
液体プロセスによって厚い金属シースでコーティングされたセラミック繊維を得るための装置
本発明は、液体プロセスによって、繊維、たとえばセラミック繊維を金属コーティングするための装置であって、前記金属でコーティングされるために繊維(1)が中で引かれる液体金属浴(3)を含むるつぼ(2)を備え、また、毛細管現象によって前記繊維の周りに生成された金属シースを固化するために前記金属浴の下流側に配置された冷却システム(11)も備える装置において、前記冷却システムが、コーティングされた糸(1e)に向かって圧縮ガスを噴出する少なくとも1つのノズルを備え、システムが、コーティングされた糸(1e)の周囲上で、長くても200mmである長さにわたって金属を固化するように寸法設定されることを特徴とする、装置に関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液体手段による繊維のコーティングの分野に関し、特に、但し非限定的に、工業生産状態において、繊維上に厚く一様な金属コーティングを得るための装置および方法を扱う。
【背景技術】
【0002】
航空学分野では、最小限の質量およびサイズで構成部品の強度を最適化することが不変の目標である。したがって、一部の構成部品は、現在、金属マトリクスを有する複合材料の挿入体を含み得る。そのような複合材料は、たとえばチタン合金の金属合金マトリクスを含み、その中を繊維、たとえば炭化ケイ素のセラミック繊維が延びる。そのような繊維は、チタンのものよりはるかに大きい引っ張り強さ(通常、1000MPaに対して4000MPa)、および通常は3倍大きい剛性を有する。故に、これらの繊維は力を吸収することができ、金属合金マトリクスは、繊維間に負荷を伝達し、残りの構成部品との結合体として作用し、互いに接触してはならない繊維を保護し分離する。さらに、セラミック繊維は強いが、もろいところがあり、必ず金属によって保護されなければならない。
【0003】
これらの複合材料は、ブレードなどの一体型構成部品の補強材として、ディスク、シャフト、シリンダボディ、ケーシング、スペーサの生産において使用され得る。これらはまた、体積力場が構成部品にかけられる他の分野における用途、たとえば加圧流体タンクなどの圧力容器の用途を見出すことができる。
【0004】
複合材料のそのような挿入体を得るために、金属シースでコーティングされたセラミック繊維から形成されたアーマチャを含む「コーティングされた糸」と呼ばれる糸が、最初に形成される。金属コーティングは、より大きい剛性だけでなく良好な強靭性を糸に付与し、これはその取り扱いに有用である。複合材料の糸、またはコーティングされた糸の製造は、さまざまな方法で、たとえば電場のもとでの繊維上の金属気相成長法によって、金属粉体からの電気泳動法によって、または繊維を液体金属浴中に浸漬コーティングすることによって実施され得る。
【0005】
溶融金属浴に浸漬することによって繊維をコーティングする方法が、本出願人の名義で出願された、欧州特許第1995342号明細書または欧州特許第0931846号明細書に記載されている。欧州特許第0931846号明細書は、液体手段によって繊維を金属コーティングするための方法を説明しており、前記方法は、より具体的には、但し非限定的に、高い融点を有する金属および金属合金で繊維をコーティングすることが意図される。この方法では、液体金属は、適切なるつぼ内に、少なくとも部分的にはその壁との接触を防止するために、適当な温度で空中浮遊状態で保たれる。空中浮遊は、るつぼを取り囲む電磁石手段によって得られる。把持手段によって張り詰めて保たれたセラミック繊維は、金属浴中で引かれる。装置は、随意に、繊維をるつぼを通過させ、それによって繊維が金属浴を通過する間に金属を取り上げるようにし、または繊維を浴を迂回させるように働く。金属浴中を繊維が通る速度は、繊維上の所望の金属厚さにしたがって設定される。溶融チタンの粘弾性の特性を鑑みて、最大のチタン厚さを得られる速度は約3m/sである。
【0006】
こうした高速のセラミック繊維コーティングプロセスで生じる問題の1つは、コーティングされた糸が液体金属ボールを通過した後にこれをすばやく冷却する必要性に関連するものである。従来技術では、冷却は、糸が中を通過し、金属ボールから出現するときにその糸に向かって空気を噴出する多数の冷却ノズルを有するカラムによって実施される。糸は、完全な固化を得るために約500℃の温度まで冷却されなければならないことが知られている。140ミクロン厚さの炭化ケイ素繊維が1700℃で液体チタン浴から出現し、3m/sの速度で進行する場合、通常、2バールの圧力下で空気を噴出しながら所望の固化を得るために1メートル高さのカラムを有することが必要である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】欧州特許第1995342号明細書
【特許文献2】欧州特許第0931846号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記の方法に関連する欠点は、第1に、大型の設備であり、それだけでなくとりわけ糸の品質が良いものとは言えないことであり、その理由は、シース付けされた糸の直径上に不安定さが現れ、これが金属コーティングにうねりの外観を付与するからである。これらの長手方向の不安定さは、繊維に対するシースの相対的厚さが大きい場合にいっそう顕著になる。その結果の1つが、コーティングされた糸が、コーティング後に保管ドラム上に巻き取られるとき、その糸の直径の狭窄部において破損するというリスクである。
【0009】
これを回避するために、当業者は、現在、繊維含量率を比較的高くするように制約されており、繊維含量率は、コーティングされた糸の直径と初期繊維の直径の比として規定されるものである。実際、シースの厚さが相対的に大きい糸を生産すること、すなわち低い繊維含量率、いずれの場合も欧州特許第0931846号明細書で記載された35%を下回る繊維含量率を有する糸を生産できることが望ましい。低い含量率の糸の生産は、シース厚さが長手方向に不安定になるという問題に直面しており、この問題は、繊維に同伴される液体シースのメニスカスにおける速度シアによって、また液体がその表面張力が最小限になるところに位置をとるという自然な傾向によって引き起こされる。自由に変形する液体の理想的な形状は球形であるため、シースは、繊維によって運ばれる液滴のストリングの形状に類似する形状をとるように変形される傾向がある。シースのこの長手方向の不安定さは、繊維含量率が低く、冷却にかかる時間が長い場合にいっそう明白になる。
【0010】
本発明の目的は、従来技術の欠点の少なくとも一部を解消し、特に長手方向の不安定さが現れる前に液体シースを固化するように働く方法および装置を提案することによってこれらの欠点に対処することである。
【課題を解決するための手段】
【0011】
上記の目的のため、本発明は、液体手段によって繊維を金属コーティングするための装置であって、前記金属でコーティングされるために繊維が中で引かれる液体金属浴を含むるつぼを備え、さらに、毛細管現象によって前記繊維の周りに生成された金属シースを固化するために液体金属浴の下流側に配置された冷却システムを備える装置において、前記冷却システムが、コーティングされた糸に向かって圧縮ガスを噴出する少なくとも1つのノズルを備え、システムが、コーティングされた糸の周囲上で、長くても200mmである長さにわたって金属を固化するように寸法設定されることを特徴とする装置に関する。
【0012】
圧縮ガスは、二重効果を生み出し、一方では対流によって冷却を加速させる通気であり、他方ではガスの膨張によって発生する冷却である。200mmを下回る長さにわたる冷却は、繊維のコーティングを形成する金属シースを、前記シースが変形されその直径にうねりの外観を生じさせる前に固化するように働く。この短い長さは、低い繊維含量率を有する糸、すなわち繊維直径に比べて大きいシース厚さを有する糸を、通常は約3m/sになり得る繊維進行速度を減速させる必要なく生成しようとするときに必要である。
【0013】
有利には、前記ノズルは、液体金属浴から5mm未満の距離を離して配置される。金属浴および繊維に付けられた液体金属のメニスカスにできるだけ近いところで冷却を実施することにより、また、シースをできるだけ早く固化することにより、液体シースのうねりの変形が回避される。
【0014】
特定の実施形態では、冷却システムは、糸が液体金属から出現するときにその糸の両側に向かい合わせに置かれる、少なくとも1つのノズルを各々が有する2列のチューブを備える。
【0015】
好ましくは、1つのノズルまたは複数のノズルは、コーティングされた糸の進行方向と共に30°未満の角度を作る方向でガスを噴出するように成形される。そのような向きは、ガスが溶融金属に向かって戻り、それによって溶融金属の冷却だけでなく、前記表面上の潜在的な外乱も発生させることを防ぐ。
【0016】
好ましくは、1つのノズルまたは複数のノズルは、チューブ内に作られ、コーティングされた糸の進行方向に垂直に延びる溝の形状を有する。
【0017】
特定の実施形態では、上記で説明された装置は、さらに、繊維を、液体金属浴を通過させる、または通過させないようにシフトさせることができる可動ローラを備え、冷却システムは、前記液体金属浴と前記可動ローラの間に、コーティングされた糸に沿って配置される。特許請求される装置の冷却システムは、短い長さを有するため、液体金属の非常に近くに配置され、既存の可動ローラシステムと干渉することを回避することができる。
【0018】
好ましくは、この実施形態では、冷却システムは、圧縮ガスを噴出する少なくとも1つのノズルを各々が有する2列のチューブを備え、前記列は、コーティングされた糸が液体金属から出現するときにその糸の両側に、互いに対して平行およびコーティングされた糸に対して平行な2つの平面に沿って配置され、それにより、コーティングされた糸は、これらの平面間を、前記可動ローラの作用のもとで移動して液体金属浴内に入るまたはそこから出現することができる。特許請求される装置は、したがって、欧州特許第0931846号明細書で説明されたものと同じ、既存のコーティング装置に匹敵するものである。
【0019】
本発明は、さらに、上記で説明された装置を用いることによって金属シースでコーティングされたセラミック繊維からなるコーティングされた糸に関する。
【0020】
本発明は、さらに、35%未満の繊維含量率を有するコーティングされた糸を繊維から生産するための方法であって、繊維は、るつぼ内に含まれる液体金属浴内で引かれ、次いで毛細管作用によって前記繊維の周りに生成された金属シースを固化するために前記金属浴の下流側で冷却される、方法において、圧縮ガスを噴出するノズルの正面に前記糸を通すことを含み、ガスは、コーティングされた糸に向かって噴出され、圧縮ガスの圧力は50バールまたはそれ以上であり、それにより、コーティングされた糸の周囲の金属が、長くても200mmである長さにわたって固化されることを特徴とする、方法に関する。
【0021】
有利には、繊維の進行速度は2m/sを上回る。通常は約2m/sを超え、最適には3m/sに近い速度である高い速度により、通常は35未満である低い繊維含量率を得ながら、工業的に生産することが可能になる。
【0022】
特定の実施形態では、上記の方法は、セラミック繊維を液体チタン浴内に通すことによって作製されるコーティングされた糸の生産に適用される。
【0023】
本発明は、付属の概略図面を参照して単に例示的および非限定的な例として与えられる、以下の本発明の実施形態の詳細な説明的記載からより良好に理解され、その他の目的、詳細、特徴および利点は、より明確に現れることになる。
【図面の簡単な説明】
【0024】
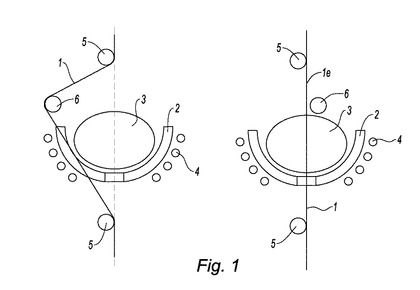
【図1】従来技術によって繊維を金属コーティングするための装置の概略図である。
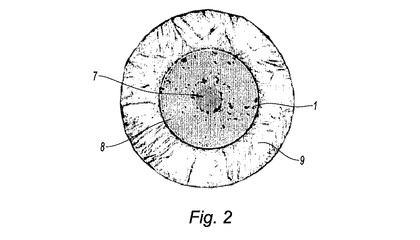
【図2】液体手段によってコーティングするための方法によって金属層を施した後のセラミック繊維の断面図である。
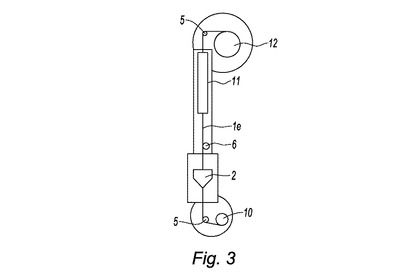
【図3】液体手段によってセラミック繊維をコーティングするための装置の概略図である。
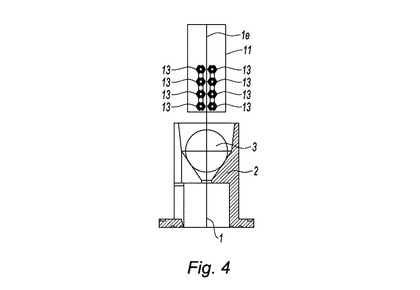
【図4】本発明の実施形態による、金属層でセラミック繊維をコーティングするための装置の正面図である。
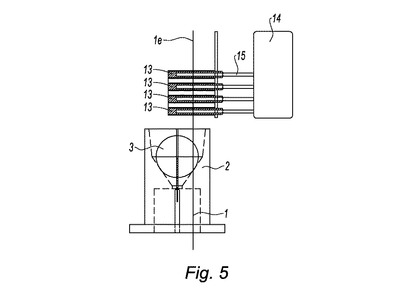
【図5】本発明の実施形態による、金属層でセラミック繊維をコーティングするための装置の側面図である。
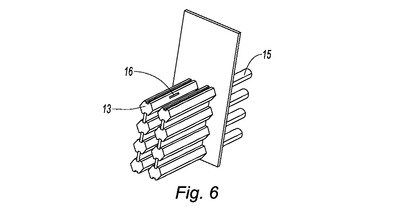
【図6】本発明の実施形態による、コーティング装置内で金属層でコーティングされた糸を冷却するための部分組立体の斜視図である。
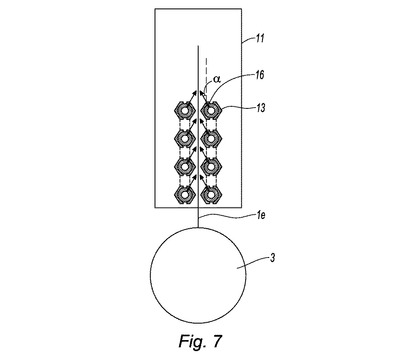
【図7】本発明の実施形態による、コーティング装置内でコーティングされた糸を冷却するための部分組立体の詳細な断面図である。
【発明を実施するための形態】
【0025】
図1は、2つの作動状態における、本出願人によって出願された欧州特許第0931846号明細書に説明されるように液体手段によってセラミック繊維を金属コーティングするための装置を示している。これは、液体チタンのボール3を含むるつぼ2を通り抜ける繊維1を示している。チタンボール3は、電磁場(図示されず)によってるつぼ2内に浮遊状態で維持され、誘導炉4によって加熱される。繊維1は、ローラ5および可動ローラ6の両方によって誘導され、可動ローラ6は、繊維1を金属ボール3の外側に押し出し、繊維1が金属を取り上げることを防止する、または繊維1が前記ボールを通り抜け、コーティングによって金属を取り上げることを可能にするという機能を有する。
【0026】
図2は、液体金属浴を通り抜けることによって生成されたコーティングされた糸1eを示しており、繊維1からなる糸のコアは、それ自体、炭化ケイ素などのセラミック層8で覆われた炭素糸7からなる。繊維1は、液体手段によってコーティング作業を実施した後、チタンなどの金属のシース9で覆われる。
【0027】
図3は、液体手段によって繊維をコーティングするための装置を概略的に示しており、繊維1は、第1のドラム10から出て、次いで溶融金属で充填されたるつぼ2内に入り、その中の液体金属シースを取り上げる。コーティングされた糸1eは次いで、第2の保管ドラム12上に巻き取られる前に、冷却部分組立体11内で移動する。金属は、るつぼ2内の浴から出現し、冷却部分組立体11内に入るまでほぼ液体のままである。
【0028】
図4および図5は、本発明によるコーティング装置を示しており、この装置では、冷却器11は、コーティングされた糸が溶融金属から出現するときにその糸1eの両側に向かい合わせに置かれる2列のチューブ13からなる。図5に示されるように、チューブ13は、接続ライン15によって圧縮ガスタンク14に接続される。
【0029】
図6は、2列のチューブ13の相対的配置およびその間に残される空きスペースを示しており、コーティングされた糸1eはこの空きスペースを通り抜ける。チューブは、断面では、ほぼ六角形の形状を有し、下流側の、すなわち、糸1eが対応するチューブ13の高さで通った後に位置する側の、繊維の方に向けられたその斜辺にガス噴出ノズル16を備える。このノズルは、チューブ13の軸に沿って向けられた狭い溝の形状を有し、その溝から出現するガス噴射が、冷却される繊維1に確実に接触するのに十分な長さにわたって延びている。また、この溝は比較的薄く、それにより、空速場の分布が十分狭くなり、その溝から出現する噴射は、したがってほぼ平面であり、高い速度を有する。
【0030】
図7は、チューブ13内側の溝16の配置の断面を示している。この溝は、繊維1の進行方向と共に、有利には30°未満である角度αを作る方向に沿って向けられる。溝16から噴出された圧縮ガス噴射は、対応するチューブ13の正面をコーティングされた糸が通った後、その糸1eに到達する。
【0031】
次に、図に示された実施形態によるコーティング装置の作動についての説明が行われる。
【0032】
繊維1は、金属コーティングする前に、当業者に知られている方法によって作製され、セラミック脈石8を炭素糸7の周りに生成することで完了する。この繊維1は、図1に示されるものと同じコーティング装置に入るように巻き出されることが意図された第1のドラム10上に巻き取ることによって保管される。好ましくは、繊維1は、垂直方向に沿って、底部から上方向に、そしてほぼ水平表面の溶融金属を通って移動される。コーティング装置内の繊維1の経路では、繊維1は、第1のドラム10を離れ、ローラ5上を通り、ローラ5は、繊維1を張り詰めて保ち、るつぼ2内を通り抜けるようにこれを誘導する。可動ローラ6は、繊維1がるつぼ2の中心を迂回し、最初にるつぼ内の金属と干渉することを回避するために、これをそらす。
【0033】
るつぼ2内に含まれたチタンは、液体状態に変わるように誘導炉4によって1700℃近くの温度まで加熱される。これはまた、るつぼ2内において、その壁と全くまたはほとんど接触しないことを確実にするために、電磁場によって浮遊状態で維持される。この位置では、溶融金属は、その周囲上に及ぼされた表面張力の作用のもと、その外側面積を最小限にするためにほぼボール形状をとる傾向がある。可動ローラ6に与えられた初期位置により、繊維1は、この溶融金属ボールの完全に外側に位置している。オペレータによって可動ローラが解放され、それと共に繊維1を動作状態に設定することにより、繊維1が液体金属ボール3内に入り、繊維コーティング作業が開始する。繊維に付着する金属の所望な厚さ、したがってコーティング後の糸1eの所望の繊維含量率を得るために、繊維の進行速度および溶融ボール内のその横方向の位置決めが調整される。
【0034】
特に低い繊維含量率を目標(通常35%未満)とすることにより、繊維に付着する溶融金属のメニスカスは、繊維直径と比較して比較的大きくなる。これは、強いせん断効果を有するこのメニスカス内側の速度分布を引き起こす。したがってコーティングされた糸1eの直径上に長手方向の不安定さが現れるすべての条件が、満たされている。しかしながら、この不安定さは、繊維1が溶融金属3から特定の高さで引き出された後にだけ現れる。本発明は、その結果として、金属シース9が金属浴から出現した後にできるだけ早くこれを固化し、それによってメニスカスのすぐ上方に依然として存在する安定性を活用することを提案する。
【0035】
この目的のため、冷却器11が金属表面のできるだけ近くに置かれ、非常に強力な冷却が実施されて、シースが液体金属から出現したとき、とりわけ、長手方向の不安定さが現れる前にこれを固化する。この目的は、冷却が終了すると考えられる場合、すなわち、その周囲部分の金属温度が、200mmを超えない長さの最後に、500℃未満の値まで低減される場合に達成される。
【0036】
この目的を達成するために、装置は、繊維1をチューブ13間に、所与の繊維直径に対して最大の金属シース直径を生み出す速度に相当する約3m/sの速度で通し、それによって非常に小さい直径の繊維1を選択することにより、35%未満の繊維含量を得るように働く。
【0037】
ノズル16は、コーティングされた糸1e上に、金属浴からこれが出現するときから、上方向に向けられた方向に沿って空気を噴出して、ガス流の一部が、下方向に戻ることにより、一方では金属溶融を冷却することによってその熱伝達を妨げることをせず、他方では、望ましくない振動を生み出すことによってこの金属の表面を乱さないことを確実にする。これを回避するために、ガス流がそれに沿って向けられる方向は、30°を上回る角度で糸1eの進行方向からそらしてはならない。
【0038】
第2に、繊維1に付けられた金属を極めてすばやく冷却し、この目的のため、極めて効率的な冷却システムを有することが重要である。本発明によって提案されるものは、50バールから200バールの間の高圧で、冷却される糸1eのすぐ近傍に、すなわち2mmから5mmの間、好ましくは約2mm〜3mmの距離を離して圧縮ガスの噴射を送ることを含む。高圧は、第1に、大きい換気および熱除去を可能にし、また、ガスの保管圧力から大気圧までの膨張によってかなりの程度の冷却も生じさせる。この二重効果は、所望の集中冷却を生じさせる。
【0039】
ノズル16に与えられた非常に狭い溝形状はまた、良好な冷却を発生させることにも関与する。このノズルの小さい断面は、冷却ガスの高圧と相まって、チューブ13の内部とその外部との間に存在する高いΔPにより、ノズル16の出口において高速のガスを生じさせる。この高い速度は、対流および熱除去を向上させる。
【0040】
パーティションに片側だけ固定されているチューブ13の配置により、繊維1が、可動ローラ6に与えられた位置に応答して、るつぼシステム2内に入り、そこから出現することを可能にすることに留意することが重要である。したがって、冷却器11を金属浴3のできるだけ近くに置くことは、欧州特許第0931846号明細書で説明された従来技術のもののタイプのコーティング装置を使用することを妨げない。通常は200mmを超えない冷却器11の限定された高さはまた、これを装置内に組み込むことを比較的容易にする。
【0041】
最後に、冷却能力を高めるために、圧縮ガスタンク14をチューブ13のすぐ隣に配置することが好ましく、それにより、接続ライン15に沿って生じる圧力降下を回避することによって、溝16の上流側と下流側の間の差圧を改善する。
【0042】
そのような装置では、コーティングされた糸1eの温度は、その周囲では、糸1eが金属浴3から出現した後約100mmの距離から、約500°C、すなわち金属が固化される温度まで下げられ得る。ガスタンク14内の50バールから200バールの間の圧力により、金属シース9は、100mm〜200mmで変化する進行距離の後、少なくともその周囲表面上で固化され得る。金属シース9の長手方向の不安定さは、ほとんど時間がないためにそのような短い冷却高さにわたって大きく生じることはない。このため、特定の低い繊維含量率、いずれの場合も35%を大きく下回る繊維含量率を有するコーティングされた糸1eを、その金属シースの直径上に長手方向の不安定さを有さずに得ることが可能になる。これらのコーティングされた糸は、生産収率を低下させることなく得られるが、その理由は、これらは、高い繊維進行速度、すなわち従来技術で使用される3m/sの最適値に近い速度を保持しながら生産され得るためである。
【0043】
装置の良好な小型化を得て、200mmの寸法内に収めるために、さまざまな構成が実現可能であり、これらの構成は、チューブ13の数、溝16の厚さ、またはさらには圧縮ガスタンク14内の圧力によって説明された装置とは区別される。
【0044】
最後に、装置の小型化は、生産カラムを過剰に高くすることなく複数の装置を直列に取り付け、それによってより大きい金属シースの厚さ、したがってさらにはより低い繊維含量を得ることを実現可能にする。
【0045】
本発明は、特定の実施形態に関連して説明されてきたが、説明された手段およびそれらの組合せのすべての技術的な等価物を、それらが本発明の範囲内に入る場合に含むことは明確である。
【技術分野】
【0001】
本発明は、液体手段による繊維のコーティングの分野に関し、特に、但し非限定的に、工業生産状態において、繊維上に厚く一様な金属コーティングを得るための装置および方法を扱う。
【背景技術】
【0002】
航空学分野では、最小限の質量およびサイズで構成部品の強度を最適化することが不変の目標である。したがって、一部の構成部品は、現在、金属マトリクスを有する複合材料の挿入体を含み得る。そのような複合材料は、たとえばチタン合金の金属合金マトリクスを含み、その中を繊維、たとえば炭化ケイ素のセラミック繊維が延びる。そのような繊維は、チタンのものよりはるかに大きい引っ張り強さ(通常、1000MPaに対して4000MPa)、および通常は3倍大きい剛性を有する。故に、これらの繊維は力を吸収することができ、金属合金マトリクスは、繊維間に負荷を伝達し、残りの構成部品との結合体として作用し、互いに接触してはならない繊維を保護し分離する。さらに、セラミック繊維は強いが、もろいところがあり、必ず金属によって保護されなければならない。
【0003】
これらの複合材料は、ブレードなどの一体型構成部品の補強材として、ディスク、シャフト、シリンダボディ、ケーシング、スペーサの生産において使用され得る。これらはまた、体積力場が構成部品にかけられる他の分野における用途、たとえば加圧流体タンクなどの圧力容器の用途を見出すことができる。
【0004】
複合材料のそのような挿入体を得るために、金属シースでコーティングされたセラミック繊維から形成されたアーマチャを含む「コーティングされた糸」と呼ばれる糸が、最初に形成される。金属コーティングは、より大きい剛性だけでなく良好な強靭性を糸に付与し、これはその取り扱いに有用である。複合材料の糸、またはコーティングされた糸の製造は、さまざまな方法で、たとえば電場のもとでの繊維上の金属気相成長法によって、金属粉体からの電気泳動法によって、または繊維を液体金属浴中に浸漬コーティングすることによって実施され得る。
【0005】
溶融金属浴に浸漬することによって繊維をコーティングする方法が、本出願人の名義で出願された、欧州特許第1995342号明細書または欧州特許第0931846号明細書に記載されている。欧州特許第0931846号明細書は、液体手段によって繊維を金属コーティングするための方法を説明しており、前記方法は、より具体的には、但し非限定的に、高い融点を有する金属および金属合金で繊維をコーティングすることが意図される。この方法では、液体金属は、適切なるつぼ内に、少なくとも部分的にはその壁との接触を防止するために、適当な温度で空中浮遊状態で保たれる。空中浮遊は、るつぼを取り囲む電磁石手段によって得られる。把持手段によって張り詰めて保たれたセラミック繊維は、金属浴中で引かれる。装置は、随意に、繊維をるつぼを通過させ、それによって繊維が金属浴を通過する間に金属を取り上げるようにし、または繊維を浴を迂回させるように働く。金属浴中を繊維が通る速度は、繊維上の所望の金属厚さにしたがって設定される。溶融チタンの粘弾性の特性を鑑みて、最大のチタン厚さを得られる速度は約3m/sである。
【0006】
こうした高速のセラミック繊維コーティングプロセスで生じる問題の1つは、コーティングされた糸が液体金属ボールを通過した後にこれをすばやく冷却する必要性に関連するものである。従来技術では、冷却は、糸が中を通過し、金属ボールから出現するときにその糸に向かって空気を噴出する多数の冷却ノズルを有するカラムによって実施される。糸は、完全な固化を得るために約500℃の温度まで冷却されなければならないことが知られている。140ミクロン厚さの炭化ケイ素繊維が1700℃で液体チタン浴から出現し、3m/sの速度で進行する場合、通常、2バールの圧力下で空気を噴出しながら所望の固化を得るために1メートル高さのカラムを有することが必要である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】欧州特許第1995342号明細書
【特許文献2】欧州特許第0931846号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記の方法に関連する欠点は、第1に、大型の設備であり、それだけでなくとりわけ糸の品質が良いものとは言えないことであり、その理由は、シース付けされた糸の直径上に不安定さが現れ、これが金属コーティングにうねりの外観を付与するからである。これらの長手方向の不安定さは、繊維に対するシースの相対的厚さが大きい場合にいっそう顕著になる。その結果の1つが、コーティングされた糸が、コーティング後に保管ドラム上に巻き取られるとき、その糸の直径の狭窄部において破損するというリスクである。
【0009】
これを回避するために、当業者は、現在、繊維含量率を比較的高くするように制約されており、繊維含量率は、コーティングされた糸の直径と初期繊維の直径の比として規定されるものである。実際、シースの厚さが相対的に大きい糸を生産すること、すなわち低い繊維含量率、いずれの場合も欧州特許第0931846号明細書で記載された35%を下回る繊維含量率を有する糸を生産できることが望ましい。低い含量率の糸の生産は、シース厚さが長手方向に不安定になるという問題に直面しており、この問題は、繊維に同伴される液体シースのメニスカスにおける速度シアによって、また液体がその表面張力が最小限になるところに位置をとるという自然な傾向によって引き起こされる。自由に変形する液体の理想的な形状は球形であるため、シースは、繊維によって運ばれる液滴のストリングの形状に類似する形状をとるように変形される傾向がある。シースのこの長手方向の不安定さは、繊維含量率が低く、冷却にかかる時間が長い場合にいっそう明白になる。
【0010】
本発明の目的は、従来技術の欠点の少なくとも一部を解消し、特に長手方向の不安定さが現れる前に液体シースを固化するように働く方法および装置を提案することによってこれらの欠点に対処することである。
【課題を解決するための手段】
【0011】
上記の目的のため、本発明は、液体手段によって繊維を金属コーティングするための装置であって、前記金属でコーティングされるために繊維が中で引かれる液体金属浴を含むるつぼを備え、さらに、毛細管現象によって前記繊維の周りに生成された金属シースを固化するために液体金属浴の下流側に配置された冷却システムを備える装置において、前記冷却システムが、コーティングされた糸に向かって圧縮ガスを噴出する少なくとも1つのノズルを備え、システムが、コーティングされた糸の周囲上で、長くても200mmである長さにわたって金属を固化するように寸法設定されることを特徴とする装置に関する。
【0012】
圧縮ガスは、二重効果を生み出し、一方では対流によって冷却を加速させる通気であり、他方ではガスの膨張によって発生する冷却である。200mmを下回る長さにわたる冷却は、繊維のコーティングを形成する金属シースを、前記シースが変形されその直径にうねりの外観を生じさせる前に固化するように働く。この短い長さは、低い繊維含量率を有する糸、すなわち繊維直径に比べて大きいシース厚さを有する糸を、通常は約3m/sになり得る繊維進行速度を減速させる必要なく生成しようとするときに必要である。
【0013】
有利には、前記ノズルは、液体金属浴から5mm未満の距離を離して配置される。金属浴および繊維に付けられた液体金属のメニスカスにできるだけ近いところで冷却を実施することにより、また、シースをできるだけ早く固化することにより、液体シースのうねりの変形が回避される。
【0014】
特定の実施形態では、冷却システムは、糸が液体金属から出現するときにその糸の両側に向かい合わせに置かれる、少なくとも1つのノズルを各々が有する2列のチューブを備える。
【0015】
好ましくは、1つのノズルまたは複数のノズルは、コーティングされた糸の進行方向と共に30°未満の角度を作る方向でガスを噴出するように成形される。そのような向きは、ガスが溶融金属に向かって戻り、それによって溶融金属の冷却だけでなく、前記表面上の潜在的な外乱も発生させることを防ぐ。
【0016】
好ましくは、1つのノズルまたは複数のノズルは、チューブ内に作られ、コーティングされた糸の進行方向に垂直に延びる溝の形状を有する。
【0017】
特定の実施形態では、上記で説明された装置は、さらに、繊維を、液体金属浴を通過させる、または通過させないようにシフトさせることができる可動ローラを備え、冷却システムは、前記液体金属浴と前記可動ローラの間に、コーティングされた糸に沿って配置される。特許請求される装置の冷却システムは、短い長さを有するため、液体金属の非常に近くに配置され、既存の可動ローラシステムと干渉することを回避することができる。
【0018】
好ましくは、この実施形態では、冷却システムは、圧縮ガスを噴出する少なくとも1つのノズルを各々が有する2列のチューブを備え、前記列は、コーティングされた糸が液体金属から出現するときにその糸の両側に、互いに対して平行およびコーティングされた糸に対して平行な2つの平面に沿って配置され、それにより、コーティングされた糸は、これらの平面間を、前記可動ローラの作用のもとで移動して液体金属浴内に入るまたはそこから出現することができる。特許請求される装置は、したがって、欧州特許第0931846号明細書で説明されたものと同じ、既存のコーティング装置に匹敵するものである。
【0019】
本発明は、さらに、上記で説明された装置を用いることによって金属シースでコーティングされたセラミック繊維からなるコーティングされた糸に関する。
【0020】
本発明は、さらに、35%未満の繊維含量率を有するコーティングされた糸を繊維から生産するための方法であって、繊維は、るつぼ内に含まれる液体金属浴内で引かれ、次いで毛細管作用によって前記繊維の周りに生成された金属シースを固化するために前記金属浴の下流側で冷却される、方法において、圧縮ガスを噴出するノズルの正面に前記糸を通すことを含み、ガスは、コーティングされた糸に向かって噴出され、圧縮ガスの圧力は50バールまたはそれ以上であり、それにより、コーティングされた糸の周囲の金属が、長くても200mmである長さにわたって固化されることを特徴とする、方法に関する。
【0021】
有利には、繊維の進行速度は2m/sを上回る。通常は約2m/sを超え、最適には3m/sに近い速度である高い速度により、通常は35未満である低い繊維含量率を得ながら、工業的に生産することが可能になる。
【0022】
特定の実施形態では、上記の方法は、セラミック繊維を液体チタン浴内に通すことによって作製されるコーティングされた糸の生産に適用される。
【0023】
本発明は、付属の概略図面を参照して単に例示的および非限定的な例として与えられる、以下の本発明の実施形態の詳細な説明的記載からより良好に理解され、その他の目的、詳細、特徴および利点は、より明確に現れることになる。
【図面の簡単な説明】
【0024】
【図1】従来技術によって繊維を金属コーティングするための装置の概略図である。
【図2】液体手段によってコーティングするための方法によって金属層を施した後のセラミック繊維の断面図である。
【図3】液体手段によってセラミック繊維をコーティングするための装置の概略図である。
【図4】本発明の実施形態による、金属層でセラミック繊維をコーティングするための装置の正面図である。
【図5】本発明の実施形態による、金属層でセラミック繊維をコーティングするための装置の側面図である。
【図6】本発明の実施形態による、コーティング装置内で金属層でコーティングされた糸を冷却するための部分組立体の斜視図である。
【図7】本発明の実施形態による、コーティング装置内でコーティングされた糸を冷却するための部分組立体の詳細な断面図である。
【発明を実施するための形態】
【0025】
図1は、2つの作動状態における、本出願人によって出願された欧州特許第0931846号明細書に説明されるように液体手段によってセラミック繊維を金属コーティングするための装置を示している。これは、液体チタンのボール3を含むるつぼ2を通り抜ける繊維1を示している。チタンボール3は、電磁場(図示されず)によってるつぼ2内に浮遊状態で維持され、誘導炉4によって加熱される。繊維1は、ローラ5および可動ローラ6の両方によって誘導され、可動ローラ6は、繊維1を金属ボール3の外側に押し出し、繊維1が金属を取り上げることを防止する、または繊維1が前記ボールを通り抜け、コーティングによって金属を取り上げることを可能にするという機能を有する。
【0026】
図2は、液体金属浴を通り抜けることによって生成されたコーティングされた糸1eを示しており、繊維1からなる糸のコアは、それ自体、炭化ケイ素などのセラミック層8で覆われた炭素糸7からなる。繊維1は、液体手段によってコーティング作業を実施した後、チタンなどの金属のシース9で覆われる。
【0027】
図3は、液体手段によって繊維をコーティングするための装置を概略的に示しており、繊維1は、第1のドラム10から出て、次いで溶融金属で充填されたるつぼ2内に入り、その中の液体金属シースを取り上げる。コーティングされた糸1eは次いで、第2の保管ドラム12上に巻き取られる前に、冷却部分組立体11内で移動する。金属は、るつぼ2内の浴から出現し、冷却部分組立体11内に入るまでほぼ液体のままである。
【0028】
図4および図5は、本発明によるコーティング装置を示しており、この装置では、冷却器11は、コーティングされた糸が溶融金属から出現するときにその糸1eの両側に向かい合わせに置かれる2列のチューブ13からなる。図5に示されるように、チューブ13は、接続ライン15によって圧縮ガスタンク14に接続される。
【0029】
図6は、2列のチューブ13の相対的配置およびその間に残される空きスペースを示しており、コーティングされた糸1eはこの空きスペースを通り抜ける。チューブは、断面では、ほぼ六角形の形状を有し、下流側の、すなわち、糸1eが対応するチューブ13の高さで通った後に位置する側の、繊維の方に向けられたその斜辺にガス噴出ノズル16を備える。このノズルは、チューブ13の軸に沿って向けられた狭い溝の形状を有し、その溝から出現するガス噴射が、冷却される繊維1に確実に接触するのに十分な長さにわたって延びている。また、この溝は比較的薄く、それにより、空速場の分布が十分狭くなり、その溝から出現する噴射は、したがってほぼ平面であり、高い速度を有する。
【0030】
図7は、チューブ13内側の溝16の配置の断面を示している。この溝は、繊維1の進行方向と共に、有利には30°未満である角度αを作る方向に沿って向けられる。溝16から噴出された圧縮ガス噴射は、対応するチューブ13の正面をコーティングされた糸が通った後、その糸1eに到達する。
【0031】
次に、図に示された実施形態によるコーティング装置の作動についての説明が行われる。
【0032】
繊維1は、金属コーティングする前に、当業者に知られている方法によって作製され、セラミック脈石8を炭素糸7の周りに生成することで完了する。この繊維1は、図1に示されるものと同じコーティング装置に入るように巻き出されることが意図された第1のドラム10上に巻き取ることによって保管される。好ましくは、繊維1は、垂直方向に沿って、底部から上方向に、そしてほぼ水平表面の溶融金属を通って移動される。コーティング装置内の繊維1の経路では、繊維1は、第1のドラム10を離れ、ローラ5上を通り、ローラ5は、繊維1を張り詰めて保ち、るつぼ2内を通り抜けるようにこれを誘導する。可動ローラ6は、繊維1がるつぼ2の中心を迂回し、最初にるつぼ内の金属と干渉することを回避するために、これをそらす。
【0033】
るつぼ2内に含まれたチタンは、液体状態に変わるように誘導炉4によって1700℃近くの温度まで加熱される。これはまた、るつぼ2内において、その壁と全くまたはほとんど接触しないことを確実にするために、電磁場によって浮遊状態で維持される。この位置では、溶融金属は、その周囲上に及ぼされた表面張力の作用のもと、その外側面積を最小限にするためにほぼボール形状をとる傾向がある。可動ローラ6に与えられた初期位置により、繊維1は、この溶融金属ボールの完全に外側に位置している。オペレータによって可動ローラが解放され、それと共に繊維1を動作状態に設定することにより、繊維1が液体金属ボール3内に入り、繊維コーティング作業が開始する。繊維に付着する金属の所望な厚さ、したがってコーティング後の糸1eの所望の繊維含量率を得るために、繊維の進行速度および溶融ボール内のその横方向の位置決めが調整される。
【0034】
特に低い繊維含量率を目標(通常35%未満)とすることにより、繊維に付着する溶融金属のメニスカスは、繊維直径と比較して比較的大きくなる。これは、強いせん断効果を有するこのメニスカス内側の速度分布を引き起こす。したがってコーティングされた糸1eの直径上に長手方向の不安定さが現れるすべての条件が、満たされている。しかしながら、この不安定さは、繊維1が溶融金属3から特定の高さで引き出された後にだけ現れる。本発明は、その結果として、金属シース9が金属浴から出現した後にできるだけ早くこれを固化し、それによってメニスカスのすぐ上方に依然として存在する安定性を活用することを提案する。
【0035】
この目的のため、冷却器11が金属表面のできるだけ近くに置かれ、非常に強力な冷却が実施されて、シースが液体金属から出現したとき、とりわけ、長手方向の不安定さが現れる前にこれを固化する。この目的は、冷却が終了すると考えられる場合、すなわち、その周囲部分の金属温度が、200mmを超えない長さの最後に、500℃未満の値まで低減される場合に達成される。
【0036】
この目的を達成するために、装置は、繊維1をチューブ13間に、所与の繊維直径に対して最大の金属シース直径を生み出す速度に相当する約3m/sの速度で通し、それによって非常に小さい直径の繊維1を選択することにより、35%未満の繊維含量を得るように働く。
【0037】
ノズル16は、コーティングされた糸1e上に、金属浴からこれが出現するときから、上方向に向けられた方向に沿って空気を噴出して、ガス流の一部が、下方向に戻ることにより、一方では金属溶融を冷却することによってその熱伝達を妨げることをせず、他方では、望ましくない振動を生み出すことによってこの金属の表面を乱さないことを確実にする。これを回避するために、ガス流がそれに沿って向けられる方向は、30°を上回る角度で糸1eの進行方向からそらしてはならない。
【0038】
第2に、繊維1に付けられた金属を極めてすばやく冷却し、この目的のため、極めて効率的な冷却システムを有することが重要である。本発明によって提案されるものは、50バールから200バールの間の高圧で、冷却される糸1eのすぐ近傍に、すなわち2mmから5mmの間、好ましくは約2mm〜3mmの距離を離して圧縮ガスの噴射を送ることを含む。高圧は、第1に、大きい換気および熱除去を可能にし、また、ガスの保管圧力から大気圧までの膨張によってかなりの程度の冷却も生じさせる。この二重効果は、所望の集中冷却を生じさせる。
【0039】
ノズル16に与えられた非常に狭い溝形状はまた、良好な冷却を発生させることにも関与する。このノズルの小さい断面は、冷却ガスの高圧と相まって、チューブ13の内部とその外部との間に存在する高いΔPにより、ノズル16の出口において高速のガスを生じさせる。この高い速度は、対流および熱除去を向上させる。
【0040】
パーティションに片側だけ固定されているチューブ13の配置により、繊維1が、可動ローラ6に与えられた位置に応答して、るつぼシステム2内に入り、そこから出現することを可能にすることに留意することが重要である。したがって、冷却器11を金属浴3のできるだけ近くに置くことは、欧州特許第0931846号明細書で説明された従来技術のもののタイプのコーティング装置を使用することを妨げない。通常は200mmを超えない冷却器11の限定された高さはまた、これを装置内に組み込むことを比較的容易にする。
【0041】
最後に、冷却能力を高めるために、圧縮ガスタンク14をチューブ13のすぐ隣に配置することが好ましく、それにより、接続ライン15に沿って生じる圧力降下を回避することによって、溝16の上流側と下流側の間の差圧を改善する。
【0042】
そのような装置では、コーティングされた糸1eの温度は、その周囲では、糸1eが金属浴3から出現した後約100mmの距離から、約500°C、すなわち金属が固化される温度まで下げられ得る。ガスタンク14内の50バールから200バールの間の圧力により、金属シース9は、100mm〜200mmで変化する進行距離の後、少なくともその周囲表面上で固化され得る。金属シース9の長手方向の不安定さは、ほとんど時間がないためにそのような短い冷却高さにわたって大きく生じることはない。このため、特定の低い繊維含量率、いずれの場合も35%を大きく下回る繊維含量率を有するコーティングされた糸1eを、その金属シースの直径上に長手方向の不安定さを有さずに得ることが可能になる。これらのコーティングされた糸は、生産収率を低下させることなく得られるが、その理由は、これらは、高い繊維進行速度、すなわち従来技術で使用される3m/sの最適値に近い速度を保持しながら生産され得るためである。
【0043】
装置の良好な小型化を得て、200mmの寸法内に収めるために、さまざまな構成が実現可能であり、これらの構成は、チューブ13の数、溝16の厚さ、またはさらには圧縮ガスタンク14内の圧力によって説明された装置とは区別される。
【0044】
最後に、装置の小型化は、生産カラムを過剰に高くすることなく複数の装置を直列に取り付け、それによってより大きい金属シースの厚さ、したがってさらにはより低い繊維含量を得ることを実現可能にする。
【0045】
本発明は、特定の実施形態に関連して説明されてきたが、説明された手段およびそれらの組合せのすべての技術的な等価物を、それらが本発明の範囲内に入る場合に含むことは明確である。
【特許請求の範囲】
【請求項1】
液体手段によって繊維を金属コーティングするための装置にして、前記金属でコーティングされるために繊維(1)が中で引かれる液体金属浴(3)を含むるつぼ(2)を備え、さらに、毛細管現象によって前記繊維の周りに生成された金属シース(9)を固化するために液体金属浴の下流側に配置された冷却システム(11)を備える装置であって、
前記冷却システムが、コーティングされた糸(1e)に向かって圧縮ガスを噴出する少なくとも1つのノズル(16)を備え、システムが、コーティングされた糸(1e)の周囲上で、長くても200mmである長さにわたって金属を固化するように寸法設定されることを特徴とする、装置。
【請求項2】
前記ノズルが、液体金属浴(3)から5mm未満の距離を離して配置される、請求項1に記載の装置。
【請求項3】
冷却システムが、コーティングされた糸(1e)が液体金属(3)から出現するときにその糸の両側に向かい合わせに置かれる、少なくとも1つのノズル(16)を各々が有する2列のチューブ(13)を備える、請求項1および2のいずれかに記載の装置。
【請求項4】
1つのノズルまたは複数のノズル(16)が、コーティングされた糸(1e)の進行方向と共に30°未満の角度を作る方向でガスを噴出するように成形される、請求項1から3までのいずれか一項に記載の装置。
【請求項5】
1つのノズルまたは複数のノズル(16)が、チューブ(13)内に作られ、コーティングされた糸(1e)の進行方向に垂直に延びる溝の形状を有する、請求項3および4のいずれかに記載の装置。
【請求項6】
繊維(1)を、これが液体金属浴(3)を通り抜けるように、または通り抜けないようにシフトさせることができる可動ローラ(6)をさらに備え、冷却システム(11)が、コーティングされた糸(1e)に沿って、前記液体金属浴と前記可動ローラ(6)の間に配置される、請求項1から5までのいずれか一項に記載の装置。
【請求項7】
冷却システムが、圧縮ガスを噴出する少なくとも1つのノズル(16)を各々が有する2列のチューブ(13)を備え、前記列は、コーティングされた糸(1e)が液体金属(3)から出現するときにその糸の両側に、互いに対して平行およびコーティングされた糸に対して平行な2つの平面に沿って置かれ、それにより、コーティングされた糸(1e)は、これらの平面間を、前記可動ローラ(6)の作用のもとで移動して、前記液体金属浴(3)内に入るまたはそこから出現することができる、請求項6に記載の装置。
【請求項8】
請求項1から7までのいずれか一項に記載の装置を用いて金属シース(9)でコーティングされたセラミック繊維(1)からなるコーティングされた糸。
【請求項9】
35%未満の繊維含量を有するコーティングされた糸(1e)を繊維(1)から生成するための方法にして、繊維(1)が、るつぼ(2)内に含まれる液体金属浴(3)の中で引かれ、次いで毛細管作用によって前記繊維の周りに生成された金属シース(9)を固化するために前記金属浴の下流側で冷却される、方法であって、
圧縮ガスを噴出するノズル(16)の正面に前記糸を通すことを含み、ガスは、コーティングされた糸(1e)に向かって噴出され、圧縮ガスの圧力は50バールまたはそれ以上であり、それにより、コーティングされた糸(1e)の周囲の金属が、長くても200mmである長さにわたって固化されることを特徴とする、方法。
【請求項10】
繊維(1)の進行速度が、2m/sを上回る、請求項9に記載の方法。
【請求項11】
セラミック繊維を液体チタン浴内に通すことによって作製されるコーティングされた糸の生産に適用される、請求項9および10のいずれかに記載の方法。
【請求項1】
液体手段によって繊維を金属コーティングするための装置にして、前記金属でコーティングされるために繊維(1)が中で引かれる液体金属浴(3)を含むるつぼ(2)を備え、さらに、毛細管現象によって前記繊維の周りに生成された金属シース(9)を固化するために液体金属浴の下流側に配置された冷却システム(11)を備える装置であって、
前記冷却システムが、コーティングされた糸(1e)に向かって圧縮ガスを噴出する少なくとも1つのノズル(16)を備え、システムが、コーティングされた糸(1e)の周囲上で、長くても200mmである長さにわたって金属を固化するように寸法設定されることを特徴とする、装置。
【請求項2】
前記ノズルが、液体金属浴(3)から5mm未満の距離を離して配置される、請求項1に記載の装置。
【請求項3】
冷却システムが、コーティングされた糸(1e)が液体金属(3)から出現するときにその糸の両側に向かい合わせに置かれる、少なくとも1つのノズル(16)を各々が有する2列のチューブ(13)を備える、請求項1および2のいずれかに記載の装置。
【請求項4】
1つのノズルまたは複数のノズル(16)が、コーティングされた糸(1e)の進行方向と共に30°未満の角度を作る方向でガスを噴出するように成形される、請求項1から3までのいずれか一項に記載の装置。
【請求項5】
1つのノズルまたは複数のノズル(16)が、チューブ(13)内に作られ、コーティングされた糸(1e)の進行方向に垂直に延びる溝の形状を有する、請求項3および4のいずれかに記載の装置。
【請求項6】
繊維(1)を、これが液体金属浴(3)を通り抜けるように、または通り抜けないようにシフトさせることができる可動ローラ(6)をさらに備え、冷却システム(11)が、コーティングされた糸(1e)に沿って、前記液体金属浴と前記可動ローラ(6)の間に配置される、請求項1から5までのいずれか一項に記載の装置。
【請求項7】
冷却システムが、圧縮ガスを噴出する少なくとも1つのノズル(16)を各々が有する2列のチューブ(13)を備え、前記列は、コーティングされた糸(1e)が液体金属(3)から出現するときにその糸の両側に、互いに対して平行およびコーティングされた糸に対して平行な2つの平面に沿って置かれ、それにより、コーティングされた糸(1e)は、これらの平面間を、前記可動ローラ(6)の作用のもとで移動して、前記液体金属浴(3)内に入るまたはそこから出現することができる、請求項6に記載の装置。
【請求項8】
請求項1から7までのいずれか一項に記載の装置を用いて金属シース(9)でコーティングされたセラミック繊維(1)からなるコーティングされた糸。
【請求項9】
35%未満の繊維含量を有するコーティングされた糸(1e)を繊維(1)から生成するための方法にして、繊維(1)が、るつぼ(2)内に含まれる液体金属浴(3)の中で引かれ、次いで毛細管作用によって前記繊維の周りに生成された金属シース(9)を固化するために前記金属浴の下流側で冷却される、方法であって、
圧縮ガスを噴出するノズル(16)の正面に前記糸を通すことを含み、ガスは、コーティングされた糸(1e)に向かって噴出され、圧縮ガスの圧力は50バールまたはそれ以上であり、それにより、コーティングされた糸(1e)の周囲の金属が、長くても200mmである長さにわたって固化されることを特徴とする、方法。
【請求項10】
繊維(1)の進行速度が、2m/sを上回る、請求項9に記載の方法。
【請求項11】
セラミック繊維を液体チタン浴内に通すことによって作製されるコーティングされた糸の生産に適用される、請求項9および10のいずれかに記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2013−519795(P2013−519795A)
【公表日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2012−553377(P2012−553377)
【出願日】平成23年2月16日(2011.2.16)
【国際出願番号】PCT/FR2011/050332
【国際公開番号】WO2011/101596
【国際公開日】平成23年8月25日(2011.8.25)
【出願人】(505277691)スネクマ (567)
【Fターム(参考)】
【公表日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年2月16日(2011.2.16)
【国際出願番号】PCT/FR2011/050332
【国際公開番号】WO2011/101596
【国際公開日】平成23年8月25日(2011.8.25)
【出願人】(505277691)スネクマ (567)
【Fターム(参考)】
[ Back to top ]