
浮き成形制御装置及び製造方法

【課題】キャビティ内に溶融樹脂を充填する途中で保持ピンを金型内に後退させ、インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形の前記後退タイミングを精度よく繰り返し安定させ、成形品の歩留まり向上すること。
【解決手段】予めインサート部材を金型から浮かせる保持ピンと該保持ピンと連動する作動中子が組み込まれた浮き成形金型を備えて、樹脂の充填途中に前記保持ピンと作動中子を後退させ、保持ピンの後退に伴い樹脂表面に残るピン跡の空間を残りの充填樹脂により埋める浮き成形機の制御装置であって、前記保持ピンと前記作動中子の後退制御を、前記成形機のV(速度)−P(圧力)切替位置又は2次射出切替位置を成形機から出力信号として出力し、該出力信号を入力信号として取り込み、該入力信号に基づいて前記保持ピンと前記作動中子に後退信号を出力する浮き成形制御装置及び方法。
【解決手段】予めインサート部材を金型から浮かせる保持ピンと該保持ピンと連動する作動中子が組み込まれた浮き成形金型を備えて、樹脂の充填途中に前記保持ピンと作動中子を後退させ、保持ピンの後退に伴い樹脂表面に残るピン跡の空間を残りの充填樹脂により埋める浮き成形機の制御装置であって、前記保持ピンと前記作動中子の後退制御を、前記成形機のV(速度)−P(圧力)切替位置又は2次射出切替位置を成形機から出力信号として出力し、該出力信号を入力信号として取り込み、該入力信号に基づいて前記保持ピンと前記作動中子に後退信号を出力する浮き成形制御装置及び方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インサート部材を樹脂で包むインサート成形において、前記インサート部材を樹脂の外面に露出させることなく樹脂内部に留める浮き成形制御装置及び製造方法に関する。
【背景技術】
【0002】
インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形の製造方法として、予めインサート部材を金型から浮かせる保持ピンとこの保持ピンと連動する作動中子が組み込まれた金型が用いられていた。前記作動中子は成形機で溶融した樹脂を金型内に充填する途中で作動させ、保持ピンが金型内に後退する。保持ピンの後退に伴い樹脂表面に残るピン跡の空間は、残りの充填樹脂により埋められ、インサート部材が樹脂外面に露出しないようにするものである。
【0003】
従来、保持ピン及び作動中子の後退タイミングは、特許第4576212号に記述されているように、溶融樹脂を充填する成形機の射出開始時から予め設定した経過時間で行っていた。ところが、溶融樹脂を充填する時間は、樹脂の粘性度、成形機スクリュー内及び金型内の流動抵抗、更に外気温の影響等の様々な要因からバラツキが生じる。上記の後退タイミングを射出開始時から予め設定した経過時間で行うことは、ある一定量の樹脂体積が金型内に充填したことを想定して、保持ピン及び作動中子を後退させることを狙いとしているが、実際には溶融樹脂を充填する時間のバラツキにより、想定した樹脂体積の不足や過剰が起きてしまう。
【0004】
そして、想定した樹脂体積より不足すると、残りの充填樹脂体積が増えるため前記充填樹脂の流動からインサート部材に変形応力が多く加わり、インサート部材を変形させた状態で成形されてしまう。これにより金型から取出した後、成形品の樹脂外面にインサート部材が露出するおそれがある。また、逆に想定した樹脂体積より過剰であると、残りの充填樹脂体積が減るため前記充填樹脂の流動が少なくなり、保持ピン跡の空間が成形品に残り、加えて成形品の樹脂外面にインサート部材が露出するおそれがある。こうした理由により、成形品の歩留まりを悪化させていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4576212号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
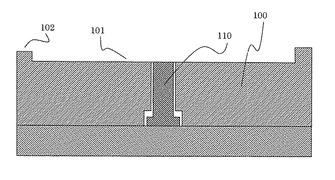
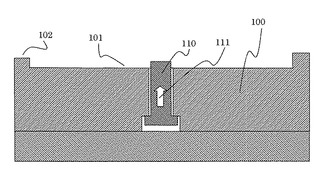
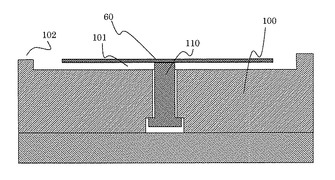
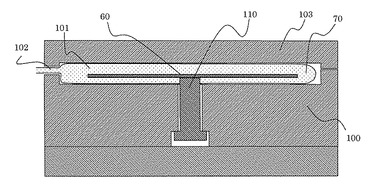
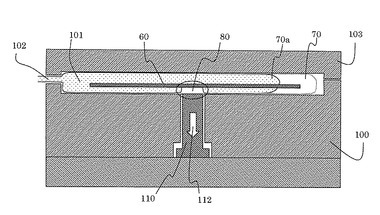
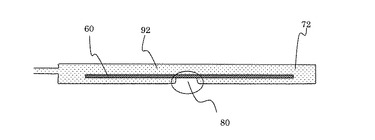
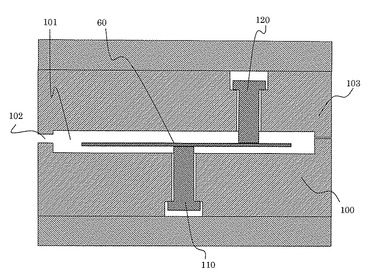
図12に示すようなインサート部材60を樹脂72の外面に露出させることなく樹脂内部に留めるインサート成形の製造方法としては、従来、図5〜図11に示すように、キャビティ101、ゲート102、及びインサート部材60を金型面から浮かせるために摺動する保持ピン110等の作動中子を具備したモールド成形金型(下型)100において、始めに、保持ピン110を、図6に示すようにキャビティ101の上部へ前進動作111させ、保持ピン110の先端上面に、図7に示すようにインサート部材60をセットする。なお、このときインサート部材60は、保持ピン110と接触している部位以外はキャビティ101面に接触することなく浮いている状態である。
【0007】
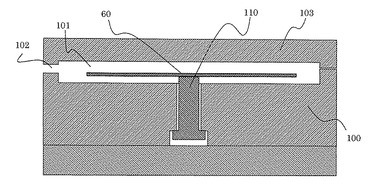
次に、図8に示すように、モールド金型(上型)103と下型100を型締めする。この状態においてもインサート部材60は、キャビティ101にあって、上型103の表面と接触しない状態である。
【0008】
次に成形機で溶融させた樹脂を、図9に示すように金型のゲート102からキャビティ101内に連続的に充填する。
【0009】
ここで射出成形機がモールド成形を行う主な工程として、始めに樹脂ペレットに熱を加え予め設定した(金型内に樹脂を充填するために必要な量の)溶融樹脂を溜める“計量”工程がある。この時、溜められた樹脂の量の目安として成形機のスクリュー位置が一般的に用いられている。また溜められたスクリュー位置が射出開始位置としても用いられている。
【0010】
次にモールド金型が開いている状態から型締動作を開始し、予め設定された位置まで金型が閉まったことで型閉が完了する(図8)。次に、スクリュー内の溶融樹脂を金型のゲート側からキャビティへ流し込む工程となる。最初にキャビティ体積の約80%〜99%内で予め設定した溶融樹脂を充填させる1次射出工程(成形機メーカ毎により表記に違いはあるが、当業者には一般的に知られている工程名である。また近年、サーボモータにより速度制御が主流に採用されている)となる。
【0011】
さらに、残りの空間に溶融樹脂を入れ込み、キャビティ内の樹脂収縮に伴う不足分を補充する2次射出工程(別名として保圧工程として広く用いられている。また圧力制御として主に使われている)へと移行する(図9)。
【0012】
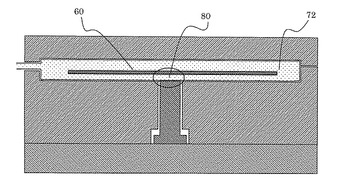
ここで1次射出と2次射出の切り替えるタイミングとして、充填中における前記スクリューの通過位置により設定することが主に用いられている。この通過位置、すなわち切替位置のことを、一般にV(速度)-P(圧力)切替位置、又は2次射出切替位置という。また、前記1次射出と2次射出を合わせた時間を予め設定し、射出時間といわれる。この射出時間のタイムアップにより、成形機は充填工程から冷却工程へと移行する(図11)。
【0013】
成形機は同時に次の充填に備え、前記計量工程を再度開始する。なお、計量工程は冷却時間内で完了するよう、予め設定することが通常である。
【0014】
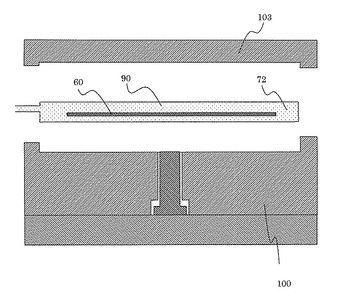
冷却工程は予め設定した冷却時間でタイムアップし、金型の開閉工程に移行する。予め設定した位置まで金型が開いた後、型開工程が完了する。次に、図12に示すように、金型(下型)からモールド品90を取り出す突き出し工程を行い、一連のモールド成形が完了する。
【0015】
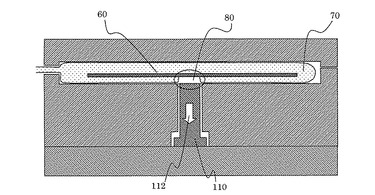
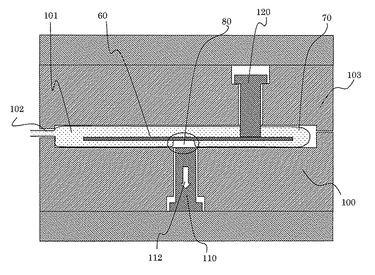
ここでインサート部材60を樹脂外面に露出させずに成形を行う方法として、図9に示すように、キャビティ101内に溶融樹脂70を一定量充填した途中のタイミングで、図10に示すように、保持ピン110を金型内に後退動作112させる。同時にキャビティ101内には、保持ピン110の後退動作112により、瞬間的に空間80が生じる。この時、キャビティ101内の樹脂70は溶融状態であるため、更に充填される溶融樹脂70で前記空間80が埋められる。これにより、インサート部材60が樹脂72外面に露出することのないモールド品90を成形する。
【0016】
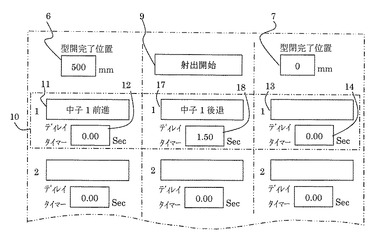
従来、前記保持ピン110の後退動作112するタイミングは、図2に示すように、溶融樹脂70を充填する成形機の射出開始時9から予め設定した経過時間18で行っていた。ところが、溶融樹脂70を充填する時間は、樹脂の粘性度、成形機スクリュー内及び金型内の流動抵抗、更に外気温の影響等の様々な要因からバラツキが生じてしまう。本来、射出開始時9から予め設定した経過時間18で行うことは、ある一定量の溶融樹脂70がキャビティ101内に充填したことを想定して、保持ピン110を後退動作112させることを狙いとしているが、前記に記述したように溶融樹脂70を充填する時間のバラツキにより、図13〜図17で表すように、想定した樹脂体積の不足や過剰が起きてしまう。
【0017】
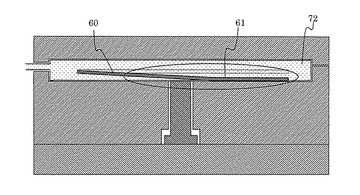
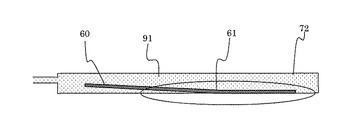
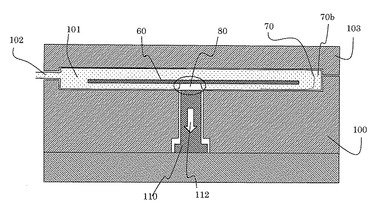
なお、想定した樹脂体積70に対して充填された樹脂体積70aが不足すると、残りの充填樹脂体積が増えるため前記残りの充填樹脂の流動からインサート部材60に変形応力が多く加わり、インサート部材60を変形61させた状態で成形されてしまう。これにより金型取出した後、成形品の樹脂外面にインサート部材60が露出61する不具合が生じた。また、逆に想定した樹脂体積70に対して過剰な樹脂体積70bが充填されると、残りの充填樹脂体積が減るため前記充填樹脂の流動も少なく保持ピン跡の空間80が成形品に残り、加えて成形品の樹脂外面にインサート部材が露出80する不具合が生じた。いずれにしても成形品の歩留まりを悪化させていた。
【0018】
本発明は、前記溶融樹脂70の不足や過剰を起こさせないために、繰り返し安定した溶融樹脂70の充填を可能とする制御装置及びその製造方法を提供して、成形品の歩留まり向上を図るものである。
【課題を解決するための手段】
【0019】
上記目的を達成するため、本発明においては、インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形として、予めインサート部材を金型から浮かせる保持ピンとこの保持ピンと連動する作動中子が組み込まれた金型が用いられ、前記保持ピンと作動中子を樹脂の充填途中に後退させ、保持ピンの後退に伴い樹脂表面に残るピン跡の空間を残りの充填樹脂により埋める浮き成形品において、前記保持ピンと作動中子の後退制御を成形機のV(速度)-P(圧力)切替位置(他の表記として2次射出切替位置)を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で保持ピンと作動中子に後退信号を出力する浮き成形制御装置とした。
【0020】
また、前記浮き成形制御装置において、前記成形機のV(速度)-P(圧力)切替位置(他の表記として2次射出切替位置)を金型内に充填する総樹脂量の80%〜99%範囲で設定して、前記切替え位置を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で保持ピンと作動中子に後退信号を出力する浮き成形制御装置とした。
【0021】
また、何れかの前記浮き成形制御装置において、前記成形機のV(速度)-P(圧力)切替位置(他の表記として2次射出切替位置)を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で浮き成形を制御する制御装置で内部ディレイタイマーを作動させ、前記内部ディレイタイマーのタイムアップで保持ピンと作動中子に後退信号を出力する浮き成形制御装置とした。
【0022】
また、何れかの前記浮き成形制御装置において、複数の作動中子を同時に制御し、更に作動中子毎に内部ディレイタイマーを作動させ、前記内部ディレイタイマーのタイムアップで各々作動中子に後退信号を出力する浮き成形制御装置とした。
【0023】
次に、インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形として、予めインサート部材を金型から浮かせる保持ピンとこの保持ピンと連動する作動中子が組み込まれた金型が用いられ、前記保持ピンと作動中子を樹脂の充填途中に後退させ、保持ピンの後退に伴い樹脂表面に残るピン跡の空間を残りの充填樹脂により埋める浮き成形品において、前記保持ピンと作動中子の後退制御を成形機のスクリュー位置を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で保持ピンと作動中子に後退信号を出力する浮き成形制御装置とした。
【0024】
また、前記浮き成形制御装置において、前記成形機のスクリュー位置を金型内に充填する総樹脂量の80%〜99%範囲で設定して、前記切替え位置を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で保持ピンと作動中子に後退信号を出力する浮き成形制御装置とした。
【0025】
また、何れかの前記浮き成形制御装置において、複数の作動中子を同時に制御し、更に作動中子毎に成形機のスクリュー位置を入力信号として取り込み、各々作動中子に後退信号を出力する浮き成形制御装置とした。
【0026】
更に、インサート部材を樹脂の外面に露出させることなく樹脂内部に留めたインサート成形品を製造するための浮き成形制御方法とした。
【発明の効果】
【0027】
本発明の浮き成形制御装置又は方法によれば、安価であり、キャビティ内に溶融樹脂を一定量充填した途中で保持ピンを金型内に後退させ、インサート部材を樹脂外面に露出させずに行う成形として、前記後退タイミングのバラツキから生じる溶融樹脂の不足や過剰を起こさせず、また前記後退タイミングを精度よく繰り返し安定させることが可能であり、成形品の歩留まり向上が図れる。
【図面の簡単な説明】
【0028】
【図1】本発明に係る浮き成形制御装置の実施例1の要所ブロック図を示す。
【図2】従来の浮き成形制御装置要所ブロック図を示す。
【図3】本発明に係る浮き成形制御装置の実施例2の要所ブロック図を示す。
【図4】本発明に係る浮き成形制御装置の実施例3の浮き成形制御装置要所ブロック図を示す。
【図5】インサート成形品を製造用の成形金型の断面を示す。
【図6】保持ピンを110を前進動作させた状態における成形金型の断面図を示す。
【図7】インサート部材をセットした状態における成形金型の断面図を示す。
【図8】モールド金型(上型)と下型を型締めする成形金型の断面図を示す。
【図9】溶融させた樹脂を充填した状態における成形金型の断面図を示す。
【図10】保持ピンを金型内に後退動作させた成形金型の断面図を示す。
【図11】充填工程から冷却工程へ移行する際の成形金型の断面図を示す。
【図12】浮き成形製造装置、及びインサート部材を樹脂で包むインサート成形品の断面図を示す。
【図13】充填した樹脂体積が不足である場合の浮き成形金型の断面図を示す。
【図14】2次射出によりインサート部材が変形しているインサート浮き成形金型の断面図を示す。
【図15】インサート部材が変形した成形品の断面図を示す。
【図16】充填した樹脂体積が過剰である場合に保持ピンを金型内に後退動作させた成形金型の断面図を示す。
【図17】インサート部材が露出した成形品の断面図を示す。
【図18】2個の保持ピンを備え、インサート部材をセットした状態における成形金型の断面図を示す。
【図19】2個の保持ピンを備え、溶融させた樹脂を充填し、1番目の保持ピンを後退動作させた状態における浮き成形金型断面図を示す。
【図20】1番目の保持ピンを後退動作の後、2番目の保持ピンを後退動作させた状態における浮き成形金型断面図を示す。実施例2の浮き成形金型断面図を示す。
【図21】2個の保持ピンを備えた浮き成形製造装置、及びインサート部材を樹脂で包むインサート成形品の断面図を示す。
【図22】インサート部材を樹脂で包むインサート成形品の断面図を示す(2個の保持ピンを備える場合)。
【図23】本発明に係る浮き成形制御装置の実施例4の浮き成形制御装置要所ブロック図を示す。
【発明を実施するための形態】
【0029】
以下に、図面を参照して、本発明の望ましい実施例について説明する。
【0030】
[実施例1]
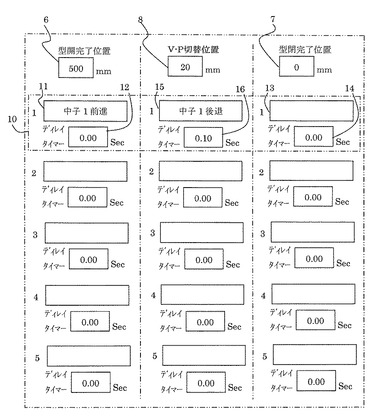
図1は、本発明にかかる浮き成形制御装置の実施例1として示した要所ブロック図である。
図1は成形機から型開完了位置6、型閉完了位置7、V-P切替位置8(他の表記として2次射出切替位置)の出力信号として出力させ、浮き成形制御装置は入力信号として入力する。なお、前記型開完了位置6、型閉完了位置7、V-P切替位置8へは予め決められた数値を入力する。
【0031】
浮き成形制御装置においては、前記型開完了位置6の入力信号により作動中子1を前進動作11させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子1を後退動作15させる制御10とした。
【0032】
さらに、ここで作動中子1の前進動作11及び後退動作15のタイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー12、14、16を個々に組み込んだ。実施例1では、前記V-P切替位置8の入力信号によりディレイタイマー16が作動し、タイムアップ(0.10sec後)してから前記作動中子1を後退動作15させる制御10とした。
【0033】
ここで前記作動中子1の後退入力信号で前記型開完了位置6を選択したため、型閉完了位置7の入力信号により作動中子1の前進動作13は選択していない。なお、前記型開完了位置6、型閉完了位置7、V-P切替位置8への数値、中子1の前進動作、中子1の後退動作の入力信号の選択及び個々のディレイタイマー数値は、図1に表記されているものに限定されるものでなく、金型形状、製品形状、インサート部材、それぞれの大きさや形状により予め適切な数値や選択を設定することができる。
【0034】
次に、図1による浮き成形制御装置を用いた製造方法について、以下、図5〜図12を参照して説明する。
【0035】
図12に示すようなインサート部材60を樹脂72の外面に露出させることなく樹脂内部に留めるインサート成形品90の製造方法としては、図5〜図11で表すように、キャビティ101とゲート102と特にインサート部材60を金型面から浮かせるために摺動する保持ピン110等の作動中子を具備したモールド成形金型(下型)100において、始めに図6に示すように保持ピン110をキャビティ101の上部へ前進動作111させ、図7に示すように保持ピン110の先端上面へインサート部材60をセットする。なお、このときインサート部材60は、保持ピン110と接触している部位以外はキャビティ101面に接触することなく浮いている状態である。
【0036】
次に、図8に示すようにモールド金型が開いている状態から型締動作を開始し、予め設定された位置まで金型が閉まったことで型閉が完了する。この状態においてもインサート部材60は上型103のキャビティ101表面と接触することがなく空間を有する状態である。
【0037】
次に、図9に示すように成形機で溶融させた樹脂を金型のゲート102からキャビティ101内に連続的に充填する。
【0038】
ここで射出成形機がモールド成形を行う主な工程としては、始めに樹脂ペレットに熱を加え、予め設定(金型内に樹脂を充填するために必要な量)した溶融樹脂を溜める“計量”工程がある。この時、溜められた樹脂の量の目安として成形機のスクリュー位置が一般的に用いられている。また溜められたスクリュー位置が射出開始位置としても用いられている。
【0039】
次に、上記のとおり、モールド金型(上型)103と下型100を型締めした(図8)後、スクリュー内の溶融樹脂を金型のゲート側からキャビティへ流し込む工程となる。最初にキャビティ体積の約80%〜99%内で予め設定した溶融樹脂を充填させる1次射出(成形機メーカ毎により表記に違いはあるが、有識者には一般的に知られている工程名である。また近年、サーボモータにより速度制御が主流に採用されている)となる。
【0040】
さらに、残りの空間に溶融樹脂を入れ込み、キャビティ内の樹脂収縮に伴う不足分を補充する2次射出(別名として保圧工程としても広く用いられている。また圧力制御として主に使われている)工程へと移行を開始する(図9)。
【0041】
ここで1次射出と2次射出の切り替えとして、充填中における前記スクリューの通過位置により設定することが主に用いられている。この通過位置つまり切替位置のことを一般にV(速度)-P(圧力)切替位置、又は2次射出切替位置と表記している。また前記1次射出と2次射出を合わせた時間を予め設置し、射出時間として用いられていることも広く知られている。この射出時間のタイムアップで成形機は充填工程から冷却工程へと移行する(図11)。
【0042】
成形機は、同時に次の充填に備え、前記計量工程を再度開始する。なお、計量工程は冷却時間内で完了するよう、予め設定することが通常である。冷却工程は予め設定した冷却時間でタイムアップし、金型の開閉工程に移行する。予め設定した位置まで金型が開いた後、型開工程が完了する。
【0043】
次に、図12に示すように、金型(下型)からモールド品90を取り出す突き出し工程を行い、一連のモールド成形が完了する。
【0044】
ここでインサート部材60を樹脂外面に露出させずに成形を行う方法として、図9に示すように、キャビティ101内に溶融樹脂70を一定量充填した途中で、図10に示すように、保持ピン110を金型内に後退112させる。同時にキャビティ101内には、後退112により、瞬間的に空間80が生じる。この時、キャビティ101内の樹脂70は溶融状態であるため、更に充填される溶融樹脂72で前記空間部位80が埋められる。これによりインサート部材60が樹脂72外面に露出することのないモールド品90を成形する。
【0045】
ここで、従来は、保持ピン110の後退動作112のタイミングは、図2に示すように、溶融樹脂70を充填する成形機の射出開始時9から予め設定した経過時間18で行っていた。
【0046】
ところが、溶融樹脂70を充填するのに要する時間は、樹脂の粘性度、成形機スクリュー内及び金型内の流動抵抗、更に外気温の影響など、様々な要因からバラツキが生じてしまう。
【0047】
本来、射出開始時9から予め設定した経過時間18で行うことは、ある一定量の溶融樹脂70がキャビティ101内に充填したことを想定して、保持ピン110を後退112させることを狙いとしているが、前記に記述したように溶融樹脂70を充填する時間のバラツキにより、図13〜図17で表すように、想定した樹脂体積の不足や過剰が起きてしまう。
【0048】
なお、充填した樹脂体積70aが想定した樹脂体積70に不足すると、残りの充填樹脂体積が増えるため前記充填樹脂の流動からインサート部材60に変形応力が多く加わり、インサート部材60を変形61させた状態で成形してしまう。これにより金型取出した後、成形品の樹脂外面にインサート部材60が露出61する不具合品91が生じる。
【0049】
また、逆に充填した樹脂体積70bが想定した樹脂体積70より過剰である場合、残りの充填樹脂体積が減るため前記充填樹脂の流動が少なく、保持ピン跡の空間80が成形品に残り、加えて成形品の樹脂外面にインサート部材が露出する不具合品92が生じる。いずれにしても成形品の歩留まりを悪化させていた。
【0050】
前記溶融樹脂70の不足や過剰を起こさせないために、実施例1は、インサート部材60を樹脂72の外面に露出させることなく樹脂内部に留めるインサート成形として、予めインサート部材60を金型100、103から浮かせる保持ピン110とこの保持ピン110と連動する作動中子1が組み込まれた金型100、103を用いた。
【0051】
前記保持ピン110と作動中子を、樹脂70の充填途中で後退動作112させ、保持ピン110の後退動作112に伴い、樹脂表面に残るピン跡の空間80を残りの充填樹脂72により埋める浮き成形品90において、前記保持ピン110と作動中子1の後退動作112の制御を、成形機のV(速度)-P(圧力)切替位置8(他の表記として2次射出切替位置)を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号でディレイタイマー16が作動し、タイムアップ(0.10sec後)してから保持ピン110と作動中子1に後退動作112の信号を出力する浮き成形制御装置とした。
【0052】
また、前記浮き成形制御装置において、前記成形機のV(速度)−P(圧力)切替位置8(他の表記として2次射出切替位置)を金型内に充填する総樹脂量の80%〜99%範囲で設定して、前記切替位置8を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で、保持ピン110と作動中子1に後退動作112の信号を出力する浮き成形制御装置とした。
【0053】
また、何れかの前記浮き成形制御装置において、前記成形機のV(速度)−P(圧力)切替位置8(他の表記として2次射出切替位置)を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で浮き成形を制御する制御装置で内部ディレイタイマー16を作動させ、前記内部ディレイタイマー16のタイムアップで保持ピン110と作動中子1に後退動作112の信号を出力する浮き成形制御装置とした。
【0054】
上記の浮き成形制御により、溶融樹脂70、72の充填及び保持ピン110と作動中子1の後退動作112のタイミングを精度よく行い、繰り返し安定した浮き成形を可能とし、成形品の歩留まり向上を図ることができる。
【0055】
[実施例2]
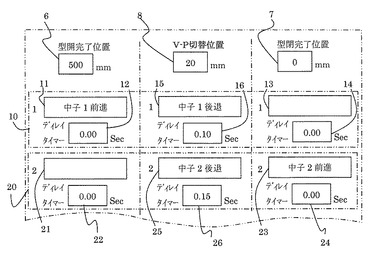
図3は、本発明に係る浮き成形制御装置の実施例2の要所ブロック図を示す。
図3では、2個の作動中子を同時に制御する制御装置である。成形機から型開完了位置6、型閉完了位置7、V-P切替位置8(他の表記として2次射出切替位置)の出力信号として出力させ、浮き成形制御装置は入力信号として入力する。なお、前記型開完了位置6、型閉完了位置7、V-P切替位置8へは予め決められた数値を入力する。
【0056】
作動中子1においては、前記型開完了位置6の入力信号により作動中子1を前進動作11させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子1を後退動作15させる制御10とした。
【0057】
さらに、ここで作動中子1の前進動作11及び後退動作15のタイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー12、14、16を個々に組み込んだ。前記V-P切替位置8の入力信号によりディレイタイマー16が作動し、タイムアップ(0.10sec後)してから前記作動中子1を後退動作15させる制御10とした。
【0058】
作動中子2においては、前記型閉完了位置7の入力信号により作動中子2を前進23させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子2を後退25させる制御20とした。
【0059】
さらに、ここで作動中子2の前進23及び後退25タイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー22、24、26を個々に組み込んだ。前記V-P切替位置8の入力信号によりディレイタイマー26が作動し、タイムアップ(0.15sec後)してから前記作動中子2を後退動作25させる制御20とした。
【0060】
なお、前記型開完了位置6、型閉完了位置7、V-P切替位置8への数値、中子1及び中子2前進動作、中子1及び中子2の後退動作の入力信号の選択及び個々のディレイタイマー数値は、図3に表記されているものに限定されるものでなく、金型形状、製品形状、インサート部材、それぞれの大きさや形状により予め適切な数値や選択を設定することができる。
【0061】
次に、図3による浮き成形制御装置を用いた製造方法について、以下、図18〜図22を参照して説明する。
図22に示すようなインサート部材60を樹脂72の外面に露出させることなく樹脂内部に留めるインサート成形品93の製造方法としては、図18〜図21に示すように、キャビティ101とゲート102と特にインサート部材60を金型面から浮かせるために摺動する保持ピン110と保持ピン120等の作動中子を具備したモールド成形金型100、103において、保持ピン110と保持ピン120をキャビティ101へ前進させ、保持ピン110と保持ピン120の先端上面へインサート部材60をセットする。なお、このときインサート部材60は、保持ピン110と保持ピン120に接触している部位以外は、キャビティ101面に接触することなく浮いている状態である。
【0062】
次に、図19に示すように、成形機で溶融させた樹脂を金型のゲート102からキャビティ101内に連続的に充填する。ここでインサート部材60を樹脂外面に露出させずに成形を行う方法として、図19に示すように、キャビティ101内に溶融樹脂70を一定量充填した途中で、保持ピン110を金型内に後退動作112させる。同時にキャビティ101内には、後退動作112により、瞬間的に空間80が生じる。この時、キャビティ101内の樹脂70は溶融状態であるため、図20に示すように、更に充填される溶融樹脂71は前記空間部位80を埋める。
【0063】
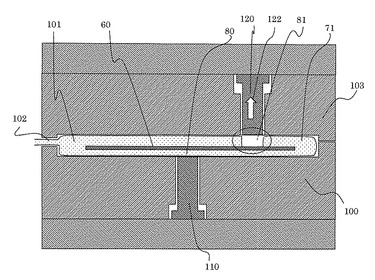
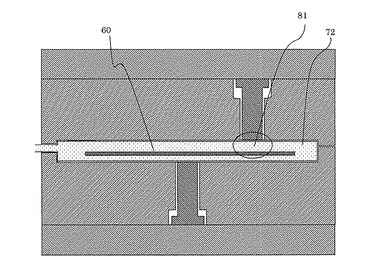
また、この時、保持ピン110の後退動作112のタイミングに少し遅れて保持ピン120を後退動作122させる。同時にキャビティ101内には、後退動作122により、瞬間的に空間81が生じる。この時、キャビティ101内の樹脂71が溶融状態であるため、図21に示すように、更に充填される溶融樹脂72は前記空間部位81を埋める。
【0064】
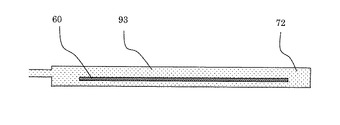
これによりインサート部材60は、樹脂72の外面に露出することの無い、図22に示すようなモールド品90を成形する。
【0065】
実施例2は、インサート部材60を樹脂72の外面に露出させることなく樹脂内部に留めるインサート成形として、予めインサート部材60を金型100、103から浮かせる保持ピン110、120、この保持ピン110、120と連動する作動中子1、2が組み込まれた金型100、103を用いた。
【0066】
前記保持ピン110と作動中子1を樹脂70の充填途中に後退112させ、保持ピン110の後退112に伴い樹脂表面に残るピン跡の空間80を残りの充填樹脂71により埋める浮き成形品93において、前記保持ピン110と作動中子1の後退制御を成形機のV(速度)-P(圧力)切替位置8(他の表記として2次射出切替位置)を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号でディレイタイマー16が作動し、タイムアップ(0.10sec後)してから保持ピン110と作動中子1に後退112信号を出力する浮き成形制御装置とした。
【0067】
さらに、保持ピン110の後退112タイミングに少し遅れて前記保持ピン120と作動中子2を樹脂71の充填途中に後退122させ、保持ピン120の後退122に伴い樹脂表面に残るピン跡の空間81を残りの充填樹脂72により埋める浮き成形品93において、前記保持ピン120と作動中子2の後退制御を成形機のV(速度)-P(圧力)切替位置8(他の表記として2次射出切替位置)を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号でディレイタイマー26が作動し、タイムアップ(0.15sec後)してから保持ピン120と作動中子2に後退122信号を出力する浮き成形制御装置とした。
【0068】
また前記浮き成形制御装置において、前記成形機のV(速度)-P(圧力)切替位置8(他の表記として2次射出切替位置)を金型内に充填する総樹脂量の80%〜99%範囲で設定して、前記切替位置8を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で保持ピン110、120と作動中子1、2に後退112、122信号を出力する浮き成形制御装置とした。
【0069】
上記の浮き成形制御により、溶融樹脂70、71、72の充填及び保持ピン110、120と作動中子1、2の後退112、122タイミングを精度よく、繰り返し安定した浮き成形を可能とし、成形品の歩留まり向上が図れる。
【0070】
[実施例3]
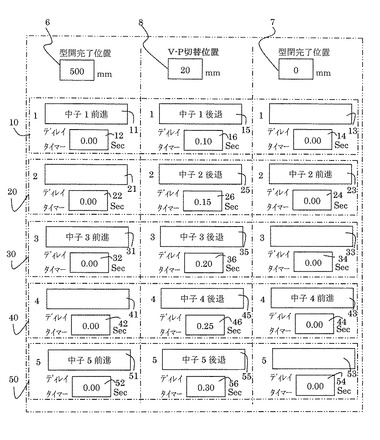
図4は、本発明にかかる浮き成形制御装置の実施例3として示した要所ブロック図である。
本ブロック図4では、5個の作動中子を同時に制御する制御装置である。成形機から型開完了位置6、型閉完了位置7、V-P切替位置8(他の表記として2次射出切替位置)の出力信号として出力させ、浮き成形制御装置は入力信号として入力する。なお、前記型開完了位置6、型閉完了位置7、V-P切替位置8へは予め決められた数値を入力する。
【0071】
作動中子1においては、前記型開完了位置6の入力信号により作動中子1を前進11させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子1を後退15させる制御10とした。
【0072】
更にここで作動中子1の前進11及び後退15タイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー12、14、16を個々に組み込んだ。前記V-P切替位置8の入力信号によりディレイタイマー16が作動し、タイムアップ(0.10sec後)してから前記作動中子1を後退させる制御10とした。
【0073】
作動中子2においては、前記型閉完了位置7の入力信号により作動中子2を前進23させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子2を後退25させる制御20とした。
【0074】
更にここで作動中子2の前進23及び後退25タイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー22、24、26を個々に組み込んだ。前記V-P切替位置8の入力信号によりディレイタイマー26が作動し、タイムアップ(0.15sec後)してから前記作動中子2を後退25させる制御20とした。
【0075】
作動中子3においては、前記型開完了位置6の入力信号により作動中子3を前進31させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子3を後退35させる制御30とした。
【0076】
更にここで作動中子3の前進31及び後退35タイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー32、34、36を個々に組み込んだ。前記V-P切替位置8の入力信号によりディレイタイマー36が作動し、タイムアップ(0.20sec後)してから前記作動中子3を後退35させる制御30とした。
【0077】
作動中子4においては、前記型閉完了位置7の入力信号により作動中子4を前進43させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子4を後退45させる制御40とした。
【0078】
更にここで作動中子4の前進43及び後退45タイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー42、44、46を個々に組み込んだ。前記V-P切替位置8の入力信号によりディレイタイマー46が作動し、タイムアップ(0.25sec後)してから前記作動中子4を後退45させる制御40とした。
【0079】
作動中子5においては、前記型開完了位置6の入力信号により作動中子5を前進51させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子5を後退55させる制御50とした。
【0080】
更にここで作動中子5の前進51及び後退55タイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー52、54、56を個々に組み込んだ。前記V-P切替位置8の入力信号によりディレイタイマー56が作動し、タイムアップ(0.30sec後)してから前記作動中子5を後退55させる制御50とした。
【0081】
なお、前記型開完了位置6、型閉完了位置7、V-P切替位置8への数値、中子1〜5前進、中子1〜5後退の入力信号の選択及び個々のディレイタイマー数値は図4に表記されているものに限定されるものでなく、金型形状、製品形状、インサート部材、それぞれの大きさや形状により予め適切な数値や選択を設定することができる。
【0082】
次に本ブロック図4による浮き成形制御装置を用いた製造方法について、以下説明する。
インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形品の製造方法としては、キャビティとゲートと特にインサート部材を金型面から浮かせるために摺動する保持ピン(5本)等の作動中子を具備したモールド成形金型において、保持ピン(5本)をキャビティへ前進させ、保持ピン(5本)の先端上面へインサート部材をセットする。なお、このときインサート部材は、保持ピン(5本)に接触している部位意外はキャビティ面に接触することなく浮いている状態である。
【0083】
次に成形機で溶融させた樹脂を金型のゲートからキャビティ内に連続的に充填する。
ここでインサート部材を樹脂外面に露出させずに成形を行う方法として、キャビティ内に溶融樹脂を一定量充填した途中で保持ピン(5本)を順次ディレイタイマー16、26、36、46、56が作動し、タイムアップしてから金型内に後退させる。同時にキャビティ内には、後退により、瞬間的に順次空間が生じる。
【0084】
この時、キャビティ内の樹脂は溶融状態であるため、更に充填される溶融樹脂で前記空間部位が順次埋まる。
これによりインサート部材が樹脂外面に露出することの無いモールド品を成形する。
【0085】
また前記浮き成形制御装置において、前記成形機のV(速度)-P(圧力)切替位置8(他の表記として2次射出切替位置)を金型内に充填する総樹脂量の80%〜99%範囲で設定して、前記切替位置8を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で保持ピン(5本)と作動中子1〜5に後退信号を出力する浮き成形制御装置とした。
【0086】
上記の浮き成形制御により、溶融樹脂の充填及び保持ピン(5本)と作動中子1〜5の後退タイミングを精度よく、繰り返し安定した浮き成形を可能とし、成形品の歩留まり向上が図れる。
【0087】
[実施例4]
図23は、本発明にかかる浮き成形制御装置の実施例4として示した要所ブロック図である。
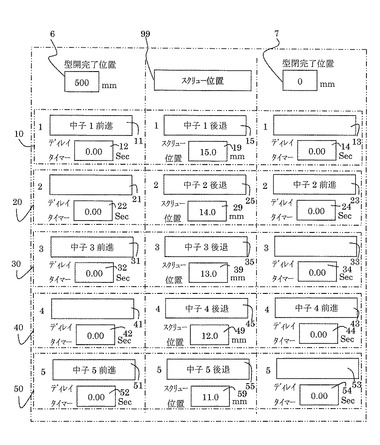
図23では、5個の作動中子を同時に制御する制御装置である。成形機から型開完了位置6、型閉完了位置7、スクリュー位置19、29、39、49、59を出力させ、浮き成形制御装置は、これを入力信号として入力する。なお、前記型開完了位置6、型閉完了位置7、スクリュー位置19、29、39、49、59へは予め決められた数値を入力する。
【0088】
作動中子1においては、前記型開完了位置6の入力信号により作動中子1を前進動作11させる出力信号を出力させ、スクリュー位置19の入力信号により作動中子1を後退動作15させる制御10とした。
【0089】
作動中子2においては、前記型閉完了位置7の入力信号により作動中子2を前進動作23させる出力信号を出力させ、スクリュー位置29の入力信号により作動中子2を後退動作25させる制御20とした。
【0090】
作動中子3においては、前記型開完了位置6の入力信号により作動中子3を前進動作31させる出力信号を出力させ、スクリュー位置39の入力信号により作動中子3を後退動作35させる制御30とした。
【0091】
作動中子4においては、前記型閉完了位置7の入力信号により作動中子4を前進動作43させる出力信号を出力させ、スクリュー位置49の入力信号により作動中子4を後退動作45させる制御40とした。
【0092】
作動中子5においては、前記型開完了位置6の入力信号により作動中子5を前進動作51させる出力信号を出力させ、スクリュー位置59の入力信号により作動中子5を後退動作55させる制御50とした。
【0093】
なお、前記型開完了位置6、型閉完了位置7、スクリュー位置19、29、39、49、59への数値、中子1〜5前進動作、中子1〜5後退動作の入力信号の選択及び個々のディレイタイマー数値は、図23に表記されているものに限定されるものでなく、金型形状、製品形状、インサート部材、それぞれの大きさや形状により予め適切な数値や選択を設定することができる。
【0094】
次に、図23に示す浮き成形制御装置を用いた製造方法について、以下説明する。
インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形品の製造方法としては、キャビティとゲートと特にインサート部材を金型面から浮かせるために摺動する保持ピン(5本)等の作動中子を具備したモールド成形金型において、保持ピン(5本)をキャビティへ前進させ、保持ピン(5本)の先端上面へインサート部材をセットする。なお、このときインサート部材は、保持ピン(5本)に接触している部位以外は、キャビティ面に接触することなく浮いている状態である。
【0095】
次に、成形機で溶融させた樹脂を金型のゲートからキャビティ内に連続的に充填する。ここでインサート部材を樹脂外面に露出させずに成形を行う方法として、キャビティ内に溶融樹脂を一定量充填した途中で保持ピン(5本)を順次スクリュー位置19、29、39、49、59の信号により金型内に後退させる。同時にキャビティ内には、後退により、瞬間的に順次空間が生じる。この時、キャビティ内の樹脂は溶融状態であるため、更に充填される溶融樹脂で前記空間部位が順次埋まる。こうして、インサート部材が樹脂外面に露出することの無いモールド品を成形する。
【0096】
また、前記浮き成形制御装置において、前記成形機のスクリュー位置19、29、39、49、59を金型内に充填する総樹脂量の80%から99%までの範囲内の値に設定して、前記スクリュー位置19、29、39、49、59を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で保持ピン(5本)と作動中子1〜5に後退信号を出力する浮き成形制御装置とした。
【0097】
本発明の浮き成形制御装置によれば、安価な製造方法であり、更に上記の浮き成形制御により、溶融樹脂の充填及び1以上の保持ピンと各作動中子の後退タイミングを、より精密に精度よく、繰り返し安定した浮き成形を可能とし、成形品の歩留まり向上が図れる。
【0098】
以上、本発明は、インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形として、予めインサート部材を金型から浮かせる保持ピンとこの保持ピンと連動する作動中子が組み込まれた金型に用いられる。
【0099】
また、本発明は、インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形品及びその製造方法にかかる。
【0100】
特に、自動車分野における流入空気量を測定するエアフローセンサや空気量調整するスロットルポジションセンサ、アクセル開度を調整するアクセル開度センサ、内部に環状コイルを埋め込んだ電磁コイル成形品、複数本の金属製配線板をインサートするバスバー成形品、これらインサートモールド成形品を一連に制御構成するための各種センサなど多様多品種である。また、本発明の課題を解決する物であれば、上記の列記した製品に限定されることなく適用できる。
【0101】
また、本発明の浮き成形制御装置は、成形機の制御装置と別体の制御装置、又は成形機の制御装置内部に組み込んだ一体の制御装置のどちらの形態でもよく、本発明の目的とする浮き成形制御を達成するものであれば、特に限定されるものではない。
【産業上の利用可能性】
【0102】
本発明は、自動車分野におけるエアフローセンサ、スロットルポジションセンサ、アクセル開度センサ、等の製造、その他の技術分野における樹脂等を用いた塑性加工品の製造に広く利用することができる。
【符号の説明】
【0103】
1, 2, 3, 4, 5…作動中子、6…型開完了位置、7…型閉完了位置、8…V−P切替位置、9…射出開始、
10, 20, 30, 40, 50…作動中子制御、
11, 13, 15, 21, 23, 25, 31, 33, 35, 41, 43, 45, 51, 53, 55…作動中子前進または後退の選択設定箇所、
12, 14, 16, 22, 24, 26, 32, 34, 36, 42, 44, 46, 52, 54, 56…ディレイタイマー選択設定箇所、
19, 29, 39, 49, 59…ディレイタイマー設定箇所、
60…インサート部材、61…インサート部材の変形部,露出部、
70, 70a, 70b, 71, 72…樹脂、80, 81…空間、
90, 91, 92, 93…インサート成形品、99…スクリュー位置
100, 103…金型、101…キャビティ、102…ゲート、
110, 120…保持ピン、111, 112, 121, 122…保持ピンの(前進または後退)動作
【技術分野】
【0001】
本発明は、インサート部材を樹脂で包むインサート成形において、前記インサート部材を樹脂の外面に露出させることなく樹脂内部に留める浮き成形制御装置及び製造方法に関する。
【背景技術】
【0002】
インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形の製造方法として、予めインサート部材を金型から浮かせる保持ピンとこの保持ピンと連動する作動中子が組み込まれた金型が用いられていた。前記作動中子は成形機で溶融した樹脂を金型内に充填する途中で作動させ、保持ピンが金型内に後退する。保持ピンの後退に伴い樹脂表面に残るピン跡の空間は、残りの充填樹脂により埋められ、インサート部材が樹脂外面に露出しないようにするものである。
【0003】
従来、保持ピン及び作動中子の後退タイミングは、特許第4576212号に記述されているように、溶融樹脂を充填する成形機の射出開始時から予め設定した経過時間で行っていた。ところが、溶融樹脂を充填する時間は、樹脂の粘性度、成形機スクリュー内及び金型内の流動抵抗、更に外気温の影響等の様々な要因からバラツキが生じる。上記の後退タイミングを射出開始時から予め設定した経過時間で行うことは、ある一定量の樹脂体積が金型内に充填したことを想定して、保持ピン及び作動中子を後退させることを狙いとしているが、実際には溶融樹脂を充填する時間のバラツキにより、想定した樹脂体積の不足や過剰が起きてしまう。
【0004】
そして、想定した樹脂体積より不足すると、残りの充填樹脂体積が増えるため前記充填樹脂の流動からインサート部材に変形応力が多く加わり、インサート部材を変形させた状態で成形されてしまう。これにより金型から取出した後、成形品の樹脂外面にインサート部材が露出するおそれがある。また、逆に想定した樹脂体積より過剰であると、残りの充填樹脂体積が減るため前記充填樹脂の流動が少なくなり、保持ピン跡の空間が成形品に残り、加えて成形品の樹脂外面にインサート部材が露出するおそれがある。こうした理由により、成形品の歩留まりを悪化させていた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4576212号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
図12に示すようなインサート部材60を樹脂72の外面に露出させることなく樹脂内部に留めるインサート成形の製造方法としては、従来、図5〜図11に示すように、キャビティ101、ゲート102、及びインサート部材60を金型面から浮かせるために摺動する保持ピン110等の作動中子を具備したモールド成形金型(下型)100において、始めに、保持ピン110を、図6に示すようにキャビティ101の上部へ前進動作111させ、保持ピン110の先端上面に、図7に示すようにインサート部材60をセットする。なお、このときインサート部材60は、保持ピン110と接触している部位以外はキャビティ101面に接触することなく浮いている状態である。
【0007】
次に、図8に示すように、モールド金型(上型)103と下型100を型締めする。この状態においてもインサート部材60は、キャビティ101にあって、上型103の表面と接触しない状態である。
【0008】
次に成形機で溶融させた樹脂を、図9に示すように金型のゲート102からキャビティ101内に連続的に充填する。
【0009】
ここで射出成形機がモールド成形を行う主な工程として、始めに樹脂ペレットに熱を加え予め設定した(金型内に樹脂を充填するために必要な量の)溶融樹脂を溜める“計量”工程がある。この時、溜められた樹脂の量の目安として成形機のスクリュー位置が一般的に用いられている。また溜められたスクリュー位置が射出開始位置としても用いられている。
【0010】
次にモールド金型が開いている状態から型締動作を開始し、予め設定された位置まで金型が閉まったことで型閉が完了する(図8)。次に、スクリュー内の溶融樹脂を金型のゲート側からキャビティへ流し込む工程となる。最初にキャビティ体積の約80%〜99%内で予め設定した溶融樹脂を充填させる1次射出工程(成形機メーカ毎により表記に違いはあるが、当業者には一般的に知られている工程名である。また近年、サーボモータにより速度制御が主流に採用されている)となる。
【0011】
さらに、残りの空間に溶融樹脂を入れ込み、キャビティ内の樹脂収縮に伴う不足分を補充する2次射出工程(別名として保圧工程として広く用いられている。また圧力制御として主に使われている)へと移行する(図9)。
【0012】
ここで1次射出と2次射出の切り替えるタイミングとして、充填中における前記スクリューの通過位置により設定することが主に用いられている。この通過位置、すなわち切替位置のことを、一般にV(速度)-P(圧力)切替位置、又は2次射出切替位置という。また、前記1次射出と2次射出を合わせた時間を予め設定し、射出時間といわれる。この射出時間のタイムアップにより、成形機は充填工程から冷却工程へと移行する(図11)。
【0013】
成形機は同時に次の充填に備え、前記計量工程を再度開始する。なお、計量工程は冷却時間内で完了するよう、予め設定することが通常である。
【0014】
冷却工程は予め設定した冷却時間でタイムアップし、金型の開閉工程に移行する。予め設定した位置まで金型が開いた後、型開工程が完了する。次に、図12に示すように、金型(下型)からモールド品90を取り出す突き出し工程を行い、一連のモールド成形が完了する。
【0015】
ここでインサート部材60を樹脂外面に露出させずに成形を行う方法として、図9に示すように、キャビティ101内に溶融樹脂70を一定量充填した途中のタイミングで、図10に示すように、保持ピン110を金型内に後退動作112させる。同時にキャビティ101内には、保持ピン110の後退動作112により、瞬間的に空間80が生じる。この時、キャビティ101内の樹脂70は溶融状態であるため、更に充填される溶融樹脂70で前記空間80が埋められる。これにより、インサート部材60が樹脂72外面に露出することのないモールド品90を成形する。
【0016】
従来、前記保持ピン110の後退動作112するタイミングは、図2に示すように、溶融樹脂70を充填する成形機の射出開始時9から予め設定した経過時間18で行っていた。ところが、溶融樹脂70を充填する時間は、樹脂の粘性度、成形機スクリュー内及び金型内の流動抵抗、更に外気温の影響等の様々な要因からバラツキが生じてしまう。本来、射出開始時9から予め設定した経過時間18で行うことは、ある一定量の溶融樹脂70がキャビティ101内に充填したことを想定して、保持ピン110を後退動作112させることを狙いとしているが、前記に記述したように溶融樹脂70を充填する時間のバラツキにより、図13〜図17で表すように、想定した樹脂体積の不足や過剰が起きてしまう。
【0017】
なお、想定した樹脂体積70に対して充填された樹脂体積70aが不足すると、残りの充填樹脂体積が増えるため前記残りの充填樹脂の流動からインサート部材60に変形応力が多く加わり、インサート部材60を変形61させた状態で成形されてしまう。これにより金型取出した後、成形品の樹脂外面にインサート部材60が露出61する不具合が生じた。また、逆に想定した樹脂体積70に対して過剰な樹脂体積70bが充填されると、残りの充填樹脂体積が減るため前記充填樹脂の流動も少なく保持ピン跡の空間80が成形品に残り、加えて成形品の樹脂外面にインサート部材が露出80する不具合が生じた。いずれにしても成形品の歩留まりを悪化させていた。
【0018】
本発明は、前記溶融樹脂70の不足や過剰を起こさせないために、繰り返し安定した溶融樹脂70の充填を可能とする制御装置及びその製造方法を提供して、成形品の歩留まり向上を図るものである。
【課題を解決するための手段】
【0019】
上記目的を達成するため、本発明においては、インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形として、予めインサート部材を金型から浮かせる保持ピンとこの保持ピンと連動する作動中子が組み込まれた金型が用いられ、前記保持ピンと作動中子を樹脂の充填途中に後退させ、保持ピンの後退に伴い樹脂表面に残るピン跡の空間を残りの充填樹脂により埋める浮き成形品において、前記保持ピンと作動中子の後退制御を成形機のV(速度)-P(圧力)切替位置(他の表記として2次射出切替位置)を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で保持ピンと作動中子に後退信号を出力する浮き成形制御装置とした。
【0020】
また、前記浮き成形制御装置において、前記成形機のV(速度)-P(圧力)切替位置(他の表記として2次射出切替位置)を金型内に充填する総樹脂量の80%〜99%範囲で設定して、前記切替え位置を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で保持ピンと作動中子に後退信号を出力する浮き成形制御装置とした。
【0021】
また、何れかの前記浮き成形制御装置において、前記成形機のV(速度)-P(圧力)切替位置(他の表記として2次射出切替位置)を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で浮き成形を制御する制御装置で内部ディレイタイマーを作動させ、前記内部ディレイタイマーのタイムアップで保持ピンと作動中子に後退信号を出力する浮き成形制御装置とした。
【0022】
また、何れかの前記浮き成形制御装置において、複数の作動中子を同時に制御し、更に作動中子毎に内部ディレイタイマーを作動させ、前記内部ディレイタイマーのタイムアップで各々作動中子に後退信号を出力する浮き成形制御装置とした。
【0023】
次に、インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形として、予めインサート部材を金型から浮かせる保持ピンとこの保持ピンと連動する作動中子が組み込まれた金型が用いられ、前記保持ピンと作動中子を樹脂の充填途中に後退させ、保持ピンの後退に伴い樹脂表面に残るピン跡の空間を残りの充填樹脂により埋める浮き成形品において、前記保持ピンと作動中子の後退制御を成形機のスクリュー位置を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で保持ピンと作動中子に後退信号を出力する浮き成形制御装置とした。
【0024】
また、前記浮き成形制御装置において、前記成形機のスクリュー位置を金型内に充填する総樹脂量の80%〜99%範囲で設定して、前記切替え位置を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で保持ピンと作動中子に後退信号を出力する浮き成形制御装置とした。
【0025】
また、何れかの前記浮き成形制御装置において、複数の作動中子を同時に制御し、更に作動中子毎に成形機のスクリュー位置を入力信号として取り込み、各々作動中子に後退信号を出力する浮き成形制御装置とした。
【0026】
更に、インサート部材を樹脂の外面に露出させることなく樹脂内部に留めたインサート成形品を製造するための浮き成形制御方法とした。
【発明の効果】
【0027】
本発明の浮き成形制御装置又は方法によれば、安価であり、キャビティ内に溶融樹脂を一定量充填した途中で保持ピンを金型内に後退させ、インサート部材を樹脂外面に露出させずに行う成形として、前記後退タイミングのバラツキから生じる溶融樹脂の不足や過剰を起こさせず、また前記後退タイミングを精度よく繰り返し安定させることが可能であり、成形品の歩留まり向上が図れる。
【図面の簡単な説明】
【0028】
【図1】本発明に係る浮き成形制御装置の実施例1の要所ブロック図を示す。
【図2】従来の浮き成形制御装置要所ブロック図を示す。
【図3】本発明に係る浮き成形制御装置の実施例2の要所ブロック図を示す。
【図4】本発明に係る浮き成形制御装置の実施例3の浮き成形制御装置要所ブロック図を示す。
【図5】インサート成形品を製造用の成形金型の断面を示す。
【図6】保持ピンを110を前進動作させた状態における成形金型の断面図を示す。
【図7】インサート部材をセットした状態における成形金型の断面図を示す。
【図8】モールド金型(上型)と下型を型締めする成形金型の断面図を示す。
【図9】溶融させた樹脂を充填した状態における成形金型の断面図を示す。
【図10】保持ピンを金型内に後退動作させた成形金型の断面図を示す。
【図11】充填工程から冷却工程へ移行する際の成形金型の断面図を示す。
【図12】浮き成形製造装置、及びインサート部材を樹脂で包むインサート成形品の断面図を示す。
【図13】充填した樹脂体積が不足である場合の浮き成形金型の断面図を示す。
【図14】2次射出によりインサート部材が変形しているインサート浮き成形金型の断面図を示す。
【図15】インサート部材が変形した成形品の断面図を示す。
【図16】充填した樹脂体積が過剰である場合に保持ピンを金型内に後退動作させた成形金型の断面図を示す。
【図17】インサート部材が露出した成形品の断面図を示す。
【図18】2個の保持ピンを備え、インサート部材をセットした状態における成形金型の断面図を示す。
【図19】2個の保持ピンを備え、溶融させた樹脂を充填し、1番目の保持ピンを後退動作させた状態における浮き成形金型断面図を示す。
【図20】1番目の保持ピンを後退動作の後、2番目の保持ピンを後退動作させた状態における浮き成形金型断面図を示す。実施例2の浮き成形金型断面図を示す。
【図21】2個の保持ピンを備えた浮き成形製造装置、及びインサート部材を樹脂で包むインサート成形品の断面図を示す。
【図22】インサート部材を樹脂で包むインサート成形品の断面図を示す(2個の保持ピンを備える場合)。
【図23】本発明に係る浮き成形制御装置の実施例4の浮き成形制御装置要所ブロック図を示す。
【発明を実施するための形態】
【0029】
以下に、図面を参照して、本発明の望ましい実施例について説明する。
【0030】
[実施例1]
図1は、本発明にかかる浮き成形制御装置の実施例1として示した要所ブロック図である。
図1は成形機から型開完了位置6、型閉完了位置7、V-P切替位置8(他の表記として2次射出切替位置)の出力信号として出力させ、浮き成形制御装置は入力信号として入力する。なお、前記型開完了位置6、型閉完了位置7、V-P切替位置8へは予め決められた数値を入力する。
【0031】
浮き成形制御装置においては、前記型開完了位置6の入力信号により作動中子1を前進動作11させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子1を後退動作15させる制御10とした。
【0032】
さらに、ここで作動中子1の前進動作11及び後退動作15のタイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー12、14、16を個々に組み込んだ。実施例1では、前記V-P切替位置8の入力信号によりディレイタイマー16が作動し、タイムアップ(0.10sec後)してから前記作動中子1を後退動作15させる制御10とした。
【0033】
ここで前記作動中子1の後退入力信号で前記型開完了位置6を選択したため、型閉完了位置7の入力信号により作動中子1の前進動作13は選択していない。なお、前記型開完了位置6、型閉完了位置7、V-P切替位置8への数値、中子1の前進動作、中子1の後退動作の入力信号の選択及び個々のディレイタイマー数値は、図1に表記されているものに限定されるものでなく、金型形状、製品形状、インサート部材、それぞれの大きさや形状により予め適切な数値や選択を設定することができる。
【0034】
次に、図1による浮き成形制御装置を用いた製造方法について、以下、図5〜図12を参照して説明する。
【0035】
図12に示すようなインサート部材60を樹脂72の外面に露出させることなく樹脂内部に留めるインサート成形品90の製造方法としては、図5〜図11で表すように、キャビティ101とゲート102と特にインサート部材60を金型面から浮かせるために摺動する保持ピン110等の作動中子を具備したモールド成形金型(下型)100において、始めに図6に示すように保持ピン110をキャビティ101の上部へ前進動作111させ、図7に示すように保持ピン110の先端上面へインサート部材60をセットする。なお、このときインサート部材60は、保持ピン110と接触している部位以外はキャビティ101面に接触することなく浮いている状態である。
【0036】
次に、図8に示すようにモールド金型が開いている状態から型締動作を開始し、予め設定された位置まで金型が閉まったことで型閉が完了する。この状態においてもインサート部材60は上型103のキャビティ101表面と接触することがなく空間を有する状態である。
【0037】
次に、図9に示すように成形機で溶融させた樹脂を金型のゲート102からキャビティ101内に連続的に充填する。
【0038】
ここで射出成形機がモールド成形を行う主な工程としては、始めに樹脂ペレットに熱を加え、予め設定(金型内に樹脂を充填するために必要な量)した溶融樹脂を溜める“計量”工程がある。この時、溜められた樹脂の量の目安として成形機のスクリュー位置が一般的に用いられている。また溜められたスクリュー位置が射出開始位置としても用いられている。
【0039】
次に、上記のとおり、モールド金型(上型)103と下型100を型締めした(図8)後、スクリュー内の溶融樹脂を金型のゲート側からキャビティへ流し込む工程となる。最初にキャビティ体積の約80%〜99%内で予め設定した溶融樹脂を充填させる1次射出(成形機メーカ毎により表記に違いはあるが、有識者には一般的に知られている工程名である。また近年、サーボモータにより速度制御が主流に採用されている)となる。
【0040】
さらに、残りの空間に溶融樹脂を入れ込み、キャビティ内の樹脂収縮に伴う不足分を補充する2次射出(別名として保圧工程としても広く用いられている。また圧力制御として主に使われている)工程へと移行を開始する(図9)。
【0041】
ここで1次射出と2次射出の切り替えとして、充填中における前記スクリューの通過位置により設定することが主に用いられている。この通過位置つまり切替位置のことを一般にV(速度)-P(圧力)切替位置、又は2次射出切替位置と表記している。また前記1次射出と2次射出を合わせた時間を予め設置し、射出時間として用いられていることも広く知られている。この射出時間のタイムアップで成形機は充填工程から冷却工程へと移行する(図11)。
【0042】
成形機は、同時に次の充填に備え、前記計量工程を再度開始する。なお、計量工程は冷却時間内で完了するよう、予め設定することが通常である。冷却工程は予め設定した冷却時間でタイムアップし、金型の開閉工程に移行する。予め設定した位置まで金型が開いた後、型開工程が完了する。
【0043】
次に、図12に示すように、金型(下型)からモールド品90を取り出す突き出し工程を行い、一連のモールド成形が完了する。
【0044】
ここでインサート部材60を樹脂外面に露出させずに成形を行う方法として、図9に示すように、キャビティ101内に溶融樹脂70を一定量充填した途中で、図10に示すように、保持ピン110を金型内に後退112させる。同時にキャビティ101内には、後退112により、瞬間的に空間80が生じる。この時、キャビティ101内の樹脂70は溶融状態であるため、更に充填される溶融樹脂72で前記空間部位80が埋められる。これによりインサート部材60が樹脂72外面に露出することのないモールド品90を成形する。
【0045】
ここで、従来は、保持ピン110の後退動作112のタイミングは、図2に示すように、溶融樹脂70を充填する成形機の射出開始時9から予め設定した経過時間18で行っていた。
【0046】
ところが、溶融樹脂70を充填するのに要する時間は、樹脂の粘性度、成形機スクリュー内及び金型内の流動抵抗、更に外気温の影響など、様々な要因からバラツキが生じてしまう。
【0047】
本来、射出開始時9から予め設定した経過時間18で行うことは、ある一定量の溶融樹脂70がキャビティ101内に充填したことを想定して、保持ピン110を後退112させることを狙いとしているが、前記に記述したように溶融樹脂70を充填する時間のバラツキにより、図13〜図17で表すように、想定した樹脂体積の不足や過剰が起きてしまう。
【0048】
なお、充填した樹脂体積70aが想定した樹脂体積70に不足すると、残りの充填樹脂体積が増えるため前記充填樹脂の流動からインサート部材60に変形応力が多く加わり、インサート部材60を変形61させた状態で成形してしまう。これにより金型取出した後、成形品の樹脂外面にインサート部材60が露出61する不具合品91が生じる。
【0049】
また、逆に充填した樹脂体積70bが想定した樹脂体積70より過剰である場合、残りの充填樹脂体積が減るため前記充填樹脂の流動が少なく、保持ピン跡の空間80が成形品に残り、加えて成形品の樹脂外面にインサート部材が露出する不具合品92が生じる。いずれにしても成形品の歩留まりを悪化させていた。
【0050】
前記溶融樹脂70の不足や過剰を起こさせないために、実施例1は、インサート部材60を樹脂72の外面に露出させることなく樹脂内部に留めるインサート成形として、予めインサート部材60を金型100、103から浮かせる保持ピン110とこの保持ピン110と連動する作動中子1が組み込まれた金型100、103を用いた。
【0051】
前記保持ピン110と作動中子を、樹脂70の充填途中で後退動作112させ、保持ピン110の後退動作112に伴い、樹脂表面に残るピン跡の空間80を残りの充填樹脂72により埋める浮き成形品90において、前記保持ピン110と作動中子1の後退動作112の制御を、成形機のV(速度)-P(圧力)切替位置8(他の表記として2次射出切替位置)を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号でディレイタイマー16が作動し、タイムアップ(0.10sec後)してから保持ピン110と作動中子1に後退動作112の信号を出力する浮き成形制御装置とした。
【0052】
また、前記浮き成形制御装置において、前記成形機のV(速度)−P(圧力)切替位置8(他の表記として2次射出切替位置)を金型内に充填する総樹脂量の80%〜99%範囲で設定して、前記切替位置8を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で、保持ピン110と作動中子1に後退動作112の信号を出力する浮き成形制御装置とした。
【0053】
また、何れかの前記浮き成形制御装置において、前記成形機のV(速度)−P(圧力)切替位置8(他の表記として2次射出切替位置)を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で浮き成形を制御する制御装置で内部ディレイタイマー16を作動させ、前記内部ディレイタイマー16のタイムアップで保持ピン110と作動中子1に後退動作112の信号を出力する浮き成形制御装置とした。
【0054】
上記の浮き成形制御により、溶融樹脂70、72の充填及び保持ピン110と作動中子1の後退動作112のタイミングを精度よく行い、繰り返し安定した浮き成形を可能とし、成形品の歩留まり向上を図ることができる。
【0055】
[実施例2]
図3は、本発明に係る浮き成形制御装置の実施例2の要所ブロック図を示す。
図3では、2個の作動中子を同時に制御する制御装置である。成形機から型開完了位置6、型閉完了位置7、V-P切替位置8(他の表記として2次射出切替位置)の出力信号として出力させ、浮き成形制御装置は入力信号として入力する。なお、前記型開完了位置6、型閉完了位置7、V-P切替位置8へは予め決められた数値を入力する。
【0056】
作動中子1においては、前記型開完了位置6の入力信号により作動中子1を前進動作11させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子1を後退動作15させる制御10とした。
【0057】
さらに、ここで作動中子1の前進動作11及び後退動作15のタイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー12、14、16を個々に組み込んだ。前記V-P切替位置8の入力信号によりディレイタイマー16が作動し、タイムアップ(0.10sec後)してから前記作動中子1を後退動作15させる制御10とした。
【0058】
作動中子2においては、前記型閉完了位置7の入力信号により作動中子2を前進23させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子2を後退25させる制御20とした。
【0059】
さらに、ここで作動中子2の前進23及び後退25タイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー22、24、26を個々に組み込んだ。前記V-P切替位置8の入力信号によりディレイタイマー26が作動し、タイムアップ(0.15sec後)してから前記作動中子2を後退動作25させる制御20とした。
【0060】
なお、前記型開完了位置6、型閉完了位置7、V-P切替位置8への数値、中子1及び中子2前進動作、中子1及び中子2の後退動作の入力信号の選択及び個々のディレイタイマー数値は、図3に表記されているものに限定されるものでなく、金型形状、製品形状、インサート部材、それぞれの大きさや形状により予め適切な数値や選択を設定することができる。
【0061】
次に、図3による浮き成形制御装置を用いた製造方法について、以下、図18〜図22を参照して説明する。
図22に示すようなインサート部材60を樹脂72の外面に露出させることなく樹脂内部に留めるインサート成形品93の製造方法としては、図18〜図21に示すように、キャビティ101とゲート102と特にインサート部材60を金型面から浮かせるために摺動する保持ピン110と保持ピン120等の作動中子を具備したモールド成形金型100、103において、保持ピン110と保持ピン120をキャビティ101へ前進させ、保持ピン110と保持ピン120の先端上面へインサート部材60をセットする。なお、このときインサート部材60は、保持ピン110と保持ピン120に接触している部位以外は、キャビティ101面に接触することなく浮いている状態である。
【0062】
次に、図19に示すように、成形機で溶融させた樹脂を金型のゲート102からキャビティ101内に連続的に充填する。ここでインサート部材60を樹脂外面に露出させずに成形を行う方法として、図19に示すように、キャビティ101内に溶融樹脂70を一定量充填した途中で、保持ピン110を金型内に後退動作112させる。同時にキャビティ101内には、後退動作112により、瞬間的に空間80が生じる。この時、キャビティ101内の樹脂70は溶融状態であるため、図20に示すように、更に充填される溶融樹脂71は前記空間部位80を埋める。
【0063】
また、この時、保持ピン110の後退動作112のタイミングに少し遅れて保持ピン120を後退動作122させる。同時にキャビティ101内には、後退動作122により、瞬間的に空間81が生じる。この時、キャビティ101内の樹脂71が溶融状態であるため、図21に示すように、更に充填される溶融樹脂72は前記空間部位81を埋める。
【0064】
これによりインサート部材60は、樹脂72の外面に露出することの無い、図22に示すようなモールド品90を成形する。
【0065】
実施例2は、インサート部材60を樹脂72の外面に露出させることなく樹脂内部に留めるインサート成形として、予めインサート部材60を金型100、103から浮かせる保持ピン110、120、この保持ピン110、120と連動する作動中子1、2が組み込まれた金型100、103を用いた。
【0066】
前記保持ピン110と作動中子1を樹脂70の充填途中に後退112させ、保持ピン110の後退112に伴い樹脂表面に残るピン跡の空間80を残りの充填樹脂71により埋める浮き成形品93において、前記保持ピン110と作動中子1の後退制御を成形機のV(速度)-P(圧力)切替位置8(他の表記として2次射出切替位置)を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号でディレイタイマー16が作動し、タイムアップ(0.10sec後)してから保持ピン110と作動中子1に後退112信号を出力する浮き成形制御装置とした。
【0067】
さらに、保持ピン110の後退112タイミングに少し遅れて前記保持ピン120と作動中子2を樹脂71の充填途中に後退122させ、保持ピン120の後退122に伴い樹脂表面に残るピン跡の空間81を残りの充填樹脂72により埋める浮き成形品93において、前記保持ピン120と作動中子2の後退制御を成形機のV(速度)-P(圧力)切替位置8(他の表記として2次射出切替位置)を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号でディレイタイマー26が作動し、タイムアップ(0.15sec後)してから保持ピン120と作動中子2に後退122信号を出力する浮き成形制御装置とした。
【0068】
また前記浮き成形制御装置において、前記成形機のV(速度)-P(圧力)切替位置8(他の表記として2次射出切替位置)を金型内に充填する総樹脂量の80%〜99%範囲で設定して、前記切替位置8を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で保持ピン110、120と作動中子1、2に後退112、122信号を出力する浮き成形制御装置とした。
【0069】
上記の浮き成形制御により、溶融樹脂70、71、72の充填及び保持ピン110、120と作動中子1、2の後退112、122タイミングを精度よく、繰り返し安定した浮き成形を可能とし、成形品の歩留まり向上が図れる。
【0070】
[実施例3]
図4は、本発明にかかる浮き成形制御装置の実施例3として示した要所ブロック図である。
本ブロック図4では、5個の作動中子を同時に制御する制御装置である。成形機から型開完了位置6、型閉完了位置7、V-P切替位置8(他の表記として2次射出切替位置)の出力信号として出力させ、浮き成形制御装置は入力信号として入力する。なお、前記型開完了位置6、型閉完了位置7、V-P切替位置8へは予め決められた数値を入力する。
【0071】
作動中子1においては、前記型開完了位置6の入力信号により作動中子1を前進11させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子1を後退15させる制御10とした。
【0072】
更にここで作動中子1の前進11及び後退15タイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー12、14、16を個々に組み込んだ。前記V-P切替位置8の入力信号によりディレイタイマー16が作動し、タイムアップ(0.10sec後)してから前記作動中子1を後退させる制御10とした。
【0073】
作動中子2においては、前記型閉完了位置7の入力信号により作動中子2を前進23させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子2を後退25させる制御20とした。
【0074】
更にここで作動中子2の前進23及び後退25タイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー22、24、26を個々に組み込んだ。前記V-P切替位置8の入力信号によりディレイタイマー26が作動し、タイムアップ(0.15sec後)してから前記作動中子2を後退25させる制御20とした。
【0075】
作動中子3においては、前記型開完了位置6の入力信号により作動中子3を前進31させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子3を後退35させる制御30とした。
【0076】
更にここで作動中子3の前進31及び後退35タイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー32、34、36を個々に組み込んだ。前記V-P切替位置8の入力信号によりディレイタイマー36が作動し、タイムアップ(0.20sec後)してから前記作動中子3を後退35させる制御30とした。
【0077】
作動中子4においては、前記型閉完了位置7の入力信号により作動中子4を前進43させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子4を後退45させる制御40とした。
【0078】
更にここで作動中子4の前進43及び後退45タイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー42、44、46を個々に組み込んだ。前記V-P切替位置8の入力信号によりディレイタイマー46が作動し、タイムアップ(0.25sec後)してから前記作動中子4を後退45させる制御40とした。
【0079】
作動中子5においては、前記型開完了位置6の入力信号により作動中子5を前進51させる出力信号を出力させ、V-P切替位置8の入力信号により作動中子5を後退55させる制御50とした。
【0080】
更にここで作動中子5の前進51及び後退55タイミングの最適化及び精度の向上を図るために、制御装置の内部にディレイタイマー52、54、56を個々に組み込んだ。前記V-P切替位置8の入力信号によりディレイタイマー56が作動し、タイムアップ(0.30sec後)してから前記作動中子5を後退55させる制御50とした。
【0081】
なお、前記型開完了位置6、型閉完了位置7、V-P切替位置8への数値、中子1〜5前進、中子1〜5後退の入力信号の選択及び個々のディレイタイマー数値は図4に表記されているものに限定されるものでなく、金型形状、製品形状、インサート部材、それぞれの大きさや形状により予め適切な数値や選択を設定することができる。
【0082】
次に本ブロック図4による浮き成形制御装置を用いた製造方法について、以下説明する。
インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形品の製造方法としては、キャビティとゲートと特にインサート部材を金型面から浮かせるために摺動する保持ピン(5本)等の作動中子を具備したモールド成形金型において、保持ピン(5本)をキャビティへ前進させ、保持ピン(5本)の先端上面へインサート部材をセットする。なお、このときインサート部材は、保持ピン(5本)に接触している部位意外はキャビティ面に接触することなく浮いている状態である。
【0083】
次に成形機で溶融させた樹脂を金型のゲートからキャビティ内に連続的に充填する。
ここでインサート部材を樹脂外面に露出させずに成形を行う方法として、キャビティ内に溶融樹脂を一定量充填した途中で保持ピン(5本)を順次ディレイタイマー16、26、36、46、56が作動し、タイムアップしてから金型内に後退させる。同時にキャビティ内には、後退により、瞬間的に順次空間が生じる。
【0084】
この時、キャビティ内の樹脂は溶融状態であるため、更に充填される溶融樹脂で前記空間部位が順次埋まる。
これによりインサート部材が樹脂外面に露出することの無いモールド品を成形する。
【0085】
また前記浮き成形制御装置において、前記成形機のV(速度)-P(圧力)切替位置8(他の表記として2次射出切替位置)を金型内に充填する総樹脂量の80%〜99%範囲で設定して、前記切替位置8を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で保持ピン(5本)と作動中子1〜5に後退信号を出力する浮き成形制御装置とした。
【0086】
上記の浮き成形制御により、溶融樹脂の充填及び保持ピン(5本)と作動中子1〜5の後退タイミングを精度よく、繰り返し安定した浮き成形を可能とし、成形品の歩留まり向上が図れる。
【0087】
[実施例4]
図23は、本発明にかかる浮き成形制御装置の実施例4として示した要所ブロック図である。
図23では、5個の作動中子を同時に制御する制御装置である。成形機から型開完了位置6、型閉完了位置7、スクリュー位置19、29、39、49、59を出力させ、浮き成形制御装置は、これを入力信号として入力する。なお、前記型開完了位置6、型閉完了位置7、スクリュー位置19、29、39、49、59へは予め決められた数値を入力する。
【0088】
作動中子1においては、前記型開完了位置6の入力信号により作動中子1を前進動作11させる出力信号を出力させ、スクリュー位置19の入力信号により作動中子1を後退動作15させる制御10とした。
【0089】
作動中子2においては、前記型閉完了位置7の入力信号により作動中子2を前進動作23させる出力信号を出力させ、スクリュー位置29の入力信号により作動中子2を後退動作25させる制御20とした。
【0090】
作動中子3においては、前記型開完了位置6の入力信号により作動中子3を前進動作31させる出力信号を出力させ、スクリュー位置39の入力信号により作動中子3を後退動作35させる制御30とした。
【0091】
作動中子4においては、前記型閉完了位置7の入力信号により作動中子4を前進動作43させる出力信号を出力させ、スクリュー位置49の入力信号により作動中子4を後退動作45させる制御40とした。
【0092】
作動中子5においては、前記型開完了位置6の入力信号により作動中子5を前進動作51させる出力信号を出力させ、スクリュー位置59の入力信号により作動中子5を後退動作55させる制御50とした。
【0093】
なお、前記型開完了位置6、型閉完了位置7、スクリュー位置19、29、39、49、59への数値、中子1〜5前進動作、中子1〜5後退動作の入力信号の選択及び個々のディレイタイマー数値は、図23に表記されているものに限定されるものでなく、金型形状、製品形状、インサート部材、それぞれの大きさや形状により予め適切な数値や選択を設定することができる。
【0094】
次に、図23に示す浮き成形制御装置を用いた製造方法について、以下説明する。
インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形品の製造方法としては、キャビティとゲートと特にインサート部材を金型面から浮かせるために摺動する保持ピン(5本)等の作動中子を具備したモールド成形金型において、保持ピン(5本)をキャビティへ前進させ、保持ピン(5本)の先端上面へインサート部材をセットする。なお、このときインサート部材は、保持ピン(5本)に接触している部位以外は、キャビティ面に接触することなく浮いている状態である。
【0095】
次に、成形機で溶融させた樹脂を金型のゲートからキャビティ内に連続的に充填する。ここでインサート部材を樹脂外面に露出させずに成形を行う方法として、キャビティ内に溶融樹脂を一定量充填した途中で保持ピン(5本)を順次スクリュー位置19、29、39、49、59の信号により金型内に後退させる。同時にキャビティ内には、後退により、瞬間的に順次空間が生じる。この時、キャビティ内の樹脂は溶融状態であるため、更に充填される溶融樹脂で前記空間部位が順次埋まる。こうして、インサート部材が樹脂外面に露出することの無いモールド品を成形する。
【0096】
また、前記浮き成形制御装置において、前記成形機のスクリュー位置19、29、39、49、59を金型内に充填する総樹脂量の80%から99%までの範囲内の値に設定して、前記スクリュー位置19、29、39、49、59を成形機から出力信号として出力し、浮き成形を制御する制御装置側において、前記出力信号を入力信号として取り込み、この入力信号で保持ピン(5本)と作動中子1〜5に後退信号を出力する浮き成形制御装置とした。
【0097】
本発明の浮き成形制御装置によれば、安価な製造方法であり、更に上記の浮き成形制御により、溶融樹脂の充填及び1以上の保持ピンと各作動中子の後退タイミングを、より精密に精度よく、繰り返し安定した浮き成形を可能とし、成形品の歩留まり向上が図れる。
【0098】
以上、本発明は、インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形として、予めインサート部材を金型から浮かせる保持ピンとこの保持ピンと連動する作動中子が組み込まれた金型に用いられる。
【0099】
また、本発明は、インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形品及びその製造方法にかかる。
【0100】
特に、自動車分野における流入空気量を測定するエアフローセンサや空気量調整するスロットルポジションセンサ、アクセル開度を調整するアクセル開度センサ、内部に環状コイルを埋め込んだ電磁コイル成形品、複数本の金属製配線板をインサートするバスバー成形品、これらインサートモールド成形品を一連に制御構成するための各種センサなど多様多品種である。また、本発明の課題を解決する物であれば、上記の列記した製品に限定されることなく適用できる。
【0101】
また、本発明の浮き成形制御装置は、成形機の制御装置と別体の制御装置、又は成形機の制御装置内部に組み込んだ一体の制御装置のどちらの形態でもよく、本発明の目的とする浮き成形制御を達成するものであれば、特に限定されるものではない。
【産業上の利用可能性】
【0102】
本発明は、自動車分野におけるエアフローセンサ、スロットルポジションセンサ、アクセル開度センサ、等の製造、その他の技術分野における樹脂等を用いた塑性加工品の製造に広く利用することができる。
【符号の説明】
【0103】
1, 2, 3, 4, 5…作動中子、6…型開完了位置、7…型閉完了位置、8…V−P切替位置、9…射出開始、
10, 20, 30, 40, 50…作動中子制御、
11, 13, 15, 21, 23, 25, 31, 33, 35, 41, 43, 45, 51, 53, 55…作動中子前進または後退の選択設定箇所、
12, 14, 16, 22, 24, 26, 32, 34, 36, 42, 44, 46, 52, 54, 56…ディレイタイマー選択設定箇所、
19, 29, 39, 49, 59…ディレイタイマー設定箇所、
60…インサート部材、61…インサート部材の変形部,露出部、
70, 70a, 70b, 71, 72…樹脂、80, 81…空間、
90, 91, 92, 93…インサート成形品、99…スクリュー位置
100, 103…金型、101…キャビティ、102…ゲート、
110, 120…保持ピン、111, 112, 121, 122…保持ピンの(前進または後退)動作
【特許請求の範囲】
【請求項1】
インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形用に、予めインサート部材を金型から浮かせる保持ピンと該保持ピンと連動する作動中子が組み込まれた浮き成形金型を備えて、樹脂の充填途中に前記保持ピンと作動中子を後退させ、保持ピンの後退に伴い樹脂表面に残るピン跡の空間を残りの充填樹脂により埋める浮き成形機の制御装置であって、
前記保持ピンと前記作動中子の後退制御を、前記成形機のV(速度)−P(圧力)切替位置又は2次射出切替位置を成形機から出力信号として出力し、該出力信号を入力信号として取り込み、該入力信号に基づいて前記保持ピンと前記作動中子に後退信号を出力する浮き成形制御装置。
【請求項2】
請求項1に記載された浮き成形制御装置において、
前記成形機のV(速度)−P(圧力)切替位置又は2次射出切替位置を、前記金型内に充填する総樹脂量の80%〜99%の範囲内の値に設定したことを特徴とする浮き成形制御装置。
【請求項3】
請求項1又は2に記載された浮き成形制御装置が、更に内部ディレイタイマーを備えて、
前記成形機のV(速度)−P(圧力)切替位置又は2次射出切替位置からの前記出力信号を入力信号として取り込むと、前記内部ディレイタイマーを作動させ、前記内部ディレイタイマーのタイムアップにより、前記保持ピンと前記作動中子に後退信号を出力することを特徴とする浮き成形制御装置。
【請求項4】
請求項1又は2に記載された浮き成形制御装置において、
前記保持ピンと前記作動中子が複数個から成り、前記制御装置は、各作動中子毎に内部ディレイタイマーを備えて、前記各内部ディレイタイマーのタイムアップにより、各保持ピン及び各作動中子に後退信号を出力することを特徴とする浮き成形制御装置。
【請求項5】
インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形用に、予めインサート部材を金型から浮かせる保持ピンと該保持ピンと連動する作動中子が組み込まれた浮き成形金型を備えて、樹脂の充填途中に前記保持ピンと作動中子を後退させ、保持ピンの後退に伴い樹脂表面に残るピン跡の空間を残りの充填樹脂により埋める浮き成形機の制御装置であって、
前記保持ピンと前記作動中子の後退制御を、前記成形機のスクリュー位置を成形機から出力信号として出力し、該出力信号を入力信号として取り込み、該入力信号に基づいて前記保持ピンと前記作動中子に後退信号を出力する浮き成形制御装置。
【請求項6】
請求項5に記載された浮き成形制御装置において、
前記成形機のスクリュー位置を、前記金型内に充填する総樹脂量の80%〜99%の範囲内の値に設定したことを特徴とする浮き成形制御装置。
【請求項7】
請求項5又は6に記載された浮き成形制御装置が、更に内部ディレイタイマーを備えて、
前記成形機のスクリュー位置からの前記出力信号を入力信号として取り込むと、前記内部ディレイタイマーを作動させ、前記内部ディレイタイマーのタイムアップにより、前記保持ピンと前記作動中子に後退信号を出力することを特徴とする浮き成形制御装置。
【請求項8】
請求項5又は6に記載された浮き成形制御装置において、
前記保持ピンと前記作動中子が複数個から成り、前記制御装置は、各作動中子毎に内部ディレイタイマーを備えて、前記各内部ディレイタイマーのタイムアップにより、各保持ピン及び各作動中子に後退信号を出力することを特徴とする浮き成形制御装置。
【請求項9】
予めインサート部材を金型から浮かせる保持ピンと該保持ピンと連動する作動中子が組み込まれた浮き成形金型を備えた成形機を用いて、樹脂の充填途中に前記保持ピンと作動中子を後退させ、保持ピンの後退に伴い樹脂表面に残るピン跡の空間を残りの充填樹脂により埋めることにより、インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形方法であって、
前記保持ピンと前記作動中子の後退制御を、前記成形機のV(速度)−P(圧力)切替位置若しくは2次射出切替位置又はスクリュー位置に基づいて前記保持ピンと前記作動中子に後退信号を出力する浮き成形制御方法。
【請求項10】
請求項9に記載された浮き成形制御方法において、
前記成形機のV(速度)−P(圧力)切替位置又は2次射出切替位置を、前記金型内に充填する総樹脂量の80%〜99%の範囲内の値に設定したことを特徴とする浮き成形制御方法。
【請求項11】
請求項9又は10に記載された浮き成形制御方法において、
前記成形機のV(速度)−P(圧力)切替位置若しくは2次射出切替位置又はスクリュー位置に基づいて内部ディレイタイマーを作動させ、前記内部ディレイタイマーのタイムアップにより、前記保持ピンと前記作動中子に後退信号を出力することを特徴とする浮き成形制御方法。
【請求項12】
請求項9又は10に記載された浮き成形制御方法において、
前記成形機のV(速度)−P(圧力)切替位置若しくは2次射出切替位置又はスクリュー位置に基づいて、複数個の内部ディレイタイマーを作動させ、前記複数個の各内部ディレイタイマーのタイムアップにより、複数個の保持ピンと複数個の作動中子に後退信号を出力することを特徴とする浮き成形制御方法。
【請求項1】
インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形用に、予めインサート部材を金型から浮かせる保持ピンと該保持ピンと連動する作動中子が組み込まれた浮き成形金型を備えて、樹脂の充填途中に前記保持ピンと作動中子を後退させ、保持ピンの後退に伴い樹脂表面に残るピン跡の空間を残りの充填樹脂により埋める浮き成形機の制御装置であって、
前記保持ピンと前記作動中子の後退制御を、前記成形機のV(速度)−P(圧力)切替位置又は2次射出切替位置を成形機から出力信号として出力し、該出力信号を入力信号として取り込み、該入力信号に基づいて前記保持ピンと前記作動中子に後退信号を出力する浮き成形制御装置。
【請求項2】
請求項1に記載された浮き成形制御装置において、
前記成形機のV(速度)−P(圧力)切替位置又は2次射出切替位置を、前記金型内に充填する総樹脂量の80%〜99%の範囲内の値に設定したことを特徴とする浮き成形制御装置。
【請求項3】
請求項1又は2に記載された浮き成形制御装置が、更に内部ディレイタイマーを備えて、
前記成形機のV(速度)−P(圧力)切替位置又は2次射出切替位置からの前記出力信号を入力信号として取り込むと、前記内部ディレイタイマーを作動させ、前記内部ディレイタイマーのタイムアップにより、前記保持ピンと前記作動中子に後退信号を出力することを特徴とする浮き成形制御装置。
【請求項4】
請求項1又は2に記載された浮き成形制御装置において、
前記保持ピンと前記作動中子が複数個から成り、前記制御装置は、各作動中子毎に内部ディレイタイマーを備えて、前記各内部ディレイタイマーのタイムアップにより、各保持ピン及び各作動中子に後退信号を出力することを特徴とする浮き成形制御装置。
【請求項5】
インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形用に、予めインサート部材を金型から浮かせる保持ピンと該保持ピンと連動する作動中子が組み込まれた浮き成形金型を備えて、樹脂の充填途中に前記保持ピンと作動中子を後退させ、保持ピンの後退に伴い樹脂表面に残るピン跡の空間を残りの充填樹脂により埋める浮き成形機の制御装置であって、
前記保持ピンと前記作動中子の後退制御を、前記成形機のスクリュー位置を成形機から出力信号として出力し、該出力信号を入力信号として取り込み、該入力信号に基づいて前記保持ピンと前記作動中子に後退信号を出力する浮き成形制御装置。
【請求項6】
請求項5に記載された浮き成形制御装置において、
前記成形機のスクリュー位置を、前記金型内に充填する総樹脂量の80%〜99%の範囲内の値に設定したことを特徴とする浮き成形制御装置。
【請求項7】
請求項5又は6に記載された浮き成形制御装置が、更に内部ディレイタイマーを備えて、
前記成形機のスクリュー位置からの前記出力信号を入力信号として取り込むと、前記内部ディレイタイマーを作動させ、前記内部ディレイタイマーのタイムアップにより、前記保持ピンと前記作動中子に後退信号を出力することを特徴とする浮き成形制御装置。
【請求項8】
請求項5又は6に記載された浮き成形制御装置において、
前記保持ピンと前記作動中子が複数個から成り、前記制御装置は、各作動中子毎に内部ディレイタイマーを備えて、前記各内部ディレイタイマーのタイムアップにより、各保持ピン及び各作動中子に後退信号を出力することを特徴とする浮き成形制御装置。
【請求項9】
予めインサート部材を金型から浮かせる保持ピンと該保持ピンと連動する作動中子が組み込まれた浮き成形金型を備えた成形機を用いて、樹脂の充填途中に前記保持ピンと作動中子を後退させ、保持ピンの後退に伴い樹脂表面に残るピン跡の空間を残りの充填樹脂により埋めることにより、インサート部材を樹脂の外面に露出させることなく樹脂内部に留めるインサート成形方法であって、
前記保持ピンと前記作動中子の後退制御を、前記成形機のV(速度)−P(圧力)切替位置若しくは2次射出切替位置又はスクリュー位置に基づいて前記保持ピンと前記作動中子に後退信号を出力する浮き成形制御方法。
【請求項10】
請求項9に記載された浮き成形制御方法において、
前記成形機のV(速度)−P(圧力)切替位置又は2次射出切替位置を、前記金型内に充填する総樹脂量の80%〜99%の範囲内の値に設定したことを特徴とする浮き成形制御方法。
【請求項11】
請求項9又は10に記載された浮き成形制御方法において、
前記成形機のV(速度)−P(圧力)切替位置若しくは2次射出切替位置又はスクリュー位置に基づいて内部ディレイタイマーを作動させ、前記内部ディレイタイマーのタイムアップにより、前記保持ピンと前記作動中子に後退信号を出力することを特徴とする浮き成形制御方法。
【請求項12】
請求項9又は10に記載された浮き成形制御方法において、
前記成形機のV(速度)−P(圧力)切替位置若しくは2次射出切替位置又はスクリュー位置に基づいて、複数個の内部ディレイタイマーを作動させ、前記複数個の各内部ディレイタイマーのタイムアップにより、複数個の保持ピンと複数個の作動中子に後退信号を出力することを特徴とする浮き成形制御方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【公開番号】特開2013−107286(P2013−107286A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−254190(P2011−254190)
【出願日】平成23年11月21日(2011.11.21)
【出願人】(509186579)日立オートモティブシステムズ株式会社 (2,205)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月21日(2011.11.21)
【出願人】(509186579)日立オートモティブシステムズ株式会社 (2,205)
【Fターム(参考)】
[ Back to top ]