
消耗電極式溶接方法及び溶接装置
【課題】半自動溶接等のCO2溶接等においても、スパッタの発生を抑制できる消耗電極式溶接方法及び溶接装置を提供する。
【解決手段】本発明の消耗電極式溶接方法においては、溶接ワイヤWに振動周波数が500Hz以上、振幅が0.01乃至0.5mmの振動を与えながら溶接する。この振動の方向は、溶接ワイヤWの送給方向に交差する方向である。また、本発明方法においては、前記溶接トーチの強制振動若しくは共振又は溶接ワイヤ自身の共振を利用して、溶接ワイヤの先端で、前記振動条件を付与する。
【解決手段】本発明の消耗電極式溶接方法においては、溶接ワイヤWに振動周波数が500Hz以上、振幅が0.01乃至0.5mmの振動を与えながら溶接する。この振動の方向は、溶接ワイヤWの送給方向に交差する方向である。また、本発明方法においては、前記溶接トーチの強制振動若しくは共振又は溶接ワイヤ自身の共振を利用して、溶接ワイヤの先端で、前記振動条件を付与する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、消耗電極式溶接方法及びそれに使用する溶接装置に関し、特に消耗電極を使用したCO2ガスシールドアーク溶接方法及びそれに使用する溶接装置に関する。
【背景技術】
【0002】
CO2溶接はガスシールド消耗電極式アーク溶接方法の一種で、シールドガスとしてCO2ガスが使用される。このCO2溶接はシールドガスのコストが低く、良好な溶込み形状が得られるという利点を有するため、各業界において広く使用されている。
【0003】
しかし、250A以上の中溶接電流及び高溶接電流でのCO2溶接において、大粒のスパッタが発生しやすいという短所がある。特に、溶接トーチの前進角が大きくなるほど、スパッタの発生が著しくなる。
【0004】
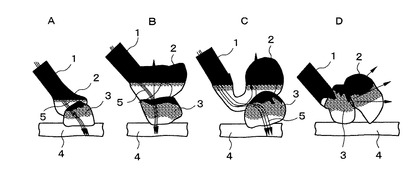
図8はスパッタの発生仕組みを示す図であり、溶接トーチの前進角が30°の場合において、ワイヤ先端に溶けた溶融部が形成され、離脱する過程を、アーク形状の変化とともに経時的にA段階からD段階まで示す図である。先ず、A段階は、ワイヤ1の先端が抵抗シュール熱及びアーク3によってどんどん溶けていき、ワイヤ先端に溶滴2が形成される。B段階では、そのワイヤ先端の溶滴2が成長し、ワイヤ1、溶滴2、アーク3、母材のルートで電流は流れるが、電流が流れるルートは必ず直線になるとは限らず、電流ルートが曲がる場合が多い。そして、C段階では、溶滴2の下方に発生しているアーク3の反力と、曲がった電流ルートによって生じた上向きの電磁力と、溶滴自身の対流とによって、溶滴がワイヤ先端に隣接する溶融部を軸心として上向きに曲がる。D段階では、電磁ピンチ力及び溶滴の重力により溶滴は最も細い曲がりの軸心から離脱し、ワイヤの拘束から急に開放され、上向きの慣性力により溶融池外に飛ばされる。また、ワイヤは再アークしたときに、そのアークの反力によって飛ばされ、大粒のスパッタになる。更に、その曲がりの軸心の位置は電磁力のかかる方向などによって変わりやすいので、溶滴離脱の規則性は悪くなり、これもスパッタ発生の一因であると思われる。つまり、中高溶接電流でのCO2溶接におけるスパッタ発生の根本的な原因としては、溶滴の上向きの動きと溶滴離脱の不規則性によるものであると考えられる。
【0005】
このようなCO2溶接によるスパッタ発生の問題を回避するために、従来、溶接ワイヤ及び溶接電源の面から多数検討されたが、スパッタ発生の抑制効果及び低コスト化に、大きな改善は得られなかった。また、溶接プロセスの面からのアプローチもあるが、スパッタの発生を抑制するための溶接プロセスに関する研究は僅かであり、スパッタが発生した後その悪影響を如何に軽減させるかに関する溶接プロセスについての研究が殆どであった。これらの溶接プロセスの改善によって、スパッタの悪影響の低減に多少の効果が認められるが、顕著な改善までは至らなかった。ここで、スパッタ発生を抑制するための溶接プロセスの従来技術を説明する。
【0006】
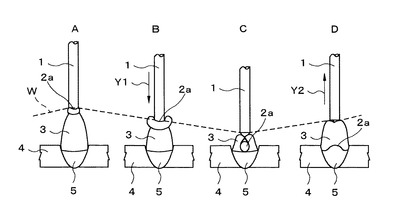
特許文献1には、ワイヤにワイヤ軸線方向の振動を供与することにより、溶滴をワイヤ先端から容易に離脱させ、大粒のスパッタを防止できることが記載されている。図9は特許文献1の図11に記載された図であり、溶滴の形成及び離脱形態の経時変化をアーク変化と共に示す図である。A段階においては、ワイヤ1の先端が抵抗シュール熱及びアーク3によって溶けて溶融部2aが形成され、被溶接物4には溶接ビード5が形成される。そして、B段階において、溶接ワイヤ1が被溶接物4の方向(下方)に動くと、ワイヤ先端の溶融部2aに下方の慣性力が与えられる。次に、C段階において、溶接ワイヤ1が停止するか、又はD段階において、溶接ワイヤ1が上方に戻ると、ワイヤ先端の溶融部2aは既に与えられている慣性力によって溶接ワイヤ1の先端から容易に離脱し、溶融池に到達する。また、この溶接ワイヤ先端の溶融部2aが適当に成長したワイヤ揺動の折り返し点であるD段階にタイミングを合わせて溶接電流を大きくすれば電磁ピンチ効果とあいまって溶滴移行を確実にすることができると特許文献1に記載されている。
【0007】
【特許文献1】特開2003−10970(図11)
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、上述の従来技術には、以下に示すような問題点がある。特許文献1に記載された従来技術においては、溶接ワイヤにワイヤ軸線方向の振動を起こさせ、溶滴移行周期と同じ周期で振動を印加している。しかし、マクロ的に見ると、例えば1分間の間を注目すると、ワイヤは振動しているが、ミクロ的に見ると、例えば、溶滴の離脱から次の離脱までの短い期間(例えば、20ms)を注目すると、ワイヤは下上に1回だけの動きはあるが、振動とはいえない。また、ワイヤにかける振動は連続(上下の動きは止まらず、連続的)であれば、溶滴の離脱から次の離脱までの短い期間を高速度ビデオで拡大して見ると、ワイヤの上下運動の速度はワイヤ先端の溶融速度と比べて遅すぎて、前述のワイヤ先端の溶融部に下方の慣性力を与えることができない上に、スパッタ発生原因であるワイヤ先端の溶融部の上向き運動を止められない。一方、もし溶滴の離脱しそうな瞬間に瞬間的にワイヤに上下運動を与えると、ワイヤ先端から溶滴が離脱しやすくなるかもしれないが、その振動をかけるタイミングの合わせはとても無理で、仮にタイミングの合わせた振動をかけたとしても、その前にワイヤ先端の溶融部は既に上向きの動きが始まったので、振動によって溶滴は離脱したとしても、大粒のスパッタの発生を抑制できない。また、パルス溶接の場合も、ピーク電流を検出したときに同時に、ワイヤに振動をかけるが、その振動のかけるタイミングは溶滴の離脱しそうな瞬間に行わないと、ワイヤ先端の溶融部は離脱しない。要するに、特許文献1に記載の従来技術ではスパッタの発生を抑制することができないといえる。更に、特許文献1に記載の従来技術は、溶接トーチを台車などに固定して溶接する自動溶接用として開発されたもので、手で溶接トーチを持って溶接する半自動溶接には適用できない。ちなみに、中電流及び高電流のCO2溶接の中で、半自動溶接は8割以上も占めている。
【0009】
本発明はかかる問題点に鑑みてされたものであって、半自動溶接等のCO2溶接等においても、スパッタの発生を抑制できる消耗電極式溶接方法及び溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明に係る消耗電極式溶接方法は、溶接ワイヤに振動周波数500Hz以上及び振幅0.01乃至0.5mmの振動を与えながら溶接することを特徴とする。
【0011】
本発明方法においては、前記溶接ワイヤの送給方向に交差する方向(垂直には限らない)の振動を与えることが好ましい。また、本発明方法においては、前記溶接トーチの強制振動若しくは共振又は溶接ワイヤ自身の共振を利用して、前記溶接ワイヤの先端で、前記振動条件を付与することが好ましい。
【0012】
本発明に係る消耗電極式溶接装置は、ハンドルとトーチとの間に加振部が設けられた溶接装置において、前記加振部は、前記トーチに対し、ワイヤ送給方向に交差する方向に振動を付与し、トーチ内を送給される溶接ワイヤに対し、振動周波数500Hz以上及び振幅0.01乃至0.5mmの振動を付与することを特徴とする。
【0013】
また、本発明装置においては、前記溶接ワイヤの送給方向に交差する振動を与えることが好ましい。また、本発明装置においては、前記振動装置は、電磁的に前記延出部に振動を与えるもの、又は積層圧電素子により前記延出部に振動を与えるものとすることができる。
【0014】
本発明に係る他の消耗電極式溶接装置は、トーチに振動端子を介して接続された振動装置により前記トーチに振動を付与する溶接装置において、前記振動装置は、前記トーチに対し、ワイヤ送給方向に交差する方向に振動を付与し、トーチ内を送給される溶接ワイヤに対し、振動周波数500Hz以上及び振幅0.01乃至0.5mmの振動を付与することを特徴とする。
【0015】
この消耗電極式溶接装置においても、前記溶接ワイヤの送給方向に交差する振動を与えることが好ましい。また、前記トーチには、緩衝部が設けられており、前記振動装置の振動端子は、前記トーチにおける前記緩衝部よりも先端側に接続されていて、前記トーチの前記緩衝部よりも基部側に固定された支持部と、この支持部に支持され前記トーチの前記緩衝部よりも先端側に押圧されたバネとからなる共振機構が設けられていることが好ましい。
【0016】
更に、本発明装置においては、前記溶接トーチの強制振動若しくは共振又は溶接ワイヤ自身の共振を利用して、前記溶接ワイヤの先端で、前記振動条件を付与することが好ましい。
【発明の効果】
【0017】
本発明の溶接方法及び溶接装置によれば、ワイヤ及びワイヤ先端の溶融部(溶滴)の高周波の微振動によって、上向きのアーク反力、電磁力及び溶滴自身の対流に起因したワイヤ先端に隣接する溶融部を軸心とした上向きの曲がりが緩和されるとともに、溶滴は離脱しやすく、離脱の規則性も良好なので、中高溶接電流でのCO2溶接等のスパッタ発生を抑制できる。また、本発明の溶接トーチはコンパクトにすることが可能であり、溶接トーチを固定するロボット又は専用機による自動溶接への適用は勿論、手で溶接トーチを持って溶接する半自動溶接にも適用できる。
【発明を実施するための最良の形態】
【0018】
以下、本発明の実施形態について、添付の図面を参照して具体的に説明する。本発明では、振動を発生する器具及び装置は動電式の加振装置であり、半自動式の溶接トーチと一体になるようにトーチに組み込むか、又は溶接ロボットに対し振動端子を溶接トーチ本体に固定する。
【0019】
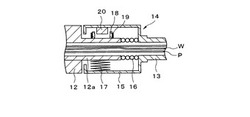
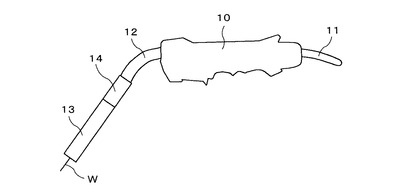
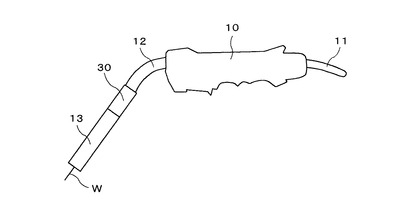
図1は本発明の第1実施形態に係る消耗電極式溶接方法に使用するトーチの外観を示す図、図2はその加振部の断面図である。図1に示すように、ハンドル10には溶接電源(図示せず)から可撓性を有するケーブル11が接続されており、ハンドル10の先端側には剛性を有すると共に若干湾曲したパイプ12が取り付けられており、このパイプ12の先端に動電式振動装置14が設置され、この動電式振動装置14の先端側にトーチ13が設置されている。そして、これらのケーブル11,ハンドル10、パイプ12、振動装置14及びトーチ13の内部にパイプPが配置され、溶接ワイヤWがこのパイプP内を案内されたトーチ13の先端から、被溶接物に向けて送給されるようになっている。
【0020】
本実施形態は、溶接ワイヤWを振動させるものである。即ち、往復の変位及び力を発生できる器具又は装置を溶接トーチと一体的になるように組み込み、溶接トーチの振動を溶接ワイヤに伝達する。この往復変位を発生できる器具又は装置としては、圧電素子又はボイスモータ等がある。これらの圧電素子及びボイスモータは、極めて小型であり、高周波で力強く振動する。
【0021】
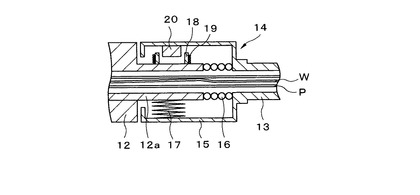
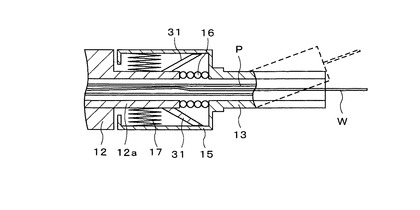
本実施形態の振動装置14においては、パイプ12の延出部12aが振動装置14のハウジング15内にハウジング15と同軸的に配置されており、延出部12aのトーチ13側端部がバネ16を介してハウジング15の端部内面に固定されている。また、この延出部12aはハウジング15の中間部内面との間にバネ17が設置されており、更に、延出部12aの外面に円筒状の軸部18が立設されており、この軸部18にコイル19が巻回されている。そして、ハウジング15の内面には永久磁石20が設置されており、この永久磁石20が軸部18内に侵入するようにして軸部18に非接触で配置されている。
【0022】
このように構成された本実施形態の振動装置14を備えた溶接装置においては、コイル19に高周波電流を印加すると、このコイル19に発生する磁場と、電磁石との間で、磁力が作用し、トーチ13の軸方向に反転する応力が繰り返し印加され、トーチ13は、その軸方向に交差する方向に高周波で振動する。これにより、トーチ13から送給される溶接ワイヤWに対しその軸方向に交差する方向の高周波振動が印加される。
【0023】
このようにして、外部から溶接トーチ13に振動をかけることにより、溶接ワイヤに振動を付与することができる。この場合に、動電式の振動装置14は、低周波から高周波の広範囲の振動周波数に対応できると共に、小型であるため、図1,2に示すように、溶接トーチに組み込めば、振動機能を有する溶接トーチのコンパクト化が可能である。このため、ロボット及び専用自動溶接機等への適用は勿論、手で溶接トーチを持って溶接する半自動溶接にも適用できる。
【0024】
本発明の溶接方法及び溶接装置はCO2溶接時等のスパッタを低減するために開発されたもので、具体的には規定振動条件で溶接ワイヤを振動させながら溶接するものである。溶接ワイヤの振動はワイヤ先端に隣接する溶融部に伝わり、このワイヤ先端に隣接する溶融部はワイヤと同じ振動周波数、同じ位相、ほぼ同じ振幅で振動する。そして、ワイヤ先端に隣接する溶融部の振動はまた溶滴全体に伝わる。溶滴全体の振動はワイヤ先端に隣接する溶融部の振動と比べて、振動周波数はほぼ同じだが、振幅は若干小さくなる。溶滴は高周波数で振動しているので、極めて大きな慣性力が発生する。この慣性力の方向はワイヤの軸線を中心とし、ワイヤ振動周波数と同じ周波数で往復する。そうすると、このワイヤ軸線を中心とした高周波数で、ワイヤ軸線に交差する方向の慣性力によって、溶滴はワイヤ軸線方向に沿って成長しやすい。更に、溶滴はワイヤ軸線に沿って成長すれば、電流流れのルートは比較的直線になりやすく、電磁力の曲がる程度も軽減され、溶滴の上向きの動きは一層軽減される。また、前に述べたようにワイヤ先端に隣接する溶融部の振幅は溶滴全体より若干大きいので、ワイヤ先端に隣接する溶融部の慣性力も溶滴全体より大きい。これにより、溶滴は常にワイヤ先端に隣接する溶融部から離脱しやすく、溶滴離脱の規則性は正しい。このようにして、スパッタ発生を抑制できる。
【0025】
上述の如くして、本発明の溶接トーチ及び溶接方法によれば、スパッタの発生を抑制できる。しかし、溶接ワイヤは適正な振動条件で振動しなければ、逆にスパッタは増える場合もある。換言すれば、ワイヤの振動周波数と振幅は非常に重要なパラメーターである。次に、本発明のこれらのパラメーターの規定理由について説明する。
【0026】
本発明の溶接方法及び溶接トーチにおいて、ワイヤの振動周波数(軸線方向に交差する方向の)は500Hz以上である。このワイヤの軸線方向に交差する方向の振動周波数が500Hzより小さいと、溶滴の慣性力は弱くなり、上向きのアーク反力、対流及び電磁力に負けて、溶滴の上向きの動きを抑制しきれない。振動周波数が小さくなると、慣性力が弱くなることは以下のようにして説明できる。下記数式1及び2は基本的な物理式である。
【0027】
【数1】

但し、aは加速度、Dは振幅、fは振動周波数である。
【0028】
【数2】
但し、Fは慣性力、mは溶滴の質量である。
【0029】
振幅及び溶滴の質量は一定であると仮定すると、数式1及び数式2によると、振動周波数が小さくなると、加速度は小さくなり、慣性力も弱くなることがわかる。以上、慣性力の観点から高い振動周波数の必要性を述べたが、ワイヤ往復速度(振動速度)及び溶滴の上向き動きの速度という観点から見ると、ワイヤ往復速度(振動速度)は溶滴の上向き動きの速度を勝つ必要がある。高速度ビデオカメラでワイヤ先端の溶滴の形成現象を観察すると、溶滴は約2回/5msの速度で上向きの動きをしている、周波数といえば、400Hzである。従って、ワイヤ振動周波数は少なくても400Hz以上でなければ、溶滴の上向きの動きを抑制できないことが考えられる。また、500Hzを限界値と規定する理由は、多くの実験を重ねて、その実験結果より見出した値である。
【0030】
本発明においては、溶接ワイヤの振幅は0.01mm乃至0.5mmにする。溶接ワイヤの振幅が0.01mmより小さいと、慣性力は弱くて、上向きのアーク反力、対流又は電磁力に負けて、溶滴の上向きの動きを抑制しきれない。また、溶接ワイヤの振幅が小さくなると、慣性力が弱くなる理由は以下のように考えられる。即ち、振動周波数及び溶滴の質量が一定であると仮定すると、上記数式1及び2によれば、振幅Dが小さくなると、加速度は弱くなり、慣性力も弱くなることがわかる。これは慣性力の大きさという理由で最小振幅を規定する必要があることを示している。この場合に、振動周波数を大きくして、振幅を小さくしても、慣性力が大きければよいではないかということも考えられるが、振幅があまり小さすぎると、ワイヤからの振動はワイヤ先端の溶融部、そして溶滴全体への伝わりが鈍くなり、ワイヤは微小振動をしているのに、溶滴は振動していないことがある。従って、最小振幅を規定する必要がある。一方、振幅が増えると、ワイヤからワイヤ先端に隣接する溶融部への振動が伝わる伝達関数は溶滴全体より遥かに大きいので、ワイヤ先端に隣接する溶融部の振幅の増幅は溶滴全体より大きい。これにより、ワイヤ先端に隣接する溶融部の振幅及び慣性力と溶滴全体の振幅及び慣性力との差が大きくなる。その差値及び慣性力の強さが限界を超えると、溶滴は液体の金属表面張力を破って、溶滴は溶融池以外の範囲に遠く飛ばされたりして、スパッタが増える。この限界を超えないように、ワイヤの最大振幅を0.5mmと規定する。
【0031】
なお、この振幅の最小値及び最大値を夫々0.01mm及び0.5mmとするのは、多くの実験を重ねて、その実験結果より見出したものである。
【0032】
本発明においては、上述の振動条件を満足できる振動方法及び溶接トーチを採用する必要がある。本発明では、振動を発生できる装置又は振動機能の構造を有する溶接トーチを用いて、溶接トーチ本体の強制振動及び共振又は溶接チップから突出したワイヤ自身の共振を利用して、ワイヤの振動条件を満足させる。この場合に、ワイヤに振動を引起すためには、トーチ本体に振動をかける必要がある。その方法は振動を発生する器具又は装置をトーチ本体に組み込むか、又は外部から溶接トーチ本体と結合するかという二つの方法が考えられ、いずれも振動を発生する器具又は装置の振動が溶接トーチに伝わり、そして溶接ワイヤに伝わる。
【0033】
本発明に規定するワイヤの振動周波数及び振幅を満足するためには、それを発生する器具又は装置を使用すれば、その振動をそのまま溶接トーチに伝えて、ワイヤに伝えればよいが、本発明に規定する振動周波数は500Hz以上、振幅は最小でも0.01mmというような振動を発生する器具又は装置の製作は難しい場合があり、またコストは高くなる可能性がある。通常の発振装置は、振動周波数は高ければ高いほど、その振幅は小さくなることが知られている。
【0034】
このような場合であれば、必ずしも高振動周波数で振幅は0.01mm以上というような振動を発生する器具又は装置を使用しなくても、溶接トーチ本体の共振又は溶接チップから突出したワイヤの共振を利用すれば、ワイヤ先端では本発明に規定する振幅を満足することができる。共振というのは、加振周波数と対象物の固有振動数と一致又は近ければ、対象物の振幅は振動装置の加娠振幅より大きく増幅されるという現象である。溶接トーチ本体の共振を利用する場合、溶接トーチの固有振動数を500Hz以上と設計すればよい。また、溶接チップから突出したワイヤの共振を利用する場合、溶接チップから突出したワイヤの固有振動数は殆どの場合は500Hz以上もあり、振動装置の加振周波数をワイヤの固有振動数に合わせて加振すれば、振動装置からワイヤに伝達した振幅は小さいが、ワイヤの共振によって、大きく振動させることができる。
【0035】
図1及び図2に示す第1実施形態の溶接装置においては、この溶接トーチ本体の共振を利用して、溶接ワイヤに振動周波数500kHz以上、振幅0.01乃至0.5mmの振動を与えることができる。
【0036】
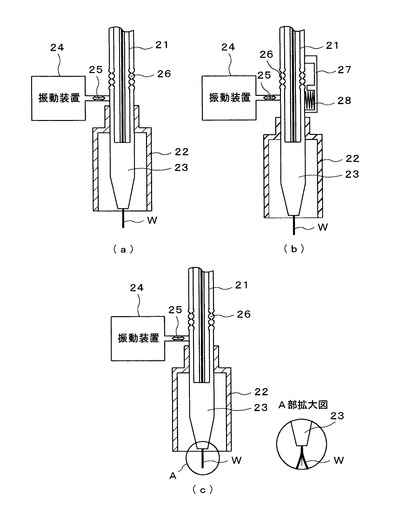
図3(a)乃至(c)は夫々本発明の第2実施形態に係る溶接装置を示す模式図である。本実施形態は、溶接トーチに振動を供与し、給電チップを介して溶接ワイヤWに振動を伝達させるものである。図3(a)に示すように、振動装置24の振動端子25が溶接トーチ本体21の側面に固定されている。溶接トーチ本体21は、その先端側の部分が振動の緩衝部26を介して基部側に連結されており、振動装置24からの振動は、緩衝部26よりも基部側には伝達されず、緩衝部26よりも先端側に伝達されるようになっている。そして、この溶接トーチ本体21の先端部の外周面には、ノズル22が外嵌されており、溶接トーチ21の先端には、給電チップ23が固定されている。トーチ本体21内に設けられたコンジットライナ内を溶接ワイヤWが送給されてきて、給電チップ23の先端から溶接部に向けて送出されるようになっている。
【0037】
このように構成された溶接装置においては、振動装置24から振動端子25を介して溶接トーチ本体21の先端部に付与された振動は、給電チップ23に伝達され、更に給電チップ23から溶接ワイヤWに伝達される。振動装置24は小型であることが好ましく、高周波で振動可能な動電式の振動装置が好ましい。この第2実施形態においては、振動装置は、既存の溶接トーチをそのまま使用することができ、構造が簡素である。
【0038】
図3(b)はこの図3(a)に示す装置の変形例を示すものであり、溶接トーチ本体21の緩衝部26よりも基部側の部分に支持部27が固定されており、この支持部27に支持されたバネ28が溶接トーチ本体21の緩衝部26よりも先端側の部分に押圧されている。
【0039】
このように構成された本変形例の装置においては、溶接トーチ本体21がバネ28により500Hz以上の固有振動数を有する共振構造となり、振動装置24による加振周波数を溶接トーチ本体21の固有振動数に合わせて加振すれば、溶接トーチ本体21は共振を起こし、ワイヤWは通電チップ23と共に0.01mm以上の大振幅で振動する。従って、この変形例の溶接装置によれば、加振振幅は0.01mm未満の加振装置を使用しても、溶接ワイヤWの振幅を0.01mm以上に増幅することができる。
【0040】
図3(c)は更に他の変形例を示す図である。本変形例は、溶接トーチ本体21の改造をせずに、通電チップ23から突出した溶接ワイヤWの共振現象を利用して、溶接ワイヤWを大きく振動させるものである。この通電チップ23から突出した溶接ワイヤWの固有振動数は500Hz以上もあり、振動装置24の加振周波数を溶接ワイヤWの固有振動数に合わせて加振すれば、溶接ワイヤWに伝達した振動の振幅は小さいものの、溶接ワイヤWの共振によって、ワイヤ先端は0.01mm以上の振幅で大きく振動する。
【0041】
図3(a)乃至(c)に示す第2実施形態の溶接装置においても、この溶接トーチ本体21の共振又は溶接ワイヤWの共振を利用して、溶接ワイヤに振動周波数500kHz以上、振幅0.01乃至0.5mmの振動を与えることができる。
【0042】
図4は本発明の第3実施形態の溶接装置を示す図、図5は同じくその加振部の断面図である。本実施形態が図1及び図2に示す第1実施形態と異なる点は、加振部30の構造にある。その他の構造は第1実施形態と同様であるので、同一構造物には同一符号を付してその詳細な説明は省略する。本実施形態の加振部30においては、ハウジング15内に、バネ17及バネ16により、パイプ12の延出部12aが支持されていると共に、ハウジング15の内面と延出部12aとの間に、積層圧電素子31が設けられている。この積層圧電素子31は、複数の圧電素子を積層させて、その全体的な振幅を大きくしたものであり、この積層圧電素子31の各圧電素子に電圧をかけると伸張するという圧電現象を振動装置に利用したものである。この積層圧電素子31を備えた振動装置は、高い振動周波数範囲に対応可能であると共に、極めて小型化が可能であるという利点がある。また、積層することと、その積層した構造の共振によって、その伸び(振幅)が大きく増幅されるという利点がある。圧電素子のこれらの利点を活かすことにより、図4及び図5に示すように、溶接トーチに組み込んで、極めてコンパクトな振動溶接トーチが得られる。また、ロボット及び専用機等の自動溶接機への適用も可能であるが、手で溶接トーチを持って溶接する半自動溶接に適用できるという利点がある。
【0043】
図4及び図5に示す第3実施形態の溶接装置においても、この溶接トーチ本体の共振を利用して、溶接ワイヤに振動周波数500kHz以上、振幅0.01乃至0.5mmの振動を与えることができる。
【0044】
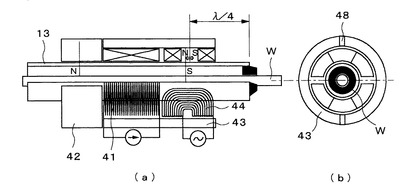
次に、図6(a)、(b)を参照して、本発明の第4実施形態について説明する。本実施形態は、往復の変位及び力を発生する器具又は装置を溶接トーチに組み込み、溶接ワイヤに直接振動を付与するものである。図6(a)、(b)に示すように、溶接トーチ本体13に、磁性体42を配置し、この磁性体42のトーチ先端側の部分に、ソレノイドコイル41及び鞍型コイル44を配置し、これらのソレノイドコイル41及び鞍型コイル44を取り囲むように、スリット48を有する円筒形の磁性体43を配置した構造を有する。そして、このソレノイドコイル41及び磁性体42,43で構成した励磁回路により、給電チップ内の溶接ワイヤWが磁化され、ソレノイドコイル41と対に配置した鞍型コイル44に交流電流を通電することにより、NS交番磁場が形成され、磁化された溶接ワイヤWがこのNS交番磁場の中で振動する。
【0045】
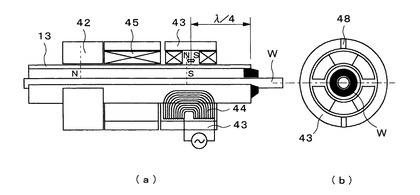
図7(a)、(b)に示す変形例は、ソレノイドコイル41の代わりに、永久磁石45を配置したものであり、同様に、溶接ワイヤWが交番磁場の中で振動する。
【実施例】
【0046】
以下、本発明の実施例の効果について、その特許請求の範囲から外れる比較例と比較して、具体的に説明する。ワイヤの振動周波数及び振幅を種々変更して、スパッタを観察し、そのスパッタ発生量を評価した。なお、ワイヤ振動周波数及び振幅はしーザ振動計によって測定した。スパッタ発生量は電子秤によって測定した。
【0047】
共通的な溶接条件は以下のとおりである。
【0048】
ワイヤ:ソリッドワイヤJIS Z 3312YGW11(直径1.2mm)
溶接電流:320A
アーク電圧:38V
溶接速度:40cm/min
シールドガス:CO2(流量:25L/min)
ワイヤ突出長=25mm
スパッタの捕集時間:1分間。
【0049】
スパッタ発生量の評価方法は以下のとおりである。
【0050】
ワイヤ振動無(従来溶接法)の場合のスパッタ発生量と比べて、スパッタ発生量が50%以上低減した場合、評価を「◎(優秀)」とし、25%以上〜50%以下低減した場合、評価を「○(良好)」とし、25%以内低減した場合は、評価を「△(効果は薄い)」とし、スパッタ発生量が減少せず又は逆に増えた場合、評価を「×(不可)」とした。
【0051】
下記表1乃至表3は、このスパッタ発生量の評価結果を示す。なお、表1及び表2は振動周波数、表3は振幅のスパッタ発生量への影響を示すものである。
【0052】
この表2に示すように、振動周波数が500Hz以上の本発明の実施例11乃至43の場合は、評価結果が◎又は○であった。また、表3に示すように、振幅が0.01乃至0.5mmの本発明の実施例50乃至70の場合は、評価結果が◎又は○であった。これに対し、表1及び表3に示すように、本発明の範囲から外れる比較例1乃至10及び比較例44乃至49及び71乃至76の場合は、評価結果が×又は△であった。
【0053】
【表1】
【0054】
【表2】
【0055】
【表3】
【産業上の利用可能性】
【0056】
本発明のワイヤ振動による溶接方法及び溶接装置を使用すれば、従来の溶接方法と比べて、スパッタ発生量が確実に低減され、産業上有益である。
【図面の簡単な説明】
【0057】
【図1】本発明の第1実施形態に係る溶接トーチを示す外観図である。
【図2】同じくその加振部の断面図である。
【図3】(a)乃至(c)は本発明の第2実施形態に係る溶接装置を示す図(及びその変形例)である。
【図4】本発明の第3実施形態に係る溶接トーチを示す外観図である。
【図5】同じくその加振部の断面図である。
【図6】(a)、(b)は本発明の第4実施形態に係る溶接装置を示す図である。
【図7】(a)、(b)は本発明の第4実施形態の変形例を示す図である。
【図8】スパッタの発生仕組みを示す図である。
【図9】特許文献1の図11に記載された図である。
【符号の説明】
【0058】
1:溶接ワイヤ
2:溶滴
2a:溶融部
3:アーク
4:被溶接物
5:溶接ビード
10:ハンドル
11:ケーブル
12:パイプ
12a:延出部
13、24:トーチ
14、30:加振部
15:ハウジング
16、17:バネ
18:軸部
19:コイル
20:永久磁石
21:振動装置
22、23:固定具
31:積層圧電素子
41:ソレノイドコイル
42,43:磁性体
44:鞍型コイル
45:永久磁石
W:溶接ワイヤ
【技術分野】
【0001】
本発明は、消耗電極式溶接方法及びそれに使用する溶接装置に関し、特に消耗電極を使用したCO2ガスシールドアーク溶接方法及びそれに使用する溶接装置に関する。
【背景技術】
【0002】
CO2溶接はガスシールド消耗電極式アーク溶接方法の一種で、シールドガスとしてCO2ガスが使用される。このCO2溶接はシールドガスのコストが低く、良好な溶込み形状が得られるという利点を有するため、各業界において広く使用されている。
【0003】
しかし、250A以上の中溶接電流及び高溶接電流でのCO2溶接において、大粒のスパッタが発生しやすいという短所がある。特に、溶接トーチの前進角が大きくなるほど、スパッタの発生が著しくなる。
【0004】
図8はスパッタの発生仕組みを示す図であり、溶接トーチの前進角が30°の場合において、ワイヤ先端に溶けた溶融部が形成され、離脱する過程を、アーク形状の変化とともに経時的にA段階からD段階まで示す図である。先ず、A段階は、ワイヤ1の先端が抵抗シュール熱及びアーク3によってどんどん溶けていき、ワイヤ先端に溶滴2が形成される。B段階では、そのワイヤ先端の溶滴2が成長し、ワイヤ1、溶滴2、アーク3、母材のルートで電流は流れるが、電流が流れるルートは必ず直線になるとは限らず、電流ルートが曲がる場合が多い。そして、C段階では、溶滴2の下方に発生しているアーク3の反力と、曲がった電流ルートによって生じた上向きの電磁力と、溶滴自身の対流とによって、溶滴がワイヤ先端に隣接する溶融部を軸心として上向きに曲がる。D段階では、電磁ピンチ力及び溶滴の重力により溶滴は最も細い曲がりの軸心から離脱し、ワイヤの拘束から急に開放され、上向きの慣性力により溶融池外に飛ばされる。また、ワイヤは再アークしたときに、そのアークの反力によって飛ばされ、大粒のスパッタになる。更に、その曲がりの軸心の位置は電磁力のかかる方向などによって変わりやすいので、溶滴離脱の規則性は悪くなり、これもスパッタ発生の一因であると思われる。つまり、中高溶接電流でのCO2溶接におけるスパッタ発生の根本的な原因としては、溶滴の上向きの動きと溶滴離脱の不規則性によるものであると考えられる。
【0005】
このようなCO2溶接によるスパッタ発生の問題を回避するために、従来、溶接ワイヤ及び溶接電源の面から多数検討されたが、スパッタ発生の抑制効果及び低コスト化に、大きな改善は得られなかった。また、溶接プロセスの面からのアプローチもあるが、スパッタの発生を抑制するための溶接プロセスに関する研究は僅かであり、スパッタが発生した後その悪影響を如何に軽減させるかに関する溶接プロセスについての研究が殆どであった。これらの溶接プロセスの改善によって、スパッタの悪影響の低減に多少の効果が認められるが、顕著な改善までは至らなかった。ここで、スパッタ発生を抑制するための溶接プロセスの従来技術を説明する。
【0006】
特許文献1には、ワイヤにワイヤ軸線方向の振動を供与することにより、溶滴をワイヤ先端から容易に離脱させ、大粒のスパッタを防止できることが記載されている。図9は特許文献1の図11に記載された図であり、溶滴の形成及び離脱形態の経時変化をアーク変化と共に示す図である。A段階においては、ワイヤ1の先端が抵抗シュール熱及びアーク3によって溶けて溶融部2aが形成され、被溶接物4には溶接ビード5が形成される。そして、B段階において、溶接ワイヤ1が被溶接物4の方向(下方)に動くと、ワイヤ先端の溶融部2aに下方の慣性力が与えられる。次に、C段階において、溶接ワイヤ1が停止するか、又はD段階において、溶接ワイヤ1が上方に戻ると、ワイヤ先端の溶融部2aは既に与えられている慣性力によって溶接ワイヤ1の先端から容易に離脱し、溶融池に到達する。また、この溶接ワイヤ先端の溶融部2aが適当に成長したワイヤ揺動の折り返し点であるD段階にタイミングを合わせて溶接電流を大きくすれば電磁ピンチ効果とあいまって溶滴移行を確実にすることができると特許文献1に記載されている。
【0007】
【特許文献1】特開2003−10970(図11)
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、上述の従来技術には、以下に示すような問題点がある。特許文献1に記載された従来技術においては、溶接ワイヤにワイヤ軸線方向の振動を起こさせ、溶滴移行周期と同じ周期で振動を印加している。しかし、マクロ的に見ると、例えば1分間の間を注目すると、ワイヤは振動しているが、ミクロ的に見ると、例えば、溶滴の離脱から次の離脱までの短い期間(例えば、20ms)を注目すると、ワイヤは下上に1回だけの動きはあるが、振動とはいえない。また、ワイヤにかける振動は連続(上下の動きは止まらず、連続的)であれば、溶滴の離脱から次の離脱までの短い期間を高速度ビデオで拡大して見ると、ワイヤの上下運動の速度はワイヤ先端の溶融速度と比べて遅すぎて、前述のワイヤ先端の溶融部に下方の慣性力を与えることができない上に、スパッタ発生原因であるワイヤ先端の溶融部の上向き運動を止められない。一方、もし溶滴の離脱しそうな瞬間に瞬間的にワイヤに上下運動を与えると、ワイヤ先端から溶滴が離脱しやすくなるかもしれないが、その振動をかけるタイミングの合わせはとても無理で、仮にタイミングの合わせた振動をかけたとしても、その前にワイヤ先端の溶融部は既に上向きの動きが始まったので、振動によって溶滴は離脱したとしても、大粒のスパッタの発生を抑制できない。また、パルス溶接の場合も、ピーク電流を検出したときに同時に、ワイヤに振動をかけるが、その振動のかけるタイミングは溶滴の離脱しそうな瞬間に行わないと、ワイヤ先端の溶融部は離脱しない。要するに、特許文献1に記載の従来技術ではスパッタの発生を抑制することができないといえる。更に、特許文献1に記載の従来技術は、溶接トーチを台車などに固定して溶接する自動溶接用として開発されたもので、手で溶接トーチを持って溶接する半自動溶接には適用できない。ちなみに、中電流及び高電流のCO2溶接の中で、半自動溶接は8割以上も占めている。
【0009】
本発明はかかる問題点に鑑みてされたものであって、半自動溶接等のCO2溶接等においても、スパッタの発生を抑制できる消耗電極式溶接方法及び溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明に係る消耗電極式溶接方法は、溶接ワイヤに振動周波数500Hz以上及び振幅0.01乃至0.5mmの振動を与えながら溶接することを特徴とする。
【0011】
本発明方法においては、前記溶接ワイヤの送給方向に交差する方向(垂直には限らない)の振動を与えることが好ましい。また、本発明方法においては、前記溶接トーチの強制振動若しくは共振又は溶接ワイヤ自身の共振を利用して、前記溶接ワイヤの先端で、前記振動条件を付与することが好ましい。
【0012】
本発明に係る消耗電極式溶接装置は、ハンドルとトーチとの間に加振部が設けられた溶接装置において、前記加振部は、前記トーチに対し、ワイヤ送給方向に交差する方向に振動を付与し、トーチ内を送給される溶接ワイヤに対し、振動周波数500Hz以上及び振幅0.01乃至0.5mmの振動を付与することを特徴とする。
【0013】
また、本発明装置においては、前記溶接ワイヤの送給方向に交差する振動を与えることが好ましい。また、本発明装置においては、前記振動装置は、電磁的に前記延出部に振動を与えるもの、又は積層圧電素子により前記延出部に振動を与えるものとすることができる。
【0014】
本発明に係る他の消耗電極式溶接装置は、トーチに振動端子を介して接続された振動装置により前記トーチに振動を付与する溶接装置において、前記振動装置は、前記トーチに対し、ワイヤ送給方向に交差する方向に振動を付与し、トーチ内を送給される溶接ワイヤに対し、振動周波数500Hz以上及び振幅0.01乃至0.5mmの振動を付与することを特徴とする。
【0015】
この消耗電極式溶接装置においても、前記溶接ワイヤの送給方向に交差する振動を与えることが好ましい。また、前記トーチには、緩衝部が設けられており、前記振動装置の振動端子は、前記トーチにおける前記緩衝部よりも先端側に接続されていて、前記トーチの前記緩衝部よりも基部側に固定された支持部と、この支持部に支持され前記トーチの前記緩衝部よりも先端側に押圧されたバネとからなる共振機構が設けられていることが好ましい。
【0016】
更に、本発明装置においては、前記溶接トーチの強制振動若しくは共振又は溶接ワイヤ自身の共振を利用して、前記溶接ワイヤの先端で、前記振動条件を付与することが好ましい。
【発明の効果】
【0017】
本発明の溶接方法及び溶接装置によれば、ワイヤ及びワイヤ先端の溶融部(溶滴)の高周波の微振動によって、上向きのアーク反力、電磁力及び溶滴自身の対流に起因したワイヤ先端に隣接する溶融部を軸心とした上向きの曲がりが緩和されるとともに、溶滴は離脱しやすく、離脱の規則性も良好なので、中高溶接電流でのCO2溶接等のスパッタ発生を抑制できる。また、本発明の溶接トーチはコンパクトにすることが可能であり、溶接トーチを固定するロボット又は専用機による自動溶接への適用は勿論、手で溶接トーチを持って溶接する半自動溶接にも適用できる。
【発明を実施するための最良の形態】
【0018】
以下、本発明の実施形態について、添付の図面を参照して具体的に説明する。本発明では、振動を発生する器具及び装置は動電式の加振装置であり、半自動式の溶接トーチと一体になるようにトーチに組み込むか、又は溶接ロボットに対し振動端子を溶接トーチ本体に固定する。
【0019】
図1は本発明の第1実施形態に係る消耗電極式溶接方法に使用するトーチの外観を示す図、図2はその加振部の断面図である。図1に示すように、ハンドル10には溶接電源(図示せず)から可撓性を有するケーブル11が接続されており、ハンドル10の先端側には剛性を有すると共に若干湾曲したパイプ12が取り付けられており、このパイプ12の先端に動電式振動装置14が設置され、この動電式振動装置14の先端側にトーチ13が設置されている。そして、これらのケーブル11,ハンドル10、パイプ12、振動装置14及びトーチ13の内部にパイプPが配置され、溶接ワイヤWがこのパイプP内を案内されたトーチ13の先端から、被溶接物に向けて送給されるようになっている。
【0020】
本実施形態は、溶接ワイヤWを振動させるものである。即ち、往復の変位及び力を発生できる器具又は装置を溶接トーチと一体的になるように組み込み、溶接トーチの振動を溶接ワイヤに伝達する。この往復変位を発生できる器具又は装置としては、圧電素子又はボイスモータ等がある。これらの圧電素子及びボイスモータは、極めて小型であり、高周波で力強く振動する。
【0021】
本実施形態の振動装置14においては、パイプ12の延出部12aが振動装置14のハウジング15内にハウジング15と同軸的に配置されており、延出部12aのトーチ13側端部がバネ16を介してハウジング15の端部内面に固定されている。また、この延出部12aはハウジング15の中間部内面との間にバネ17が設置されており、更に、延出部12aの外面に円筒状の軸部18が立設されており、この軸部18にコイル19が巻回されている。そして、ハウジング15の内面には永久磁石20が設置されており、この永久磁石20が軸部18内に侵入するようにして軸部18に非接触で配置されている。
【0022】
このように構成された本実施形態の振動装置14を備えた溶接装置においては、コイル19に高周波電流を印加すると、このコイル19に発生する磁場と、電磁石との間で、磁力が作用し、トーチ13の軸方向に反転する応力が繰り返し印加され、トーチ13は、その軸方向に交差する方向に高周波で振動する。これにより、トーチ13から送給される溶接ワイヤWに対しその軸方向に交差する方向の高周波振動が印加される。
【0023】
このようにして、外部から溶接トーチ13に振動をかけることにより、溶接ワイヤに振動を付与することができる。この場合に、動電式の振動装置14は、低周波から高周波の広範囲の振動周波数に対応できると共に、小型であるため、図1,2に示すように、溶接トーチに組み込めば、振動機能を有する溶接トーチのコンパクト化が可能である。このため、ロボット及び専用自動溶接機等への適用は勿論、手で溶接トーチを持って溶接する半自動溶接にも適用できる。
【0024】
本発明の溶接方法及び溶接装置はCO2溶接時等のスパッタを低減するために開発されたもので、具体的には規定振動条件で溶接ワイヤを振動させながら溶接するものである。溶接ワイヤの振動はワイヤ先端に隣接する溶融部に伝わり、このワイヤ先端に隣接する溶融部はワイヤと同じ振動周波数、同じ位相、ほぼ同じ振幅で振動する。そして、ワイヤ先端に隣接する溶融部の振動はまた溶滴全体に伝わる。溶滴全体の振動はワイヤ先端に隣接する溶融部の振動と比べて、振動周波数はほぼ同じだが、振幅は若干小さくなる。溶滴は高周波数で振動しているので、極めて大きな慣性力が発生する。この慣性力の方向はワイヤの軸線を中心とし、ワイヤ振動周波数と同じ周波数で往復する。そうすると、このワイヤ軸線を中心とした高周波数で、ワイヤ軸線に交差する方向の慣性力によって、溶滴はワイヤ軸線方向に沿って成長しやすい。更に、溶滴はワイヤ軸線に沿って成長すれば、電流流れのルートは比較的直線になりやすく、電磁力の曲がる程度も軽減され、溶滴の上向きの動きは一層軽減される。また、前に述べたようにワイヤ先端に隣接する溶融部の振幅は溶滴全体より若干大きいので、ワイヤ先端に隣接する溶融部の慣性力も溶滴全体より大きい。これにより、溶滴は常にワイヤ先端に隣接する溶融部から離脱しやすく、溶滴離脱の規則性は正しい。このようにして、スパッタ発生を抑制できる。
【0025】
上述の如くして、本発明の溶接トーチ及び溶接方法によれば、スパッタの発生を抑制できる。しかし、溶接ワイヤは適正な振動条件で振動しなければ、逆にスパッタは増える場合もある。換言すれば、ワイヤの振動周波数と振幅は非常に重要なパラメーターである。次に、本発明のこれらのパラメーターの規定理由について説明する。
【0026】
本発明の溶接方法及び溶接トーチにおいて、ワイヤの振動周波数(軸線方向に交差する方向の)は500Hz以上である。このワイヤの軸線方向に交差する方向の振動周波数が500Hzより小さいと、溶滴の慣性力は弱くなり、上向きのアーク反力、対流及び電磁力に負けて、溶滴の上向きの動きを抑制しきれない。振動周波数が小さくなると、慣性力が弱くなることは以下のようにして説明できる。下記数式1及び2は基本的な物理式である。
【0027】
【数1】
但し、aは加速度、Dは振幅、fは振動周波数である。
【0028】
【数2】
但し、Fは慣性力、mは溶滴の質量である。
【0029】
振幅及び溶滴の質量は一定であると仮定すると、数式1及び数式2によると、振動周波数が小さくなると、加速度は小さくなり、慣性力も弱くなることがわかる。以上、慣性力の観点から高い振動周波数の必要性を述べたが、ワイヤ往復速度(振動速度)及び溶滴の上向き動きの速度という観点から見ると、ワイヤ往復速度(振動速度)は溶滴の上向き動きの速度を勝つ必要がある。高速度ビデオカメラでワイヤ先端の溶滴の形成現象を観察すると、溶滴は約2回/5msの速度で上向きの動きをしている、周波数といえば、400Hzである。従って、ワイヤ振動周波数は少なくても400Hz以上でなければ、溶滴の上向きの動きを抑制できないことが考えられる。また、500Hzを限界値と規定する理由は、多くの実験を重ねて、その実験結果より見出した値である。
【0030】
本発明においては、溶接ワイヤの振幅は0.01mm乃至0.5mmにする。溶接ワイヤの振幅が0.01mmより小さいと、慣性力は弱くて、上向きのアーク反力、対流又は電磁力に負けて、溶滴の上向きの動きを抑制しきれない。また、溶接ワイヤの振幅が小さくなると、慣性力が弱くなる理由は以下のように考えられる。即ち、振動周波数及び溶滴の質量が一定であると仮定すると、上記数式1及び2によれば、振幅Dが小さくなると、加速度は弱くなり、慣性力も弱くなることがわかる。これは慣性力の大きさという理由で最小振幅を規定する必要があることを示している。この場合に、振動周波数を大きくして、振幅を小さくしても、慣性力が大きければよいではないかということも考えられるが、振幅があまり小さすぎると、ワイヤからの振動はワイヤ先端の溶融部、そして溶滴全体への伝わりが鈍くなり、ワイヤは微小振動をしているのに、溶滴は振動していないことがある。従って、最小振幅を規定する必要がある。一方、振幅が増えると、ワイヤからワイヤ先端に隣接する溶融部への振動が伝わる伝達関数は溶滴全体より遥かに大きいので、ワイヤ先端に隣接する溶融部の振幅の増幅は溶滴全体より大きい。これにより、ワイヤ先端に隣接する溶融部の振幅及び慣性力と溶滴全体の振幅及び慣性力との差が大きくなる。その差値及び慣性力の強さが限界を超えると、溶滴は液体の金属表面張力を破って、溶滴は溶融池以外の範囲に遠く飛ばされたりして、スパッタが増える。この限界を超えないように、ワイヤの最大振幅を0.5mmと規定する。
【0031】
なお、この振幅の最小値及び最大値を夫々0.01mm及び0.5mmとするのは、多くの実験を重ねて、その実験結果より見出したものである。
【0032】
本発明においては、上述の振動条件を満足できる振動方法及び溶接トーチを採用する必要がある。本発明では、振動を発生できる装置又は振動機能の構造を有する溶接トーチを用いて、溶接トーチ本体の強制振動及び共振又は溶接チップから突出したワイヤ自身の共振を利用して、ワイヤの振動条件を満足させる。この場合に、ワイヤに振動を引起すためには、トーチ本体に振動をかける必要がある。その方法は振動を発生する器具又は装置をトーチ本体に組み込むか、又は外部から溶接トーチ本体と結合するかという二つの方法が考えられ、いずれも振動を発生する器具又は装置の振動が溶接トーチに伝わり、そして溶接ワイヤに伝わる。
【0033】
本発明に規定するワイヤの振動周波数及び振幅を満足するためには、それを発生する器具又は装置を使用すれば、その振動をそのまま溶接トーチに伝えて、ワイヤに伝えればよいが、本発明に規定する振動周波数は500Hz以上、振幅は最小でも0.01mmというような振動を発生する器具又は装置の製作は難しい場合があり、またコストは高くなる可能性がある。通常の発振装置は、振動周波数は高ければ高いほど、その振幅は小さくなることが知られている。
【0034】
このような場合であれば、必ずしも高振動周波数で振幅は0.01mm以上というような振動を発生する器具又は装置を使用しなくても、溶接トーチ本体の共振又は溶接チップから突出したワイヤの共振を利用すれば、ワイヤ先端では本発明に規定する振幅を満足することができる。共振というのは、加振周波数と対象物の固有振動数と一致又は近ければ、対象物の振幅は振動装置の加娠振幅より大きく増幅されるという現象である。溶接トーチ本体の共振を利用する場合、溶接トーチの固有振動数を500Hz以上と設計すればよい。また、溶接チップから突出したワイヤの共振を利用する場合、溶接チップから突出したワイヤの固有振動数は殆どの場合は500Hz以上もあり、振動装置の加振周波数をワイヤの固有振動数に合わせて加振すれば、振動装置からワイヤに伝達した振幅は小さいが、ワイヤの共振によって、大きく振動させることができる。
【0035】
図1及び図2に示す第1実施形態の溶接装置においては、この溶接トーチ本体の共振を利用して、溶接ワイヤに振動周波数500kHz以上、振幅0.01乃至0.5mmの振動を与えることができる。
【0036】
図3(a)乃至(c)は夫々本発明の第2実施形態に係る溶接装置を示す模式図である。本実施形態は、溶接トーチに振動を供与し、給電チップを介して溶接ワイヤWに振動を伝達させるものである。図3(a)に示すように、振動装置24の振動端子25が溶接トーチ本体21の側面に固定されている。溶接トーチ本体21は、その先端側の部分が振動の緩衝部26を介して基部側に連結されており、振動装置24からの振動は、緩衝部26よりも基部側には伝達されず、緩衝部26よりも先端側に伝達されるようになっている。そして、この溶接トーチ本体21の先端部の外周面には、ノズル22が外嵌されており、溶接トーチ21の先端には、給電チップ23が固定されている。トーチ本体21内に設けられたコンジットライナ内を溶接ワイヤWが送給されてきて、給電チップ23の先端から溶接部に向けて送出されるようになっている。
【0037】
このように構成された溶接装置においては、振動装置24から振動端子25を介して溶接トーチ本体21の先端部に付与された振動は、給電チップ23に伝達され、更に給電チップ23から溶接ワイヤWに伝達される。振動装置24は小型であることが好ましく、高周波で振動可能な動電式の振動装置が好ましい。この第2実施形態においては、振動装置は、既存の溶接トーチをそのまま使用することができ、構造が簡素である。
【0038】
図3(b)はこの図3(a)に示す装置の変形例を示すものであり、溶接トーチ本体21の緩衝部26よりも基部側の部分に支持部27が固定されており、この支持部27に支持されたバネ28が溶接トーチ本体21の緩衝部26よりも先端側の部分に押圧されている。
【0039】
このように構成された本変形例の装置においては、溶接トーチ本体21がバネ28により500Hz以上の固有振動数を有する共振構造となり、振動装置24による加振周波数を溶接トーチ本体21の固有振動数に合わせて加振すれば、溶接トーチ本体21は共振を起こし、ワイヤWは通電チップ23と共に0.01mm以上の大振幅で振動する。従って、この変形例の溶接装置によれば、加振振幅は0.01mm未満の加振装置を使用しても、溶接ワイヤWの振幅を0.01mm以上に増幅することができる。
【0040】
図3(c)は更に他の変形例を示す図である。本変形例は、溶接トーチ本体21の改造をせずに、通電チップ23から突出した溶接ワイヤWの共振現象を利用して、溶接ワイヤWを大きく振動させるものである。この通電チップ23から突出した溶接ワイヤWの固有振動数は500Hz以上もあり、振動装置24の加振周波数を溶接ワイヤWの固有振動数に合わせて加振すれば、溶接ワイヤWに伝達した振動の振幅は小さいものの、溶接ワイヤWの共振によって、ワイヤ先端は0.01mm以上の振幅で大きく振動する。
【0041】
図3(a)乃至(c)に示す第2実施形態の溶接装置においても、この溶接トーチ本体21の共振又は溶接ワイヤWの共振を利用して、溶接ワイヤに振動周波数500kHz以上、振幅0.01乃至0.5mmの振動を与えることができる。
【0042】
図4は本発明の第3実施形態の溶接装置を示す図、図5は同じくその加振部の断面図である。本実施形態が図1及び図2に示す第1実施形態と異なる点は、加振部30の構造にある。その他の構造は第1実施形態と同様であるので、同一構造物には同一符号を付してその詳細な説明は省略する。本実施形態の加振部30においては、ハウジング15内に、バネ17及バネ16により、パイプ12の延出部12aが支持されていると共に、ハウジング15の内面と延出部12aとの間に、積層圧電素子31が設けられている。この積層圧電素子31は、複数の圧電素子を積層させて、その全体的な振幅を大きくしたものであり、この積層圧電素子31の各圧電素子に電圧をかけると伸張するという圧電現象を振動装置に利用したものである。この積層圧電素子31を備えた振動装置は、高い振動周波数範囲に対応可能であると共に、極めて小型化が可能であるという利点がある。また、積層することと、その積層した構造の共振によって、その伸び(振幅)が大きく増幅されるという利点がある。圧電素子のこれらの利点を活かすことにより、図4及び図5に示すように、溶接トーチに組み込んで、極めてコンパクトな振動溶接トーチが得られる。また、ロボット及び専用機等の自動溶接機への適用も可能であるが、手で溶接トーチを持って溶接する半自動溶接に適用できるという利点がある。
【0043】
図4及び図5に示す第3実施形態の溶接装置においても、この溶接トーチ本体の共振を利用して、溶接ワイヤに振動周波数500kHz以上、振幅0.01乃至0.5mmの振動を与えることができる。
【0044】
次に、図6(a)、(b)を参照して、本発明の第4実施形態について説明する。本実施形態は、往復の変位及び力を発生する器具又は装置を溶接トーチに組み込み、溶接ワイヤに直接振動を付与するものである。図6(a)、(b)に示すように、溶接トーチ本体13に、磁性体42を配置し、この磁性体42のトーチ先端側の部分に、ソレノイドコイル41及び鞍型コイル44を配置し、これらのソレノイドコイル41及び鞍型コイル44を取り囲むように、スリット48を有する円筒形の磁性体43を配置した構造を有する。そして、このソレノイドコイル41及び磁性体42,43で構成した励磁回路により、給電チップ内の溶接ワイヤWが磁化され、ソレノイドコイル41と対に配置した鞍型コイル44に交流電流を通電することにより、NS交番磁場が形成され、磁化された溶接ワイヤWがこのNS交番磁場の中で振動する。
【0045】
図7(a)、(b)に示す変形例は、ソレノイドコイル41の代わりに、永久磁石45を配置したものであり、同様に、溶接ワイヤWが交番磁場の中で振動する。
【実施例】
【0046】
以下、本発明の実施例の効果について、その特許請求の範囲から外れる比較例と比較して、具体的に説明する。ワイヤの振動周波数及び振幅を種々変更して、スパッタを観察し、そのスパッタ発生量を評価した。なお、ワイヤ振動周波数及び振幅はしーザ振動計によって測定した。スパッタ発生量は電子秤によって測定した。
【0047】
共通的な溶接条件は以下のとおりである。
【0048】
ワイヤ:ソリッドワイヤJIS Z 3312YGW11(直径1.2mm)
溶接電流:320A
アーク電圧:38V
溶接速度:40cm/min
シールドガス:CO2(流量:25L/min)
ワイヤ突出長=25mm
スパッタの捕集時間:1分間。
【0049】
スパッタ発生量の評価方法は以下のとおりである。
【0050】
ワイヤ振動無(従来溶接法)の場合のスパッタ発生量と比べて、スパッタ発生量が50%以上低減した場合、評価を「◎(優秀)」とし、25%以上〜50%以下低減した場合、評価を「○(良好)」とし、25%以内低減した場合は、評価を「△(効果は薄い)」とし、スパッタ発生量が減少せず又は逆に増えた場合、評価を「×(不可)」とした。
【0051】
下記表1乃至表3は、このスパッタ発生量の評価結果を示す。なお、表1及び表2は振動周波数、表3は振幅のスパッタ発生量への影響を示すものである。
【0052】
この表2に示すように、振動周波数が500Hz以上の本発明の実施例11乃至43の場合は、評価結果が◎又は○であった。また、表3に示すように、振幅が0.01乃至0.5mmの本発明の実施例50乃至70の場合は、評価結果が◎又は○であった。これに対し、表1及び表3に示すように、本発明の範囲から外れる比較例1乃至10及び比較例44乃至49及び71乃至76の場合は、評価結果が×又は△であった。
【0053】
【表1】
【0054】
【表2】
【0055】
【表3】
【産業上の利用可能性】
【0056】
本発明のワイヤ振動による溶接方法及び溶接装置を使用すれば、従来の溶接方法と比べて、スパッタ発生量が確実に低減され、産業上有益である。
【図面の簡単な説明】
【0057】
【図1】本発明の第1実施形態に係る溶接トーチを示す外観図である。
【図2】同じくその加振部の断面図である。
【図3】(a)乃至(c)は本発明の第2実施形態に係る溶接装置を示す図(及びその変形例)である。
【図4】本発明の第3実施形態に係る溶接トーチを示す外観図である。
【図5】同じくその加振部の断面図である。
【図6】(a)、(b)は本発明の第4実施形態に係る溶接装置を示す図である。
【図7】(a)、(b)は本発明の第4実施形態の変形例を示す図である。
【図8】スパッタの発生仕組みを示す図である。
【図9】特許文献1の図11に記載された図である。
【符号の説明】
【0058】
1:溶接ワイヤ
2:溶滴
2a:溶融部
3:アーク
4:被溶接物
5:溶接ビード
10:ハンドル
11:ケーブル
12:パイプ
12a:延出部
13、24:トーチ
14、30:加振部
15:ハウジング
16、17:バネ
18:軸部
19:コイル
20:永久磁石
21:振動装置
22、23:固定具
31:積層圧電素子
41:ソレノイドコイル
42,43:磁性体
44:鞍型コイル
45:永久磁石
W:溶接ワイヤ
【特許請求の範囲】
【請求項1】
消耗電極式溶接方法において、溶接ワイヤに振動周波数500Hz以上及び振幅0.01乃至0.5mmの振動を与えながら溶接することを特徴とする消耗電極式溶接方法。
【請求項2】
前記溶接ワイヤの送給方向に交差する振動を与えることを特徴とする請求項1に記載の消耗電極式溶接方法。
【請求項3】
前記溶接トーチの強制振動若しくは共振又は溶接ワイヤ自身の共振を利用して、前記溶接ワイヤの先端で、前記振動条件を付与することを特徴とする請求項1又は2に記載の消耗電極式溶接方法。
【請求項4】
ハンドルとトーチとの間に加振部が設けられた溶接装置において、前記加振部は、前記トーチに対し、ワイヤ送給方向に交差する方向に振動を付与し、トーチ内を送給される溶接ワイヤに対し、振動周波数500Hz以上及び振幅0.01乃至0.5mmの振動を付与することを特徴とする消耗電極式溶接装置。
【請求項5】
トーチに振動端子を介して接続された振動装置により前記トーチに振動を付与する溶接装置において、前記振動装置は、前記トーチに対し、ワイヤ送給方向に交差する方向に振動を付与し、トーチ内を送給される溶接ワイヤに対し、振動周波数500Hz以上及び振幅0.01乃至0.5mmの振動を付与することを特徴とする消耗電極式溶接装置。
【請求項6】
前記溶接ワイヤの送給方向に交差する振動を与えることを特徴とする請求項4又は5に記載の消耗電極式溶接装置。
【請求項7】
前記加振部は、電磁的に前記延出部に振動を与えるものであることを特徴とする請求項4に記載の消耗電極式溶接装置。
【請求項8】
前記加振部は、積層圧電素子により前記延出部に振動を与えるものであることを特徴とする請求項4に記載の消耗電極式溶接装置。
【請求項9】
前記トーチには、緩衝部が設けられており、前記振動装置の振動端子は、前記トーチにおける前記緩衝部よりも先端側に接続されていて、前記トーチの前記緩衝部よりも基部側に固定された支持部と、この支持部に支持され前記トーチの前記緩衝部よりも先端側に押圧されたバネとからなる共振機構が設けられていることを特徴とする請求項5に記載の消耗電極式溶接装置。
【請求項10】
前記溶接トーチの強制振動若しくは共振又は溶接ワイヤ自身の共振を利用して、前記溶接ワイヤの先端で、前記振動条件を付与することを特徴とする請求項4乃至9のいずれか1項に記載の消耗電極式溶接装置。
【請求項1】
消耗電極式溶接方法において、溶接ワイヤに振動周波数500Hz以上及び振幅0.01乃至0.5mmの振動を与えながら溶接することを特徴とする消耗電極式溶接方法。
【請求項2】
前記溶接ワイヤの送給方向に交差する振動を与えることを特徴とする請求項1に記載の消耗電極式溶接方法。
【請求項3】
前記溶接トーチの強制振動若しくは共振又は溶接ワイヤ自身の共振を利用して、前記溶接ワイヤの先端で、前記振動条件を付与することを特徴とする請求項1又は2に記載の消耗電極式溶接方法。
【請求項4】
ハンドルとトーチとの間に加振部が設けられた溶接装置において、前記加振部は、前記トーチに対し、ワイヤ送給方向に交差する方向に振動を付与し、トーチ内を送給される溶接ワイヤに対し、振動周波数500Hz以上及び振幅0.01乃至0.5mmの振動を付与することを特徴とする消耗電極式溶接装置。
【請求項5】
トーチに振動端子を介して接続された振動装置により前記トーチに振動を付与する溶接装置において、前記振動装置は、前記トーチに対し、ワイヤ送給方向に交差する方向に振動を付与し、トーチ内を送給される溶接ワイヤに対し、振動周波数500Hz以上及び振幅0.01乃至0.5mmの振動を付与することを特徴とする消耗電極式溶接装置。
【請求項6】
前記溶接ワイヤの送給方向に交差する振動を与えることを特徴とする請求項4又は5に記載の消耗電極式溶接装置。
【請求項7】
前記加振部は、電磁的に前記延出部に振動を与えるものであることを特徴とする請求項4に記載の消耗電極式溶接装置。
【請求項8】
前記加振部は、積層圧電素子により前記延出部に振動を与えるものであることを特徴とする請求項4に記載の消耗電極式溶接装置。
【請求項9】
前記トーチには、緩衝部が設けられており、前記振動装置の振動端子は、前記トーチにおける前記緩衝部よりも先端側に接続されていて、前記トーチの前記緩衝部よりも基部側に固定された支持部と、この支持部に支持され前記トーチの前記緩衝部よりも先端側に押圧されたバネとからなる共振機構が設けられていることを特徴とする請求項5に記載の消耗電極式溶接装置。
【請求項10】
前記溶接トーチの強制振動若しくは共振又は溶接ワイヤ自身の共振を利用して、前記溶接ワイヤの先端で、前記振動条件を付与することを特徴とする請求項4乃至9のいずれか1項に記載の消耗電極式溶接装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2007−190564(P2007−190564A)
【公開日】平成19年8月2日(2007.8.2)
【国際特許分類】
【出願番号】特願2006−8637(P2006−8637)
【出願日】平成18年1月17日(2006.1.17)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成19年8月2日(2007.8.2)
【国際特許分類】
【出願日】平成18年1月17日(2006.1.17)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]