
消耗電極アーク溶接のアークスタート制御方法。
【課題】 チタン等の特殊な部材で溶接を行うとき、プリフロー時間を10秒〜20秒も必要とし、プリフローが終了し溶接が何時開始されるのか判断するのが難しい。
【解決手段】 溶接電源装置に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過すると溶接ワイヤの被加工物への前進送給を開始すると共に前記溶接電源装置の出力を開始し、この前進送給によって溶接ワイヤが被加工物に接触してアークが発生すると、前記溶接ワイヤの送給速度を定常の送給速度に移行させる消耗電極アーク溶接のアークスタート制御方法において、前記プリフロー時間が経過すると前記溶接ワイヤを後退送給し、前記後退送給が終了すると前記溶接ワイヤを被加工物へ前進送給させることを、特徴とする消耗電極アーク溶接のアークスタート制御方法である。
【解決手段】 溶接電源装置に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過すると溶接ワイヤの被加工物への前進送給を開始すると共に前記溶接電源装置の出力を開始し、この前進送給によって溶接ワイヤが被加工物に接触してアークが発生すると、前記溶接ワイヤの送給速度を定常の送給速度に移行させる消耗電極アーク溶接のアークスタート制御方法において、前記プリフロー時間が経過すると前記溶接ワイヤを後退送給し、前記後退送給が終了すると前記溶接ワイヤを被加工物へ前進送給させることを、特徴とする消耗電極アーク溶接のアークスタート制御方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、消耗電極アーク溶接のアークスタート制御方法の技術に関するものである。
【背景技術】
【0002】
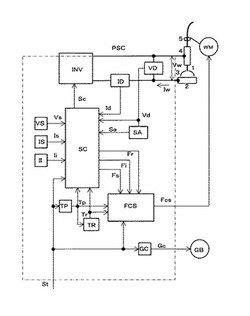
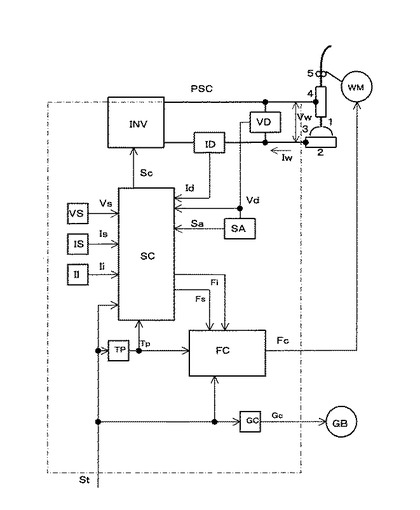
図4は、従来技術の溶接電源装置の電気接続図である。同図において、電源主回路INVは、商用交流電源を入力し、後述する主制御信号Scに応じて図示省略のインバータ回路の出力制御を行い、溶接に適した溶接電圧Vw及び溶接電流Iwを出力する。溶接ワイヤ1は、ワイヤ送給モータWMに直結された送給ロール5の回転によってトーチ4を通って送給され、被加工物2との間にアーク3が発生する。
【0003】
出力電圧検出回路VDは、溶接電圧Vwを検出して出力電圧検出信号Vdを出力する。出力電流検出回路IDは、溶接電流Iwを検出して出力電流検出信号Idを出力する。短絡判別回路SAは、溶接ワイヤ1と被加工物2とが短絡状態に有るか否かを出力電流検出信号Idの値によって判別し、短絡状態のとき短絡判別信号Saを出力する。
【0004】
ガス制御回路GCは、溶接開始信号Stが入力されると、ガス制御信号Gcを出力する。このガス制御信号Gcが出力されるとガス電磁弁GBが開状態になり、シールドガスが噴出される。プリフロー時間タイマ回路TPは、溶接開始信号Stが入力されると、予め定めた時間のプリフロー時間タイマTpを出力する。
【0005】
初期電流設定回路ISは、予め定めた初期電流設定信号Isを出力する。電流設定回路IIは、予め定めた電流設定信号Iiを出力する。電圧設定回路VSは、予め定めた電圧設定信号Vsを出力する。
【0006】
主制御回路SCは、溶接開始信号Stが入力されると動作を開始し、プリフロー時間が終了すると初期送給速度設定信号Fsを出力し、アークが発生すると定常送給速度設定信号Fiを出力すると共に電圧設定信号Vsと出力電圧検出信号Vdとを比較演算して主制御信号Scを出力する。
【0007】
送給制御回路FCは、初期送給速度設定信号Fs及び定常送給速度設定信号Fiに基づいて送給制御信号Fcを出力する。
【0008】
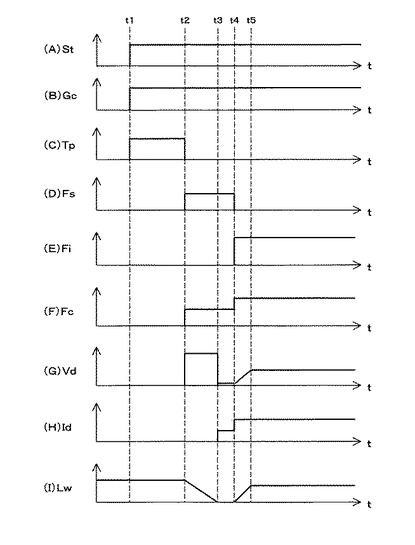
図5は、従来技術のタイミング図である。図5において、同図(A)は溶接開始信号Stを示し、同図(B)は、ガス制御信号Gcを示し、同図(C)はプリフロー時間タイマ信号Tpを示し、同図(D)は初期送給速度設定信号Fsを示し、同図(E)は定常送給速度設定信号Fiを示し、同図(F)は送給制御信号Fcを示し、同図(G)は出力電圧検出信号Vdを示し、同図(H)は出力電流検出信号Idを示し、同図(I)はワイヤ先端・被加工物間距離Lwを示す。
【0009】
次に、図4及び図5を参照して動作について説明する。
図5(A)に示す時刻t=t1において、溶接開始信号Stが外部から入力されると、同図(B)に示すガス制御信号Gcが出力されてガス電磁弁GBが開状態となりシールドガスの噴出が開始される。そして、時刻t=t1〜t2のプリフロー時間中(例えば、0.5秒)は、送給制御信号Fcの出力が停止状態になり図5(I)に示す、ワイヤ先端・被加工物間距離Lwは現状の距離を維持する。
【0010】
時刻t=t2において、プリフロー時間が経過すると、図5(F)に示す送給制御信号Fcの値は初期送給速度設定信号Fsの値になり、溶接ワイヤ1の前進送給が開始される。この初期送給速度設定信号Fsの値は、通常1〜2m/min程度の遅い速度に設定される。同時に、電源主回路INVの出力が開始されると共に出力電圧検出回路VDに溶接電圧が検出され同図(G)に示す出力電圧検出信号Vdとして出力する。このとき無負荷状態であるので、出力電圧検出回路VDは無負荷電圧を検出する。
【0011】
時刻t=t2以後は、初期送給速度設定信号Fsの値に応じて、溶接ワイヤ1は前進送給されので、時刻t=t2〜t3で図5(I)に示すワイヤ先端・被加工物間距離Lwは徐々に短くなる。
【0012】
時刻t=t3において、溶接ワイヤ1が被加工物に接触すると、図示省略の短絡検出信号SaがLowレベルからHighレベルになる。この短絡検出信号SaがHighレベルになると予め定めた初期電流が通電する。
【0013】
時刻t=t4において、溶接ワイヤ1の先端部が初期電流の通電によって溶融して初期アークが発生する。このとき燃え上がりが生じて図5(I)に示すワイヤ先端・被加工物間距離Lwは長くなると共に溶接電圧Vwも高くなる。つぎに、アークが発生した時点で短絡検出信号SaがLowレベルになり、この短絡検出信号SaのLowレベルに応じて溶接ワイヤ1は初期送給速度から定常の送給速度に切り換る。
【0014】
時刻t=t4において、溶接ワイヤ1は定常の送給速度で送給され、初期アークから安定した定常アークへと移行する。
【0015】
上述より、プリフロー時間が長い溶接を行うとき、プリフローが何時終了するのか確認しにくい。よって、作業者がアークスタートのタイミングが計れなくなり、アーク発生まで遮光面を顔面に構え続ける必要があり、この姿勢を維持するのは作業者にとって非常に苦痛である。
この対策として、溶接開始信号Stが入力されるとプリフロー時間を開始し、再度溶接開始信号Stを入力してプリフロー時間を終了させることで、作業者がアークスタートのタイミングを計っていた。(例えば、特許文献1)
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特開平11−216567号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
通常の溶接では、プリフロー時間が、例えば、0.5秒程度であり作業者が溶接開始直前に遮光面を容易に構えることができる。しかし、被加工物が、例えば、チタンで大気との遮断が重要としプリフロー時間を10秒〜20秒も必要とする溶接を行うとき、作業者はプリフロー時間が何時終了し、アークが何時発生するのか判断するのがむずかしい。そこで、作業者がアーク発生直前まで遮光面を顔面に構え続ける必要があり、この姿勢を維持するのは作業者にとって苦痛である。そして、アーク発生直前に遮光面を顔面に構えるタイミングを間違えると、アーク発生時の強烈なアーク光が作業者の目に入ってしまうという不具合が発生する。
【0018】
上述の課題を解決するために、溶接開始信号を入力してプリフローを開始し、再度溶接開始信号を入力してプリフロー時間を終了させ、作業者がアークスタートのタイミングを計ることが特許文献1に記載されている。
しかし、この方法では、プリフロー時間の精度を必要とする溶接では、プリフロー時間にバラツキが生じるために溶接品質が悪くなる。
【0019】
そこで、本発明では、プリフロー時間が長くても、作業者がアーク発生直前を認識することができ、この認識によってアーク発生直前に遮光面を顔面に構える溶接姿勢が取れる消耗電極アーク溶接を提供することを目的とする。
【課題を解決するための手段】
【0020】
上述した課題を解決するために、第1の発明は、溶接電源装置に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過すると溶接ワイヤの被加工物への前進送給を開始すると共に前記溶接電源装置の出力を開始し、この前進送給によって前記溶接ワイヤが被加工物に接触してアークが発生すると、前記溶接ワイヤの送給速度を定常の送給速度に移行させる消耗電極アーク溶接のアークスタート制御方法において、前記プリフロー時間が経過すると前記溶接ワイヤを後退送給し、前記後退送給が終了すると前記溶接ワイヤを被加工物へ前進送給させる、ことを特徴とする消耗電極アーク溶接のアークスタート制御方法である。
【0021】
第2の発明は、前記溶接ワイヤの後退送給を、予め定めた時間後退させる、ことを特徴とする請求項1記載の消耗電極アーク溶接のアークスタート制御方法である。
【0022】
第3の発明は、前記溶接ワイヤの後退送給を、予め定めた距離後退させる、ことを特徴とする請求項1記載の消耗電極アーク溶接のアークスタート制御方法である。
【0023】
第4の発明は、前記溶接ワイヤの後退送給を、前記プリフロー時間が予め定めたプリフロー基準時間以上のときに行う、ことを特徴とする請求項1〜3のいずれか1項に記載の消耗電極アーク溶接のアークスタート制御方法である。
【発明の効果】
【0024】
本発明の請求項1〜3によれば、溶接品質を維持するために大気との遮断が重要でプリフロー時間を10秒〜20秒も必要とする溶接において、プリフローの終了とアーク発生直前の状態を溶接ワイヤの後退送給によって目視で容易に認識できる。さらに、この認識によってアーク発生直前に遮光面を顔面に構える溶接姿勢が取れるので、アーク発生時の強烈なアーク光から作業者の目を保護できる。
【0025】
本発明の請求項4によれば、プリフロー時間が短いタック溶接を行うとき、溶接ワイヤの後退送給を行わないので、この後退送給によって作業性が落ちることはない。さらに、プリフロー時間を10秒〜20秒も必要とするチタンの溶接では、溶接ワイヤの後退送給によってアーク発生直前を認識できるのでアーク発生時の強烈なアーク光から作業者の目を保護できる。
【図面の簡単な説明】
【0026】
【図1】本発明の実施の形態1の溶接電源装置の電気接続図である。
【図2】実施の形態1に係るタイミング図である。
【図3】実施の形態2の溶接電源装置の電気接続図である。
【図4】従来技術の溶接電源装置の電気接続図である。
【図5】従来技術のタイミング図である。
【発明を実施するための形態】
【0027】
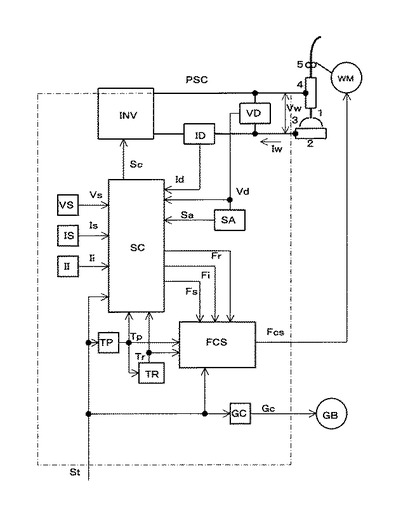
図1は、本発明の実施の形態1の溶接電源装置の電気接続図である。同図において、図4に示す従来技術の電源装置装置の電気接続図と同一符号は、同一動作を行なうので説明は省略して相違する動作について説明する。
【0028】
図1に示す後退時間タイマ回路TRは、プリフロー時間タイマ信号Tpが終了すると予め定めた時間の後退時間タイマ信号Trを出力する。
【0029】
主制御回路SCは、溶接開始信号Stが入力されると動作を開始し、プリフロー時間が終了すると後退時間タイマ信号Trの間、予め定めた値の後退速度設定信号Frを出力し、後退時間タイマ信号Trの出力が終了すると初期送給速度設定信号Fsを出力し、続いて、アークが発生すると初期送給速度設定信号Fsから定常送給速度設定信号Fiに切り換えて出力すると、共に電圧設定信号Vsと出力電圧検出信号Vdとを比較演算して主制御信号Scを出力する。
【0030】
送給制御回路FCSは、後退速度設定信号Fr、初期送給速度設定信号Fs及び定常送給速度設定信号Fiに基づいて送給制御信号Fcsを生成して出力する。
【0031】
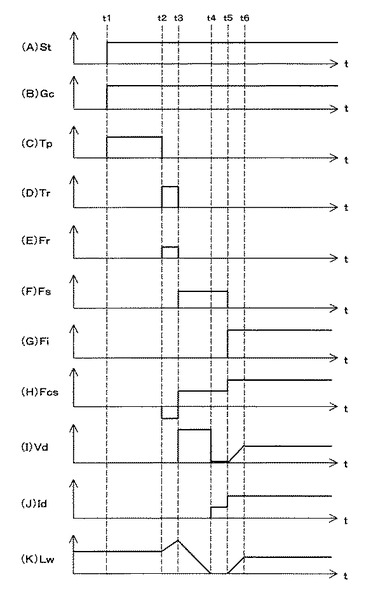
図2は、実施の形態1に係るタイミング図である。図2において、同図(A)は溶接開始信号Stを示し、同図(B)は、ガス制御信号Gcを示し、同図(C)はプリフロー時間タイマ信号Tpを示し、同図(D)は後退時間タイマ信号Trを示し、同図(E)は後退速度設定信号Frを示し、同図(F)は初期送給速度設定信号Fsを示し、同図(G)は定常送給速度設定信号Fiを示し、同図(H)は送給制御信号Fcsを示し、同図(I)は出力電圧検出信号Vdを示し、同図(J)は出力電流検出信号Idを示し、同図(K)はワイヤ先端・被加工物間距離Lwを示す。
【0032】
次に、図1及び図2を参照して本発明の実施の形態1に係る動作について説明する。 図2(A)に示す時刻t=t1において、溶接開始信号Stが外部から入力されると、同図(B)に示すガス制御信号Gcが出力されガス電磁弁GBが開状態となりシールドガスの噴出が開始される。そして、時刻t=t1〜t2のプリフロー時間中(例えば、20秒)は、送給制御信号Fcの出力が停止状態になり、同図(K)に示すように、ワイヤ先端・被加工物間距離Lwは所定の距離を維持する。
【0033】
時刻t=t2において、プリフロー時間が経過すると、図2(H)に示す送給制御信号Fcsは、後退送給速度設定信号Frの値になり、ワイヤ送給モータVMにより溶接ワイヤ1の後退送給が開始され後退時間タイマ信号Trの間、溶接ワイヤ1は後退送給速度設定信号Frの値の応じて後退する。時刻t=t2〜t3は、後退送給速度設定信号Fsの値に応じて、溶接ワイヤ1は後退送給されるので、図2(K)に示すワイヤ先端・被加工物間距離Lwは徐々に長くなる。このとき作業者は溶接ワイヤ1が後退することでプリフロー時間が終了したことを目視で確認できる。
【0034】
時刻t=t3おいて、後退時間タイマ信号Trが終了すると図2(H)に示す送給制御信号Fcsは、後退送給速度設定信号Fsの値から初期送給速度設定信号Fsの値になり、溶接ワイヤ1は後退送給から前進送給に切り換る。同時に、電源主回路INVの出力が開始されると共に出力電圧検出回路VDに溶接電圧が検出され同図(G)に示す出力電圧検出信号Vdとして出力する。このとき無負荷状態であるので、出力電圧検出回路VDは無負荷電圧を検出する。
【0035】
時刻t=t3以後は、初期送給速度設定信号Fsの値に応じて、溶接ワイヤ1は前進送給されるので、図2(K)に示すワイヤ先端・被加工物間距離Lwは徐々に短くなる。
【0036】
時刻t=t4において、溶接ワイヤ1が被加工物(チタン)に接触すると、図示省略の短絡検出信号SaがLowレベルからHighレベルになる。この短絡検出信号SaがHighレベルになると、電源主回路INVから初期電流を通電する。
【0037】
時刻t=t5において、溶接ワイヤ1の先端部が初期電流の通電によって溶融して初期アークが発生する。このとき燃え上がりが生じて、図2(K)に示すワイヤ先端・被加工物間距離Lwは長くなると共に溶接電圧Vwも高くなる。そして、アークが発生した時点で短絡検出信号SaがLowレベルになり、この短絡検出信号SaがLowレベルに応じて図2(H)に示す送給制御信号Fcsは、初期送給速度設定信号Fsの値から定常送給速度信号Fiの値に切り換る。
【0038】
時刻t=t5において、溶接ワイヤ1は定常送給速度信号Fiの値に応じた速度で送給され、初期アークから定常アークへと移行する。
【0039】
上述において、溶接ワイヤ1の後退送給を予め定めた時間後退させているが、溶接ワイヤ1の後退送給を予め定めた距離後退させてもよい。
【0040】
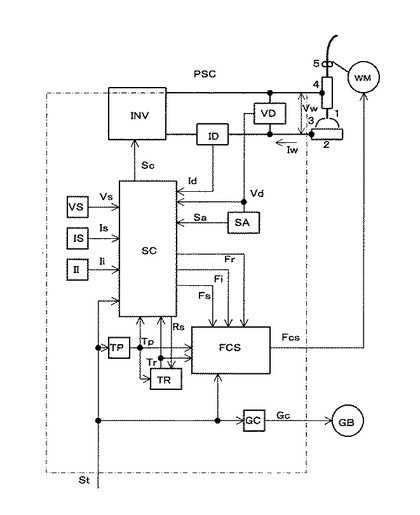
本発明の実施の形態2について、図3に示す溶接電源装置の電気接続図を用いて説明し、実施の形態1と同一動作は説明を省略し相違する動作について説明する。
【0041】
プリフロー時間タイマ回路TPは、溶接開始信号Stが入力されると、予め定めた時間のプリフロー時間タイマ信号Tpを出力する。主制御回路SCは、溶接開始信号Stが入力されると動作を開始し、プリフロー時間タイマ信号Tpの時間と図示省略の予め定めたプリフロー基準時間と比較し、プリフロー時間タイマ信号Tpの時間がプリフロー基準時間未満のとき後退停止信号Rsを出力して後退時間タイマ回路TRの駆動を停止させる。
【0042】
つぎに、主制御回路SCは、プリフロー時間が終了すると初期送給速度設定信号Fsを出力し、続いて、アークが発生すると初期送給速度設定信号Fsから定常送給速度設定信号Fiに切り換えて出力する。
【0043】
送給制御回路FCSは、プリフロー時間タイマ信号Tpがプリフロー基準時間以下のとき、初期送給速度設定信号Fs及び定常送給速度設定信号Fiに基づいて送給制御信号Fcsを出力する。
以後の動作は、図5に示すタイミング図と同一動作を行うので説明は省略する。
【0044】
主制御回路SCは、プリフロー時間タイマ信号Tpの時間とプリフロー基準時間と比較し、プリフロー時間タイマ信号Tpの時間がプリフロー基準時間以上のとき後退停止信号Stの出力を停止して後退時間タイマ回路TRを駆動させる。
【0045】
後退時間タイマ回路TRは、プリフロー時間タイマ信号Tpが終了すると後退時間タイマ信号Trを出力する。
【0046】
主制御回路SCは、溶接開始信号Stが入力されると動作を開始し、後退時間タイマ信号Trの間、後退送給速度設定信号Frを出力し、後退時間タイマ信号Trが終了すると初期送給速度設定信号Fsを出力し、続いて、アークが発生すると初期送給速度設定信号Fsから定常送給速度設定信号Fiに切り換えて出力すると、共に電圧設定信号Vsと出力電圧検出信号Vdとを比較演算して主制御信号Scを出力する。
【0047】
送給制御回路FCSは、後退送給速度設定信号Fr、初期送給速度設定信号Fs及び定常送給速度設定信号Fiに基づいて送給制御信号Fcを生成して出力する。
以後の動作は、図2のタイミング図と同一動作であるので説明は省略する。
【0048】
上述より、被加工物がチタンのように大気との遮断が重要としプリフロー時間を10秒〜20秒も必要とする溶接において、アーク発生のタイミングが作業者の目で溶接ワイヤの後退送給によって認識し、このとき遮光面を顔面に構えることで不意をつかれて発生する強烈なアーク光から作業者の目を保護できる。
【0049】
更に、アーク発生直前まで、被加工物の溶接箇所を目視で確認することが可能となるので精度の良い溶接が可能となる。
【符号の説明】
【0050】
1 溶接ワイヤ
2 被加工物
3 アーク
4 トーチ
5 送給ロール
Fr 後退送給速度設定信号
Fi 定常送給速度設定信号
Fs 初期送給速度設定信号
FC 送給制御回路
FCS 送給制御回路(後退送給対応送給制御回路)
Fc 送給制御信号
Fcs 送給制御信号
GC ガス制御回路
Gc ガス制御信号
ID 出力電流検出回路
Id 出力電流検出信号
Iw 溶接電流
II 電流設定回路
Ii 電流設定信号
IS 初期電流設定回路
Is 初期電流設定信号
INV 電源主回路
PSC 溶接電源
Rs 後退停止信号
SA 短絡検出回路
Sa 短絡検出信号
SC 主制御回路
Sc 主制御信号
St 溶接開始信号
TP プリフロー時間タイマ回路
Tp プリフロー時間タイマ信号
TR 後退時間タイマ回路
Tr 後退時間タイマ信号
VD 出力電圧検出回路
Vd 出力電圧検出信号
Vw 溶接電圧
VS 電圧設定回路
Vs 電圧設定信号
WM ワイヤ送給モータ
【技術分野】
【0001】
本発明は、消耗電極アーク溶接のアークスタート制御方法の技術に関するものである。
【背景技術】
【0002】
図4は、従来技術の溶接電源装置の電気接続図である。同図において、電源主回路INVは、商用交流電源を入力し、後述する主制御信号Scに応じて図示省略のインバータ回路の出力制御を行い、溶接に適した溶接電圧Vw及び溶接電流Iwを出力する。溶接ワイヤ1は、ワイヤ送給モータWMに直結された送給ロール5の回転によってトーチ4を通って送給され、被加工物2との間にアーク3が発生する。
【0003】
出力電圧検出回路VDは、溶接電圧Vwを検出して出力電圧検出信号Vdを出力する。出力電流検出回路IDは、溶接電流Iwを検出して出力電流検出信号Idを出力する。短絡判別回路SAは、溶接ワイヤ1と被加工物2とが短絡状態に有るか否かを出力電流検出信号Idの値によって判別し、短絡状態のとき短絡判別信号Saを出力する。
【0004】
ガス制御回路GCは、溶接開始信号Stが入力されると、ガス制御信号Gcを出力する。このガス制御信号Gcが出力されるとガス電磁弁GBが開状態になり、シールドガスが噴出される。プリフロー時間タイマ回路TPは、溶接開始信号Stが入力されると、予め定めた時間のプリフロー時間タイマTpを出力する。
【0005】
初期電流設定回路ISは、予め定めた初期電流設定信号Isを出力する。電流設定回路IIは、予め定めた電流設定信号Iiを出力する。電圧設定回路VSは、予め定めた電圧設定信号Vsを出力する。
【0006】
主制御回路SCは、溶接開始信号Stが入力されると動作を開始し、プリフロー時間が終了すると初期送給速度設定信号Fsを出力し、アークが発生すると定常送給速度設定信号Fiを出力すると共に電圧設定信号Vsと出力電圧検出信号Vdとを比較演算して主制御信号Scを出力する。
【0007】
送給制御回路FCは、初期送給速度設定信号Fs及び定常送給速度設定信号Fiに基づいて送給制御信号Fcを出力する。
【0008】
図5は、従来技術のタイミング図である。図5において、同図(A)は溶接開始信号Stを示し、同図(B)は、ガス制御信号Gcを示し、同図(C)はプリフロー時間タイマ信号Tpを示し、同図(D)は初期送給速度設定信号Fsを示し、同図(E)は定常送給速度設定信号Fiを示し、同図(F)は送給制御信号Fcを示し、同図(G)は出力電圧検出信号Vdを示し、同図(H)は出力電流検出信号Idを示し、同図(I)はワイヤ先端・被加工物間距離Lwを示す。
【0009】
次に、図4及び図5を参照して動作について説明する。
図5(A)に示す時刻t=t1において、溶接開始信号Stが外部から入力されると、同図(B)に示すガス制御信号Gcが出力されてガス電磁弁GBが開状態となりシールドガスの噴出が開始される。そして、時刻t=t1〜t2のプリフロー時間中(例えば、0.5秒)は、送給制御信号Fcの出力が停止状態になり図5(I)に示す、ワイヤ先端・被加工物間距離Lwは現状の距離を維持する。
【0010】
時刻t=t2において、プリフロー時間が経過すると、図5(F)に示す送給制御信号Fcの値は初期送給速度設定信号Fsの値になり、溶接ワイヤ1の前進送給が開始される。この初期送給速度設定信号Fsの値は、通常1〜2m/min程度の遅い速度に設定される。同時に、電源主回路INVの出力が開始されると共に出力電圧検出回路VDに溶接電圧が検出され同図(G)に示す出力電圧検出信号Vdとして出力する。このとき無負荷状態であるので、出力電圧検出回路VDは無負荷電圧を検出する。
【0011】
時刻t=t2以後は、初期送給速度設定信号Fsの値に応じて、溶接ワイヤ1は前進送給されので、時刻t=t2〜t3で図5(I)に示すワイヤ先端・被加工物間距離Lwは徐々に短くなる。
【0012】
時刻t=t3において、溶接ワイヤ1が被加工物に接触すると、図示省略の短絡検出信号SaがLowレベルからHighレベルになる。この短絡検出信号SaがHighレベルになると予め定めた初期電流が通電する。
【0013】
時刻t=t4において、溶接ワイヤ1の先端部が初期電流の通電によって溶融して初期アークが発生する。このとき燃え上がりが生じて図5(I)に示すワイヤ先端・被加工物間距離Lwは長くなると共に溶接電圧Vwも高くなる。つぎに、アークが発生した時点で短絡検出信号SaがLowレベルになり、この短絡検出信号SaのLowレベルに応じて溶接ワイヤ1は初期送給速度から定常の送給速度に切り換る。
【0014】
時刻t=t4において、溶接ワイヤ1は定常の送給速度で送給され、初期アークから安定した定常アークへと移行する。
【0015】
上述より、プリフロー時間が長い溶接を行うとき、プリフローが何時終了するのか確認しにくい。よって、作業者がアークスタートのタイミングが計れなくなり、アーク発生まで遮光面を顔面に構え続ける必要があり、この姿勢を維持するのは作業者にとって非常に苦痛である。
この対策として、溶接開始信号Stが入力されるとプリフロー時間を開始し、再度溶接開始信号Stを入力してプリフロー時間を終了させることで、作業者がアークスタートのタイミングを計っていた。(例えば、特許文献1)
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特開平11−216567号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
通常の溶接では、プリフロー時間が、例えば、0.5秒程度であり作業者が溶接開始直前に遮光面を容易に構えることができる。しかし、被加工物が、例えば、チタンで大気との遮断が重要としプリフロー時間を10秒〜20秒も必要とする溶接を行うとき、作業者はプリフロー時間が何時終了し、アークが何時発生するのか判断するのがむずかしい。そこで、作業者がアーク発生直前まで遮光面を顔面に構え続ける必要があり、この姿勢を維持するのは作業者にとって苦痛である。そして、アーク発生直前に遮光面を顔面に構えるタイミングを間違えると、アーク発生時の強烈なアーク光が作業者の目に入ってしまうという不具合が発生する。
【0018】
上述の課題を解決するために、溶接開始信号を入力してプリフローを開始し、再度溶接開始信号を入力してプリフロー時間を終了させ、作業者がアークスタートのタイミングを計ることが特許文献1に記載されている。
しかし、この方法では、プリフロー時間の精度を必要とする溶接では、プリフロー時間にバラツキが生じるために溶接品質が悪くなる。
【0019】
そこで、本発明では、プリフロー時間が長くても、作業者がアーク発生直前を認識することができ、この認識によってアーク発生直前に遮光面を顔面に構える溶接姿勢が取れる消耗電極アーク溶接を提供することを目的とする。
【課題を解決するための手段】
【0020】
上述した課題を解決するために、第1の発明は、溶接電源装置に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過すると溶接ワイヤの被加工物への前進送給を開始すると共に前記溶接電源装置の出力を開始し、この前進送給によって前記溶接ワイヤが被加工物に接触してアークが発生すると、前記溶接ワイヤの送給速度を定常の送給速度に移行させる消耗電極アーク溶接のアークスタート制御方法において、前記プリフロー時間が経過すると前記溶接ワイヤを後退送給し、前記後退送給が終了すると前記溶接ワイヤを被加工物へ前進送給させる、ことを特徴とする消耗電極アーク溶接のアークスタート制御方法である。
【0021】
第2の発明は、前記溶接ワイヤの後退送給を、予め定めた時間後退させる、ことを特徴とする請求項1記載の消耗電極アーク溶接のアークスタート制御方法である。
【0022】
第3の発明は、前記溶接ワイヤの後退送給を、予め定めた距離後退させる、ことを特徴とする請求項1記載の消耗電極アーク溶接のアークスタート制御方法である。
【0023】
第4の発明は、前記溶接ワイヤの後退送給を、前記プリフロー時間が予め定めたプリフロー基準時間以上のときに行う、ことを特徴とする請求項1〜3のいずれか1項に記載の消耗電極アーク溶接のアークスタート制御方法である。
【発明の効果】
【0024】
本発明の請求項1〜3によれば、溶接品質を維持するために大気との遮断が重要でプリフロー時間を10秒〜20秒も必要とする溶接において、プリフローの終了とアーク発生直前の状態を溶接ワイヤの後退送給によって目視で容易に認識できる。さらに、この認識によってアーク発生直前に遮光面を顔面に構える溶接姿勢が取れるので、アーク発生時の強烈なアーク光から作業者の目を保護できる。
【0025】
本発明の請求項4によれば、プリフロー時間が短いタック溶接を行うとき、溶接ワイヤの後退送給を行わないので、この後退送給によって作業性が落ちることはない。さらに、プリフロー時間を10秒〜20秒も必要とするチタンの溶接では、溶接ワイヤの後退送給によってアーク発生直前を認識できるのでアーク発生時の強烈なアーク光から作業者の目を保護できる。
【図面の簡単な説明】
【0026】
【図1】本発明の実施の形態1の溶接電源装置の電気接続図である。
【図2】実施の形態1に係るタイミング図である。
【図3】実施の形態2の溶接電源装置の電気接続図である。
【図4】従来技術の溶接電源装置の電気接続図である。
【図5】従来技術のタイミング図である。
【発明を実施するための形態】
【0027】
図1は、本発明の実施の形態1の溶接電源装置の電気接続図である。同図において、図4に示す従来技術の電源装置装置の電気接続図と同一符号は、同一動作を行なうので説明は省略して相違する動作について説明する。
【0028】
図1に示す後退時間タイマ回路TRは、プリフロー時間タイマ信号Tpが終了すると予め定めた時間の後退時間タイマ信号Trを出力する。
【0029】
主制御回路SCは、溶接開始信号Stが入力されると動作を開始し、プリフロー時間が終了すると後退時間タイマ信号Trの間、予め定めた値の後退速度設定信号Frを出力し、後退時間タイマ信号Trの出力が終了すると初期送給速度設定信号Fsを出力し、続いて、アークが発生すると初期送給速度設定信号Fsから定常送給速度設定信号Fiに切り換えて出力すると、共に電圧設定信号Vsと出力電圧検出信号Vdとを比較演算して主制御信号Scを出力する。
【0030】
送給制御回路FCSは、後退速度設定信号Fr、初期送給速度設定信号Fs及び定常送給速度設定信号Fiに基づいて送給制御信号Fcsを生成して出力する。
【0031】
図2は、実施の形態1に係るタイミング図である。図2において、同図(A)は溶接開始信号Stを示し、同図(B)は、ガス制御信号Gcを示し、同図(C)はプリフロー時間タイマ信号Tpを示し、同図(D)は後退時間タイマ信号Trを示し、同図(E)は後退速度設定信号Frを示し、同図(F)は初期送給速度設定信号Fsを示し、同図(G)は定常送給速度設定信号Fiを示し、同図(H)は送給制御信号Fcsを示し、同図(I)は出力電圧検出信号Vdを示し、同図(J)は出力電流検出信号Idを示し、同図(K)はワイヤ先端・被加工物間距離Lwを示す。
【0032】
次に、図1及び図2を参照して本発明の実施の形態1に係る動作について説明する。 図2(A)に示す時刻t=t1において、溶接開始信号Stが外部から入力されると、同図(B)に示すガス制御信号Gcが出力されガス電磁弁GBが開状態となりシールドガスの噴出が開始される。そして、時刻t=t1〜t2のプリフロー時間中(例えば、20秒)は、送給制御信号Fcの出力が停止状態になり、同図(K)に示すように、ワイヤ先端・被加工物間距離Lwは所定の距離を維持する。
【0033】
時刻t=t2において、プリフロー時間が経過すると、図2(H)に示す送給制御信号Fcsは、後退送給速度設定信号Frの値になり、ワイヤ送給モータVMにより溶接ワイヤ1の後退送給が開始され後退時間タイマ信号Trの間、溶接ワイヤ1は後退送給速度設定信号Frの値の応じて後退する。時刻t=t2〜t3は、後退送給速度設定信号Fsの値に応じて、溶接ワイヤ1は後退送給されるので、図2(K)に示すワイヤ先端・被加工物間距離Lwは徐々に長くなる。このとき作業者は溶接ワイヤ1が後退することでプリフロー時間が終了したことを目視で確認できる。
【0034】
時刻t=t3おいて、後退時間タイマ信号Trが終了すると図2(H)に示す送給制御信号Fcsは、後退送給速度設定信号Fsの値から初期送給速度設定信号Fsの値になり、溶接ワイヤ1は後退送給から前進送給に切り換る。同時に、電源主回路INVの出力が開始されると共に出力電圧検出回路VDに溶接電圧が検出され同図(G)に示す出力電圧検出信号Vdとして出力する。このとき無負荷状態であるので、出力電圧検出回路VDは無負荷電圧を検出する。
【0035】
時刻t=t3以後は、初期送給速度設定信号Fsの値に応じて、溶接ワイヤ1は前進送給されるので、図2(K)に示すワイヤ先端・被加工物間距離Lwは徐々に短くなる。
【0036】
時刻t=t4において、溶接ワイヤ1が被加工物(チタン)に接触すると、図示省略の短絡検出信号SaがLowレベルからHighレベルになる。この短絡検出信号SaがHighレベルになると、電源主回路INVから初期電流を通電する。
【0037】
時刻t=t5において、溶接ワイヤ1の先端部が初期電流の通電によって溶融して初期アークが発生する。このとき燃え上がりが生じて、図2(K)に示すワイヤ先端・被加工物間距離Lwは長くなると共に溶接電圧Vwも高くなる。そして、アークが発生した時点で短絡検出信号SaがLowレベルになり、この短絡検出信号SaがLowレベルに応じて図2(H)に示す送給制御信号Fcsは、初期送給速度設定信号Fsの値から定常送給速度信号Fiの値に切り換る。
【0038】
時刻t=t5において、溶接ワイヤ1は定常送給速度信号Fiの値に応じた速度で送給され、初期アークから定常アークへと移行する。
【0039】
上述において、溶接ワイヤ1の後退送給を予め定めた時間後退させているが、溶接ワイヤ1の後退送給を予め定めた距離後退させてもよい。
【0040】
本発明の実施の形態2について、図3に示す溶接電源装置の電気接続図を用いて説明し、実施の形態1と同一動作は説明を省略し相違する動作について説明する。
【0041】
プリフロー時間タイマ回路TPは、溶接開始信号Stが入力されると、予め定めた時間のプリフロー時間タイマ信号Tpを出力する。主制御回路SCは、溶接開始信号Stが入力されると動作を開始し、プリフロー時間タイマ信号Tpの時間と図示省略の予め定めたプリフロー基準時間と比較し、プリフロー時間タイマ信号Tpの時間がプリフロー基準時間未満のとき後退停止信号Rsを出力して後退時間タイマ回路TRの駆動を停止させる。
【0042】
つぎに、主制御回路SCは、プリフロー時間が終了すると初期送給速度設定信号Fsを出力し、続いて、アークが発生すると初期送給速度設定信号Fsから定常送給速度設定信号Fiに切り換えて出力する。
【0043】
送給制御回路FCSは、プリフロー時間タイマ信号Tpがプリフロー基準時間以下のとき、初期送給速度設定信号Fs及び定常送給速度設定信号Fiに基づいて送給制御信号Fcsを出力する。
以後の動作は、図5に示すタイミング図と同一動作を行うので説明は省略する。
【0044】
主制御回路SCは、プリフロー時間タイマ信号Tpの時間とプリフロー基準時間と比較し、プリフロー時間タイマ信号Tpの時間がプリフロー基準時間以上のとき後退停止信号Stの出力を停止して後退時間タイマ回路TRを駆動させる。
【0045】
後退時間タイマ回路TRは、プリフロー時間タイマ信号Tpが終了すると後退時間タイマ信号Trを出力する。
【0046】
主制御回路SCは、溶接開始信号Stが入力されると動作を開始し、後退時間タイマ信号Trの間、後退送給速度設定信号Frを出力し、後退時間タイマ信号Trが終了すると初期送給速度設定信号Fsを出力し、続いて、アークが発生すると初期送給速度設定信号Fsから定常送給速度設定信号Fiに切り換えて出力すると、共に電圧設定信号Vsと出力電圧検出信号Vdとを比較演算して主制御信号Scを出力する。
【0047】
送給制御回路FCSは、後退送給速度設定信号Fr、初期送給速度設定信号Fs及び定常送給速度設定信号Fiに基づいて送給制御信号Fcを生成して出力する。
以後の動作は、図2のタイミング図と同一動作であるので説明は省略する。
【0048】
上述より、被加工物がチタンのように大気との遮断が重要としプリフロー時間を10秒〜20秒も必要とする溶接において、アーク発生のタイミングが作業者の目で溶接ワイヤの後退送給によって認識し、このとき遮光面を顔面に構えることで不意をつかれて発生する強烈なアーク光から作業者の目を保護できる。
【0049】
更に、アーク発生直前まで、被加工物の溶接箇所を目視で確認することが可能となるので精度の良い溶接が可能となる。
【符号の説明】
【0050】
1 溶接ワイヤ
2 被加工物
3 アーク
4 トーチ
5 送給ロール
Fr 後退送給速度設定信号
Fi 定常送給速度設定信号
Fs 初期送給速度設定信号
FC 送給制御回路
FCS 送給制御回路(後退送給対応送給制御回路)
Fc 送給制御信号
Fcs 送給制御信号
GC ガス制御回路
Gc ガス制御信号
ID 出力電流検出回路
Id 出力電流検出信号
Iw 溶接電流
II 電流設定回路
Ii 電流設定信号
IS 初期電流設定回路
Is 初期電流設定信号
INV 電源主回路
PSC 溶接電源
Rs 後退停止信号
SA 短絡検出回路
Sa 短絡検出信号
SC 主制御回路
Sc 主制御信号
St 溶接開始信号
TP プリフロー時間タイマ回路
Tp プリフロー時間タイマ信号
TR 後退時間タイマ回路
Tr 後退時間タイマ信号
VD 出力電圧検出回路
Vd 出力電圧検出信号
Vw 溶接電圧
VS 電圧設定回路
Vs 電圧設定信号
WM ワイヤ送給モータ
【特許請求の範囲】
【請求項1】
溶接電源装置に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過すると溶接ワイヤの被加工物への前進送給を開始すると共に前記溶接電源装置の出力を開始し、この前進送給によって前記溶接ワイヤが被加工物に接触してアークが発生すると、前記溶接ワイヤの送給速度を定常の送給速度に移行させる消耗電極アーク溶接のアークスタート制御方法において、
前記プリフロー時間が経過すると前記溶接ワイヤを後退送給し、前記後退送給が終了すると前記前進送給を開始する、ことを特徴とする消耗電極アーク溶接のアークスタート制御方法。
【請求項2】
前記後退送給を、予め定めた時間だけ行う、ことを特徴とする請求項1記載の消耗電極アーク溶接のアークスタート制御方法。
【請求項3】
前記後退送給を、予め定めた距離だけ行う、ことを特徴とする請求項1記載の消耗電極アーク溶接のアークスタート制御方法。
【請求項4】
前記後退送給を、前記プリフロー時間が予め定めたプリフロー基準時間以上のときに行う、ことを特徴とする請求項1〜3のいずれか1項に記載の消耗電極アーク溶接のアークスタート制御方法。
【請求項1】
溶接電源装置に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過すると溶接ワイヤの被加工物への前進送給を開始すると共に前記溶接電源装置の出力を開始し、この前進送給によって前記溶接ワイヤが被加工物に接触してアークが発生すると、前記溶接ワイヤの送給速度を定常の送給速度に移行させる消耗電極アーク溶接のアークスタート制御方法において、
前記プリフロー時間が経過すると前記溶接ワイヤを後退送給し、前記後退送給が終了すると前記前進送給を開始する、ことを特徴とする消耗電極アーク溶接のアークスタート制御方法。
【請求項2】
前記後退送給を、予め定めた時間だけ行う、ことを特徴とする請求項1記載の消耗電極アーク溶接のアークスタート制御方法。
【請求項3】
前記後退送給を、予め定めた距離だけ行う、ことを特徴とする請求項1記載の消耗電極アーク溶接のアークスタート制御方法。
【請求項4】
前記後退送給を、前記プリフロー時間が予め定めたプリフロー基準時間以上のときに行う、ことを特徴とする請求項1〜3のいずれか1項に記載の消耗電極アーク溶接のアークスタート制御方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−194462(P2011−194462A)
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願番号】特願2010−67136(P2010−67136)
【出願日】平成22年3月24日(2010.3.24)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願日】平成22年3月24日(2010.3.24)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]