
流体吐出装置
【課題】バルブの開閉動作のタイミングの調整作業の手間を大幅に軽減する。
【解決手段】吸収性物品に係る連続シート部材の幅方向に並んで配置された複数の吐出口から、搬送方向に連続して搬送される前記連続シート部材に向けて流体を吐出する流体吐出装置である。前記吐出口に対応して設けられ、開閉動作によって前記吐出口から前記流体を間欠的に吐出する複数のバルブと、前記連続シート部材の搬送量に連動させて、前記バルブ毎に前記開閉動作を制御するコントローラと、を有する。前記コントローラは、前記搬送量を示す値で規定された共通の調整値を有する。前記コントローラは、前記複数のバルブのうちの少なくとも幾つかのバルブの開閉動作のタイミングを、前記幾つかのバルブが行うべき規定の開閉動作のタイミングから、前記共通の調整値に基づいてずらす。
【解決手段】吸収性物品に係る連続シート部材の幅方向に並んで配置された複数の吐出口から、搬送方向に連続して搬送される前記連続シート部材に向けて流体を吐出する流体吐出装置である。前記吐出口に対応して設けられ、開閉動作によって前記吐出口から前記流体を間欠的に吐出する複数のバルブと、前記連続シート部材の搬送量に連動させて、前記バルブ毎に前記開閉動作を制御するコントローラと、を有する。前記コントローラは、前記搬送量を示す値で規定された共通の調整値を有する。前記コントローラは、前記複数のバルブのうちの少なくとも幾つかのバルブの開閉動作のタイミングを、前記幾つかのバルブが行うべき規定の開閉動作のタイミングから、前記共通の調整値に基づいてずらす。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、使い捨ておむつ等の吸収性物品の製造において使用され、ホットメルト接着剤等の流体を不織布等の連続シート部材へ向けて吐出する流体吐出装置に関する。
【背景技術】
【0002】
従来、使い捨ておむつ等の製造ラインでは、不織布等の連続シート部材を搬送方向に連続して搬送する間に、当該連続シート部材に対してホットメルト接着剤を吐出して、搬送方向に間欠的に塗布することが行われている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6−237957号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
この間欠的な塗布は、ホットメルト接着剤塗布装置10(以下、HMA塗布装置10と言う)によって行われる(図1A、図1B)。HMA塗布装置10は、例えば、搬送方向の所定位置に配置されたヘッド11を有し、ヘッド11は、連続シート部材2の幅方向に並んで配置された複数のノズルN,N…を有する。各ノズルNには、それぞれバルブ14(図1A、図1Bでは不図示)が一つずつ対応付けて設けられている。そして、各バルブ14が、コントローラ30の制御により、連続シート部材2の搬送量に連動して開閉動作することにより、各ノズルNから連続シート部材2に向けてホットメルト接着剤が間欠的に吐出される。
【0005】
ここで、バルブ14の開閉動作の搬送量に対する連動制御は、例えばエンコーダ80を用いて行われる。エンコーダ80は、例えば連続シート部材2上に規定されるおむつの製品ピッチP(例えば製品1ピース分の長さP)に相当する搬送量につき、0から8191までのデジタル値を搬送量に比例して繰り返し出力するように構成されている。そして、コントローラ30は、このエンコーダ80からのデジタル値が所期の第1設定値になったらバルブ14を開き、同第2設定値になったらバルブ14を閉じる等してバルブ14の開閉動作を制御する。なお、これら第1設定値や第2設定値等の各値は、それぞれバルブ14毎に設定される。
【0006】
ところで、製造ラインの定期修理工事や製品(おむつ)の品種替(サイズ替を含む)等により、HMA塗布装置10のヘッド11の設置位置とエンコーダ80の設置位置との関係が、同工事や品種替の前後で、搬送方向に関して変化することがある。そして、その場合には、定期修理工事前や品種替前の前記設定値に基づいてホットメルト接着剤を吐出しても、同工事後や品種替後には、実際の塗布位置が目標位置から搬送方向にずれてしまう。
【0007】
そのため、定期修理工事後や品種替の製造ラインの立ち上げ時に、同ラインの作業者は、上述の各設定値の再設定作業を行っている。具体的に説明すると、先ず、作業者は、上記設定値を定期修理工事前や品種替前の値に維持した状態で、所定速度で搬送される連続シート部材2に向けてヘッド11からホットメルト接着剤を吐出し、連続シート部材2における前記接着剤の目標位置からの実際の塗布位置のずれ量を計測する。そして、この計測されたずれ量分だけ、上述の第1設定値や第2設定値の各値をずらして入力することにより、バルブ14の開閉動作のタイミングの調整を行っている。
【0008】
しかしながら、かかる調整作業を全てのバルブ14,14…に対して行わねばならず、作業者は多大な手間を強いられていた。
【0009】
本発明は、上記のような従来の問題に鑑みてなされたものであって、バルブの開閉動作のタイミングの調整作業の手間を大幅に軽減可能な流体吐出装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するための主たる発明は、
吸収性物品に係る連続シート部材の幅方向に並んで配置された複数の吐出口から、搬送方向に連続して搬送される前記連続シート部材に向けて流体を吐出する流体吐出装置であって、
前記吐出口に対応して設けられ、開閉動作によって前記吐出口から前記流体を間欠的に吐出する複数のバルブと、
前記連続シート部材の搬送量に連動させて、前記バルブ毎に前記開閉動作を制御するコントローラと、を有し、
前記コントローラは、前記搬送量を示す値で規定された共通の調整値を有し、
前記コントローラは、前記複数のバルブのうちの少なくとも幾つかのバルブの開閉動作のタイミングを、前記幾つかのバルブが行うべき規定の開閉動作のタイミングから、前記共通の調整値に基づいてずらすことを特徴とする流体吐出装置である。
【0011】
本発明の他の特徴については、本明細書及び添付図面の記載により明らかにする。
【発明の効果】
【0012】
本発明によれば、バルブの開閉動作のタイミングの調整作業の手間を大幅に軽減可能となる。
【図面の簡単な説明】
【0013】
【図1】図1Aは、第1実施形態に係るHMA塗布装置10を具備した製造ラインの概略斜視図であり、図1Bは同平面図である。
【図2】HMA塗布装置10の構成図である。
【図3】HMA塗布装置10のヘッド11の縦断面図である。
【図4】第1設定値及び第2設定値の入力値を説明するための連続シート部材2の平面図である。
【図5】図5A及び図5Bは、調整値Yaに基づいてホットメルト接着剤の塗布パターンが一斉にMD方向にずらされて形成される様子を示す図である。
【図6】連続シート部材2の搬送速度V2と、ヘッド11から吐出されたホットメルト接着剤のMD方向の着弾位置との関係を示す図である。
【図7】第2実施形態の補正処理に供される補正値Hと搬送速度V2との関係のグラフである。
【図8】第3実施形態のHMA塗布装置10の平面図である。
【発明を実施するための形態】
【0014】
本明細書及び添付図面の記載により、少なくとも以下の事項が明らかとなる。
【0015】
吸収性物品に係る連続シート部材の幅方向に並んで配置された複数の吐出口から、搬送方向に連続して搬送される前記連続シート部材に向けて流体を吐出する流体吐出装置であって、
前記吐出口に対応して設けられ、開閉動作によって前記吐出口から前記流体を間欠的に吐出する複数のバルブと、
前記連続シート部材の搬送量に連動させて、前記バルブ毎に前記開閉動作を制御するコントローラと、を有し、
前記コントローラは、前記搬送量を示す値で規定された共通の調整値を有し、
前記コントローラは、前記複数のバルブのうちの少なくとも幾つかのバルブの開閉動作のタイミングを、前記幾つかのバルブが行うべき規定の開閉動作のタイミングから、前記共通の調整値に基づいてずらすことを特徴とする流体吐出装置。
【0016】
このような流体吐出装置によれば、コントローラは、前記幾つかのバルブが行うべき規定の開閉動作のタイミングから、少なくとも前記共通の調整値分だけずれたタイミングで前記幾つかのバルブが開閉動作するように前記幾つかのバルブを制御することができる。つまり、前記幾つかのバルブの開閉動作のタイミングを、前記共通の調整値分だけ、一斉にずらすことができる。よって、バルブ毎に個別調整せずに済み、結果、バルブの開閉動作のタイミングの調整作業負荷の大幅な軽減を図れる。
【0017】
かかる流体吐出装置であって、
前記コントローラは、前記連続シート部材の搬送速度に基づいて前記幾つかのバルブの開閉動作の共通の補正値を演算し、
前記コントローラは、前記共通の調整値及び前記共通の補正値に基づいて、前記幾つかのバルブの開閉動作のタイミングを、前記規定の開閉動作のタイミングからずらすのが望ましい。
【0018】
このような流体吐出装置によれば、搬送速度の変化に応じてバルブの開閉動作のタイミングを補正する際に、前記幾つかのバルブに対して前記共通の補正値を用いるので、コントローラの演算負荷を軽減することができる。
また、前記幾つかのバルブに亘り共通の補正値を用いるので、当該補正値を求める際に使用される補正値テーブル等の補正用データをバルブ毎に個別に用意せずに済み、その結果、補正用データの作成の手間を大幅に軽減可能となる。
【0019】
かかる流体吐出装置であって、
前記幾つかのバルブを第1のバルブ群とし、前記第1のバルブ群に属するバルブに対応する各吐出口を第1の吐出口群とし、前記共通の調整値を第1の共通の調整値とした場合に、
前記第1の吐出口群よりも前記搬送方向の下流側に第2の吐出口群を有し、
前記コントローラは、前記第2の吐出口群に属する吐出口に対応して設けられた複数のバルブの開閉動作のタイミングを、前記複数のバルブが行うべき規定の開閉動作のタイミングから、第2の共通の調整値に基づいてずらすのが望ましい。
【0020】
このような流体吐出装置によれば、コントローラは、前記第2の吐出口群に属する吐出口に対応して設けられた複数のバルブが行うべき規定の開閉動作のタイミングから、少なくとも前記第2の共通の調整値分だけずれたタイミングで前記複数のバルブが開閉動作するように前記複数のバルブを制御することができる。よって、第1のバルブ群の開閉動作のタイミングと、第2のバルブ群の開閉動作のタイミングとを、互いに独立に調整可能となり、利便性に優れたものとなる。
【0021】
かかる流体吐出装置であって、
前記コントローラは、第3の共通の調整値を有し、
前記コントローラは、前記第1の共通の調整値及び前記第2の共通の調整値とは独立に、前記第3の共通の調整値に基づいて、前記第1のバルブ群及び前記第2のバルブ群のバルブの開閉タイミングをずらすのが望ましい。
【0022】
このような流体吐出装置によれば、第1のバルブ群の開閉動作のタイミングと、第2のバルブ群の開閉動作のタイミングとの両者を、一斉に前記第3の共通の調整値分だけずらすことができて、利便性に優れたものとなる。
【0023】
かかる流体吐出装置であって、
前記幾つかのバルブを第1のバルブ群とし、前記第1のバルブ群に属するバルブに対応する各吐出口を第1の吐出口群とし、前記共通の調整値を第1の共通の調整値とした場合に、前記第1のバルブ群の各バルブには、共通の第1の供給路を介して前記流体が供給され、
前記第1の供給路とは別の第2の供給路を有し、前記第2の供給路を介して前記流体が供給される複数のバルブを第2のバルブ群とし、前記第2のバルブ群に属するバルブに対応する各吐出口を第2の吐出口群とした場合に、
前記コントローラは、前記第2のバルブ群に属するバルブの開閉動作のタイミングを、前記バルブが行うべき規定の開閉動作のタイミングから、第2の共通の調整値に基づいてずらすのが望ましい。
【0024】
このような流体吐出装置によれば、バルブ群の開閉動作のタイミングを、前記供給路毎に調整可能となる。よって、同タイミングを精細に調整可能となり、連続シート部材上への流体の着弾位置精度の向上を図れる。詳しくは次の通りである。前記供給路が互いに異なる吐出口群同士は、そこを流れる流体の粘性等も互いに異なる虞があり、その場合には、流体の吐出特性も吐出口群同士で互いに異なってしまう。その結果、同一の前記共通の調整値では、前記供給路が互いに異なる両方の吐出口群の着弾位置を、共に、連続シート部材上の所期の目標位置に一致させることは困難である。
この点につき、上記構成によれば、供給路毎に前記共通の調整値を別々に設定可能である。よって、前記供給路が互いに異なる吐出口群の着弾位置を、それぞれ独立に調整できて、その結果、両方の吐出口群について、連続シート部材上への流体の着弾位置の精度を高めることができる。
【0025】
かかる流体吐出装置であって、
前記規定の開閉動作のタイミングは、規定の開動作のタイミングと、規定の閉動作のタイミングとを有し、
前記コントローラは、前記バルブ毎に、前記規定の開動作のタイミングを設定する第1設定値と、前記規定の閉動作のタイミングとを設定する第2設定値とを、有し、
前記第1設定値及び前記第2設定値は、前記搬送量を示す値で規定され、
前記搬送量を示す値を介して、前記コントローラは、前記搬送量に連動させて前記バルブ毎に前記開閉動作を制御するのが望ましい。
【0026】
このような流体吐出装置によれば、バルブ毎に前記規定の開閉動作のタイミングを設定可能なので、前記幾つかのバルブに対応する各吐出口から連続シート部材に向けて吐出される流体の着弾痕を組み合わせることにより、同連続シート部材上に任意の流体の着弾パターンを形成可能となる。
また、前記共通の調整値に基づいて、前記幾つかのバルブの開閉動作のタイミングを、前記規定の開閉動作のタイミングからずらすので、上記着弾パターンの形状を概ね崩すこと無く維持した状態で、上記着弾パターンを連続シート部材の搬送方向にずらして形成可能となる。
【0027】
===第1実施形態===
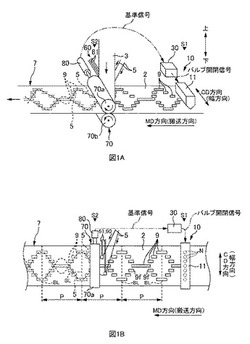
図1Aは、第1実施形態に係る流体吐出装置10を具備した製造ラインの概略斜視図であり、図1Bは同平面図である。
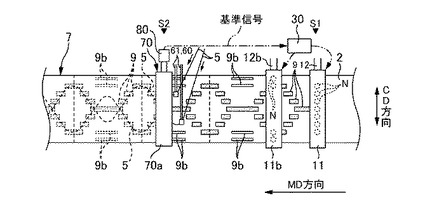
この製造ラインでは、例えば、おむつのトップシートをなす不織布等の連続シート部材2と同バックシートをなす不織布等の連続シート部材3との間に、脚周りギャザーを形成するための一対の糸ゴム5,5を介装してなる半製品の連続体7を製造する。
【0028】
すなわち、この製造ラインは、連続シート部材2を搬送方向としてのMD方向に連続して搬送する不図示のローラ等の搬送装置を有する。そして、その搬送経路には、同連続シート部材2に対してホットメルト接着剤(以下、HMAとも言う)を一対の略サインカーブなどの塗布パターンで塗布するHMA塗布セクションS1と、連続シート部材2におけるホットメルト接着剤の塗布領域9に向けて糸ゴム5,5を連続供給しつつ、前記連続シート部材2上にバックシート用の連続シート部材3を重ねて貼り合わせる加工セクションS2とが設定されている。
なお、以下では、MD方向と直交する方向のことをCD方向というが、このCD方向は、連続シート部材2,3の幅方向と同方向でもある。
【0029】
HMA塗布セクションS1には、HMA塗布装置10が設置されている。HMA塗布装置10は、本発明に係る「流体吐出装置」に相当し、これについては後述する。
【0030】
加工セクションS2には、加工装置の一例として、糸ゴム供給装置60と、プレスロール70とが設置されている。糸ゴム供給装置60は、MD方向に糸ゴム5,5を流しながらCD方向に往復移動する一対のアーム61,61を有する。そして、各アーム61,61は、それぞれ、MD方向の製品ピッチPに相当する連続シート部材2の搬送量毎に1回の往復移動動作を行いながら、プレスロール70のロール間隙に向けて糸ゴム5,5を供給し、これにより、各アーム61,61は、上述の塗布パターンと類似の略サインカーブなどの配置パターンで連続シート部材2上に糸ゴム5,5を配置する。
【0031】
プレスロール70は、CD方向を向いた回転軸周りに駆動回転する上下一対のロール70a,70bを有する。そして、そのロール間隙には、上述の連続シート部材2だけでなく、バックシート用の連続シート部材3も供給される。これにより、糸ゴム5,5がトップシート用の連続シート部材2とバックシート用の連続シート部材3との間に介装された状態で両シート2,3が重ね合わされて前記一対のロール70a,70bにより挟圧されて圧着される。
【0032】
ところで、トップシート用の連続シート部材2上には、仮想的に複数のおむつをMD方向に製品ピッチPで並べた状態が規定されている。つまり、糸ゴム5,5などの各種部品の接合や加工等をすべき目標の加工位置が規定されている。そして、現在おむつにおける何れの目標の加工位置の相当部位が、加工装置により加工されているかの把握を、この第1実施形態ではプレスロール70基準で行っている。すなわち、今、おむつにおけるどの部位がプレスロール70を通過しており、そして、これによりどの部位が圧着加工されているのかをリアルタイムで検知可能になっている。
【0033】
かかる検知は、例えばプレスロール70の軸端に一体に設けられたロータリーエンコーダ80によりなされる。具体的には、このエンコーダ80は、連続シート部材2の製品ピッチP分に相当する搬送量につき、例えば0から8191までの8192個のデジタル値(「搬送量を示す値」に相当)を搬送量に比例して繰り返し出力するように構成されているとともに、当該デジタル値の「0」が、MD方向に隣り合う製品同士の境界位置BLに対応するように設定されている。つまり、同境界位置BLがプレスロール70のロール間隙を通過する際に、エンコーダ80はデジタル値「0」を出力し、そこから次の境界位置BLが通過するまでの間に「1」から「8191」までのデジタル値を順次出力する。
【0034】
そして、このデジタル値は、例えばリファレンス信号として、上記糸ゴム供給装置60のアーム61,61の往復移動動作の制御等に使用される。すなわち、糸ゴム供給装置60は、アーム61,61をCD方向に往復移動する不図示のサーボモータと、不図示のコントローラとを有し、そして、このコントローラは、エンコーダ80から入力されるデジタル値に基づいてサーボモータを駆動制御することにより、アーム61,61をCD方向に往復移動する。より詳しくは、プレスロール70のロール間隙を通過中の製品の部位をエンコーダ80のデジタル値に基づいて認識しながら、その部位において接合すべきCD方向の位置に糸ゴム5,5を移動して同位置に糸ゴム5,5を配置する。これにより、各製品における目標の加工位置に糸ゴム5,5が配置される。なお、以下では、このデジタル値のことを、基準信号とも言う。
【0035】
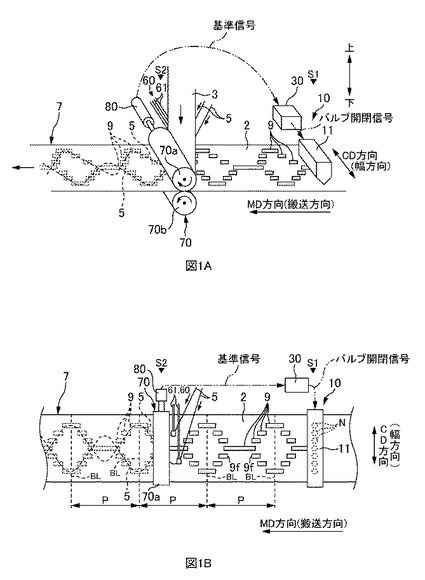
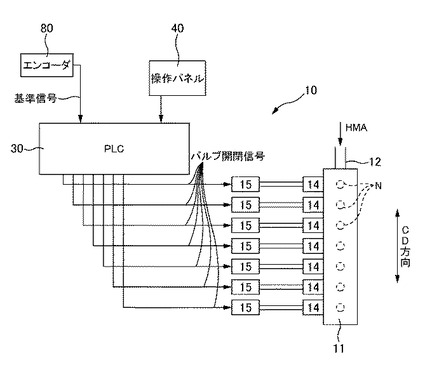
図2にHMA塗布装置10の構成図を示す。このHMA塗布装置10は、ヘッド11と、コントローラとしてのPLC30(プログラマブルロジックコントローラ)と、操作パネル40とを有する。ヘッド11は、CD方向に並んで配置された複数(例えば7つ)のノズルN(「吐出口」に相当)を有する。また、ヘッド11には、ホットメルト接着剤をヘッド11の内部の流路へ供給する一本の供給路12が設けられ、この供給路12の下流側では、前記流路がノズルN毎に分岐し、つまりノズルN毎に分岐路13(図3)が形成されている。そして、図3のヘッド11の縦断面図に示すように、各分岐路13にはそれぞれ、対応する分岐路13の流路を開閉するバルブ14が設けられている。更に、各バルブ14にはそれぞれ電磁弁15が設けられ、PLC30から各電磁弁15にバルブ開閉信号が送られることにより、各バルブ14は、対応する電磁弁15によって開閉動作され、各ノズルNから連続シート部材2に向けてホットメルト接着剤が間欠的に吐出される。これにより、図1Bに示すように、ノズルN毎に、MD方向に沿った帯状の塗布領域9が断続的に形成される。
【0036】
ここで、PLC30は、連続シート部材2の搬送量に連動して、各バルブ14に対してそれぞれ固有の定められたタイミングでバルブ開閉信号を送信する。これにより、各ノズルNにより形成される各帯状の塗布領域9,9…が全て組み合わされて、図1Bに示すように、二つの略サインカーブ等がCD方向に並んだ塗布パターンが形成される。
【0037】
各バルブ開閉信号の設定は、例えば、操作パネル40により行われる。操作パネル40には、バルブ14毎に、バルブ14の開タイミングを示す第1設定値や同閉タイミングを示す第2設定値等の入力ボタンが用意されている。そして、PLC30は、エンコーダ80から入力されるデジタル値が第1設定値に達したらバルブ開信号を電磁弁15に送信し、第2設定値に達したらバルブ閉信号を電磁弁15に送信し、これによりバルブ14の開閉動作を行う。
【0038】
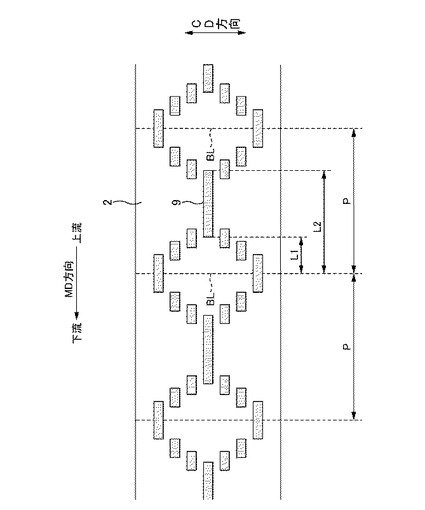
かかる第1設定値や第2設定値等の入力値は、基本的にはおむつの製品仕様に基づいて決められる。図4はその説明図であって、連続シート部材2を平面視で示している。なお、以下では、同図4中のCD方向の中央のホットメルト接着剤の塗布領域9を例に説明する。通常、おむつのMD方向の上流側の境界位置BLからホットメルト接着剤の塗布領域9の下流端までの距離と、同境界位置BLから同塗布領域9の上流端までの距離との両者は、どちらもおむつの製品仕様に基づいて予め決まっており、ここで、これら距離をそれぞれL1,L2とすると、基本的に、第1設定値の入力値は下式1により求められ、第2設定値の入力値は下式2により求められる。
第1設定値の入力値=L1/P×8192 … (1)
第2設定値の入力値=L2/P×8192 … (2)
なお、上式1及び上式2中の「P」は、MD方向の製品ピッチPであり、つまりおむつのMD方向の全長である。また、上式1及び上式2中の「8192」は、製品ピッチPに相当する搬送量当たりにエンコーダ80が出力すべきデジタル値(0〜8191)の個数である。
【0039】
但し、上述の入力値に基づいて吐出したホットメルト接着剤が、おむつにおける目標塗布領域にきちんと着弾し得るのは、プレスロール70とヘッド11のノズルNとの間の連続シート部材2の搬送経路長が製品ピッチPの整数倍であるという関係を満足している場合である。この理由は、基準信号たるエンコーダ80のデジタル値は、プレスロール70基準で、おむつにおける現在加工中の目標の加工位置を示しているためである。
また、仮に上述の入力値で目標塗布領域にきちんと着弾していたとしても、製造ラインの定期修理工事での各種機器の配置変更や製品(おむつ)の品種替等により、プレスロール70とヘッド11のノズルNとの間の連続シート部材2の搬送経路長が変化してしまった場合には、上述の入力値では実際の塗布領域9が、目標塗布領域からMD方向にずれてしまう虞がある。
【0040】
そのため、製造ラインの作業者は、製造ラインの立ち上げの度に上述の各設定値の再設定作業を行っている。具体的に説明すると、先ず、作業者は、上記設定値を定期修理工事前や品種替前の値に維持したまま、所定の基準速度Vbで搬送される連続シート部材2に向けてヘッド11からホットメルト接着剤を吐出し、連続シート部材2における前記接着剤の目標塗布領域からの実際の塗布領域9のずれ量δを計測する。そして、この計測されたずれ量δを下式3に基づいてエンコーダ80のデジタル値に換算し、このずれ量換算値Y分だけ、上述の第1設定値や第2設定値の各値をずらして入力することにより、バルブ14の開閉動作のタイミングの調整を行っている。
ずれ量換算値Y=δ/P×8192 … (3)
【0041】
しかしながら、かかる調整作業を全てのバルブ14,14…に対して行うのは大変な手間である。また、上述のような搬送経路長の変化が原因であれば、上述のずれ量換算値Yの値は、全てのバルブ14,14…に亘り概ね同値になるはずである。
【0042】
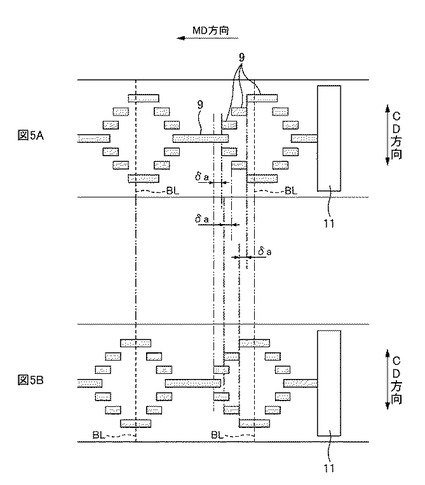
そこで、この第1実施形態では、上記のずれ量換算値Yを調整値Ya(「共通の調整値」に相当)として一つだけ操作パネル40から入力すれば、PLC30が、ヘッド11が具備する全てのバルブ14,14…に係る第1設定値及び第2設定値の各値を、それぞれ前記調整値Ya分だけずらす演算を行い、当該演算結果たるずらした値を、新第1設定値及び新第2設定値としてPLC30のメモリに記憶する。そして、以降、PLC30は、バルブ14毎に新たに設定された前記新第1設定値や前記新第2設定値等に基づいて、各バルブ14にバルブ開閉信号を送信する。これにより、ホットメルト接着剤の塗布パターンは、図5Aの状態から図5Bの状態へと、そのパターン形状を概ね維持したまま、調整値Yaに対応する長さδa(=Ya/8192×P)だけずらされる。
【0043】
ちなみに、開閉動作のタイミングをMD方向の下流側にずらす(つまり同タイミングを早める)場合には、調整値Yaとして負値を第1設定値や第2設定値に加算すれば良く、逆に、開閉動作のタイミングを上流側にずらす(つまり同タイミングを遅くする)場合には、調整値Yaとして正値を加算すれば良い。どちらの方向にずらすかは、目標塗布領域と実際の塗布領域9とのMD方向のずれ関係によって決まる。
【0044】
また、上述の例では、第1設定値等の謂わばバルブ開閉信号の指令値を、全てのバルブ14,14…に対して一斉に調整値Yaだけずらして各々新第1設定値等としていたが、そのようにせずに、エンコーダ80から出力されるデジタル値の方を調整値Yaだけずらしても良い。この場合には、PLC30は、調整値Ya分だけずらしたデジタル値を、第1設定値や第2設定値等と比較し、当該比較結果に基づいてバルブ開信号やバルブ閉信号を出力する。なお、開閉動作のタイミングをMD方向の下流側にずらす(つまり同タイミングを速くする)場合には、調整値Yaとして正値をデジタル値に加算すれば良く、逆に、同タイミングを上流側にずらす(つまり同タイミングを遅くする)場合には、調整値Yaとして負値を加算すれば良い。
【0045】
===第2実施形態===
この第2実施形態では、上述の第1実施形態の内容に加えて、更に、連続シート部材2の搬送速度V2に応じてホットメルト接着剤の吐出タイミング(つまり、バルブ14の開閉動作のタイミング)を変更するようにしている。なお、これ以外の点は概ね第1実施形態と同様であるので、同内容の説明は省略する。
【0046】
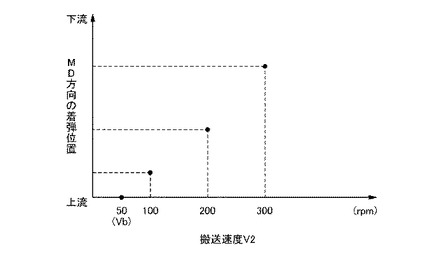
図6に、連続シート部材2の搬送速度V2と、ヘッド11から吐出されたホットメルト接着剤の連続シート部材2上の着弾位置との関係を示す。図6からわかるように、着弾位置は、搬送速度V2が大きくなるに従ってMD方向の下流側にずれている。これは、各ノズルNの先端が所定の間隔をもって連続シート部材2と対向していることから、ノズルNの先端から吐出されたホットメルト接着剤が連続シート部材2に到達するまでには常に一定時間を要し、そして、搬送速度V2が大きいほどに当該一定時間の間の連続シート部材2の移動量が大きくなるからである。よって、連続シート部材2の搬送速度V2が変化すると、ホットメルト接着剤の塗布領域9がMD方向にばらついてしまう。
【0047】
そこで、この第2実施形態では、塗布領域9のばらつきを抑制すべく、搬送速度V2をリアルタイム計測し、当該搬送速度V2の計測値に基づいてPLC30は上述の新第1設定値や新第2設定値の値を逐次補正するようにしている。そして、PLC30は、補正後の新第1設定値や新第2設定値を、エンコーダ80のデジタル値と比較し、当該比較結果に基づいてバルブ14にバルブ開閉信号を送信している。なお、かかる補正や比較処理は、数ミリ秒の制御周期Tcで繰り返し行われ、これにより、時々刻々と変化する搬送速度V2によらず、PLC30は常に適切なタイミングでバルブ開閉信号を送信可能となっている。また、搬送速度V2の計測値は、例えばプレスロール70の近傍又はヘッド11の近傍等に設けられたパルスジェネレータ等の速度計(不図示)からPLC30へとリアルタイムで送信される。
【0048】
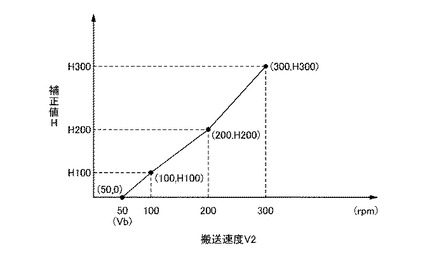
図7は、上述の補正処理に供される補正値Hと搬送速度V2との関係を示すグラフである。この例では、補正値Hは、例えば、製造ラインにおいて最も遅い搬送速度V2の値を基準速度Vbとし、その基準速度Vbに係る補正値Hをゼロ(いわば基準値)として決められている。つまり、この基準速度Vbでの着弾位置を基準着弾位置とした場合に、この基準着弾位置からの着弾位置のずれ量δ1に基づいて搬送速度V2の各値に係る補正値Hがそれぞれ決められている。よって、かかる補正値Hの算出は、例えば、当該補正値Hを求めるべき搬送速度V2の水準で連続シート部材2を実際に搬送させながらヘッド11からホットメルト接着剤を吐出し、その着弾位置の基準着弾位置からのずれ量δ1を実測し、同ずれ量δ1を下式4に代入することによりなされる。
補正値H=δ1/P×8192 … (4)
【0049】
そして、この図7のグラフの関係を用いることにより、上述の新第1設定値や新第2設定値の補正処理は、次のようにして行われる。
先ず、PLC30は、リアルタイムで計測された搬送速度V2を速度計から逐次受信するとともに、当該受信した搬送速度V2の値に対応する補正値Hを、上記図7の関係から求める。そして、求められた補正値Hを、上述の新第1設定値及び新第2設定値から減算し、減算後の各値を、それぞれ新第1設定値及び新第2設定値として更新する。
【0050】
なお、この図7のような搬送速度V2と補正値Hとの関係は、搬送速度V2と、それに対応する補正値Hとの組を複数組有した補正値テーブルの形態で、PLC30のメモリに記録されている。例えば、(V2,H)の組として(50,0),(100,H100),(200,H200),(300,H300)の4組のデータが補正値テーブルには格納されている。そして、補正値テーブルに記録されていない搬送速度V2の値に対応する補正値Hについては、補正値テーブルに格納された上記4組のデータのうちの2組のデータを用いて内挿法等で補間して求められる。例えば、搬送速度V2が、200(rpm)と300(rpm)との間の値の場合には、その値に対応する補正値Hは、下式5に基づいて線形補間して求められる。
H=(H300−H200)/(300−200)×(V2−200)+H200 … (5)
【0051】
このような補正値テーブルは、バルブ14毎に用意され、更には、各バルブ14に対して、開動作及び閉動作のそれぞれにつき用意されている。ここで、開動作及び閉動作のそれぞれに対して補正値テーブルが用意されている理由は、バルブ14の開動作と閉動作とで動作時間が異なる場合があるからである。
【0052】
ところで、この第2実施形態では、ヘッド11が具備している各ノズルNのバルブ14の構造や、バルブ14からノズルNまでの流路の構造が、全てのノズルN,N…に亘って略同仕様に設定されており、更にはノズルNの先端と連続シート部材2との距離も、全てのノズルN,N…に亘って略等値に設定されている。このため、バルブ開閉信号に基づくホットメルト接着剤の吐出動作に関し、ヘッド11のノズルN,N同士の間の個体差は概ね無くなっている。
【0053】
そして、かかる場合には、望ましくは、補正値テーブルをバルブ14毎に個別に持つのではなく、全てのバルブ14,14…で補正値テーブルを共用すると良い。すなわち、開動作用の補正値テーブルと、閉動作用の補正値テーブルとを、それぞれ一つずつ有し、これら一対の補正値テーブルを全てのバルブ14,14…に亘って共用すると良い。
【0054】
このようにすれば、作業者は、製造ラインの立ち上げ時などに、ヘッド11における何れか一つのバルブ14についてのみ、上記補正値テーブルのデータ、つまり上述の複数組の(V2,H)のデータを求めれば良く、もって、全てのバルブ14,14…に対して補正値テーブルのデータを求める場合と比べて、作業者の手間が大幅に軽減される。
【0055】
また、前述したように、PLC30は所定の制御周期Tcで補正処理等の演算を繰り返し行っているが、その際に、多数の補正値テーブルを参照して多数の補正値Hを求めずに済み、結果、PLC30の演算負荷が大幅に軽減される。すなわち、この方法によれば、PLC30が各バルブ14にバルブ開信号を送信する際には、開動作用の一つの補正値テーブルに基づいて、速度計からの搬送速度V2に対応する補正値Hを取得し、当該補正値Hを全バルブ14,14…に亘る共通の補正値Hとして、各バルブ14に係る新第1設定値からそれぞれ減算すれば、開動作の補正処理が完了する。同様に、各バルブ14にバルブ閉信号を送信する際には、閉動作用の一つの補正値テーブルに基づいて、速度計からの搬送速度V2に対応する補正値Hを取得し、当該補正値Hを全バルブ14,14…に亘る共通の補正値Hとして、各バルブ14に係る新第1設定値からそれぞれ減算すれば、閉動作の補正処理が完了する。よって、PLC30の演算負荷の軽減化を図れる。
【0056】
===第3実施形態===
図8は第3実施形態のHMA塗布装置10の平面図である。上述の第1実施形態及び第2実施形態では、HMA塗布装置10のヘッド11が一本だけ設置されていたが、この図8の第3実施形態では、複数本の一例として二本のヘッド11,11bが、MD方向の位置を互いに異ならせて配置されている。そして、この例では、操作パネル40により、ヘッド11,11b毎に、前述の調整値Yaを互いに独立に設定可能になっている。
【0057】
つまり、PLC30は、各ヘッド11,11bが具備する各バルブ14につき第1設定値や第2設定値等を設定可能に構成されているとともに、更には、ヘッド11,11b毎に前記調整値Ya(「第1の共通の調整値」、「第2の共通の調整値」に相当)を設定可能に構成されている。これにより、これらヘッド11,11bの両者は互いに影響し合うことなく、自身に属する全てのバルブ14,14…の開閉動作のタイミングのみを一斉に前記調整値Yaに係る量だけMD方向にずらすことが可能となる。
【0058】
ちなみに、この例では、一方のヘッド11の役割は、上述の第1及び第2実施形態で説明したものと同じであり、つまり、同ヘッド11は、脚周りギャザーを形成する糸ゴム5,5を連続シート部材2に接合するためのホットメルト接着剤を塗布する。これに対して、もう一方のヘッド11bは、例えば、ウエスト周りのフィットギャザーを形成するための糸ゴム(不図示)を連続シート部材2に接合するためにホットメルト接着剤の塗布領域9b,9b…をMD方向に間欠的に形成する。
【0059】
また、この例では、ヘッド11が具備する複数のノズルN,N…、及び各ノズルNに対応させて前記ヘッド11に設けられた複数のバルブ14が、それぞれ「第1の吐出口群」及び「第1のバルブ群」に相当し、他方、ヘッド11bが具備する複数のノズルN,N…、及び各ノズルNに対応させて前記ヘッド11bに設けられた複数のバルブ14,14…が、それぞれ「第2の吐出口群」及び「第2のバルブ群」に相当する。
【0060】
ここで、上述のヘッド11,11b毎の調整値Ya以外に、更に、これら2本のヘッド11,11bに属する全てのバルブ14,14…の開閉動作のタイミングを一斉に同量だけMD方向にずらすための共通の調整値Yc(「第3の共通の調整値」に相当)を、PLC30が有していても良い。そうすれば、これら2本のヘッド11,11bに属する全てのバルブ14,14…に係る吐出タイミングを一斉に同量だけMD方向にずらすことができて便利である。
【0061】
なお、このような構成は、前述の第1実施形態や第2実施形態における第1設定値及び第2設定値に対して、前記調整値Ya及び前記調整値Ycを加算して、加算後の各値を、それぞれ新第1設定値及び新第2設定値として、PLC30がメモリに記録すること等により実現可能である。
【0062】
ところで、この第3実施形態では、上述のように「第1の吐出口群」及び「第1のバルブ群」を具備した単位モジュールとして、MD方向の上流側に配置されたヘッド11を例示し、「第2の吐出口群」及び「第2のバルブ群」を具備した単位モジュールとして、下流側に配置されたヘッド11bを例示していた。そして、当該単位モジュール毎に前記調整値Yaを有する構成を例示していたが、この単位モジュールの定義は何等これに限るものではない。例えば、単位モジュールの定義を、ホットメルト接着剤をヘッド11の内部の流路へ供給するための前記供給路12(図2)に基づいて定めても良い。つまり、かかる供給路12が互いに異なれば、別の単位モジュールであると定義しても良い。そして、その場合には、コントローラ30は、供給路12毎に上記の調整値Yaを有していると言うことができて、その利点としては、供給路12が互いに異なる場合に起こり得るホットメルト接着剤の着弾位置精度の悪化を有効に抑えることができること等が挙げられる。詳しくは次の通りである。
【0063】
図8に示すように、互いに供給路12,12bが異なるヘッド11,11b同士は、周囲温度等の影響によって、供給されるホットメルト接着剤の粘性等が互いに異なる虞がある。そして、その場合には、ヘッド11のノズルNとヘッド11bのノズルNとの間で、ホットメルト接着剤の吐出速度等の吐出特性が互いに異なってしまい、結果、同一の調整値Yaでは、ヘッド11及びヘッド11bの両者に対して、共に、ホットメルト接着剤の着弾位置を目標位置に一致させることは困難である。すなわち、ヘッド11,11bの何れか一方11(11b)については、調整値Yaにより着弾位置を目標位置に一致させることはできるが、他方11b(11)については一致させることができない。
【0064】
この点につき、上述のように供給路12,12b毎に調整値Yaを有した構成によれば、調整値Yaの値を供給路12,12b毎に異ならせて設定できるので、ヘッド11及びヘッド11bのそれぞれに対して互い独立に着弾位置の調整を行うことができる。その結果、ヘッド11及びヘッド11bの両者に対して着弾位置精度の向上を図ることができる。ちなみに、この例では、ヘッド11の供給路12が「第1の供給路」に相当し、ヘッド11bの供給路12bが「第2の供給路」に相当する。
【0065】
===その他の実施の形態===
以上、本発明の実施形態について説明したが、本発明は、かかる実施形態に限定されるものではなく、以下に示すような変形が可能である。
【0066】
前述の第1実施形態では、一本のヘッド11が具備する全てのバルブ14,14…に亘り一つの調整値Yaを共用していたが、これに限るものではない。例えば、操作パネル40から幾つかのバルブ14,14…を選択し、これら選択されたバルブ14,14…に対してのみ、前記調整値Yaが適用されるように構成しても良い。すなわち、選択されたバルブ14,14…の第1設定値等が、前記調整値Ya分だけずらされるようにPLC30を構成してもよい。
【0067】
前述の第2実施形態における望ましい例では、一本のヘッド11が具備する全てのバルブ14,14…に亘り、開動作用及び閉動作用の一対の補正値テーブルを共用することにより、全バルブ14,14…に亘り、開動作用及び閉動作用からなる一対の共通の補正値を共用していたが、何等これに限るものではない。例えば、操作パネル40から幾つかのバルブ14,14…を選択し、これら選択されたバルブ14,14…に対してのみ前記一対の共通の補正値で補正するように構成しても良い。すなわち、選択されたバルブ14,14…の第1設定値及び第2設定値が、それぞれ、開動作用の共通の補正値及び閉動作用の共通の補正値に基づいて補正されるようにPLC30を構成してもよい。
【0068】
前述の実施形態では、第1設定値及び第2設定値を例に説明したが、図1Bに示すように、製品ピッチP内においてMD方向の2箇所に塗布領域9f,9fを形成するバルブ14が有る場合には、同バルブ14については、第1設定値及び第2設定値以外に、更に、バルブ開信号用に第3設定値が、またバルブ閉信号用に第4設定値が設定されるのは言うまでもない。なお、MD方向の塗布領域9,9,9…が三箇所以上である場合には、その分だけ設定値が増えることになる。
【0069】
前述の第2実施形態では、連続シート部材2の搬送速度V2を計測すべく速度計を設けていたが、何等これに限るものではない。例えば、エンコーダ80のデジタル値の出力の時間間隔ΔTから、PLC30が下式6に基づく演算を行って搬送速度V2を算出するようにしても良い。但し、PLC30の演算負荷が増えるので、その観点からは速度計を追設する方が好ましい。
V2=ΔD/ΔT … (6)
【0070】
ちなみに、上式6中のΔDは、所定のデジタル値(例えば8190)の出力時点から、その次のデジタル値(例えば8191)の出力時点までの連続シート部材2の搬送量の増分ΔDを意味し、当該ΔDは、エンコーダ毎に既知の値である。
【0071】
前述の実施形態では、吸収性物品の一例としておむつを例示したが、尿や経血等の排泄液を吸収するものであれば何等これに限るものではなく、例えば生理用ナプキンでも良い。
【0072】
前述の実施形態では、エンコーダ80の一例として所定の回転角毎にデジタル値を出力するエンコーダを例示したが、何等これに限るものではない。例えば、所定の回転角毎にパルスを発生するとともに、製品ピッチPに相当する回転角(例えば一回転)になる度にリセット信号が出力されるようなエンコーダを用いても良い。そして、この場合には、PLC30が、エンコーダから出力されるパルス数をカウントするとともに、リセット信号の受信の度にカウント値をゼロリセットすることにより、当該PLC30と協働して、前記エンコーダは、上述のエンコーダ80と同等の機能を果たすことになる。
【0073】
前述の実施形態では、「流体」としてホットメルト接着剤を例示したが、吸収性物品に係る連続シート部材2に向けて間欠的に吐出される液状やゲル状等の適宜な流動性を持った流体であれば、何等これに限るものではなく、他の種類の接着剤であっても良いし、接着剤以外の流体でも良い。
【0074】
前述の実施形態では、吐出口たるノズルNが、その先端において連続シート部材2に接触していない非接触式の吐出口を例示した。つまり、ノズルNの先端は、連続シート部材2との間に空間を隔てて配置されていたが、何等これに限るものではなく、接触式の吐出口でも良い。すなわち、ノズルNの先端若しくは当該先端に設けられた部材が、連続シート部材2に接触していても良い。この接触式の吐出口の一例としては、ノズルNの先端にボールペンのボールの如き回転する球体が設けられ、当該球体が連続シート部材2との接触により連れ回る構成等が挙げられる。なお、この接触式の場合には、ホットメルト接着剤は、その吐出に際し、ノズルNの先端と連続シート部材2との間の空間を飛翔しないので、前述の第2実施形態に係る搬送速度V2の補正を行わずとも、ある程度の着弾位置精度を確保可能である。
【0075】
前述の第3実施形態では、複数本の一例として二本のヘッド11,11bを有した構成を示したが、これらヘッドの本数は何等二本に限るものではなく、別途複数本のヘッドを、製造ラインにおけるMD方向の異なる位置に配置しても良い。その場合、第3実施形態と同様に、ヘッド毎に独立に調整値Yaを有するようにしても良いのは言うまでもないが、場合によっては、前記調整値Yaを全てのヘッド11,11b…に亘って共用しても良い。そして、この構成によれば、一つの前記調整値Yaの一回の入力により、全てのヘッド11,11b…に属する全てのバルブ14,14…の吐出タイミングを一斉に同量だけMD方向にずらすことが可能となる。
【0076】
前述の実施形態では、各ノズルNにバルブ14を一つずつ対応付けていたが、何等これに限るものではなく、例えば、複数のノズルNにつき一つのバルブ14を対応付けても良い。
【符号の説明】
【0077】
2 トップシート用の連続シート部材(連続シート部材)、
3 バックシート用の連続シート部材、
5 糸ゴム、7 半製品の連続体、
9 塗布領域、9b 塗布領域、9f 塗布領域、
10 HMA塗布装置(流体吐出装置)、
11 ヘッド、11b ヘッド、
12 供給路(第1の供給路)、12b 供給路(第2の供給路)、
13 分岐路、14 バルブ、15 電磁弁、
30 PLC(コントローラ)、40 操作パネル、
60 糸ゴム供給装置、61 アーム、
70 プレスロール、70a ロール、70b ロール、
80 ロータリーエンコーダ、
N ノズル(吐出口)、BL 境界位置、
S1 HMA塗布セクション、S2 加工セクション
【技術分野】
【0001】
本発明は、使い捨ておむつ等の吸収性物品の製造において使用され、ホットメルト接着剤等の流体を不織布等の連続シート部材へ向けて吐出する流体吐出装置に関する。
【背景技術】
【0002】
従来、使い捨ておむつ等の製造ラインでは、不織布等の連続シート部材を搬送方向に連続して搬送する間に、当該連続シート部材に対してホットメルト接着剤を吐出して、搬送方向に間欠的に塗布することが行われている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平6−237957号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
この間欠的な塗布は、ホットメルト接着剤塗布装置10(以下、HMA塗布装置10と言う)によって行われる(図1A、図1B)。HMA塗布装置10は、例えば、搬送方向の所定位置に配置されたヘッド11を有し、ヘッド11は、連続シート部材2の幅方向に並んで配置された複数のノズルN,N…を有する。各ノズルNには、それぞれバルブ14(図1A、図1Bでは不図示)が一つずつ対応付けて設けられている。そして、各バルブ14が、コントローラ30の制御により、連続シート部材2の搬送量に連動して開閉動作することにより、各ノズルNから連続シート部材2に向けてホットメルト接着剤が間欠的に吐出される。
【0005】
ここで、バルブ14の開閉動作の搬送量に対する連動制御は、例えばエンコーダ80を用いて行われる。エンコーダ80は、例えば連続シート部材2上に規定されるおむつの製品ピッチP(例えば製品1ピース分の長さP)に相当する搬送量につき、0から8191までのデジタル値を搬送量に比例して繰り返し出力するように構成されている。そして、コントローラ30は、このエンコーダ80からのデジタル値が所期の第1設定値になったらバルブ14を開き、同第2設定値になったらバルブ14を閉じる等してバルブ14の開閉動作を制御する。なお、これら第1設定値や第2設定値等の各値は、それぞれバルブ14毎に設定される。
【0006】
ところで、製造ラインの定期修理工事や製品(おむつ)の品種替(サイズ替を含む)等により、HMA塗布装置10のヘッド11の設置位置とエンコーダ80の設置位置との関係が、同工事や品種替の前後で、搬送方向に関して変化することがある。そして、その場合には、定期修理工事前や品種替前の前記設定値に基づいてホットメルト接着剤を吐出しても、同工事後や品種替後には、実際の塗布位置が目標位置から搬送方向にずれてしまう。
【0007】
そのため、定期修理工事後や品種替の製造ラインの立ち上げ時に、同ラインの作業者は、上述の各設定値の再設定作業を行っている。具体的に説明すると、先ず、作業者は、上記設定値を定期修理工事前や品種替前の値に維持した状態で、所定速度で搬送される連続シート部材2に向けてヘッド11からホットメルト接着剤を吐出し、連続シート部材2における前記接着剤の目標位置からの実際の塗布位置のずれ量を計測する。そして、この計測されたずれ量分だけ、上述の第1設定値や第2設定値の各値をずらして入力することにより、バルブ14の開閉動作のタイミングの調整を行っている。
【0008】
しかしながら、かかる調整作業を全てのバルブ14,14…に対して行わねばならず、作業者は多大な手間を強いられていた。
【0009】
本発明は、上記のような従来の問題に鑑みてなされたものであって、バルブの開閉動作のタイミングの調整作業の手間を大幅に軽減可能な流体吐出装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するための主たる発明は、
吸収性物品に係る連続シート部材の幅方向に並んで配置された複数の吐出口から、搬送方向に連続して搬送される前記連続シート部材に向けて流体を吐出する流体吐出装置であって、
前記吐出口に対応して設けられ、開閉動作によって前記吐出口から前記流体を間欠的に吐出する複数のバルブと、
前記連続シート部材の搬送量に連動させて、前記バルブ毎に前記開閉動作を制御するコントローラと、を有し、
前記コントローラは、前記搬送量を示す値で規定された共通の調整値を有し、
前記コントローラは、前記複数のバルブのうちの少なくとも幾つかのバルブの開閉動作のタイミングを、前記幾つかのバルブが行うべき規定の開閉動作のタイミングから、前記共通の調整値に基づいてずらすことを特徴とする流体吐出装置である。
【0011】
本発明の他の特徴については、本明細書及び添付図面の記載により明らかにする。
【発明の効果】
【0012】
本発明によれば、バルブの開閉動作のタイミングの調整作業の手間を大幅に軽減可能となる。
【図面の簡単な説明】
【0013】
【図1】図1Aは、第1実施形態に係るHMA塗布装置10を具備した製造ラインの概略斜視図であり、図1Bは同平面図である。
【図2】HMA塗布装置10の構成図である。
【図3】HMA塗布装置10のヘッド11の縦断面図である。
【図4】第1設定値及び第2設定値の入力値を説明するための連続シート部材2の平面図である。
【図5】図5A及び図5Bは、調整値Yaに基づいてホットメルト接着剤の塗布パターンが一斉にMD方向にずらされて形成される様子を示す図である。
【図6】連続シート部材2の搬送速度V2と、ヘッド11から吐出されたホットメルト接着剤のMD方向の着弾位置との関係を示す図である。
【図7】第2実施形態の補正処理に供される補正値Hと搬送速度V2との関係のグラフである。
【図8】第3実施形態のHMA塗布装置10の平面図である。
【発明を実施するための形態】
【0014】
本明細書及び添付図面の記載により、少なくとも以下の事項が明らかとなる。
【0015】
吸収性物品に係る連続シート部材の幅方向に並んで配置された複数の吐出口から、搬送方向に連続して搬送される前記連続シート部材に向けて流体を吐出する流体吐出装置であって、
前記吐出口に対応して設けられ、開閉動作によって前記吐出口から前記流体を間欠的に吐出する複数のバルブと、
前記連続シート部材の搬送量に連動させて、前記バルブ毎に前記開閉動作を制御するコントローラと、を有し、
前記コントローラは、前記搬送量を示す値で規定された共通の調整値を有し、
前記コントローラは、前記複数のバルブのうちの少なくとも幾つかのバルブの開閉動作のタイミングを、前記幾つかのバルブが行うべき規定の開閉動作のタイミングから、前記共通の調整値に基づいてずらすことを特徴とする流体吐出装置。
【0016】
このような流体吐出装置によれば、コントローラは、前記幾つかのバルブが行うべき規定の開閉動作のタイミングから、少なくとも前記共通の調整値分だけずれたタイミングで前記幾つかのバルブが開閉動作するように前記幾つかのバルブを制御することができる。つまり、前記幾つかのバルブの開閉動作のタイミングを、前記共通の調整値分だけ、一斉にずらすことができる。よって、バルブ毎に個別調整せずに済み、結果、バルブの開閉動作のタイミングの調整作業負荷の大幅な軽減を図れる。
【0017】
かかる流体吐出装置であって、
前記コントローラは、前記連続シート部材の搬送速度に基づいて前記幾つかのバルブの開閉動作の共通の補正値を演算し、
前記コントローラは、前記共通の調整値及び前記共通の補正値に基づいて、前記幾つかのバルブの開閉動作のタイミングを、前記規定の開閉動作のタイミングからずらすのが望ましい。
【0018】
このような流体吐出装置によれば、搬送速度の変化に応じてバルブの開閉動作のタイミングを補正する際に、前記幾つかのバルブに対して前記共通の補正値を用いるので、コントローラの演算負荷を軽減することができる。
また、前記幾つかのバルブに亘り共通の補正値を用いるので、当該補正値を求める際に使用される補正値テーブル等の補正用データをバルブ毎に個別に用意せずに済み、その結果、補正用データの作成の手間を大幅に軽減可能となる。
【0019】
かかる流体吐出装置であって、
前記幾つかのバルブを第1のバルブ群とし、前記第1のバルブ群に属するバルブに対応する各吐出口を第1の吐出口群とし、前記共通の調整値を第1の共通の調整値とした場合に、
前記第1の吐出口群よりも前記搬送方向の下流側に第2の吐出口群を有し、
前記コントローラは、前記第2の吐出口群に属する吐出口に対応して設けられた複数のバルブの開閉動作のタイミングを、前記複数のバルブが行うべき規定の開閉動作のタイミングから、第2の共通の調整値に基づいてずらすのが望ましい。
【0020】
このような流体吐出装置によれば、コントローラは、前記第2の吐出口群に属する吐出口に対応して設けられた複数のバルブが行うべき規定の開閉動作のタイミングから、少なくとも前記第2の共通の調整値分だけずれたタイミングで前記複数のバルブが開閉動作するように前記複数のバルブを制御することができる。よって、第1のバルブ群の開閉動作のタイミングと、第2のバルブ群の開閉動作のタイミングとを、互いに独立に調整可能となり、利便性に優れたものとなる。
【0021】
かかる流体吐出装置であって、
前記コントローラは、第3の共通の調整値を有し、
前記コントローラは、前記第1の共通の調整値及び前記第2の共通の調整値とは独立に、前記第3の共通の調整値に基づいて、前記第1のバルブ群及び前記第2のバルブ群のバルブの開閉タイミングをずらすのが望ましい。
【0022】
このような流体吐出装置によれば、第1のバルブ群の開閉動作のタイミングと、第2のバルブ群の開閉動作のタイミングとの両者を、一斉に前記第3の共通の調整値分だけずらすことができて、利便性に優れたものとなる。
【0023】
かかる流体吐出装置であって、
前記幾つかのバルブを第1のバルブ群とし、前記第1のバルブ群に属するバルブに対応する各吐出口を第1の吐出口群とし、前記共通の調整値を第1の共通の調整値とした場合に、前記第1のバルブ群の各バルブには、共通の第1の供給路を介して前記流体が供給され、
前記第1の供給路とは別の第2の供給路を有し、前記第2の供給路を介して前記流体が供給される複数のバルブを第2のバルブ群とし、前記第2のバルブ群に属するバルブに対応する各吐出口を第2の吐出口群とした場合に、
前記コントローラは、前記第2のバルブ群に属するバルブの開閉動作のタイミングを、前記バルブが行うべき規定の開閉動作のタイミングから、第2の共通の調整値に基づいてずらすのが望ましい。
【0024】
このような流体吐出装置によれば、バルブ群の開閉動作のタイミングを、前記供給路毎に調整可能となる。よって、同タイミングを精細に調整可能となり、連続シート部材上への流体の着弾位置精度の向上を図れる。詳しくは次の通りである。前記供給路が互いに異なる吐出口群同士は、そこを流れる流体の粘性等も互いに異なる虞があり、その場合には、流体の吐出特性も吐出口群同士で互いに異なってしまう。その結果、同一の前記共通の調整値では、前記供給路が互いに異なる両方の吐出口群の着弾位置を、共に、連続シート部材上の所期の目標位置に一致させることは困難である。
この点につき、上記構成によれば、供給路毎に前記共通の調整値を別々に設定可能である。よって、前記供給路が互いに異なる吐出口群の着弾位置を、それぞれ独立に調整できて、その結果、両方の吐出口群について、連続シート部材上への流体の着弾位置の精度を高めることができる。
【0025】
かかる流体吐出装置であって、
前記規定の開閉動作のタイミングは、規定の開動作のタイミングと、規定の閉動作のタイミングとを有し、
前記コントローラは、前記バルブ毎に、前記規定の開動作のタイミングを設定する第1設定値と、前記規定の閉動作のタイミングとを設定する第2設定値とを、有し、
前記第1設定値及び前記第2設定値は、前記搬送量を示す値で規定され、
前記搬送量を示す値を介して、前記コントローラは、前記搬送量に連動させて前記バルブ毎に前記開閉動作を制御するのが望ましい。
【0026】
このような流体吐出装置によれば、バルブ毎に前記規定の開閉動作のタイミングを設定可能なので、前記幾つかのバルブに対応する各吐出口から連続シート部材に向けて吐出される流体の着弾痕を組み合わせることにより、同連続シート部材上に任意の流体の着弾パターンを形成可能となる。
また、前記共通の調整値に基づいて、前記幾つかのバルブの開閉動作のタイミングを、前記規定の開閉動作のタイミングからずらすので、上記着弾パターンの形状を概ね崩すこと無く維持した状態で、上記着弾パターンを連続シート部材の搬送方向にずらして形成可能となる。
【0027】
===第1実施形態===
図1Aは、第1実施形態に係る流体吐出装置10を具備した製造ラインの概略斜視図であり、図1Bは同平面図である。
この製造ラインでは、例えば、おむつのトップシートをなす不織布等の連続シート部材2と同バックシートをなす不織布等の連続シート部材3との間に、脚周りギャザーを形成するための一対の糸ゴム5,5を介装してなる半製品の連続体7を製造する。
【0028】
すなわち、この製造ラインは、連続シート部材2を搬送方向としてのMD方向に連続して搬送する不図示のローラ等の搬送装置を有する。そして、その搬送経路には、同連続シート部材2に対してホットメルト接着剤(以下、HMAとも言う)を一対の略サインカーブなどの塗布パターンで塗布するHMA塗布セクションS1と、連続シート部材2におけるホットメルト接着剤の塗布領域9に向けて糸ゴム5,5を連続供給しつつ、前記連続シート部材2上にバックシート用の連続シート部材3を重ねて貼り合わせる加工セクションS2とが設定されている。
なお、以下では、MD方向と直交する方向のことをCD方向というが、このCD方向は、連続シート部材2,3の幅方向と同方向でもある。
【0029】
HMA塗布セクションS1には、HMA塗布装置10が設置されている。HMA塗布装置10は、本発明に係る「流体吐出装置」に相当し、これについては後述する。
【0030】
加工セクションS2には、加工装置の一例として、糸ゴム供給装置60と、プレスロール70とが設置されている。糸ゴム供給装置60は、MD方向に糸ゴム5,5を流しながらCD方向に往復移動する一対のアーム61,61を有する。そして、各アーム61,61は、それぞれ、MD方向の製品ピッチPに相当する連続シート部材2の搬送量毎に1回の往復移動動作を行いながら、プレスロール70のロール間隙に向けて糸ゴム5,5を供給し、これにより、各アーム61,61は、上述の塗布パターンと類似の略サインカーブなどの配置パターンで連続シート部材2上に糸ゴム5,5を配置する。
【0031】
プレスロール70は、CD方向を向いた回転軸周りに駆動回転する上下一対のロール70a,70bを有する。そして、そのロール間隙には、上述の連続シート部材2だけでなく、バックシート用の連続シート部材3も供給される。これにより、糸ゴム5,5がトップシート用の連続シート部材2とバックシート用の連続シート部材3との間に介装された状態で両シート2,3が重ね合わされて前記一対のロール70a,70bにより挟圧されて圧着される。
【0032】
ところで、トップシート用の連続シート部材2上には、仮想的に複数のおむつをMD方向に製品ピッチPで並べた状態が規定されている。つまり、糸ゴム5,5などの各種部品の接合や加工等をすべき目標の加工位置が規定されている。そして、現在おむつにおける何れの目標の加工位置の相当部位が、加工装置により加工されているかの把握を、この第1実施形態ではプレスロール70基準で行っている。すなわち、今、おむつにおけるどの部位がプレスロール70を通過しており、そして、これによりどの部位が圧着加工されているのかをリアルタイムで検知可能になっている。
【0033】
かかる検知は、例えばプレスロール70の軸端に一体に設けられたロータリーエンコーダ80によりなされる。具体的には、このエンコーダ80は、連続シート部材2の製品ピッチP分に相当する搬送量につき、例えば0から8191までの8192個のデジタル値(「搬送量を示す値」に相当)を搬送量に比例して繰り返し出力するように構成されているとともに、当該デジタル値の「0」が、MD方向に隣り合う製品同士の境界位置BLに対応するように設定されている。つまり、同境界位置BLがプレスロール70のロール間隙を通過する際に、エンコーダ80はデジタル値「0」を出力し、そこから次の境界位置BLが通過するまでの間に「1」から「8191」までのデジタル値を順次出力する。
【0034】
そして、このデジタル値は、例えばリファレンス信号として、上記糸ゴム供給装置60のアーム61,61の往復移動動作の制御等に使用される。すなわち、糸ゴム供給装置60は、アーム61,61をCD方向に往復移動する不図示のサーボモータと、不図示のコントローラとを有し、そして、このコントローラは、エンコーダ80から入力されるデジタル値に基づいてサーボモータを駆動制御することにより、アーム61,61をCD方向に往復移動する。より詳しくは、プレスロール70のロール間隙を通過中の製品の部位をエンコーダ80のデジタル値に基づいて認識しながら、その部位において接合すべきCD方向の位置に糸ゴム5,5を移動して同位置に糸ゴム5,5を配置する。これにより、各製品における目標の加工位置に糸ゴム5,5が配置される。なお、以下では、このデジタル値のことを、基準信号とも言う。
【0035】
図2にHMA塗布装置10の構成図を示す。このHMA塗布装置10は、ヘッド11と、コントローラとしてのPLC30(プログラマブルロジックコントローラ)と、操作パネル40とを有する。ヘッド11は、CD方向に並んで配置された複数(例えば7つ)のノズルN(「吐出口」に相当)を有する。また、ヘッド11には、ホットメルト接着剤をヘッド11の内部の流路へ供給する一本の供給路12が設けられ、この供給路12の下流側では、前記流路がノズルN毎に分岐し、つまりノズルN毎に分岐路13(図3)が形成されている。そして、図3のヘッド11の縦断面図に示すように、各分岐路13にはそれぞれ、対応する分岐路13の流路を開閉するバルブ14が設けられている。更に、各バルブ14にはそれぞれ電磁弁15が設けられ、PLC30から各電磁弁15にバルブ開閉信号が送られることにより、各バルブ14は、対応する電磁弁15によって開閉動作され、各ノズルNから連続シート部材2に向けてホットメルト接着剤が間欠的に吐出される。これにより、図1Bに示すように、ノズルN毎に、MD方向に沿った帯状の塗布領域9が断続的に形成される。
【0036】
ここで、PLC30は、連続シート部材2の搬送量に連動して、各バルブ14に対してそれぞれ固有の定められたタイミングでバルブ開閉信号を送信する。これにより、各ノズルNにより形成される各帯状の塗布領域9,9…が全て組み合わされて、図1Bに示すように、二つの略サインカーブ等がCD方向に並んだ塗布パターンが形成される。
【0037】
各バルブ開閉信号の設定は、例えば、操作パネル40により行われる。操作パネル40には、バルブ14毎に、バルブ14の開タイミングを示す第1設定値や同閉タイミングを示す第2設定値等の入力ボタンが用意されている。そして、PLC30は、エンコーダ80から入力されるデジタル値が第1設定値に達したらバルブ開信号を電磁弁15に送信し、第2設定値に達したらバルブ閉信号を電磁弁15に送信し、これによりバルブ14の開閉動作を行う。
【0038】
かかる第1設定値や第2設定値等の入力値は、基本的にはおむつの製品仕様に基づいて決められる。図4はその説明図であって、連続シート部材2を平面視で示している。なお、以下では、同図4中のCD方向の中央のホットメルト接着剤の塗布領域9を例に説明する。通常、おむつのMD方向の上流側の境界位置BLからホットメルト接着剤の塗布領域9の下流端までの距離と、同境界位置BLから同塗布領域9の上流端までの距離との両者は、どちらもおむつの製品仕様に基づいて予め決まっており、ここで、これら距離をそれぞれL1,L2とすると、基本的に、第1設定値の入力値は下式1により求められ、第2設定値の入力値は下式2により求められる。
第1設定値の入力値=L1/P×8192 … (1)
第2設定値の入力値=L2/P×8192 … (2)
なお、上式1及び上式2中の「P」は、MD方向の製品ピッチPであり、つまりおむつのMD方向の全長である。また、上式1及び上式2中の「8192」は、製品ピッチPに相当する搬送量当たりにエンコーダ80が出力すべきデジタル値(0〜8191)の個数である。
【0039】
但し、上述の入力値に基づいて吐出したホットメルト接着剤が、おむつにおける目標塗布領域にきちんと着弾し得るのは、プレスロール70とヘッド11のノズルNとの間の連続シート部材2の搬送経路長が製品ピッチPの整数倍であるという関係を満足している場合である。この理由は、基準信号たるエンコーダ80のデジタル値は、プレスロール70基準で、おむつにおける現在加工中の目標の加工位置を示しているためである。
また、仮に上述の入力値で目標塗布領域にきちんと着弾していたとしても、製造ラインの定期修理工事での各種機器の配置変更や製品(おむつ)の品種替等により、プレスロール70とヘッド11のノズルNとの間の連続シート部材2の搬送経路長が変化してしまった場合には、上述の入力値では実際の塗布領域9が、目標塗布領域からMD方向にずれてしまう虞がある。
【0040】
そのため、製造ラインの作業者は、製造ラインの立ち上げの度に上述の各設定値の再設定作業を行っている。具体的に説明すると、先ず、作業者は、上記設定値を定期修理工事前や品種替前の値に維持したまま、所定の基準速度Vbで搬送される連続シート部材2に向けてヘッド11からホットメルト接着剤を吐出し、連続シート部材2における前記接着剤の目標塗布領域からの実際の塗布領域9のずれ量δを計測する。そして、この計測されたずれ量δを下式3に基づいてエンコーダ80のデジタル値に換算し、このずれ量換算値Y分だけ、上述の第1設定値や第2設定値の各値をずらして入力することにより、バルブ14の開閉動作のタイミングの調整を行っている。
ずれ量換算値Y=δ/P×8192 … (3)
【0041】
しかしながら、かかる調整作業を全てのバルブ14,14…に対して行うのは大変な手間である。また、上述のような搬送経路長の変化が原因であれば、上述のずれ量換算値Yの値は、全てのバルブ14,14…に亘り概ね同値になるはずである。
【0042】
そこで、この第1実施形態では、上記のずれ量換算値Yを調整値Ya(「共通の調整値」に相当)として一つだけ操作パネル40から入力すれば、PLC30が、ヘッド11が具備する全てのバルブ14,14…に係る第1設定値及び第2設定値の各値を、それぞれ前記調整値Ya分だけずらす演算を行い、当該演算結果たるずらした値を、新第1設定値及び新第2設定値としてPLC30のメモリに記憶する。そして、以降、PLC30は、バルブ14毎に新たに設定された前記新第1設定値や前記新第2設定値等に基づいて、各バルブ14にバルブ開閉信号を送信する。これにより、ホットメルト接着剤の塗布パターンは、図5Aの状態から図5Bの状態へと、そのパターン形状を概ね維持したまま、調整値Yaに対応する長さδa(=Ya/8192×P)だけずらされる。
【0043】
ちなみに、開閉動作のタイミングをMD方向の下流側にずらす(つまり同タイミングを早める)場合には、調整値Yaとして負値を第1設定値や第2設定値に加算すれば良く、逆に、開閉動作のタイミングを上流側にずらす(つまり同タイミングを遅くする)場合には、調整値Yaとして正値を加算すれば良い。どちらの方向にずらすかは、目標塗布領域と実際の塗布領域9とのMD方向のずれ関係によって決まる。
【0044】
また、上述の例では、第1設定値等の謂わばバルブ開閉信号の指令値を、全てのバルブ14,14…に対して一斉に調整値Yaだけずらして各々新第1設定値等としていたが、そのようにせずに、エンコーダ80から出力されるデジタル値の方を調整値Yaだけずらしても良い。この場合には、PLC30は、調整値Ya分だけずらしたデジタル値を、第1設定値や第2設定値等と比較し、当該比較結果に基づいてバルブ開信号やバルブ閉信号を出力する。なお、開閉動作のタイミングをMD方向の下流側にずらす(つまり同タイミングを速くする)場合には、調整値Yaとして正値をデジタル値に加算すれば良く、逆に、同タイミングを上流側にずらす(つまり同タイミングを遅くする)場合には、調整値Yaとして負値を加算すれば良い。
【0045】
===第2実施形態===
この第2実施形態では、上述の第1実施形態の内容に加えて、更に、連続シート部材2の搬送速度V2に応じてホットメルト接着剤の吐出タイミング(つまり、バルブ14の開閉動作のタイミング)を変更するようにしている。なお、これ以外の点は概ね第1実施形態と同様であるので、同内容の説明は省略する。
【0046】
図6に、連続シート部材2の搬送速度V2と、ヘッド11から吐出されたホットメルト接着剤の連続シート部材2上の着弾位置との関係を示す。図6からわかるように、着弾位置は、搬送速度V2が大きくなるに従ってMD方向の下流側にずれている。これは、各ノズルNの先端が所定の間隔をもって連続シート部材2と対向していることから、ノズルNの先端から吐出されたホットメルト接着剤が連続シート部材2に到達するまでには常に一定時間を要し、そして、搬送速度V2が大きいほどに当該一定時間の間の連続シート部材2の移動量が大きくなるからである。よって、連続シート部材2の搬送速度V2が変化すると、ホットメルト接着剤の塗布領域9がMD方向にばらついてしまう。
【0047】
そこで、この第2実施形態では、塗布領域9のばらつきを抑制すべく、搬送速度V2をリアルタイム計測し、当該搬送速度V2の計測値に基づいてPLC30は上述の新第1設定値や新第2設定値の値を逐次補正するようにしている。そして、PLC30は、補正後の新第1設定値や新第2設定値を、エンコーダ80のデジタル値と比較し、当該比較結果に基づいてバルブ14にバルブ開閉信号を送信している。なお、かかる補正や比較処理は、数ミリ秒の制御周期Tcで繰り返し行われ、これにより、時々刻々と変化する搬送速度V2によらず、PLC30は常に適切なタイミングでバルブ開閉信号を送信可能となっている。また、搬送速度V2の計測値は、例えばプレスロール70の近傍又はヘッド11の近傍等に設けられたパルスジェネレータ等の速度計(不図示)からPLC30へとリアルタイムで送信される。
【0048】
図7は、上述の補正処理に供される補正値Hと搬送速度V2との関係を示すグラフである。この例では、補正値Hは、例えば、製造ラインにおいて最も遅い搬送速度V2の値を基準速度Vbとし、その基準速度Vbに係る補正値Hをゼロ(いわば基準値)として決められている。つまり、この基準速度Vbでの着弾位置を基準着弾位置とした場合に、この基準着弾位置からの着弾位置のずれ量δ1に基づいて搬送速度V2の各値に係る補正値Hがそれぞれ決められている。よって、かかる補正値Hの算出は、例えば、当該補正値Hを求めるべき搬送速度V2の水準で連続シート部材2を実際に搬送させながらヘッド11からホットメルト接着剤を吐出し、その着弾位置の基準着弾位置からのずれ量δ1を実測し、同ずれ量δ1を下式4に代入することによりなされる。
補正値H=δ1/P×8192 … (4)
【0049】
そして、この図7のグラフの関係を用いることにより、上述の新第1設定値や新第2設定値の補正処理は、次のようにして行われる。
先ず、PLC30は、リアルタイムで計測された搬送速度V2を速度計から逐次受信するとともに、当該受信した搬送速度V2の値に対応する補正値Hを、上記図7の関係から求める。そして、求められた補正値Hを、上述の新第1設定値及び新第2設定値から減算し、減算後の各値を、それぞれ新第1設定値及び新第2設定値として更新する。
【0050】
なお、この図7のような搬送速度V2と補正値Hとの関係は、搬送速度V2と、それに対応する補正値Hとの組を複数組有した補正値テーブルの形態で、PLC30のメモリに記録されている。例えば、(V2,H)の組として(50,0),(100,H100),(200,H200),(300,H300)の4組のデータが補正値テーブルには格納されている。そして、補正値テーブルに記録されていない搬送速度V2の値に対応する補正値Hについては、補正値テーブルに格納された上記4組のデータのうちの2組のデータを用いて内挿法等で補間して求められる。例えば、搬送速度V2が、200(rpm)と300(rpm)との間の値の場合には、その値に対応する補正値Hは、下式5に基づいて線形補間して求められる。
H=(H300−H200)/(300−200)×(V2−200)+H200 … (5)
【0051】
このような補正値テーブルは、バルブ14毎に用意され、更には、各バルブ14に対して、開動作及び閉動作のそれぞれにつき用意されている。ここで、開動作及び閉動作のそれぞれに対して補正値テーブルが用意されている理由は、バルブ14の開動作と閉動作とで動作時間が異なる場合があるからである。
【0052】
ところで、この第2実施形態では、ヘッド11が具備している各ノズルNのバルブ14の構造や、バルブ14からノズルNまでの流路の構造が、全てのノズルN,N…に亘って略同仕様に設定されており、更にはノズルNの先端と連続シート部材2との距離も、全てのノズルN,N…に亘って略等値に設定されている。このため、バルブ開閉信号に基づくホットメルト接着剤の吐出動作に関し、ヘッド11のノズルN,N同士の間の個体差は概ね無くなっている。
【0053】
そして、かかる場合には、望ましくは、補正値テーブルをバルブ14毎に個別に持つのではなく、全てのバルブ14,14…で補正値テーブルを共用すると良い。すなわち、開動作用の補正値テーブルと、閉動作用の補正値テーブルとを、それぞれ一つずつ有し、これら一対の補正値テーブルを全てのバルブ14,14…に亘って共用すると良い。
【0054】
このようにすれば、作業者は、製造ラインの立ち上げ時などに、ヘッド11における何れか一つのバルブ14についてのみ、上記補正値テーブルのデータ、つまり上述の複数組の(V2,H)のデータを求めれば良く、もって、全てのバルブ14,14…に対して補正値テーブルのデータを求める場合と比べて、作業者の手間が大幅に軽減される。
【0055】
また、前述したように、PLC30は所定の制御周期Tcで補正処理等の演算を繰り返し行っているが、その際に、多数の補正値テーブルを参照して多数の補正値Hを求めずに済み、結果、PLC30の演算負荷が大幅に軽減される。すなわち、この方法によれば、PLC30が各バルブ14にバルブ開信号を送信する際には、開動作用の一つの補正値テーブルに基づいて、速度計からの搬送速度V2に対応する補正値Hを取得し、当該補正値Hを全バルブ14,14…に亘る共通の補正値Hとして、各バルブ14に係る新第1設定値からそれぞれ減算すれば、開動作の補正処理が完了する。同様に、各バルブ14にバルブ閉信号を送信する際には、閉動作用の一つの補正値テーブルに基づいて、速度計からの搬送速度V2に対応する補正値Hを取得し、当該補正値Hを全バルブ14,14…に亘る共通の補正値Hとして、各バルブ14に係る新第1設定値からそれぞれ減算すれば、閉動作の補正処理が完了する。よって、PLC30の演算負荷の軽減化を図れる。
【0056】
===第3実施形態===
図8は第3実施形態のHMA塗布装置10の平面図である。上述の第1実施形態及び第2実施形態では、HMA塗布装置10のヘッド11が一本だけ設置されていたが、この図8の第3実施形態では、複数本の一例として二本のヘッド11,11bが、MD方向の位置を互いに異ならせて配置されている。そして、この例では、操作パネル40により、ヘッド11,11b毎に、前述の調整値Yaを互いに独立に設定可能になっている。
【0057】
つまり、PLC30は、各ヘッド11,11bが具備する各バルブ14につき第1設定値や第2設定値等を設定可能に構成されているとともに、更には、ヘッド11,11b毎に前記調整値Ya(「第1の共通の調整値」、「第2の共通の調整値」に相当)を設定可能に構成されている。これにより、これらヘッド11,11bの両者は互いに影響し合うことなく、自身に属する全てのバルブ14,14…の開閉動作のタイミングのみを一斉に前記調整値Yaに係る量だけMD方向にずらすことが可能となる。
【0058】
ちなみに、この例では、一方のヘッド11の役割は、上述の第1及び第2実施形態で説明したものと同じであり、つまり、同ヘッド11は、脚周りギャザーを形成する糸ゴム5,5を連続シート部材2に接合するためのホットメルト接着剤を塗布する。これに対して、もう一方のヘッド11bは、例えば、ウエスト周りのフィットギャザーを形成するための糸ゴム(不図示)を連続シート部材2に接合するためにホットメルト接着剤の塗布領域9b,9b…をMD方向に間欠的に形成する。
【0059】
また、この例では、ヘッド11が具備する複数のノズルN,N…、及び各ノズルNに対応させて前記ヘッド11に設けられた複数のバルブ14が、それぞれ「第1の吐出口群」及び「第1のバルブ群」に相当し、他方、ヘッド11bが具備する複数のノズルN,N…、及び各ノズルNに対応させて前記ヘッド11bに設けられた複数のバルブ14,14…が、それぞれ「第2の吐出口群」及び「第2のバルブ群」に相当する。
【0060】
ここで、上述のヘッド11,11b毎の調整値Ya以外に、更に、これら2本のヘッド11,11bに属する全てのバルブ14,14…の開閉動作のタイミングを一斉に同量だけMD方向にずらすための共通の調整値Yc(「第3の共通の調整値」に相当)を、PLC30が有していても良い。そうすれば、これら2本のヘッド11,11bに属する全てのバルブ14,14…に係る吐出タイミングを一斉に同量だけMD方向にずらすことができて便利である。
【0061】
なお、このような構成は、前述の第1実施形態や第2実施形態における第1設定値及び第2設定値に対して、前記調整値Ya及び前記調整値Ycを加算して、加算後の各値を、それぞれ新第1設定値及び新第2設定値として、PLC30がメモリに記録すること等により実現可能である。
【0062】
ところで、この第3実施形態では、上述のように「第1の吐出口群」及び「第1のバルブ群」を具備した単位モジュールとして、MD方向の上流側に配置されたヘッド11を例示し、「第2の吐出口群」及び「第2のバルブ群」を具備した単位モジュールとして、下流側に配置されたヘッド11bを例示していた。そして、当該単位モジュール毎に前記調整値Yaを有する構成を例示していたが、この単位モジュールの定義は何等これに限るものではない。例えば、単位モジュールの定義を、ホットメルト接着剤をヘッド11の内部の流路へ供給するための前記供給路12(図2)に基づいて定めても良い。つまり、かかる供給路12が互いに異なれば、別の単位モジュールであると定義しても良い。そして、その場合には、コントローラ30は、供給路12毎に上記の調整値Yaを有していると言うことができて、その利点としては、供給路12が互いに異なる場合に起こり得るホットメルト接着剤の着弾位置精度の悪化を有効に抑えることができること等が挙げられる。詳しくは次の通りである。
【0063】
図8に示すように、互いに供給路12,12bが異なるヘッド11,11b同士は、周囲温度等の影響によって、供給されるホットメルト接着剤の粘性等が互いに異なる虞がある。そして、その場合には、ヘッド11のノズルNとヘッド11bのノズルNとの間で、ホットメルト接着剤の吐出速度等の吐出特性が互いに異なってしまい、結果、同一の調整値Yaでは、ヘッド11及びヘッド11bの両者に対して、共に、ホットメルト接着剤の着弾位置を目標位置に一致させることは困難である。すなわち、ヘッド11,11bの何れか一方11(11b)については、調整値Yaにより着弾位置を目標位置に一致させることはできるが、他方11b(11)については一致させることができない。
【0064】
この点につき、上述のように供給路12,12b毎に調整値Yaを有した構成によれば、調整値Yaの値を供給路12,12b毎に異ならせて設定できるので、ヘッド11及びヘッド11bのそれぞれに対して互い独立に着弾位置の調整を行うことができる。その結果、ヘッド11及びヘッド11bの両者に対して着弾位置精度の向上を図ることができる。ちなみに、この例では、ヘッド11の供給路12が「第1の供給路」に相当し、ヘッド11bの供給路12bが「第2の供給路」に相当する。
【0065】
===その他の実施の形態===
以上、本発明の実施形態について説明したが、本発明は、かかる実施形態に限定されるものではなく、以下に示すような変形が可能である。
【0066】
前述の第1実施形態では、一本のヘッド11が具備する全てのバルブ14,14…に亘り一つの調整値Yaを共用していたが、これに限るものではない。例えば、操作パネル40から幾つかのバルブ14,14…を選択し、これら選択されたバルブ14,14…に対してのみ、前記調整値Yaが適用されるように構成しても良い。すなわち、選択されたバルブ14,14…の第1設定値等が、前記調整値Ya分だけずらされるようにPLC30を構成してもよい。
【0067】
前述の第2実施形態における望ましい例では、一本のヘッド11が具備する全てのバルブ14,14…に亘り、開動作用及び閉動作用の一対の補正値テーブルを共用することにより、全バルブ14,14…に亘り、開動作用及び閉動作用からなる一対の共通の補正値を共用していたが、何等これに限るものではない。例えば、操作パネル40から幾つかのバルブ14,14…を選択し、これら選択されたバルブ14,14…に対してのみ前記一対の共通の補正値で補正するように構成しても良い。すなわち、選択されたバルブ14,14…の第1設定値及び第2設定値が、それぞれ、開動作用の共通の補正値及び閉動作用の共通の補正値に基づいて補正されるようにPLC30を構成してもよい。
【0068】
前述の実施形態では、第1設定値及び第2設定値を例に説明したが、図1Bに示すように、製品ピッチP内においてMD方向の2箇所に塗布領域9f,9fを形成するバルブ14が有る場合には、同バルブ14については、第1設定値及び第2設定値以外に、更に、バルブ開信号用に第3設定値が、またバルブ閉信号用に第4設定値が設定されるのは言うまでもない。なお、MD方向の塗布領域9,9,9…が三箇所以上である場合には、その分だけ設定値が増えることになる。
【0069】
前述の第2実施形態では、連続シート部材2の搬送速度V2を計測すべく速度計を設けていたが、何等これに限るものではない。例えば、エンコーダ80のデジタル値の出力の時間間隔ΔTから、PLC30が下式6に基づく演算を行って搬送速度V2を算出するようにしても良い。但し、PLC30の演算負荷が増えるので、その観点からは速度計を追設する方が好ましい。
V2=ΔD/ΔT … (6)
【0070】
ちなみに、上式6中のΔDは、所定のデジタル値(例えば8190)の出力時点から、その次のデジタル値(例えば8191)の出力時点までの連続シート部材2の搬送量の増分ΔDを意味し、当該ΔDは、エンコーダ毎に既知の値である。
【0071】
前述の実施形態では、吸収性物品の一例としておむつを例示したが、尿や経血等の排泄液を吸収するものであれば何等これに限るものではなく、例えば生理用ナプキンでも良い。
【0072】
前述の実施形態では、エンコーダ80の一例として所定の回転角毎にデジタル値を出力するエンコーダを例示したが、何等これに限るものではない。例えば、所定の回転角毎にパルスを発生するとともに、製品ピッチPに相当する回転角(例えば一回転)になる度にリセット信号が出力されるようなエンコーダを用いても良い。そして、この場合には、PLC30が、エンコーダから出力されるパルス数をカウントするとともに、リセット信号の受信の度にカウント値をゼロリセットすることにより、当該PLC30と協働して、前記エンコーダは、上述のエンコーダ80と同等の機能を果たすことになる。
【0073】
前述の実施形態では、「流体」としてホットメルト接着剤を例示したが、吸収性物品に係る連続シート部材2に向けて間欠的に吐出される液状やゲル状等の適宜な流動性を持った流体であれば、何等これに限るものではなく、他の種類の接着剤であっても良いし、接着剤以外の流体でも良い。
【0074】
前述の実施形態では、吐出口たるノズルNが、その先端において連続シート部材2に接触していない非接触式の吐出口を例示した。つまり、ノズルNの先端は、連続シート部材2との間に空間を隔てて配置されていたが、何等これに限るものではなく、接触式の吐出口でも良い。すなわち、ノズルNの先端若しくは当該先端に設けられた部材が、連続シート部材2に接触していても良い。この接触式の吐出口の一例としては、ノズルNの先端にボールペンのボールの如き回転する球体が設けられ、当該球体が連続シート部材2との接触により連れ回る構成等が挙げられる。なお、この接触式の場合には、ホットメルト接着剤は、その吐出に際し、ノズルNの先端と連続シート部材2との間の空間を飛翔しないので、前述の第2実施形態に係る搬送速度V2の補正を行わずとも、ある程度の着弾位置精度を確保可能である。
【0075】
前述の第3実施形態では、複数本の一例として二本のヘッド11,11bを有した構成を示したが、これらヘッドの本数は何等二本に限るものではなく、別途複数本のヘッドを、製造ラインにおけるMD方向の異なる位置に配置しても良い。その場合、第3実施形態と同様に、ヘッド毎に独立に調整値Yaを有するようにしても良いのは言うまでもないが、場合によっては、前記調整値Yaを全てのヘッド11,11b…に亘って共用しても良い。そして、この構成によれば、一つの前記調整値Yaの一回の入力により、全てのヘッド11,11b…に属する全てのバルブ14,14…の吐出タイミングを一斉に同量だけMD方向にずらすことが可能となる。
【0076】
前述の実施形態では、各ノズルNにバルブ14を一つずつ対応付けていたが、何等これに限るものではなく、例えば、複数のノズルNにつき一つのバルブ14を対応付けても良い。
【符号の説明】
【0077】
2 トップシート用の連続シート部材(連続シート部材)、
3 バックシート用の連続シート部材、
5 糸ゴム、7 半製品の連続体、
9 塗布領域、9b 塗布領域、9f 塗布領域、
10 HMA塗布装置(流体吐出装置)、
11 ヘッド、11b ヘッド、
12 供給路(第1の供給路)、12b 供給路(第2の供給路)、
13 分岐路、14 バルブ、15 電磁弁、
30 PLC(コントローラ)、40 操作パネル、
60 糸ゴム供給装置、61 アーム、
70 プレスロール、70a ロール、70b ロール、
80 ロータリーエンコーダ、
N ノズル(吐出口)、BL 境界位置、
S1 HMA塗布セクション、S2 加工セクション
【特許請求の範囲】
【請求項1】
吸収性物品に係る連続シート部材の幅方向に並んで配置された複数の吐出口から、搬送方向に連続して搬送される前記連続シート部材に向けて流体を吐出する流体吐出装置であって、
前記吐出口に対応して設けられ、開閉動作によって前記吐出口から前記流体を間欠的に吐出する複数のバルブと、
前記連続シート部材の搬送量に連動させて、前記バルブ毎に前記開閉動作を制御するコントローラと、を有し、
前記コントローラは、前記搬送量を示す値で規定された共通の調整値を有し、
前記コントローラは、前記複数のバルブのうちの少なくとも幾つかのバルブの開閉動作のタイミングを、前記幾つかのバルブが行うべき規定の開閉動作のタイミングから、前記共通の調整値に基づいてずらすことを特徴とする流体吐出装置。
【請求項2】
請求項1に記載の流体吐出装置であって、
前記コントローラは、前記連続シート部材の搬送速度に基づいて前記幾つかのバルブの開閉動作の共通の補正値を演算し、
前記コントローラは、前記共通の調整値及び前記共通の補正値に基づいて、前記幾つかのバルブの開閉動作のタイミングを、前記規定の開閉動作のタイミングからずらすことを特徴とする流体吐出装置。
【請求項3】
請求項1又は2に記載の流体吐出装置であって、
前記幾つかのバルブを第1のバルブ群とし、前記第1のバルブ群に属するバルブに対応する各吐出口を第1の吐出口群とし、前記共通の調整値を第1の共通の調整値とした場合に、
前記第1の吐出口群よりも前記搬送方向の下流側に第2の吐出口群を有し、
前記コントローラは、前記第2の吐出口群に属する吐出口に対応して設けられた複数のバルブの開閉動作のタイミングを、前記複数のバルブが行うべき規定の開閉動作のタイミングから、第2の共通の調整値に基づいてずらすことを特徴とする流体吐出装置。
【請求項4】
請求項3に記載の流体吐出装置であって、
前記コントローラは、第3の共通の調整値を有し、
前記コントローラは、前記第1の共通の調整値及び前記第2の共通の調整値とは独立に、前記第3の共通の調整値に基づいて、前記第1のバルブ群及び前記第2のバルブ群のバルブの開閉タイミングをずらすことを特徴とする流体吐出装置。
【請求項5】
請求項1乃至4の何れかに記載の流体吐出装置であって、
前記幾つかのバルブを第1のバルブ群とし、前記第1のバルブ群に属するバルブに対応する各吐出口を第1の吐出口群とし、前記共通の調整値を第1の共通の調整値とした場合に、前記第1のバルブ群の各バルブには、共通の第1の供給路を介して前記流体が供給され、
前記第1の供給路とは別の第2の供給路を有し、前記第2の供給路を介して前記流体が供給される複数のバルブを第2のバルブ群とし、前記第2のバルブ群に属するバルブに対応する各吐出口を第2の吐出口群とした場合に、
前記コントローラは、前記第2のバルブ群に属するバルブの開閉動作のタイミングを、前記バルブが行うべき規定の開閉動作のタイミングから、第2の共通の調整値に基づいてずらすことを特徴とする流体吐出装置。
【請求項6】
請求項1乃至5の何れかに記載の流体吐出装置であって、
前記規定の開閉動作のタイミングは、規定の開動作のタイミングと、規定の閉動作のタイミングとを有し、
前記コントローラは、前記バルブ毎に、前記規定の開動作のタイミングを設定する第1設定値と、前記規定の閉動作のタイミングとを設定する第2設定値とを、有し、
前記第1設定値及び前記第2設定値は、前記搬送量を示す値で規定され、
前記搬送量を示す値を介して、前記コントローラは、前記搬送量に連動させて前記バルブ毎に前記開閉動作を制御することを特徴とする流体吐出装置。
【請求項1】
吸収性物品に係る連続シート部材の幅方向に並んで配置された複数の吐出口から、搬送方向に連続して搬送される前記連続シート部材に向けて流体を吐出する流体吐出装置であって、
前記吐出口に対応して設けられ、開閉動作によって前記吐出口から前記流体を間欠的に吐出する複数のバルブと、
前記連続シート部材の搬送量に連動させて、前記バルブ毎に前記開閉動作を制御するコントローラと、を有し、
前記コントローラは、前記搬送量を示す値で規定された共通の調整値を有し、
前記コントローラは、前記複数のバルブのうちの少なくとも幾つかのバルブの開閉動作のタイミングを、前記幾つかのバルブが行うべき規定の開閉動作のタイミングから、前記共通の調整値に基づいてずらすことを特徴とする流体吐出装置。
【請求項2】
請求項1に記載の流体吐出装置であって、
前記コントローラは、前記連続シート部材の搬送速度に基づいて前記幾つかのバルブの開閉動作の共通の補正値を演算し、
前記コントローラは、前記共通の調整値及び前記共通の補正値に基づいて、前記幾つかのバルブの開閉動作のタイミングを、前記規定の開閉動作のタイミングからずらすことを特徴とする流体吐出装置。
【請求項3】
請求項1又は2に記載の流体吐出装置であって、
前記幾つかのバルブを第1のバルブ群とし、前記第1のバルブ群に属するバルブに対応する各吐出口を第1の吐出口群とし、前記共通の調整値を第1の共通の調整値とした場合に、
前記第1の吐出口群よりも前記搬送方向の下流側に第2の吐出口群を有し、
前記コントローラは、前記第2の吐出口群に属する吐出口に対応して設けられた複数のバルブの開閉動作のタイミングを、前記複数のバルブが行うべき規定の開閉動作のタイミングから、第2の共通の調整値に基づいてずらすことを特徴とする流体吐出装置。
【請求項4】
請求項3に記載の流体吐出装置であって、
前記コントローラは、第3の共通の調整値を有し、
前記コントローラは、前記第1の共通の調整値及び前記第2の共通の調整値とは独立に、前記第3の共通の調整値に基づいて、前記第1のバルブ群及び前記第2のバルブ群のバルブの開閉タイミングをずらすことを特徴とする流体吐出装置。
【請求項5】
請求項1乃至4の何れかに記載の流体吐出装置であって、
前記幾つかのバルブを第1のバルブ群とし、前記第1のバルブ群に属するバルブに対応する各吐出口を第1の吐出口群とし、前記共通の調整値を第1の共通の調整値とした場合に、前記第1のバルブ群の各バルブには、共通の第1の供給路を介して前記流体が供給され、
前記第1の供給路とは別の第2の供給路を有し、前記第2の供給路を介して前記流体が供給される複数のバルブを第2のバルブ群とし、前記第2のバルブ群に属するバルブに対応する各吐出口を第2の吐出口群とした場合に、
前記コントローラは、前記第2のバルブ群に属するバルブの開閉動作のタイミングを、前記バルブが行うべき規定の開閉動作のタイミングから、第2の共通の調整値に基づいてずらすことを特徴とする流体吐出装置。
【請求項6】
請求項1乃至5の何れかに記載の流体吐出装置であって、
前記規定の開閉動作のタイミングは、規定の開動作のタイミングと、規定の閉動作のタイミングとを有し、
前記コントローラは、前記バルブ毎に、前記規定の開動作のタイミングを設定する第1設定値と、前記規定の閉動作のタイミングとを設定する第2設定値とを、有し、
前記第1設定値及び前記第2設定値は、前記搬送量を示す値で規定され、
前記搬送量を示す値を介して、前記コントローラは、前記搬送量に連動させて前記バルブ毎に前記開閉動作を制御することを特徴とする流体吐出装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−139847(P2011−139847A)
【公開日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願番号】特願2010−3122(P2010−3122)
【出願日】平成22年1月8日(2010.1.8)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願日】平成22年1月8日(2010.1.8)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]