
海藻類養殖用繊維資材
【課題】海藻類の付着性や活着性が良く、波浪条件の厳しい場所においても好適に使用できる養殖資材を得るのに好適な海藻類養殖用繊維資材を提供する。
【解決手段】水中で使用する海藻類養殖用繊維資材であって、前記繊維資材は複数の繊維が無撚で集束しているかあるいは複数の繊維が撚られて集束した糸条であり、前記糸条は少なくとも熱融着性複合繊維を含有し、前記熱融着性複合繊維が、高融点ポリ乳酸系重合体と該高融点ポリ乳酸系重合体の融点より20℃以上低い融点を有する低融点ポリ乳酸系重合体により構成され、熱融着性複合繊維の表面の少なくとも一部を低融点ポリ乳酸系重合体が占めており、糸条を構成する繊維同士が、溶融または軟化した低融点ポリ乳酸系重合体を介して熱接着している。
【解決手段】水中で使用する海藻類養殖用繊維資材であって、前記繊維資材は複数の繊維が無撚で集束しているかあるいは複数の繊維が撚られて集束した糸条であり、前記糸条は少なくとも熱融着性複合繊維を含有し、前記熱融着性複合繊維が、高融点ポリ乳酸系重合体と該高融点ポリ乳酸系重合体の融点より20℃以上低い融点を有する低融点ポリ乳酸系重合体により構成され、熱融着性複合繊維の表面の少なくとも一部を低融点ポリ乳酸系重合体が占めており、糸条を構成する繊維同士が、溶融または軟化した低融点ポリ乳酸系重合体を介して熱接着している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、水中で使用する海藻類養殖用繊維資材に関し、特に、海藻類の付着性や活着性が良く、波浪条件の厳しい場所においても好適に使用できる海藻類養殖用繊維資材に関するものである。
【背景技術】
【0002】
従来、海苔などの海藻類を養殖する養殖網として環境負荷低減効果のある生分解性繊維を用い、かつ海苔の胞子が付着・生育しやすくするため生分解性繊維の表面をポリビニルアルコール樹脂で被覆した海藻養殖網が知られている(特許文献1)。
【0003】
また同様に環境負荷低減効果のあるポリ乳酸繊維などの、太繊度、中繊度、細繊度といった繊度の異なる撚糸を合撚し、一本一本の繊維がバラケにくくして結果的に海藻類の胞子が脱落しにくいような種苗糸が知られている(特許文献2)。
【0004】
しかしながら、上記従来の海藻類養殖資材のうち、生分解性繊維の表面をポリビニルアルコール樹脂で被覆した海藻養殖網は、湾外等のように波浪条件の厳しい場所で使用すると、繊維表面被覆樹脂は生分解性ポリマーとはポリマー種が異なるため、互いに十分な相溶性がないと思われるポリビニルアルコール樹脂が生分解性繊維から脱落して海藻類の胞子活着性が低くなると想定される。また、繊度の異なる撚糸を合撚する方法は、波浪条件の厳しい場所で使用すると、糸がバラケて胞子が脱落すると考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−96号公報
【特許文献2】特開2006−129741号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、前記問題点を解決し、海藻類の付着性や活着性が良く、波浪条件の厳しい場所においても好適に使用できる養殖資材を得るのに好適な海藻類養殖用繊維資材を提供するものである。
【課題を解決するための手段】
【0007】
本発明は、水中で使用する海藻類養殖用繊維資材であって、前記繊維資材は複数の繊維が無撚で集束しているかあるいは複数の繊維が撚られて集束した糸条であり、前記糸条は少なくとも熱融着性複合繊維を含有し、前記熱融着性複合繊維が、高融点ポリ乳酸系重合体と該高融点ポリ乳酸系重合体の融点より20℃以上低い融点を有する低融点ポリ乳酸系重合体により構成され、熱融着性複合繊維の表面の少なくとも一部を低融点ポリ乳酸系重合体が占めており、糸条を構成する繊維同士が、溶融または軟化した低融点ポリ乳酸系重合体を介して熱接着していることを特徴とする海藻類養殖用繊維資材を要旨とするものである。
【0008】
以下、本発明を詳細に説明する。
【0009】
本発明の海藻類養殖用繊維資材とは、具体的には、海藻類等を付着させて水中で生育させるための海藻類養殖資材(養殖網やロープ、撚糸等)を構成するための糸条であって、複数の繊維が無撚で集束しているか、あるいは複数の繊維が撚られて集束したものである。前記糸条は、少なくとも熱融着性複合繊維を含有している。
【0010】
本発明に用いる熱融着性複合繊維は、高融点ポリ乳酸系重合体と該高融点ポリ乳酸系重合体の融点より20℃以上低い融点を有する低融点ポリ乳酸系重合体によって構成され、該複合繊維の表面の少なくとも一部を低融点ポリ乳酸系重合体が占めている。
【0011】
本発明において、ポリ乳酸系重合体とは、ポリ−D−乳酸、ポリ−L−乳酸、D−乳酸とL−乳酸との共重合体、D−乳酸とヒドロキシカルボン酸との共重合体、L−乳酸とヒドロキシカルボン酸との共重合体、D−乳酸とL−乳酸とヒドロキシカルボン酸との共重合体との群から選ばれる重合体が挙げられる。ヒドロキシカルボン酸としては、グリコール酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシペンタン酸、ヒドロキシカプロン酸、ヒドロキシヘプタン酸、ヒドロキシオクタン酸等が挙げられる、これらの中でも特に、ヒドロキシカプロン酸またはグリコール酸を用いることが低コストの点から好ましい。
【0012】
ポリ乳酸のホモポリマーであるポリ−L−乳酸やポリ−D−乳酸の融点は約180℃であるが、ポリ乳酸系重合体として前記コポリマーを用いる場合には、実用性と融点等を考慮してポリマー成分の共重合量比を決定することが好ましい。ポリ乳酸系重合体の融点の制御について、以下、説明する。ポリ乳酸を構成する乳酸モノマーは光学活性の炭素を有しており、D体とL体の光学異性体が存在する。L体にD体を1モル%未満共重合させると融点170℃以上、L体に2モル%未満のD体を共重合させると融点165℃以上、D体を8モル%共重合させると融点130℃程度、D体を12モル%共重合させると融点110℃といった具合に融点のコントロールが可能である。D体よりもL体の共重合量が多く、かつD体が18モル%以上(ただし、L体の共重合量を超えない範囲)となると明確な結晶融点は観察されず、軟化温度90℃未満の非晶性の強いポリマーとなる。本発明において、D体とL体との共重合体を用いる場合、採用する共重合体のその共重合モル比は、D体/L体(共重合モル比)=100〜82/0〜18、あるいは0〜18/100〜82であることにより、実用的な融点を有するものを得ることができる。
【0013】
また、本発明において用いるポリ乳酸系重合体として、融点が190℃〜235℃であるステレオコンプレックスを形成したポリ乳酸を用いることもできる。ステレオコンプレックスを形成したポリ乳酸は、光学純度が70%〜100%であるポリ−L−乳酸と光学純度が70%〜100%であるポリ−D−乳酸とが30/70〜70/30の比率(質量比)でブレンドすることにより得ることができる。ポリ−L−乳酸の光学純度あるいはポリ−D−乳酸の光学純度が70%未満であると、立体特異的な結合であるステレオコンプレックスの形成を阻害し、ブレンドされたポリ乳酸の結晶融解開始温度を190℃以上とすることが困難となる。また、ポリ−L−乳酸とポリ−D−乳酸のブレンド比率が、30/70〜70/30(質量比)の範囲を外れると、前記と同様で、立体特異的な結合であるステレオコンプレックスの形成を阻害し、ポリ乳酸の結晶融解開始温度を190℃以上とすることが困難となる。より好ましいブレンド比率は、40/60〜60/40である。ポリ−L−乳酸とポリ−D−乳酸をブレンドしてステレオコンプレックスを形成したポリ乳酸を得るための具体的な方法としては、ポリ−L−乳酸とポリ−D−乳酸を個々に溶融した後、均一混練する方法、ポリ−L−乳酸ペレットとポリ−D−乳酸ペレットをできるだけ均一に混合後、溶融する方法等が例示できるが、いずれの方法であっても構わない。
【0014】
本発明で用いられるポリ乳酸系重合体には、用途に応じて、例えば酸化チタン、酸化ケイ素、炭酸カルシウム、チッ化ケイ素、クレー、タルクなどの各種無機粒子、架橋高分子粒子、各種金属粒子などの粒子類の他に、老化防止剤、抗酸化剤、着色防止剤、耐光剤、包接化合物、帯電防止剤、各種着色剤、各種界面活性剤、各種強化繊維類などの従来公知の添加剤を本発明の効果を損なわない範囲で添加してもよい。
【0015】
本発明に用いる熱融着性複合繊維は、高融点ポリ乳酸系重合体と低融点ポリ乳酸系重合体とから構成され、低融点重合体が複合繊維表面の少なくとも一部を占めた複合形態である。このような複合形態としては、低融点ポリ乳酸系重合体を鞘部、高融点ポリ乳酸系重合体を芯部に配した芯鞘型、低融点ポリ乳酸系重合体と高融点ポリ乳酸系重合体を貼り合わしてなるサイドバイサイド型、高融点ポリ乳酸系重合体が多数の島部、低融点ポリ乳酸系重合体が海部に配してなる海島型、また、放射型や多葉型等の割繊型等が挙げられる。本発明では、繊維間の接着性や得られる海藻類養殖用繊維資材の強力等を考慮して、芯鞘型複合形態を採用することが好ましい。
【0016】
高融点ポリ乳酸系重合体と低融点ポリ乳酸系重合体の融点差は、20℃以上である(なお、ポリ乳酸系重合体の非晶性が高く、明確な融点を有しないものについては、目視での軟化温度を融点とみなす。)。両者の融点差が20℃未満であると、熱処理工程において高融点ポリ乳酸系重合体までもが軟化または溶融し繊維形態を維持できないものとなり、その結果、溶融したポリ乳酸系重合体が流動して一箇所に固まったり脱落したりして接着面積が小さくなり、効果的に繊維同士を接着することができなくなる。また、高融点ポリ乳酸系重合体が繊維形態を維持しないため、繊維強度が低下する。両者の融点差を20℃以上に設定することにより、熱処理により低融点ポリ乳酸系重合体のみを溶融させて繊維同士を接着させ、一方、高融点ポリ乳酸系重合体は、熱による影響を受けることなく繊維形態を維持させるため、乾燥状態および湿潤状態の両方において、機械的強力、柔軟性を向上させることができる。
【0017】
両者の融点差を20℃以上とするには、上記したポリ乳酸の中から適宜選択して組み合わせればよいが、例えば、融点170℃以上の高融点ポリ乳酸系重合体(L体98モル%以上、D体2モル%未満)と融点155〜110℃の低融点ポリ乳酸系重合体(L体82〜95モル%、D体5〜18モル%)の組み合わせが挙げられる。また、融点200℃以上あるいは結晶融解開始温度が180℃以上のステレオコンプレックスを形成した高融点ポリ乳酸系重合体と、比較的D体共重合量の少ない融点160℃〜170℃程度のポリ−L−乳酸との組み合わせもよい。なお、ポリ乳酸系重合体の組み合わせにおいて、高融点ポリ乳酸系重合体として融点110℃以上のポリ乳酸系重合体、低融点ポリ乳酸系重合体として軟化点90℃未満の非晶性の強いポリ乳酸系重合体といった組み合わせでもよいが、繊維製造工程におけるヒートセット工程で、十分なヒートセット加工を施し難いため、得られる熱融着性繊維自体が熱収縮しやすくなる。
【0018】
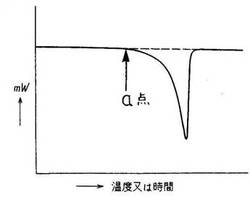
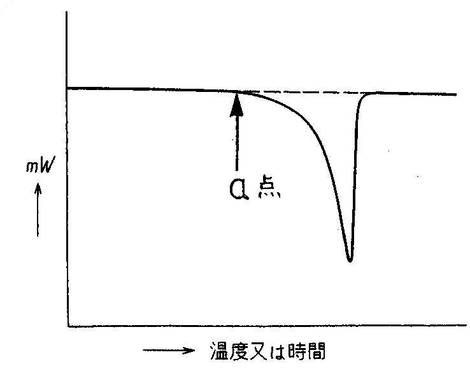
融点200℃以上あるいは結晶融解開始温度が180℃以上のステレオコンプレックスを形成してなるポリ乳酸系重合体を芯部に配し、融点160℃〜170℃程度のポリ−L−乳酸を鞘部に配した芯鞘型複合繊維は、繊維製造時に高温で熱セットすることが可能であるため、得られる熱融着性繊維は、資材製造時における熱接着処理等の加熱処理の際、熱収縮が発生せずに安定した加熱処理を行うことができる。そして得られる資材においては、風合い硬化や凹凸発生による表面外観の乱れが生じることがなく好ましい。結晶融解開始温度は、示差走査型熱量計(パーキンエルマー社製、Diamond DSC使用、昇温速度20℃/分にて自動測定)にて融解吸熱曲線を描いた際(図1参照)、融解吸熱曲線において結晶融解が開始するa点を指し、結晶融解開始温度が180℃とは、このa点での温度が180℃であることをいう。また、ポリ乳酸系重合体が結晶性を有するとは、示差走査型熱量計にて融解吸熱曲線を描いた際に明瞭な吸熱ピークを描くもののことをいう。
【0019】
高融点ポリ乳酸系重合体と低融点ポリ乳酸系重合体とのそれぞれの極限粘度については、紡糸設備や繊維物性等により適宜選択すればよく、特に限定されるものではない。
【0020】
熱融着性複合繊維を構成する高融点ポリ乳酸系重合体と低融点ポリ乳酸系重合体との複合比率(質量比)は、熱接着性等を考慮して適宜決定すればよく、通常、70/30〜30/70、好ましくは60/40〜40/60の範囲がよい。高融点ポリ乳酸系重合体の複合比率を30質量部以上とすることにより、糸条の強度を保持することができ、得られる繊維資材の風合いが硬化することなく取り扱い性が良好なものを得ることができる。一方、高融点ポリ乳酸系重合体の複合比率を70質量部以下とすることにより、接着成分である低融点ポリ乳酸系重合体の比率が減少しすぎないため、繊維同士の熱接着点を相対的に保持し、集束してなる繊維同士がバラけにくく、厳しい波浪状態においても繊維間の空隙に保持していた胞子等が脱落しにくい資材を得ることができる。
【0021】
本発明で用いる熱融着性複合繊維は、常法に従い、複合紡糸装置を用いて製造できる。すなわち、引取速度が4500m/分以下の範囲で複合紡糸した後、延伸を施すことにより得ることができる。引取速度が4500m/分を超えると紡糸時に糸切れが発生しやすく、また、延伸倍率が低くなるため延伸後の強度が低く、実用的な物性の糸条を得にくくなる。また、生産性よく製造するには引取速度を1000m/分以上とすることが好ましい。延伸は紡糸した糸を一旦捲き取った後に延伸機に供給するか、あるいは、紡糸に引き続き、延伸ローラを介して直接延伸を施してから捲き取ることもできる。
【0022】
本発明の海藻養殖用繊維資材を構成する糸条は、上記した熱融着性複合繊維のみから構成されていてもよいが、熱融着性複合繊維と熱融着性複合繊維以外の他の繊維とから構成されていてもよい。他の繊維を含む場合、他の繊維は、熱融着性複合繊維を構成する低融点ポリ乳酸系重合体の融点よりも20℃以上高い融点を有するポリ乳酸系重合体によって構成される繊維であることが好ましい。他の繊維もまた、ポリ乳酸系重合体によって構成されることによって、溶融または軟化した低融点ポリ乳酸系重合体との接着性が良好となるため、本発明の効果を良好に奏するためである。本発明の目的を効果的に達成するためには、糸条に含まれる熱融着繊維複合繊維の含有量は、30質量%以上であることが好ましく、より好ましくは50質量%以上である。
【0023】
糸条を形成する繊維の形態は、連続繊維であっても短繊維であってもよいが、強度等を考慮すると連続繊維を用いることが好ましい。繊維の断面形状についても、特に限定されず、例えば、円形、楕円形、3角形等の多角形、T字、Y字,H字等のアルファベット,十字型、5葉、6葉などの多葉形状、正方形、長方形、菱形、繭型、馬蹄型などを挙げることができ、これらの形状を一部変更したものであってもよい。また、これら各種断面形状の繊維を適宜組み合わせて用いてもよい。
【0024】
糸条の形態としては、連続繊維が集束したものであっても、短繊維からなる紡績糸であっても、また、連続繊維と短繊維とを混紡したものであってもよい。また、マルチフィラメントとモノフィラメントとを合撚した合撚糸、マルチフィラメントと紡績糸とを合撚した合撚糸、モノフィラメントと紡績糸とを合撚した合撚糸、あるいは、モノフィラメント同士やマルチフィラメント同士を撚った合撚糸であってもよい。
【0025】
糸条を形成する繊維の単糸繊度もまた適宜選択すればよいが、マルチフィラメントや紡績糸を構成する個々の単糸の繊度は、3.3〜22dtexであることが好ましく、マルチフィラメントの総繊度は55〜2200dtex、紡績糸の繊度もまた55〜2200dtexであることが好ましい。モノフィラメントの場合、網の形態の資材を構成する際にモノフィラメントを撚り合せた糸条とする場合の収束性、耐久性あるいは製網性の点から、単糸繊度は55〜1100dtexが好ましく、220〜670dtexが更に好ましい。単糸繊度があまりに大きくなると、繊維同士の接点が相対的に減少するため、場合によっては十分な接着強力が発揮できなくなることがある。これらの繊維によって形成される糸条の繊度もまた適宜選択すればよいが、約60〜5万dtex程度とする。
【0026】
本発明の海藻類養殖用繊維資材である糸条は、構成する繊維同士が、溶融または軟化した低融点ポリ乳酸系重合体を介して熱接着している。繊維同士の少なくとも接点が、低融点ポリ乳酸系重合体によって熱接着されていることにより、外力によっても繊維間の空隙が変形せずに固定され、繊維がバラけることを防止できるため、一旦、保持した海藻類の胞子が脱落しにくくなる。繊維同士を熱接着する方法としては、低融点ポリ乳酸系重合体のみが溶融または軟化する温度に設定した熱処理装置内を通すことにより行うことができる。熱処理装置内を通す際の処理時間は、熱処理装置の設定温度を考慮して適宜設定すればよい。熱処理装置としては、特定の直径を有するトンネル炉を通すことにより、糸条を熱処理することが好ましい。トンネル炉の内径を考慮して熱処理前の糸条の直径を適宜選択することによって、繊維間の空隙の大きさを適宜設定できる。また、糸条を加熱した後に、所定の内径(糸条の直径以下の径)を有する管を通すことによっても、繊維間の空隙の大きさを適宜設定しながら繊維同士を熱接着することができる。
【0027】
本発明では、上記した海藻類養殖用繊維資材を用いて、製網等を行って、海藻類養殖資材を得る。また、上記した海藻類養殖用繊維資材、それ自体を海藻類養殖資材として用いることもできる。本発明において海藻類養殖資材とは、網、ロープ、撚糸といった形態を呈したものであり、海苔、昆布、ホンダワラ、もずく等の海藻類の胞子や種子を付着させて水中で生育させるのに使用するものをいう。
【0028】
本発明の海藻類養殖資材は、上記した海藻類養殖用繊維資材のみから構成されてもよいが、養殖資材の強度、柔軟性、乾燥性、寸法安定性、海藻胞子の付着性、海藻胞子の間引き性および比重調整などの目的に応じて、他のポリエステル繊維、ポリアミド繊維、ポリプロピレン繊維、ポリエチレン繊維等から選ばれた一種以上の繊維からなる他の糸条を併用して構成してもよい。本発明の海藻類養殖資材において、本発明の海藻類養殖用繊維資材の含有率は、使用する場所やそれぞれの要求特性により適宜決定すればよいが、海藻類養殖資材を構成する糸の総質量の30質量%以上とすることが好ましい。
【0029】
本発明の海藻類養殖資材が網の形態である場合、網の形状は特に限定されるものではなく、結節網、無結節網、綟子網、織網など従来公知のものに適用できる。
【0030】
また、本発明の海藻類養殖資材を得るための他の実施態様として、以下の方法がある。すなわち、複数の繊維が無撚で集束しているかあるいは複数の繊維が撚りを有することで集束しており、かつ熱融着性複合繊維を含有する糸条を用いて海藻類養殖資材を製造する方法が挙げられ、この方法では、資材を構成する材料として用意する糸条は、まだ熱処理が施されてなく、繊維同士は、熱接着していないものである。熱融着性複合繊維は、上記したように、高融点ポリ乳酸系重合体と該高融点ポリ乳酸系重合体の融点より20℃以上低い融点を有する低融点ポリ乳酸系重合体により構成され、低融点ポリ乳酸系重合体が繊維表面の少なくとも一部を占めている。糸条において、まだ熱処理が施されてなく、繊維同士が熱接着していないものを用いて、ロープあるいは網等の適宜の形態にした後、このロープあるいは網等の形態を呈する海藻類養殖資材に、低融点ポリ乳酸系重合体が溶融または軟化する温度で熱処理を施し、少なくとも繊維同士の接点を溶融または軟化した低融点ポリ乳酸系重合体を介して熱接着させる。熱処理は、熱接着成分である低融点ポリ乳酸系重合体のみが溶融または軟化する温度で行えばよく、処理時間は処理温度に応じて適宜設定すればよい。具体的な熱処理装置としては、熱風循環装置内を通す方法や、熱ロールを沿わせて熱処理する方法等が挙げられる。熱処理を施さずに繊維同士が未だ熱接着していない糸条を用いて、ロープや網等の適宜の形態とした後に熱処理を施すことにより、製網等の資材を形成する段階では、糸条は、熱接着点を有しないため硬くなく、しなやかで取扱いやすいとう利点がある。また、ロープや網等の適宜の形態とした後に熱処理を施すことによって、糸条同士の接点や結節点における糸条同士の接点においても熱接着点を形成することができ、全体に機械的強力に優れる海藻類養殖資材を得ることができる。
【発明の効果】
【0031】
本発明の海藻類養殖用繊維資材は、高融点ポリ乳酸系重合体と低融点ポリ乳酸系重合体とからなり低融点ポリ乳酸系重合体が繊維表面の一部を占める複合繊維を含有した糸条であり、糸条を構成する繊維同士は、溶融または軟化した低融点ポリ乳酸系重合体によって熱接着している。したがって、この糸条(海藻類養殖用繊維資材)を用いて構成される網やロープ等の海藻類養殖資材は、海水中で繊維一本一本がバラケて動きにくく、繊維間の空隙に付着した海藻類の胞子が脱落しにくくなる。よって、本発明の海藻類養殖用繊維資材を用いた海藻類養殖資材は、湾外等の波浪条件の厳しい場所(流れの速い場所)において使用しても海藻類の活着性が良く、繊維の表面に付着した成長途中の海藻類の脱落が生じにくい。また、いったん活着すれば収穫時まで海藻類の付着を維持できるので、本発明の海藻類養殖用繊維資材および海藻類養殖資材によれば、高い収率を実現することができる。
【図面の簡単な説明】
【0032】
【図1】融解吸熱曲線の一例を示す図である。
【実施例】
【0033】
次に、実施例に基づき本発明を具体的に説明するが、本発明は、これらの実施例によって何ら限定されるものではない。
【0034】
実施例1
複合紡糸設備を用いて、常法により融点を異にする2種のポリ乳酸からなる同心芯鞘型複合モノフィラメント(芯部:融点170℃、D体/L体(共重合モル比)=2/98、相対粘度1.89、鞘部:融点130℃、D体/L体(共重合モル比)=8/92、相対粘度1.90、芯/鞘(質量比)=1/1)を紡出した。なお、相対粘度は、重合体をフェノールと四塩化エタンの等質量混合物を溶媒とし、試料濃度0.5g/dl、温度20度で測定した。紡出したモノフィラメントは20℃の水槽で冷却した後、常法に従い合計5.0倍に延伸および熱セットを行なってボビンに捲取り、単糸繊度が600dtexで、断面形状が円形の芯鞘型複合モノフィラメントを得た。得られたモノフィラメントの強伸度(JIS L−1013に記載の方法に従い、島津製作所社製のオートグラフDSS−500型を用いて、つかみ間隔25cm、引張速度30cm/分で測定)は、4.1cN/dtex、34%であった。
【0035】
得られたモノフィラメント36本を撚糸して、150℃のトンネル炉に通して熱融着加工を行い、実施例1の海藻類養殖用繊維資材を得た。
【0036】
比較例1
実施例1において、モノフィラメント36本を撚糸した後に熱融着加工を行わなかったこと以外は実施例1と同様にして、比較例1の繊維資材を得た。
【0037】
実施例2
実施例1において、芯鞘型複合モノフィラメントを得る際に芯部に用いたポリ乳酸(融点170℃、D体/L体(共重合モル比)=2/98、相対粘度1.89)のみを用いて、単糸繊度が600dtexで、断面形状が円形の単相型のモノフィラメントを得た。
【0038】
得られた単相型のモノフィラメント12本と実施例1で得られた芯鞘型複合モノフィラメント24本とを撚糸して、150℃のトンネル炉に通して熱融着加工を行い、実施例2の海藻類養殖用繊維資材を得た。
【0039】
実施例3
実施例1において、芯鞘型複合モノフィラメントを得るにあたり、芯部に、融点175℃、D体/L体(共重合モル比)=0.5/99.5および、融点175℃、L体/D体(共重合モル比)=0.6/99.4、相対粘度1.91のポリ乳酸を等質量あらかじめ均一に溶融混合したものを用いたこと以外は、実施例1と同様に実施して、実施例3の海藻類養殖用繊維資材を得た。なお、得られた芯鞘型複合モノフィラメントの芯部を形成するポリポリ乳酸は、結晶融解開始温度が205℃、融点が225℃であり、ステレオコンプレックスを形成していた。
【0040】
実施例1〜3、比較例1で得られた海藻類養殖用繊維資材を海藻類養殖資材として用い、海苔網の陸上採苗と同様にして海苔の種付けを行った。種付けした資材は、栄養塩を添加した海水中に浸漬して30日間通気培養を行い、30日後に資材を引き上げて、海苔芽の着生状況を目視にて確認した。また、海苔養殖に多く用いられているビニロンフィラメント(ユニチカ社製 5号糸<MF5> 560dtex)を36本撚り合わせた撚糸を参考資材として用いて、同様に確認した。
【0041】
実施例1〜3および比較例1の海藻類養殖資材は、海苔の種付け直後は、海苔の種付けによりいずれも同程度の茶褐色の色彩を呈し、参考資材であるビニロンフィラメントからなる撚糸と同様に良好に種が付着していた。30日後に海苔芽の着生状況を観察したところ、実施例1〜3の海藻類養殖資材は、参考資材であるビニロンフィラメントからなる撚糸と同様に資材全体に亘り、茶褐色の色彩を呈して海苔は育苗していた。一方、比較例1の資材は、茶褐色の色彩を呈した箇所が所々と全体に少なく、海苔芽は全体的に着生していなかった。
【0042】
実施例4
複合紡糸設備を用い、常法により融点を異にする2種のポリ乳酸からなる同心芯鞘型複合マルチフィラメント(芯部:融点170℃、D体/L体(共重合モル比)=2/98、相対粘度1.89、鞘部:融点130℃、D体/L体(共重合モル比)=8/92、相対粘度1.90、芯/鞘(質量比)=1/1)を紡出した。紡出したマルチフィラメントを常法に従い合計3.3倍に延伸および熱セットを行なってボビンに捲取り、1100dtex/140fのマルチフィラメントを得た。マルチフィラメントの強伸度(JIS L−1013に記載の方法に従い、定速伸長形試験機を用い、つかみ間隔20cm、引張速度20cm/分で測定)は、4.7cN/dtex、32%であった。得られたマルチフィラメント3本を集束して120回/mのS撚りを与え、さらに得られた撚糸3本を集束して30回/mのZ撚を与えた。得られた糸を150℃のトンネル炉に通して熱融着加工を行い、実施例3の海藻類養殖用繊維資材を得た。得られた海草類養殖用繊維資材を海藻類養殖資材として、常法により、茶色い昆布の胞子を付着させた。これを流水中に一週間放置したあと観察したところ茶色の程度は殆ど変わらず減色していないことから、昆布の胞子が脱落しにくく、良好な養殖資材であることが分かった。
【0043】
比較例2
実施例4において、トンネル炉に通す熱融着加工を施さなかったこと以外は実施例4と同様にして繊維資材を得た。得られた繊維資材を用いて、実施例4と同様に昆布の胞子付着試験を行ったところ、流水中に一週間放置したあとは茶色の程度が著しく減色し、胞子の脱落度合いが大きいことが分かった。
【技術分野】
【0001】
本発明は、水中で使用する海藻類養殖用繊維資材に関し、特に、海藻類の付着性や活着性が良く、波浪条件の厳しい場所においても好適に使用できる海藻類養殖用繊維資材に関するものである。
【背景技術】
【0002】
従来、海苔などの海藻類を養殖する養殖網として環境負荷低減効果のある生分解性繊維を用い、かつ海苔の胞子が付着・生育しやすくするため生分解性繊維の表面をポリビニルアルコール樹脂で被覆した海藻養殖網が知られている(特許文献1)。
【0003】
また同様に環境負荷低減効果のあるポリ乳酸繊維などの、太繊度、中繊度、細繊度といった繊度の異なる撚糸を合撚し、一本一本の繊維がバラケにくくして結果的に海藻類の胞子が脱落しにくいような種苗糸が知られている(特許文献2)。
【0004】
しかしながら、上記従来の海藻類養殖資材のうち、生分解性繊維の表面をポリビニルアルコール樹脂で被覆した海藻養殖網は、湾外等のように波浪条件の厳しい場所で使用すると、繊維表面被覆樹脂は生分解性ポリマーとはポリマー種が異なるため、互いに十分な相溶性がないと思われるポリビニルアルコール樹脂が生分解性繊維から脱落して海藻類の胞子活着性が低くなると想定される。また、繊度の異なる撚糸を合撚する方法は、波浪条件の厳しい場所で使用すると、糸がバラケて胞子が脱落すると考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−96号公報
【特許文献2】特開2006−129741号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、前記問題点を解決し、海藻類の付着性や活着性が良く、波浪条件の厳しい場所においても好適に使用できる養殖資材を得るのに好適な海藻類養殖用繊維資材を提供するものである。
【課題を解決するための手段】
【0007】
本発明は、水中で使用する海藻類養殖用繊維資材であって、前記繊維資材は複数の繊維が無撚で集束しているかあるいは複数の繊維が撚られて集束した糸条であり、前記糸条は少なくとも熱融着性複合繊維を含有し、前記熱融着性複合繊維が、高融点ポリ乳酸系重合体と該高融点ポリ乳酸系重合体の融点より20℃以上低い融点を有する低融点ポリ乳酸系重合体により構成され、熱融着性複合繊維の表面の少なくとも一部を低融点ポリ乳酸系重合体が占めており、糸条を構成する繊維同士が、溶融または軟化した低融点ポリ乳酸系重合体を介して熱接着していることを特徴とする海藻類養殖用繊維資材を要旨とするものである。
【0008】
以下、本発明を詳細に説明する。
【0009】
本発明の海藻類養殖用繊維資材とは、具体的には、海藻類等を付着させて水中で生育させるための海藻類養殖資材(養殖網やロープ、撚糸等)を構成するための糸条であって、複数の繊維が無撚で集束しているか、あるいは複数の繊維が撚られて集束したものである。前記糸条は、少なくとも熱融着性複合繊維を含有している。
【0010】
本発明に用いる熱融着性複合繊維は、高融点ポリ乳酸系重合体と該高融点ポリ乳酸系重合体の融点より20℃以上低い融点を有する低融点ポリ乳酸系重合体によって構成され、該複合繊維の表面の少なくとも一部を低融点ポリ乳酸系重合体が占めている。
【0011】
本発明において、ポリ乳酸系重合体とは、ポリ−D−乳酸、ポリ−L−乳酸、D−乳酸とL−乳酸との共重合体、D−乳酸とヒドロキシカルボン酸との共重合体、L−乳酸とヒドロキシカルボン酸との共重合体、D−乳酸とL−乳酸とヒドロキシカルボン酸との共重合体との群から選ばれる重合体が挙げられる。ヒドロキシカルボン酸としては、グリコール酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシペンタン酸、ヒドロキシカプロン酸、ヒドロキシヘプタン酸、ヒドロキシオクタン酸等が挙げられる、これらの中でも特に、ヒドロキシカプロン酸またはグリコール酸を用いることが低コストの点から好ましい。
【0012】
ポリ乳酸のホモポリマーであるポリ−L−乳酸やポリ−D−乳酸の融点は約180℃であるが、ポリ乳酸系重合体として前記コポリマーを用いる場合には、実用性と融点等を考慮してポリマー成分の共重合量比を決定することが好ましい。ポリ乳酸系重合体の融点の制御について、以下、説明する。ポリ乳酸を構成する乳酸モノマーは光学活性の炭素を有しており、D体とL体の光学異性体が存在する。L体にD体を1モル%未満共重合させると融点170℃以上、L体に2モル%未満のD体を共重合させると融点165℃以上、D体を8モル%共重合させると融点130℃程度、D体を12モル%共重合させると融点110℃といった具合に融点のコントロールが可能である。D体よりもL体の共重合量が多く、かつD体が18モル%以上(ただし、L体の共重合量を超えない範囲)となると明確な結晶融点は観察されず、軟化温度90℃未満の非晶性の強いポリマーとなる。本発明において、D体とL体との共重合体を用いる場合、採用する共重合体のその共重合モル比は、D体/L体(共重合モル比)=100〜82/0〜18、あるいは0〜18/100〜82であることにより、実用的な融点を有するものを得ることができる。
【0013】
また、本発明において用いるポリ乳酸系重合体として、融点が190℃〜235℃であるステレオコンプレックスを形成したポリ乳酸を用いることもできる。ステレオコンプレックスを形成したポリ乳酸は、光学純度が70%〜100%であるポリ−L−乳酸と光学純度が70%〜100%であるポリ−D−乳酸とが30/70〜70/30の比率(質量比)でブレンドすることにより得ることができる。ポリ−L−乳酸の光学純度あるいはポリ−D−乳酸の光学純度が70%未満であると、立体特異的な結合であるステレオコンプレックスの形成を阻害し、ブレンドされたポリ乳酸の結晶融解開始温度を190℃以上とすることが困難となる。また、ポリ−L−乳酸とポリ−D−乳酸のブレンド比率が、30/70〜70/30(質量比)の範囲を外れると、前記と同様で、立体特異的な結合であるステレオコンプレックスの形成を阻害し、ポリ乳酸の結晶融解開始温度を190℃以上とすることが困難となる。より好ましいブレンド比率は、40/60〜60/40である。ポリ−L−乳酸とポリ−D−乳酸をブレンドしてステレオコンプレックスを形成したポリ乳酸を得るための具体的な方法としては、ポリ−L−乳酸とポリ−D−乳酸を個々に溶融した後、均一混練する方法、ポリ−L−乳酸ペレットとポリ−D−乳酸ペレットをできるだけ均一に混合後、溶融する方法等が例示できるが、いずれの方法であっても構わない。
【0014】
本発明で用いられるポリ乳酸系重合体には、用途に応じて、例えば酸化チタン、酸化ケイ素、炭酸カルシウム、チッ化ケイ素、クレー、タルクなどの各種無機粒子、架橋高分子粒子、各種金属粒子などの粒子類の他に、老化防止剤、抗酸化剤、着色防止剤、耐光剤、包接化合物、帯電防止剤、各種着色剤、各種界面活性剤、各種強化繊維類などの従来公知の添加剤を本発明の効果を損なわない範囲で添加してもよい。
【0015】
本発明に用いる熱融着性複合繊維は、高融点ポリ乳酸系重合体と低融点ポリ乳酸系重合体とから構成され、低融点重合体が複合繊維表面の少なくとも一部を占めた複合形態である。このような複合形態としては、低融点ポリ乳酸系重合体を鞘部、高融点ポリ乳酸系重合体を芯部に配した芯鞘型、低融点ポリ乳酸系重合体と高融点ポリ乳酸系重合体を貼り合わしてなるサイドバイサイド型、高融点ポリ乳酸系重合体が多数の島部、低融点ポリ乳酸系重合体が海部に配してなる海島型、また、放射型や多葉型等の割繊型等が挙げられる。本発明では、繊維間の接着性や得られる海藻類養殖用繊維資材の強力等を考慮して、芯鞘型複合形態を採用することが好ましい。
【0016】
高融点ポリ乳酸系重合体と低融点ポリ乳酸系重合体の融点差は、20℃以上である(なお、ポリ乳酸系重合体の非晶性が高く、明確な融点を有しないものについては、目視での軟化温度を融点とみなす。)。両者の融点差が20℃未満であると、熱処理工程において高融点ポリ乳酸系重合体までもが軟化または溶融し繊維形態を維持できないものとなり、その結果、溶融したポリ乳酸系重合体が流動して一箇所に固まったり脱落したりして接着面積が小さくなり、効果的に繊維同士を接着することができなくなる。また、高融点ポリ乳酸系重合体が繊維形態を維持しないため、繊維強度が低下する。両者の融点差を20℃以上に設定することにより、熱処理により低融点ポリ乳酸系重合体のみを溶融させて繊維同士を接着させ、一方、高融点ポリ乳酸系重合体は、熱による影響を受けることなく繊維形態を維持させるため、乾燥状態および湿潤状態の両方において、機械的強力、柔軟性を向上させることができる。
【0017】
両者の融点差を20℃以上とするには、上記したポリ乳酸の中から適宜選択して組み合わせればよいが、例えば、融点170℃以上の高融点ポリ乳酸系重合体(L体98モル%以上、D体2モル%未満)と融点155〜110℃の低融点ポリ乳酸系重合体(L体82〜95モル%、D体5〜18モル%)の組み合わせが挙げられる。また、融点200℃以上あるいは結晶融解開始温度が180℃以上のステレオコンプレックスを形成した高融点ポリ乳酸系重合体と、比較的D体共重合量の少ない融点160℃〜170℃程度のポリ−L−乳酸との組み合わせもよい。なお、ポリ乳酸系重合体の組み合わせにおいて、高融点ポリ乳酸系重合体として融点110℃以上のポリ乳酸系重合体、低融点ポリ乳酸系重合体として軟化点90℃未満の非晶性の強いポリ乳酸系重合体といった組み合わせでもよいが、繊維製造工程におけるヒートセット工程で、十分なヒートセット加工を施し難いため、得られる熱融着性繊維自体が熱収縮しやすくなる。
【0018】
融点200℃以上あるいは結晶融解開始温度が180℃以上のステレオコンプレックスを形成してなるポリ乳酸系重合体を芯部に配し、融点160℃〜170℃程度のポリ−L−乳酸を鞘部に配した芯鞘型複合繊維は、繊維製造時に高温で熱セットすることが可能であるため、得られる熱融着性繊維は、資材製造時における熱接着処理等の加熱処理の際、熱収縮が発生せずに安定した加熱処理を行うことができる。そして得られる資材においては、風合い硬化や凹凸発生による表面外観の乱れが生じることがなく好ましい。結晶融解開始温度は、示差走査型熱量計(パーキンエルマー社製、Diamond DSC使用、昇温速度20℃/分にて自動測定)にて融解吸熱曲線を描いた際(図1参照)、融解吸熱曲線において結晶融解が開始するa点を指し、結晶融解開始温度が180℃とは、このa点での温度が180℃であることをいう。また、ポリ乳酸系重合体が結晶性を有するとは、示差走査型熱量計にて融解吸熱曲線を描いた際に明瞭な吸熱ピークを描くもののことをいう。
【0019】
高融点ポリ乳酸系重合体と低融点ポリ乳酸系重合体とのそれぞれの極限粘度については、紡糸設備や繊維物性等により適宜選択すればよく、特に限定されるものではない。
【0020】
熱融着性複合繊維を構成する高融点ポリ乳酸系重合体と低融点ポリ乳酸系重合体との複合比率(質量比)は、熱接着性等を考慮して適宜決定すればよく、通常、70/30〜30/70、好ましくは60/40〜40/60の範囲がよい。高融点ポリ乳酸系重合体の複合比率を30質量部以上とすることにより、糸条の強度を保持することができ、得られる繊維資材の風合いが硬化することなく取り扱い性が良好なものを得ることができる。一方、高融点ポリ乳酸系重合体の複合比率を70質量部以下とすることにより、接着成分である低融点ポリ乳酸系重合体の比率が減少しすぎないため、繊維同士の熱接着点を相対的に保持し、集束してなる繊維同士がバラけにくく、厳しい波浪状態においても繊維間の空隙に保持していた胞子等が脱落しにくい資材を得ることができる。
【0021】
本発明で用いる熱融着性複合繊維は、常法に従い、複合紡糸装置を用いて製造できる。すなわち、引取速度が4500m/分以下の範囲で複合紡糸した後、延伸を施すことにより得ることができる。引取速度が4500m/分を超えると紡糸時に糸切れが発生しやすく、また、延伸倍率が低くなるため延伸後の強度が低く、実用的な物性の糸条を得にくくなる。また、生産性よく製造するには引取速度を1000m/分以上とすることが好ましい。延伸は紡糸した糸を一旦捲き取った後に延伸機に供給するか、あるいは、紡糸に引き続き、延伸ローラを介して直接延伸を施してから捲き取ることもできる。
【0022】
本発明の海藻養殖用繊維資材を構成する糸条は、上記した熱融着性複合繊維のみから構成されていてもよいが、熱融着性複合繊維と熱融着性複合繊維以外の他の繊維とから構成されていてもよい。他の繊維を含む場合、他の繊維は、熱融着性複合繊維を構成する低融点ポリ乳酸系重合体の融点よりも20℃以上高い融点を有するポリ乳酸系重合体によって構成される繊維であることが好ましい。他の繊維もまた、ポリ乳酸系重合体によって構成されることによって、溶融または軟化した低融点ポリ乳酸系重合体との接着性が良好となるため、本発明の効果を良好に奏するためである。本発明の目的を効果的に達成するためには、糸条に含まれる熱融着繊維複合繊維の含有量は、30質量%以上であることが好ましく、より好ましくは50質量%以上である。
【0023】
糸条を形成する繊維の形態は、連続繊維であっても短繊維であってもよいが、強度等を考慮すると連続繊維を用いることが好ましい。繊維の断面形状についても、特に限定されず、例えば、円形、楕円形、3角形等の多角形、T字、Y字,H字等のアルファベット,十字型、5葉、6葉などの多葉形状、正方形、長方形、菱形、繭型、馬蹄型などを挙げることができ、これらの形状を一部変更したものであってもよい。また、これら各種断面形状の繊維を適宜組み合わせて用いてもよい。
【0024】
糸条の形態としては、連続繊維が集束したものであっても、短繊維からなる紡績糸であっても、また、連続繊維と短繊維とを混紡したものであってもよい。また、マルチフィラメントとモノフィラメントとを合撚した合撚糸、マルチフィラメントと紡績糸とを合撚した合撚糸、モノフィラメントと紡績糸とを合撚した合撚糸、あるいは、モノフィラメント同士やマルチフィラメント同士を撚った合撚糸であってもよい。
【0025】
糸条を形成する繊維の単糸繊度もまた適宜選択すればよいが、マルチフィラメントや紡績糸を構成する個々の単糸の繊度は、3.3〜22dtexであることが好ましく、マルチフィラメントの総繊度は55〜2200dtex、紡績糸の繊度もまた55〜2200dtexであることが好ましい。モノフィラメントの場合、網の形態の資材を構成する際にモノフィラメントを撚り合せた糸条とする場合の収束性、耐久性あるいは製網性の点から、単糸繊度は55〜1100dtexが好ましく、220〜670dtexが更に好ましい。単糸繊度があまりに大きくなると、繊維同士の接点が相対的に減少するため、場合によっては十分な接着強力が発揮できなくなることがある。これらの繊維によって形成される糸条の繊度もまた適宜選択すればよいが、約60〜5万dtex程度とする。
【0026】
本発明の海藻類養殖用繊維資材である糸条は、構成する繊維同士が、溶融または軟化した低融点ポリ乳酸系重合体を介して熱接着している。繊維同士の少なくとも接点が、低融点ポリ乳酸系重合体によって熱接着されていることにより、外力によっても繊維間の空隙が変形せずに固定され、繊維がバラけることを防止できるため、一旦、保持した海藻類の胞子が脱落しにくくなる。繊維同士を熱接着する方法としては、低融点ポリ乳酸系重合体のみが溶融または軟化する温度に設定した熱処理装置内を通すことにより行うことができる。熱処理装置内を通す際の処理時間は、熱処理装置の設定温度を考慮して適宜設定すればよい。熱処理装置としては、特定の直径を有するトンネル炉を通すことにより、糸条を熱処理することが好ましい。トンネル炉の内径を考慮して熱処理前の糸条の直径を適宜選択することによって、繊維間の空隙の大きさを適宜設定できる。また、糸条を加熱した後に、所定の内径(糸条の直径以下の径)を有する管を通すことによっても、繊維間の空隙の大きさを適宜設定しながら繊維同士を熱接着することができる。
【0027】
本発明では、上記した海藻類養殖用繊維資材を用いて、製網等を行って、海藻類養殖資材を得る。また、上記した海藻類養殖用繊維資材、それ自体を海藻類養殖資材として用いることもできる。本発明において海藻類養殖資材とは、網、ロープ、撚糸といった形態を呈したものであり、海苔、昆布、ホンダワラ、もずく等の海藻類の胞子や種子を付着させて水中で生育させるのに使用するものをいう。
【0028】
本発明の海藻類養殖資材は、上記した海藻類養殖用繊維資材のみから構成されてもよいが、養殖資材の強度、柔軟性、乾燥性、寸法安定性、海藻胞子の付着性、海藻胞子の間引き性および比重調整などの目的に応じて、他のポリエステル繊維、ポリアミド繊維、ポリプロピレン繊維、ポリエチレン繊維等から選ばれた一種以上の繊維からなる他の糸条を併用して構成してもよい。本発明の海藻類養殖資材において、本発明の海藻類養殖用繊維資材の含有率は、使用する場所やそれぞれの要求特性により適宜決定すればよいが、海藻類養殖資材を構成する糸の総質量の30質量%以上とすることが好ましい。
【0029】
本発明の海藻類養殖資材が網の形態である場合、網の形状は特に限定されるものではなく、結節網、無結節網、綟子網、織網など従来公知のものに適用できる。
【0030】
また、本発明の海藻類養殖資材を得るための他の実施態様として、以下の方法がある。すなわち、複数の繊維が無撚で集束しているかあるいは複数の繊維が撚りを有することで集束しており、かつ熱融着性複合繊維を含有する糸条を用いて海藻類養殖資材を製造する方法が挙げられ、この方法では、資材を構成する材料として用意する糸条は、まだ熱処理が施されてなく、繊維同士は、熱接着していないものである。熱融着性複合繊維は、上記したように、高融点ポリ乳酸系重合体と該高融点ポリ乳酸系重合体の融点より20℃以上低い融点を有する低融点ポリ乳酸系重合体により構成され、低融点ポリ乳酸系重合体が繊維表面の少なくとも一部を占めている。糸条において、まだ熱処理が施されてなく、繊維同士が熱接着していないものを用いて、ロープあるいは網等の適宜の形態にした後、このロープあるいは網等の形態を呈する海藻類養殖資材に、低融点ポリ乳酸系重合体が溶融または軟化する温度で熱処理を施し、少なくとも繊維同士の接点を溶融または軟化した低融点ポリ乳酸系重合体を介して熱接着させる。熱処理は、熱接着成分である低融点ポリ乳酸系重合体のみが溶融または軟化する温度で行えばよく、処理時間は処理温度に応じて適宜設定すればよい。具体的な熱処理装置としては、熱風循環装置内を通す方法や、熱ロールを沿わせて熱処理する方法等が挙げられる。熱処理を施さずに繊維同士が未だ熱接着していない糸条を用いて、ロープや網等の適宜の形態とした後に熱処理を施すことにより、製網等の資材を形成する段階では、糸条は、熱接着点を有しないため硬くなく、しなやかで取扱いやすいとう利点がある。また、ロープや網等の適宜の形態とした後に熱処理を施すことによって、糸条同士の接点や結節点における糸条同士の接点においても熱接着点を形成することができ、全体に機械的強力に優れる海藻類養殖資材を得ることができる。
【発明の効果】
【0031】
本発明の海藻類養殖用繊維資材は、高融点ポリ乳酸系重合体と低融点ポリ乳酸系重合体とからなり低融点ポリ乳酸系重合体が繊維表面の一部を占める複合繊維を含有した糸条であり、糸条を構成する繊維同士は、溶融または軟化した低融点ポリ乳酸系重合体によって熱接着している。したがって、この糸条(海藻類養殖用繊維資材)を用いて構成される網やロープ等の海藻類養殖資材は、海水中で繊維一本一本がバラケて動きにくく、繊維間の空隙に付着した海藻類の胞子が脱落しにくくなる。よって、本発明の海藻類養殖用繊維資材を用いた海藻類養殖資材は、湾外等の波浪条件の厳しい場所(流れの速い場所)において使用しても海藻類の活着性が良く、繊維の表面に付着した成長途中の海藻類の脱落が生じにくい。また、いったん活着すれば収穫時まで海藻類の付着を維持できるので、本発明の海藻類養殖用繊維資材および海藻類養殖資材によれば、高い収率を実現することができる。
【図面の簡単な説明】
【0032】
【図1】融解吸熱曲線の一例を示す図である。
【実施例】
【0033】
次に、実施例に基づき本発明を具体的に説明するが、本発明は、これらの実施例によって何ら限定されるものではない。
【0034】
実施例1
複合紡糸設備を用いて、常法により融点を異にする2種のポリ乳酸からなる同心芯鞘型複合モノフィラメント(芯部:融点170℃、D体/L体(共重合モル比)=2/98、相対粘度1.89、鞘部:融点130℃、D体/L体(共重合モル比)=8/92、相対粘度1.90、芯/鞘(質量比)=1/1)を紡出した。なお、相対粘度は、重合体をフェノールと四塩化エタンの等質量混合物を溶媒とし、試料濃度0.5g/dl、温度20度で測定した。紡出したモノフィラメントは20℃の水槽で冷却した後、常法に従い合計5.0倍に延伸および熱セットを行なってボビンに捲取り、単糸繊度が600dtexで、断面形状が円形の芯鞘型複合モノフィラメントを得た。得られたモノフィラメントの強伸度(JIS L−1013に記載の方法に従い、島津製作所社製のオートグラフDSS−500型を用いて、つかみ間隔25cm、引張速度30cm/分で測定)は、4.1cN/dtex、34%であった。
【0035】
得られたモノフィラメント36本を撚糸して、150℃のトンネル炉に通して熱融着加工を行い、実施例1の海藻類養殖用繊維資材を得た。
【0036】
比較例1
実施例1において、モノフィラメント36本を撚糸した後に熱融着加工を行わなかったこと以外は実施例1と同様にして、比較例1の繊維資材を得た。
【0037】
実施例2
実施例1において、芯鞘型複合モノフィラメントを得る際に芯部に用いたポリ乳酸(融点170℃、D体/L体(共重合モル比)=2/98、相対粘度1.89)のみを用いて、単糸繊度が600dtexで、断面形状が円形の単相型のモノフィラメントを得た。
【0038】
得られた単相型のモノフィラメント12本と実施例1で得られた芯鞘型複合モノフィラメント24本とを撚糸して、150℃のトンネル炉に通して熱融着加工を行い、実施例2の海藻類養殖用繊維資材を得た。
【0039】
実施例3
実施例1において、芯鞘型複合モノフィラメントを得るにあたり、芯部に、融点175℃、D体/L体(共重合モル比)=0.5/99.5および、融点175℃、L体/D体(共重合モル比)=0.6/99.4、相対粘度1.91のポリ乳酸を等質量あらかじめ均一に溶融混合したものを用いたこと以外は、実施例1と同様に実施して、実施例3の海藻類養殖用繊維資材を得た。なお、得られた芯鞘型複合モノフィラメントの芯部を形成するポリポリ乳酸は、結晶融解開始温度が205℃、融点が225℃であり、ステレオコンプレックスを形成していた。
【0040】
実施例1〜3、比較例1で得られた海藻類養殖用繊維資材を海藻類養殖資材として用い、海苔網の陸上採苗と同様にして海苔の種付けを行った。種付けした資材は、栄養塩を添加した海水中に浸漬して30日間通気培養を行い、30日後に資材を引き上げて、海苔芽の着生状況を目視にて確認した。また、海苔養殖に多く用いられているビニロンフィラメント(ユニチカ社製 5号糸<MF5> 560dtex)を36本撚り合わせた撚糸を参考資材として用いて、同様に確認した。
【0041】
実施例1〜3および比較例1の海藻類養殖資材は、海苔の種付け直後は、海苔の種付けによりいずれも同程度の茶褐色の色彩を呈し、参考資材であるビニロンフィラメントからなる撚糸と同様に良好に種が付着していた。30日後に海苔芽の着生状況を観察したところ、実施例1〜3の海藻類養殖資材は、参考資材であるビニロンフィラメントからなる撚糸と同様に資材全体に亘り、茶褐色の色彩を呈して海苔は育苗していた。一方、比較例1の資材は、茶褐色の色彩を呈した箇所が所々と全体に少なく、海苔芽は全体的に着生していなかった。
【0042】
実施例4
複合紡糸設備を用い、常法により融点を異にする2種のポリ乳酸からなる同心芯鞘型複合マルチフィラメント(芯部:融点170℃、D体/L体(共重合モル比)=2/98、相対粘度1.89、鞘部:融点130℃、D体/L体(共重合モル比)=8/92、相対粘度1.90、芯/鞘(質量比)=1/1)を紡出した。紡出したマルチフィラメントを常法に従い合計3.3倍に延伸および熱セットを行なってボビンに捲取り、1100dtex/140fのマルチフィラメントを得た。マルチフィラメントの強伸度(JIS L−1013に記載の方法に従い、定速伸長形試験機を用い、つかみ間隔20cm、引張速度20cm/分で測定)は、4.7cN/dtex、32%であった。得られたマルチフィラメント3本を集束して120回/mのS撚りを与え、さらに得られた撚糸3本を集束して30回/mのZ撚を与えた。得られた糸を150℃のトンネル炉に通して熱融着加工を行い、実施例3の海藻類養殖用繊維資材を得た。得られた海草類養殖用繊維資材を海藻類養殖資材として、常法により、茶色い昆布の胞子を付着させた。これを流水中に一週間放置したあと観察したところ茶色の程度は殆ど変わらず減色していないことから、昆布の胞子が脱落しにくく、良好な養殖資材であることが分かった。
【0043】
比較例2
実施例4において、トンネル炉に通す熱融着加工を施さなかったこと以外は実施例4と同様にして繊維資材を得た。得られた繊維資材を用いて、実施例4と同様に昆布の胞子付着試験を行ったところ、流水中に一週間放置したあとは茶色の程度が著しく減色し、胞子の脱落度合いが大きいことが分かった。
【特許請求の範囲】
【請求項1】
水中で使用する海藻類養殖用繊維資材であって、前記繊維資材は複数の繊維が無撚で集束しているかあるいは複数の繊維が撚られて集束した糸条であり、前記糸条は少なくとも熱融着性複合繊維を含有し、前記熱融着性複合繊維が、高融点ポリ乳酸系重合体と該高融点ポリ乳酸系重合体の融点より20℃以上低い融点を有する低融点ポリ乳酸系重合体により構成され、熱融着性複合繊維の表面の少なくとも一部を低融点ポリ乳酸系重合体が占めており、糸条を構成する繊維同士が、溶融または軟化した低融点ポリ乳酸系重合体を介して熱接着していることを特徴とする海藻類養殖用繊維資材。
【請求項2】
糸条が熱融着性複合繊維と熱融着性複合繊維以外の他の繊維とから構成され、他の繊維がポリ乳酸系重合体によって構成される繊維であることを特徴とする請求項1記載の海藻類養殖用繊維資材。
【請求項3】
請求項1または2記載の海藻類養殖用繊維資材を少なくとも一部に用いて構成している海藻類養殖資材。
【請求項4】
海藻類養殖資材が、ロープあるいは網の形態である請求項3記載の海藻類養殖資材。
【請求項5】
複数の繊維が無撚で集束しているかあるいは複数の繊維が撚りを有することで集束しかつ複数の繊維として熱融着性複合繊維を含有する糸条を用いて海藻類養殖資材を製造する方法であって、熱融着性複合繊維が、高融点ポリ乳酸系重合体と該高融点ポリ乳酸系重合体の融点より20℃以上低い融点を有する低融点ポリ乳酸系重合体により構成され、低融点ポリ乳酸系重合体が繊維表面の少なくとも一部を占めており、前記糸条を用いてロープあるいは網等の適宜の形態にした後、低融点ポリ乳酸系重合体が溶融または軟化する温度で熱処理を施し、少なくとも繊維同士の接点を溶融または軟化した低融点ポリ乳酸系重合体を介して熱接着することを特徴とする海藻類養殖資材の製造方法。
【請求項1】
水中で使用する海藻類養殖用繊維資材であって、前記繊維資材は複数の繊維が無撚で集束しているかあるいは複数の繊維が撚られて集束した糸条であり、前記糸条は少なくとも熱融着性複合繊維を含有し、前記熱融着性複合繊維が、高融点ポリ乳酸系重合体と該高融点ポリ乳酸系重合体の融点より20℃以上低い融点を有する低融点ポリ乳酸系重合体により構成され、熱融着性複合繊維の表面の少なくとも一部を低融点ポリ乳酸系重合体が占めており、糸条を構成する繊維同士が、溶融または軟化した低融点ポリ乳酸系重合体を介して熱接着していることを特徴とする海藻類養殖用繊維資材。
【請求項2】
糸条が熱融着性複合繊維と熱融着性複合繊維以外の他の繊維とから構成され、他の繊維がポリ乳酸系重合体によって構成される繊維であることを特徴とする請求項1記載の海藻類養殖用繊維資材。
【請求項3】
請求項1または2記載の海藻類養殖用繊維資材を少なくとも一部に用いて構成している海藻類養殖資材。
【請求項4】
海藻類養殖資材が、ロープあるいは網の形態である請求項3記載の海藻類養殖資材。
【請求項5】
複数の繊維が無撚で集束しているかあるいは複数の繊維が撚りを有することで集束しかつ複数の繊維として熱融着性複合繊維を含有する糸条を用いて海藻類養殖資材を製造する方法であって、熱融着性複合繊維が、高融点ポリ乳酸系重合体と該高融点ポリ乳酸系重合体の融点より20℃以上低い融点を有する低融点ポリ乳酸系重合体により構成され、低融点ポリ乳酸系重合体が繊維表面の少なくとも一部を占めており、前記糸条を用いてロープあるいは網等の適宜の形態にした後、低融点ポリ乳酸系重合体が溶融または軟化する温度で熱処理を施し、少なくとも繊維同士の接点を溶融または軟化した低融点ポリ乳酸系重合体を介して熱接着することを特徴とする海藻類養殖資材の製造方法。
【図1】


【公開番号】特開2010−227035(P2010−227035A)
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願番号】特願2009−79147(P2009−79147)
【出願日】平成21年3月27日(2009.3.27)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願日】平成21年3月27日(2009.3.27)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
[ Back to top ]