
流延装置
【課題】成膜するためのエンドレスベルトもしくはドラムの回転角速度変動を抑えてプラスチックフィルムの厚さの均一性を向上する。
【解決手段】流延装置1は、溶融プラスチック9を流延して成膜する表面を備えると共に回転走行するエンドレスベルト7と、このエンドレスベルト7を回転駆動する駆動モータ19と、からなる。さらに、前記駆動モータ19がビルトインタイプからなり、このビルトインタイプの駆動モータ19を前記エンドレスベルト7の回転軸11に直結駆動している。自在継ぎ手、芯出し作業、減速機、プーリや平ベルト等からなる回転伝達装置などを無くして角速度変動の要因となる芯ずれやバックラッシがない構成であるので、プラスチックフィルム33の厚さの均一性が向上する。
【解決手段】流延装置1は、溶融プラスチック9を流延して成膜する表面を備えると共に回転走行するエンドレスベルト7と、このエンドレスベルト7を回転駆動する駆動モータ19と、からなる。さらに、前記駆動モータ19がビルトインタイプからなり、このビルトインタイプの駆動モータ19を前記エンドレスベルト7の回転軸11に直結駆動している。自在継ぎ手、芯出し作業、減速機、プーリや平ベルト等からなる回転伝達装置などを無くして角速度変動の要因となる芯ずれやバックラッシがない構成であるので、プラスチックフィルム33の厚さの均一性が向上する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、流延装置に関し、特に溶融プラスチックを成膜するためのエンドレスベルトもしくはドラムの回転角速度変動を抑えることのできる流延装置に関する。
【背景技術】
【0002】
従来、流延装置は、溶剤等で流動性を持たせて溶融されたプラスチックを流延して成膜する表面を備えるエンドレスベルトとしての例えばスチールベルトが回転走行するように備えられているベルトタイプの流延装置、もしくは成膜する表面を備えるドラムが回転するように備えられているドラムタイプの流延装置がある。溶融したプラスチックがダイから前記スチールベルトもしくはドラムの表面上にカーテン状に押出して成膜され、その後、乾燥させて延伸する(例えば、特許文献1及び特許文献2参照)。
【0003】
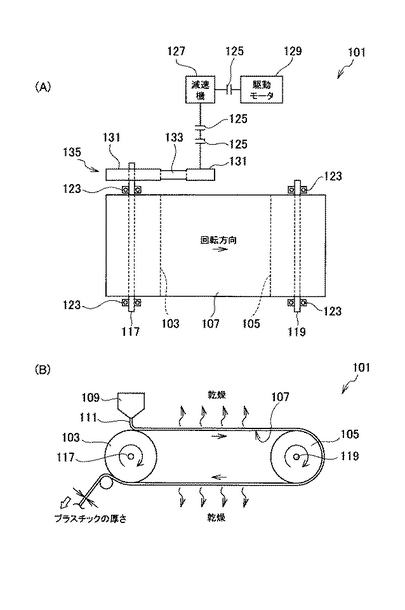
図5(A),(B)を参照するに、従来のベルトタイプの流延装置101としては、2つのドラム103、105によって走行回転駆動されるエンドレスのスチールベルト107の表面上に、ダイ109から押し出された溶融プラスチック111を落とすものである。
【0004】
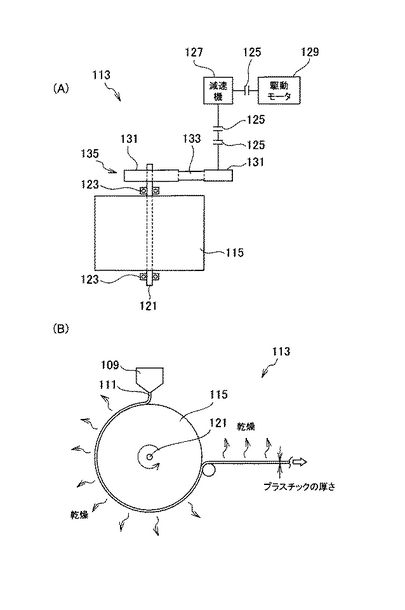
また、図6(A),(B)を参照するに、従来のドラムタイプの流延装置113としては、ダイ109から押し出された溶融プラスチック111を1つのドラム115の表面上に直接、落とすものである。
【0005】
上記のいずれの流延装置101、113においても、ドラム103の回転軸117、ドラム105の回転軸119、ドラム115の回転軸121の各両端が軸受123で支持されている。さらに、流延装置101では一方のドラム103を回転せしめるためにドラム103の回転軸117の一端が自在継ぎ手125、あるいはその他の継ぎ手等を介して減速機127及び駆動モータ129に接続されている。流延装置113ではドラム115を回転せしめるためにドラム115の回転軸121の一端が自在継ぎ手125等を介して減速機127及び駆動モータ129に接続されている。
【0006】
なお、図5(A)、図6(A)では、流延装置101、113のいずれにおいても、減速機127とドラム103(又は115)の回転軸117(又は121)との間が、プーリ131と平ベルト133とからなる回転伝達装置135で伝達されている。しかし、流延装置によっては、上記の回転伝達装置135が無くて、減速機127とドラム103(又は115)の回転軸117(又は121)との間が自在継ぎ手125を介して接続されているものもある。
【0007】
なお、上記の自在継ぎ手125は、駆動モータ129、減速機127、ドラム103、115等の回転軸の芯ずれを吸収するために使用されている。
【特許文献1】特開平11−58425号公報
【特許文献2】特開2002−127228号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、従来のベルトタイプの流延装置101においては、スチールベルト107もしくはドラム103、105に角速度変動があると、成膜されるプラスチックの流れ方向の厚さ精度が悪くなるので、スチールベルト107もしくはドラム103、105の回転駆動系は重要である。
【0009】
例えば、ドラム103、105の回転軸117、119に芯ずれがあると、ドラム103、105の回転角速度変動の原因となるために、ドラム103、105に巻き付けられるスチールベルト107もしくはドラム103、105の速度が変動するので、結果的にプラスチック膜の厚さムラにつながるという問題点があった。
【0010】
この問題点は、従来のドラムタイプの流延装置113においても同様である。
【0011】
そこで、各流延装置101、115の組立て時に各回転軸117、119、121の芯出しを行い、できる限り芯を合わせるように組み立てると共に、芯ずれを吸収できるようにするために自在継ぎ手125が使用されているのであるが、完全に芯を出すことは難しく、また自在継ぎ手125が用いられても角速度変動は完全に抑えられないのが現状である。
【0012】
また、減速機127のような変速機は、ギアの歯切り誤差やピッチ誤差、バックラッシ等が生じるので角速度変動の大きな要因となっている。また、プーリ131と平ベルト133等からなる回転伝達装置135は、平ベルト133の継ぎ目やベルト自体の伸び等が角速度変動の要因となっている。
【0013】
したがって、高精度のフィルム成膜においては、角速度変動がさらに少ないスチールベルト107もしくはドラム103、105、115の駆動方法が求められている。
【0014】
この発明は上述の課題を解決するためになされたものである。
【課題を解決するための手段】
【0015】
この発明の流延装置は、溶融されたプラスチックを流延して成膜する表面を備えると共に回転走行するエンドレスベルトもしくはドラムと、このエンドレスベルトもしくはドラムを回転駆動する駆動モータと、からなる流延装置において、
前記駆動モータがビルトインタイプからなり、このビルトインタイプの駆動モータを前記エンドレスベルトもしくはドラムの回転軸に直結駆動してなることを特徴とするものである。
【0016】
この発明の流延装置は、前記流延装置において、前前記駆動モータは、ロータと、このロータを回転せしめるステータコイル部材と、このステータコイル部材を軸承するハウジングと、から構成し、前記ロータをエンドレスベルトもしくはドラムの回転軸に一体的に固定することが好ましい。
【0017】
この発明の流延装置は、前記流延装置において、前記駆動モータは、ロータと、このロータを回転せしめるステータコイル部材と、このステータコイル部材を軸承するハウジングと、から構成し、前記ロータをエンドレスベルトもしくはドラムの回転軸に継ぎ手部材を介して直結することが好ましい。
【0018】
この発明の流延装置は、前記流延装置において、前記駆動モータは、ロータの回転速度を制御するためにロータの後端部に9000パルス/1回転以上の発信パルスを発生する高精度のエンコーダを直結することが好ましい。
【0019】
この発明の流延装置は、前記流延装置において、前記駆動モータが、18ポール乃至は42ポールの多極式サーボモータであることが好ましい。
【発明の効果】
【0020】
以上のごとき課題を解決するための手段から理解されるように、この発明によれば、駆動モータがビルトインタイプであり、しかもドラムの回転軸と駆動モータが直結されることにより、自在継ぎ手、芯出し作業、減速機、プーリや平ベルト等からなる回転伝達装置などを無くすことができるので、エンドレスベルトもしくはドラムの角速度変動の要因となる芯ずれやバックラッシがない構成にできる。その結果、ドラム並びにスチールベルトの角速度変動を少なく抑えることができ、プラスチックフィルムの厚さの均一性を向上できる。
【0021】
また、従来のような芯出し作業がなくなるので、組立て時間の短縮を図ることができ、また、構成部材点数が減少するので、流延装置の小型化を図ることができる。
【発明を実施するための最良の形態】
【0022】
以下、この発明の実施の形態について図面を参照して説明する。
【0023】
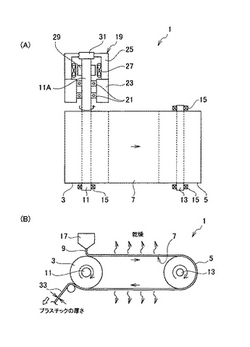
図1(A),(B)を参照するに、この実施の形態に係る流延装置1は、ドラム3、5によって走行回転駆動されるエンドレスベルトとしての例えばスチールベルト7の表面上に成膜される溶融プラスチック9を落とすベルトタイプの流延装置である。
【0024】
このタイプの流延装置1としては、2つのドラム3、5がその回転軸11、13の両端が軸受15を介してほぼ平行に軸承されており、2つのドラム3、5の間にはエンドレスのスチールベルト7が張架されている。さらに、一方のドラム3の図1(B)において上方に、溶融プラスチック9を押し出してスチールベルト7の表面上に流すためのダイ17が配置されている。
【0025】
一方のドラム3の回転軸11の一端には、ビルトインタイプの駆動モータ19が直結されている。すなわち、駆動モータ19は、回転軸11の一端側を軸受21を介して支持する軸受ハウジング23と、軸受ハウジング23に固定されたモータハウジング25と、モータハウジング25の内側に固定されたステータコイル部材としての例えばモータステータ27と、モータステータ27の内方にあって回転軸11の延長軸部11Aに固定されたロータ29(モータロータ)と、から構成されている。したがって、この第1の実施の形態では、ドラム3の回転軸11と駆動モータ19のロータ29が一体的に直結されている。
【0026】
なお、この実施の形態では、ドラム3、5の周速度が0.3m/minである。そこで、例えば、ドラム3、5の直径が800mmのときは、回転軸11の回転速度が0.12rpmとなり、ドラム3、5の直径が2200mmのときは、回転軸11の回転速度が0.044rpmとなり、ドラム3、5の直径が3500mmのときは、回転軸11の回転速度は0.028rpmとなる。
【0027】
このように、駆動モータ19は超低速回転用のモータであるので、モータステータ27が18ポール乃至42ポールの多極式で構成されていることが望ましい。すなわち、駆動モータ19が多極式のサーボモータであることにより、より一層安定した超低速回転の運転を位置決め制御して行うことができる。
【0028】
また、モータハウジング25には回転軸11の延長軸部11Aの回転数を検出して回転速度を制御するためのエンコーダとしての例えばロータリエンコーダ31が設けられている。このロータリエンコーダ31は、9000パルス/1回転以上の発信パルスを発生する高精度であることが望ましい。
【0029】
上記構成により、溶融プラスチック9がダイ17から押し出されてスチールベルト7の表面上に落とされ、この溶融プラスチック9はスチールベルト7の表面上に載って2つのドラム3、5の間をほぼ一周する間に乾燥され、上記の一方のドラム3の下方位置まで戻ってフィルム状に乾燥した時点で、プラスチックフィルム33として剥ぎ取られる。
【0030】
以上のように、駆動モータ19がビルトインタイプであり、しかもドラム3の回転軸11と駆動モータ19のロータ29が一体的に直結されることにより、自在継ぎ手、芯出し作業、減速機、プーリや平ベルト等からなる回転伝達装置などを無くすことができる。つまり、ドラム3の角速度変動の要因となる芯ずれやバックラッシがない構成とすることができる。
【0031】
これにより、ドラム3、5並びにスチールベルト7の角速度変動が少なくなり、結果的にプラスチックフィルムの厚さの均一性を向上させ、高精度の成膜を行うことができる。
【0032】
また、従来のような芯出し作業がなくなるので、流延装置1の組立て時間の短縮を図ることができる。また、流延装置1を構成する部品点数が減少するので、流延装置1の小型化を図ることができる等の種々の利点がある。
【0033】
また、ロータリエンコーダ31が駆動モータ19のロータ29を直結した延長軸部11Aの後端部に直結されていることから、回転軸11(あるいは延長軸部11A)のねじれの影響を受けないので、検出誤差を少なく抑えることができる。
【0034】
さらに、ロータリエンコーダ31が、9000パルス/1回転以上の発信パルスを発生する高精度であることにより、検出誤差を少なく制御することができる。
【0035】
次に、この発明の第2の実施の形態に係る流延装置35について説明する。なお、基本的には前述した第1の実施の形態の流延装置1とほぼ同様であるので、同じ部材は同符号を付してその詳しい説明は省略し、異なる部分のみを説明する。
【0036】
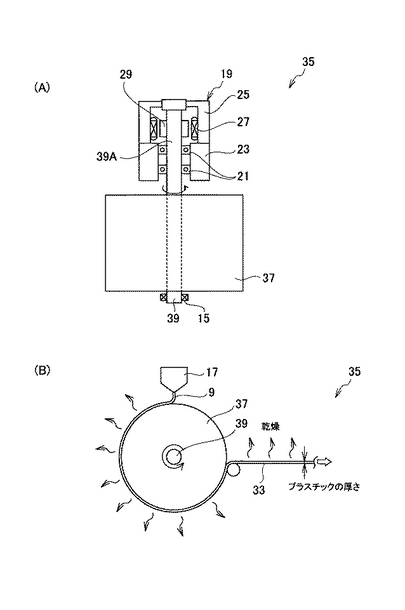
図2(A),(B)を参照するに、この第2の実施の形態の流延装置35は、溶融プラスチック9をドラム37の表面に直接、落とすドラムタイプの流延装置である。したがって、このタイプの流延装置35としては、前述した第1の実施の形態の流延装置1におけるスチールベルト7が無く、1つのドラム37で構成される点が異なり、他の構成は同様である。なお、ドラム37の回転軸39を回転駆動する駆動モータ19は第1の実施の形態と同様である。すなわち、駆動モータ19のロータ29(モータロータ)はドラム37の回転軸39の延長軸部39Aに一体的に固定されている。
【0037】
上記構成により、溶融プラスチック9がダイ17から押し出されてドラム37の表面上に落とされ、この溶融プラスチック9はドラム37の表面上に載せられてほぼ一周する間に乾燥され、ドラム37の図2(B)において右側の位置まで戻ってフィルム状に乾燥した時点で、プラスチックフィルム33として剥ぎ取られる。
【0038】
したがって、第1の実施の形態と同様に、駆動モータ19がビルトインタイプであり、しかもドラム37の回転軸39と駆動モータ19のロータ29が一体的に直結されることにより、ドラム37の角速度変動の要因となる芯ずれやバックラッシがない構成とすることができる。これにより、ドラム37の角速度変動が少なくなり、結果的にプラスチックフィルム33の厚さの均一性を向上させ、高精度の成膜を行うことができる。
【0039】
その他の利点も第1の実施の形態と同様である。
【0040】
次に、この発明の第3の実施の形態に係る流延装置41について説明する。なお、基本的には前述した第1の実施の形態の流延装置1とほぼ同様であるので、同じ部材は同符号を付してその詳しい説明は省略し、異なる部分のみを説明する。
【0041】
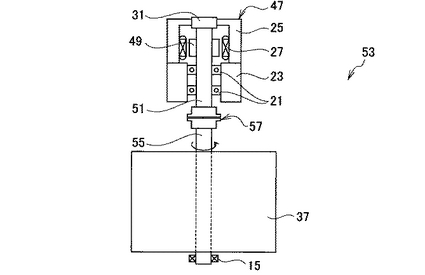
図3を参照するに、この第3の実施の形態の流延装置41は、ドラム3、5によって駆動されるスチールベルト7に溶融プラスチック9を落とすベルトタイプの流延装置であり、第1の実施の形態の流延装置1とほぼ同様である。
【0042】
第1の実施の形態の流延装置1と異なる点は、一方のドラム3の回転軸43の一端に継ぎ手部材としての例えば自在継ぎ手45があり、この自在継ぎ手45を介して駆動モータ47に連結されていることにある。すなわち、駆動モータ47は、ロータ49を一体的に固定したロータ軸部51が軸受ハウジング23に軸受21を介して支持されており、このロータ軸部51の一端が上記の自在継ぎ手45を介して前記ドラム3の回転軸43に直結されている。つまり、ドラム3の回転軸43を駆動モータ47のロータ49に一体的に直結することが難しい場合はこの構成による。
【0043】
しかし、この流延装置41には、上記の自在継ぎ手45があるとしても、角速度変動の大きな要因である減速機と、プーリや平ベルトからなる回転伝達装置が存在しないので、ドラム3、5並びにスチールベルト7の角速度変動が少なくなり、結果的にプラスチックフィルム33の厚さ・均一性を向上させ、高精度の成膜を行うことができる。その他の利点も第1の実施の形態と同様である。
【0044】
次に、この発明の第4の実施の形態に係る流延装置53について説明する。なお、基本的には前述した第2の実施の形態の流延装置35とほぼ同様であるので、同じ部材は同符号を付してその詳しい説明は省略し、異なる部分のみを説明する。
【0045】
図4を参照するに、この第4の実施の形態の流延装置53は、溶融プラスチック9をドラム5に直接、落とすドラムタイプの流延装置であり、第2の実施の形態の流延装置35とほぼ同様である。
【0046】
第2の実施の形態の流延装置35と異なる点は、ドラム37の回転軸55の一端に継ぎ手部材としての例えば自在継ぎ手57があり、この自在継ぎ手57を介して駆動モータ47に連結されていることにある。この駆動モータ47とドラム37との連結方法は第3の実施の形態の場合と同様である。すなわち、駆動モータ47は、ロータ49を一体的に固定したロータ軸部51が軸受ハウジング23に軸受21を介して支持されており、このロータ軸部51の一端が上記の自在継ぎ手57を介して前記ドラム37の回転軸55に直結されている。つまり、ドラム37の回転軸55を駆動モータ47のロータ49に一体的に直結することが難しい場合はこの構成による。
【0047】
しかし、この流延装置53には、上記の自在継ぎ手57があるとしても、角速度変動の大きな要因である減速機と、プーリや平ベルトからなる回転伝達装置が存在しないので、ドラム37の角速度変動が少なくなり、結果的にプラスチックフィルム33の厚さ・均一性を向上させ、高精度の成膜を行うことができる。その他の利点も第2の実施の形態と同様である。
【図面の簡単な説明】
【0048】
【図1】(A)はこの発明の第1の実施の形態の流延装置の平面図で、(B)は(A)の部分的な正面図である。
【図2】(A)はこの発明の第2の実施の形態の流延装置の平面図で、(B)は(A)の部分的な正面図である。
【図3】この発明の第3の実施の形態の流延装置の平面図である。
【図4】この発明の第4の実施の形態の流延装置の平面図である。
【図5】(A)は従来のベルトタイプの流延装置の平面図で、(B)は(A)の部分的な正面図である。
【図6】(A)は従来のドラムタイプの流延装置の平面図で、(B)は(A)の部分的な正面図である。
【符号の説明】
【0049】
1 流延装置(第1の実施の形態の)
3、5 ドラム
7 スチールベルト(エンドレスベルト)
9 溶融プラスチック
11、13 回転軸
11A 延長軸部
17 ダイ
19 駆動モータ
23 軸受ハウジング
25 モータハウジング
27 モータステータ(ステータコイル部材)
29 ロータ
35 流延装置(第2の実施の形態の)
37 ドラム
39 回転軸
39A 延長軸部
41 流延装置(第3の実施の形態の)
43 回転軸
45 自在継ぎ手(継ぎ手部材)
47 駆動モータ
49 ロータ
51 ロータ軸部
53 流延装置(第4の実施の形態の)
55 回転軸
57 自在継ぎ手(継ぎ手部材)
【技術分野】
【0001】
この発明は、流延装置に関し、特に溶融プラスチックを成膜するためのエンドレスベルトもしくはドラムの回転角速度変動を抑えることのできる流延装置に関する。
【背景技術】
【0002】
従来、流延装置は、溶剤等で流動性を持たせて溶融されたプラスチックを流延して成膜する表面を備えるエンドレスベルトとしての例えばスチールベルトが回転走行するように備えられているベルトタイプの流延装置、もしくは成膜する表面を備えるドラムが回転するように備えられているドラムタイプの流延装置がある。溶融したプラスチックがダイから前記スチールベルトもしくはドラムの表面上にカーテン状に押出して成膜され、その後、乾燥させて延伸する(例えば、特許文献1及び特許文献2参照)。
【0003】
図5(A),(B)を参照するに、従来のベルトタイプの流延装置101としては、2つのドラム103、105によって走行回転駆動されるエンドレスのスチールベルト107の表面上に、ダイ109から押し出された溶融プラスチック111を落とすものである。
【0004】
また、図6(A),(B)を参照するに、従来のドラムタイプの流延装置113としては、ダイ109から押し出された溶融プラスチック111を1つのドラム115の表面上に直接、落とすものである。
【0005】
上記のいずれの流延装置101、113においても、ドラム103の回転軸117、ドラム105の回転軸119、ドラム115の回転軸121の各両端が軸受123で支持されている。さらに、流延装置101では一方のドラム103を回転せしめるためにドラム103の回転軸117の一端が自在継ぎ手125、あるいはその他の継ぎ手等を介して減速機127及び駆動モータ129に接続されている。流延装置113ではドラム115を回転せしめるためにドラム115の回転軸121の一端が自在継ぎ手125等を介して減速機127及び駆動モータ129に接続されている。
【0006】
なお、図5(A)、図6(A)では、流延装置101、113のいずれにおいても、減速機127とドラム103(又は115)の回転軸117(又は121)との間が、プーリ131と平ベルト133とからなる回転伝達装置135で伝達されている。しかし、流延装置によっては、上記の回転伝達装置135が無くて、減速機127とドラム103(又は115)の回転軸117(又は121)との間が自在継ぎ手125を介して接続されているものもある。
【0007】
なお、上記の自在継ぎ手125は、駆動モータ129、減速機127、ドラム103、115等の回転軸の芯ずれを吸収するために使用されている。
【特許文献1】特開平11−58425号公報
【特許文献2】特開2002−127228号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、従来のベルトタイプの流延装置101においては、スチールベルト107もしくはドラム103、105に角速度変動があると、成膜されるプラスチックの流れ方向の厚さ精度が悪くなるので、スチールベルト107もしくはドラム103、105の回転駆動系は重要である。
【0009】
例えば、ドラム103、105の回転軸117、119に芯ずれがあると、ドラム103、105の回転角速度変動の原因となるために、ドラム103、105に巻き付けられるスチールベルト107もしくはドラム103、105の速度が変動するので、結果的にプラスチック膜の厚さムラにつながるという問題点があった。
【0010】
この問題点は、従来のドラムタイプの流延装置113においても同様である。
【0011】
そこで、各流延装置101、115の組立て時に各回転軸117、119、121の芯出しを行い、できる限り芯を合わせるように組み立てると共に、芯ずれを吸収できるようにするために自在継ぎ手125が使用されているのであるが、完全に芯を出すことは難しく、また自在継ぎ手125が用いられても角速度変動は完全に抑えられないのが現状である。
【0012】
また、減速機127のような変速機は、ギアの歯切り誤差やピッチ誤差、バックラッシ等が生じるので角速度変動の大きな要因となっている。また、プーリ131と平ベルト133等からなる回転伝達装置135は、平ベルト133の継ぎ目やベルト自体の伸び等が角速度変動の要因となっている。
【0013】
したがって、高精度のフィルム成膜においては、角速度変動がさらに少ないスチールベルト107もしくはドラム103、105、115の駆動方法が求められている。
【0014】
この発明は上述の課題を解決するためになされたものである。
【課題を解決するための手段】
【0015】
この発明の流延装置は、溶融されたプラスチックを流延して成膜する表面を備えると共に回転走行するエンドレスベルトもしくはドラムと、このエンドレスベルトもしくはドラムを回転駆動する駆動モータと、からなる流延装置において、
前記駆動モータがビルトインタイプからなり、このビルトインタイプの駆動モータを前記エンドレスベルトもしくはドラムの回転軸に直結駆動してなることを特徴とするものである。
【0016】
この発明の流延装置は、前記流延装置において、前前記駆動モータは、ロータと、このロータを回転せしめるステータコイル部材と、このステータコイル部材を軸承するハウジングと、から構成し、前記ロータをエンドレスベルトもしくはドラムの回転軸に一体的に固定することが好ましい。
【0017】
この発明の流延装置は、前記流延装置において、前記駆動モータは、ロータと、このロータを回転せしめるステータコイル部材と、このステータコイル部材を軸承するハウジングと、から構成し、前記ロータをエンドレスベルトもしくはドラムの回転軸に継ぎ手部材を介して直結することが好ましい。
【0018】
この発明の流延装置は、前記流延装置において、前記駆動モータは、ロータの回転速度を制御するためにロータの後端部に9000パルス/1回転以上の発信パルスを発生する高精度のエンコーダを直結することが好ましい。
【0019】
この発明の流延装置は、前記流延装置において、前記駆動モータが、18ポール乃至は42ポールの多極式サーボモータであることが好ましい。
【発明の効果】
【0020】
以上のごとき課題を解決するための手段から理解されるように、この発明によれば、駆動モータがビルトインタイプであり、しかもドラムの回転軸と駆動モータが直結されることにより、自在継ぎ手、芯出し作業、減速機、プーリや平ベルト等からなる回転伝達装置などを無くすことができるので、エンドレスベルトもしくはドラムの角速度変動の要因となる芯ずれやバックラッシがない構成にできる。その結果、ドラム並びにスチールベルトの角速度変動を少なく抑えることができ、プラスチックフィルムの厚さの均一性を向上できる。
【0021】
また、従来のような芯出し作業がなくなるので、組立て時間の短縮を図ることができ、また、構成部材点数が減少するので、流延装置の小型化を図ることができる。
【発明を実施するための最良の形態】
【0022】
以下、この発明の実施の形態について図面を参照して説明する。
【0023】
図1(A),(B)を参照するに、この実施の形態に係る流延装置1は、ドラム3、5によって走行回転駆動されるエンドレスベルトとしての例えばスチールベルト7の表面上に成膜される溶融プラスチック9を落とすベルトタイプの流延装置である。
【0024】
このタイプの流延装置1としては、2つのドラム3、5がその回転軸11、13の両端が軸受15を介してほぼ平行に軸承されており、2つのドラム3、5の間にはエンドレスのスチールベルト7が張架されている。さらに、一方のドラム3の図1(B)において上方に、溶融プラスチック9を押し出してスチールベルト7の表面上に流すためのダイ17が配置されている。
【0025】
一方のドラム3の回転軸11の一端には、ビルトインタイプの駆動モータ19が直結されている。すなわち、駆動モータ19は、回転軸11の一端側を軸受21を介して支持する軸受ハウジング23と、軸受ハウジング23に固定されたモータハウジング25と、モータハウジング25の内側に固定されたステータコイル部材としての例えばモータステータ27と、モータステータ27の内方にあって回転軸11の延長軸部11Aに固定されたロータ29(モータロータ)と、から構成されている。したがって、この第1の実施の形態では、ドラム3の回転軸11と駆動モータ19のロータ29が一体的に直結されている。
【0026】
なお、この実施の形態では、ドラム3、5の周速度が0.3m/minである。そこで、例えば、ドラム3、5の直径が800mmのときは、回転軸11の回転速度が0.12rpmとなり、ドラム3、5の直径が2200mmのときは、回転軸11の回転速度が0.044rpmとなり、ドラム3、5の直径が3500mmのときは、回転軸11の回転速度は0.028rpmとなる。
【0027】
このように、駆動モータ19は超低速回転用のモータであるので、モータステータ27が18ポール乃至42ポールの多極式で構成されていることが望ましい。すなわち、駆動モータ19が多極式のサーボモータであることにより、より一層安定した超低速回転の運転を位置決め制御して行うことができる。
【0028】
また、モータハウジング25には回転軸11の延長軸部11Aの回転数を検出して回転速度を制御するためのエンコーダとしての例えばロータリエンコーダ31が設けられている。このロータリエンコーダ31は、9000パルス/1回転以上の発信パルスを発生する高精度であることが望ましい。
【0029】
上記構成により、溶融プラスチック9がダイ17から押し出されてスチールベルト7の表面上に落とされ、この溶融プラスチック9はスチールベルト7の表面上に載って2つのドラム3、5の間をほぼ一周する間に乾燥され、上記の一方のドラム3の下方位置まで戻ってフィルム状に乾燥した時点で、プラスチックフィルム33として剥ぎ取られる。
【0030】
以上のように、駆動モータ19がビルトインタイプであり、しかもドラム3の回転軸11と駆動モータ19のロータ29が一体的に直結されることにより、自在継ぎ手、芯出し作業、減速機、プーリや平ベルト等からなる回転伝達装置などを無くすことができる。つまり、ドラム3の角速度変動の要因となる芯ずれやバックラッシがない構成とすることができる。
【0031】
これにより、ドラム3、5並びにスチールベルト7の角速度変動が少なくなり、結果的にプラスチックフィルムの厚さの均一性を向上させ、高精度の成膜を行うことができる。
【0032】
また、従来のような芯出し作業がなくなるので、流延装置1の組立て時間の短縮を図ることができる。また、流延装置1を構成する部品点数が減少するので、流延装置1の小型化を図ることができる等の種々の利点がある。
【0033】
また、ロータリエンコーダ31が駆動モータ19のロータ29を直結した延長軸部11Aの後端部に直結されていることから、回転軸11(あるいは延長軸部11A)のねじれの影響を受けないので、検出誤差を少なく抑えることができる。
【0034】
さらに、ロータリエンコーダ31が、9000パルス/1回転以上の発信パルスを発生する高精度であることにより、検出誤差を少なく制御することができる。
【0035】
次に、この発明の第2の実施の形態に係る流延装置35について説明する。なお、基本的には前述した第1の実施の形態の流延装置1とほぼ同様であるので、同じ部材は同符号を付してその詳しい説明は省略し、異なる部分のみを説明する。
【0036】
図2(A),(B)を参照するに、この第2の実施の形態の流延装置35は、溶融プラスチック9をドラム37の表面に直接、落とすドラムタイプの流延装置である。したがって、このタイプの流延装置35としては、前述した第1の実施の形態の流延装置1におけるスチールベルト7が無く、1つのドラム37で構成される点が異なり、他の構成は同様である。なお、ドラム37の回転軸39を回転駆動する駆動モータ19は第1の実施の形態と同様である。すなわち、駆動モータ19のロータ29(モータロータ)はドラム37の回転軸39の延長軸部39Aに一体的に固定されている。
【0037】
上記構成により、溶融プラスチック9がダイ17から押し出されてドラム37の表面上に落とされ、この溶融プラスチック9はドラム37の表面上に載せられてほぼ一周する間に乾燥され、ドラム37の図2(B)において右側の位置まで戻ってフィルム状に乾燥した時点で、プラスチックフィルム33として剥ぎ取られる。
【0038】
したがって、第1の実施の形態と同様に、駆動モータ19がビルトインタイプであり、しかもドラム37の回転軸39と駆動モータ19のロータ29が一体的に直結されることにより、ドラム37の角速度変動の要因となる芯ずれやバックラッシがない構成とすることができる。これにより、ドラム37の角速度変動が少なくなり、結果的にプラスチックフィルム33の厚さの均一性を向上させ、高精度の成膜を行うことができる。
【0039】
その他の利点も第1の実施の形態と同様である。
【0040】
次に、この発明の第3の実施の形態に係る流延装置41について説明する。なお、基本的には前述した第1の実施の形態の流延装置1とほぼ同様であるので、同じ部材は同符号を付してその詳しい説明は省略し、異なる部分のみを説明する。
【0041】
図3を参照するに、この第3の実施の形態の流延装置41は、ドラム3、5によって駆動されるスチールベルト7に溶融プラスチック9を落とすベルトタイプの流延装置であり、第1の実施の形態の流延装置1とほぼ同様である。
【0042】
第1の実施の形態の流延装置1と異なる点は、一方のドラム3の回転軸43の一端に継ぎ手部材としての例えば自在継ぎ手45があり、この自在継ぎ手45を介して駆動モータ47に連結されていることにある。すなわち、駆動モータ47は、ロータ49を一体的に固定したロータ軸部51が軸受ハウジング23に軸受21を介して支持されており、このロータ軸部51の一端が上記の自在継ぎ手45を介して前記ドラム3の回転軸43に直結されている。つまり、ドラム3の回転軸43を駆動モータ47のロータ49に一体的に直結することが難しい場合はこの構成による。
【0043】
しかし、この流延装置41には、上記の自在継ぎ手45があるとしても、角速度変動の大きな要因である減速機と、プーリや平ベルトからなる回転伝達装置が存在しないので、ドラム3、5並びにスチールベルト7の角速度変動が少なくなり、結果的にプラスチックフィルム33の厚さ・均一性を向上させ、高精度の成膜を行うことができる。その他の利点も第1の実施の形態と同様である。
【0044】
次に、この発明の第4の実施の形態に係る流延装置53について説明する。なお、基本的には前述した第2の実施の形態の流延装置35とほぼ同様であるので、同じ部材は同符号を付してその詳しい説明は省略し、異なる部分のみを説明する。
【0045】
図4を参照するに、この第4の実施の形態の流延装置53は、溶融プラスチック9をドラム5に直接、落とすドラムタイプの流延装置であり、第2の実施の形態の流延装置35とほぼ同様である。
【0046】
第2の実施の形態の流延装置35と異なる点は、ドラム37の回転軸55の一端に継ぎ手部材としての例えば自在継ぎ手57があり、この自在継ぎ手57を介して駆動モータ47に連結されていることにある。この駆動モータ47とドラム37との連結方法は第3の実施の形態の場合と同様である。すなわち、駆動モータ47は、ロータ49を一体的に固定したロータ軸部51が軸受ハウジング23に軸受21を介して支持されており、このロータ軸部51の一端が上記の自在継ぎ手57を介して前記ドラム37の回転軸55に直結されている。つまり、ドラム37の回転軸55を駆動モータ47のロータ49に一体的に直結することが難しい場合はこの構成による。
【0047】
しかし、この流延装置53には、上記の自在継ぎ手57があるとしても、角速度変動の大きな要因である減速機と、プーリや平ベルトからなる回転伝達装置が存在しないので、ドラム37の角速度変動が少なくなり、結果的にプラスチックフィルム33の厚さ・均一性を向上させ、高精度の成膜を行うことができる。その他の利点も第2の実施の形態と同様である。
【図面の簡単な説明】
【0048】
【図1】(A)はこの発明の第1の実施の形態の流延装置の平面図で、(B)は(A)の部分的な正面図である。
【図2】(A)はこの発明の第2の実施の形態の流延装置の平面図で、(B)は(A)の部分的な正面図である。
【図3】この発明の第3の実施の形態の流延装置の平面図である。
【図4】この発明の第4の実施の形態の流延装置の平面図である。
【図5】(A)は従来のベルトタイプの流延装置の平面図で、(B)は(A)の部分的な正面図である。
【図6】(A)は従来のドラムタイプの流延装置の平面図で、(B)は(A)の部分的な正面図である。
【符号の説明】
【0049】
1 流延装置(第1の実施の形態の)
3、5 ドラム
7 スチールベルト(エンドレスベルト)
9 溶融プラスチック
11、13 回転軸
11A 延長軸部
17 ダイ
19 駆動モータ
23 軸受ハウジング
25 モータハウジング
27 モータステータ(ステータコイル部材)
29 ロータ
35 流延装置(第2の実施の形態の)
37 ドラム
39 回転軸
39A 延長軸部
41 流延装置(第3の実施の形態の)
43 回転軸
45 自在継ぎ手(継ぎ手部材)
47 駆動モータ
49 ロータ
51 ロータ軸部
53 流延装置(第4の実施の形態の)
55 回転軸
57 自在継ぎ手(継ぎ手部材)
【特許請求の範囲】
【請求項1】
溶融されたプラスチックを流延して成膜する表面を備えると共に回転走行するエンドレスベルトもしくはドラムと、このエンドレスベルトもしくはドラムを回転駆動する駆動モータと、からなる流延装置において、
前記駆動モータがビルトインタイプからなり、このビルトインタイプの駆動モータを前記エンドレスベルトもしくはドラムの回転軸に直結駆動してなることを特徴とする流延装置。
【請求項2】
前記駆動モータは、ロータと、このロータを回転せしめるステータコイル部材と、このステータコイル部材を軸承するハウジングと、から構成し、前記ロータをエンドレスベルトもしくはドラムの回転軸に一体的に固定してなることを特徴とする請求項1記載の流延装置。
【請求項3】
前記駆動モータは、ロータと、このロータを回転せしめるステータコイル部材と、このステータコイル部材を軸承するハウジングと、から構成し、前記ロータをエンドレスベルトもしくはドラムの回転軸に継ぎ手部材を介して直結することを特徴とする請求項1記載の流延装置。
【請求項4】
前記駆動モータは、ロータの回転速度を制御するためにロータの後端部に9000パルス/1回転以上の発信パルスを発生する高精度のエンコーダを直結することを特徴とする請求項1、2又は3記載の流延装置。
【請求項5】
前記駆動モータが、18ポール乃至は42ポールの多極式サーボモータであることを特徴とする請求項1、2、3又は4記載の流延装置。
【請求項1】
溶融されたプラスチックを流延して成膜する表面を備えると共に回転走行するエンドレスベルトもしくはドラムと、このエンドレスベルトもしくはドラムを回転駆動する駆動モータと、からなる流延装置において、
前記駆動モータがビルトインタイプからなり、このビルトインタイプの駆動モータを前記エンドレスベルトもしくはドラムの回転軸に直結駆動してなることを特徴とする流延装置。
【請求項2】
前記駆動モータは、ロータと、このロータを回転せしめるステータコイル部材と、このステータコイル部材を軸承するハウジングと、から構成し、前記ロータをエンドレスベルトもしくはドラムの回転軸に一体的に固定してなることを特徴とする請求項1記載の流延装置。
【請求項3】
前記駆動モータは、ロータと、このロータを回転せしめるステータコイル部材と、このステータコイル部材を軸承するハウジングと、から構成し、前記ロータをエンドレスベルトもしくはドラムの回転軸に継ぎ手部材を介して直結することを特徴とする請求項1記載の流延装置。
【請求項4】
前記駆動モータは、ロータの回転速度を制御するためにロータの後端部に9000パルス/1回転以上の発信パルスを発生する高精度のエンコーダを直結することを特徴とする請求項1、2又は3記載の流延装置。
【請求項5】
前記駆動モータが、18ポール乃至は42ポールの多極式サーボモータであることを特徴とする請求項1、2、3又は4記載の流延装置。
【図1】



【図2】
【図3】

【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−192856(P2006−192856A)
【公開日】平成18年7月27日(2006.7.27)
【国際特許分類】
【出願番号】特願2005−9295(P2005−9295)
【出願日】平成17年1月17日(2005.1.17)
【出願人】(000003458)東芝機械株式会社 (843)
【Fターム(参考)】
【公開日】平成18年7月27日(2006.7.27)
【国際特許分類】
【出願日】平成17年1月17日(2005.1.17)
【出願人】(000003458)東芝機械株式会社 (843)
【Fターム(参考)】
[ Back to top ]