
消失模型鋳造法
【課題】従来の消失模型鋳造法では、投入される乾燥砂が消失模型に激突して消失模型を損傷させる。
【解決手段】消失模型をセットした鋳枠内に乾燥砂を充填して造型した鋳型に注湯するようにした消失模型鋳造法において、乾燥砂が消失模型に掛からないようにして乾燥砂を可撓性導管から放出して鋳枠内に充填するようにしたことを特徴とする。
【解決手段】消失模型をセットした鋳枠内に乾燥砂を充填して造型した鋳型に注湯するようにした消失模型鋳造法において、乾燥砂が消失模型に掛からないようにして乾燥砂を可撓性導管から放出して鋳枠内に充填するようにしたことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、消失模型をセットした鋳枠内に乾燥砂を充填して造型した鋳型に注湯するようにした消失模型鋳造法の改良に関する。
【背景技術】
【0002】
消失模型をセットした鋳枠内に乾燥砂を充填して造型した鋳型に注湯するようにした消失模型鋳造法は、公知である。そして、この消失模型鋳造法おいては、一般に消失模型をセットした鋳枠内に、乾燥砂を消失模型の上方からいわゆる雨だれ方式で投入したのち、消失模型および乾燥砂を内蔵した鋳枠を振動させて鋳型を造型するようにしている。
【0003】
しかし、このように構成された従来の消失模型鋳造法では、投入される乾燥砂が消失模型に激突して消失模型を損傷させる問題があった。
【特許文献1】特開昭62-263847号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
解決しようとする問題点は、従来の消失模型鋳造法では、投入される乾燥砂が消失模型に激突して消失模型を損傷させる点である。
【課題を解決するための手段】
【0005】
上記の目的を達成するために本発明における消失模型鋳造法、消失模型をセットした鋳枠内に乾燥砂を充填して造型した鋳型に注湯するようにした消失模型鋳造法において、前記乾燥砂が前記消失模型に掛からないようにして乾燥砂を可撓性導管から放出して前記鋳枠内に充填するようにしたことを特徴とする。
【0006】
なお、本発明における消失模型鋳造法には、ロストフォーム鋳造およびフルモールド法による鋳型を用いた鋳造法を含む。
またなお、本発明における消失模型にはポリスチレン樹脂(PS)製のものやメタクリ酸メチル(PMMA)製のものを含む。
またなお、本発明において乾燥砂として人工によって球状にしたものを使用することにより、流動性が向上して充填性をさらに高めることができる。
またなお、本発明において振動として円運動振動を用いることにより、乾燥砂の消失模型に対する激突を防ぐことができ、さらに、加振力を、乾燥砂の可撓性導管からの放出開始時は小さくして乾燥砂の充填の進行とともに大きくすることにより、乾燥砂の充填効率さらに高めることができるとともに、乾燥砂による消失模型の損傷の防止することができる。
【発明の効果】
【0007】
上記の説明から明らかなように本発明は、消失模型をセットした鋳枠内に乾燥砂を充填して造型した鋳型に注湯するようにした消失模型鋳造法において、前記乾燥砂が前記消失模型に掛からないようにして乾燥砂を可撓性導管から放出して前記鋳枠内に充填するようにしたから、投入される乾燥砂が消失模型に直接当たらないため、消失模型の損傷を防止することができるなどの優れた実用的効果を奏する。
【発明を実施するための最良の形態】
【0008】
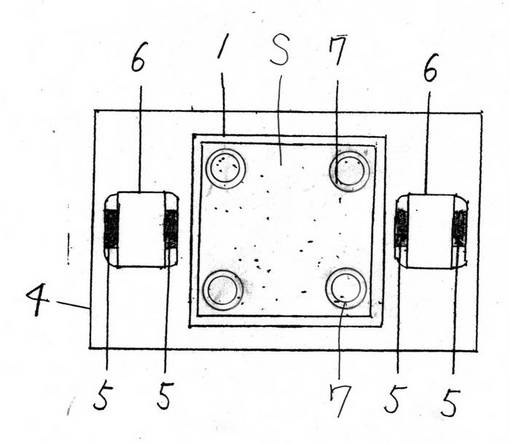
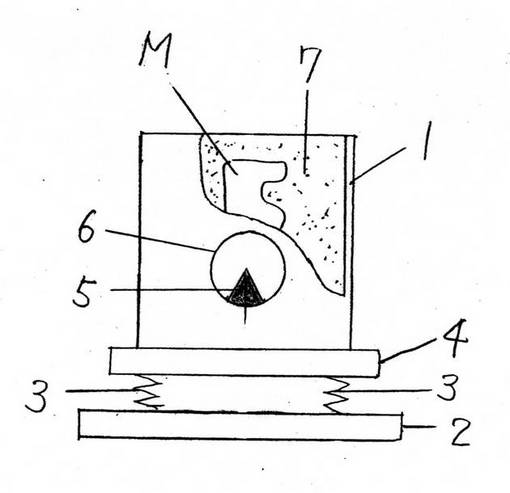
本発明を適用した最良の形態について図1〜図3に基づき詳細に説明する。本発明を適用した最良の形態において、乾燥砂の鋳枠内への充填を実施するための振動装置は、図2および図3に示すように、鋳枠1を載置してありかつ機台2上にコイルばね3・3を介して弾性支持された振動テーブル4と、振動テーブル4に装着され1対のアンバランスウェイト5・5の回転によって前記振動テーブル4を振動させる2個のアンバランスウェイト式振動モータ6・6と、圧力タンク構造の砂貯蔵槽(図示せず)に連通接続された複数の可撓性導管7・7とで構成してある。
【0009】
そして、前記2個の振動モータ6・6は、前記振動テーブル4の上面における前記鋳枠1の左右両側位置に、回転軸を同一線上に位置させて装着してあり、しかも、前記振動モータ6・6の回転軸線が、前記振動テーブル4、前記2個の振動モータ6・6、前記鋳枠1および鋳枠1内の乾燥砂S・消失模型Mを含む前記コイルばね3・3に支持された振動装置全体の重心を通り、さらに、前記2個の振動モータ6・6は、前記アンバランスウェイト5・5が等速度で同一方向に回転するようにしてある。
【0010】
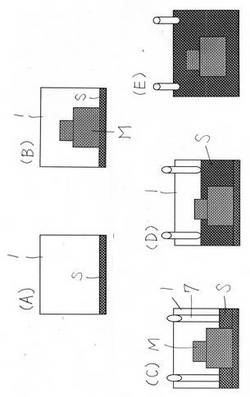
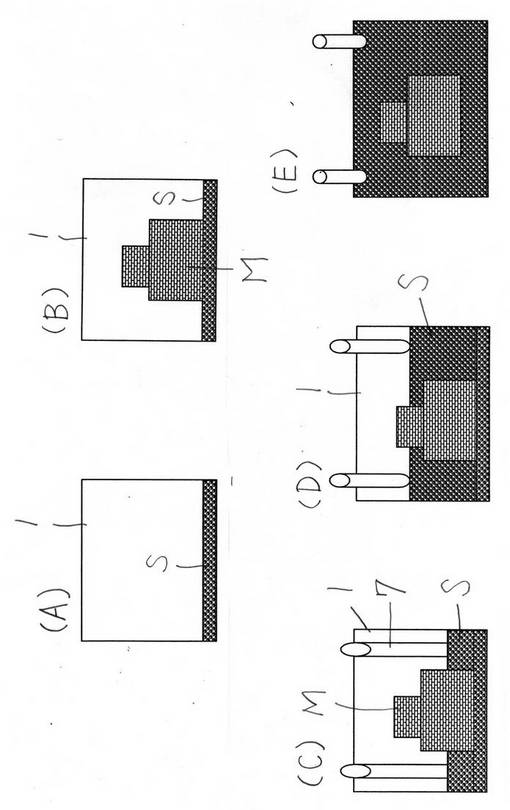
このように構成したものは、まず、図1-Aに示すように、鋳枠1内に底砂として所要量の乾燥砂Sを投入するとともにその上面をほぼ平らな状態にしたのち、図1-Bに示すように、鋳枠1内の底砂S上に消失模型Mをセットする。次いで、図1-Cに示すように、乾燥砂Sが消失模型Mに掛からないようにして複数の可撓性導管7・7から乾燥砂Sを放出するとともに、2個の振動モータ6・6を駆動して2対のアンバランスウェイト5・5を同一方向に等速度で回転させて、消失模型Mをセットした鋳枠1を円運動振動させ、これにより、鋳枠1内に乾燥砂Sを充填する。
【0011】
なお、消失模型Mをセットした鋳枠1を円運動振動させることにより、鋳枠1内には乾燥砂Sを密度高く充填することができる。そして、この円運動振動は、加振力を、乾燥砂Sの可撓性導管7・7からの放出開始時は小さくして乾燥砂Sの充填の進行とともに大きくすることにより、さらに充填密度をさらに高めることができる。
【0012】
こうして、図3-Dに示すように、乾燥砂Sの鋳枠1内への充填が完了するまで、鋳枠1等を円運動振動させる。これにより、図3-Eに示すような消失模型鋳造法用の鋳型を造型することができる。
【図面の簡単な説明】
【0013】
【図1】本発明を適用した消失模型鋳造法の最良の形態における乾燥砂の鋳枠内への充填を示す工程図である。
【図2】本発明を適用した最良の形態における乾燥砂の鋳枠内への充填を実施するための振動装置の平面図である。
【図3】図2の一部切り欠き断面正面図である。
【符号の説明】
【0014】
1 鋳枠
M 消失模型
S 乾燥砂
【技術分野】
【0001】
本発明は、消失模型をセットした鋳枠内に乾燥砂を充填して造型した鋳型に注湯するようにした消失模型鋳造法の改良に関する。
【背景技術】
【0002】
消失模型をセットした鋳枠内に乾燥砂を充填して造型した鋳型に注湯するようにした消失模型鋳造法は、公知である。そして、この消失模型鋳造法おいては、一般に消失模型をセットした鋳枠内に、乾燥砂を消失模型の上方からいわゆる雨だれ方式で投入したのち、消失模型および乾燥砂を内蔵した鋳枠を振動させて鋳型を造型するようにしている。
【0003】
しかし、このように構成された従来の消失模型鋳造法では、投入される乾燥砂が消失模型に激突して消失模型を損傷させる問題があった。
【特許文献1】特開昭62-263847号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
解決しようとする問題点は、従来の消失模型鋳造法では、投入される乾燥砂が消失模型に激突して消失模型を損傷させる点である。
【課題を解決するための手段】
【0005】
上記の目的を達成するために本発明における消失模型鋳造法、消失模型をセットした鋳枠内に乾燥砂を充填して造型した鋳型に注湯するようにした消失模型鋳造法において、前記乾燥砂が前記消失模型に掛からないようにして乾燥砂を可撓性導管から放出して前記鋳枠内に充填するようにしたことを特徴とする。
【0006】
なお、本発明における消失模型鋳造法には、ロストフォーム鋳造およびフルモールド法による鋳型を用いた鋳造法を含む。
またなお、本発明における消失模型にはポリスチレン樹脂(PS)製のものやメタクリ酸メチル(PMMA)製のものを含む。
またなお、本発明において乾燥砂として人工によって球状にしたものを使用することにより、流動性が向上して充填性をさらに高めることができる。
またなお、本発明において振動として円運動振動を用いることにより、乾燥砂の消失模型に対する激突を防ぐことができ、さらに、加振力を、乾燥砂の可撓性導管からの放出開始時は小さくして乾燥砂の充填の進行とともに大きくすることにより、乾燥砂の充填効率さらに高めることができるとともに、乾燥砂による消失模型の損傷の防止することができる。
【発明の効果】
【0007】
上記の説明から明らかなように本発明は、消失模型をセットした鋳枠内に乾燥砂を充填して造型した鋳型に注湯するようにした消失模型鋳造法において、前記乾燥砂が前記消失模型に掛からないようにして乾燥砂を可撓性導管から放出して前記鋳枠内に充填するようにしたから、投入される乾燥砂が消失模型に直接当たらないため、消失模型の損傷を防止することができるなどの優れた実用的効果を奏する。
【発明を実施するための最良の形態】
【0008】
本発明を適用した最良の形態について図1〜図3に基づき詳細に説明する。本発明を適用した最良の形態において、乾燥砂の鋳枠内への充填を実施するための振動装置は、図2および図3に示すように、鋳枠1を載置してありかつ機台2上にコイルばね3・3を介して弾性支持された振動テーブル4と、振動テーブル4に装着され1対のアンバランスウェイト5・5の回転によって前記振動テーブル4を振動させる2個のアンバランスウェイト式振動モータ6・6と、圧力タンク構造の砂貯蔵槽(図示せず)に連通接続された複数の可撓性導管7・7とで構成してある。
【0009】
そして、前記2個の振動モータ6・6は、前記振動テーブル4の上面における前記鋳枠1の左右両側位置に、回転軸を同一線上に位置させて装着してあり、しかも、前記振動モータ6・6の回転軸線が、前記振動テーブル4、前記2個の振動モータ6・6、前記鋳枠1および鋳枠1内の乾燥砂S・消失模型Mを含む前記コイルばね3・3に支持された振動装置全体の重心を通り、さらに、前記2個の振動モータ6・6は、前記アンバランスウェイト5・5が等速度で同一方向に回転するようにしてある。
【0010】
このように構成したものは、まず、図1-Aに示すように、鋳枠1内に底砂として所要量の乾燥砂Sを投入するとともにその上面をほぼ平らな状態にしたのち、図1-Bに示すように、鋳枠1内の底砂S上に消失模型Mをセットする。次いで、図1-Cに示すように、乾燥砂Sが消失模型Mに掛からないようにして複数の可撓性導管7・7から乾燥砂Sを放出するとともに、2個の振動モータ6・6を駆動して2対のアンバランスウェイト5・5を同一方向に等速度で回転させて、消失模型Mをセットした鋳枠1を円運動振動させ、これにより、鋳枠1内に乾燥砂Sを充填する。
【0011】
なお、消失模型Mをセットした鋳枠1を円運動振動させることにより、鋳枠1内には乾燥砂Sを密度高く充填することができる。そして、この円運動振動は、加振力を、乾燥砂Sの可撓性導管7・7からの放出開始時は小さくして乾燥砂Sの充填の進行とともに大きくすることにより、さらに充填密度をさらに高めることができる。
【0012】
こうして、図3-Dに示すように、乾燥砂Sの鋳枠1内への充填が完了するまで、鋳枠1等を円運動振動させる。これにより、図3-Eに示すような消失模型鋳造法用の鋳型を造型することができる。
【図面の簡単な説明】
【0013】
【図1】本発明を適用した消失模型鋳造法の最良の形態における乾燥砂の鋳枠内への充填を示す工程図である。
【図2】本発明を適用した最良の形態における乾燥砂の鋳枠内への充填を実施するための振動装置の平面図である。
【図3】図2の一部切り欠き断面正面図である。
【符号の説明】
【0014】
1 鋳枠
M 消失模型
S 乾燥砂
【特許請求の範囲】
【請求項1】
消失模型をセットした鋳枠内に乾燥砂を充填して造型した鋳型に注湯するようにした消失模型鋳造法において、
前記乾燥砂が前記消失模型に掛からないようにして乾燥砂を可撓性導管から放出して前記鋳枠内に充填するようにしたことを特徴とする消失模型鋳造法。
【請求項2】
請求項1に記載の消失模型鋳造法において、
前記乾燥砂は人工によって球状を成すものであることを特徴とする消失模型鋳造法。
【請求項3】
請求項1または2に記載の消失模型鋳造法において、
前記乾燥砂の前記可撓性導管からの放出の開始とともに、前記消失模型をセットした鋳枠を円運動振動させることを特徴とする消失模型鋳造法。
【請求項4】
請求項3に記載の消失模型鋳造法において、
前記円運動振動は、加振力を、前記乾燥砂の前記可撓性導管からの放出開始時は小さくして乾燥砂の充填の進行とともに大きくすることを特徴とする消失模型鋳造法。
【請求項1】
消失模型をセットした鋳枠内に乾燥砂を充填して造型した鋳型に注湯するようにした消失模型鋳造法において、
前記乾燥砂が前記消失模型に掛からないようにして乾燥砂を可撓性導管から放出して前記鋳枠内に充填するようにしたことを特徴とする消失模型鋳造法。
【請求項2】
請求項1に記載の消失模型鋳造法において、
前記乾燥砂は人工によって球状を成すものであることを特徴とする消失模型鋳造法。
【請求項3】
請求項1または2に記載の消失模型鋳造法において、
前記乾燥砂の前記可撓性導管からの放出の開始とともに、前記消失模型をセットした鋳枠を円運動振動させることを特徴とする消失模型鋳造法。
【請求項4】
請求項3に記載の消失模型鋳造法において、
前記円運動振動は、加振力を、前記乾燥砂の前記可撓性導管からの放出開始時は小さくして乾燥砂の充填の進行とともに大きくすることを特徴とする消失模型鋳造法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−142306(P2006−142306A)
【公開日】平成18年6月8日(2006.6.8)
【国際特許分類】
【出願番号】特願2004−331743(P2004−331743)
【出願日】平成16年11月16日(2004.11.16)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
【公開日】平成18年6月8日(2006.6.8)
【国際特許分類】
【出願日】平成16年11月16日(2004.11.16)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
[ Back to top ]