
流体軸受装置

【課題】モーメント剛性を確保しつつも、高いシール性能を発揮し得る流体軸受装置を提供する。
【解決手段】軸受スリーブ8の内周面8aと上端面8cとの間に設けられた内側斜面部8eは軸部2aの外周面2a1との間に、半径方向寸法が上方に向けて漸次拡大する第1のシール空間S1を形成する。また、軸受スリーブ8の外周面8dのうち、軸方向溝8d1を設けた箇所よりも上側(ハウジング7の開口側)の領域8gは、ハウジング7のテーパ面7c2と対向し、両面8g、7c2間に、半径方向寸法が上方に向けて漸次拡大する第2のシール空間S2を形成する。この実施形態では、第2のシール空間S2の軸方向寸法は第1のシール空間S1のそれに比べて大きい。また、内側斜面部8eの(回転軸に対する)傾斜角は、テーパ面7c2のそれに比べて大きい。
【解決手段】軸受スリーブ8の内周面8aと上端面8cとの間に設けられた内側斜面部8eは軸部2aの外周面2a1との間に、半径方向寸法が上方に向けて漸次拡大する第1のシール空間S1を形成する。また、軸受スリーブ8の外周面8dのうち、軸方向溝8d1を設けた箇所よりも上側(ハウジング7の開口側)の領域8gは、ハウジング7のテーパ面7c2と対向し、両面8g、7c2間に、半径方向寸法が上方に向けて漸次拡大する第2のシール空間S2を形成する。この実施形態では、第2のシール空間S2の軸方向寸法は第1のシール空間S1のそれに比べて大きい。また、内側斜面部8eの(回転軸に対する)傾斜角は、テーパ面7c2のそれに比べて大きい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、流体軸受装置に関するものである。
【背景技術】
【0002】
流体軸受装置は、軸受隙間に生じる流体の潤滑膜で軸部材を回転自在に支持する軸受装置である。この種の軸受装置は、高速回転、高回転精度、低騒音等の特徴を備えるものであり、情報機器をはじめ種々の電気機器に搭載されるモータ用の軸受装置として、より具体的にはHDD等の磁気ディスク装置、CD−ROM、CD−R/RW、DVD−ROM/RAM等の光ディスク装置、MD、MO等の光磁気ディスク装置等におけるディスクドライブのスピンドルモータ用の軸受装置として、あるいはレーザビームプリンタ(LBP)のポリゴンスキャナモータ、プロジェクタのカラーホイールモータ、ファンモータなどのモータ用軸受装置として好適に使用される。
【0003】
例えば、HDD等のディスク駆動装置のスピンドルモータに組込まれる流体軸受装置では、軸部材をラジアル方向に支持するラジアル軸受部と、軸部材をスラスト方向に支持するスラスト軸受部とが設けられる。このラジアル軸受部の軸受としては、軸受部材を構成する軸受スリーブの内周面に動圧発生用の溝(動圧溝)を設けた動圧軸受が公知である(例えば、特許文献1や2を参照)。
【0004】
この種の流体軸受装置(動圧軸受装置)において、通常、軸受スリーブはハウジングの内周の所定位置に固定され、また、ハウジングの内部空間に注油した潤滑油が外部に漏れ出すのを防止するために、ハウジングの開口部にシール部材を配設する場合が多い。通常、シール空間は、シール部材の内周面と軸部材の外周面との間に形成され、シール空間の容積は、ハウジングの内部空間に充満された潤滑油が使用温度範囲内での熱膨張・収縮によって容積変化する量よりも大きくなるように設定される。従って、温度変化に伴う潤滑油の容積変化があった場合でも、潤滑油の油面は常にシール空間内に維持される。この場合、シール空間は、軸受スリーブの内周面とこの面に対向する軸部材の外周面との間に形成されるラジアル軸受部と軸方向に並んで配設されることが多い(特許文献1参照)。
【特許文献1】特開2003−65324号公報
【特許文献2】特開2003−336636号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、上記構成の流体軸受装置を組込んだ情報機器、例えばHDD等のディスク駆動装置においては、さらなる高容量化の要請に応じるため、2枚以上のディスクをハブに搭載したディスク駆動装置の実用化が検討され、あるいは実際に使用されている。このように、流体軸受装置の回転体に搭載されるディスクの枚数が増加することで、かかる回転体の軸方向重心位置が上方に移動し、これにより軸部材への荷重、特にモーメント荷重が増大する。そのため、このモーメント荷重の増大に対応するために、ラジアル軸受部を軸方向に離隔して複数箇所に設ける等して、ラジアル軸受部間のスパンを大きくする必要が生じる。
【0006】
しかしながら、シール空間は、上述の通り、ラジアル軸受部と軸方向に並んで配設されることが多く、しかも、シール空間の軸方向寸法は、上述の理由から、流体軸受装置全体の軸方向寸法に対して比較的高い割合を占めている。この傾向は、特に軸受部材を多孔質体で形成し、流体軸受装置の内部に保持される油量が多い場合に顕著となる。そのため、現状の構成では、シール容積を確保するためにモーメント剛性を犠牲にせざるを得ず、両者を共に満足させることは難しい。
【0007】
本発明の課題は、モーメント剛性を確保しつつも、高いシール性能を発揮し得る流体軸受装置を提供することである。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明は、軸部材と、軸部材を内周に挿入し、軸部材との間でラジアル軸受隙間を形成する軸受スリーブと、軸受スリーブを内部に収容するハウジングと、ラジアル軸受隙間を満たす潤滑流体と、潤滑流体の漏れ出しをシールするシール空間と、ラジアル軸受隙間に生じる潤滑流体の潤滑膜で軸部材を回転自在に支持するラジアル軸受部とを備えた流体軸受装置において、軸受スリーブが多孔質体で形成され、シール空間が、軸受スリーブと軸部材との間、および軸受スリーブとハウジングとの間にそれぞれ設けられることを特徴とする流体軸受装置を提供する。
【0009】
このように、本発明は、軸受スリーブと軸部材との間に形成されるシール空間(以下、第1のシール空間と呼ぶ。)に加えて、軸受スリーブとハウジングとの間にシール空間(以下、第2のシール空間と呼ぶ。)を設けたので、従来の構成に比べて、第1のシール空間の軸方向寸法を小さくして、その分ラジアル軸受部の軸方向スパンを大きくとることができる。また、軸受スリーブとハウジングとの間に形成される第2のシール空間は、ラジアル軸受部等により制限を受けないので、その軸方向寸法を比較的大きくとることができ、あるいは従来よりも外径側に設けることで軸方向寸法はそのままでもシール容積を増加させることができる。従って、双方のシール空間で高いシール性能とバッファ性能を発揮しつつも、ラジアル軸受部の軸方向スパンを大きくとって、高いモーメント剛性を発揮することができる。
【0010】
また、双方のシール空間を形成する軸受スリーブが多孔質体で形成されているので、一方のシール空間で潤滑流体の過不足が生じた場合であっても、軸受スリーブの内部空孔を介して他方のシール空間との間で潤滑流体の流通を図ることができる。これにより、双方のシール空間の間で流体量のバランスをとって、安定したシール性能を発揮することができる。
【0011】
また、上述のようにシール空間を形成することで、従来軸受スリーブやハウジングとは別体に設けていたシール部材が不要となり、部品点数の削減を図ることが可能となる。また、部品点数の増加に伴う組立精度の低下を極力抑えることができる。特に、軸受スリーブは、内周面でラジアル軸受隙間を形成するため、通常、その形状精度(面精度)を高く仕上げるための工程が設けられる。そのため、各シール空間を軸受スリーブで形成すれば、特段の工程を追加することなく比較的容易に高精度なシール面を得ることができる。
【0012】
また、軸受スリーブと軸部材との間に設けられる第1のシール空間と、軸受スリーブとハウジングとの間に設けられる第2のシール空間との間で潤滑流体を流通させる流通手段を設けることもできる。具体的には、例えば軸受スリーブの内部空孔率を軸方向で異ならせ、相対的に内部空孔率の高い領域で流通手段を形成することができる。あるいは、軸受スリーブの内周側と外周側とを連通する連通路を設け、この連通路で流通手段を形成することもできる。
【0013】
このように流通手段を設けることで、双方のシール空間の間での潤滑流体の流通をより積極的かつ迅速に行なうことができる。そのため、双方のシール空間の間で潤滑流体の引き込み力(シール力)に大きな差が生じた場合であっても、かかる引き込み力の差を流通手段によって早急に解消して、シール力のバランスを回復することができる。
【発明の効果】
【0014】
以上のように、本発明によれば、モーメント剛性を確保しつつも、高いシール性能を発揮し得る流体軸受装置を提供することができる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の一実施形態を図1〜図4に基づいて説明する。なお、以下の説明における『上下』方向は単に各図における上下方向を便宜的に示すもので、流体軸受装置の設置方向や使用態様等を特定するものではない。
【0016】
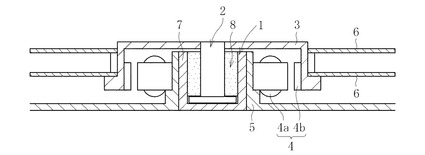
図1は、本発明の一実施形態に係る流体軸受装置(動圧軸受装置)1を組込んだ情報機器用スピンドルモータの一構成例を概念的に示している。このスピンドルモータは、例えばHDD等のディスク駆動装置に用いられるもので、軸部材2を回転自在に支持する流体軸受装置1と、軸部材2に固定されたハブ3と、例えば半径方向のギャップを介して対向させたステータコイル4aおよびロータマグネット4bとからなる駆動部4と、ブラケット5とを備えている。ステータコイル4aはブラケット5の外周に取付けられ、ロータマグネット4bはハブ3の内周に取付けられる。流体軸受装置1はブラケット5の内周に固定される。ハブ3には、情報記憶媒体としてのディスク6が1又は複数枚(図1では2枚)保持される。上述のように構成されたスピンドルモータにおいて、ステータコイル4aに通電すると、ステータコイル4aとロータマグネット4bとの間に発生する励磁力でロータマグネット4bが回転し、それによってハブ3に保持されたディスク6が軸部材2と一体的に回転する。
【0017】
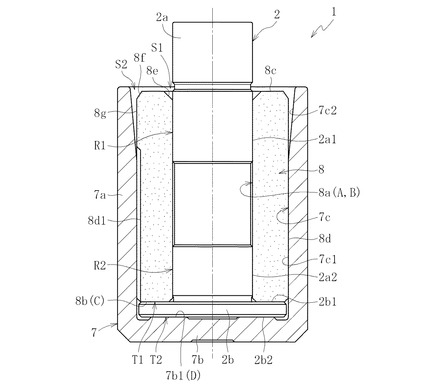
図2は、流体軸受装置1を示している。この流体軸受装置1は、ハウジング7と、ハウジング7の内部に収容される軸受スリーブ8と、軸受スリーブ8の内周に挿入される軸部材2とを主に備える。
【0018】
軸部材2は、例えばステンレス鋼などの金属材料で形成され、軸部2aと、軸部2aの下端に一体又は別体に設けられるフランジ部2bとを備える。なお、軸部材2は、金属材料と樹脂材料とのハイブリッド構造とすることもでき、その場合、軸部2aの少なくとも外周面2a1、2a2を含む鞘部が金属で形成され、残りの箇所(例えば軸部2aの芯部やフランジ部2b)が樹脂で形成される。フランジ部2bの強度を確保するため、フランジ部2bの芯部のみを金属製とし、残りの箇所を樹脂で形成することもできる。
【0019】
ハウジング7は、筒部7aと、筒部7aの軸方向他端を閉口する底部7bとを備え、例えば真ちゅう等の金属材料あるいは樹脂材料で形成される。筒部7aの内周面7cは、軸受スリーブ8を固定する径一定のストレート面7c1と、ストレート面7c1よりも一端開口側に位置し、対向する軸受スリーブ8との間に後述する第2のシール空間S2を形成するテーパ面7c2とで構成される。また、底部7bの上端面7b1には、図示は省略するが、複数の動圧溝をスパイラル形状に配列した領域(動圧発生部D)が形成される。この動圧発生部Dはフランジ部2bの下端面2b2と対向し、軸部材2の回転時には、下端面2b2との間に後述する第2スラスト軸受部T2のスラスト軸受隙間を形成する(図2を参照)。なお、底部7bを筒部7aとは別体に形成し、後付けで筒部7aに固定することも可能である。
【0020】
軸受スリーブ8は、例えば焼結金属からなる多孔質体で円筒状に形成される。この実施形態では、軸受スリーブ8は、銅を主成分とする焼結金属の多孔質体で円筒状に形成される。
【0021】
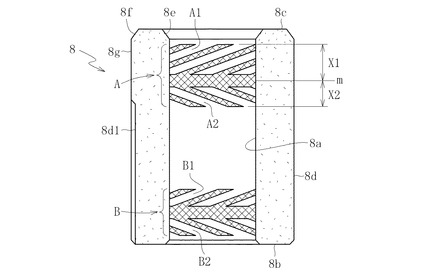
軸受スリーブ8の内周面8aの全面又は一部領域には動圧発生部が設けられる。この実施形態では、2つの動圧発生部A、Bが軸方向に離隔して形成されている。このうち、軸方向上側の動圧発生部Aは、図3に示すように、傾斜方向の異なる複数の動圧溝A1および動圧溝A2をそれぞれ円周方向に配列して、いわゆるヘリングボーン形状に配列してなる。同様に、軸方向下側の動圧発生部Bは、傾斜方向の異なる複数の動圧溝B1および動圧溝B2をそれぞれ円周方向に配列して、いわゆるヘリングボーン形状に配列してなる。これら動圧発生部A、Bは、軸部2aを軸受スリーブ8の内周に挿入した状態では、軸部2aの外周面2a1、2a2とそれぞれ対向し、軸部2a(軸部材2)の回転時、対向する軸部2aの外周面2a1、2a2との間に後述する第1、第2ラジアル軸受部R1、R2のラジアル軸受隙間をそれぞれ形成する(図2を参照)。
【0022】
なお、この実施形態では、ハウジング7の一端開口側(上側)に位置する動圧発生部Aは、軸方向中心m(上下の動圧溝A1、A2間領域の軸方向中央)に対して軸方向非対称に形成されており、軸方向中心mより上側の動圧溝A1形成領域の軸方向寸法X1が下側の動圧溝A2形成領域の軸方向寸法X2よりも大きくなっている。
【0023】
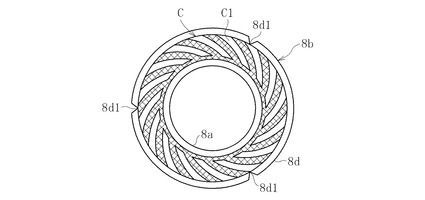
軸受スリーブ8の下端面8bの全面又は一部領域には、動圧発生部Cとして、例えば図4に示すように、複数の動圧溝C1をスパイラル形状に配列した領域が形成される。この動圧溝C1形成領域(動圧発生部C)は、フランジ部2bの上端面2b1と対向し、軸部材2の回転時には、上端面2b1との間に後述する第1スラスト軸受部T1のスラスト軸受隙間を形成する(図2を参照)。
【0024】
軸受スリーブ8の外周面8dには、1又は複数本(この図示例では3本)の軸方向溝8d1が形成されている。この軸方向溝8d1は、軸受スリーブ8をハウジング7の内周所定位置に固定した状態では、ハウジング7の内周に設けられたテーパ状のテーパ面7c2と部分的に対向する。これにより、軸方向溝8d1とハウジング7のストレート面7c1との間に形成される流体流路が第2のシール空間S2とつながる。
【0025】
軸受スリーブ8の内周面8aと上端面8cとの間には環状の内側斜面部8eが形成されている。この内側斜面部8eは軸部2aの外周面2a1との間に、半径方向寸法が上方に向けて漸次拡大する第1のシール空間S1を形成する。また、軸受スリーブ8の外周面8dのうち、軸方向溝8d1を設けた箇所よりも上側(ハウジング7の開口側)の領域8gは、ハウジング7のテーパ面7c2と対向し、両面8g、7c2間に、半径方向寸法が上方に向けて漸次拡大する第2のシール空間S2を形成する。この実施形態では、第2のシール空間S2の軸方向寸法は第1のシール空間S1のそれに比べて大きい。また、内側斜面部8eの(回転軸に対する)傾斜角は、テーパ面7c2のそれに比べて大きい。さらに、この実施形態では、シール形成領域8gと上端面8cとの間に外側斜面部8fが形成されており、シール形成領域8gと共に第2のシール空間S2を形成している。
【0026】
軸受スリーブ8のうち、双方のシール空間S1、S2を形成する領域、あるいは大気に接触する領域、ここでは内側斜面部8eと外側斜面部8f、シール形成領域8g、および上端面8cは適当なコーティング処理(例えば樹脂によるコーティング)により封孔されている。もちろん、コーティング以外に、目潰し等の機械的処理を施すことで当該領域の封孔がなされていてもよい。
【0027】
上述の如く形成された各構成部品の組立を行なった後、例えば各シール空間S1、S2の何れか一方の開口側から軸受内部空間に潤滑油を注油する。これにより、各ラジアル軸受隙間やスラスト軸受隙間、軸受スリーブ8の内部空孔を含む軸受内部空間を潤滑油で充満した流体軸受装置1が完成する。この際、各シール空間S1、S2の容積の総和は、少なくとも流体軸受装置1の内部空間に充満した潤滑油の温度変化に伴う体積変化量よりも大きい。そのため、潤滑油の油面は、常に両シール空間S1、S2内に維持される。もちろん注油方法は上記の方法に限定されず、両シール空間S1、S2を含めた全内部空間を潤滑油で満たした後、余剰油を除去することでも同様の流体軸受装置1を得ることができる。
【0028】
上記構成の流体軸受装置1において、軸部材2の回転時、軸受スリーブ8の内周面8aに設けられた動圧発生部A(動圧溝A1、A2形成領域)は、軸部2aの外周面2a1とラジアル軸受隙間を介して対向する。そして、軸部材2の回転に伴い、軸受内部空間に満たされた潤滑油が動圧溝A1、A2の軸方向中心側に向けて押し込まれ、その圧力が上昇する。このような動圧溝A1、A2の動圧作用によって、軸部材2をラジアル方向に非接触支持する第1ラジアル軸受部R1が形成される(図2中、上側の領域)。また、動圧発生部Bとこれに対向する外周面2a2との間に形成されるラジアル軸受隙間では、潤滑油が動圧溝B1、B2の軸方向中心側に押し込まれ、その圧力が上昇する。このような動圧溝B1、B2の動圧作用によって、軸部材2をラジアル方向に非接触支持する第2ラジアル軸受部R2が形成される(図2中、下側の領域)。
【0029】
これと同時に、軸受スリーブ8の下端面8bに設けられた動圧発生部C(動圧溝C1形成領域)とこれに対向するフランジ部2bの上端面2b1との間のスラスト軸受隙間、および底部7bの上端面7b1に設けられた動圧発生部Dとこれに対向するフランジ部2bの下端面2b2との間のスラスト軸受隙間に、動圧溝C1等の動圧作用により潤滑油の油膜がそれぞれ形成される。そして、これら油膜の圧力によって、軸部材2をスラスト方向に非接触支持する第1スラスト軸受部T1と第2スラスト軸受部T2とがそれぞれ構成される。
【0030】
この場合、軸受スリーブ8と軸部2aとの間に第1のシール空間S1が形成され、かつ、軸受スリーブ8とハウジング7との間に第2のシール空間S2が形成されている。そのため、図2に示すように、第2のシール空間S2の軸方向寸法を、ラジアル軸受隙間とその外径側で一部重複する位置まで下方に延長することができる。これにより、ラジアル軸受部R1、R2のラジアル軸受隙間と軸方向に並列に配設される第1のシール空間S1の軸方向寸法を従来に比べて短くすることができ、その分ラジアル軸受部R1、R2間の軸方向スパンを大きくとることができる。従って、双方のシール空間S1、S2でもって高いシール性能とバッファ性能を発揮しつつも、ラジアル軸受部R1、R2間の軸方向スパンを大きくとって、高いモーメント剛性を発揮することができる。
【0031】
また、双方のシール空間S1、S2を形成する軸受スリーブ8を多孔質体で形成するこことで、一方のシール空間で潤滑油の過不足が生じた場合であっても、軸受スリーブ8の内部空孔を介して他方のシール空間との間で潤滑油の流通を図ることができる。これにより、双方のシール空間S1、S2の間で油量のバランスをとって、安定したシール性能を発揮することができる。
【0032】
また、この実施形態では、内周側にある第1のシール空間S1を形成する内側斜面部8eの(回転軸に対する)傾斜角の値を、第1のシール空間S1に比べて外周側にある第2のシール空間S2を形成するテーパ面7c2のそれに比べて大きくしている。そのため、かかる構成によれば、各シール空間S1、S2における潤滑油の引き込み力(シール力)の差をなるべく小さくして、両シール空間S1、S2の間で圧力バランスを高精度に保つことができる。
【0033】
また、この実施形態では、軸受スリーブ8のうち、双方のシール空間S1、S2を形成する領域、あるいは大気に接触する領域、具体的には内側斜面部8eと外側斜面部8f、シール形成領域8g、および上端面8cがコーティング等により封孔処理されている。そのため、かかる構成によれば、シール空間S1、S2以外の箇所からの潤滑油の漏れ出し(滲み出し)を防ぐと共に、各シール空間S1、S2を形成する面(内側斜面部8eやシール形成領域8gなど)の面粗さやその密封性を、シールに適した状態に改善することができる。これにより、シール性能のさらなる向上を図ることができる。なお、双方のシール空間S1、S2の間での潤滑油の流通性を重視するのであれば、シール形成面となる内側斜面部8eと外側斜面部8f、およびシール形成領域8gを全面にわたってコーティングする必要はなく、少なくとも上端面8cのみが封孔処理されていればよい。また、封孔処理もコーティングに限らず、場合によっては、目潰し等の封孔処理により、表面開孔率の調整を行なうに留めておくだけでも構わない。
【0034】
以上、本発明の一実施形態を説明したが、本発明は、この実施形態に限定されることなく、上記以外の構成を採ることも可能である。
【0035】
上記実施形態では、多孔質体で形成される軸受スリーブ8の内部空孔を介して、第1のシール空間S1と第2のシール空間S2との間で潤滑油の流通を図っていたが、より積極的に(直接的に)潤滑油の流通を促すための流通手段を設けることもできる。例えば軸受スリーブ8の内部空孔率を軸方向で異ならせ、具体的には、シール空間S1、S2を形成する軸受スリーブ8の上側領域(シール空間S1、S2に近い側の領域)を下側領域に比べて低密度(高空孔率)として、この内部空孔率の高い領域で上述の流通手段を形成することができる。また、この他にも、軸受スリーブ8の内周側と外周側とを連通する連通路を設け、この連通路で流通手段を形成することもできる。
【0036】
具体的には、軸受スリーブ8を半径方向に貫通する貫通孔を設け、この貫通孔を介して、両シール空間S1、S2の間で潤滑油の流通を図る構成が可能である。あるいは、上述のように、軸受スリーブ8を焼結金属の多孔質体で形成するのであれば、以下のようにして流通手段としての連通路を設けることも可能である。すなわち、予めスリーブ状をなす二つの圧粉成形体を成形し、一方の圧粉成形体の端面に半径方向の溝を形成しておく。そして、半径方向溝を設けた端面を他方の圧粉成形体の端面と当接させた状態で焼結することにより、半径方向溝とこれに対向する面との間に連通路を形成した軸受スリーブを得ることができる。
【0037】
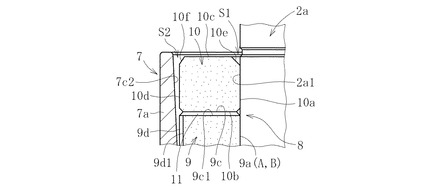
図5はその一例を示すもので、同図における軸受スリーブ8は、第1のスリーブ部9と、第2のスリーブ部10とを一体に有してなり、互いに圧粉成形した後、第1のスリーブ部9の上端面9cと、第2のスリーブ部10の下端面10bとを当接させた状態で焼結することにより得られる。第1のスリーブ部9の内周面9aには、図3に示す形状の動圧発生部Aおよび動圧発生部Bが軸方向に離隔して設けられている。また、第1のスリーブ部9の上端面9cには、内周面9aから外周面9dにまで至る1又は複数本の半径方向溝9c1が形成されている。この半径方向溝9c1は、焼結により第1のスリーブ部9と第2のスリーブ部10とが一体化された(軸受スリーブ8が形成された)状態では、対向する下端面10bとの間に軸受スリーブ8の内周側と外周側とを連通する連通路11を形成する。
【0038】
第2のスリーブ部10の内周面10aと上端面10cとの間には環状の内側斜面部10eが形成されている。この内側斜面部10eは、対向する軸部2aの外周面2a1との間に第1のシール空間S1を形成する。また、第2のスリーブ部10の外周面10dおよび外側斜面部10fはハウジング7のテーパ面7c2と対向し、テーパ面7c2との間に第2のシール空間S2を形成する。この図示例においても、第2のシール空間S2の軸方向寸法は第1のシール空間S1のそれに比べて大きい。また、内側斜面部10eの(回転軸に対する)傾斜角は、テーパ面7c2のそれに比べて大きい。また、第1のスリーブ部9の外周面9dには1又は複数本の軸方向溝9d1は軸方向全長にわたって形成されており、その一部上側領域が第2のシール空間S2とつながっている。
【0039】
また、この実施形態では、軸受スリーブ8のうち、双方のシール空間S1、S2を形成する領域、あるいは大気に接触する領域、具体的には外周面10dと内側斜面部10e、外側斜面部10f、および上端面10cがコーティング等により封孔処理されている。その他の事項については上記実施形態と同様であるので、説明を省略する。
【0040】
このようにして軸受スリーブ8に連通路11を設けることで、第1のシール空間S1と第2のシール空間S2とが、連通路11と、内周面10aと外周面2a1との間のすき間を介してつながった状態となる。これにより、双方のシール空間S1、S2の間での潤滑油の流通をより積極的かつ迅速に行なうことができる。そのため、例えば振動や衝撃、急激な温度変化などにより、双方のシール空間S1、S2の間で潤滑油の引き込み力(シール力)に大きな差が生じた場合であっても、かかる引き込み力の差を流通手段によって早急に解消して、シール力のバランスを回復することができる。
【0041】
また、この図示例では、上述の連通路11に加え、第1のスリーブ部9に軸方向溝9d1を設けることで、例えば第1ラジアル軸受部R1のラジアル軸受隙間から、第2ラジアル軸受部R2のラジアル軸受隙間、第1スラスト軸受部T1のスラスト軸受隙間、軸方向溝9d1とこれに対向する内周面7cとの間、第2シール空間S2、そして連通路11を介して再び上側のラジアル軸受隙間へと戻る、潤滑油の循環流路が形成される(図2および図5を参照)。このようにして循環流路が形成されることで、潤滑油の圧力バランスが崩れた場合も早急にかかる圧力差を解消することができ、局部的な負圧の発生に伴う気泡の生成、気泡の生成に起因する潤滑油の漏れや振動の発生等を防止することが可能となる。また、この循環流路は連通路11の内径側および外径側で第1のシール空間S1と第2のシール空間S2とにそれぞれ通じている。そのため、何らかの理由で潤滑油中に気泡が混入した場合でも、気泡が潤滑油に伴って循環する際に各シール空間S1、S2を介して外部空間に排出されるので、気泡の混入に伴う上記不具合の発生をより確実に防止することができる。
【0042】
以上の説明では、軸受スリーブ8の内周側に位置する第1のシール空間S1を形成する内側斜面部8e、10eの(回転軸に対する)傾斜角を、軸受スリーブ8の外周側に位置する第2のシール空間S2を形成するテーパ面7c2のそれに比べて大きくした場合を例示したが、もちろん、これに限るものではない。すなわち、両シール空間S1、S2の間で引き込み力の差が極力小さくなるよう、その傾斜角や周長(言い換えると、内側斜面部8e、10eとテーパ面7c2の半径方向位置)を定めてやればよい。
【0043】
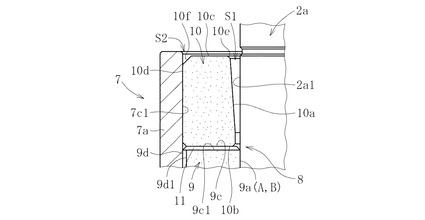
図6はその一例を示すもので、軸受スリーブ8の一部をなす第2のスリーブ部10の内周面10a形状およびその軸方向寸法が、図5に示す軸受スリーブ8と異なる。具体的には、第2のスリーブ部10の内周面10aは、上方(ハウジング7の開口側)に向けて漸次拡径するテーパ状をなし、対向する軸部2aの外周面2a1との間に第1のシール空間S1を形成する。また、ハウジング7の筒部7aは、軸受スリーブ8の外周面(外周面9dおよび外周面10d)と対向する領域を含め、軸方向全長にわたって径一定の円筒状をなす内周面(ストレート面7c1)を有する。このストレート面7c1は対向する第2のスリーブ部10の外側斜面部10fとの間に第2のシール空間S2を形成する。ここで、第1のシール空間S1の軸方向寸法は第2のシール空間S2のそれに比べて大きく、内周面10aの(回転軸に対する)傾斜角は、外側斜面部10fのそれに比べて小さい。また、第2のスリーブ部10の外周面10dとハウジング7のストレート面7c1との間には、ラジアル軸受隙間よりも半径幅寸法の大きいすき間が形成されている。その他の事項については図2や図5に示す流体軸受装置1と同様であるので、説明を省略する。
【0044】
また、以上の説明では、軸受スリーブ8を焼結金属の多孔質体で形成した場合を説明したが、本発明は、多孔質体で形成される軸受スリーブ8である限り、焼結金属に限らず、例えば発泡金属などの金属材料で形成した軸受スリーブ、あるいは多孔質樹脂やセラミック等、金属以外の材料で形成した軸受スリーブに対しても適用することもできる。例えば軸受スリーブを多孔質樹脂で形成する場合、軸受スリーブは、具体的には、気孔形成材を配合した樹脂組成物を図3に示す形状に射出成形した後、気孔形成材を水、アルコール等の溶媒で除去することで形成される。この場合、軸受スリーブの内部空孔率や表面開孔率は、軸受スリーブの内部空孔を形成する気孔形成材の配合割合で、表面開孔径はその粒径(サイズ)で調整することができる。また、図示は省略するが、例えば金型内部に、軸受スリーブ8の内周面8aから外周面8dにまで至るピンを配置した状態で射出成形を行なうことで、図5や図6に示す連通路11(流通手段)を設けた多孔質樹脂製の軸受スリーブを得ることができる。
【0045】
また、以上の説明では、動圧発生部A〜Dを、軸受スリーブ8の内周面8aや下端面8b、あるいはハウジング7の底部7bの上端面7b1の側に形成した場合を説明したが、この形態に限られる必要はない。例えばこれら動圧発生部A〜Dを、内周面8aや下端面8bや上端面7b1と対向する軸部2aの外周面2a1、2a2やフランジ部2bの両端面2b1、2b2の側に形成することもできる。以下に示す形態の動圧発生部についても同様に、軸受スリーブ8やハウジング7の側に限らず、これらに対向する軸部材2の側に形成することができる。
【0046】
また、以上の実施形態では、ラジアル軸受部R1、R2やスラスト軸受部T1、T2として、へリングボーン形状やスパイラル形状の動圧溝により潤滑油の動圧作用を発生させる構成を例示しているが、本発明はこれに限定されるものではない。
【0047】
例えば、ラジアル軸受部R1、R2として、図示は省略するが、軸方向の溝を円周方向の複数箇所に配列した、いわゆるステップ状の動圧発生部、あるいは、円周方向に複数の円弧面を配列し、対向する軸部2aの外周面2a1、2a2との間に、くさび状の径方向隙間(軸受隙間)を形成した、いわゆる多円弧軸受を採用してもよい。
【0048】
また、以上の説明では、動圧発生部A、Bは軸方向に離隔して設けた場合を説明したが、必ずしも離隔して設ける必要はなく、例えば軸方向に連続して設けることもできる。あるいは1つの動圧発生部のみを設けた構成を採ることもできる。
【0049】
あるいは、軸受スリーブ8の内周面8aを、動圧発生部としての動圧溝や円弧面等を設けない真円内周面とし、この内周面と対向する軸部2aの真円状外周面2a1、2a2とで、いわゆる真円軸受を構成することができる。
【0050】
また、スラスト軸受部T1、T2の一方又は双方は、同じく図示は省略するが、スラスト軸受面となる領域に、複数の半径方向溝形状の動圧溝を円周方向所定間隔に設けた、いわゆるステップ軸受、あるいは波型軸受(ステップ型が波型になったもの)等で構成することもできる。
【0051】
また、以上の説明では、流体軸受装置1の内部に充満し、ラジアル軸受隙間やスラスト軸受隙間に流体の潤滑膜を形成するための潤滑流体として潤滑油を例示したが、これ以外にも各軸受隙間に流体の潤滑膜を形成可能な潤滑流体、例えば空気等の気体や、磁性流体等の流動性を有する潤滑剤、あるいは潤滑グリース等を使用することもできる。
【図面の簡単な説明】
【0052】
【図1】本発明の一実施形態に係る流体軸受装置を具備したスピンドルモータの断面図である。
【図2】流体軸受装置の断面図である。
【図3】軸受スリーブの断面図である。
【図4】軸受スリーブの下側面図である。
【図5】他構成に係る流体軸受装置の要部拡大断面図である。
【図6】他構成に係る流体軸受装置の要部拡大断面図である。
【符号の説明】
【0053】
1 流体軸受装置
2 軸部材
2a 軸部
2a1、2a2 外周面
7 ハウジング
7c2 テーパ面
8 軸受スリーブ
8a 内周面
8c 上端面
8d 外周面
8d1 軸方向溝
8e 内側斜面部
8f 外側斜面部
8g シール形成領域
11 連通路
A、B、C、D 動圧発生部
A1、A2、B1、B2、C1 動圧溝
R1、R2 ラジアル軸受部
T1、T2 スラスト軸受部
S1、S2 シール空間
【技術分野】
【0001】
本発明は、流体軸受装置に関するものである。
【背景技術】
【0002】
流体軸受装置は、軸受隙間に生じる流体の潤滑膜で軸部材を回転自在に支持する軸受装置である。この種の軸受装置は、高速回転、高回転精度、低騒音等の特徴を備えるものであり、情報機器をはじめ種々の電気機器に搭載されるモータ用の軸受装置として、より具体的にはHDD等の磁気ディスク装置、CD−ROM、CD−R/RW、DVD−ROM/RAM等の光ディスク装置、MD、MO等の光磁気ディスク装置等におけるディスクドライブのスピンドルモータ用の軸受装置として、あるいはレーザビームプリンタ(LBP)のポリゴンスキャナモータ、プロジェクタのカラーホイールモータ、ファンモータなどのモータ用軸受装置として好適に使用される。
【0003】
例えば、HDD等のディスク駆動装置のスピンドルモータに組込まれる流体軸受装置では、軸部材をラジアル方向に支持するラジアル軸受部と、軸部材をスラスト方向に支持するスラスト軸受部とが設けられる。このラジアル軸受部の軸受としては、軸受部材を構成する軸受スリーブの内周面に動圧発生用の溝(動圧溝)を設けた動圧軸受が公知である(例えば、特許文献1や2を参照)。
【0004】
この種の流体軸受装置(動圧軸受装置)において、通常、軸受スリーブはハウジングの内周の所定位置に固定され、また、ハウジングの内部空間に注油した潤滑油が外部に漏れ出すのを防止するために、ハウジングの開口部にシール部材を配設する場合が多い。通常、シール空間は、シール部材の内周面と軸部材の外周面との間に形成され、シール空間の容積は、ハウジングの内部空間に充満された潤滑油が使用温度範囲内での熱膨張・収縮によって容積変化する量よりも大きくなるように設定される。従って、温度変化に伴う潤滑油の容積変化があった場合でも、潤滑油の油面は常にシール空間内に維持される。この場合、シール空間は、軸受スリーブの内周面とこの面に対向する軸部材の外周面との間に形成されるラジアル軸受部と軸方向に並んで配設されることが多い(特許文献1参照)。
【特許文献1】特開2003−65324号公報
【特許文献2】特開2003−336636号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、上記構成の流体軸受装置を組込んだ情報機器、例えばHDD等のディスク駆動装置においては、さらなる高容量化の要請に応じるため、2枚以上のディスクをハブに搭載したディスク駆動装置の実用化が検討され、あるいは実際に使用されている。このように、流体軸受装置の回転体に搭載されるディスクの枚数が増加することで、かかる回転体の軸方向重心位置が上方に移動し、これにより軸部材への荷重、特にモーメント荷重が増大する。そのため、このモーメント荷重の増大に対応するために、ラジアル軸受部を軸方向に離隔して複数箇所に設ける等して、ラジアル軸受部間のスパンを大きくする必要が生じる。
【0006】
しかしながら、シール空間は、上述の通り、ラジアル軸受部と軸方向に並んで配設されることが多く、しかも、シール空間の軸方向寸法は、上述の理由から、流体軸受装置全体の軸方向寸法に対して比較的高い割合を占めている。この傾向は、特に軸受部材を多孔質体で形成し、流体軸受装置の内部に保持される油量が多い場合に顕著となる。そのため、現状の構成では、シール容積を確保するためにモーメント剛性を犠牲にせざるを得ず、両者を共に満足させることは難しい。
【0007】
本発明の課題は、モーメント剛性を確保しつつも、高いシール性能を発揮し得る流体軸受装置を提供することである。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明は、軸部材と、軸部材を内周に挿入し、軸部材との間でラジアル軸受隙間を形成する軸受スリーブと、軸受スリーブを内部に収容するハウジングと、ラジアル軸受隙間を満たす潤滑流体と、潤滑流体の漏れ出しをシールするシール空間と、ラジアル軸受隙間に生じる潤滑流体の潤滑膜で軸部材を回転自在に支持するラジアル軸受部とを備えた流体軸受装置において、軸受スリーブが多孔質体で形成され、シール空間が、軸受スリーブと軸部材との間、および軸受スリーブとハウジングとの間にそれぞれ設けられることを特徴とする流体軸受装置を提供する。
【0009】
このように、本発明は、軸受スリーブと軸部材との間に形成されるシール空間(以下、第1のシール空間と呼ぶ。)に加えて、軸受スリーブとハウジングとの間にシール空間(以下、第2のシール空間と呼ぶ。)を設けたので、従来の構成に比べて、第1のシール空間の軸方向寸法を小さくして、その分ラジアル軸受部の軸方向スパンを大きくとることができる。また、軸受スリーブとハウジングとの間に形成される第2のシール空間は、ラジアル軸受部等により制限を受けないので、その軸方向寸法を比較的大きくとることができ、あるいは従来よりも外径側に設けることで軸方向寸法はそのままでもシール容積を増加させることができる。従って、双方のシール空間で高いシール性能とバッファ性能を発揮しつつも、ラジアル軸受部の軸方向スパンを大きくとって、高いモーメント剛性を発揮することができる。
【0010】
また、双方のシール空間を形成する軸受スリーブが多孔質体で形成されているので、一方のシール空間で潤滑流体の過不足が生じた場合であっても、軸受スリーブの内部空孔を介して他方のシール空間との間で潤滑流体の流通を図ることができる。これにより、双方のシール空間の間で流体量のバランスをとって、安定したシール性能を発揮することができる。
【0011】
また、上述のようにシール空間を形成することで、従来軸受スリーブやハウジングとは別体に設けていたシール部材が不要となり、部品点数の削減を図ることが可能となる。また、部品点数の増加に伴う組立精度の低下を極力抑えることができる。特に、軸受スリーブは、内周面でラジアル軸受隙間を形成するため、通常、その形状精度(面精度)を高く仕上げるための工程が設けられる。そのため、各シール空間を軸受スリーブで形成すれば、特段の工程を追加することなく比較的容易に高精度なシール面を得ることができる。
【0012】
また、軸受スリーブと軸部材との間に設けられる第1のシール空間と、軸受スリーブとハウジングとの間に設けられる第2のシール空間との間で潤滑流体を流通させる流通手段を設けることもできる。具体的には、例えば軸受スリーブの内部空孔率を軸方向で異ならせ、相対的に内部空孔率の高い領域で流通手段を形成することができる。あるいは、軸受スリーブの内周側と外周側とを連通する連通路を設け、この連通路で流通手段を形成することもできる。
【0013】
このように流通手段を設けることで、双方のシール空間の間での潤滑流体の流通をより積極的かつ迅速に行なうことができる。そのため、双方のシール空間の間で潤滑流体の引き込み力(シール力)に大きな差が生じた場合であっても、かかる引き込み力の差を流通手段によって早急に解消して、シール力のバランスを回復することができる。
【発明の効果】
【0014】
以上のように、本発明によれば、モーメント剛性を確保しつつも、高いシール性能を発揮し得る流体軸受装置を提供することができる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の一実施形態を図1〜図4に基づいて説明する。なお、以下の説明における『上下』方向は単に各図における上下方向を便宜的に示すもので、流体軸受装置の設置方向や使用態様等を特定するものではない。
【0016】
図1は、本発明の一実施形態に係る流体軸受装置(動圧軸受装置)1を組込んだ情報機器用スピンドルモータの一構成例を概念的に示している。このスピンドルモータは、例えばHDD等のディスク駆動装置に用いられるもので、軸部材2を回転自在に支持する流体軸受装置1と、軸部材2に固定されたハブ3と、例えば半径方向のギャップを介して対向させたステータコイル4aおよびロータマグネット4bとからなる駆動部4と、ブラケット5とを備えている。ステータコイル4aはブラケット5の外周に取付けられ、ロータマグネット4bはハブ3の内周に取付けられる。流体軸受装置1はブラケット5の内周に固定される。ハブ3には、情報記憶媒体としてのディスク6が1又は複数枚(図1では2枚)保持される。上述のように構成されたスピンドルモータにおいて、ステータコイル4aに通電すると、ステータコイル4aとロータマグネット4bとの間に発生する励磁力でロータマグネット4bが回転し、それによってハブ3に保持されたディスク6が軸部材2と一体的に回転する。
【0017】
図2は、流体軸受装置1を示している。この流体軸受装置1は、ハウジング7と、ハウジング7の内部に収容される軸受スリーブ8と、軸受スリーブ8の内周に挿入される軸部材2とを主に備える。
【0018】
軸部材2は、例えばステンレス鋼などの金属材料で形成され、軸部2aと、軸部2aの下端に一体又は別体に設けられるフランジ部2bとを備える。なお、軸部材2は、金属材料と樹脂材料とのハイブリッド構造とすることもでき、その場合、軸部2aの少なくとも外周面2a1、2a2を含む鞘部が金属で形成され、残りの箇所(例えば軸部2aの芯部やフランジ部2b)が樹脂で形成される。フランジ部2bの強度を確保するため、フランジ部2bの芯部のみを金属製とし、残りの箇所を樹脂で形成することもできる。
【0019】
ハウジング7は、筒部7aと、筒部7aの軸方向他端を閉口する底部7bとを備え、例えば真ちゅう等の金属材料あるいは樹脂材料で形成される。筒部7aの内周面7cは、軸受スリーブ8を固定する径一定のストレート面7c1と、ストレート面7c1よりも一端開口側に位置し、対向する軸受スリーブ8との間に後述する第2のシール空間S2を形成するテーパ面7c2とで構成される。また、底部7bの上端面7b1には、図示は省略するが、複数の動圧溝をスパイラル形状に配列した領域(動圧発生部D)が形成される。この動圧発生部Dはフランジ部2bの下端面2b2と対向し、軸部材2の回転時には、下端面2b2との間に後述する第2スラスト軸受部T2のスラスト軸受隙間を形成する(図2を参照)。なお、底部7bを筒部7aとは別体に形成し、後付けで筒部7aに固定することも可能である。
【0020】
軸受スリーブ8は、例えば焼結金属からなる多孔質体で円筒状に形成される。この実施形態では、軸受スリーブ8は、銅を主成分とする焼結金属の多孔質体で円筒状に形成される。
【0021】
軸受スリーブ8の内周面8aの全面又は一部領域には動圧発生部が設けられる。この実施形態では、2つの動圧発生部A、Bが軸方向に離隔して形成されている。このうち、軸方向上側の動圧発生部Aは、図3に示すように、傾斜方向の異なる複数の動圧溝A1および動圧溝A2をそれぞれ円周方向に配列して、いわゆるヘリングボーン形状に配列してなる。同様に、軸方向下側の動圧発生部Bは、傾斜方向の異なる複数の動圧溝B1および動圧溝B2をそれぞれ円周方向に配列して、いわゆるヘリングボーン形状に配列してなる。これら動圧発生部A、Bは、軸部2aを軸受スリーブ8の内周に挿入した状態では、軸部2aの外周面2a1、2a2とそれぞれ対向し、軸部2a(軸部材2)の回転時、対向する軸部2aの外周面2a1、2a2との間に後述する第1、第2ラジアル軸受部R1、R2のラジアル軸受隙間をそれぞれ形成する(図2を参照)。
【0022】
なお、この実施形態では、ハウジング7の一端開口側(上側)に位置する動圧発生部Aは、軸方向中心m(上下の動圧溝A1、A2間領域の軸方向中央)に対して軸方向非対称に形成されており、軸方向中心mより上側の動圧溝A1形成領域の軸方向寸法X1が下側の動圧溝A2形成領域の軸方向寸法X2よりも大きくなっている。
【0023】
軸受スリーブ8の下端面8bの全面又は一部領域には、動圧発生部Cとして、例えば図4に示すように、複数の動圧溝C1をスパイラル形状に配列した領域が形成される。この動圧溝C1形成領域(動圧発生部C)は、フランジ部2bの上端面2b1と対向し、軸部材2の回転時には、上端面2b1との間に後述する第1スラスト軸受部T1のスラスト軸受隙間を形成する(図2を参照)。
【0024】
軸受スリーブ8の外周面8dには、1又は複数本(この図示例では3本)の軸方向溝8d1が形成されている。この軸方向溝8d1は、軸受スリーブ8をハウジング7の内周所定位置に固定した状態では、ハウジング7の内周に設けられたテーパ状のテーパ面7c2と部分的に対向する。これにより、軸方向溝8d1とハウジング7のストレート面7c1との間に形成される流体流路が第2のシール空間S2とつながる。
【0025】
軸受スリーブ8の内周面8aと上端面8cとの間には環状の内側斜面部8eが形成されている。この内側斜面部8eは軸部2aの外周面2a1との間に、半径方向寸法が上方に向けて漸次拡大する第1のシール空間S1を形成する。また、軸受スリーブ8の外周面8dのうち、軸方向溝8d1を設けた箇所よりも上側(ハウジング7の開口側)の領域8gは、ハウジング7のテーパ面7c2と対向し、両面8g、7c2間に、半径方向寸法が上方に向けて漸次拡大する第2のシール空間S2を形成する。この実施形態では、第2のシール空間S2の軸方向寸法は第1のシール空間S1のそれに比べて大きい。また、内側斜面部8eの(回転軸に対する)傾斜角は、テーパ面7c2のそれに比べて大きい。さらに、この実施形態では、シール形成領域8gと上端面8cとの間に外側斜面部8fが形成されており、シール形成領域8gと共に第2のシール空間S2を形成している。
【0026】
軸受スリーブ8のうち、双方のシール空間S1、S2を形成する領域、あるいは大気に接触する領域、ここでは内側斜面部8eと外側斜面部8f、シール形成領域8g、および上端面8cは適当なコーティング処理(例えば樹脂によるコーティング)により封孔されている。もちろん、コーティング以外に、目潰し等の機械的処理を施すことで当該領域の封孔がなされていてもよい。
【0027】
上述の如く形成された各構成部品の組立を行なった後、例えば各シール空間S1、S2の何れか一方の開口側から軸受内部空間に潤滑油を注油する。これにより、各ラジアル軸受隙間やスラスト軸受隙間、軸受スリーブ8の内部空孔を含む軸受内部空間を潤滑油で充満した流体軸受装置1が完成する。この際、各シール空間S1、S2の容積の総和は、少なくとも流体軸受装置1の内部空間に充満した潤滑油の温度変化に伴う体積変化量よりも大きい。そのため、潤滑油の油面は、常に両シール空間S1、S2内に維持される。もちろん注油方法は上記の方法に限定されず、両シール空間S1、S2を含めた全内部空間を潤滑油で満たした後、余剰油を除去することでも同様の流体軸受装置1を得ることができる。
【0028】
上記構成の流体軸受装置1において、軸部材2の回転時、軸受スリーブ8の内周面8aに設けられた動圧発生部A(動圧溝A1、A2形成領域)は、軸部2aの外周面2a1とラジアル軸受隙間を介して対向する。そして、軸部材2の回転に伴い、軸受内部空間に満たされた潤滑油が動圧溝A1、A2の軸方向中心側に向けて押し込まれ、その圧力が上昇する。このような動圧溝A1、A2の動圧作用によって、軸部材2をラジアル方向に非接触支持する第1ラジアル軸受部R1が形成される(図2中、上側の領域)。また、動圧発生部Bとこれに対向する外周面2a2との間に形成されるラジアル軸受隙間では、潤滑油が動圧溝B1、B2の軸方向中心側に押し込まれ、その圧力が上昇する。このような動圧溝B1、B2の動圧作用によって、軸部材2をラジアル方向に非接触支持する第2ラジアル軸受部R2が形成される(図2中、下側の領域)。
【0029】
これと同時に、軸受スリーブ8の下端面8bに設けられた動圧発生部C(動圧溝C1形成領域)とこれに対向するフランジ部2bの上端面2b1との間のスラスト軸受隙間、および底部7bの上端面7b1に設けられた動圧発生部Dとこれに対向するフランジ部2bの下端面2b2との間のスラスト軸受隙間に、動圧溝C1等の動圧作用により潤滑油の油膜がそれぞれ形成される。そして、これら油膜の圧力によって、軸部材2をスラスト方向に非接触支持する第1スラスト軸受部T1と第2スラスト軸受部T2とがそれぞれ構成される。
【0030】
この場合、軸受スリーブ8と軸部2aとの間に第1のシール空間S1が形成され、かつ、軸受スリーブ8とハウジング7との間に第2のシール空間S2が形成されている。そのため、図2に示すように、第2のシール空間S2の軸方向寸法を、ラジアル軸受隙間とその外径側で一部重複する位置まで下方に延長することができる。これにより、ラジアル軸受部R1、R2のラジアル軸受隙間と軸方向に並列に配設される第1のシール空間S1の軸方向寸法を従来に比べて短くすることができ、その分ラジアル軸受部R1、R2間の軸方向スパンを大きくとることができる。従って、双方のシール空間S1、S2でもって高いシール性能とバッファ性能を発揮しつつも、ラジアル軸受部R1、R2間の軸方向スパンを大きくとって、高いモーメント剛性を発揮することができる。
【0031】
また、双方のシール空間S1、S2を形成する軸受スリーブ8を多孔質体で形成するこことで、一方のシール空間で潤滑油の過不足が生じた場合であっても、軸受スリーブ8の内部空孔を介して他方のシール空間との間で潤滑油の流通を図ることができる。これにより、双方のシール空間S1、S2の間で油量のバランスをとって、安定したシール性能を発揮することができる。
【0032】
また、この実施形態では、内周側にある第1のシール空間S1を形成する内側斜面部8eの(回転軸に対する)傾斜角の値を、第1のシール空間S1に比べて外周側にある第2のシール空間S2を形成するテーパ面7c2のそれに比べて大きくしている。そのため、かかる構成によれば、各シール空間S1、S2における潤滑油の引き込み力(シール力)の差をなるべく小さくして、両シール空間S1、S2の間で圧力バランスを高精度に保つことができる。
【0033】
また、この実施形態では、軸受スリーブ8のうち、双方のシール空間S1、S2を形成する領域、あるいは大気に接触する領域、具体的には内側斜面部8eと外側斜面部8f、シール形成領域8g、および上端面8cがコーティング等により封孔処理されている。そのため、かかる構成によれば、シール空間S1、S2以外の箇所からの潤滑油の漏れ出し(滲み出し)を防ぐと共に、各シール空間S1、S2を形成する面(内側斜面部8eやシール形成領域8gなど)の面粗さやその密封性を、シールに適した状態に改善することができる。これにより、シール性能のさらなる向上を図ることができる。なお、双方のシール空間S1、S2の間での潤滑油の流通性を重視するのであれば、シール形成面となる内側斜面部8eと外側斜面部8f、およびシール形成領域8gを全面にわたってコーティングする必要はなく、少なくとも上端面8cのみが封孔処理されていればよい。また、封孔処理もコーティングに限らず、場合によっては、目潰し等の封孔処理により、表面開孔率の調整を行なうに留めておくだけでも構わない。
【0034】
以上、本発明の一実施形態を説明したが、本発明は、この実施形態に限定されることなく、上記以外の構成を採ることも可能である。
【0035】
上記実施形態では、多孔質体で形成される軸受スリーブ8の内部空孔を介して、第1のシール空間S1と第2のシール空間S2との間で潤滑油の流通を図っていたが、より積極的に(直接的に)潤滑油の流通を促すための流通手段を設けることもできる。例えば軸受スリーブ8の内部空孔率を軸方向で異ならせ、具体的には、シール空間S1、S2を形成する軸受スリーブ8の上側領域(シール空間S1、S2に近い側の領域)を下側領域に比べて低密度(高空孔率)として、この内部空孔率の高い領域で上述の流通手段を形成することができる。また、この他にも、軸受スリーブ8の内周側と外周側とを連通する連通路を設け、この連通路で流通手段を形成することもできる。
【0036】
具体的には、軸受スリーブ8を半径方向に貫通する貫通孔を設け、この貫通孔を介して、両シール空間S1、S2の間で潤滑油の流通を図る構成が可能である。あるいは、上述のように、軸受スリーブ8を焼結金属の多孔質体で形成するのであれば、以下のようにして流通手段としての連通路を設けることも可能である。すなわち、予めスリーブ状をなす二つの圧粉成形体を成形し、一方の圧粉成形体の端面に半径方向の溝を形成しておく。そして、半径方向溝を設けた端面を他方の圧粉成形体の端面と当接させた状態で焼結することにより、半径方向溝とこれに対向する面との間に連通路を形成した軸受スリーブを得ることができる。
【0037】
図5はその一例を示すもので、同図における軸受スリーブ8は、第1のスリーブ部9と、第2のスリーブ部10とを一体に有してなり、互いに圧粉成形した後、第1のスリーブ部9の上端面9cと、第2のスリーブ部10の下端面10bとを当接させた状態で焼結することにより得られる。第1のスリーブ部9の内周面9aには、図3に示す形状の動圧発生部Aおよび動圧発生部Bが軸方向に離隔して設けられている。また、第1のスリーブ部9の上端面9cには、内周面9aから外周面9dにまで至る1又は複数本の半径方向溝9c1が形成されている。この半径方向溝9c1は、焼結により第1のスリーブ部9と第2のスリーブ部10とが一体化された(軸受スリーブ8が形成された)状態では、対向する下端面10bとの間に軸受スリーブ8の内周側と外周側とを連通する連通路11を形成する。
【0038】
第2のスリーブ部10の内周面10aと上端面10cとの間には環状の内側斜面部10eが形成されている。この内側斜面部10eは、対向する軸部2aの外周面2a1との間に第1のシール空間S1を形成する。また、第2のスリーブ部10の外周面10dおよび外側斜面部10fはハウジング7のテーパ面7c2と対向し、テーパ面7c2との間に第2のシール空間S2を形成する。この図示例においても、第2のシール空間S2の軸方向寸法は第1のシール空間S1のそれに比べて大きい。また、内側斜面部10eの(回転軸に対する)傾斜角は、テーパ面7c2のそれに比べて大きい。また、第1のスリーブ部9の外周面9dには1又は複数本の軸方向溝9d1は軸方向全長にわたって形成されており、その一部上側領域が第2のシール空間S2とつながっている。
【0039】
また、この実施形態では、軸受スリーブ8のうち、双方のシール空間S1、S2を形成する領域、あるいは大気に接触する領域、具体的には外周面10dと内側斜面部10e、外側斜面部10f、および上端面10cがコーティング等により封孔処理されている。その他の事項については上記実施形態と同様であるので、説明を省略する。
【0040】
このようにして軸受スリーブ8に連通路11を設けることで、第1のシール空間S1と第2のシール空間S2とが、連通路11と、内周面10aと外周面2a1との間のすき間を介してつながった状態となる。これにより、双方のシール空間S1、S2の間での潤滑油の流通をより積極的かつ迅速に行なうことができる。そのため、例えば振動や衝撃、急激な温度変化などにより、双方のシール空間S1、S2の間で潤滑油の引き込み力(シール力)に大きな差が生じた場合であっても、かかる引き込み力の差を流通手段によって早急に解消して、シール力のバランスを回復することができる。
【0041】
また、この図示例では、上述の連通路11に加え、第1のスリーブ部9に軸方向溝9d1を設けることで、例えば第1ラジアル軸受部R1のラジアル軸受隙間から、第2ラジアル軸受部R2のラジアル軸受隙間、第1スラスト軸受部T1のスラスト軸受隙間、軸方向溝9d1とこれに対向する内周面7cとの間、第2シール空間S2、そして連通路11を介して再び上側のラジアル軸受隙間へと戻る、潤滑油の循環流路が形成される(図2および図5を参照)。このようにして循環流路が形成されることで、潤滑油の圧力バランスが崩れた場合も早急にかかる圧力差を解消することができ、局部的な負圧の発生に伴う気泡の生成、気泡の生成に起因する潤滑油の漏れや振動の発生等を防止することが可能となる。また、この循環流路は連通路11の内径側および外径側で第1のシール空間S1と第2のシール空間S2とにそれぞれ通じている。そのため、何らかの理由で潤滑油中に気泡が混入した場合でも、気泡が潤滑油に伴って循環する際に各シール空間S1、S2を介して外部空間に排出されるので、気泡の混入に伴う上記不具合の発生をより確実に防止することができる。
【0042】
以上の説明では、軸受スリーブ8の内周側に位置する第1のシール空間S1を形成する内側斜面部8e、10eの(回転軸に対する)傾斜角を、軸受スリーブ8の外周側に位置する第2のシール空間S2を形成するテーパ面7c2のそれに比べて大きくした場合を例示したが、もちろん、これに限るものではない。すなわち、両シール空間S1、S2の間で引き込み力の差が極力小さくなるよう、その傾斜角や周長(言い換えると、内側斜面部8e、10eとテーパ面7c2の半径方向位置)を定めてやればよい。
【0043】
図6はその一例を示すもので、軸受スリーブ8の一部をなす第2のスリーブ部10の内周面10a形状およびその軸方向寸法が、図5に示す軸受スリーブ8と異なる。具体的には、第2のスリーブ部10の内周面10aは、上方(ハウジング7の開口側)に向けて漸次拡径するテーパ状をなし、対向する軸部2aの外周面2a1との間に第1のシール空間S1を形成する。また、ハウジング7の筒部7aは、軸受スリーブ8の外周面(外周面9dおよび外周面10d)と対向する領域を含め、軸方向全長にわたって径一定の円筒状をなす内周面(ストレート面7c1)を有する。このストレート面7c1は対向する第2のスリーブ部10の外側斜面部10fとの間に第2のシール空間S2を形成する。ここで、第1のシール空間S1の軸方向寸法は第2のシール空間S2のそれに比べて大きく、内周面10aの(回転軸に対する)傾斜角は、外側斜面部10fのそれに比べて小さい。また、第2のスリーブ部10の外周面10dとハウジング7のストレート面7c1との間には、ラジアル軸受隙間よりも半径幅寸法の大きいすき間が形成されている。その他の事項については図2や図5に示す流体軸受装置1と同様であるので、説明を省略する。
【0044】
また、以上の説明では、軸受スリーブ8を焼結金属の多孔質体で形成した場合を説明したが、本発明は、多孔質体で形成される軸受スリーブ8である限り、焼結金属に限らず、例えば発泡金属などの金属材料で形成した軸受スリーブ、あるいは多孔質樹脂やセラミック等、金属以外の材料で形成した軸受スリーブに対しても適用することもできる。例えば軸受スリーブを多孔質樹脂で形成する場合、軸受スリーブは、具体的には、気孔形成材を配合した樹脂組成物を図3に示す形状に射出成形した後、気孔形成材を水、アルコール等の溶媒で除去することで形成される。この場合、軸受スリーブの内部空孔率や表面開孔率は、軸受スリーブの内部空孔を形成する気孔形成材の配合割合で、表面開孔径はその粒径(サイズ)で調整することができる。また、図示は省略するが、例えば金型内部に、軸受スリーブ8の内周面8aから外周面8dにまで至るピンを配置した状態で射出成形を行なうことで、図5や図6に示す連通路11(流通手段)を設けた多孔質樹脂製の軸受スリーブを得ることができる。
【0045】
また、以上の説明では、動圧発生部A〜Dを、軸受スリーブ8の内周面8aや下端面8b、あるいはハウジング7の底部7bの上端面7b1の側に形成した場合を説明したが、この形態に限られる必要はない。例えばこれら動圧発生部A〜Dを、内周面8aや下端面8bや上端面7b1と対向する軸部2aの外周面2a1、2a2やフランジ部2bの両端面2b1、2b2の側に形成することもできる。以下に示す形態の動圧発生部についても同様に、軸受スリーブ8やハウジング7の側に限らず、これらに対向する軸部材2の側に形成することができる。
【0046】
また、以上の実施形態では、ラジアル軸受部R1、R2やスラスト軸受部T1、T2として、へリングボーン形状やスパイラル形状の動圧溝により潤滑油の動圧作用を発生させる構成を例示しているが、本発明はこれに限定されるものではない。
【0047】
例えば、ラジアル軸受部R1、R2として、図示は省略するが、軸方向の溝を円周方向の複数箇所に配列した、いわゆるステップ状の動圧発生部、あるいは、円周方向に複数の円弧面を配列し、対向する軸部2aの外周面2a1、2a2との間に、くさび状の径方向隙間(軸受隙間)を形成した、いわゆる多円弧軸受を採用してもよい。
【0048】
また、以上の説明では、動圧発生部A、Bは軸方向に離隔して設けた場合を説明したが、必ずしも離隔して設ける必要はなく、例えば軸方向に連続して設けることもできる。あるいは1つの動圧発生部のみを設けた構成を採ることもできる。
【0049】
あるいは、軸受スリーブ8の内周面8aを、動圧発生部としての動圧溝や円弧面等を設けない真円内周面とし、この内周面と対向する軸部2aの真円状外周面2a1、2a2とで、いわゆる真円軸受を構成することができる。
【0050】
また、スラスト軸受部T1、T2の一方又は双方は、同じく図示は省略するが、スラスト軸受面となる領域に、複数の半径方向溝形状の動圧溝を円周方向所定間隔に設けた、いわゆるステップ軸受、あるいは波型軸受(ステップ型が波型になったもの)等で構成することもできる。
【0051】
また、以上の説明では、流体軸受装置1の内部に充満し、ラジアル軸受隙間やスラスト軸受隙間に流体の潤滑膜を形成するための潤滑流体として潤滑油を例示したが、これ以外にも各軸受隙間に流体の潤滑膜を形成可能な潤滑流体、例えば空気等の気体や、磁性流体等の流動性を有する潤滑剤、あるいは潤滑グリース等を使用することもできる。
【図面の簡単な説明】
【0052】
【図1】本発明の一実施形態に係る流体軸受装置を具備したスピンドルモータの断面図である。
【図2】流体軸受装置の断面図である。
【図3】軸受スリーブの断面図である。
【図4】軸受スリーブの下側面図である。
【図5】他構成に係る流体軸受装置の要部拡大断面図である。
【図6】他構成に係る流体軸受装置の要部拡大断面図である。
【符号の説明】
【0053】
1 流体軸受装置
2 軸部材
2a 軸部
2a1、2a2 外周面
7 ハウジング
7c2 テーパ面
8 軸受スリーブ
8a 内周面
8c 上端面
8d 外周面
8d1 軸方向溝
8e 内側斜面部
8f 外側斜面部
8g シール形成領域
11 連通路
A、B、C、D 動圧発生部
A1、A2、B1、B2、C1 動圧溝
R1、R2 ラジアル軸受部
T1、T2 スラスト軸受部
S1、S2 シール空間
【特許請求の範囲】
【請求項1】
軸部材と、該軸部材を内周に挿入し、前記軸部材との間でラジアル軸受隙間を形成する軸受スリーブと、該軸受スリーブを内部に収容するハウジングと、前記ラジアル軸受隙間を満たす潤滑流体と、該潤滑流体の漏れ出しをシールするシール空間と、前記ラジアル軸受隙間に生じる前記潤滑流体の潤滑膜で前記軸部材を回転自在に支持するラジアル軸受部とを備えた流体軸受装置において、
前記軸受スリーブが多孔質体で形成され、
前記シール空間が、前記軸受スリーブと前記軸部材との間、および前記軸受スリーブと前記ハウジングとの間にそれぞれ設けられることを特徴とする流体軸受装置。
【請求項2】
前記軸受スリーブと前記軸部材との間に設けられる第1のシール空間と、前記軸受スリーブと前記ハウジングとの間に設けられる第2のシール空間との間で前記潤滑流体を流通させる流通手段を設けた請求項1記載の流体軸受装置。
【請求項3】
前記軸受スリーブの内部空孔率を軸方向で異ならせ、相対的に内部空孔率の高い領域で前記流通手段を形成した請求項2記載の流体軸受装置。
【請求項4】
前記軸受スリーブの内周側と外周側とを連通する連通路を設け、該連通路で前記流通手段を形成した請求項2記載の流体軸受装置。
【請求項5】
前記軸受スリーブの、少なくとも前記双方のシール空間に隣接して大気に接触する端面が封孔処理されている請求項1記載の流体軸受装置。
【請求項1】
軸部材と、該軸部材を内周に挿入し、前記軸部材との間でラジアル軸受隙間を形成する軸受スリーブと、該軸受スリーブを内部に収容するハウジングと、前記ラジアル軸受隙間を満たす潤滑流体と、該潤滑流体の漏れ出しをシールするシール空間と、前記ラジアル軸受隙間に生じる前記潤滑流体の潤滑膜で前記軸部材を回転自在に支持するラジアル軸受部とを備えた流体軸受装置において、
前記軸受スリーブが多孔質体で形成され、
前記シール空間が、前記軸受スリーブと前記軸部材との間、および前記軸受スリーブと前記ハウジングとの間にそれぞれ設けられることを特徴とする流体軸受装置。
【請求項2】
前記軸受スリーブと前記軸部材との間に設けられる第1のシール空間と、前記軸受スリーブと前記ハウジングとの間に設けられる第2のシール空間との間で前記潤滑流体を流通させる流通手段を設けた請求項1記載の流体軸受装置。
【請求項3】
前記軸受スリーブの内部空孔率を軸方向で異ならせ、相対的に内部空孔率の高い領域で前記流通手段を形成した請求項2記載の流体軸受装置。
【請求項4】
前記軸受スリーブの内周側と外周側とを連通する連通路を設け、該連通路で前記流通手段を形成した請求項2記載の流体軸受装置。
【請求項5】
前記軸受スリーブの、少なくとも前記双方のシール空間に隣接して大気に接触する端面が封孔処理されている請求項1記載の流体軸受装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−309496(P2007−309496A)
【公開日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願番号】特願2006−141878(P2006−141878)
【出願日】平成18年5月22日(2006.5.22)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
【公開日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願日】平成18年5月22日(2006.5.22)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
[ Back to top ]