
流通時の破胴耐性およびフランジクラック耐性に優れた樹脂被覆アルミニウム・シームレス缶体

【課題】流通時の破胴耐性及び成形時や充填巻締め時のフランジクラック耐性に優れている樹脂被覆アルミニウム・シームレス缶体を提供すること。
【解決手段】
樹脂被覆アルミニウム・シームレス缶体10は、絞りしごき及び/又はストレッチドロー成形されたアルミニウム・シームレス缶体であって、缶内面及び缶外面にポリエステル樹脂層12が設けられ、ポリエステル樹脂層は缶成形前の樹脂被覆アルミニウム板の状態で未配向であり、缶体成形により配向結晶させられ、ポリエステル樹脂層の配向結晶の缶高さ方向への軸配向度を表すパラメータHが、H≧0.5であり、ポリエステル樹脂層の融解熱(A)が15J/g以上であることを特徴とする。
【解決手段】
樹脂被覆アルミニウム・シームレス缶体10は、絞りしごき及び/又はストレッチドロー成形されたアルミニウム・シームレス缶体であって、缶内面及び缶外面にポリエステル樹脂層12が設けられ、ポリエステル樹脂層は缶成形前の樹脂被覆アルミニウム板の状態で未配向であり、缶体成形により配向結晶させられ、ポリエステル樹脂層の配向結晶の缶高さ方向への軸配向度を表すパラメータHが、H≧0.5であり、ポリエステル樹脂層の融解熱(A)が15J/g以上であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、炭酸飲料、ビール、ジュース、アルコール飲料、水等の飲料を内容物とする樹脂被覆アルミニウム・シームレス缶体に関し、より詳しくは、流通過程における破胴耐性、フランジクラック耐性に優れた樹脂被覆アルミニウム・シームレス缶体に関する。
【背景技術】
【0002】
従来、飲料缶などに広く用いられているアルミニウム絞りしごき缶体は、缶胴部と、缶胴部と連続的に接続されている缶底部からなり、一般に、アルミニウム板を円盤状に打ち抜きブランクとし、絞り成形、再絞りしごき成形等の加工法により缶胴部の缶胴側壁を薄肉化し、さらに、缶胴部の上部を、開口部に蓋を取り付けるために縮小加工(ネックイン部)して形成される。
このような成形法は、耐圧に必要な缶底板厚を減少させず、缶胴側壁だけを薄肉化することができ、従来の3ピース缶体より大幅な省資源を図ることが可能であることから広く用いられている。
【0003】
また、近年、缶体の製造コストダウン策として、缶体に使用する素材量を最小限とするように、更に缶体の薄肉化が進められている。
例えば、前記円筒状の缶胴側壁部については、絞り成形に続く再絞りしごき成形により板厚の減少率を60〜70%と大きくし、加工前のアルミニウム素材として板厚0.30mmのものを用いて、DI加工により缶胴側壁部の厚さを、0.10mm前後とすることが行われており、更に板厚を減少させる研究開発も引き続き行われている。
【0004】
このように薄肉化アルミニウム絞りしごき缶体は缶胴側壁部が極めて薄くされているため、炭酸ガスを含み自ら内圧を発生させるビール、炭酸飲料用途に広く適用されている。また、茶飲料等のように自らが内圧を発生させない内容物の場合は液体窒素ガスを充填し適用されている(陽圧缶)。
このような薄肉化アルミニウム絞りしごき缶に内容物を充填した飲料缶においては、缶胴側壁が極度に薄肉化されている為、流通過程において、カートンケースに入れられた状態あるいは単体で誤って落下させたり、缶胴にデンティングを受けた場合(たとえば机の角などにぶつけた場合や落下した位置に小さな突起物があると)、側壁のアルミニウム板が裂け内容物が噴出するという問題があり、改善が望まれている。
即ち、内容物が充填され、蓋が巻き締められた後、流通又は取り扱いの過程において、缶の外部からの突起物等が缶胴部に押し当てられたり、落下させたりして衝撃を負荷させると、缶胴側壁部が薄い場合には、缶胴側壁部に亀裂が発生する(本発明で破胴ということがある)ことがあった。
【0005】
特に、炭酸飲料缶等のように缶内が加圧されている陽圧缶の場合には、小さな穴を起点として亀裂が瞬間的に進展し、飲料缶内容物が漏洩してしまう虞れがある。例えば、特許文献1には、飲料缶の強度を向上させるため、素材であるアルミニウム合金材の成分を特定し、さらに熱処理によって、飲料缶の破断伸びを向上させた提案がされている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平8−199273号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、このような素材であっても、缶胴壁のより薄肉化をする場合には、流通時における缶胴の破胴を十分になくすことができない。また、缶胴側壁部のアルミニウム強度を上げることにより破胴耐性の向上をはかった場合、フランジクラックが発生しやすくなるという問題がある。
【0008】
本発明は、このような問題点に鑑みてなされたものであって、円筒状缶胴側壁部が従来と同様又は従来より薄い肉厚であっても、フランジクラック耐性に優れるとともに、缶の外部からの突起物等が缶胴部に押し当てられたり、落下させたりして衝撃を負荷させても、缶胴側壁部に亀裂が発生することのない缶体を提供しようとするものである。
すなわち、突刺強度が高く耐突刺性が優れ、かつフランジクラック耐性に優れた缶体を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者等は、従来より薄い板厚からなる飲料缶であっても、従来品と同等又はそれ以上の突刺強度を有する耐突刺性に優れ、かつフランジクラック耐性に優れた缶体を開発すべく種々の実験研究を行い、本発明の缶体が前記目的を達成し得ることを見出した。
すなわち、本発明の樹脂被覆アルミニウム・シームレス缶体は、
絞りしごき及び/又はストレッチドロー成形されたアルミニウム・シームレス缶体であって、
缶内面及び缶外面にポリエステル樹脂層が設けられ、
該ポリエステル樹脂層は缶成形前の樹脂被覆アルミニウム板の状態で未配向であり、
缶体成形により配向結晶させられ、
該ポリエステル樹脂層の配向結晶の缶高さ方向への軸配向度を表すパラメータHが、H≧0.5であり、
該ポリエステル樹脂層の融解熱(A)が15J/g以上であることを特徴とする。
したがって、本発明の樹脂被覆アルミニウムシームレス缶体は、流通時の破胴耐性及び成形時や充填巻締め時のフランジクラック耐性に優れている。
【発明の効果】
【0010】
本発明によれば、円筒状缶胴側壁部が従来と同様又は従来より薄い肉厚であっても、従来より突刺強度が高い缶体を安価なコストで製造することができ、充填時のフランジクラック発生がなく、液漏れのない缶体を提供できる。
更に、本発明の缶体を用いた飲料缶などにおいては、その軽量化を図ることができるため、流通等における飲料缶の取り扱い性を向上させることができる。
【図面の簡単な説明】
【0011】
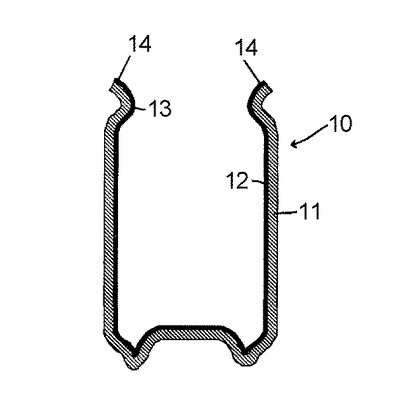
【図1】本発明の実施の形態の内面樹脂被覆アルミニウム・シームレス缶の模式断面図である。
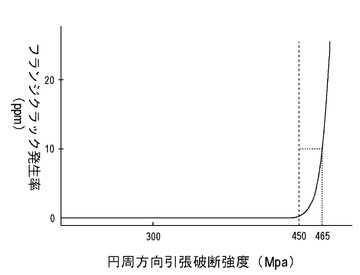
【図2】缶周方向引張強度とフランジクラック発生率の関係を示したグラフである。
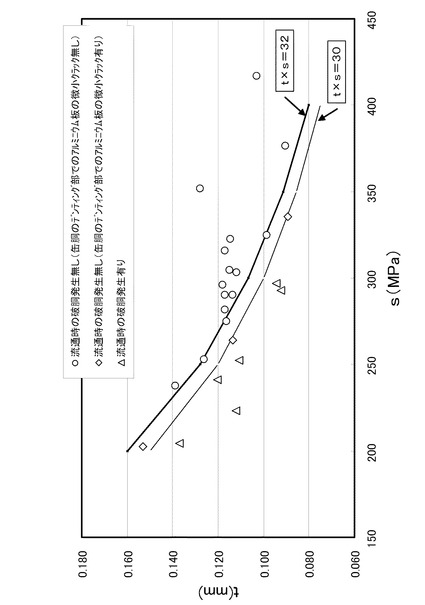
【図3】本発明の内面樹脂被覆アルミニウム・シームレス缶体のt×sの関係を説明した概略図である。
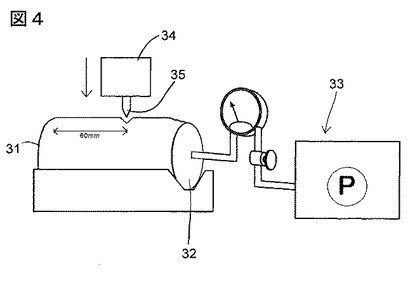
【図4】突刺強度測定方法を用いた破胴耐性を評価する説明図である。
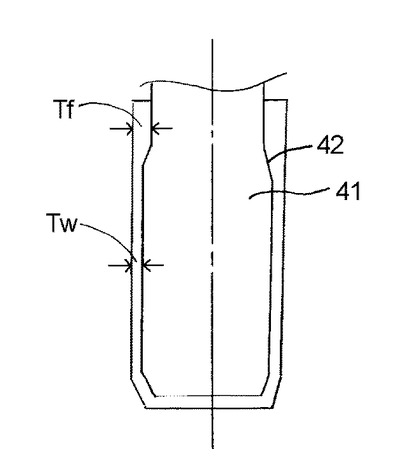
【図5】ネックイン部に相当する部位の板厚(Tf)と缶胴側壁部板厚(Tw)の説明図である。
【図6】(100)面のX線回折強度曲線である。
【図7】(−105)面のX線回折強度曲線である。
【図8】配向結晶のパラメータH、融解熱と、破胴耐性との関係を示す説明図である。
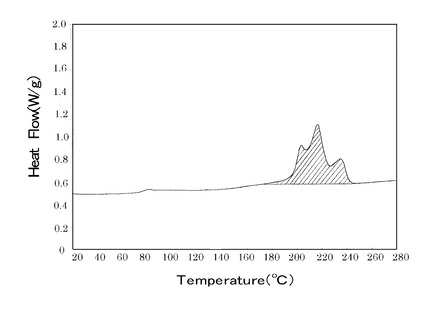
【図9】缶高さ方向で缶壁板厚の最も薄い位置でのポリエステルフィルムの融解熱測定結果である。
【発明を実施するための形態】
【0012】
以下、本発明の樹脂被覆アルミニウムシームレス缶体の実施の形態について説明する。
図1は、本発明の一実施の形態を説明する樹脂被覆アルミニウム絞りしごき缶の模式的断面図である。
図1において、10は樹脂被覆アルミニウム絞りしごき缶体、11は樹脂被覆アルミニウム絞りしごき缶体10の基体となるアルミニウム板、12は樹脂被覆アルミニウム絞りしごき缶体10の内面側に被覆された内面側樹脂層である。
13はネックイン部、14はフランジ部である。
なお、缶外面側の最外表面には、図示しない外面側樹脂層および/または印刷層、仕上げニス層が存在してもよい。
【0013】
本発明の樹脂被覆アルミニウム絞りしごき缶体10の基体となるアルミニウム板としては、各種アルミ材、例えばJIS4000に記載されている3000番台、5000番台、6000番台の合金が使用される。
【0014】
アルミニウム板の組成は、下記のものが好ましく挙げられる。
Mnはアルミニウムの再結晶温度を高め、アルミニウム中のFeを化合物として晶出状態を変化させて缶体の耐食性などを向上させることから、0.1〜1.5%(%は重量基準、以下同様)添加することが好ましい。Mnの添加量が0.1%未満であると缶体の耐食性が十分に得られず、一方、Mnの添加量が1.5%を超えると成形性が低下する。
Mgは缶体の強度、成形性、耐食性などを向上させることから、0.8〜5.0%添加することが好ましい。Mgの添加量が0.8%未満であると缶体の強度が十分に得られず、一方、Mgの添加量が5.0%を超えると成形性が低下し、割れ、しわなどが発生しやしすくなる。
Cuは缶体の強度を向上させることから、0.01〜0.8%することが好ましい。Cuの添加量が0.01%未満であるとアルミニウム缶体の耐食性が十分に得られず、一方、Cuの添加量が0.8%を超えると成形性が低下する。
SiはMgとの中間相を析出により缶体の強度、耐摩耗性などを向上させることから、0.03〜0.6%添加することが好ましい。Siの添加量が0.03%未満であるとアルミニウム缶体の強度が十分に得られず、一方、Siの添加量が0.6%を超えると絞りしごき加工時の成形性が低下する。
Feはアルミニウム中のMnを化合物として晶出状態を変化させて缶体の耐食性などを向上させることから、0.05〜0.8%添加することが好ましい。Feの添加量が0.05%未満であると缶体の強度が十分に得られず、一方、Feの添加量が0.8%を超えると成形性が低下する。
【0015】
缶体としてのアルミニウム板の厚みは、缶体強度、成形性の観点から一般に0.1〜1.00mmの範囲内にあるのがよいが、成形後の缶胴側壁部の板厚(缶胴側壁部の樹脂被覆を除いたアルミニウム最小板厚)は0.110mm以下であることが好ましい。缶胴側壁部のアルミニウム最小板厚が0.110mmを超えると絞りしごき缶あるいはストレッチドロー缶の目的である、缶胴側壁を減らしての省資源化が図れず、缶体のコスト削減につながらないからである。
【0016】
(表面処理)
アルミニウム板には、被覆樹脂との加工密着性を高めるため、その表面に表面処理を施すことができる。
このような表面処理としては、アルミニウム板を冷間圧延し、リン酸クロム酸処理、その他の有機・無機系の表面処理を浸漬またはスプレー処理で施すことができる。また、塗布型の表面処理も用いることができる。
アルミニウム板にリン酸クロム酸処理により処理皮膜を形成させる場合、積層される樹脂フィルムの加工密着性の観点から、クロム量は、トータルクロムとして5〜40mg/m2が好ましく、15〜30mg/m2の範囲がより好ましい。
【0017】
リン酸クロム酸処理等の表面処理を行わなかった場合には、樹脂フィルムの加工後の密着性が低下し、成形・洗浄後に剥離を生じることがある。金属及び酸化物を含んだトータルクロムの量が5mg/m2未満の場合にも、樹脂フィルムの加工密着性が低下し、剥離を生じる場合があり好ましくない。また、トータルクロムの量が40mg/m2を超える場合には、経済的観点、凝集破壊発生による密着性低下などの観点から好ましくない。
一方、樹脂フィルムを被覆しない側にリン酸クロム酸処理を行う場合にはトータルクロム量は、8mg/m2以下とする。
外面トータルクロム量8mg/m2を超えると色ムラを生じたり金属光沢色調が失われる。缶の外観色調として金属光沢は重要であるからである。
【0018】
表面処理被膜の形成方法として一例を挙げると、リン酸クロム酸処理皮膜の形成は、それ自体公知の手段、例えば、アルミニウム板を、苛性ソーダで脱脂と若干のエッチングを行なった後、CrO3:4g/L、H3PO4:12g/L、F:0.65g/L、残りは水のような処理液に浸漬する化学処理により行われる。
【0019】
(被覆樹脂膜)
缶内面側には、表面処理を施したアルミニウム板上に樹脂層12が形成されている。
缶体を被覆する樹脂層としての樹脂フィルム12は、2〜50μmの厚さのポリエステルフィルム,ナイロンフィルム,ポリプロピレンフィルム等、比較的透明性が高く、耐熱性に優れた熱可塑性樹脂フィルムが挙げられる。
例えば、ポリエステルフィルムとしては、エチレンテレフタレート,エチレンブチレート、エチレンイソフタレートを主たる構成成分としたものが好ましく用いられる。
【0020】
熱可塑性樹脂フィルムとしてポリエステルフィルムを使用する場合において、他の成分を共重合することもできる。
例えば、共重合するジカルボン酸成分としては、ナフタレンジカルボン酸,ジフェニルジカルボン酸,ジフェニルスルホンジカルボン酸,ジフェノキシエタンジカルボン酸,5−ナトリウムスルホイソフタル酸,フタル酸等の芳香族ジカルボン酸、シュウ酸,コハク酸,アジピン酸,セバシン酸,ダイマー酸,マレイン酸,フマル酸等の脂肪族ジカルボン酸、シクロヘキサンジカルボン酸等の脂環族ジカルボン酸、p−オキシ安息香酸等のオキシカルボン酸等が挙げられる。
【0021】
また、共重合するグリコール成分としては、プロパンジオール,ブタンジオール,ペンタンジオール,ネオペンチルグリコール等の脂肪族グリコール、シクロヘキサンジメタノール等の脂環族グリコール、ビスフェノールA,ビスフェノールS等の芳香族グリコール、ジエチレングリコール,ポリエチレングリコールなどのポリオキシエチレングリコール等が挙げられる。上記のジカルボン酸成分およびグリコール成分については、2種以上を併用することもできる。
【0022】
熱可塑性樹脂フィルムとしてナイロンフィルムを使用する場合には、ナイロン66,ナイロン610,ナイロン612等のジアミンとジカルボン酸との縮重合物、あるいは、ナイロン6,ナイロン11,ナイロン12のようなラクタムの開環重合物も用いることができる。
このような樹脂フィルム12の製造は、常法によって行うことができ、T−ダイ法やインフレーション製膜法でフィルムに成形して、所望により一軸延伸、二軸延伸等の延伸処理を行って製造することができる。
この他、樹脂フィルムへのプラズマ処理、火炎処理等のそれ自体公知の接着性向上表面処理やウレタン樹脂系、変性ポリエステル樹脂系等の接着性向上コーティング処理を行っておくことも可能である。
【0023】
本実施の形態で用いられる、樹脂層12は、ポリエチレンテレフタレート(PET)等のポリエステル樹脂から成り、しかもこの樹脂被覆は絞りしごき缶成形前の樹脂被覆アルミニウム板の状態で実質上未配向であることが好ましい。
即ち、二軸延伸フィルムラミネートのように樹脂層を延伸して配向させた後アルミニウム板にラミネートすると、引張り強さ等の機械的強度は向上するが破断伸びが減少する。従って、絞り、しごき加工等のような厳しい加工に付される場合には、未だ配向していない無延伸樹脂層の方が加工により樹脂層の破断が生じることが無く、加工性に優れているからである。
なお、二軸延伸フィルムを用いる場合には、ラミネートする際に、あるいはラミネート後に加熱して、延伸樹脂層を無配向層とすることが望ましい。
【0024】
その一方、未配向の無延伸樹脂層は延伸樹脂層に比してバリヤー性が劣るという欠点が考えられる。これを改良するために、ポリエチレンテレフタレート/イソフタレートをイソフタル酸含有量が0〜13モル%のものを表層[A]、イソフタル酸含有量が4〜20モル%のものを下層[B]とする2層構成とすることも可能である。これにより、成形後の缶では延伸樹脂層とほぼ同様のバリヤー性を有するものとすることが可能となる。
【0025】
樹脂被覆アルミニウム絞りしごき缶10は、このような樹脂被覆アルミニウム板を素材として絞り成形、ストレッチ成形やしごき成形等によって成形されるため、樹脂は配向して結晶化し強度が上昇し、延伸フィルムを用いた場合と同様にバリヤー性が向上し耐食性や耐デント性、耐工具疵つき性が向上する。
【0026】
本発明においては、上述した樹脂被覆金属板上の樹脂層の厚みは、缶体の外面及び/又は内面に樹脂が被覆されている場合は、そのトータルの厚みが、缶の流通時の破胴耐性を保持する観点から最薄部において2μm以上あることが好ましく、特に5μm以上あることが好ましい。
一方、厚みの上限は、経済性の点から50μm以下とすることが好ましく、特に25μm以下とすることが好ましい。
【0027】
(アルミニウム条(板)への樹脂の被覆)
缶体を製造する時に使用する樹脂被覆アルミニウム板の製造は、公知の方法により製造することができるが、好適には、キャストフィルムのラミネーション、押出コート法により樹脂層をアルミニウム板上へ直接被覆する方法などが挙げられる。また所望により、共押出コート法を用い、2層の樹脂層をアルミニウム板へ被覆することもできる。
【0028】
(フランジクラック耐性−引張破断強度)
発明者らが鋭意検討した結果、後述するようにフランジクラック耐性は、缶胴側壁部の樹脂被覆を除くアルミニウム板の缶周方向に測定した引張破断強度(MPa)と相関していることが分った。缶周方向とは缶体の缶高さ方向と直角の、缶胴の円周方向をいう。
缶体と蓋との巻締めは、所定の形態に加工された蓋のカール部と缶胴部開口部に形成されたフランジ部14とを、巻締めロールにより外方から抱き合わせるように巻き込んで、更に巻締め部を外方から圧着することにより、蓋と缶とを接合させる。
この巻締め工程は、まず缶底部を保持するリフターが上昇し、蓋を装着された缶がシーミングチャックにあたり、缶軸方向に押圧力をかけ、その後巻締めロールが巻締め部を圧着することにより行われる。
この缶軸方向の押圧力により、缶のフランジ部14には円周方向への引張応力がかかるため、フランジ部14の加工性が乏しい場合、フランジクラックが発生し、密封性が低下し内容物が漏洩するおそれがある。
図2に示すように、この円周方向の引張破断強度が450MPaを超えると内容物の充填巻締め時にフランジクラックが発生し、漏洩する確率が高くなる。したがって、本発明では、この円周方向の引張破断強度を450MPa以下に規定することが重要である。
【0029】
(最小部板厚t×引張強度s)
流通時に缶胴が破胴した缶を集めて、破胴形態を詳細に観察した結果、破胴部の大部分は、破胴の起点になっていると考えられる小さな凹部が存在し、その部分を中心として破胴部分が菱形に変形していた。また、破胴はその菱形の缶胴円周方向の一対角線に略沿った線状の亀裂の伝播により生じていることが分かった。このことより、破胴は以下の機構で発生するものと考えられる。
(1)缶胴側壁部に突起物の先端部が当接する。
(2)当接した箇所の缶胴側壁部が塑性変形する。
(3)突起物先端を頂点として、缶胴側壁部円周方向に一対角線を持つ菱形状の凹みが発生する。
(4)突起物先端に対する変形抵抗が樹脂被覆アルミニウム板の強度を超えたとき、前記一対角線に沿って、すなわち缶胴側壁部円周方向に亀裂が伝播して破胴する。
【0030】
上記のような推測から、次のような結論が導かれる。
すなわち、流通時に缶胴が破胴するか否かは、缶高さ方向の引張強度が大きく関係していることが予想される。そこで、缶胴側壁部について、種々の方向に引張強度sを測定し、t×sと破胴の相関関係を求めたところ、缶高さ方向の引張強度を採用すると最も相関が強いことが分かった。
ここで、tは熱可塑性樹脂層を含む缶胴側壁部の最小部板厚(mm)をいい、sは熱可塑性樹脂層を含む缶胴側壁部の引張強度(Mpa)をいう。
図3に示すように、本発明の缶体において、缶胴の破胴耐性は缶胴の熱可塑性樹脂層を含む缶胴側壁部板厚tと、熱可塑性樹脂層を含む缶胴側壁部の引張強度sとの積に相関関係が有ることが分かる。
すなわち、t×sを大きくすることにより流通時の破胴耐性を向上させることにより破胴を防止することができる。図3から、t×s≧30の範囲にある缶体が良好な破胴耐性を示し、より好ましい範囲としてはt×s≧32である。
t×sは下記のような方法により上昇させることができる。
(1)アルミニウム板の成分変更、すなわち、添加元素Cu、Mn、Mg等の成分量を増加させ、アルミニウム板の強度を向上させる。
(2)アルミニウム板製造工程において冷間圧延率を大きくし、加工硬化量を増加させ、アルミニウム板強度を上げる。
(3)アルミニウム板が加工前に受ける熱量及び加工後に受ける熱量の両方あるいはいずれかを小さくし、アルミニウム板の回復、再結晶化による強度低下量を小さくする。
(4)製缶工程における、絞り成形、ストレッチ成形やしごき成形により、熱可塑性樹脂を配向結晶化させ、樹脂の強度を上げる。
(5)絞りしごき成形の加工量(側壁リダクション率)を大きくし、アルミニウム加工硬化量を増加させる。
【0031】
(熱可塑性樹脂の配向結晶化)
本発明において、缶体の缶胴部内側及び/又は外側に積層されているポリエステル樹脂は、面又は軸配向結晶化していることが重要である。このような配向結晶化により、ポリエステル樹脂の強度が向上し、流通時の缶胴部の破胴耐性を高めることができる。
熱可塑性樹脂の配向結晶化は、樹脂被覆アルミニウム板を缶体に成形する際の加工法である、絞りしごき及び/又はストレッチドロー成形により、実施することができる。
また、熱可塑性樹脂が被覆されていないアルミニウム缶体を成形後に、その内面及び/又は外面に樹脂フィルムを後被覆する場合においては、溶融押出し熱可塑性樹脂フィルムを縦横方向に二軸延伸して配向結晶化させたものを予め準備しておく。
【0032】
(缶体の製造)
次に、本実施の形態の缶体10の製造方法について説明する。アルミニウム板に熱可塑性樹脂を被覆した板を用いて、これを円盤状に打ち抜いてブランク材として、絞りしごき成形又は/及びストレッチドロー成形を行い、円筒形状に成形する。その際、側壁を薄肉化することにより使用材料が低減でき、コストダウンが可能である。
ここで、まずストレッチドロー成形による缶体の製造方法について説明する。ストレッチドロー成形とは、金属カップより、ポンチ、皺押さえ具及びダイスを用いて、比較的細長いシームレス缶体を製造する方法において、皺押さえ具を金属カップに挿入し、皺押さえ具で金属カップ底部をダイス平面部に対して押さえつつ、ポンチをダイスのキャビティ内に前進させて、金属カップの側壁部外面を、ダイス平面部、ダイスの曲率半径の小さい加工コーナーに密着させながら、加工コーナーにおける曲げ延伸により側壁部の板厚を減少させ、次いで側壁部をキャビティ内部との協同により側壁部の板厚をより減少させる加工法をいう。
また、前期ストレッチドロー成形の際に、ダイスとポンチのクリアランスによりしごき成形を付与することもできる。
【0033】
このように成形した缶体は、缶高さを均一にするようトリミングが行われる。また、必要に応じて、成形の際の潤滑剤除去のための缶体洗浄若しくは熱処理を行う。
その後、通常外面印刷のため、インキ及び仕上げニスをコートし、これらインキ、仕上げニスを硬化させるため焼き付けが行われ、この後、ネックイン加工により缶胴開口部口元の径を縮めてネックイン部13を形成し、所定の径とした後、フランジ加工により先端部に蓋を巻締める為のフランジ部14を形成する。
【0034】
次に絞りしごき成形による缶体の製造方法について説明する。
(カッピング)
前記樹脂被覆アルミニウム板に潤滑剤を塗布し、カッピング・プレスで打抜き、絞り加工法により、絞りカップが高速で形成される。
【0035】
(絞りしごき缶体の成形)
上述のように、絞りカップ成形後、缶胴部の薄肉化加工を行う。
本実施の形態では、樹脂被覆アルミニウム絞りしごき缶体10は、上述したアルミニウム板の樹脂12被覆面が缶内面側に形成されるようにして、絞りしごき加工(DI加工)等の従来公知の手段に付すことによって製造される。
絞りしごき加工(DI加工)の方法としては、しごきポンチを用いて一段階もしくは数段階しごき加工する方法により、本発明の樹脂被覆アルミニウム・シームレス缶体10を製造することができる。
【0036】
上記絞り−しごき加工のカップ成形→しごき加工の一連の加工は、下記のような条件下で行うことが好ましい。
ブランク径…70〜300mm
絞り条件…絞り比:1.1〜3.0
しごき率…50〜85%
【0037】
しごき加工に際しては、下記の式で定義されるしごき率RIが50〜85%の厚みになるように薄肉化することが好ましい。
RI=((tB−tW)/tB)×100
なお、前記式において、tBはアルミニウム板素板厚みであり、tWは絞りしごき缶側壁部のアルミニウム板厚みである。
【0038】
絞り成形及びしごき成形に際して、アルミニウム板又は樹脂被覆アルミニウム板、或いは更に絞りカップに、各種潤滑剤、例えば流動パラフィン、合成パラフィン、食用油、水添食用油、パーム油、各種天然ワックス、ポリエチレンワックス、合成エステル、鉱物油等を塗布して成形を行うことができる。
【0039】
潤滑剤の塗布量は、その種類によっても相違するが、一般に片面について10〜6000mg/m2、潤滑剤の塗布は、これを溶融状態、又は水溶液や原液状態で表面にスプレー塗布あるいはロール塗布することにより行われる。
しごき成形は、絞りカップにクーラントをかけて潤滑と冷却とを行いながら、再絞りと数段のしごき加工で行われる。また、両面に熱可塑性樹脂を被覆している場合には、クーラントをかけることなく再絞りと数段のしごき加工を行うことができる。
【0040】
上記のようにして本発明の樹脂被覆アルミニウム・シームレス缶体を製造後、洗浄、乾燥を行い、缶外面となる側に印刷、仕上げニスを施し、ネッキング、フランジングして缶体を完成させる。
また、熱可塑性樹脂を被覆していないアルミニウム板を用い、前記の方法にて円筒形状に成形・洗浄後、熱可塑性樹脂フィルムを成形後の缶に被覆する方法もある。この後被覆方法により、アルミニウム板素板を用いて成形したアルミニウム缶体缶胴部外面に、熱可塑性樹脂フィルムを被覆することができる。また、この熱可塑性樹脂フィルムに印刷をしておけば、印刷ラベルとして用いることもできる。
また、熱可塑性樹脂被覆アルミニウム板を用いて成形した缶体外面に、熱可塑性樹脂フィルムを重ねて被覆することも可能である。この場合は、缶の破胴耐性がさらに向上する。
【0041】
(実施例)
以下、本発明を実施例によりさらに詳しく説明するが、これらの説明は実施例の説明のためのものであり、いかなる意味においても以下の例に限定されるものではない。
【0042】
(評価及び測定方法)
片面にポリエステル樹脂を被覆したアルミニウム板を、カッピング・プレスで、打抜き、絞り加工法により成形した絞りカップを、
しごきポンチ径:65.8mmφ
総しごき率:62〜64%(3段アイアニング)
の条件でしごき加工し、缶体内面にポリエステル樹脂を被覆したアルミニウム絞りしごき缶体を作製した。この絞りしごき缶体を用いて次の評価を行った。
【0043】
(1)缶胴側壁部の突刺強度の測定
流通時の破胴発生状況と下記測定法による突刺強度とは良い相関があったので、以下に説明する缶胴側壁部の突刺強度測定方法を用いて破胴耐性を評価した。蓋を取付けた内容量が350ml缶又は500ml缶の供試缶31に、水をそれぞれ350ml、500ml充填した後、図4に示すようにして、缶開口部32にエアーで内圧が付与できる装置33をセットし、ビール缶の内圧と同等の内圧190kPaを付与した。
次に、圧縮試験機34に突刺し針35を装着し、突刺し針35が缶高さ方向で缶胴側壁部板厚の最も薄い位置(実施例では缶底から60mmの位置)となるよう供試缶31をセットし、缶胴側壁部突刺強度を測定した。突刺し針35の先端の半径は2.25mmとし、突刺し針35の下降速度は200mm/minとした。
尚、100万缶レベルの流通時の破胴発生状況と突き刺し強度の関係は次のようであった。突刺し強度が88N未満の缶体では破胴が発生し、突刺し強度が88N以上の缶体では破胴は発生しなくなる。但し、突刺し強度が88N以上の缶体でも、突刺し強度が88N以上、92N未満の範囲の缶体では、流通時、缶胴にデンティングを受けたものの一部にアルミニウム板に破胴の起点となる微小なクラックが存在した。
【0044】
(2)フランジクラックの評価
各実施例の缶体について、各々30万缶にビールを充填し、フランジクラックによる漏洩を確認し、充填時のフランジクラック発生率を調査した。
【0045】
(3)缶胴側壁部の引張強度sの測定
引張強度sを測定するための引張試験片サイズはJIS6号試験片を用いて行った。通常、缶胴側壁部の形状は、図5に示すように、ネックイン加工時のしわ発生防止のため、絞りしごき成形におけるポンチ41に段差42がつけられているので、ネックイン部に相当する部位の板厚(Tf)が缶胴側壁部板厚(Tw)より大きく設定されている。したがって、流通時の破胴の殆どは、板厚の小さい缶胴側壁部で発生していた。
そのため、引張強度sを測定するための引張試験片は、缶高さ方向で缶胴側壁部板厚(Tw)の最も薄い位置(実施例では缶底から60mmの位置)において、引張方向が缶軸方向(缶高さ方向)となるよう切り出した。板厚はマイクロメーターで測定した。引張試験速度は1mm/minで行った。
【0046】
(4)ポリエステル樹脂層の配向結晶の測定
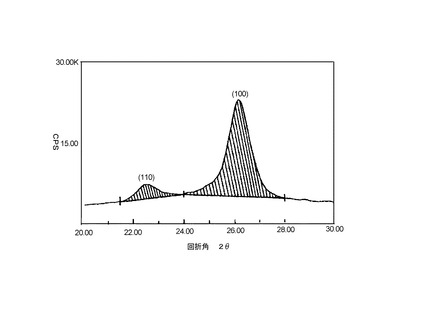
一般に樹脂フィルムの配向結晶の存在状態は、X線回折測定により把握することが可能であり、面配向結晶については(100)面のX線回折強度を測定し、1軸配向結晶については(−105)面のX線回折強度を測定した。
本実施例においては、ポリエステル樹脂表面に平行な(100)面のX線回折測定、もしくはC軸と法線が約8〜10度傾いている(−105)面のX線回折測定を行うことにより、ポリエステル結晶の配向状態を測定した。
ここで、C軸は分子鎖の方向にあり、缶体のしごき成形により缶高さ方向にC軸が揃い、(−105)面の法線と(8°〜10°傾いているが)ほぼ同じ向きにあり、この(−105)面の存在状態を測定することによりC軸の向き、すなわち1軸配向結晶の状態を知ることが可能となる。
また、面配向については、ベンゼン環を含む(100)面が樹脂フィルム表面に平行となり、この(100)面の存在状態を測定することにより、面配向結晶の状態を知ることが可能となる。
【0047】
(a)面配向の測定
ポリエステル樹脂を被覆した缶体について、缶高さ方向で缶壁板厚の最も薄い位置(実施例では缶底から60mmの位置)を切り出し、X線回折装置に反射法でセットした。このとき、入射角θと反射角θがフィルム面法線に対して対称になるようにした。
次に、回折角2θを20〜30°間で2°/分の速度で走査し、下記X線回折条件で横軸に回折角度、縦軸にX線回折強度としたX線回折強度曲線を得た。
このときのX線回折条件は、下記のようにした。
ターゲット:Cu、管球電圧30kV、管球電流100mA、発散スリット:0.5°、検出スリット0.15mmに設定し、X線回折強度曲線を得た。
図6に示すように、(110面)の回折ピークが回折角2θで22.5°付近に、(100面)の回折ピークが回折角2θで26°付近に認められた。
このポリエステル樹脂を被覆した缶体から得られた(100)面のピーク強度/(110)面のピーク強度の値が、配向性をもたない球晶構造の同一のポリエステル樹脂から得られた(100)面のピーク強度/(110)面のピーク強度の値より大きければ、ポリエステル樹脂の結晶がフィルム面と平行に面配向していると判断できる。
【0048】
(b)軸配向の測定
ポリエステル樹脂を被覆した缶体について、缶高さ方向で缶壁板厚の最も薄い位置(実施例では缶底から60mmの位置)を切り出し後、希塩酸に浸せきしアルミニウムを溶解させ、ポリエステルフィルムを取り出し、水洗・乾燥後、X線回折装置にポリエステルフィルムを透過法でセットした。
このとき、θ=2θ=0度の状態でX線入射ビームに対しポリエステルフィルムが垂直になるようにした。
次に、X線回折角度2θをPET系ポリエステル樹脂の(−105)面の回折角度42.9度にセットした。
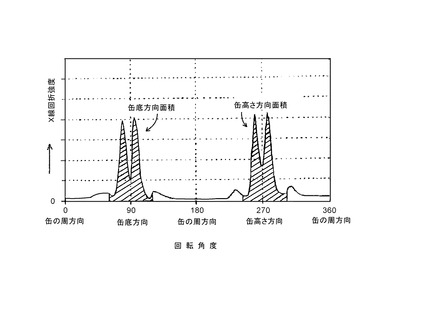
ポリエステル樹脂フィルムをX線回折測定面における膜法線を軸として0.5度/秒の速度で0〜360度回転させ、下記X線回折条件で横軸に回転角度、縦軸にX線回折強度とした(−105)X線回折強度曲線を得た。
ここで、回転角度0及び180度を缶の周方向、90度を缶底方向、270度を缶高さ方向に対応させた。
このときのX線回折条件は以下のように設定して、X線回折強度曲線を得、これをバックグランドとした。
ターゲット:Cu、管球電圧40kV、管球電流40mA、発散スリット:1°、検出スリット0.3mm、X線回折角度2θ=45.0度
次に、X線回折角度2θ=42.9度に設定して、PET系ポリエステル樹脂の(−105)結晶面のX線回折強度曲線を得た。
2θ=42.9度X線回折強度曲線から2θ=45.0度のX線回折強度曲線を減算することにより、(−105)結晶面の回折強度曲線が得られる(図7参照)。
図7に示すように、(−105)面の回折強度にピークが認められれば、配向結晶が存在がすることがわかり、特に回転角度90±30度、270度±30度にピークが認められれば、結晶が缶高さ方向に軸配向していると判断できる。
【0049】
(5)配向結晶のパラメータH
図7のX線回折強度曲線図において、
X:回転角0〜360度における(−105)面回折強度の全面積
Y:回転角90±30度の範囲面積と、270±30度の範囲面積を合計した面積
とすると、配向結晶のパラメータHは、
H=Y/X、と定義される。
本発明においては、パラメータHが0.5以上であることが好ましい。
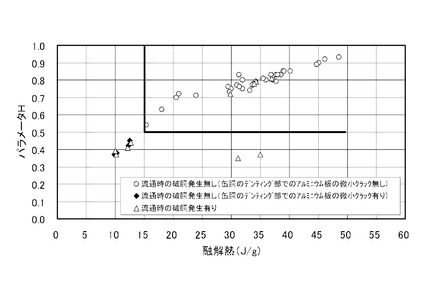
図8に示すように、缶内面及び/又は缶外面にポリエステル樹脂層が設けられたアルミニウム・シームレス缶体であって、流通時の破胴発生の無い缶について見ると、該ポリエステル樹脂層が配向結晶を含み、該ポリエステル樹脂層の配向結晶の缶高さ方向への軸配向度を表すパラメータHが、H≧0.5で、該ポリエステル樹脂層の融解熱(A)が15J/g以上とすることにより、
缶胴にデンティングを受けてもアルミニウム板に破胴の起点となる微小なクラックが発生せず、
流通時の破胴耐性により一層優れた樹脂被覆アルミニウム・シームレス缶体を提供することができる。
ここで、融解熱は樹脂のトータルの結晶化度を表し、パラメータHは結晶化したもののうち、缶軸方向に配向しているものを表す。
H≧0.5とするには、缶体成形時において、被覆樹脂を缶軸方向に配向結晶化させることが必要であり、このためにアイアニング成形やストレッチドロー成形を用いることが有用である。
(6)融解熱(A)の測定
図8に示した融解熱(A)の測定は、ポリエステル樹脂を被覆した缶体について、缶高さ方向で缶壁板厚の最も薄い位置(実施例では缶底から60mmの位置)を切り出し後、希塩酸に浸せきしアルミニウムを溶解させ、ポリエステルフィルムを取り出し、水洗・乾燥後、示差走査熱量計(DSC)で、20℃/分の速度で昇温し、融解熱を測定した(図9参照)。
【0050】
(実施例1)
基板として、板厚0.3mmのアルミニウム板を用いた。
基板の組成は、Mn:1.1重量%、Mg:1.1重量%、Cu:0.19重量%、Si:0.30重量%、Fe:0.43重量%、残部がAlであった。
この基板の表面に、金属クロム換算で、クロム量が20mg/m2となるリン酸クロム酸処理を施し、この基板の片面に、共重合成分としてイソフタル酸量が10モル%を含むポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂の無延伸フィルム(5μm厚)を、缶内面に相当する面に250℃の温度でラミネートし、熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、常法により表1に示すような板厚となるように絞りしごき成形を行い、開口端耳部のトリミングの後、缶体の洗浄・乾燥、外面印刷、200℃での焼付けの後、ネックイン部を形成し、内容量350mlの熱可塑性樹脂被覆缶体を作製した。
【0051】
(実施例2)
基板として、板厚0.28mmのアルミニウム板を用いた。
この基板の表面に、金属クロム換算で、クロム量が20mg/m2となるリン酸クロム酸処理を施し、
缶内面に相当する面の膜厚が16μm、缶外面に相当する面の膜厚が16μmのポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムをラミネートした。
上記以外は実施例1と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように絞りしごき成形を行い、開口端耳部のトリミング、200℃での熱処理、外面印刷、200℃での焼付けの後、ネックイン部を形成し、内容量350mlの熱可塑性樹脂被覆缶体を作製した。
【0052】
(実施例3)
基板として、板厚0.25mmのアルミニウム板を用いた。
この基板の表面に、缶内面に相当する面の膜厚が40μm、缶外面に相当する面の膜厚が16μmのポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムをラミネートした。上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0053】
(実施例4)
基板としてアルミニウム板を用いた。この基板の表面に、缶内面に相当する面の膜厚が32μm、缶外面に相当する面の膜厚が11μmのポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムをラミネートした。
この共重合樹脂フィルムはイソフタル酸量が30モル%であった。上記以外は実施例3と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0054】
(実施例5)
基板として、その組成が、Mn:0.4重量%、Mg:4.6重量%、Cu:0.04重量%、Si:0.12重量%、Fe:0.25重量%、残部がAlのアルミニウム板を用いた。
その表面に、缶内面に相当する面の膜厚が32μm、缶外面に相当する面の膜厚が32μmのポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムをラミネートした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように絞りしごき成形を行い、トリミングの後、200℃での熱処理、外面印刷、200℃での焼付けの後、ネックイン部を形成し、内容量500mlの熱可塑性樹脂被覆アルミニウム缶体を作製した。
【0055】
(実施例6)
基板として、板厚0.25mmのアルミニウム板を用いた。
この基板の表面に、缶内面に相当する面の膜厚が16μm、缶外面に相当する面の膜厚が16μmの、ポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムをラミネートした。上記以外は実施例5と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0056】
(実施例7)
基板として、アルミニウム板を用いた。
この基板の表面に、缶内面に相当する面の膜厚が16μm、缶外面に相当する面の膜厚が32μmの、ポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムをラミネートした。
この共重合樹脂フィルムはイソフタル酸量が30モル%であった。
上記以外は実施例6と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0057】
(実施例8)
基板として、板厚0.25mmのアルミニウム板を用いた。
基板の組成が、Mn:0.5重量%、Mg:5.0重量%、Cu:0.05重量%、Si:0.10重量%、Fe:0.29重量%、残部がAlのアルミニウム板を用いた。
この基板の表面に、缶内面に相当する面の膜厚が16μm、缶外面に相当する面の膜厚が5μmの、ポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムをラミネートした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0058】
(実施例9)
基板として、板厚0.28mmのアルミニウム板を用いた。
基板の組成が、Mn:1.1重量%、Mg:1.1重量%、Cu:0.19重量%、Si:0.30重量%、Fe:0.43重量%、残部がAlのアルミニウム板を用いた。
このアルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように絞りしごき成形を行った。
トリミング、缶の洗浄・乾燥を行い、熱硬化性塗料を内面側にスプレーし200℃で焼付けした後、缶と接着する側にウレタン系接着剤が塗布された膜厚が50μmのポリエチレンフィルムを缶外面側に熱圧着させ、缶外面全体をポリエチレンフィルムで被覆した後ネックイン部を形成し、熱可塑性樹脂被覆缶体を作製した。
【0059】
(実施例10)
基板として、アルミニウム板を用いた。
この基板の両面に、膜厚が5μmの無延伸樹脂フィルムをラミネートした。
樹脂フィルムの共重合成分としてナフタレンジカルボン酸を8モル%含むPET/NDC共重合樹脂を用いた。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0060】
(実施例11)
基板として、アルミニウム板を用いた。
この基板の両面に、
無延伸フィルムの表層にポリエチレンテレフタレートの共重合成分としてイソフタル酸量が5モル%、膜厚が4μmで、下層にポリエチレンテレフタレートの共重合成分としてイソフタル酸量が15モル%、膜厚が12μmである2層構造の共重合樹脂フィルムをラミネートした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0061】
(実施例12)
基板として、アルミニウム板を用いた。
この基板の両面に、
無延伸フィルムの表層にポリエチレンテレフタレートの共重合成分としてイソフタル酸量が5モル%、膜厚が12μmで、下層にポリエチレンテレフタレートの共重合成分としてイソフタル酸量が15モル%、膜厚が4μmである2層構造の共重合樹脂フィルムをラミネートした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0062】
(実施例13)
基板として、アルミニウム板を用いた。
この基板の缶内面に相当する面には、下記の2層構造の共重合樹脂フィルムをラミネートした。
無延伸フィルムの表層は、ポリエチレンテレフタレートの共重合成分としてナフタレンジカルボン酸量を3モル%とし、膜厚を5μmとした。
無延伸フィルムの下層は、ポリエチレンテレフタレートの共重合成分としてナフタレンジカルボン酸量を8モル%とし、膜厚を5μmとした。
また、この基板の缶外面に相当する面には、下記の2層構造の共重合樹脂フィルムをラミネートした。
無延伸フィルムの表層は、ポリエチレンテレフタレートの共重合成分としてナフタレンジカルボン酸量を5モル%とし、膜厚を5μmとした。
無延伸フィルムの下層は、ポリエチレンテレフタレートの共重合成分としてナフタレンジカルボン酸量を10モル%とし、膜厚を5μmとした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0063】
(実施例14)
基板として、アルミニウム板を用いた。
この基板の両面に、下記の3層構造の共重合ホワイト樹脂フィルムをラミネートした。
無延伸フィルムの表層は、ポリエチレンテレフタレートの共重合成分としてイソフタル酸量を5モル%とし、膜厚を5μmとした。
無延伸フィルムの中間層は、イソフタル酸量が5モル%であるポリエチレンテレフタレート共重合樹脂に、酸化チタンを30重量%含有させ、膜厚を20μmとした。
無延伸フィルムの下層は、イソフタル酸量が15モル%であるポリエチレンテレフタレート共重合樹脂に、酸化チタンを5重量%含有させ、膜厚を5μmとした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0064】
(実施例15)
基板として、アルミニウム板を用いた。
この基板の缶内面に相当する面には、下記の2層構造の共重合樹脂フィルムをラミネートした。
無延伸フィルムの表層は、ポリエチレンテレフタレートの共重合成分としてナフタレンジカルボン酸量を3モル%とし、膜厚を20μmとした。
無延伸フィルムの下層は、ポリエチレンテレフタレートの共重合成分としてイソフタル酸量を12モル%とし、膜厚を30μmとした。
また、この基板の缶外面に相当する面には、下記の2層構造の共重合樹脂フィルムをラミネートした。
無延伸フィルムの表層は、ポリエチレンテレフタレートの共重合成分としてイソフタル酸量を5モル%とし、膜厚を15μmとした。
無延伸フィルムの下層は、ポリエチレンテレフタレートの共重合成分としてナフタレンジカルボン酸量を10モル%とし、膜厚を25μmとした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0065】
(実施例16)
基板として、アルミニウム板を用いた。
この基板の缶内面に相当する面には、下記の3層構造の共重合樹脂フィルムをラミネートした。
無延伸フィルムの表層は、膜厚を3μmとし、イソフタル酸量が5モル%のポリエチレンテレフタレートの共重合樹脂とした。
中間層は、膜厚を8μmとし、イソフタル酸量が5モル%であるポリエチレンテレフタレート共重合樹脂に、アイオノマー樹脂を18重量%、トコフェロールを0.5重量%含有したものとした。
下層は、膜厚を5μmとし、イソフタル酸量が15モル%であるポリエチレンテレフタレート共重合樹脂に、アイオノマー樹脂を18重量%、トコフェロールを1%含有したものとした。
また、この基板の缶外面に相当する面には、下記の共重合樹脂フィルムをラミネートした。
無延伸フィルムのポリエチレンテレフタレート共重合成分としてイソフタル酸量を10モル%とし、膜厚を16μmとした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0066】
(実施例17)
基板として、アルミニウム板を用いた。
この基板の缶内面に相当する面には、下記の2層構造の共重合樹脂フィルムをラミネートした。
無延伸フィルムの表層は、膜厚を4μmとし、イソフタル酸量が5モル%のポリエチレンテレフタレート共重合樹脂とした。
下層は、膜厚を8μmとし、イソフタル酸量が15モル%であるポリエチレンテレフタレート共重合樹脂に、PBT樹脂を34重量%、オレフィンを15%含有したものとした。
また、この基板の缶外面に相当する面には、下記の2層構造の共重合樹脂フィルムをラミネートした。
無延伸フィルムの表層は、ポリエチレンテレフタレート共重合成分としてイソフタル酸量を5モル%とし、膜厚を3μmとした。
下層は、ポリエチレンテレフタレート共重合成分としてイソフタル酸量を15モル%とし、膜厚を5μmとした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0067】
(実施例18)
基板として、アルミニウム板を用いた。
この基板の缶内面に相当する面には、下記の共重合樹脂フィルムをラミネートした。
缶内面用のフィルムは、膜厚を16μmとし、イソフタル酸量が5モル%であるポリエチレンテレフタレート共重合樹脂に、PBT樹脂を30重量%含有させた、2軸延伸共重合樹脂フィルムを用いた。
また、この基板の缶外面に相当する面には、下記の共重合樹脂フィルムをラミネートした。
缶外面用のフィルムは、膜厚を16μmとし、イソフタル酸量が12モル%であるポリエチレンテレフタレート共重合の2軸延伸共重合樹脂フィルムを用いた。
ラミネート時の金属板温度は、280℃とした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0068】
(実施例19)
基板として、アルミニウム板を用いた。
この基板の両面に、下記の共重合樹脂フィルムをラミネートした。
すなわち、膜厚を16μmとし、イソフタル酸量が12モル%であるポリエチレンテレフタレート共重合の2軸延伸共重合樹脂フィルムを用いた。
ラミネート時の金属板温度は、270℃とした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0069】
(実施例20)
基板として、アルミニウム板を用いた。
この基板の両面に、下記の共重合樹脂フィルムをラミネートした。
膜厚を13μmとし、イソフタル酸量が12モル%であるポリエチレンテレフタレート共重合樹脂に、酸化チタンを20重量%含有させた2軸延伸共重合樹脂フィルムとした。
ラミネート時の金属板温度は、270℃とした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0070】
(結果)
上記のようにして作製した実施例1〜20の缶体について、缶胴側壁部アルミニウム板厚の測定、缶胴側壁部のアルミニウム板の缶周方向引張破断強度の測定(缶胴側壁部円周方向アルミ引張強度)、缶胴側壁部板厚(熱可塑性樹脂含む)tの測定、缶胴側壁部缶高さ方向の引張強度(熱可塑性樹脂含む)sの測定、熱可塑性樹脂層の配向結晶の測定、
パラメータH、融解熱、缶胴突刺強度の測定、内容物充填時のフランジクラック発生率の評価を行った。それらの結果を表1〜表3に示す。
【0071】
(比較例1)
アルミニウム板の組成が、Mn:0.8重量%、Mg:0.8重量%、Cu:0.19重量%、Si:0.29重量%、Fe:0.50重量%、残部がAlのアルミニウム板を用いた。
このアルミニウム板にラミネートしたポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムの膜厚は、缶内面に相当する面の膜厚を5μmとし、缶外面に相当する面の膜厚を16μmとした。
上記以外は実施例2と同様の条件で板を作製した。この板を表1に示すような板厚となるよう実施例2と同様の条件で缶体を作製した。
【0072】
(比較例2)
板厚0.25mmのアルミニウム板を用いた。アルミニウム板にラミネートしたポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムの膜厚は、缶内面に相当する面を32μmとし、缶外面に相当する面を16μmとした。
上記以外は比較例1と同様の条件で板を作製した。
この板を表1に示すような板厚となるよう実施例2と同様の条件で缶体を作製した。
【0073】
(比較例3)
アルミニウム板にラミネートしたポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムの膜厚は、缶内面に相当する面を16μmとし、缶外面に相当する面を5μmとした。上記以外は実施例4と同様の条件で板を作製した。この板を表1に示すような板厚となるよう実施例2と同様の条件で缶体を作製した。
【0074】
(比較例4)
板厚が0.28mmのアルミニウム板を用いた。アルミニウム板の組成は、Mn:1.1重量%、Mg:1.1重量%、Cu:0.19重量%、Si:0.30重量%、Fe:0.43重量%、残部がAlであった。
上記アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるよう絞りしごき成形を行った。トリミング、缶体の洗浄・乾燥、外面印刷を行い、熱硬化性塗料を内面側にスプレーし200℃で焼付けした後、ネックイン部を形成し缶体を作製した。
【0075】
(比較例5)
板厚が0.25mmのアルミニウム板を用いた。上記以外は、実施例9と同様の条件で板を作製した。この板を表1に示すような板厚となるよう絞りしごき成形を行った。トリミング、缶の洗浄・乾燥を行い、熱硬化性塗料を内面側にスプレーし200℃で焼付けした後、缶と接着する側にウレタン系接着剤が塗布された膜厚が50μmのポリエチレンフィルムを缶外面側に熱圧着させ、缶外面全体をポリエチレンフィルムで被覆した後ネックイン部を形成し、熱可塑性樹脂被覆缶体を作製した。
【0076】
(比較例6)
組成が、Mn:0.5重量%、Mg:5.3重量%、Cu:0.10重量%、Si:0.15重量%、Fe:0.33重量%、残部がAlであるアルミニウム板を用いた。
上記以外は実施例2と同様の条件で板を作製した。この板を表1に示すような板厚となるよう実施例2と同様の条件で缶体を作製した。
【0077】
(比較例7)
ポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムのイソフタル酸量を30モル%とし、フィルムの膜厚が缶内面に相当する面が10μmとし、缶外面に相当する面を8μmとした。
上記以外は実施例3と同様の条件で板を作製し、表1に示すような板厚となるよう実施例2と同様の条件で缶体を作製した。
【0078】
(比較例8)
実施例11と同様の条件で板を作製し、この板を円盤状に打ち抜き、その後、表1に示すような板厚となるよう絞りしごき成形を行った。開口端耳部をトリミングの後、250℃での熱処理して、樹脂被覆をアモルファス化した。外面印刷、200℃での焼付けの後、ネックイン部を形成し、内容量350mlの熱可塑性樹脂被覆缶体を作製した。
【0079】
(結果)
上記のようにして作製した比較例1〜8の缶体について、
缶胴側壁部アルミニウム板厚の測定、缶胴側壁部のアルミニウム板の缶周方向引張破断強度の測定(缶胴側壁部円周方向アルミ引張強度)、缶胴側壁部板厚(熱可塑性樹脂含む)tの測定、缶胴側壁部缶高さ方向の引張強度(熱可塑性樹脂含む)sの測定、熱可塑性樹脂層の配向結晶の測定、内容物充填時のフランジクラック発生率の評価を行った。それらの結果を表1〜表3に示す。
【0080】
【表1】

【0081】
【表2】
【0082】
【表3】
【0083】
(評価結果)
(1)本発明の実施例1〜20の缶体は、缶胴側壁部突刺強度の測定で得られた突刺強度が88N以上であり、流通において破胴が発生しなかった(破胴耐性に優れている)。
(2)実施例4,7の缶体は、パラメータHと融解熱の値が、それぞれ0.5未満、15J/g未満であり、ポリエステル樹脂が配向結晶化していないものである。突刺強度はそれぞれ、88N、89Nで、流通時に破胴は発生しなかったが、缶胴のデンティング部でアルミニウム板に微小なクラックが発生しているものが認められた。
一方、実施例1〜3、5、6、8、10〜20の缶体は、ポリエステル樹脂が配向結晶化しているもので、突刺強度が92N以上あり、流通時において缶胴部にデンティングを受けたものでも、デンティング部のアルミニウム板に微小なクラックは発生せず、破胴耐性がより優れていることが分る。
(3)実施例9の缶体は、缶体成形後に缶胴部の外面に熱可塑性樹脂フィルムを被覆したもので、t×sが31であるが、この缶体の突刺強度は90Nであり、流通時の破胴は発生しないことから、缶胴成形後に熱可塑性樹脂フィルムを被覆したものであっても、破胴耐性に優れていることが分る。
(4)比較例1〜3、5、7、8の缶体は、t×s≧30の条件を外れており、突刺強度が、75N〜84Nであり、流通時の破胴耐性が劣っていた。
(5)比較例4の缶体は、t×s≧30の条件を満たすが、缶体のいずれの面にも熱可塑性樹脂が存在しないので、突刺強度が77Nであり、流通での破胴耐性が劣っていた。
(6)比較例6の缶体は、缶胴側壁部のアルミニウム板の円周方向の引張強度が450MPa以下という要件を超えているので、突刺強度が138Nと高いが、充填時のフランジクラックが10ppmの割合で発生していた。
【産業上の利用可能性】
【0084】
以上説明したように、本発明によれば、円筒状缶胴側壁部が従来と同様又は従来より薄い肉厚であっても、従来より突刺強度が高い缶体を安価なコストで製造することができ、産業上利用価値が高い。
また、缶体の素板である缶胴側壁部アルミニム板を缶周方向に測定した引張破断強度sを450MPa以下に規制したので、充填時のフランジクラック発生がなく、液漏れのない缶体を、産業上安定して供給できる。
更に、本発明の缶体を用いた飲料缶などにおいては、その軽量化を図ることができるため、飲料缶の流通業界にとってメリットがある。
【符号の説明】
【0085】
10:樹脂被覆アルミニウム・シームレス缶体
11:アルミニウム板
12:樹脂層(樹脂フィルム)
13:ネックイン部
14:フランジ部
31:供試缶
32:缶開口部
33:エアーで内圧が付与できる装置
34:圧縮試験機
35:突刺し針
41:ポンチ
42:段差
Tf:ネックイン部に相当する部位の板厚
Tw:缶胴側壁部板厚
t:熱可塑性樹脂層を含む缶胴側壁部の最小部板厚
s:熱可塑性樹脂層を含む缶胴側壁部の缶高さ方向に測定した引張強度
【技術分野】
【0001】
本発明は、炭酸飲料、ビール、ジュース、アルコール飲料、水等の飲料を内容物とする樹脂被覆アルミニウム・シームレス缶体に関し、より詳しくは、流通過程における破胴耐性、フランジクラック耐性に優れた樹脂被覆アルミニウム・シームレス缶体に関する。
【背景技術】
【0002】
従来、飲料缶などに広く用いられているアルミニウム絞りしごき缶体は、缶胴部と、缶胴部と連続的に接続されている缶底部からなり、一般に、アルミニウム板を円盤状に打ち抜きブランクとし、絞り成形、再絞りしごき成形等の加工法により缶胴部の缶胴側壁を薄肉化し、さらに、缶胴部の上部を、開口部に蓋を取り付けるために縮小加工(ネックイン部)して形成される。
このような成形法は、耐圧に必要な缶底板厚を減少させず、缶胴側壁だけを薄肉化することができ、従来の3ピース缶体より大幅な省資源を図ることが可能であることから広く用いられている。
【0003】
また、近年、缶体の製造コストダウン策として、缶体に使用する素材量を最小限とするように、更に缶体の薄肉化が進められている。
例えば、前記円筒状の缶胴側壁部については、絞り成形に続く再絞りしごき成形により板厚の減少率を60〜70%と大きくし、加工前のアルミニウム素材として板厚0.30mmのものを用いて、DI加工により缶胴側壁部の厚さを、0.10mm前後とすることが行われており、更に板厚を減少させる研究開発も引き続き行われている。
【0004】
このように薄肉化アルミニウム絞りしごき缶体は缶胴側壁部が極めて薄くされているため、炭酸ガスを含み自ら内圧を発生させるビール、炭酸飲料用途に広く適用されている。また、茶飲料等のように自らが内圧を発生させない内容物の場合は液体窒素ガスを充填し適用されている(陽圧缶)。
このような薄肉化アルミニウム絞りしごき缶に内容物を充填した飲料缶においては、缶胴側壁が極度に薄肉化されている為、流通過程において、カートンケースに入れられた状態あるいは単体で誤って落下させたり、缶胴にデンティングを受けた場合(たとえば机の角などにぶつけた場合や落下した位置に小さな突起物があると)、側壁のアルミニウム板が裂け内容物が噴出するという問題があり、改善が望まれている。
即ち、内容物が充填され、蓋が巻き締められた後、流通又は取り扱いの過程において、缶の外部からの突起物等が缶胴部に押し当てられたり、落下させたりして衝撃を負荷させると、缶胴側壁部が薄い場合には、缶胴側壁部に亀裂が発生する(本発明で破胴ということがある)ことがあった。
【0005】
特に、炭酸飲料缶等のように缶内が加圧されている陽圧缶の場合には、小さな穴を起点として亀裂が瞬間的に進展し、飲料缶内容物が漏洩してしまう虞れがある。例えば、特許文献1には、飲料缶の強度を向上させるため、素材であるアルミニウム合金材の成分を特定し、さらに熱処理によって、飲料缶の破断伸びを向上させた提案がされている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平8−199273号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、このような素材であっても、缶胴壁のより薄肉化をする場合には、流通時における缶胴の破胴を十分になくすことができない。また、缶胴側壁部のアルミニウム強度を上げることにより破胴耐性の向上をはかった場合、フランジクラックが発生しやすくなるという問題がある。
【0008】
本発明は、このような問題点に鑑みてなされたものであって、円筒状缶胴側壁部が従来と同様又は従来より薄い肉厚であっても、フランジクラック耐性に優れるとともに、缶の外部からの突起物等が缶胴部に押し当てられたり、落下させたりして衝撃を負荷させても、缶胴側壁部に亀裂が発生することのない缶体を提供しようとするものである。
すなわち、突刺強度が高く耐突刺性が優れ、かつフランジクラック耐性に優れた缶体を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者等は、従来より薄い板厚からなる飲料缶であっても、従来品と同等又はそれ以上の突刺強度を有する耐突刺性に優れ、かつフランジクラック耐性に優れた缶体を開発すべく種々の実験研究を行い、本発明の缶体が前記目的を達成し得ることを見出した。
すなわち、本発明の樹脂被覆アルミニウム・シームレス缶体は、
絞りしごき及び/又はストレッチドロー成形されたアルミニウム・シームレス缶体であって、
缶内面及び缶外面にポリエステル樹脂層が設けられ、
該ポリエステル樹脂層は缶成形前の樹脂被覆アルミニウム板の状態で未配向であり、
缶体成形により配向結晶させられ、
該ポリエステル樹脂層の配向結晶の缶高さ方向への軸配向度を表すパラメータHが、H≧0.5であり、
該ポリエステル樹脂層の融解熱(A)が15J/g以上であることを特徴とする。
したがって、本発明の樹脂被覆アルミニウムシームレス缶体は、流通時の破胴耐性及び成形時や充填巻締め時のフランジクラック耐性に優れている。
【発明の効果】
【0010】
本発明によれば、円筒状缶胴側壁部が従来と同様又は従来より薄い肉厚であっても、従来より突刺強度が高い缶体を安価なコストで製造することができ、充填時のフランジクラック発生がなく、液漏れのない缶体を提供できる。
更に、本発明の缶体を用いた飲料缶などにおいては、その軽量化を図ることができるため、流通等における飲料缶の取り扱い性を向上させることができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施の形態の内面樹脂被覆アルミニウム・シームレス缶の模式断面図である。
【図2】缶周方向引張強度とフランジクラック発生率の関係を示したグラフである。
【図3】本発明の内面樹脂被覆アルミニウム・シームレス缶体のt×sの関係を説明した概略図である。
【図4】突刺強度測定方法を用いた破胴耐性を評価する説明図である。
【図5】ネックイン部に相当する部位の板厚(Tf)と缶胴側壁部板厚(Tw)の説明図である。
【図6】(100)面のX線回折強度曲線である。
【図7】(−105)面のX線回折強度曲線である。
【図8】配向結晶のパラメータH、融解熱と、破胴耐性との関係を示す説明図である。
【図9】缶高さ方向で缶壁板厚の最も薄い位置でのポリエステルフィルムの融解熱測定結果である。
【発明を実施するための形態】
【0012】
以下、本発明の樹脂被覆アルミニウムシームレス缶体の実施の形態について説明する。
図1は、本発明の一実施の形態を説明する樹脂被覆アルミニウム絞りしごき缶の模式的断面図である。
図1において、10は樹脂被覆アルミニウム絞りしごき缶体、11は樹脂被覆アルミニウム絞りしごき缶体10の基体となるアルミニウム板、12は樹脂被覆アルミニウム絞りしごき缶体10の内面側に被覆された内面側樹脂層である。
13はネックイン部、14はフランジ部である。
なお、缶外面側の最外表面には、図示しない外面側樹脂層および/または印刷層、仕上げニス層が存在してもよい。
【0013】
本発明の樹脂被覆アルミニウム絞りしごき缶体10の基体となるアルミニウム板としては、各種アルミ材、例えばJIS4000に記載されている3000番台、5000番台、6000番台の合金が使用される。
【0014】
アルミニウム板の組成は、下記のものが好ましく挙げられる。
Mnはアルミニウムの再結晶温度を高め、アルミニウム中のFeを化合物として晶出状態を変化させて缶体の耐食性などを向上させることから、0.1〜1.5%(%は重量基準、以下同様)添加することが好ましい。Mnの添加量が0.1%未満であると缶体の耐食性が十分に得られず、一方、Mnの添加量が1.5%を超えると成形性が低下する。
Mgは缶体の強度、成形性、耐食性などを向上させることから、0.8〜5.0%添加することが好ましい。Mgの添加量が0.8%未満であると缶体の強度が十分に得られず、一方、Mgの添加量が5.0%を超えると成形性が低下し、割れ、しわなどが発生しやしすくなる。
Cuは缶体の強度を向上させることから、0.01〜0.8%することが好ましい。Cuの添加量が0.01%未満であるとアルミニウム缶体の耐食性が十分に得られず、一方、Cuの添加量が0.8%を超えると成形性が低下する。
SiはMgとの中間相を析出により缶体の強度、耐摩耗性などを向上させることから、0.03〜0.6%添加することが好ましい。Siの添加量が0.03%未満であるとアルミニウム缶体の強度が十分に得られず、一方、Siの添加量が0.6%を超えると絞りしごき加工時の成形性が低下する。
Feはアルミニウム中のMnを化合物として晶出状態を変化させて缶体の耐食性などを向上させることから、0.05〜0.8%添加することが好ましい。Feの添加量が0.05%未満であると缶体の強度が十分に得られず、一方、Feの添加量が0.8%を超えると成形性が低下する。
【0015】
缶体としてのアルミニウム板の厚みは、缶体強度、成形性の観点から一般に0.1〜1.00mmの範囲内にあるのがよいが、成形後の缶胴側壁部の板厚(缶胴側壁部の樹脂被覆を除いたアルミニウム最小板厚)は0.110mm以下であることが好ましい。缶胴側壁部のアルミニウム最小板厚が0.110mmを超えると絞りしごき缶あるいはストレッチドロー缶の目的である、缶胴側壁を減らしての省資源化が図れず、缶体のコスト削減につながらないからである。
【0016】
(表面処理)
アルミニウム板には、被覆樹脂との加工密着性を高めるため、その表面に表面処理を施すことができる。
このような表面処理としては、アルミニウム板を冷間圧延し、リン酸クロム酸処理、その他の有機・無機系の表面処理を浸漬またはスプレー処理で施すことができる。また、塗布型の表面処理も用いることができる。
アルミニウム板にリン酸クロム酸処理により処理皮膜を形成させる場合、積層される樹脂フィルムの加工密着性の観点から、クロム量は、トータルクロムとして5〜40mg/m2が好ましく、15〜30mg/m2の範囲がより好ましい。
【0017】
リン酸クロム酸処理等の表面処理を行わなかった場合には、樹脂フィルムの加工後の密着性が低下し、成形・洗浄後に剥離を生じることがある。金属及び酸化物を含んだトータルクロムの量が5mg/m2未満の場合にも、樹脂フィルムの加工密着性が低下し、剥離を生じる場合があり好ましくない。また、トータルクロムの量が40mg/m2を超える場合には、経済的観点、凝集破壊発生による密着性低下などの観点から好ましくない。
一方、樹脂フィルムを被覆しない側にリン酸クロム酸処理を行う場合にはトータルクロム量は、8mg/m2以下とする。
外面トータルクロム量8mg/m2を超えると色ムラを生じたり金属光沢色調が失われる。缶の外観色調として金属光沢は重要であるからである。
【0018】
表面処理被膜の形成方法として一例を挙げると、リン酸クロム酸処理皮膜の形成は、それ自体公知の手段、例えば、アルミニウム板を、苛性ソーダで脱脂と若干のエッチングを行なった後、CrO3:4g/L、H3PO4:12g/L、F:0.65g/L、残りは水のような処理液に浸漬する化学処理により行われる。
【0019】
(被覆樹脂膜)
缶内面側には、表面処理を施したアルミニウム板上に樹脂層12が形成されている。
缶体を被覆する樹脂層としての樹脂フィルム12は、2〜50μmの厚さのポリエステルフィルム,ナイロンフィルム,ポリプロピレンフィルム等、比較的透明性が高く、耐熱性に優れた熱可塑性樹脂フィルムが挙げられる。
例えば、ポリエステルフィルムとしては、エチレンテレフタレート,エチレンブチレート、エチレンイソフタレートを主たる構成成分としたものが好ましく用いられる。
【0020】
熱可塑性樹脂フィルムとしてポリエステルフィルムを使用する場合において、他の成分を共重合することもできる。
例えば、共重合するジカルボン酸成分としては、ナフタレンジカルボン酸,ジフェニルジカルボン酸,ジフェニルスルホンジカルボン酸,ジフェノキシエタンジカルボン酸,5−ナトリウムスルホイソフタル酸,フタル酸等の芳香族ジカルボン酸、シュウ酸,コハク酸,アジピン酸,セバシン酸,ダイマー酸,マレイン酸,フマル酸等の脂肪族ジカルボン酸、シクロヘキサンジカルボン酸等の脂環族ジカルボン酸、p−オキシ安息香酸等のオキシカルボン酸等が挙げられる。
【0021】
また、共重合するグリコール成分としては、プロパンジオール,ブタンジオール,ペンタンジオール,ネオペンチルグリコール等の脂肪族グリコール、シクロヘキサンジメタノール等の脂環族グリコール、ビスフェノールA,ビスフェノールS等の芳香族グリコール、ジエチレングリコール,ポリエチレングリコールなどのポリオキシエチレングリコール等が挙げられる。上記のジカルボン酸成分およびグリコール成分については、2種以上を併用することもできる。
【0022】
熱可塑性樹脂フィルムとしてナイロンフィルムを使用する場合には、ナイロン66,ナイロン610,ナイロン612等のジアミンとジカルボン酸との縮重合物、あるいは、ナイロン6,ナイロン11,ナイロン12のようなラクタムの開環重合物も用いることができる。
このような樹脂フィルム12の製造は、常法によって行うことができ、T−ダイ法やインフレーション製膜法でフィルムに成形して、所望により一軸延伸、二軸延伸等の延伸処理を行って製造することができる。
この他、樹脂フィルムへのプラズマ処理、火炎処理等のそれ自体公知の接着性向上表面処理やウレタン樹脂系、変性ポリエステル樹脂系等の接着性向上コーティング処理を行っておくことも可能である。
【0023】
本実施の形態で用いられる、樹脂層12は、ポリエチレンテレフタレート(PET)等のポリエステル樹脂から成り、しかもこの樹脂被覆は絞りしごき缶成形前の樹脂被覆アルミニウム板の状態で実質上未配向であることが好ましい。
即ち、二軸延伸フィルムラミネートのように樹脂層を延伸して配向させた後アルミニウム板にラミネートすると、引張り強さ等の機械的強度は向上するが破断伸びが減少する。従って、絞り、しごき加工等のような厳しい加工に付される場合には、未だ配向していない無延伸樹脂層の方が加工により樹脂層の破断が生じることが無く、加工性に優れているからである。
なお、二軸延伸フィルムを用いる場合には、ラミネートする際に、あるいはラミネート後に加熱して、延伸樹脂層を無配向層とすることが望ましい。
【0024】
その一方、未配向の無延伸樹脂層は延伸樹脂層に比してバリヤー性が劣るという欠点が考えられる。これを改良するために、ポリエチレンテレフタレート/イソフタレートをイソフタル酸含有量が0〜13モル%のものを表層[A]、イソフタル酸含有量が4〜20モル%のものを下層[B]とする2層構成とすることも可能である。これにより、成形後の缶では延伸樹脂層とほぼ同様のバリヤー性を有するものとすることが可能となる。
【0025】
樹脂被覆アルミニウム絞りしごき缶10は、このような樹脂被覆アルミニウム板を素材として絞り成形、ストレッチ成形やしごき成形等によって成形されるため、樹脂は配向して結晶化し強度が上昇し、延伸フィルムを用いた場合と同様にバリヤー性が向上し耐食性や耐デント性、耐工具疵つき性が向上する。
【0026】
本発明においては、上述した樹脂被覆金属板上の樹脂層の厚みは、缶体の外面及び/又は内面に樹脂が被覆されている場合は、そのトータルの厚みが、缶の流通時の破胴耐性を保持する観点から最薄部において2μm以上あることが好ましく、特に5μm以上あることが好ましい。
一方、厚みの上限は、経済性の点から50μm以下とすることが好ましく、特に25μm以下とすることが好ましい。
【0027】
(アルミニウム条(板)への樹脂の被覆)
缶体を製造する時に使用する樹脂被覆アルミニウム板の製造は、公知の方法により製造することができるが、好適には、キャストフィルムのラミネーション、押出コート法により樹脂層をアルミニウム板上へ直接被覆する方法などが挙げられる。また所望により、共押出コート法を用い、2層の樹脂層をアルミニウム板へ被覆することもできる。
【0028】
(フランジクラック耐性−引張破断強度)
発明者らが鋭意検討した結果、後述するようにフランジクラック耐性は、缶胴側壁部の樹脂被覆を除くアルミニウム板の缶周方向に測定した引張破断強度(MPa)と相関していることが分った。缶周方向とは缶体の缶高さ方向と直角の、缶胴の円周方向をいう。
缶体と蓋との巻締めは、所定の形態に加工された蓋のカール部と缶胴部開口部に形成されたフランジ部14とを、巻締めロールにより外方から抱き合わせるように巻き込んで、更に巻締め部を外方から圧着することにより、蓋と缶とを接合させる。
この巻締め工程は、まず缶底部を保持するリフターが上昇し、蓋を装着された缶がシーミングチャックにあたり、缶軸方向に押圧力をかけ、その後巻締めロールが巻締め部を圧着することにより行われる。
この缶軸方向の押圧力により、缶のフランジ部14には円周方向への引張応力がかかるため、フランジ部14の加工性が乏しい場合、フランジクラックが発生し、密封性が低下し内容物が漏洩するおそれがある。
図2に示すように、この円周方向の引張破断強度が450MPaを超えると内容物の充填巻締め時にフランジクラックが発生し、漏洩する確率が高くなる。したがって、本発明では、この円周方向の引張破断強度を450MPa以下に規定することが重要である。
【0029】
(最小部板厚t×引張強度s)
流通時に缶胴が破胴した缶を集めて、破胴形態を詳細に観察した結果、破胴部の大部分は、破胴の起点になっていると考えられる小さな凹部が存在し、その部分を中心として破胴部分が菱形に変形していた。また、破胴はその菱形の缶胴円周方向の一対角線に略沿った線状の亀裂の伝播により生じていることが分かった。このことより、破胴は以下の機構で発生するものと考えられる。
(1)缶胴側壁部に突起物の先端部が当接する。
(2)当接した箇所の缶胴側壁部が塑性変形する。
(3)突起物先端を頂点として、缶胴側壁部円周方向に一対角線を持つ菱形状の凹みが発生する。
(4)突起物先端に対する変形抵抗が樹脂被覆アルミニウム板の強度を超えたとき、前記一対角線に沿って、すなわち缶胴側壁部円周方向に亀裂が伝播して破胴する。
【0030】
上記のような推測から、次のような結論が導かれる。
すなわち、流通時に缶胴が破胴するか否かは、缶高さ方向の引張強度が大きく関係していることが予想される。そこで、缶胴側壁部について、種々の方向に引張強度sを測定し、t×sと破胴の相関関係を求めたところ、缶高さ方向の引張強度を採用すると最も相関が強いことが分かった。
ここで、tは熱可塑性樹脂層を含む缶胴側壁部の最小部板厚(mm)をいい、sは熱可塑性樹脂層を含む缶胴側壁部の引張強度(Mpa)をいう。
図3に示すように、本発明の缶体において、缶胴の破胴耐性は缶胴の熱可塑性樹脂層を含む缶胴側壁部板厚tと、熱可塑性樹脂層を含む缶胴側壁部の引張強度sとの積に相関関係が有ることが分かる。
すなわち、t×sを大きくすることにより流通時の破胴耐性を向上させることにより破胴を防止することができる。図3から、t×s≧30の範囲にある缶体が良好な破胴耐性を示し、より好ましい範囲としてはt×s≧32である。
t×sは下記のような方法により上昇させることができる。
(1)アルミニウム板の成分変更、すなわち、添加元素Cu、Mn、Mg等の成分量を増加させ、アルミニウム板の強度を向上させる。
(2)アルミニウム板製造工程において冷間圧延率を大きくし、加工硬化量を増加させ、アルミニウム板強度を上げる。
(3)アルミニウム板が加工前に受ける熱量及び加工後に受ける熱量の両方あるいはいずれかを小さくし、アルミニウム板の回復、再結晶化による強度低下量を小さくする。
(4)製缶工程における、絞り成形、ストレッチ成形やしごき成形により、熱可塑性樹脂を配向結晶化させ、樹脂の強度を上げる。
(5)絞りしごき成形の加工量(側壁リダクション率)を大きくし、アルミニウム加工硬化量を増加させる。
【0031】
(熱可塑性樹脂の配向結晶化)
本発明において、缶体の缶胴部内側及び/又は外側に積層されているポリエステル樹脂は、面又は軸配向結晶化していることが重要である。このような配向結晶化により、ポリエステル樹脂の強度が向上し、流通時の缶胴部の破胴耐性を高めることができる。
熱可塑性樹脂の配向結晶化は、樹脂被覆アルミニウム板を缶体に成形する際の加工法である、絞りしごき及び/又はストレッチドロー成形により、実施することができる。
また、熱可塑性樹脂が被覆されていないアルミニウム缶体を成形後に、その内面及び/又は外面に樹脂フィルムを後被覆する場合においては、溶融押出し熱可塑性樹脂フィルムを縦横方向に二軸延伸して配向結晶化させたものを予め準備しておく。
【0032】
(缶体の製造)
次に、本実施の形態の缶体10の製造方法について説明する。アルミニウム板に熱可塑性樹脂を被覆した板を用いて、これを円盤状に打ち抜いてブランク材として、絞りしごき成形又は/及びストレッチドロー成形を行い、円筒形状に成形する。その際、側壁を薄肉化することにより使用材料が低減でき、コストダウンが可能である。
ここで、まずストレッチドロー成形による缶体の製造方法について説明する。ストレッチドロー成形とは、金属カップより、ポンチ、皺押さえ具及びダイスを用いて、比較的細長いシームレス缶体を製造する方法において、皺押さえ具を金属カップに挿入し、皺押さえ具で金属カップ底部をダイス平面部に対して押さえつつ、ポンチをダイスのキャビティ内に前進させて、金属カップの側壁部外面を、ダイス平面部、ダイスの曲率半径の小さい加工コーナーに密着させながら、加工コーナーにおける曲げ延伸により側壁部の板厚を減少させ、次いで側壁部をキャビティ内部との協同により側壁部の板厚をより減少させる加工法をいう。
また、前期ストレッチドロー成形の際に、ダイスとポンチのクリアランスによりしごき成形を付与することもできる。
【0033】
このように成形した缶体は、缶高さを均一にするようトリミングが行われる。また、必要に応じて、成形の際の潤滑剤除去のための缶体洗浄若しくは熱処理を行う。
その後、通常外面印刷のため、インキ及び仕上げニスをコートし、これらインキ、仕上げニスを硬化させるため焼き付けが行われ、この後、ネックイン加工により缶胴開口部口元の径を縮めてネックイン部13を形成し、所定の径とした後、フランジ加工により先端部に蓋を巻締める為のフランジ部14を形成する。
【0034】
次に絞りしごき成形による缶体の製造方法について説明する。
(カッピング)
前記樹脂被覆アルミニウム板に潤滑剤を塗布し、カッピング・プレスで打抜き、絞り加工法により、絞りカップが高速で形成される。
【0035】
(絞りしごき缶体の成形)
上述のように、絞りカップ成形後、缶胴部の薄肉化加工を行う。
本実施の形態では、樹脂被覆アルミニウム絞りしごき缶体10は、上述したアルミニウム板の樹脂12被覆面が缶内面側に形成されるようにして、絞りしごき加工(DI加工)等の従来公知の手段に付すことによって製造される。
絞りしごき加工(DI加工)の方法としては、しごきポンチを用いて一段階もしくは数段階しごき加工する方法により、本発明の樹脂被覆アルミニウム・シームレス缶体10を製造することができる。
【0036】
上記絞り−しごき加工のカップ成形→しごき加工の一連の加工は、下記のような条件下で行うことが好ましい。
ブランク径…70〜300mm
絞り条件…絞り比:1.1〜3.0
しごき率…50〜85%
【0037】
しごき加工に際しては、下記の式で定義されるしごき率RIが50〜85%の厚みになるように薄肉化することが好ましい。
RI=((tB−tW)/tB)×100
なお、前記式において、tBはアルミニウム板素板厚みであり、tWは絞りしごき缶側壁部のアルミニウム板厚みである。
【0038】
絞り成形及びしごき成形に際して、アルミニウム板又は樹脂被覆アルミニウム板、或いは更に絞りカップに、各種潤滑剤、例えば流動パラフィン、合成パラフィン、食用油、水添食用油、パーム油、各種天然ワックス、ポリエチレンワックス、合成エステル、鉱物油等を塗布して成形を行うことができる。
【0039】
潤滑剤の塗布量は、その種類によっても相違するが、一般に片面について10〜6000mg/m2、潤滑剤の塗布は、これを溶融状態、又は水溶液や原液状態で表面にスプレー塗布あるいはロール塗布することにより行われる。
しごき成形は、絞りカップにクーラントをかけて潤滑と冷却とを行いながら、再絞りと数段のしごき加工で行われる。また、両面に熱可塑性樹脂を被覆している場合には、クーラントをかけることなく再絞りと数段のしごき加工を行うことができる。
【0040】
上記のようにして本発明の樹脂被覆アルミニウム・シームレス缶体を製造後、洗浄、乾燥を行い、缶外面となる側に印刷、仕上げニスを施し、ネッキング、フランジングして缶体を完成させる。
また、熱可塑性樹脂を被覆していないアルミニウム板を用い、前記の方法にて円筒形状に成形・洗浄後、熱可塑性樹脂フィルムを成形後の缶に被覆する方法もある。この後被覆方法により、アルミニウム板素板を用いて成形したアルミニウム缶体缶胴部外面に、熱可塑性樹脂フィルムを被覆することができる。また、この熱可塑性樹脂フィルムに印刷をしておけば、印刷ラベルとして用いることもできる。
また、熱可塑性樹脂被覆アルミニウム板を用いて成形した缶体外面に、熱可塑性樹脂フィルムを重ねて被覆することも可能である。この場合は、缶の破胴耐性がさらに向上する。
【0041】
(実施例)
以下、本発明を実施例によりさらに詳しく説明するが、これらの説明は実施例の説明のためのものであり、いかなる意味においても以下の例に限定されるものではない。
【0042】
(評価及び測定方法)
片面にポリエステル樹脂を被覆したアルミニウム板を、カッピング・プレスで、打抜き、絞り加工法により成形した絞りカップを、
しごきポンチ径:65.8mmφ
総しごき率:62〜64%(3段アイアニング)
の条件でしごき加工し、缶体内面にポリエステル樹脂を被覆したアルミニウム絞りしごき缶体を作製した。この絞りしごき缶体を用いて次の評価を行った。
【0043】
(1)缶胴側壁部の突刺強度の測定
流通時の破胴発生状況と下記測定法による突刺強度とは良い相関があったので、以下に説明する缶胴側壁部の突刺強度測定方法を用いて破胴耐性を評価した。蓋を取付けた内容量が350ml缶又は500ml缶の供試缶31に、水をそれぞれ350ml、500ml充填した後、図4に示すようにして、缶開口部32にエアーで内圧が付与できる装置33をセットし、ビール缶の内圧と同等の内圧190kPaを付与した。
次に、圧縮試験機34に突刺し針35を装着し、突刺し針35が缶高さ方向で缶胴側壁部板厚の最も薄い位置(実施例では缶底から60mmの位置)となるよう供試缶31をセットし、缶胴側壁部突刺強度を測定した。突刺し針35の先端の半径は2.25mmとし、突刺し針35の下降速度は200mm/minとした。
尚、100万缶レベルの流通時の破胴発生状況と突き刺し強度の関係は次のようであった。突刺し強度が88N未満の缶体では破胴が発生し、突刺し強度が88N以上の缶体では破胴は発生しなくなる。但し、突刺し強度が88N以上の缶体でも、突刺し強度が88N以上、92N未満の範囲の缶体では、流通時、缶胴にデンティングを受けたものの一部にアルミニウム板に破胴の起点となる微小なクラックが存在した。
【0044】
(2)フランジクラックの評価
各実施例の缶体について、各々30万缶にビールを充填し、フランジクラックによる漏洩を確認し、充填時のフランジクラック発生率を調査した。
【0045】
(3)缶胴側壁部の引張強度sの測定
引張強度sを測定するための引張試験片サイズはJIS6号試験片を用いて行った。通常、缶胴側壁部の形状は、図5に示すように、ネックイン加工時のしわ発生防止のため、絞りしごき成形におけるポンチ41に段差42がつけられているので、ネックイン部に相当する部位の板厚(Tf)が缶胴側壁部板厚(Tw)より大きく設定されている。したがって、流通時の破胴の殆どは、板厚の小さい缶胴側壁部で発生していた。
そのため、引張強度sを測定するための引張試験片は、缶高さ方向で缶胴側壁部板厚(Tw)の最も薄い位置(実施例では缶底から60mmの位置)において、引張方向が缶軸方向(缶高さ方向)となるよう切り出した。板厚はマイクロメーターで測定した。引張試験速度は1mm/minで行った。
【0046】
(4)ポリエステル樹脂層の配向結晶の測定
一般に樹脂フィルムの配向結晶の存在状態は、X線回折測定により把握することが可能であり、面配向結晶については(100)面のX線回折強度を測定し、1軸配向結晶については(−105)面のX線回折強度を測定した。
本実施例においては、ポリエステル樹脂表面に平行な(100)面のX線回折測定、もしくはC軸と法線が約8〜10度傾いている(−105)面のX線回折測定を行うことにより、ポリエステル結晶の配向状態を測定した。
ここで、C軸は分子鎖の方向にあり、缶体のしごき成形により缶高さ方向にC軸が揃い、(−105)面の法線と(8°〜10°傾いているが)ほぼ同じ向きにあり、この(−105)面の存在状態を測定することによりC軸の向き、すなわち1軸配向結晶の状態を知ることが可能となる。
また、面配向については、ベンゼン環を含む(100)面が樹脂フィルム表面に平行となり、この(100)面の存在状態を測定することにより、面配向結晶の状態を知ることが可能となる。
【0047】
(a)面配向の測定
ポリエステル樹脂を被覆した缶体について、缶高さ方向で缶壁板厚の最も薄い位置(実施例では缶底から60mmの位置)を切り出し、X線回折装置に反射法でセットした。このとき、入射角θと反射角θがフィルム面法線に対して対称になるようにした。
次に、回折角2θを20〜30°間で2°/分の速度で走査し、下記X線回折条件で横軸に回折角度、縦軸にX線回折強度としたX線回折強度曲線を得た。
このときのX線回折条件は、下記のようにした。
ターゲット:Cu、管球電圧30kV、管球電流100mA、発散スリット:0.5°、検出スリット0.15mmに設定し、X線回折強度曲線を得た。
図6に示すように、(110面)の回折ピークが回折角2θで22.5°付近に、(100面)の回折ピークが回折角2θで26°付近に認められた。
このポリエステル樹脂を被覆した缶体から得られた(100)面のピーク強度/(110)面のピーク強度の値が、配向性をもたない球晶構造の同一のポリエステル樹脂から得られた(100)面のピーク強度/(110)面のピーク強度の値より大きければ、ポリエステル樹脂の結晶がフィルム面と平行に面配向していると判断できる。
【0048】
(b)軸配向の測定
ポリエステル樹脂を被覆した缶体について、缶高さ方向で缶壁板厚の最も薄い位置(実施例では缶底から60mmの位置)を切り出し後、希塩酸に浸せきしアルミニウムを溶解させ、ポリエステルフィルムを取り出し、水洗・乾燥後、X線回折装置にポリエステルフィルムを透過法でセットした。
このとき、θ=2θ=0度の状態でX線入射ビームに対しポリエステルフィルムが垂直になるようにした。
次に、X線回折角度2θをPET系ポリエステル樹脂の(−105)面の回折角度42.9度にセットした。
ポリエステル樹脂フィルムをX線回折測定面における膜法線を軸として0.5度/秒の速度で0〜360度回転させ、下記X線回折条件で横軸に回転角度、縦軸にX線回折強度とした(−105)X線回折強度曲線を得た。
ここで、回転角度0及び180度を缶の周方向、90度を缶底方向、270度を缶高さ方向に対応させた。
このときのX線回折条件は以下のように設定して、X線回折強度曲線を得、これをバックグランドとした。
ターゲット:Cu、管球電圧40kV、管球電流40mA、発散スリット:1°、検出スリット0.3mm、X線回折角度2θ=45.0度
次に、X線回折角度2θ=42.9度に設定して、PET系ポリエステル樹脂の(−105)結晶面のX線回折強度曲線を得た。
2θ=42.9度X線回折強度曲線から2θ=45.0度のX線回折強度曲線を減算することにより、(−105)結晶面の回折強度曲線が得られる(図7参照)。
図7に示すように、(−105)面の回折強度にピークが認められれば、配向結晶が存在がすることがわかり、特に回転角度90±30度、270度±30度にピークが認められれば、結晶が缶高さ方向に軸配向していると判断できる。
【0049】
(5)配向結晶のパラメータH
図7のX線回折強度曲線図において、
X:回転角0〜360度における(−105)面回折強度の全面積
Y:回転角90±30度の範囲面積と、270±30度の範囲面積を合計した面積
とすると、配向結晶のパラメータHは、
H=Y/X、と定義される。
本発明においては、パラメータHが0.5以上であることが好ましい。
図8に示すように、缶内面及び/又は缶外面にポリエステル樹脂層が設けられたアルミニウム・シームレス缶体であって、流通時の破胴発生の無い缶について見ると、該ポリエステル樹脂層が配向結晶を含み、該ポリエステル樹脂層の配向結晶の缶高さ方向への軸配向度を表すパラメータHが、H≧0.5で、該ポリエステル樹脂層の融解熱(A)が15J/g以上とすることにより、
缶胴にデンティングを受けてもアルミニウム板に破胴の起点となる微小なクラックが発生せず、
流通時の破胴耐性により一層優れた樹脂被覆アルミニウム・シームレス缶体を提供することができる。
ここで、融解熱は樹脂のトータルの結晶化度を表し、パラメータHは結晶化したもののうち、缶軸方向に配向しているものを表す。
H≧0.5とするには、缶体成形時において、被覆樹脂を缶軸方向に配向結晶化させることが必要であり、このためにアイアニング成形やストレッチドロー成形を用いることが有用である。
(6)融解熱(A)の測定
図8に示した融解熱(A)の測定は、ポリエステル樹脂を被覆した缶体について、缶高さ方向で缶壁板厚の最も薄い位置(実施例では缶底から60mmの位置)を切り出し後、希塩酸に浸せきしアルミニウムを溶解させ、ポリエステルフィルムを取り出し、水洗・乾燥後、示差走査熱量計(DSC)で、20℃/分の速度で昇温し、融解熱を測定した(図9参照)。
【0050】
(実施例1)
基板として、板厚0.3mmのアルミニウム板を用いた。
基板の組成は、Mn:1.1重量%、Mg:1.1重量%、Cu:0.19重量%、Si:0.30重量%、Fe:0.43重量%、残部がAlであった。
この基板の表面に、金属クロム換算で、クロム量が20mg/m2となるリン酸クロム酸処理を施し、この基板の片面に、共重合成分としてイソフタル酸量が10モル%を含むポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂の無延伸フィルム(5μm厚)を、缶内面に相当する面に250℃の温度でラミネートし、熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、常法により表1に示すような板厚となるように絞りしごき成形を行い、開口端耳部のトリミングの後、缶体の洗浄・乾燥、外面印刷、200℃での焼付けの後、ネックイン部を形成し、内容量350mlの熱可塑性樹脂被覆缶体を作製した。
【0051】
(実施例2)
基板として、板厚0.28mmのアルミニウム板を用いた。
この基板の表面に、金属クロム換算で、クロム量が20mg/m2となるリン酸クロム酸処理を施し、
缶内面に相当する面の膜厚が16μm、缶外面に相当する面の膜厚が16μmのポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムをラミネートした。
上記以外は実施例1と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように絞りしごき成形を行い、開口端耳部のトリミング、200℃での熱処理、外面印刷、200℃での焼付けの後、ネックイン部を形成し、内容量350mlの熱可塑性樹脂被覆缶体を作製した。
【0052】
(実施例3)
基板として、板厚0.25mmのアルミニウム板を用いた。
この基板の表面に、缶内面に相当する面の膜厚が40μm、缶外面に相当する面の膜厚が16μmのポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムをラミネートした。上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0053】
(実施例4)
基板としてアルミニウム板を用いた。この基板の表面に、缶内面に相当する面の膜厚が32μm、缶外面に相当する面の膜厚が11μmのポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムをラミネートした。
この共重合樹脂フィルムはイソフタル酸量が30モル%であった。上記以外は実施例3と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0054】
(実施例5)
基板として、その組成が、Mn:0.4重量%、Mg:4.6重量%、Cu:0.04重量%、Si:0.12重量%、Fe:0.25重量%、残部がAlのアルミニウム板を用いた。
その表面に、缶内面に相当する面の膜厚が32μm、缶外面に相当する面の膜厚が32μmのポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムをラミネートした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように絞りしごき成形を行い、トリミングの後、200℃での熱処理、外面印刷、200℃での焼付けの後、ネックイン部を形成し、内容量500mlの熱可塑性樹脂被覆アルミニウム缶体を作製した。
【0055】
(実施例6)
基板として、板厚0.25mmのアルミニウム板を用いた。
この基板の表面に、缶内面に相当する面の膜厚が16μm、缶外面に相当する面の膜厚が16μmの、ポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムをラミネートした。上記以外は実施例5と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0056】
(実施例7)
基板として、アルミニウム板を用いた。
この基板の表面に、缶内面に相当する面の膜厚が16μm、缶外面に相当する面の膜厚が32μmの、ポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムをラミネートした。
この共重合樹脂フィルムはイソフタル酸量が30モル%であった。
上記以外は実施例6と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0057】
(実施例8)
基板として、板厚0.25mmのアルミニウム板を用いた。
基板の組成が、Mn:0.5重量%、Mg:5.0重量%、Cu:0.05重量%、Si:0.10重量%、Fe:0.29重量%、残部がAlのアルミニウム板を用いた。
この基板の表面に、缶内面に相当する面の膜厚が16μm、缶外面に相当する面の膜厚が5μmの、ポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムをラミネートした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0058】
(実施例9)
基板として、板厚0.28mmのアルミニウム板を用いた。
基板の組成が、Mn:1.1重量%、Mg:1.1重量%、Cu:0.19重量%、Si:0.30重量%、Fe:0.43重量%、残部がAlのアルミニウム板を用いた。
このアルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように絞りしごき成形を行った。
トリミング、缶の洗浄・乾燥を行い、熱硬化性塗料を内面側にスプレーし200℃で焼付けした後、缶と接着する側にウレタン系接着剤が塗布された膜厚が50μmのポリエチレンフィルムを缶外面側に熱圧着させ、缶外面全体をポリエチレンフィルムで被覆した後ネックイン部を形成し、熱可塑性樹脂被覆缶体を作製した。
【0059】
(実施例10)
基板として、アルミニウム板を用いた。
この基板の両面に、膜厚が5μmの無延伸樹脂フィルムをラミネートした。
樹脂フィルムの共重合成分としてナフタレンジカルボン酸を8モル%含むPET/NDC共重合樹脂を用いた。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0060】
(実施例11)
基板として、アルミニウム板を用いた。
この基板の両面に、
無延伸フィルムの表層にポリエチレンテレフタレートの共重合成分としてイソフタル酸量が5モル%、膜厚が4μmで、下層にポリエチレンテレフタレートの共重合成分としてイソフタル酸量が15モル%、膜厚が12μmである2層構造の共重合樹脂フィルムをラミネートした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0061】
(実施例12)
基板として、アルミニウム板を用いた。
この基板の両面に、
無延伸フィルムの表層にポリエチレンテレフタレートの共重合成分としてイソフタル酸量が5モル%、膜厚が12μmで、下層にポリエチレンテレフタレートの共重合成分としてイソフタル酸量が15モル%、膜厚が4μmである2層構造の共重合樹脂フィルムをラミネートした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0062】
(実施例13)
基板として、アルミニウム板を用いた。
この基板の缶内面に相当する面には、下記の2層構造の共重合樹脂フィルムをラミネートした。
無延伸フィルムの表層は、ポリエチレンテレフタレートの共重合成分としてナフタレンジカルボン酸量を3モル%とし、膜厚を5μmとした。
無延伸フィルムの下層は、ポリエチレンテレフタレートの共重合成分としてナフタレンジカルボン酸量を8モル%とし、膜厚を5μmとした。
また、この基板の缶外面に相当する面には、下記の2層構造の共重合樹脂フィルムをラミネートした。
無延伸フィルムの表層は、ポリエチレンテレフタレートの共重合成分としてナフタレンジカルボン酸量を5モル%とし、膜厚を5μmとした。
無延伸フィルムの下層は、ポリエチレンテレフタレートの共重合成分としてナフタレンジカルボン酸量を10モル%とし、膜厚を5μmとした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0063】
(実施例14)
基板として、アルミニウム板を用いた。
この基板の両面に、下記の3層構造の共重合ホワイト樹脂フィルムをラミネートした。
無延伸フィルムの表層は、ポリエチレンテレフタレートの共重合成分としてイソフタル酸量を5モル%とし、膜厚を5μmとした。
無延伸フィルムの中間層は、イソフタル酸量が5モル%であるポリエチレンテレフタレート共重合樹脂に、酸化チタンを30重量%含有させ、膜厚を20μmとした。
無延伸フィルムの下層は、イソフタル酸量が15モル%であるポリエチレンテレフタレート共重合樹脂に、酸化チタンを5重量%含有させ、膜厚を5μmとした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0064】
(実施例15)
基板として、アルミニウム板を用いた。
この基板の缶内面に相当する面には、下記の2層構造の共重合樹脂フィルムをラミネートした。
無延伸フィルムの表層は、ポリエチレンテレフタレートの共重合成分としてナフタレンジカルボン酸量を3モル%とし、膜厚を20μmとした。
無延伸フィルムの下層は、ポリエチレンテレフタレートの共重合成分としてイソフタル酸量を12モル%とし、膜厚を30μmとした。
また、この基板の缶外面に相当する面には、下記の2層構造の共重合樹脂フィルムをラミネートした。
無延伸フィルムの表層は、ポリエチレンテレフタレートの共重合成分としてイソフタル酸量を5モル%とし、膜厚を15μmとした。
無延伸フィルムの下層は、ポリエチレンテレフタレートの共重合成分としてナフタレンジカルボン酸量を10モル%とし、膜厚を25μmとした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0065】
(実施例16)
基板として、アルミニウム板を用いた。
この基板の缶内面に相当する面には、下記の3層構造の共重合樹脂フィルムをラミネートした。
無延伸フィルムの表層は、膜厚を3μmとし、イソフタル酸量が5モル%のポリエチレンテレフタレートの共重合樹脂とした。
中間層は、膜厚を8μmとし、イソフタル酸量が5モル%であるポリエチレンテレフタレート共重合樹脂に、アイオノマー樹脂を18重量%、トコフェロールを0.5重量%含有したものとした。
下層は、膜厚を5μmとし、イソフタル酸量が15モル%であるポリエチレンテレフタレート共重合樹脂に、アイオノマー樹脂を18重量%、トコフェロールを1%含有したものとした。
また、この基板の缶外面に相当する面には、下記の共重合樹脂フィルムをラミネートした。
無延伸フィルムのポリエチレンテレフタレート共重合成分としてイソフタル酸量を10モル%とし、膜厚を16μmとした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0066】
(実施例17)
基板として、アルミニウム板を用いた。
この基板の缶内面に相当する面には、下記の2層構造の共重合樹脂フィルムをラミネートした。
無延伸フィルムの表層は、膜厚を4μmとし、イソフタル酸量が5モル%のポリエチレンテレフタレート共重合樹脂とした。
下層は、膜厚を8μmとし、イソフタル酸量が15モル%であるポリエチレンテレフタレート共重合樹脂に、PBT樹脂を34重量%、オレフィンを15%含有したものとした。
また、この基板の缶外面に相当する面には、下記の2層構造の共重合樹脂フィルムをラミネートした。
無延伸フィルムの表層は、ポリエチレンテレフタレート共重合成分としてイソフタル酸量を5モル%とし、膜厚を3μmとした。
下層は、ポリエチレンテレフタレート共重合成分としてイソフタル酸量を15モル%とし、膜厚を5μmとした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0067】
(実施例18)
基板として、アルミニウム板を用いた。
この基板の缶内面に相当する面には、下記の共重合樹脂フィルムをラミネートした。
缶内面用のフィルムは、膜厚を16μmとし、イソフタル酸量が5モル%であるポリエチレンテレフタレート共重合樹脂に、PBT樹脂を30重量%含有させた、2軸延伸共重合樹脂フィルムを用いた。
また、この基板の缶外面に相当する面には、下記の共重合樹脂フィルムをラミネートした。
缶外面用のフィルムは、膜厚を16μmとし、イソフタル酸量が12モル%であるポリエチレンテレフタレート共重合の2軸延伸共重合樹脂フィルムを用いた。
ラミネート時の金属板温度は、280℃とした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0068】
(実施例19)
基板として、アルミニウム板を用いた。
この基板の両面に、下記の共重合樹脂フィルムをラミネートした。
すなわち、膜厚を16μmとし、イソフタル酸量が12モル%であるポリエチレンテレフタレート共重合の2軸延伸共重合樹脂フィルムを用いた。
ラミネート時の金属板温度は、270℃とした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0069】
(実施例20)
基板として、アルミニウム板を用いた。
この基板の両面に、下記の共重合樹脂フィルムをラミネートした。
膜厚を13μmとし、イソフタル酸量が12モル%であるポリエチレンテレフタレート共重合樹脂に、酸化チタンを20重量%含有させた2軸延伸共重合樹脂フィルムとした。
ラミネート時の金属板温度は、270℃とした。
上記以外は実施例2と同様の条件で熱可塑性樹脂被覆アルミニウム板を製造した。
上記のようにして得た熱可塑性樹脂被覆アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるように実施例2と同様の条件で缶体を作製した。
【0070】
(結果)
上記のようにして作製した実施例1〜20の缶体について、缶胴側壁部アルミニウム板厚の測定、缶胴側壁部のアルミニウム板の缶周方向引張破断強度の測定(缶胴側壁部円周方向アルミ引張強度)、缶胴側壁部板厚(熱可塑性樹脂含む)tの測定、缶胴側壁部缶高さ方向の引張強度(熱可塑性樹脂含む)sの測定、熱可塑性樹脂層の配向結晶の測定、
パラメータH、融解熱、缶胴突刺強度の測定、内容物充填時のフランジクラック発生率の評価を行った。それらの結果を表1〜表3に示す。
【0071】
(比較例1)
アルミニウム板の組成が、Mn:0.8重量%、Mg:0.8重量%、Cu:0.19重量%、Si:0.29重量%、Fe:0.50重量%、残部がAlのアルミニウム板を用いた。
このアルミニウム板にラミネートしたポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムの膜厚は、缶内面に相当する面の膜厚を5μmとし、缶外面に相当する面の膜厚を16μmとした。
上記以外は実施例2と同様の条件で板を作製した。この板を表1に示すような板厚となるよう実施例2と同様の条件で缶体を作製した。
【0072】
(比較例2)
板厚0.25mmのアルミニウム板を用いた。アルミニウム板にラミネートしたポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムの膜厚は、缶内面に相当する面を32μmとし、缶外面に相当する面を16μmとした。
上記以外は比較例1と同様の条件で板を作製した。
この板を表1に示すような板厚となるよう実施例2と同様の条件で缶体を作製した。
【0073】
(比較例3)
アルミニウム板にラミネートしたポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムの膜厚は、缶内面に相当する面を16μmとし、缶外面に相当する面を5μmとした。上記以外は実施例4と同様の条件で板を作製した。この板を表1に示すような板厚となるよう実施例2と同様の条件で缶体を作製した。
【0074】
(比較例4)
板厚が0.28mmのアルミニウム板を用いた。アルミニウム板の組成は、Mn:1.1重量%、Mg:1.1重量%、Cu:0.19重量%、Si:0.30重量%、Fe:0.43重量%、残部がAlであった。
上記アルミニウム板を円盤状に打ち抜き、その後、表1に示すような板厚となるよう絞りしごき成形を行った。トリミング、缶体の洗浄・乾燥、外面印刷を行い、熱硬化性塗料を内面側にスプレーし200℃で焼付けした後、ネックイン部を形成し缶体を作製した。
【0075】
(比較例5)
板厚が0.25mmのアルミニウム板を用いた。上記以外は、実施例9と同様の条件で板を作製した。この板を表1に示すような板厚となるよう絞りしごき成形を行った。トリミング、缶の洗浄・乾燥を行い、熱硬化性塗料を内面側にスプレーし200℃で焼付けした後、缶と接着する側にウレタン系接着剤が塗布された膜厚が50μmのポリエチレンフィルムを缶外面側に熱圧着させ、缶外面全体をポリエチレンフィルムで被覆した後ネックイン部を形成し、熱可塑性樹脂被覆缶体を作製した。
【0076】
(比較例6)
組成が、Mn:0.5重量%、Mg:5.3重量%、Cu:0.10重量%、Si:0.15重量%、Fe:0.33重量%、残部がAlであるアルミニウム板を用いた。
上記以外は実施例2と同様の条件で板を作製した。この板を表1に示すような板厚となるよう実施例2と同様の条件で缶体を作製した。
【0077】
(比較例7)
ポリエチレンテレフタレート/イソフタレート(PET/IA)共重合樹脂フィルムのイソフタル酸量を30モル%とし、フィルムの膜厚が缶内面に相当する面が10μmとし、缶外面に相当する面を8μmとした。
上記以外は実施例3と同様の条件で板を作製し、表1に示すような板厚となるよう実施例2と同様の条件で缶体を作製した。
【0078】
(比較例8)
実施例11と同様の条件で板を作製し、この板を円盤状に打ち抜き、その後、表1に示すような板厚となるよう絞りしごき成形を行った。開口端耳部をトリミングの後、250℃での熱処理して、樹脂被覆をアモルファス化した。外面印刷、200℃での焼付けの後、ネックイン部を形成し、内容量350mlの熱可塑性樹脂被覆缶体を作製した。
【0079】
(結果)
上記のようにして作製した比較例1〜8の缶体について、
缶胴側壁部アルミニウム板厚の測定、缶胴側壁部のアルミニウム板の缶周方向引張破断強度の測定(缶胴側壁部円周方向アルミ引張強度)、缶胴側壁部板厚(熱可塑性樹脂含む)tの測定、缶胴側壁部缶高さ方向の引張強度(熱可塑性樹脂含む)sの測定、熱可塑性樹脂層の配向結晶の測定、内容物充填時のフランジクラック発生率の評価を行った。それらの結果を表1〜表3に示す。
【0080】
【表1】
【0081】
【表2】
【0082】
【表3】
【0083】
(評価結果)
(1)本発明の実施例1〜20の缶体は、缶胴側壁部突刺強度の測定で得られた突刺強度が88N以上であり、流通において破胴が発生しなかった(破胴耐性に優れている)。
(2)実施例4,7の缶体は、パラメータHと融解熱の値が、それぞれ0.5未満、15J/g未満であり、ポリエステル樹脂が配向結晶化していないものである。突刺強度はそれぞれ、88N、89Nで、流通時に破胴は発生しなかったが、缶胴のデンティング部でアルミニウム板に微小なクラックが発生しているものが認められた。
一方、実施例1〜3、5、6、8、10〜20の缶体は、ポリエステル樹脂が配向結晶化しているもので、突刺強度が92N以上あり、流通時において缶胴部にデンティングを受けたものでも、デンティング部のアルミニウム板に微小なクラックは発生せず、破胴耐性がより優れていることが分る。
(3)実施例9の缶体は、缶体成形後に缶胴部の外面に熱可塑性樹脂フィルムを被覆したもので、t×sが31であるが、この缶体の突刺強度は90Nであり、流通時の破胴は発生しないことから、缶胴成形後に熱可塑性樹脂フィルムを被覆したものであっても、破胴耐性に優れていることが分る。
(4)比較例1〜3、5、7、8の缶体は、t×s≧30の条件を外れており、突刺強度が、75N〜84Nであり、流通時の破胴耐性が劣っていた。
(5)比較例4の缶体は、t×s≧30の条件を満たすが、缶体のいずれの面にも熱可塑性樹脂が存在しないので、突刺強度が77Nであり、流通での破胴耐性が劣っていた。
(6)比較例6の缶体は、缶胴側壁部のアルミニウム板の円周方向の引張強度が450MPa以下という要件を超えているので、突刺強度が138Nと高いが、充填時のフランジクラックが10ppmの割合で発生していた。
【産業上の利用可能性】
【0084】
以上説明したように、本発明によれば、円筒状缶胴側壁部が従来と同様又は従来より薄い肉厚であっても、従来より突刺強度が高い缶体を安価なコストで製造することができ、産業上利用価値が高い。
また、缶体の素板である缶胴側壁部アルミニム板を缶周方向に測定した引張破断強度sを450MPa以下に規制したので、充填時のフランジクラック発生がなく、液漏れのない缶体を、産業上安定して供給できる。
更に、本発明の缶体を用いた飲料缶などにおいては、その軽量化を図ることができるため、飲料缶の流通業界にとってメリットがある。
【符号の説明】
【0085】
10:樹脂被覆アルミニウム・シームレス缶体
11:アルミニウム板
12:樹脂層(樹脂フィルム)
13:ネックイン部
14:フランジ部
31:供試缶
32:缶開口部
33:エアーで内圧が付与できる装置
34:圧縮試験機
35:突刺し針
41:ポンチ
42:段差
Tf:ネックイン部に相当する部位の板厚
Tw:缶胴側壁部板厚
t:熱可塑性樹脂層を含む缶胴側壁部の最小部板厚
s:熱可塑性樹脂層を含む缶胴側壁部の缶高さ方向に測定した引張強度
【特許請求の範囲】
【請求項1】
絞りしごき及び/又はストレッチドロー成形されたアルミニウム・シームレス缶体であって、
缶内面及び缶外面にポリエステル樹脂層が設けられ、
該ポリエステル樹脂層は缶成形前の樹脂被覆アルミニウム板の状態で未配向であり、
缶体成形により配向結晶させられ、
該ポリエステル樹脂層の配向結晶の缶高さ方向への軸配向度を表すパラメータHが、H≧0.5であり、
該ポリエステル樹脂層の融解熱(A)が15J/g以上であることを特徴とする、
流通時の破胴耐性に優れた樹脂被覆アルミニウム・シームレス缶体。
【請求項1】
絞りしごき及び/又はストレッチドロー成形されたアルミニウム・シームレス缶体であって、
缶内面及び缶外面にポリエステル樹脂層が設けられ、
該ポリエステル樹脂層は缶成形前の樹脂被覆アルミニウム板の状態で未配向であり、
缶体成形により配向結晶させられ、
該ポリエステル樹脂層の配向結晶の缶高さ方向への軸配向度を表すパラメータHが、H≧0.5であり、
該ポリエステル樹脂層の融解熱(A)が15J/g以上であることを特徴とする、
流通時の破胴耐性に優れた樹脂被覆アルミニウム・シームレス缶体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−161930(P2011−161930A)
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願番号】特願2011−102268(P2011−102268)
【出願日】平成23年4月28日(2011.4.28)
【分割の表示】特願2005−507261(P2005−507261)の分割
【原出願日】平成16年6月22日(2004.6.22)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願日】平成23年4月28日(2011.4.28)
【分割の表示】特願2005−507261(P2005−507261)の分割
【原出願日】平成16年6月22日(2004.6.22)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]