く、表面品位が劣るものであった。
【0140】
【表10】
【0141】
比較例6
抄造不織布の面からウォータジェットパンチ処理する際に、表11に示すノズルを装着したヘッド配置より水流を噴射した以外は、実施例1および実施例2と同様に処理した。抄造不織布面からのウォータージェットパンチ処理において、ノズル1孔当たりの水流の仕事率は39.6Wで、合計1.15kWh/kg/mのエネルギーを印加した。これにより得られた皮革様シート状物は、極細不織布面の凹凸スジ強く、表面品位が劣るものであった
【0142】
【表11】
【0143】
実施例1〜6、比較例1〜6の物性を表12および表13に記載する。
【0144】
【表12】
【0145】
【表13】
【産業上の利用可能性】
【0146】
本発明によれば、人工皮革の基布に好適に用いることができる、均一な表面を有した流体交絡不織布を提供することができ、衣料素材、カーシートの表皮材、家具、雑貨などの用途に好適に用いることができる。
【図面の簡単な説明】
【0147】
【図1】ノズルヘッドがシートに平行に配置される場合のノズルピッチを示す図であり、(A)はシートの進行方向から見た図、(B)は真上から見た図である。
【図2】ノズルヘッドがシートに角度をもって配置される場合のノズルピッチを示す図であり、(A)はシートの進行方向から見た図、(B)は真上から見た図である。
【符号の説明】
【0148】
1:シート
2:ノズル
3:ノズル孔
4:ノズルヘッド
5:水柱
R:ノズルピッチ
【特許請求の範囲】
【請求項1】
流体交絡不織布の高速流体処理において、不織布Aの表側から、ノズルの1孔当たりの流体の仕事率が10W以上で少なくとも2回高速流体処理し、かつ、不織布Aの裏側から、孔径が0.05〜0.14mmでかつカバーファクターが25以上となるノズルを用いて、ノズルの1孔当たりの流体の仕事率が4〜35Wで少なくとも2回高速流体処理を行うことを特徴とする流体交絡不織布の製造方法。
【請求項2】
前記不織布Aの表側からの高速流体処理により印加するエネルギーの合計が1.5kWh/kg/m以上であり、前記不織布Aの裏側からの高速流体処理により印加するエネルギーの合計が0.8〜3.5kWh/kg/mであることを特徴とする請求項1に記載の流体交絡不織布の製造方法。
【請求項3】
前記不織布Aが、表側に平均単繊維繊度が0.001〜0.5デシテックスの極細繊維により構成された乾式不織布、中間に目付が30〜150g/m2かつ通気量が150cc/cm2/sec以上の織編物、裏側に平均単繊維繊度が0.1〜0.5デシテックスの極細繊維により構成された抄造不織布を有する不織布であることを特徴とする請求項1または2に記載の流体交絡不織布の製造方法。
【請求項4】
前記不織布Aが、織編物の片面に抄造不織布を配し、孔径が0.05〜0.14mmのノズルを用いて、印加するエネルギーの合計が0.05〜2.0kWh/kg/mとなるように抄造不織布面から高速流体処理した後、該織編物の反対面に乾式不織布を重ねることによって得られるものであることを特徴とする請求項1〜3のいずれかに記載の流体交絡不織布の製造方法。
【請求項5】
前記乾式不織布として、以下の(1)〜(5)の条件を満足する乾式不織布であることを特徴とする請求項3または4に記載の流体交絡不織布の製造方法。
(1)ニードルパンチ法にて作製されていること。
(2)平均繊維長と平均繊維径の比(アスペクト比)が6500〜220000の極細繊維であること。
(3)目付が30〜200g/m2であること。
(4)密度が0.2〜0.3g/cm3であること。
(5)伸長率が3%以上であること。
【請求項6】
前記織編物として、以下の(i)および(ii)の条件を満足する織編物であることを特徴とする請求項3〜5のいずれかに記載の流体交絡不織布の製造方法。
(i)異種のポリエステル系重合体がサイドバイサイド型、または偏心芯鞘型に配置された複合繊維により構成されていること。
(ii)タテ方向およびヨコ方向の伸長率が15〜40%であること。
【請求項7】
さらに、流体交絡不織布を粒度が400〜1500のサンドペーパーによって起毛処理することを特徴とする請求項1〜6のいずれかに記載の流体交絡不織布の製造方法。
【請求項8】
さらに、流体交絡不織布を液流染色機により処理することを特徴とする請求項1〜7のいずれかに記載の流体交絡不織布の製造方法。
【請求項9】
請求項1〜8のいずれかの流体交絡不織布の製造方法によって得られた流体交絡不織布からなることを特徴とする皮革様シート状物。
【請求項1】
流体交絡不織布の高速流体処理において、不織布Aの表側から、ノズルの1孔当たりの流体の仕事率が10W以上で少なくとも2回高速流体処理し、かつ、不織布Aの裏側から、孔径が0.05〜0.14mmでかつカバーファクターが25以上となるノズルを用いて、ノズルの1孔当たりの流体の仕事率が4〜35Wで少なくとも2回高速流体処理を行うことを特徴とする流体交絡不織布の製造方法。
【請求項2】
前記不織布Aの表側からの高速流体処理により印加するエネルギーの合計が1.5kWh/kg/m以上であり、前記不織布Aの裏側からの高速流体処理により印加するエネルギーの合計が0.8〜3.5kWh/kg/mであることを特徴とする請求項1に記載の流体交絡不織布の製造方法。
【請求項3】
前記不織布Aが、表側に平均単繊維繊度が0.001〜0.5デシテックスの極細繊維により構成された乾式不織布、中間に目付が30〜150g/m2かつ通気量が150cc/cm2/sec以上の織編物、裏側に平均単繊維繊度が0.1〜0.5デシテックスの極細繊維により構成された抄造不織布を有する不織布であることを特徴とする請求項1または2に記載の流体交絡不織布の製造方法。
【請求項4】
前記不織布Aが、織編物の片面に抄造不織布を配し、孔径が0.05〜0.14mmのノズルを用いて、印加するエネルギーの合計が0.05〜2.0kWh/kg/mとなるように抄造不織布面から高速流体処理した後、該織編物の反対面に乾式不織布を重ねることによって得られるものであることを特徴とする請求項1〜3のいずれかに記載の流体交絡不織布の製造方法。
【請求項5】
前記乾式不織布として、以下の(1)〜(5)の条件を満足する乾式不織布であることを特徴とする請求項3または4に記載の流体交絡不織布の製造方法。
(1)ニードルパンチ法にて作製されていること。
(2)平均繊維長と平均繊維径の比(アスペクト比)が6500〜220000の極細繊維であること。
(3)目付が30〜200g/m2であること。
(4)密度が0.2〜0.3g/cm3であること。
(5)伸長率が3%以上であること。
【請求項6】
前記織編物として、以下の(i)および(ii)の条件を満足する織編物であることを特徴とする請求項3〜5のいずれかに記載の流体交絡不織布の製造方法。
(i)異種のポリエステル系重合体がサイドバイサイド型、または偏心芯鞘型に配置された複合繊維により構成されていること。
(ii)タテ方向およびヨコ方向の伸長率が15〜40%であること。
【請求項7】
さらに、流体交絡不織布を粒度が400〜1500のサンドペーパーによって起毛処理することを特徴とする請求項1〜6のいずれかに記載の流体交絡不織布の製造方法。
【請求項8】
さらに、流体交絡不織布を液流染色機により処理することを特徴とする請求項1〜7のいずれかに記載の流体交絡不織布の製造方法。
【請求項9】
請求項1〜8のいずれかの流体交絡不織布の製造方法によって得られた流体交絡不織布からなることを特徴とする皮革様シート状物。
【図1】

【図2】
【図2】
【公開番号】特開2008−127696(P2008−127696A)
【公開日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願番号】特願2006−311207(P2006−311207)
【出願日】平成18年11月17日(2006.11.17)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願日】平成18年11月17日(2006.11.17)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]