
浄化槽の製造方法
【課題】接着強度が良好な繊維強化樹脂製の浄化槽を、容易かつ安全に製造することができる浄化槽の製造方法を提供する。
【解決手段】SMC法により繊維強化樹脂製の部品を複数成形し、前記部品の接着面にイソシアネート系のプライマーを塗布した後に乾燥させ、前記乾燥したプライマーの上からウレタン樹脂系の接着剤を塗布し、前記接着剤が塗布された接着面を介して前記複数の部品同士を接着固定する工程を有する浄化槽の製造方法において、前記部品の接着面を、コロナ処理、イトロ処理又はフレーム処理した後に、前記イソシアネート系のプライマーを塗布する浄化槽の製造方法で、浄化槽の槽本体1を構成する上槽4と下槽5の接着面をあらかじめコロナ処理、イトロ処理又はフレーム処理してからプライマーや接着剤を塗布する。
【解決手段】SMC法により繊維強化樹脂製の部品を複数成形し、前記部品の接着面にイソシアネート系のプライマーを塗布した後に乾燥させ、前記乾燥したプライマーの上からウレタン樹脂系の接着剤を塗布し、前記接着剤が塗布された接着面を介して前記複数の部品同士を接着固定する工程を有する浄化槽の製造方法において、前記部品の接着面を、コロナ処理、イトロ処理又はフレーム処理した後に、前記イソシアネート系のプライマーを塗布する浄化槽の製造方法で、浄化槽の槽本体1を構成する上槽4と下槽5の接着面をあらかじめコロナ処理、イトロ処理又はフレーム処理してからプライマーや接着剤を塗布する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は浄化槽の製造方法に関し、更に詳しくは、接着強度が良好な繊維強化樹脂製の浄化槽を容易かつ安全に製造することができる浄化槽の製造方法に関する。
【背景技術】
【0002】
一般に、生活排水を処理する浄化槽は、樹脂と繊維とからなるシートを型内で成形するSMC法(Sheet Molding Compound)により製作された複数の部品を、接着して組み立てることで製造される(例えば、特許文献1を参照)。
【0003】
この接着工程においては、耐水性及び接着強度の観点から、接着面にプライマーを塗布して乾燥させた後に接着剤を塗布するようにしているが、接着強度を向上させるために、あらかじめ接着面をバフがけすることが行われている。
【0004】
しかし、このバフがけ作業は人手により行わなければならないため、非常に手間がかかるという問題があった。また、バフがけ時に発生する粉塵が、人体や環境へ悪影響を与える可能性も懸念されていた。
【0005】
そのため、それらの問題を解決できるような浄化槽の製造方法が求められている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−207370号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、接着強度が良好な繊維強化樹脂製の浄化槽を、容易かつ安全に製造することができる浄化槽の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記の目的を達成する本発明の浄化槽の製造方法は、SMC法により繊維強化樹脂製の部品を複数成形し、前記部品の接着面にイソシアネート系のプライマーを塗布した後に乾燥させ、前記乾燥したプライマーの上からウレタン樹脂系の接着剤を塗布し、前記接着剤が塗布された接着面を介して前記複数の部品同士を接着固定する工程を有する浄化槽の製造方法において、前記部品の接着面を、コロナ処理、イトロ処理又はフレーム処理した後に、前記イソシアネート系のプライマーを塗布することを特徴とするものである。
【発明の効果】
【0009】
本発明の浄化槽の製造方法によれば、繊維強化樹脂製の部品の接着面をコロナ処理、イトロ処理又はフレーム処理した後に、イソシアネート系のプライマー及びウレタン樹脂系の接着剤を塗布してから部品同士を接着するようにしたので、それらの表面改質処理によって接着面の濡れ性が向上して接着剤との親和性が高くなるため、良好な接着強度を得ることができる。また、接着面をあらかじめバフがけする必要がないため、浄化槽を容易かつ安全に製造することができる。
【図面の簡単な説明】
【0010】
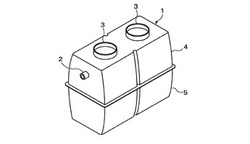
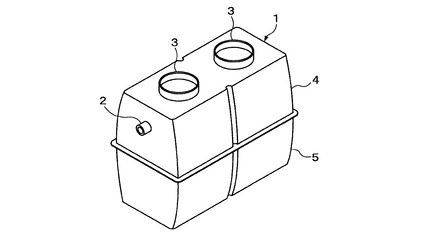
【図1】本発明の浄化槽の製造方法により製造した浄化槽の斜視図である。
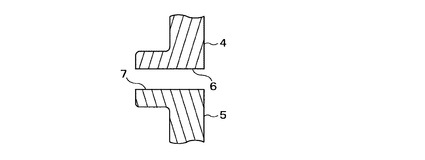
【図2】図1の浄化槽における接着部分の拡大断面図である。
【発明を実施するための形態】
【0011】
以下に、本発明の実施の形態について、図面を参照して説明する。
【0012】
図1は、本発明の実施形態からなる浄化槽の製造方法により製造した浄化槽の例を示す。
【0013】
この浄化槽は、中空の略直方体形状の槽本体1からなり、その内部は隔壁によって、ろ床室、ろ過室や消毒室などに区画されている。一方の側面に取り付けられた流入管2を通じて流入した生活排水は、それらの処理室を順に経るうちに含有する有機物が分解、除去され、消毒された後に他方の側面に取り付けられた放流管(図示せず)から下水道などへ放出される。また、それら処理室のメンテナンスのため、上部槽の上面にはマンホール口3が形成されている。
【0014】
浄化槽の槽本体1は、上槽4と下槽5とを、図2に示すように、互いに接着により水密にフランジ接合することで構成される。それら上槽4及び下槽5は、SMC法(Sheet Molding Compound)により製作された繊維強化樹脂から形成されている。この繊維強化樹脂の種類としては、ガラス繊維に不飽和ポリエステル樹脂を含浸したものなどが例示される。また、接着方法としては、耐水性及び接着強度の観点から、接着面6、7にイソシアネート系のプライマーを塗布して乾燥させた後に、ウレタン樹脂系の接着剤を塗布する方法が採られる。イソシアネート系のプライマーとしては、2官能以上のイソシアネートを含むものが挙げられ、バインダーとしてウレタン樹脂やアクリル樹脂を配合してもよい。また、ウレタン樹脂系の接着剤としては、末端MDI(ジフェニルメタンジイソシアナート)のウレタンプレポリマーと、カーボンブラックとを含むものが例示される。
【0015】
このような浄化槽において、上槽4及び下槽5の接着面6、7は、あらかじめコロナ処理されている。ここでコロナ処理とは、処理基材にコロナ放電を照射する表面改質方法である。
【0016】
このように、接着面6、7をあらかじめコロナ処理することにより、接着面の濡れ性が著しく向上し、プライマーや接着剤との親和性が高くなるので、接着強度を良好なものとすることができる。また、接着面6、7をあらかじめバフがけする必要がないため、浄化槽を容易かつ安全に製造することができる。
【0017】
なお、上述したコロナ処理の代わりに、接着面6、7をあらかじめイトロ処理又はフレーム処理するようにしてもよい。
【0018】
ここでイトロ処理とは、特許4408879号公報に記載されているように、フレームバーナーによる酸化炎を介して接着面6、7の表面にナノレベルの酸化ケイ素膜を形成する表面改質方法である。
【0019】
また、フレーム処理とは、接着面6、7にフレームプラズマを照射して、表面に極性基を生成する表面改質方法である。
【0020】
これらの表面改質処理をあらかじめ接着面6、7に対して行うことにより、接着面とプライマーや接着剤との親和性が高くなるので、コロナ処理の場合と同等の効果を奏することができる。
【0021】
なお、上記の実施形態は上下別々に製造された部品を接着するようにしているが、左右別々に製造された部品を接着する場合にも適用できることは言うまでもない。
【符号の説明】
【0022】
1 槽本体
2 流入管
3 マンホール口
4 上槽
5 下槽
6、7 接着面
【技術分野】
【0001】
本発明は浄化槽の製造方法に関し、更に詳しくは、接着強度が良好な繊維強化樹脂製の浄化槽を容易かつ安全に製造することができる浄化槽の製造方法に関する。
【背景技術】
【0002】
一般に、生活排水を処理する浄化槽は、樹脂と繊維とからなるシートを型内で成形するSMC法(Sheet Molding Compound)により製作された複数の部品を、接着して組み立てることで製造される(例えば、特許文献1を参照)。
【0003】
この接着工程においては、耐水性及び接着強度の観点から、接着面にプライマーを塗布して乾燥させた後に接着剤を塗布するようにしているが、接着強度を向上させるために、あらかじめ接着面をバフがけすることが行われている。
【0004】
しかし、このバフがけ作業は人手により行わなければならないため、非常に手間がかかるという問題があった。また、バフがけ時に発生する粉塵が、人体や環境へ悪影響を与える可能性も懸念されていた。
【0005】
そのため、それらの問題を解決できるような浄化槽の製造方法が求められている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−207370号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、接着強度が良好な繊維強化樹脂製の浄化槽を、容易かつ安全に製造することができる浄化槽の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記の目的を達成する本発明の浄化槽の製造方法は、SMC法により繊維強化樹脂製の部品を複数成形し、前記部品の接着面にイソシアネート系のプライマーを塗布した後に乾燥させ、前記乾燥したプライマーの上からウレタン樹脂系の接着剤を塗布し、前記接着剤が塗布された接着面を介して前記複数の部品同士を接着固定する工程を有する浄化槽の製造方法において、前記部品の接着面を、コロナ処理、イトロ処理又はフレーム処理した後に、前記イソシアネート系のプライマーを塗布することを特徴とするものである。
【発明の効果】
【0009】
本発明の浄化槽の製造方法によれば、繊維強化樹脂製の部品の接着面をコロナ処理、イトロ処理又はフレーム処理した後に、イソシアネート系のプライマー及びウレタン樹脂系の接着剤を塗布してから部品同士を接着するようにしたので、それらの表面改質処理によって接着面の濡れ性が向上して接着剤との親和性が高くなるため、良好な接着強度を得ることができる。また、接着面をあらかじめバフがけする必要がないため、浄化槽を容易かつ安全に製造することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の浄化槽の製造方法により製造した浄化槽の斜視図である。
【図2】図1の浄化槽における接着部分の拡大断面図である。
【発明を実施するための形態】
【0011】
以下に、本発明の実施の形態について、図面を参照して説明する。
【0012】
図1は、本発明の実施形態からなる浄化槽の製造方法により製造した浄化槽の例を示す。
【0013】
この浄化槽は、中空の略直方体形状の槽本体1からなり、その内部は隔壁によって、ろ床室、ろ過室や消毒室などに区画されている。一方の側面に取り付けられた流入管2を通じて流入した生活排水は、それらの処理室を順に経るうちに含有する有機物が分解、除去され、消毒された後に他方の側面に取り付けられた放流管(図示せず)から下水道などへ放出される。また、それら処理室のメンテナンスのため、上部槽の上面にはマンホール口3が形成されている。
【0014】
浄化槽の槽本体1は、上槽4と下槽5とを、図2に示すように、互いに接着により水密にフランジ接合することで構成される。それら上槽4及び下槽5は、SMC法(Sheet Molding Compound)により製作された繊維強化樹脂から形成されている。この繊維強化樹脂の種類としては、ガラス繊維に不飽和ポリエステル樹脂を含浸したものなどが例示される。また、接着方法としては、耐水性及び接着強度の観点から、接着面6、7にイソシアネート系のプライマーを塗布して乾燥させた後に、ウレタン樹脂系の接着剤を塗布する方法が採られる。イソシアネート系のプライマーとしては、2官能以上のイソシアネートを含むものが挙げられ、バインダーとしてウレタン樹脂やアクリル樹脂を配合してもよい。また、ウレタン樹脂系の接着剤としては、末端MDI(ジフェニルメタンジイソシアナート)のウレタンプレポリマーと、カーボンブラックとを含むものが例示される。
【0015】
このような浄化槽において、上槽4及び下槽5の接着面6、7は、あらかじめコロナ処理されている。ここでコロナ処理とは、処理基材にコロナ放電を照射する表面改質方法である。
【0016】
このように、接着面6、7をあらかじめコロナ処理することにより、接着面の濡れ性が著しく向上し、プライマーや接着剤との親和性が高くなるので、接着強度を良好なものとすることができる。また、接着面6、7をあらかじめバフがけする必要がないため、浄化槽を容易かつ安全に製造することができる。
【0017】
なお、上述したコロナ処理の代わりに、接着面6、7をあらかじめイトロ処理又はフレーム処理するようにしてもよい。
【0018】
ここでイトロ処理とは、特許4408879号公報に記載されているように、フレームバーナーによる酸化炎を介して接着面6、7の表面にナノレベルの酸化ケイ素膜を形成する表面改質方法である。
【0019】
また、フレーム処理とは、接着面6、7にフレームプラズマを照射して、表面に極性基を生成する表面改質方法である。
【0020】
これらの表面改質処理をあらかじめ接着面6、7に対して行うことにより、接着面とプライマーや接着剤との親和性が高くなるので、コロナ処理の場合と同等の効果を奏することができる。
【0021】
なお、上記の実施形態は上下別々に製造された部品を接着するようにしているが、左右別々に製造された部品を接着する場合にも適用できることは言うまでもない。
【符号の説明】
【0022】
1 槽本体
2 流入管
3 マンホール口
4 上槽
5 下槽
6、7 接着面
【特許請求の範囲】
【請求項1】
SMC法により繊維強化樹脂製の部品を複数成形し、前記部品の接着面にイソシアネート系のプライマーを塗布した後に乾燥させ、前記乾燥したプライマーの上からウレタン樹脂系の接着剤を塗布し、前記接着剤が塗布された接着面を介して前記複数の部品同士を接着固定する工程を有する浄化槽の製造方法において、
前記部品の接着面を、コロナ処理、イトロ処理又はフレーム処理した後に、前記イソシアネート系のプライマーを塗布することを特徴とする浄化槽の製造方法。
【請求項2】
前記繊維強化樹脂が、ガラス繊維に不飽和ポリエステル樹脂を含浸してなるものである請求項1に記載の浄化槽の製造方法。
【請求項1】
SMC法により繊維強化樹脂製の部品を複数成形し、前記部品の接着面にイソシアネート系のプライマーを塗布した後に乾燥させ、前記乾燥したプライマーの上からウレタン樹脂系の接着剤を塗布し、前記接着剤が塗布された接着面を介して前記複数の部品同士を接着固定する工程を有する浄化槽の製造方法において、
前記部品の接着面を、コロナ処理、イトロ処理又はフレーム処理した後に、前記イソシアネート系のプライマーを塗布することを特徴とする浄化槽の製造方法。
【請求項2】
前記繊維強化樹脂が、ガラス繊維に不飽和ポリエステル樹脂を含浸してなるものである請求項1に記載の浄化槽の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2012−16666(P2012−16666A)
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願番号】特願2010−155934(P2010−155934)
【出願日】平成22年7月8日(2010.7.8)
【出願人】(000006714)横浜ゴム株式会社 (4,905)
【Fターム(参考)】
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願日】平成22年7月8日(2010.7.8)
【出願人】(000006714)横浜ゴム株式会社 (4,905)
【Fターム(参考)】
[ Back to top ]