
液体処理装置および液体処理装置を製造する方法
【課題】接着剤、溶剤またはガスケットを追加で使用することなく、熱硬化性樹脂を熱可塑性シートに直接密接かつ確実に接合することの゛できる液体処理装置を提供すること。
【解決手段】本発明の液体処理装置は、多層構造を有する液体処理ユニットを備える。多層構造は、少なくとも1層の供給層と、少なくとも1層の透過層と、供給層と透過層との間に配置された少なくとも1層の透過性液体処理メディア層とを備える。液体処理ユニットは、各層を結合させ、液体処理ユニットの第1の端面の少なくとも一部を形成する熱硬化性樹脂をさらに備える。液体処理装置は、液体処理ユニットの第1の端面上に重なる熱可塑性シートも備える。熱硬化性樹脂は熱可塑性シートに直接に接合する。
【解決手段】本発明の液体処理装置は、多層構造を有する液体処理ユニットを備える。多層構造は、少なくとも1層の供給層と、少なくとも1層の透過層と、供給層と透過層との間に配置された少なくとも1層の透過性液体処理メディア層とを備える。液体処理ユニットは、各層を結合させ、液体処理ユニットの第1の端面の少なくとも一部を形成する熱硬化性樹脂をさらに備える。液体処理装置は、液体処理ユニットの第1の端面上に重なる熱可塑性シートも備える。熱硬化性樹脂は熱可塑性シートに直接に接合する。
【発明の詳細な説明】
【発明の分野】
【0001】
[0001]本発明は、液体を多種多様な方法で使い捨て用途または多目的用途で処理するために使用される液体処理装置、および、液体処理装置の製造方法に関する。液体処理装置には、多層構造を有する少なくとも1つの液体処理ユニットを備えるものがある。かかる多層構造は、少なくとも1層の供給層と、少なくとも1層の透過層と、少なくとも1層の透過性液体処理メディアの層とを備えてもよく、透過性メディアは、供給層と透過層との間に配置されてもよい。液体処理ユニット内部の供給液路が、プロセス流体または供給液を供給層に向かって、および透過性メディアの供給側に沿う方向に向ける。供給液の一部またはすべてが透過性メディアの供給側から透過側へ移動する。供給液が透過性メディアを通過する際に、液体は、メディアの液体処理特性に従って処理される。例えば、透過性メディアは、液体から1種類以上の物質を分離するよう構成されたフィルタメディアまたは捕集メディアであってもよい。透過性メディアの透過側から、液体がろ液または透過液として透過層へ移動し、透過層は、透過液を液体処理ユニット内の透過流路に向ける。液体処理装置は、一部の実施形態ではポリウレタンとエポキシ樹脂の混合物でもよい、熱硬化性樹脂をさらに含んでもよい。熱硬化性樹脂は、液体処理ユニットの各層を結合させる。
【発明の概要】
【0002】
[0002]本発明の一態様によれば、液体処理装置は、液体処理ユニットと、熱可塑性シートを備える。液体処理ユニットは、供給層と、透過層と、透過性液体処理メディアの層とを備える多層構造を有するものとすることができる。透過性メディアは、供給層と透過層との間に配置され、供給層と流体的に連通する供給側と、透過層と流体的に連通する透過側とを有するものとすることができる。液体処理ユニットは、互いに反対向きの第1および第2の端面と、熱硬化性樹脂とをさらに備えてもよい。熱硬化性樹脂は、多層構造の各層を結合させる。熱硬化性樹脂は、液体処理ユニットの第1の端面の少なくとも一部を形成する。熱可塑性シートは、液体処理ユニットの第1の端面上に重ねられ、熱硬化性樹脂は、液体処理ユニットの第1の端面で熱可塑性シートに直接に接合する。
【0003】
[0003]本発明の別の態様によれば、液体処理装置は、第1および第2のエンドピースと、液体処理ユニットと、熱可塑性シートとを備える。第1のエンドピースは、熱可塑性樹脂を備える第1の表面を有するものとすることができる。液体処理ユニットは、第1のエンドピースと第2のエンドピースとの間に配置され、供給層と、透過層と、透過性液体処理メディアの層とを備える多層構造を有するものとすることができる。透過性メディアは、供給層と透過層との間に配置され、供給層と流体的に連通する供給側と、透過層と流体的に連通する透過側とを有する。液体処理ユニットは、互いに反対向きの第1および第2の端面と、熱硬化性樹脂とをさらに備える。熱硬化性樹脂は、多層構造の各層を結合させる。熱硬化性樹脂は、液体処理ユニットの第1の端面の少なくとも一部を形成する。熱可塑性シートは、互いに反対向きの第1および第2の表面を有し、液体処理ユニットの第1の端面上に重ねられる。熱硬化性樹脂は、液体処理ユニットの第1の端面で熱可塑性シートの第1の表面に直接に接合する。熱可塑性シートの第2の表面は、第1のエンドピースの熱可塑性の第1の表面に接合されてもよい。
【0004】
[0004]本発明の別の態様によれば、液体処理装置は、第1および第2のエンドピースと、第1および第2のエンドピース間に配置された第1および第2の液体処理ユニットと、第1および第2の熱可塑性シートとを備える。各液体処理ユニットは、供給層と、透過層と、透過性液体処理メディアの層とを備える多層構造を有するものとすることができる。透過性メディアは、供給層と透過層との間に配置され、供給層と流体的に連通する供給側と、透過層と流体的に連通する透過側とを有する。各液体処理ユニットは、第1および第2の端面と、熱硬化性樹脂とをさらに備える。熱硬化性樹脂は、多層構造の各層を結合させる。熱硬化性樹脂は、また、液体処理ユニットの第1の端面の少なくとも一部を形成する。第1および第2の熱可塑性シートは、第1および第2の液体処理ユニットの第1の端面間に配置される。各熱可塑性シートは、互いに反対向きの第1および第2の表面を有する。第1の液体処理ユニットの第1の端面上の熱硬化性樹脂は、第1の熱可塑性シートの第1の表面に直接に接合する。第2の液体処理ユニットの第1の端面上の熱硬化性樹脂は、第2の熱可塑性シートの第1の表面に直接に接合する。第1および第2の熱可塑性シートの第2の表面同士は、互いに接合される。
【0005】
[0005]本発明の別の態様によれば、液体処理装置の製造方法は、熱硬化性樹脂と熱可塑性シートの第1の表面との接合を向上させるように少なくとも熱可塑性シートの第1の表面を改質するステップを備える。液体処理装置の製造方法は、供給層と、透過層と、透過性液体処理メディアの層とを備える多層構造を有する液体処理ユニットを形成するステップをさらに備えてもよい。液体処理ユニットを形成するステップは、透過性メディアの供給側が供給層と流体的に連通し、透過性メディアの透過側が透過層と流体的に連通する状態で、透過性メディアを供給層と透過層との間に配置する工程を備える。液体処理ユニットを形成するステップは、熱硬化性樹脂を供給層、透過性メディアの層、および透過層のうちの1層以上に塗布する工程をさらに備える。液体処理装置の製造方法は、熱硬化性樹脂を液体処理ユニットの第1の端面で熱可塑性シートの改質された第1の表面に直接に接合するステップをさらに備えてもよい。
【0006】
[0006]本発明の1つ以上の態様を具現化する液体処理装置および液体処理装置の製造方法は、多数の利点を有する。例えば、熱硬化性樹脂と熱可塑性シートとの接合を向上させるように熱可塑性シートの表面を改質することにより、接着剤、溶剤またはガスケットを追加で使用することなく、熱硬化性樹脂が熱可塑性シートに直接密接かつ確実に接合する。これにより、液体処理装置の構成要素から抽出されるおそれがあり、液体処理装置内を流れる何らかの液体に析出されるおそれがある汚染物質の範囲が大幅に低減される。この「抽出可能物」範囲を低減させることにより、本発明を具現化する液体処理装置は、はるかに純度が高くて汚染物質のない透過液および/もしくは汚染物質が低減されるか、または添加されない保持液を提供する。さらに、多くの実施形態の場合に、熱可塑性のエンドピースが液体処理ユニットの一端または両端に固定されてもよい。熱可塑性シートを熱可塑性エンドピースと液体処理ユニットとの間に設けることにより、熱可塑性エンドピースを熱可塑性シートに密接かつ確実に接合させ、さらには、熱可塑性シートを液体処理ユニットの熱硬化性樹脂に密接かつ確実に接合させることができる。この結果、液体処理装置内の加圧液体に伴う力に容易に耐え得る、非常に丈夫な構造がもたらされる。さらに、多くの実施形態の場合に、熱可塑性エンドピースおよび熱可塑性シートが、類似の熱可塑性樹脂、例えば、同一または同様の熱可塑性樹脂から形成されてもよく、溶剤、接着剤またはガスケットを使用することなく、互いに直接に熱接着または融着されてもよい。これによっても、液体処理装置内を流れる液体に導入されるおそれのある抽出可能物の範囲が大幅に低減され、はるかに純度が高くて汚染物質のない透過液および/または汚染物質が低減されるか、または添加されない保持液が可能になる。
【図面の簡単な説明】
【0007】
【図1】液体処理装置の概略図である。
【図2】図1の液体処理装置の一部の分解図である。
【図3】エンドピースの斜視図である。
【図4】別の液体処理装置の概略図である。
【図5】別の液体処理装置の概略図である。
【図6】別の液体処理装置の概略図である。
【発明を実施するための形態】
【0008】
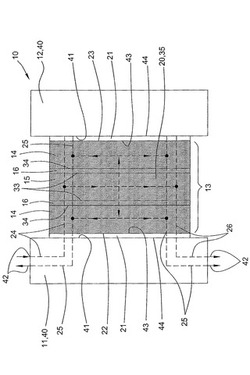
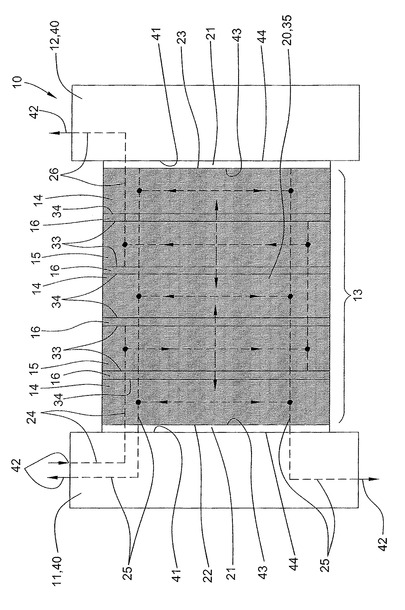
[0013]本発明の1つ以上の態様を具現化する液体処理装置は多種多様な方法で構成され得る。液体処理装置10の多数の様々な例の1つを図1に示す。多くの実施形態の場合に、液体処理装置10は、両側のエンドピース11、12と、両エンドピース11、12間に配置された1つ以上の液体処理ユニット13とを備える。液体処理ユニットは、少なくとも1層の供給層と、少なくとも1層の透過層と、供給層と透過層の間に配置された少なくとも1層の透過性液体処理メディアの層とを備える多層構造を備える。例えば、図1において、液体処理ユニット13は、2層の透過層14と、両透過層間の供給層15と、各透過層14と供給層15との間の液体処理メディア層16とを備える。液体処理ユニット13は、液体処理ユニット13の各層を結合させて液体処理ユニットを封入する凝固した熱硬化性樹脂20をさらに備える。液体処理装置10は、熱可塑性シート21を液体処理ユニット13とエンドピース11、12との間にさらに備える。液体処理ユニット13の一方または両方の端面22、23において、熱硬化性樹脂20が、熱可塑性シート21に直接に接合し、さらには、熱可塑性シート21が、隣接するエンドピース11、12に接合、例えば、融着される。
【0009】
[0014]一方または両方のエンドピースと、液体処理ユニットと、熱可塑性シートとを備える液体処理装置は、液体を液体処理装置内に向ける様々な液体路、例えば、供給液路、透過液路、および/または保持液路を備える。例えば、エンドピースの一方または両方は、液体を(1つまたは複数の)液体処理ユニットに向けるか、または液体を(1つまたは複数の)液体処理ユニットから受け入れる少なくとも1本の液体路を有するマニホールドであってもよい。同様に、(1つまたは複数の)液体処理ユニット内の液体路は、熱可塑性シートの1つ以上の開口を介してマニホールド内の(1つまたは複数の)液体路と流体的に連通し、マニホールドの(1つまたは複数の)液体路まで延びてもよい。液体路は、様々な方法で液体を液体処理装置中に順次、並行、または順次と並行の組合せに向けるように構成されてもよい。さらに、液体処理装置の液体路は、接線流用に構成されても垂直流用に構成されてもよい。
【0010】
[0015]例えば、図1に示す液体処理装置10が、接線流用またはクロスフロー用に構成されてもよい。一方のエンドピース11のみがマニホールドであってもよく、エンドピース11が、1本以上の供給液路24と、1本以上の透過液路25と、1本以上の保持液路26とを備えてもよい。すなわち、他方のエンドピース12が、液体路を塞ぐブラインド端板であってもよい。あるいは、両方のエンドピースはマニホールドであってもよい。液体処理ユニット13も、液体処理ユニット13内部で延びる1本以上の供給液路24と、1本以上の透過液路25と、1本以上の保持液路26とを備えてもよい。マニホールド11の供給液路24、透過液路25、および保持液路26は、図2の液体処理装置に示すように、それぞれ熱可塑性シート21の供給液開口30、透過液開口31、および保持液開口32を介して液体処理ユニット13の供給液路24、透過液路25、および保持液路26と流体的に連通し、これらの液体路まで延びてもよい。プロセス流体または供給液は、マニホールド11に供給され、マニホールド11が、供給液を1つ以上の供給液路24を介して熱可塑性シート21を経て1つ以上の液体処理ユニット13の1層以上の供給層15に向けることができる。(1つまたは複数の)供給層15は、供給液を各液体処理メディア層16の供給側33に沿って接線方向に向ける。供給液の一部は液体処理メディアを通過し、液体処理メディアでは、液体が媒体の処理特性に従って処理される。処理された液体はろ液または透過液として(1つまたは複数の)透過層14に流れ、(1つまたは複数の)透過層14は、透過液を各液体処理メディア層16の透過側34に沿って1本以上の透過液路25に向ける。透過液路25は、次に、透過液を(1つまたは複数の)液体処理ユニット13から熱可塑性シート21を経てマニホールド11に向け、マニホールド11において、透過液が液体処理装置10から排出される。液体処理メディア層16を通過しない供給液の部分は、濃縮液または保持液として、(1つまたは複数の)供給層15を介して供給液路24と流体的に連通する1本以上の保持液路26に流入する。保持液路26は、保持液を(1つまたは複数の)液体処理ユニット13から熱可塑性シート21を経てマニホールド11に向け、マニホールド11において、保持液も液体処理装置10から排出される。
【0011】
[0016]図示の液体処理装置10は接線流用に構成されているが、本発明を具現化する他の液体処理装置が垂直流用に構成されてもよく、保持液路を全く有していなくてもよい。垂直流では、プロセス流体または供給液がマニホールドに供給され、マニホールドが、その後、供給液を熱可塑性シートを経て(1つまたは複数の)液体処理ユニットに、例えば、供給液路と供給層を介して(1つまたは複数の)液体処理メディア層に向ける。保持液路がない場合、供給液のすべてが、(1つまたは複数の)供給層から液体処理メディアを通過して透過液またはろ液として(1つまたは複数の)透過層に流れる。透過液は、その後、(1つまたは複数の)透過層によって透過液路に向けられる。透過液路は、次に、透過液を(1つまたは複数の)液体処理ユニットから熱可塑性シートを経てマニホールドに向け、マニホールドにおいて、その後、透過液が液体処理装置から排出される。
【0012】
[0017]液体処理装置の構成要素は多種多様に構成され得る。例えば、液体処理ユニットは、数多くのサイズおよび形状のいずれを有してもよい。さらに、液体処理ユニットを備える多層構造は、いかなる数の供給層、透過層、および透過性液体処理メディア層を有してもよい。一部の実施形態の場合に、液体処理ユニットが、供給層1層と、透過層1層と、供給層と透過層の間の液体処理メディア層1層とを有してもよい。多くの実施形態の場合に、液体処理ユニットが、2層以上、例えば、2層、3層、4層またはそれ以上の供給層と、供給層間に差し込まれた2層以上、例えば、2層、3層、4層、5層またはそれ以上の透過層と、2層以上、例えば、2層、4層、6層、8層またはそれ以上の液体処理メディア層とを備えてもよい。液体処理ユニットの最外層は、ともに透過層であっても供給層であってもよい。各液体処理メディア層は、液体処理メディアの供給側を供給層に流体的に連通させ、液体処理メディアの透過側を透過層に流体的に連通させた状態で、透過層と供給層の間に配置されてもよい。例えば、図1では、液体処理メディア層16が、透過性メディアの供給側33を供給層15に流体的に連通させ、媒体の透過側34を透過層14に流体的に連通させた状態で、各透過層14と供給層15との間に配置されている。液体処理ユニットは、供給層、透過層、透過性メディア層以外の層も有してもよい。
【0013】
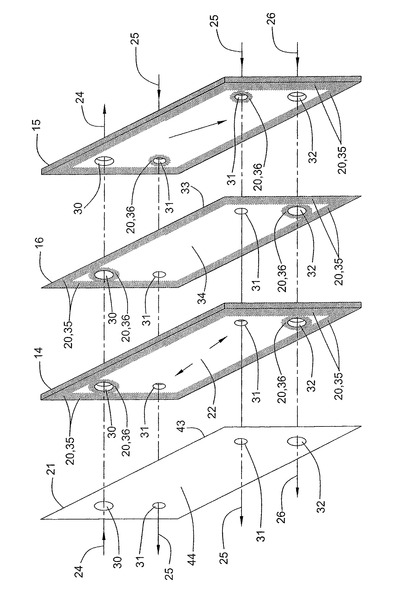
[0018]供給層および透過層は、透過性メディア間に間隔を置くスペーサとして、および/または液体を透過性メディアの供給側および透過側に沿って集めたり、分配したりするコレクタやディストリビュータとしての役割を果たす。供給層および透過層は、様々な方法で寸法決めや成形がなされ、様々に構成され得る。例えば、一方または両方の層が、液体を片面または両面に沿って方向付け可能な、溝付きの薄い板を備えてもよい。あるいは、一方または両方の層14、15が、図2の液体処理装置に示すように、金属または高分子のメッシュシートを備えてもよい。メッシュは、例えば、織り、発泡、押出し成形などで形成される。さらに、メッシュは、液体処理メディアを液体処理ユニットを流れる液体に伴う力に対して支えるのに十分目が細かくてもよく、液体をメッシュ層を通って液体処理メディアに接線状に沿って端縁方向に流すように促すのに十分目が大きくてもよい。各層14、15、16は、1つ以上の開口、例えば、供給液開口30、透過液開口31、および/または保持液開口32を備えてもよく、これら開口は、液体を液体処理ユニット13内に流通させる。開口の数、種類、および場所は、液体処理ユニットを流れる所望のいかなる流れのパターンにも対応するように、層ごとに異なってもよい。一部の実施形態の場合に、供給層および透過層のすべて、ならびにフィルタメディア層(透過性メディア層)が、図2の液体処理装置に示すように、同じ開口数、同じ開口種類、同じ開口場所であってもよい。(1つまたは複数の)供給液開口、例えば、1個の供給液開口30が層14、15の片側沿いに位置し、(1つまたは複数の)保持液開口、例えば1個の保持液開口32が層14、15の反対側沿いに位置し、(1つまたは複数の)透過液開口、例えば、2個の透過液開口31が間隔を置いた反対側に沿って1個ずつ位置し、供給液開口30および保持液開口32から遮断されてもよい。多層構造の層は、各層の開口が隣接層の開口と位置合わせされ流体的に連通された状態で、互いに直接または供給層もしくは透過層を介して隣接配置されてもよい。層の開口は、その場合、液体処理ユニット内の液体路の一部を備えてもよい。一部の実施形態、例えば、1層の供給層と、1層の透過性メディア層と、1層の透過層とを有する実施形態の場合に、液体処理ユニットの各層が開口を全く有していなくてもよい。
【0014】
[0019]液体処理メディアは、透過性、すなわち、多孔性、透過性、半透過性、または選択透過性とすることができ、例えば、天然高分子や合成高分子を含む多種類の材料のいずれから形成され得る。液体処理メディアは、例えば、織布または不織布シートなどの繊維状またはフィラメント状構造、裏付き膜、裏なし膜などの膜を含む多種多様な構造のいずれの構造で形成される。さらに、液体処理メディアは、無数の液体処理特性のいずれの特性を持つようにしてもよいし、持つように改良されてもよい。例えば、液体処理メディアは、陽性電荷、陰性電荷、または中性電荷を有してもよく、疎水性または親水性、疎油性または親油性など、疎液性または親液性であってもよいし、および/または液体内の物質に化学結合可能な、リガンドや他のあらゆる反応性部分などの付加官能基を有してもよい。液体処理メディアは、液体を多数の方法のいずれかでさらに処理する機能を有する様々な材料から形成されても、そのような材料が含浸させていても、そのような材料を含んでもよい。これらの機能性材料には、例えば、液体内の物質または液体自体を化学的および/または物理的に結合させ、それらと反応し、それらに触媒作用を及ぼし、それらを送達し、またはその他の影響を及ぼすあらゆるタイプの吸着剤、イオン交換樹脂、クロマトグラフ媒体、酵素、反応物質、触媒などがある。さらに、液体処理メディアは、例えば、超多孔質、ナノ多孔質、またはさらに細かいものから微孔質、またはさらに粗いものまで、広い範囲の分子カットオフ率又は分子除去率のいずれを有してもよい。液体処理メディアは、これにより、捕集メディア、フィルタメディアなどの分離媒体を含むいかなるタイプの処理メディアとしても機能することができる。
【0015】
[0020]熱硬化性樹脂は、例えば、ウレタン、エポキシ樹脂(ビスフェノールAのジグリシジルエーテル(DGEBA)、ノボラック樹脂、脂環式エポキシ樹脂、臭素化樹脂、エポキシ化オレフィン、EponR、EpikoteRなど)、ポリイミド(脂肪族ポリイミド、芳香族ポリイミドなど)、不飽和ポリエステル(オルトフタル酸(「オルト」)樹脂、イソフタル酸(「イソ」)樹脂、ジシクロペンタジエン(「DCPD」)樹脂、ビスフェノールAフマル酸樹脂など)、ビニルエステル(エポキシ樹脂とアクリル酸またはメタクリル酸との組合せなど)、ユリアホルムアルデヒド、シリコーンなどの多数の熱硬化性材料のいずれか、または、例えば、上記材料の2種類以上の組合せ、例えば、共重合体、混合物、または一液がポリマー内にウレタン結合を有する二液型エポキシ反応物などの反応物を含んでもよい。
【0016】
[0021]図1および図2に示すように、凝固した熱硬化性樹脂20は、液体処理ユニット13の層14、15、16の外側周辺領域35の周りに広がって、液体処理ユニット13を封入するのみならず、層14、15、16を橋架けして密接に結合させてもよい。熱硬化性樹脂20は、層14、15、16の縁および層14、15、16の外側周辺部に近い表面と接してもよい。熱硬化性樹脂20は、また、層14、15、16のうちの1層以上の層の周辺部を越えて外側に延出してもよい。例えば、1層以上の層、例えば最外層の寸法が他の1層以上の層、例えば液体処理メディア層を含む内側の層の一部よりわずかに大きく、大きい層を小さい層よりもわずかに延出させてもよい。熱硬化性樹脂は、その場合、小さい層の周辺部を越えて大きい層よりも大きく延出してもよい。さらに、熱硬化性樹脂は、周辺領域35において層14、15、16のうちの1層以上、特に任意のメッシュ層に染み込ませられ、層のこれら周辺領域内の細孔または隙間を熱硬化性樹脂20で埋めてもよい。
【0017】
[0022]熱硬化性樹脂20は、透過層14および供給層15を含む、層14、15、16の開口30、31、32のうちの1つ以上の開口の縁領域36の周りにも広がったものとしてもよい。熱硬化性樹脂20は、その場合、開口30、31、32を層14、15、16の残りの部分から封止し、液体が開口30、31、32と層14、15、16の残りの部分との間を流れるのを防止する。熱硬化性樹脂20は、開口30、31、32の縁から外側に向かって広がってもよく、層14、15、16の表面と接しても、および/または開口30、31、32の縁領域36において層14、15、16に染み込んでもよい。多くの実施形態の場合に、熱硬化性樹脂20は、液体処理ユニット13の最外層、例えば、図1に示す透過層14の1つ以上の開口30、31、32の縁の周りに広がってもよい。しかしながら、別の封止材、例えば、シリコーンなどのより柔軟な封止材が、特に内側層において、1つ以上の開口の縁領域の周りに広がって、縁領域を封止してもよい。より柔軟な封止材は、透過性メディア層16に対してさらにより効果的に押し当たって透過性メディア層16を封止することができる。
【0018】
[0023]液体処理ユニット13の第1の端面22または第1および第2の端面22、23の少なくとも一部が熱硬化性樹脂20を備えてもよい。例えば、熱硬化性樹脂20は、液体処理ユニット13の端面22、23で、最外層、例えば、最外透過層14または最外供給層の周辺領域35に沿って広がってもよい。熱硬化性樹脂20は、また、液体処理ユニット13の端面22、23で、最外層の1つ以上の開口30、31、32の縁領域36に沿って広がってもよい。第1および第2の端面22、23の少なくともこれらの領域における熱硬化性樹脂20は、端面22、23上に重なる熱可塑性シート21に直接に接合してもよい。端面22、23の残りの部分は、最外層を備えてもよい。端面22、23上に重なる熱可塑性シート21は、端面22、23の残りの部分において最外層と直接接してもよい。しかしながら、端面22、23の残りの部分の最外層には熱硬化性樹脂が存在しないので、熱可塑性シート21は、端面22、23の残りの部分において最外層に接合されなくてもよい。
【0019】
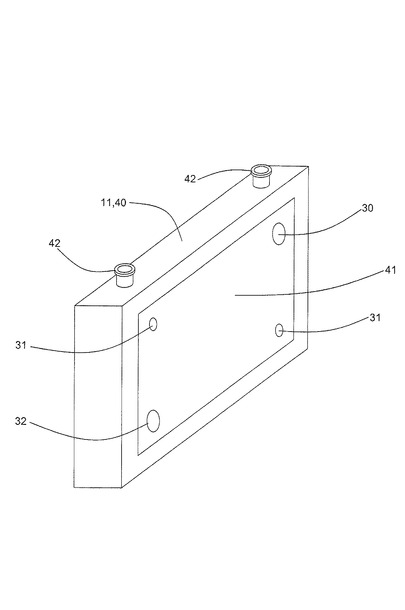
[0024]エンドピースは多くの様々な方法で構成され得る。例えば、図1および図3に示すように、各エンドピース11、12は、矩形箱形構成で、液体処理ユニット13の端面22、23に面する取付け面41を有する本体40を備えてもよい。エンドピースの一方または両方が、1つ以上の液体路を備えたマニホールドおよび/または液体路を有さないブラインド端板を備えてもよい。図1では、一方のエンドピースがブラインド端板12を備え、他方のエンドピースが、供給液路24、透過液路25、および/または保持液路26を備えるマニホールド11を備える。液体路も様々に構成され得る。例えば、各液体路が、まっすぐな、湾曲した、分岐した、および/または蛇行した1本以上の通路または溝を備えてもよい。図3に示すように、各液体路24、25、26が、本体40内部で、例えば、本体40の一側面のポート42、例えば、継手から取付け面41の開口、例えば、供給液開口30、透過液開口31、または保持液開口32まで延びてもよい。取付け面41の開口30、31、32は、液体処理ユニット13の端面22の開口30、31、32と位置合わせされ、流体的に連通してもよい。ブラインド端板12の取付け面41は、開口30、31、32がなければマニホールド11の取付け面41と同様であってもよい。取付け面41は、全体が平坦でもよく、液体処理ユニット13の端面22、23に合う形状および寸法を有してもよい。取付け面は、取付け面の開口および/または周辺部の周りに表面的特徴、例えば、隆条も備えてもよい。マニホールドのいくつかの例は、例えば、Filtration Assemblies,Filtration Manifolds,Filtration Units,and Methods for Channeling Permeateという名称の米国特許出願公開第2008/0135500号明細書およびManifold Plates and Fluid Treatment Arrangements Including Manifold Platesという名称で2010年11月24日に出願された米国特許出願第12/954,118号明細書に開示されている。
【0020】
[0025]少なくとも取付け面を備えるエンドピースは熱可塑性樹脂を備えるものとすることができる。例えば、エンドピース全体および/または取付け面が、熱可塑性樹脂から形成されてもよい。例えば、熱可塑性樹脂は、ポリプロピレン、ポリエチレン、ポリブチレンなどのポリオレフィンであってもよい。熱可塑性樹脂は、また、ポリカーボネート、ポリスルホン、ポリスチレン、ポリ塩化ビニル、ポリエーテルエーテルケトン、ポリエチレンテレフタレート(Dacron(登録商標))、ポリアミド(Nylon(登録商標))、ポリテトラフルオロエチレン(Teflon(登録商標))、ポリメチルメタクリレートなどのポリアクリル系、アクリロニトリルブタジエンスチレン、または、例えば、ポリエチレンとポリプロピレン、もしくはポリスチレンとアクリロニトリル、もしくはスチレンとブタジエンの混合物または共重合体など、上述の材料の2つ以上の混合物であってもよい。熱可塑性取付け面を含む、熱可塑性エンドピースは、例えば、機械加工、鋳造、成形など様々な方法で形成されてもよい。
【0021】
[0026]押出しシートである場合もある熱可塑性シートも、単独重合体、共重合体を含む多数の熱可塑性樹脂のいずれから形成されてもよい。熱可塑性シートは、熱硬化性樹脂と協働して、液体処理ユニットをエンドピースの取付け面に接合することができる。したがって、多くの実施形態の場合に、熱可塑性シートが、エンドピースおよび/または取付け面を形成する熱可塑性樹脂に類似する熱可塑性樹脂を含んでもよい。一方の熱可塑性樹脂が他方の熱可塑性樹脂と同一または同類である場合に、他方の熱可塑性樹脂に類似することができ、他方の熱可塑性樹脂に確実に融着する。類似する熱可塑性樹脂から熱可塑性シートおよびエンドピースを形成することには、多くの利点がある。例えば、熱可塑性シートとエンドピースの取付け面との強固で確実な接合、例えば、融着が促進される。さらに、液体処理アセンブリを流れる液体に導入されるおそれのある抽出可能物の範囲が低減される。さらに、融着される熱可塑性樹脂同士が、同様の溶融温度、例えば、約40℃以下しか異ならない溶融温度または軟化温度を有することができる。
【0022】
[0027]エンドピースと同様に、熱可塑性シートは、ポリプロピレン、ポリエチレン、ポリブチレンなどのポリオレフィン、ポリカーボネート、ポリスルホン、ポリスチレン、ポリ塩化ビニル、ポリエーテルエーテルケトン、ポリエチレンテレフタレート(Dacron(登録商標))、ポリアミド(Nylon(登録商標))、ポリテトラフルオロエチレン(Teflon(登録商標))、ポリメチルメタクリレートなどのポリアクリル系、アクリロニトリルブタジエンスチレン、または、例えば、ポリエチレンとポリプロピレン、ポリスチレンとアクリロニトリル、もしくはスチレンとブタジエンの混合物または共重合体など、上述の材料の2つ以上の組合せ、例えば、混合物または共重合体を含んでもよい。熱可塑性シートは、また、スチレンブロック共重合体などの熱可塑性エラストマー、ポリプロピレン系エラストマー、例えばSarlink(登録商標)3160などのポリオレフィンブレンド、熱可塑性ポリウレタン、熱可塑性コポリエステル、熱可塑性ポリアミドを含んでもよい。
【0023】
[0028]熱可塑性シートは様々に構成され得る。多くの実施形態の場合に、熱可塑性シート21のサイズおよび形状は、エンドピース11、12の取付け面41および/または液体処理ユニット13の端面22、23のサイズおよび形状と同様であってもよい。熱可塑性シートの厚みは、約0.015インチ(0.33mm)以下から約0.125インチ(3mm)以上の範囲内、例えば、約0.040インチ(1mm)±25%であってもよい。より厚い実施形態の一部を含む、いくつかの実施形態の場合に、熱可塑性シートが剛性または半剛性であってもよい。しかしながら、多くの実施形態の場合に、熱可塑性シートが軟質シートであってもよい。熱可塑性シートが、両側の表面を有してもよく、ほぼ平坦であっても、ほぼ不透過性であっても、マニホールドと液体処理ユニットとの間の流体的に連通を可能にする1つ以上の液体開口を備えてもよい。熱可塑性シートの1つ以上の液体開口は、液体処理ユニットのエンドピースの取付け面および/または隣接する最外層の液体開口とサイズおよび場所が同様であってもよい。図1では、マニホールド11と液体処理ユニット13との間の熱可塑性シート21が、取付け面41および液体処理ユニット13の最外層の供給液開口30、透過液開口31、および保持液開口32と位置合わせされて流体的に連通し、マニホールド11と液体処理ユニット13との間に供給液路、透過液路および保持液路を延ばす供給液開口30、透過液開口31、および保持液開口32を有してもよい。ブラインド端板12と液体処理ユニット13との間の熱可塑性シート21は、開口を有しても、全く有しなくてもよい。
【0024】
[0029]液体処理装置は、1つ以上の追加の構成要素を備え得る。例えば、液体処理装置は、(1つまたは複数の)液体処理ユニットと(1つまたは複数の)マニホールド板をそれらの液体路および液体開口が互いに流体的に連通するようにして正しく位置合わせした状態に維持する1つ以上の位置合わせロッドを備えてもよい。液体処理装置は、(1つまたは複数の)液体処理ユニットをエンドピース間で圧縮する1つ以上の圧縮ロッドを備えてもよい。位置合わせロッドおよび圧縮ロッドの例は、例えば、Filtration Assemblies and Methods of Installing Filtration Units in Filtration Assembliesという名称の米国特許出願公開第2008/0135468号明細書およびFiltration Assemblies and Methods of Maintaining Compression of Filtration Units in Filtration Assembliesという名称の米国特許出願公開第2008/0135499号明細書に開示されている。あるいは、または追加的に、液体処理装置は、機械的および/または油圧ホルダまたはプレス内に圧縮状に保持されてもよい。
【0025】
[0030]本発明を具現化する液体処理装置は、多くの様々な方法で製造され得る。例えば、液体処理装置の製造方法は、熱可塑性シートの片面または両面を改質するステップを備えてもよい。多くの実施形態の場合に、液体処理ユニットに対面して接合される熱可塑性シートの表面が、表面の物理的特性および/または化学的特性を変えて熱硬化性樹脂と熱可塑性シートの表面との接合を向上させるように改質、例えば、物理的および/または化学的に改質されてもよい。例えば、組織、表面張力または表面エネルギーなど、熱可塑性シートの多数の異なる表面特性が改質されてもよい。熱可塑性シートの表面または両側表面が、熱硬化性樹脂が接合する表面積を増大させるために、質感を付与、例えば、(1つまたは複数の)表面を粗面化することなどによって不規則な質感を付与されたり、(1つまたは複数の)表面に小さな山と谷やその他の表面的特徴をエンボス加工することなどによって規則的な質感を付与されたりしてもよい。熱可塑性シートの質感付与または質感未付与の(1つまたは複数の)表面が、熱硬化性樹脂と熱可塑性シートとの接合を向上させるように熱可塑性シートの表面張力または表面エネルギーを変えるように改質されてもよい。例えば、ポリプロピレンシートなどのポリオレフィンシートを含む多くの熱可塑性シートや、ウレタン結合熱硬化性樹脂を含む多くの熱硬化性樹脂の場合に、熱可塑性シートの表面張力が、例えば、約40ダイン/cm以上まで増大されてもよい。
【0026】
[0031]熱可塑性シートの(1つまたは複数の)表面は、例えば、電子ビームや紫外線照射などの照射を含む様々な方法のうちのいずれによって改質されてもよい。多くの実施形態の場合に、熱可塑性シートの質感付与または質感未付与の(1つまたは複数の)表面を改質するステップが、熱可塑性シートをコロナ放電にさらす工程を備えてもよい。熱可塑性シートの(1つまたは複数の)表面がコロナ放電にさらされると、コロナ放電時に生じた電子が表面に対して表面上の分子結合を壊すのに十分なエネルギーで衝撃を与えることができる。結果として生じる遊離基は、コロナ放電の酸化生成物もしくは同じ鎖または異なる鎖の隣接遊離基と急速に反応し、架橋を生じることができる。このような熱可塑性シートの表面の酸化は、その後、表面エネルギーおよび表面張力を増大させ、熱硬化性樹脂による濡れを向上させ、熱硬化性樹脂と熱可塑性シートとの接合を向上させることができる。コロナ放電の使用は、例えば、熱可塑性シートの表面張力を約40ダイン/cm以上まで上昇させることができる。この表面処理方法の特別な利点は、いかなる化学添加物も接合を向上させるために追加で使用されないことである。例えば、いかなる接着剤や他の表面酸化化学物質も、接合に備えて表面を準備するために使用されることがなく、これにより、液体処理装置を流れる液体に導入されるおそれがある抽出可能物が存在する可能性が最小限に抑えられる。もう1つの同様の方法である火炎処理も、表面張力の同様の上昇をもたらすことができる。この方法は、酸素添加された火炎を使用して遊離酸素を生成する。この遊離酸素は、その後、熱可塑性シートの表面と反応し、表面張力を高める。これら両方の方法に関する公知の欠点は、効果が長続きせず、数日以内から数週間以内に消滅する可能性があることである。多くの実施形態の場合に、熱硬化性樹脂は、表面張力変更後4日以内に熱可塑性シートの(1つまたは複数の)改質表面に接合することができる。
【0027】
[0032]液体処理装置の製造方法は、液体処理ユニットを形成するステップと、熱硬化性樹脂を液体処理ユニットの端面で熱可塑性シートの改質された表面に直接に接合するステップをさらに備えてもよい。液体処理ユニットを形成するステップは、少なくとも1層の供給層と、少なくとも1層の透過層と、供給層と透過層との間に配置された少なくとも1層の透過性液体処理メディアの層とを、透過性メディアの供給側が供給層に流体的に連通され、透過性メディアの透過側が透過層に流体的に連通する状態で備える多層構造を組み立てる工程を備えてもよい。液体処理ユニットを形成するステップは、熱硬化性樹脂を供給層、透過性メディア層、および透過層のうちの1層以上に塗布する工程をさらに備えてもよい。多層構造を組み立てる工程、熱硬化性樹脂を塗布する工程、および熱硬化性樹脂を熱可塑性シートの改質された表面に接合するステップは、順次行われても同時に行われてもよい。
【0028】
[0033]液体処理ユニットを形成するステップおよび熱硬化性樹脂を熱可塑性シートの改質された表面に接合するステップは、液体処理ユニットの最外層、すなわち、最外透過層または最外供給層の少なくとも1つの開口の縁領域に液体熱硬化性樹脂を塗布する工程を備えてもよい。例えば、液体熱硬化性樹脂が、図2に示す液体処理装置の最外透過層14の両側の供給液開口30および保持液開口32の周りの縁領域36に塗布されてもよい。液体熱硬化性樹脂は、最外透過層14に染み込み、開口30、32の周りの縁領域36において液体処理ユニット13の端面22の少なくとも一部を形成してもよい。改質された表面を有する熱可塑性シート21、液体熱硬化性樹脂を有する最外透過層14、および液体処理メディア層16は、その後、開口30、31、32を位置合わせした状態、かつ熱可塑性シート21の改質された表面43を液体熱硬化性樹脂および液体処理ユニット13の端面22の残りの部分に押し当てた状態で一緒に加圧されてもよい。熱硬化性樹脂20は、その後、硬化および凝固して、開口30、31周りの縁領域36において熱可塑性シート21の改質された表面43に直接に接合する。第2の熱可塑性シートが、同様に改質され、その後、液体処理ユニットの反対側の端面で、最外層、例えば、最外透過層または最外供給層に接合されてもよい。熱硬化性樹脂は、液体処理ユニットの第2の端面の第2の熱可塑性シートの開口周りの縁領域において第2の熱可塑性シートの改質された表面に直接に接合してもよい。
【0029】
[0034]液体処理ユニットを形成するステップおよび熱硬化性樹脂を熱可塑性シートの改質された表面に接合するステップは、液体熱硬化性樹脂を液体処理ユニットの周辺部の周り、例えば、供給層、透過性メディア層、および透過層のうちの1層以上の周辺部の周りに塗布する工程を備えてもよい。例えば、液体処理ユニットの内側層、例えば、内側供給層、内側透過層、および/または内側液体処理メディア層が、開口を位置合わせした状態で熱可塑性シートに予め接合された最外層の間に配置され、加圧されてもよい。内側層を外側層間に配置する前に、封止材が内側層の適切な開口、例えば、供給層の透過液開口および/または透過層の供給液開口および保持液開口の周りの縁領域に塗布され、液体処理ユニット内に所望の流路を形成し、供給液路および保持液路を透過液路から隔離してもよい。封止材は、液体熱硬化性樹脂であっても、より繊細な液体処理メディアへの損傷を防止するために、シリコーンなどのより柔軟な封止材であってもよい。例えば、図2の液体処理装置に示すように、シリコーン封止材が供給層15の透過液開口34の周りの縁領域36に塗布されてもよい。供給層15は、その後、隣接する液体処理メディア層16と予め熱可塑性シート21に接合された最外透過層14との間に配置され、加圧されてもよい。液体熱硬化性樹脂が、その場合、液体処理ユニットの周辺部の周り、例えば、供給層、透過層、および/または液体処理メディア層の周辺部の周りに塗布されてもよい。あるいは、または追加的に、液体熱硬化性樹脂は、供給層、透過層、および/または透過性メディア層の外側周辺領域に対してこれらの層が一緒に加圧される前に塗布されてもよい。熱可塑性シートの開口に真空を加えて、液体熱硬化性樹脂を層の周辺領域に引き出してもよい。例えば、熱可塑性シート21の開口30、31、32に真空を加え、液体熱硬化性樹脂をすべての層14、15、16の周辺領域35に引き出し、周辺領域35において、液体熱硬化性樹脂がメッシュ層14、15および/または液体処理メディア層のうちの1層以上に染み込むようにしてもよい。あるいは、または追加的に、過剰な液体熱硬化性樹脂が、層14、15、16のうちの1層以上の周辺部を越えて外側に延出するように塗布されてもよい。
【0030】
[0035]熱硬化性樹脂20は、その後、硬化および凝固して、最外層14の周辺部周りで熱可塑性シート21の改質された表面43に直接に接合し、供給層15、透過性メディア層16、および透過層14を結合させ、液体処理ユニット13を封入することができる。液体処理ユニットの周辺部の周りの凝固した熱硬化性樹脂が、内部を液体処理ユニットの外部から密封する一方、層の適切な開口周りの、凝固した熱硬化性樹脂、シリコーンなどの封止材は、供給液路および/または保持液路を透過液路から封止する。さらに、凝固した熱硬化性樹脂は、例えば、最外透過層、最外供給層などの最外層の周辺領域において、および/または最外層の1つ以上の開口の縁領域の周りで、液体処理ユニットの各端面の一部を形成する。凝固した熱硬化性樹脂は、これらの領域において各熱可塑性シートの改質された表面に直接に接合し、各熱可塑性シートを液体処理ユニットの各端面に密接に固定および封止する。各端面の残りの部分は、最外層、例えば、最外透過層または最外供給層によって形成されてもよく、熱可塑性シートが、最外層に直接に接合されなくてもよい。
【0031】
[0036]液体処理装置の製造方法は、一方または両方の熱可塑性シートの反対側の表面、すなわち、液体処理ユニットから遠い方の表面を一方または両方のエンドピースの熱可塑性取付け面に接合するステップをさらに備えてもよい。熱可塑性表面は多数の方法のいずれによって接合されてもよい。例えば、熱可塑性表面は、溶剤または接着剤で接合されてもよい。多くの実施形態の場合に、熱可塑性表面は互いに直接に熱接着されてもよい。例えば、熱可塑性シート21の反対側の表面44とエンドピース11、12の熱可塑性取付け面41とが、加熱されたプラテンにさらされ、表面41、44が軟化されてもよい。あるいは、非接触式熱溶接、超音波、振動溶接などの他の熱接着技術が使用されてもよい。エンドピース11、12の取付け面41全面および熱可塑性シート21の反対側の表面44全面が加熱され軟化されてもよい。しかしながら、多くの実施形態の場合に、開口30、31、32周りの領域のみ、または開口30、31、32周りの領域と周辺部のみが加熱され軟化されてもよい。軟化された表面41、44は、その後、熱可塑性取付け面41の1つ以上の液体開口30、31、32が熱可塑性シート21の対応する開口30、31、32と位置合わせされた状態で直接一緒に加圧され、エンドピース11、12を熱可塑性シート21に、ひいては液体処理ユニット13に密接に固定および封止してもよい。
【0032】
[0037]本発明の実施形態に伴う多数の利点が存在する。例えば、熱可塑性シートの(1つまたは複数の)表面を改質して熱硬化性樹脂と熱可塑性シートとの接合を向上させることにより、溶剤、接着剤またはガスケットを追加で使用することなく、熱硬化性樹脂が熱可塑性シートに直接に密接かつ確実に接合する。これにより、液体処理装置内を流れる液体を汚染するおそれがある抽出可能物の範囲が大幅に低減され、はるかに純度が高くて汚染物質のない透過液および/または汚染物質が低減されるか、または添加されない保持液が提供される。さらに、多くの実施形態の場合に、熱可塑性のエンドピースが液体処理ユニットの一端または両端に固定されてもよい。熱可塑性シートを熱可塑性エンドピースと液体処理ユニットとの間に設けることにより、熱可塑性エンドピースを熱可塑性シートに密接かつ確実に接合させ、強力で、漏れない、気密シールをエンドピースと熱可塑性シートとの間、特に開口および周辺部の周りに形成することができる。熱可塑性シートが、さらには、液体処理ユニットの熱硬化性樹脂に密接かつ確実に接合されるので、液体処理装置は、内部の加圧液体に伴う力に容易に耐え得る非常に丈夫な構造になる。さらに、多くの実施形態の場合に、熱可塑性エンドピースおよび熱可塑性シートが類似の熱可塑性樹脂を備えてもよく、溶剤、接着剤またはガスケットを使用することなく、互いに直接に熱接着または融着されてもよい。これによっても、液体処理装置内を流れる液体を汚染するおそれのある抽出可能物の範囲が大幅に低減され、はるかに純度が高くて汚染物質のない透過液および/または汚染物質が低減されるか、または添加されない保持液が提供される。
【0033】
[0038]本発明の様々な態様が複数の実施形態に基づいて記述および/または説明されたが、本発明はこれらの実施形態に限定されない。例えば、これらの実施形態の1つ以上の特徴が消去または変更されてもよく、1つの実施形態の1つ以上の特徴が、本発明の範囲から逸脱することなく、他の実施形態の1つ以上の特徴と組み合わされてもよい。非常に異なる特徴をもつ実施形態でさえ、本発明の範囲内であり得る。
【0034】
[0039]例えば、液体処理装置が一端または両端にエンドピースを有さなくてもよい。一部の実施形態の場合に、液体処理装置が、一端にブラインド端板12がない、図1の液体処理装置10と同様であってもよい。開口のない熱可塑性シートまたは他の何らかの不透過層が、マニホールドと反対側の液体処理ユニット端部に接合され、液体処理装置のその端部を塞いでもよい。あるいは、一部の実施形態の場合に、液体処理装置が、両端にブラインド端板11、12がない、図5の液体処理装置10と同様であってもよい。この場合も、開口のない熱可塑性シートまたは他の何らかの不透過層が、マニホールドと反対側の各液体処理ユニット端部に接合され、液体処理装置のそれら端部を塞いでもよい。
【0035】
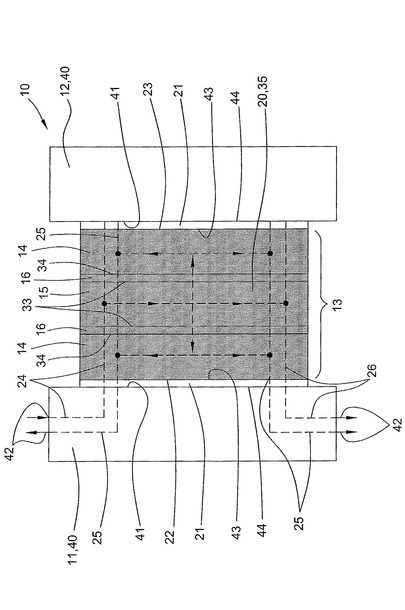
[0040]別の例として、液体処理装置が両端にマニホールドを有してもよい。図4に示す液体処理装置10は、上述の図に示された上記の液体処理装置10と共通する多数の特徴を有しており、類似の構成要素は同じ参照符号で示されている。しかしながら、図4に示す液体処理装置10の場合に、両エンドピース11、12がマニホールドを備えてもよい。一方のマニホールド11が、1つ以上の供給液路24と、1つ以上の透過液路25を有する一方、他方のマニホールド12が、1つ以上の保持液路26を有してもよい。液体処理ユニットは、いかなる数の供給層、透過層、および透過性メディア層を有してもよい。図4に示す液体処理ユニット13は、例えば、3層の透過層14、すなわち、2層の最外透過層および1層の中間透過層と、透過層14間に差し込まれた2層の供給層15と、それぞれ供給側33が供給層15と流体的に連通され、透過側34が透過層14と流体的に連通された状態で透過層14と供給層15の間に配置された4層の液体処理メディア層16とを備えてもよい。液体処理ユニット13内の供給液路24が、供給液を2層の供給層15に順次向けるように構成される一方で、液体処理ユニット13内の保持液路26が、保持液をマニホールド12の保持液路26に向けるように構成されてもよい。液体処理ユニット13内の透過液路25は、透過液を各透過層14から並行して引き出すように構成されてもよい。各層14、15、16および熱可塑性シート21の供給液開口、透過液開口、および保持液開口は、層ごとに異なって、図4に示す液体路をもたらしてもよい。例えば、中心の透過層14が、層14の一方の側に供給液開口を有し、他方の側には保持液開口を有さない一方で、供給層15が、層15の両側に供給液開口および/または保持液開口を有してもよい。
【0036】
[0041]図4に示す液体処理装置10は、上述の方法のいずれかなど、様々な方法で製造され得る。凝固した熱硬化性樹脂20は、層14、15、16を結合させ、液体処理ユニット13を封入し、各端面22、23の一部を形成することができる。例えば、熱硬化性樹脂20は、各最外透過層14の周辺領域の周り、一方の最外透過層14の供給液開口の縁領域の周り、および他方の最外透過層14の保持液開口の縁領域の周りに広がってもよい。熱可塑性シート21の片面または両面43、44が、上述したように改質されてもよい。各端面22、23の熱硬化性樹脂20は、各熱可塑性シート21の改質された表面43に直接に接合し、液体処理ユニット13を熱可塑性シート21に密接に固定および封止する。熱可塑性シート21の反対側の表面44は、同様に、マニホールド11、12の熱可塑性取付け面41に接合、例えば、熱接着され、液体処理ユニット13および熱可塑性シート21をマニホールド11、12間に密接に固定および封止することができる。
【0037】
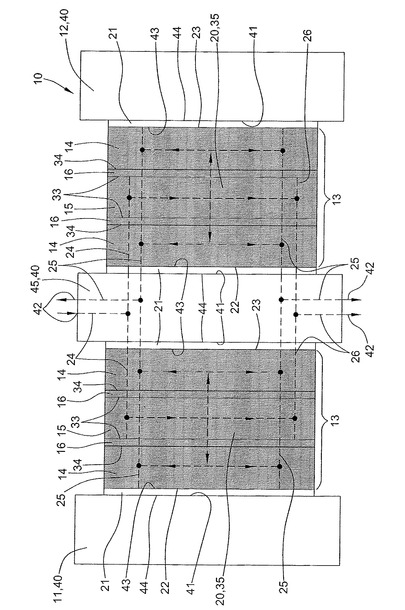
[0042]別の例として、液体処理装置が中間マニホールドを有してもよい。図5に示す液体処理装置10は、上述の図に示された上記の液体処理装置10と共通する多数の特徴を有しており、類似の構成要素は同じ参照符号で示されている。しかしながら、図5に示す液体処理装置10の場合に、両エンドピース11、12が取付け面41に液体路も液体開口もないブラインド端板を備えてもよい。さらに、液体処理装置10は、エンドピース11、12間に配置されたマニホールド45を備え、例えば、マニホールド45と一方のエンドピース11との間に位置するマニホールド45の一方側に1つ以上の液体処理ユニット13からなる第1の集合を備え、マニホールド45と他方のエンドピース12との間に位置するマニホールド45の反対側に1つ以上の液体処理ユニット13からなる第2の集合を備えてもよい。マニホールド45は、これにより、液体処理ユニット13の各集合とブラインド端板11、12との間の中間エンドピースの役割をする。マニホールド45は、マニホールド45の各側の熱可塑性取付け面41の供給液開口、透過液開口、および/または保持液開口と流体的に連通する1つ以上の供給液路24、1つ以上の透過液路25、および1つ以上の保持液路26を備えた本体40を有してもよい。一部の実施形態の場合に、マニホールドが、端板間に配置されているが、一方の端板には隣接しており、1つ以上の液体処理ユニットからなる集合が1つだけ、マニホールドと他方の端板との間に位置するマニホールドの一方側にのみ配置されてもよい。
【0038】
[0043]各液体処理ユニットは、いかなる数の供給層、透過層、および透過性メディア層を有してもよい。図5の液体処理装置10において、各液体処理ユニット13は、例えば、2層の最外透過層14と、透過層14間の1層の供給層15と、それぞれ供給側33が供給層15と流体的に連通され、透過側34が透過層14と流体的に連通された状態で透過層14と供給層15の間に配置された2層の液体処理メディア層16とを備えてもよい。各層14、15、16の供給液開口、透過液開口、および保持液開口は、同一であってもよいし、層ごとに異なって、(1つまたは複数の)液体処理ユニット13内部に供給液路24、透過液路25、および保持液路26をもたらしてもよい。マニホールド45に隣接する2枚の熱可塑性シート21の供給液開口、透過液開口、および保持液開口は、隣接する透過層15およびマニホールド45の取付け面41の開口と同一であってもよい。しかしながら、端板11、12に隣接する2枚の熱可塑性シート21は、開口を有しても全く有さなくてもよい。マニホールド45は、供給液をマニホールド45の両側の液体処理ユニット13に並行して向けてもよいし、透過液および保持液をマニホールド45の両側の液体処理ユニット13から並行して集めてもよい。
【0039】
[0044]図5に示す液体処理装置10は様々な方法で製造され得る。例えば、中間マニホールド45を備える液体処理装置10は、マニホールド45に隣接する熱可塑性シート21をマニホールド45の各側の熱可塑性取付け面41に接合、例えば、熱接着する追加のステップを含んで上述の方法に従って製造されてもよい。マニホールド45の液体路24、25、26は、その場合、液体処理ユニット13の液体路24、25、26と、マニホールド45に接合された熱可塑性シート21およびマニホールド45の取付け面41の供給液開口、透過液開口、および保持液開口を介して流体的に連通することができる。凝固した熱硬化性樹脂20は、各液体処理ユニット13の層14、15、16を結合させ、液体処理ユニット13を封入し、上述したように各端面22、23の一部を形成することができる。熱可塑性シート21の片面または両面43、44が、上述したように改質されてもよい。各液体処理ユニット13の各端面22、23の熱硬化性樹脂20は、各中間熱可塑性シート21の改質された表面43に、各液体処理ユニット13の端部で直接に接合する。熱可塑性シート21の反対側の表面44は、同様に、マニホールド45および端板11、12の熱可塑性取付け面41に接合、例えば、熱接着されてもよい。液体処理ユニット13の他方の端面22、23の熱硬化性樹脂20が、最外熱可塑性シート21の改質された表面43に直接に接合する一方で、最外熱可塑性シート21の反対側の表面44が、端板11、12の取付け面41に接合、例えば、熱接着されてもよい。熱可塑性シート21は、その場合、両方の液体処理ユニット13、中間マニホールド45、および端板11、12に密接に固定および封止される。
【0040】
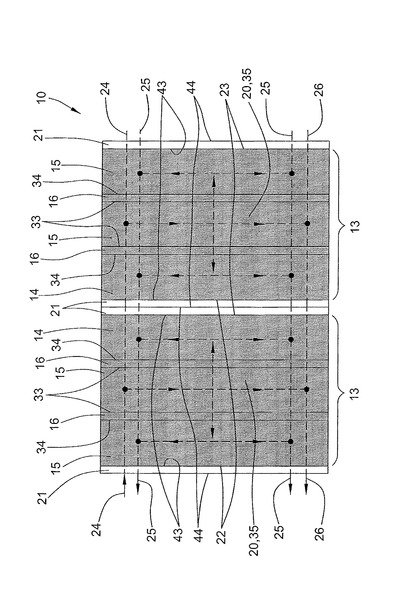
[0045]別の例として、2つ以上の液体処理ユニットが、隣接する熱可塑性シート同士を接合することで互いに接合されてもよい。図6に示す液体処理装置10は、さらに別の例であり、上述の図に示された上記の液体処理装置10と共通する多数の特徴を有しており、類似の構成要素は同じ参照符号で示されている。しかしながら、図6に示す液体処理装置10では、2つ以上の液体処理ユニット13が、隣接する熱可塑性シート21を液体処理ユニット13の互いに対面する2つの端面22、23で接合することで互いに接合されてもよい。互いに背を向けた2つの端面22、23上の各熱可塑性シート21が、エンドピース(図示せず)またはさらに別の液体処理ユニット(図示せず)の熱硬化性樹脂に直接に接合された別の熱可塑性シートに接合されてもよい。各液体処理ユニットは、いかなる数の供給層、透過層、および透過性メディア層を有してもよい。液体処理ユニットは、互いに同様でも、同一でも、全く異なってもよい。例えば、図示の液体処理装置10では、2つの液体処理ユニット13も、熱可塑性シート21も互いに同一であってもよく、それぞれ図1に示す液体処理ユニット13および熱可塑性シート21と同一であってもよい。各液体処理ユニット13は、上述の方法のいずれかなど、様々な方法で製造され得る。すなわち、熱可塑性シート21の片面または両面43、44が、上述したように改質されてもよく、熱硬化性樹脂20が、上述したように、各液体処理ユニット13の各端面22、23で各熱可塑性シート21の改質された表面43に直接に接合される。
【0041】
[0046]さらに、隣接する熱可塑性シート21同士は、多数の方法のいずれかによって、反対側の表面44に沿って互いに接合されてもよい。例えば、対面する反対側の表面44同士が、互いに融着され、2つの液体処理ユニット13を互いに密接に固定および封止してもよい。接合された熱可塑性シートを含め、熱可塑性シートが、接合された液体処理ユニット間に所望の流れのパターンを形成するように、供給液開口、透過液開口、および/または保持液開口を備えてもよい。例えば、すべての熱可塑性シート21が、2つの液体処理ユニット13の供給層15、透過性メディア層16、および透過層14の供給液開口、透過液開口、および保持液開口と同じ供給液開口、透過液開口、および保持液開口を有し、供給液路24、透過液路25、および保持液路26を両方の液体処理ユニット13を貫いて延ばすようにしてもよい。あるいは、接合された熱可塑性シートを含め、熱可塑性シートが、供給液開口、透過液開口、および保持液開口のうちの1つ以上、例えば、すべてを備えておらず、それにより、液体処理ユニット間の供給液路、透過液路、および保持液路のうちの1つ以上を塞いでもよい。先に説明したように、対面する表面44同士の全面が加熱され、互いに融着されてもよいし、開口および周辺部周りの領域のみが加熱され、融着されてもよい。開口のない熱可塑性シートの場合に、周辺部の周りの領域のみが加熱され、互いに融着されてもよい。
【0042】
[0047]本発明は、当業者によって、特に本明細書に含まれる教示に照らして多数の変更の可能性があることは明らかである。したがって、本発明は、先に記述および/または説明された特定の実施形態のいずれにも限定されず、それどころか、特許請求の範囲によって規定された本発明の範囲に含まれるあらゆる実施形態および変型のすべてを包含する。
【0043】
[0048]本明細書に引用された公報、特許出願、特許を含むすべての参照文献は、それぞれが個別かつ具体的に参照により組み込まれるように示されて本明細書にその全体が述べられているのと同じ程度に参照により組み込まれる。
【0044】
[0049]本発明を説明する文脈中の(特に、下記の特許請求の範囲の文脈における)単数形「1つの(a)」、「1つの(an)」、「前記(the)」という用語および同様の支持対象の使用は、本明細書中で特に指示しない限り、または文脈に明らかに矛盾しない限り、単数および複数の両方を包含するように解釈されるべきである。「備える」、「有する」、「含む」、および「含有する」という用語は、特に指摘しない限り、無制限の用語(すなわち、「それを含むが、それに限定されない」という意味)として解釈されるべきである。本明細書における数値の範囲の記述は、明細書中で特に示さない限り、範囲内に含まれるそれぞれ独立した値に個別に参照する簡便な表現方法としての役割をするように意図されているにすぎず、各独立した値は、本明細書に個別に引用されたかのように明細書に組み込まれる。本明細書に記載のすべての方法は、本明細書中で特に指示しない限り、または文脈に明らかに矛盾しない限り、適切などのような順序でも実行され得る。本明細書に提供されたありとあらゆる例または例示的言葉(例えば、「など」)の使用は、本発明をより分かりやすくするように意図されているにすぎず、特許請求の範囲で特に規定しない限り、発明の範囲を限定するものではない。明細書中のいかなる言葉も、特許請求されていない要素を本発明の実施にとって必須なものとして示していると解釈されるべきではない。
【符号の説明】
【0045】
10…液体処理装置、11、12…エンドピース、13…液体処理ユニット、14…透過層、15…供給層、16…液体処理メディア層、20…熱硬化性樹脂、21…熱可塑性シート、22、23…液体処理ユニットの端面、24…供給液路、25…透過液路、26…保持液路、30…供給液開口、31…透過液開口、32…保持液開口、33…液体処理メディア層の供給側、34…液体処理メディア層の透過側、35…層の周辺領域、36…開口の縁領域、40…エンドピースの本体、41…エンドピースの取付け面、42…ポート、43…熱可塑性シートの改質された表面、44…熱可塑性シートの反対側の表面、45…マニホールド。
【発明の分野】
【0001】
[0001]本発明は、液体を多種多様な方法で使い捨て用途または多目的用途で処理するために使用される液体処理装置、および、液体処理装置の製造方法に関する。液体処理装置には、多層構造を有する少なくとも1つの液体処理ユニットを備えるものがある。かかる多層構造は、少なくとも1層の供給層と、少なくとも1層の透過層と、少なくとも1層の透過性液体処理メディアの層とを備えてもよく、透過性メディアは、供給層と透過層との間に配置されてもよい。液体処理ユニット内部の供給液路が、プロセス流体または供給液を供給層に向かって、および透過性メディアの供給側に沿う方向に向ける。供給液の一部またはすべてが透過性メディアの供給側から透過側へ移動する。供給液が透過性メディアを通過する際に、液体は、メディアの液体処理特性に従って処理される。例えば、透過性メディアは、液体から1種類以上の物質を分離するよう構成されたフィルタメディアまたは捕集メディアであってもよい。透過性メディアの透過側から、液体がろ液または透過液として透過層へ移動し、透過層は、透過液を液体処理ユニット内の透過流路に向ける。液体処理装置は、一部の実施形態ではポリウレタンとエポキシ樹脂の混合物でもよい、熱硬化性樹脂をさらに含んでもよい。熱硬化性樹脂は、液体処理ユニットの各層を結合させる。
【発明の概要】
【0002】
[0002]本発明の一態様によれば、液体処理装置は、液体処理ユニットと、熱可塑性シートを備える。液体処理ユニットは、供給層と、透過層と、透過性液体処理メディアの層とを備える多層構造を有するものとすることができる。透過性メディアは、供給層と透過層との間に配置され、供給層と流体的に連通する供給側と、透過層と流体的に連通する透過側とを有するものとすることができる。液体処理ユニットは、互いに反対向きの第1および第2の端面と、熱硬化性樹脂とをさらに備えてもよい。熱硬化性樹脂は、多層構造の各層を結合させる。熱硬化性樹脂は、液体処理ユニットの第1の端面の少なくとも一部を形成する。熱可塑性シートは、液体処理ユニットの第1の端面上に重ねられ、熱硬化性樹脂は、液体処理ユニットの第1の端面で熱可塑性シートに直接に接合する。
【0003】
[0003]本発明の別の態様によれば、液体処理装置は、第1および第2のエンドピースと、液体処理ユニットと、熱可塑性シートとを備える。第1のエンドピースは、熱可塑性樹脂を備える第1の表面を有するものとすることができる。液体処理ユニットは、第1のエンドピースと第2のエンドピースとの間に配置され、供給層と、透過層と、透過性液体処理メディアの層とを備える多層構造を有するものとすることができる。透過性メディアは、供給層と透過層との間に配置され、供給層と流体的に連通する供給側と、透過層と流体的に連通する透過側とを有する。液体処理ユニットは、互いに反対向きの第1および第2の端面と、熱硬化性樹脂とをさらに備える。熱硬化性樹脂は、多層構造の各層を結合させる。熱硬化性樹脂は、液体処理ユニットの第1の端面の少なくとも一部を形成する。熱可塑性シートは、互いに反対向きの第1および第2の表面を有し、液体処理ユニットの第1の端面上に重ねられる。熱硬化性樹脂は、液体処理ユニットの第1の端面で熱可塑性シートの第1の表面に直接に接合する。熱可塑性シートの第2の表面は、第1のエンドピースの熱可塑性の第1の表面に接合されてもよい。
【0004】
[0004]本発明の別の態様によれば、液体処理装置は、第1および第2のエンドピースと、第1および第2のエンドピース間に配置された第1および第2の液体処理ユニットと、第1および第2の熱可塑性シートとを備える。各液体処理ユニットは、供給層と、透過層と、透過性液体処理メディアの層とを備える多層構造を有するものとすることができる。透過性メディアは、供給層と透過層との間に配置され、供給層と流体的に連通する供給側と、透過層と流体的に連通する透過側とを有する。各液体処理ユニットは、第1および第2の端面と、熱硬化性樹脂とをさらに備える。熱硬化性樹脂は、多層構造の各層を結合させる。熱硬化性樹脂は、また、液体処理ユニットの第1の端面の少なくとも一部を形成する。第1および第2の熱可塑性シートは、第1および第2の液体処理ユニットの第1の端面間に配置される。各熱可塑性シートは、互いに反対向きの第1および第2の表面を有する。第1の液体処理ユニットの第1の端面上の熱硬化性樹脂は、第1の熱可塑性シートの第1の表面に直接に接合する。第2の液体処理ユニットの第1の端面上の熱硬化性樹脂は、第2の熱可塑性シートの第1の表面に直接に接合する。第1および第2の熱可塑性シートの第2の表面同士は、互いに接合される。
【0005】
[0005]本発明の別の態様によれば、液体処理装置の製造方法は、熱硬化性樹脂と熱可塑性シートの第1の表面との接合を向上させるように少なくとも熱可塑性シートの第1の表面を改質するステップを備える。液体処理装置の製造方法は、供給層と、透過層と、透過性液体処理メディアの層とを備える多層構造を有する液体処理ユニットを形成するステップをさらに備えてもよい。液体処理ユニットを形成するステップは、透過性メディアの供給側が供給層と流体的に連通し、透過性メディアの透過側が透過層と流体的に連通する状態で、透過性メディアを供給層と透過層との間に配置する工程を備える。液体処理ユニットを形成するステップは、熱硬化性樹脂を供給層、透過性メディアの層、および透過層のうちの1層以上に塗布する工程をさらに備える。液体処理装置の製造方法は、熱硬化性樹脂を液体処理ユニットの第1の端面で熱可塑性シートの改質された第1の表面に直接に接合するステップをさらに備えてもよい。
【0006】
[0006]本発明の1つ以上の態様を具現化する液体処理装置および液体処理装置の製造方法は、多数の利点を有する。例えば、熱硬化性樹脂と熱可塑性シートとの接合を向上させるように熱可塑性シートの表面を改質することにより、接着剤、溶剤またはガスケットを追加で使用することなく、熱硬化性樹脂が熱可塑性シートに直接密接かつ確実に接合する。これにより、液体処理装置の構成要素から抽出されるおそれがあり、液体処理装置内を流れる何らかの液体に析出されるおそれがある汚染物質の範囲が大幅に低減される。この「抽出可能物」範囲を低減させることにより、本発明を具現化する液体処理装置は、はるかに純度が高くて汚染物質のない透過液および/もしくは汚染物質が低減されるか、または添加されない保持液を提供する。さらに、多くの実施形態の場合に、熱可塑性のエンドピースが液体処理ユニットの一端または両端に固定されてもよい。熱可塑性シートを熱可塑性エンドピースと液体処理ユニットとの間に設けることにより、熱可塑性エンドピースを熱可塑性シートに密接かつ確実に接合させ、さらには、熱可塑性シートを液体処理ユニットの熱硬化性樹脂に密接かつ確実に接合させることができる。この結果、液体処理装置内の加圧液体に伴う力に容易に耐え得る、非常に丈夫な構造がもたらされる。さらに、多くの実施形態の場合に、熱可塑性エンドピースおよび熱可塑性シートが、類似の熱可塑性樹脂、例えば、同一または同様の熱可塑性樹脂から形成されてもよく、溶剤、接着剤またはガスケットを使用することなく、互いに直接に熱接着または融着されてもよい。これによっても、液体処理装置内を流れる液体に導入されるおそれのある抽出可能物の範囲が大幅に低減され、はるかに純度が高くて汚染物質のない透過液および/または汚染物質が低減されるか、または添加されない保持液が可能になる。
【図面の簡単な説明】
【0007】
【図1】液体処理装置の概略図である。
【図2】図1の液体処理装置の一部の分解図である。
【図3】エンドピースの斜視図である。
【図4】別の液体処理装置の概略図である。
【図5】別の液体処理装置の概略図である。
【図6】別の液体処理装置の概略図である。
【発明を実施するための形態】
【0008】
[0013]本発明の1つ以上の態様を具現化する液体処理装置は多種多様な方法で構成され得る。液体処理装置10の多数の様々な例の1つを図1に示す。多くの実施形態の場合に、液体処理装置10は、両側のエンドピース11、12と、両エンドピース11、12間に配置された1つ以上の液体処理ユニット13とを備える。液体処理ユニットは、少なくとも1層の供給層と、少なくとも1層の透過層と、供給層と透過層の間に配置された少なくとも1層の透過性液体処理メディアの層とを備える多層構造を備える。例えば、図1において、液体処理ユニット13は、2層の透過層14と、両透過層間の供給層15と、各透過層14と供給層15との間の液体処理メディア層16とを備える。液体処理ユニット13は、液体処理ユニット13の各層を結合させて液体処理ユニットを封入する凝固した熱硬化性樹脂20をさらに備える。液体処理装置10は、熱可塑性シート21を液体処理ユニット13とエンドピース11、12との間にさらに備える。液体処理ユニット13の一方または両方の端面22、23において、熱硬化性樹脂20が、熱可塑性シート21に直接に接合し、さらには、熱可塑性シート21が、隣接するエンドピース11、12に接合、例えば、融着される。
【0009】
[0014]一方または両方のエンドピースと、液体処理ユニットと、熱可塑性シートとを備える液体処理装置は、液体を液体処理装置内に向ける様々な液体路、例えば、供給液路、透過液路、および/または保持液路を備える。例えば、エンドピースの一方または両方は、液体を(1つまたは複数の)液体処理ユニットに向けるか、または液体を(1つまたは複数の)液体処理ユニットから受け入れる少なくとも1本の液体路を有するマニホールドであってもよい。同様に、(1つまたは複数の)液体処理ユニット内の液体路は、熱可塑性シートの1つ以上の開口を介してマニホールド内の(1つまたは複数の)液体路と流体的に連通し、マニホールドの(1つまたは複数の)液体路まで延びてもよい。液体路は、様々な方法で液体を液体処理装置中に順次、並行、または順次と並行の組合せに向けるように構成されてもよい。さらに、液体処理装置の液体路は、接線流用に構成されても垂直流用に構成されてもよい。
【0010】
[0015]例えば、図1に示す液体処理装置10が、接線流用またはクロスフロー用に構成されてもよい。一方のエンドピース11のみがマニホールドであってもよく、エンドピース11が、1本以上の供給液路24と、1本以上の透過液路25と、1本以上の保持液路26とを備えてもよい。すなわち、他方のエンドピース12が、液体路を塞ぐブラインド端板であってもよい。あるいは、両方のエンドピースはマニホールドであってもよい。液体処理ユニット13も、液体処理ユニット13内部で延びる1本以上の供給液路24と、1本以上の透過液路25と、1本以上の保持液路26とを備えてもよい。マニホールド11の供給液路24、透過液路25、および保持液路26は、図2の液体処理装置に示すように、それぞれ熱可塑性シート21の供給液開口30、透過液開口31、および保持液開口32を介して液体処理ユニット13の供給液路24、透過液路25、および保持液路26と流体的に連通し、これらの液体路まで延びてもよい。プロセス流体または供給液は、マニホールド11に供給され、マニホールド11が、供給液を1つ以上の供給液路24を介して熱可塑性シート21を経て1つ以上の液体処理ユニット13の1層以上の供給層15に向けることができる。(1つまたは複数の)供給層15は、供給液を各液体処理メディア層16の供給側33に沿って接線方向に向ける。供給液の一部は液体処理メディアを通過し、液体処理メディアでは、液体が媒体の処理特性に従って処理される。処理された液体はろ液または透過液として(1つまたは複数の)透過層14に流れ、(1つまたは複数の)透過層14は、透過液を各液体処理メディア層16の透過側34に沿って1本以上の透過液路25に向ける。透過液路25は、次に、透過液を(1つまたは複数の)液体処理ユニット13から熱可塑性シート21を経てマニホールド11に向け、マニホールド11において、透過液が液体処理装置10から排出される。液体処理メディア層16を通過しない供給液の部分は、濃縮液または保持液として、(1つまたは複数の)供給層15を介して供給液路24と流体的に連通する1本以上の保持液路26に流入する。保持液路26は、保持液を(1つまたは複数の)液体処理ユニット13から熱可塑性シート21を経てマニホールド11に向け、マニホールド11において、保持液も液体処理装置10から排出される。
【0011】
[0016]図示の液体処理装置10は接線流用に構成されているが、本発明を具現化する他の液体処理装置が垂直流用に構成されてもよく、保持液路を全く有していなくてもよい。垂直流では、プロセス流体または供給液がマニホールドに供給され、マニホールドが、その後、供給液を熱可塑性シートを経て(1つまたは複数の)液体処理ユニットに、例えば、供給液路と供給層を介して(1つまたは複数の)液体処理メディア層に向ける。保持液路がない場合、供給液のすべてが、(1つまたは複数の)供給層から液体処理メディアを通過して透過液またはろ液として(1つまたは複数の)透過層に流れる。透過液は、その後、(1つまたは複数の)透過層によって透過液路に向けられる。透過液路は、次に、透過液を(1つまたは複数の)液体処理ユニットから熱可塑性シートを経てマニホールドに向け、マニホールドにおいて、その後、透過液が液体処理装置から排出される。
【0012】
[0017]液体処理装置の構成要素は多種多様に構成され得る。例えば、液体処理ユニットは、数多くのサイズおよび形状のいずれを有してもよい。さらに、液体処理ユニットを備える多層構造は、いかなる数の供給層、透過層、および透過性液体処理メディア層を有してもよい。一部の実施形態の場合に、液体処理ユニットが、供給層1層と、透過層1層と、供給層と透過層の間の液体処理メディア層1層とを有してもよい。多くの実施形態の場合に、液体処理ユニットが、2層以上、例えば、2層、3層、4層またはそれ以上の供給層と、供給層間に差し込まれた2層以上、例えば、2層、3層、4層、5層またはそれ以上の透過層と、2層以上、例えば、2層、4層、6層、8層またはそれ以上の液体処理メディア層とを備えてもよい。液体処理ユニットの最外層は、ともに透過層であっても供給層であってもよい。各液体処理メディア層は、液体処理メディアの供給側を供給層に流体的に連通させ、液体処理メディアの透過側を透過層に流体的に連通させた状態で、透過層と供給層の間に配置されてもよい。例えば、図1では、液体処理メディア層16が、透過性メディアの供給側33を供給層15に流体的に連通させ、媒体の透過側34を透過層14に流体的に連通させた状態で、各透過層14と供給層15との間に配置されている。液体処理ユニットは、供給層、透過層、透過性メディア層以外の層も有してもよい。
【0013】
[0018]供給層および透過層は、透過性メディア間に間隔を置くスペーサとして、および/または液体を透過性メディアの供給側および透過側に沿って集めたり、分配したりするコレクタやディストリビュータとしての役割を果たす。供給層および透過層は、様々な方法で寸法決めや成形がなされ、様々に構成され得る。例えば、一方または両方の層が、液体を片面または両面に沿って方向付け可能な、溝付きの薄い板を備えてもよい。あるいは、一方または両方の層14、15が、図2の液体処理装置に示すように、金属または高分子のメッシュシートを備えてもよい。メッシュは、例えば、織り、発泡、押出し成形などで形成される。さらに、メッシュは、液体処理メディアを液体処理ユニットを流れる液体に伴う力に対して支えるのに十分目が細かくてもよく、液体をメッシュ層を通って液体処理メディアに接線状に沿って端縁方向に流すように促すのに十分目が大きくてもよい。各層14、15、16は、1つ以上の開口、例えば、供給液開口30、透過液開口31、および/または保持液開口32を備えてもよく、これら開口は、液体を液体処理ユニット13内に流通させる。開口の数、種類、および場所は、液体処理ユニットを流れる所望のいかなる流れのパターンにも対応するように、層ごとに異なってもよい。一部の実施形態の場合に、供給層および透過層のすべて、ならびにフィルタメディア層(透過性メディア層)が、図2の液体処理装置に示すように、同じ開口数、同じ開口種類、同じ開口場所であってもよい。(1つまたは複数の)供給液開口、例えば、1個の供給液開口30が層14、15の片側沿いに位置し、(1つまたは複数の)保持液開口、例えば1個の保持液開口32が層14、15の反対側沿いに位置し、(1つまたは複数の)透過液開口、例えば、2個の透過液開口31が間隔を置いた反対側に沿って1個ずつ位置し、供給液開口30および保持液開口32から遮断されてもよい。多層構造の層は、各層の開口が隣接層の開口と位置合わせされ流体的に連通された状態で、互いに直接または供給層もしくは透過層を介して隣接配置されてもよい。層の開口は、その場合、液体処理ユニット内の液体路の一部を備えてもよい。一部の実施形態、例えば、1層の供給層と、1層の透過性メディア層と、1層の透過層とを有する実施形態の場合に、液体処理ユニットの各層が開口を全く有していなくてもよい。
【0014】
[0019]液体処理メディアは、透過性、すなわち、多孔性、透過性、半透過性、または選択透過性とすることができ、例えば、天然高分子や合成高分子を含む多種類の材料のいずれから形成され得る。液体処理メディアは、例えば、織布または不織布シートなどの繊維状またはフィラメント状構造、裏付き膜、裏なし膜などの膜を含む多種多様な構造のいずれの構造で形成される。さらに、液体処理メディアは、無数の液体処理特性のいずれの特性を持つようにしてもよいし、持つように改良されてもよい。例えば、液体処理メディアは、陽性電荷、陰性電荷、または中性電荷を有してもよく、疎水性または親水性、疎油性または親油性など、疎液性または親液性であってもよいし、および/または液体内の物質に化学結合可能な、リガンドや他のあらゆる反応性部分などの付加官能基を有してもよい。液体処理メディアは、液体を多数の方法のいずれかでさらに処理する機能を有する様々な材料から形成されても、そのような材料が含浸させていても、そのような材料を含んでもよい。これらの機能性材料には、例えば、液体内の物質または液体自体を化学的および/または物理的に結合させ、それらと反応し、それらに触媒作用を及ぼし、それらを送達し、またはその他の影響を及ぼすあらゆるタイプの吸着剤、イオン交換樹脂、クロマトグラフ媒体、酵素、反応物質、触媒などがある。さらに、液体処理メディアは、例えば、超多孔質、ナノ多孔質、またはさらに細かいものから微孔質、またはさらに粗いものまで、広い範囲の分子カットオフ率又は分子除去率のいずれを有してもよい。液体処理メディアは、これにより、捕集メディア、フィルタメディアなどの分離媒体を含むいかなるタイプの処理メディアとしても機能することができる。
【0015】
[0020]熱硬化性樹脂は、例えば、ウレタン、エポキシ樹脂(ビスフェノールAのジグリシジルエーテル(DGEBA)、ノボラック樹脂、脂環式エポキシ樹脂、臭素化樹脂、エポキシ化オレフィン、EponR、EpikoteRなど)、ポリイミド(脂肪族ポリイミド、芳香族ポリイミドなど)、不飽和ポリエステル(オルトフタル酸(「オルト」)樹脂、イソフタル酸(「イソ」)樹脂、ジシクロペンタジエン(「DCPD」)樹脂、ビスフェノールAフマル酸樹脂など)、ビニルエステル(エポキシ樹脂とアクリル酸またはメタクリル酸との組合せなど)、ユリアホルムアルデヒド、シリコーンなどの多数の熱硬化性材料のいずれか、または、例えば、上記材料の2種類以上の組合せ、例えば、共重合体、混合物、または一液がポリマー内にウレタン結合を有する二液型エポキシ反応物などの反応物を含んでもよい。
【0016】
[0021]図1および図2に示すように、凝固した熱硬化性樹脂20は、液体処理ユニット13の層14、15、16の外側周辺領域35の周りに広がって、液体処理ユニット13を封入するのみならず、層14、15、16を橋架けして密接に結合させてもよい。熱硬化性樹脂20は、層14、15、16の縁および層14、15、16の外側周辺部に近い表面と接してもよい。熱硬化性樹脂20は、また、層14、15、16のうちの1層以上の層の周辺部を越えて外側に延出してもよい。例えば、1層以上の層、例えば最外層の寸法が他の1層以上の層、例えば液体処理メディア層を含む内側の層の一部よりわずかに大きく、大きい層を小さい層よりもわずかに延出させてもよい。熱硬化性樹脂は、その場合、小さい層の周辺部を越えて大きい層よりも大きく延出してもよい。さらに、熱硬化性樹脂は、周辺領域35において層14、15、16のうちの1層以上、特に任意のメッシュ層に染み込ませられ、層のこれら周辺領域内の細孔または隙間を熱硬化性樹脂20で埋めてもよい。
【0017】
[0022]熱硬化性樹脂20は、透過層14および供給層15を含む、層14、15、16の開口30、31、32のうちの1つ以上の開口の縁領域36の周りにも広がったものとしてもよい。熱硬化性樹脂20は、その場合、開口30、31、32を層14、15、16の残りの部分から封止し、液体が開口30、31、32と層14、15、16の残りの部分との間を流れるのを防止する。熱硬化性樹脂20は、開口30、31、32の縁から外側に向かって広がってもよく、層14、15、16の表面と接しても、および/または開口30、31、32の縁領域36において層14、15、16に染み込んでもよい。多くの実施形態の場合に、熱硬化性樹脂20は、液体処理ユニット13の最外層、例えば、図1に示す透過層14の1つ以上の開口30、31、32の縁の周りに広がってもよい。しかしながら、別の封止材、例えば、シリコーンなどのより柔軟な封止材が、特に内側層において、1つ以上の開口の縁領域の周りに広がって、縁領域を封止してもよい。より柔軟な封止材は、透過性メディア層16に対してさらにより効果的に押し当たって透過性メディア層16を封止することができる。
【0018】
[0023]液体処理ユニット13の第1の端面22または第1および第2の端面22、23の少なくとも一部が熱硬化性樹脂20を備えてもよい。例えば、熱硬化性樹脂20は、液体処理ユニット13の端面22、23で、最外層、例えば、最外透過層14または最外供給層の周辺領域35に沿って広がってもよい。熱硬化性樹脂20は、また、液体処理ユニット13の端面22、23で、最外層の1つ以上の開口30、31、32の縁領域36に沿って広がってもよい。第1および第2の端面22、23の少なくともこれらの領域における熱硬化性樹脂20は、端面22、23上に重なる熱可塑性シート21に直接に接合してもよい。端面22、23の残りの部分は、最外層を備えてもよい。端面22、23上に重なる熱可塑性シート21は、端面22、23の残りの部分において最外層と直接接してもよい。しかしながら、端面22、23の残りの部分の最外層には熱硬化性樹脂が存在しないので、熱可塑性シート21は、端面22、23の残りの部分において最外層に接合されなくてもよい。
【0019】
[0024]エンドピースは多くの様々な方法で構成され得る。例えば、図1および図3に示すように、各エンドピース11、12は、矩形箱形構成で、液体処理ユニット13の端面22、23に面する取付け面41を有する本体40を備えてもよい。エンドピースの一方または両方が、1つ以上の液体路を備えたマニホールドおよび/または液体路を有さないブラインド端板を備えてもよい。図1では、一方のエンドピースがブラインド端板12を備え、他方のエンドピースが、供給液路24、透過液路25、および/または保持液路26を備えるマニホールド11を備える。液体路も様々に構成され得る。例えば、各液体路が、まっすぐな、湾曲した、分岐した、および/または蛇行した1本以上の通路または溝を備えてもよい。図3に示すように、各液体路24、25、26が、本体40内部で、例えば、本体40の一側面のポート42、例えば、継手から取付け面41の開口、例えば、供給液開口30、透過液開口31、または保持液開口32まで延びてもよい。取付け面41の開口30、31、32は、液体処理ユニット13の端面22の開口30、31、32と位置合わせされ、流体的に連通してもよい。ブラインド端板12の取付け面41は、開口30、31、32がなければマニホールド11の取付け面41と同様であってもよい。取付け面41は、全体が平坦でもよく、液体処理ユニット13の端面22、23に合う形状および寸法を有してもよい。取付け面は、取付け面の開口および/または周辺部の周りに表面的特徴、例えば、隆条も備えてもよい。マニホールドのいくつかの例は、例えば、Filtration Assemblies,Filtration Manifolds,Filtration Units,and Methods for Channeling Permeateという名称の米国特許出願公開第2008/0135500号明細書およびManifold Plates and Fluid Treatment Arrangements Including Manifold Platesという名称で2010年11月24日に出願された米国特許出願第12/954,118号明細書に開示されている。
【0020】
[0025]少なくとも取付け面を備えるエンドピースは熱可塑性樹脂を備えるものとすることができる。例えば、エンドピース全体および/または取付け面が、熱可塑性樹脂から形成されてもよい。例えば、熱可塑性樹脂は、ポリプロピレン、ポリエチレン、ポリブチレンなどのポリオレフィンであってもよい。熱可塑性樹脂は、また、ポリカーボネート、ポリスルホン、ポリスチレン、ポリ塩化ビニル、ポリエーテルエーテルケトン、ポリエチレンテレフタレート(Dacron(登録商標))、ポリアミド(Nylon(登録商標))、ポリテトラフルオロエチレン(Teflon(登録商標))、ポリメチルメタクリレートなどのポリアクリル系、アクリロニトリルブタジエンスチレン、または、例えば、ポリエチレンとポリプロピレン、もしくはポリスチレンとアクリロニトリル、もしくはスチレンとブタジエンの混合物または共重合体など、上述の材料の2つ以上の混合物であってもよい。熱可塑性取付け面を含む、熱可塑性エンドピースは、例えば、機械加工、鋳造、成形など様々な方法で形成されてもよい。
【0021】
[0026]押出しシートである場合もある熱可塑性シートも、単独重合体、共重合体を含む多数の熱可塑性樹脂のいずれから形成されてもよい。熱可塑性シートは、熱硬化性樹脂と協働して、液体処理ユニットをエンドピースの取付け面に接合することができる。したがって、多くの実施形態の場合に、熱可塑性シートが、エンドピースおよび/または取付け面を形成する熱可塑性樹脂に類似する熱可塑性樹脂を含んでもよい。一方の熱可塑性樹脂が他方の熱可塑性樹脂と同一または同類である場合に、他方の熱可塑性樹脂に類似することができ、他方の熱可塑性樹脂に確実に融着する。類似する熱可塑性樹脂から熱可塑性シートおよびエンドピースを形成することには、多くの利点がある。例えば、熱可塑性シートとエンドピースの取付け面との強固で確実な接合、例えば、融着が促進される。さらに、液体処理アセンブリを流れる液体に導入されるおそれのある抽出可能物の範囲が低減される。さらに、融着される熱可塑性樹脂同士が、同様の溶融温度、例えば、約40℃以下しか異ならない溶融温度または軟化温度を有することができる。
【0022】
[0027]エンドピースと同様に、熱可塑性シートは、ポリプロピレン、ポリエチレン、ポリブチレンなどのポリオレフィン、ポリカーボネート、ポリスルホン、ポリスチレン、ポリ塩化ビニル、ポリエーテルエーテルケトン、ポリエチレンテレフタレート(Dacron(登録商標))、ポリアミド(Nylon(登録商標))、ポリテトラフルオロエチレン(Teflon(登録商標))、ポリメチルメタクリレートなどのポリアクリル系、アクリロニトリルブタジエンスチレン、または、例えば、ポリエチレンとポリプロピレン、ポリスチレンとアクリロニトリル、もしくはスチレンとブタジエンの混合物または共重合体など、上述の材料の2つ以上の組合せ、例えば、混合物または共重合体を含んでもよい。熱可塑性シートは、また、スチレンブロック共重合体などの熱可塑性エラストマー、ポリプロピレン系エラストマー、例えばSarlink(登録商標)3160などのポリオレフィンブレンド、熱可塑性ポリウレタン、熱可塑性コポリエステル、熱可塑性ポリアミドを含んでもよい。
【0023】
[0028]熱可塑性シートは様々に構成され得る。多くの実施形態の場合に、熱可塑性シート21のサイズおよび形状は、エンドピース11、12の取付け面41および/または液体処理ユニット13の端面22、23のサイズおよび形状と同様であってもよい。熱可塑性シートの厚みは、約0.015インチ(0.33mm)以下から約0.125インチ(3mm)以上の範囲内、例えば、約0.040インチ(1mm)±25%であってもよい。より厚い実施形態の一部を含む、いくつかの実施形態の場合に、熱可塑性シートが剛性または半剛性であってもよい。しかしながら、多くの実施形態の場合に、熱可塑性シートが軟質シートであってもよい。熱可塑性シートが、両側の表面を有してもよく、ほぼ平坦であっても、ほぼ不透過性であっても、マニホールドと液体処理ユニットとの間の流体的に連通を可能にする1つ以上の液体開口を備えてもよい。熱可塑性シートの1つ以上の液体開口は、液体処理ユニットのエンドピースの取付け面および/または隣接する最外層の液体開口とサイズおよび場所が同様であってもよい。図1では、マニホールド11と液体処理ユニット13との間の熱可塑性シート21が、取付け面41および液体処理ユニット13の最外層の供給液開口30、透過液開口31、および保持液開口32と位置合わせされて流体的に連通し、マニホールド11と液体処理ユニット13との間に供給液路、透過液路および保持液路を延ばす供給液開口30、透過液開口31、および保持液開口32を有してもよい。ブラインド端板12と液体処理ユニット13との間の熱可塑性シート21は、開口を有しても、全く有しなくてもよい。
【0024】
[0029]液体処理装置は、1つ以上の追加の構成要素を備え得る。例えば、液体処理装置は、(1つまたは複数の)液体処理ユニットと(1つまたは複数の)マニホールド板をそれらの液体路および液体開口が互いに流体的に連通するようにして正しく位置合わせした状態に維持する1つ以上の位置合わせロッドを備えてもよい。液体処理装置は、(1つまたは複数の)液体処理ユニットをエンドピース間で圧縮する1つ以上の圧縮ロッドを備えてもよい。位置合わせロッドおよび圧縮ロッドの例は、例えば、Filtration Assemblies and Methods of Installing Filtration Units in Filtration Assembliesという名称の米国特許出願公開第2008/0135468号明細書およびFiltration Assemblies and Methods of Maintaining Compression of Filtration Units in Filtration Assembliesという名称の米国特許出願公開第2008/0135499号明細書に開示されている。あるいは、または追加的に、液体処理装置は、機械的および/または油圧ホルダまたはプレス内に圧縮状に保持されてもよい。
【0025】
[0030]本発明を具現化する液体処理装置は、多くの様々な方法で製造され得る。例えば、液体処理装置の製造方法は、熱可塑性シートの片面または両面を改質するステップを備えてもよい。多くの実施形態の場合に、液体処理ユニットに対面して接合される熱可塑性シートの表面が、表面の物理的特性および/または化学的特性を変えて熱硬化性樹脂と熱可塑性シートの表面との接合を向上させるように改質、例えば、物理的および/または化学的に改質されてもよい。例えば、組織、表面張力または表面エネルギーなど、熱可塑性シートの多数の異なる表面特性が改質されてもよい。熱可塑性シートの表面または両側表面が、熱硬化性樹脂が接合する表面積を増大させるために、質感を付与、例えば、(1つまたは複数の)表面を粗面化することなどによって不規則な質感を付与されたり、(1つまたは複数の)表面に小さな山と谷やその他の表面的特徴をエンボス加工することなどによって規則的な質感を付与されたりしてもよい。熱可塑性シートの質感付与または質感未付与の(1つまたは複数の)表面が、熱硬化性樹脂と熱可塑性シートとの接合を向上させるように熱可塑性シートの表面張力または表面エネルギーを変えるように改質されてもよい。例えば、ポリプロピレンシートなどのポリオレフィンシートを含む多くの熱可塑性シートや、ウレタン結合熱硬化性樹脂を含む多くの熱硬化性樹脂の場合に、熱可塑性シートの表面張力が、例えば、約40ダイン/cm以上まで増大されてもよい。
【0026】
[0031]熱可塑性シートの(1つまたは複数の)表面は、例えば、電子ビームや紫外線照射などの照射を含む様々な方法のうちのいずれによって改質されてもよい。多くの実施形態の場合に、熱可塑性シートの質感付与または質感未付与の(1つまたは複数の)表面を改質するステップが、熱可塑性シートをコロナ放電にさらす工程を備えてもよい。熱可塑性シートの(1つまたは複数の)表面がコロナ放電にさらされると、コロナ放電時に生じた電子が表面に対して表面上の分子結合を壊すのに十分なエネルギーで衝撃を与えることができる。結果として生じる遊離基は、コロナ放電の酸化生成物もしくは同じ鎖または異なる鎖の隣接遊離基と急速に反応し、架橋を生じることができる。このような熱可塑性シートの表面の酸化は、その後、表面エネルギーおよび表面張力を増大させ、熱硬化性樹脂による濡れを向上させ、熱硬化性樹脂と熱可塑性シートとの接合を向上させることができる。コロナ放電の使用は、例えば、熱可塑性シートの表面張力を約40ダイン/cm以上まで上昇させることができる。この表面処理方法の特別な利点は、いかなる化学添加物も接合を向上させるために追加で使用されないことである。例えば、いかなる接着剤や他の表面酸化化学物質も、接合に備えて表面を準備するために使用されることがなく、これにより、液体処理装置を流れる液体に導入されるおそれがある抽出可能物が存在する可能性が最小限に抑えられる。もう1つの同様の方法である火炎処理も、表面張力の同様の上昇をもたらすことができる。この方法は、酸素添加された火炎を使用して遊離酸素を生成する。この遊離酸素は、その後、熱可塑性シートの表面と反応し、表面張力を高める。これら両方の方法に関する公知の欠点は、効果が長続きせず、数日以内から数週間以内に消滅する可能性があることである。多くの実施形態の場合に、熱硬化性樹脂は、表面張力変更後4日以内に熱可塑性シートの(1つまたは複数の)改質表面に接合することができる。
【0027】
[0032]液体処理装置の製造方法は、液体処理ユニットを形成するステップと、熱硬化性樹脂を液体処理ユニットの端面で熱可塑性シートの改質された表面に直接に接合するステップをさらに備えてもよい。液体処理ユニットを形成するステップは、少なくとも1層の供給層と、少なくとも1層の透過層と、供給層と透過層との間に配置された少なくとも1層の透過性液体処理メディアの層とを、透過性メディアの供給側が供給層に流体的に連通され、透過性メディアの透過側が透過層に流体的に連通する状態で備える多層構造を組み立てる工程を備えてもよい。液体処理ユニットを形成するステップは、熱硬化性樹脂を供給層、透過性メディア層、および透過層のうちの1層以上に塗布する工程をさらに備えてもよい。多層構造を組み立てる工程、熱硬化性樹脂を塗布する工程、および熱硬化性樹脂を熱可塑性シートの改質された表面に接合するステップは、順次行われても同時に行われてもよい。
【0028】
[0033]液体処理ユニットを形成するステップおよび熱硬化性樹脂を熱可塑性シートの改質された表面に接合するステップは、液体処理ユニットの最外層、すなわち、最外透過層または最外供給層の少なくとも1つの開口の縁領域に液体熱硬化性樹脂を塗布する工程を備えてもよい。例えば、液体熱硬化性樹脂が、図2に示す液体処理装置の最外透過層14の両側の供給液開口30および保持液開口32の周りの縁領域36に塗布されてもよい。液体熱硬化性樹脂は、最外透過層14に染み込み、開口30、32の周りの縁領域36において液体処理ユニット13の端面22の少なくとも一部を形成してもよい。改質された表面を有する熱可塑性シート21、液体熱硬化性樹脂を有する最外透過層14、および液体処理メディア層16は、その後、開口30、31、32を位置合わせした状態、かつ熱可塑性シート21の改質された表面43を液体熱硬化性樹脂および液体処理ユニット13の端面22の残りの部分に押し当てた状態で一緒に加圧されてもよい。熱硬化性樹脂20は、その後、硬化および凝固して、開口30、31周りの縁領域36において熱可塑性シート21の改質された表面43に直接に接合する。第2の熱可塑性シートが、同様に改質され、その後、液体処理ユニットの反対側の端面で、最外層、例えば、最外透過層または最外供給層に接合されてもよい。熱硬化性樹脂は、液体処理ユニットの第2の端面の第2の熱可塑性シートの開口周りの縁領域において第2の熱可塑性シートの改質された表面に直接に接合してもよい。
【0029】
[0034]液体処理ユニットを形成するステップおよび熱硬化性樹脂を熱可塑性シートの改質された表面に接合するステップは、液体熱硬化性樹脂を液体処理ユニットの周辺部の周り、例えば、供給層、透過性メディア層、および透過層のうちの1層以上の周辺部の周りに塗布する工程を備えてもよい。例えば、液体処理ユニットの内側層、例えば、内側供給層、内側透過層、および/または内側液体処理メディア層が、開口を位置合わせした状態で熱可塑性シートに予め接合された最外層の間に配置され、加圧されてもよい。内側層を外側層間に配置する前に、封止材が内側層の適切な開口、例えば、供給層の透過液開口および/または透過層の供給液開口および保持液開口の周りの縁領域に塗布され、液体処理ユニット内に所望の流路を形成し、供給液路および保持液路を透過液路から隔離してもよい。封止材は、液体熱硬化性樹脂であっても、より繊細な液体処理メディアへの損傷を防止するために、シリコーンなどのより柔軟な封止材であってもよい。例えば、図2の液体処理装置に示すように、シリコーン封止材が供給層15の透過液開口34の周りの縁領域36に塗布されてもよい。供給層15は、その後、隣接する液体処理メディア層16と予め熱可塑性シート21に接合された最外透過層14との間に配置され、加圧されてもよい。液体熱硬化性樹脂が、その場合、液体処理ユニットの周辺部の周り、例えば、供給層、透過層、および/または液体処理メディア層の周辺部の周りに塗布されてもよい。あるいは、または追加的に、液体熱硬化性樹脂は、供給層、透過層、および/または透過性メディア層の外側周辺領域に対してこれらの層が一緒に加圧される前に塗布されてもよい。熱可塑性シートの開口に真空を加えて、液体熱硬化性樹脂を層の周辺領域に引き出してもよい。例えば、熱可塑性シート21の開口30、31、32に真空を加え、液体熱硬化性樹脂をすべての層14、15、16の周辺領域35に引き出し、周辺領域35において、液体熱硬化性樹脂がメッシュ層14、15および/または液体処理メディア層のうちの1層以上に染み込むようにしてもよい。あるいは、または追加的に、過剰な液体熱硬化性樹脂が、層14、15、16のうちの1層以上の周辺部を越えて外側に延出するように塗布されてもよい。
【0030】
[0035]熱硬化性樹脂20は、その後、硬化および凝固して、最外層14の周辺部周りで熱可塑性シート21の改質された表面43に直接に接合し、供給層15、透過性メディア層16、および透過層14を結合させ、液体処理ユニット13を封入することができる。液体処理ユニットの周辺部の周りの凝固した熱硬化性樹脂が、内部を液体処理ユニットの外部から密封する一方、層の適切な開口周りの、凝固した熱硬化性樹脂、シリコーンなどの封止材は、供給液路および/または保持液路を透過液路から封止する。さらに、凝固した熱硬化性樹脂は、例えば、最外透過層、最外供給層などの最外層の周辺領域において、および/または最外層の1つ以上の開口の縁領域の周りで、液体処理ユニットの各端面の一部を形成する。凝固した熱硬化性樹脂は、これらの領域において各熱可塑性シートの改質された表面に直接に接合し、各熱可塑性シートを液体処理ユニットの各端面に密接に固定および封止する。各端面の残りの部分は、最外層、例えば、最外透過層または最外供給層によって形成されてもよく、熱可塑性シートが、最外層に直接に接合されなくてもよい。
【0031】
[0036]液体処理装置の製造方法は、一方または両方の熱可塑性シートの反対側の表面、すなわち、液体処理ユニットから遠い方の表面を一方または両方のエンドピースの熱可塑性取付け面に接合するステップをさらに備えてもよい。熱可塑性表面は多数の方法のいずれによって接合されてもよい。例えば、熱可塑性表面は、溶剤または接着剤で接合されてもよい。多くの実施形態の場合に、熱可塑性表面は互いに直接に熱接着されてもよい。例えば、熱可塑性シート21の反対側の表面44とエンドピース11、12の熱可塑性取付け面41とが、加熱されたプラテンにさらされ、表面41、44が軟化されてもよい。あるいは、非接触式熱溶接、超音波、振動溶接などの他の熱接着技術が使用されてもよい。エンドピース11、12の取付け面41全面および熱可塑性シート21の反対側の表面44全面が加熱され軟化されてもよい。しかしながら、多くの実施形態の場合に、開口30、31、32周りの領域のみ、または開口30、31、32周りの領域と周辺部のみが加熱され軟化されてもよい。軟化された表面41、44は、その後、熱可塑性取付け面41の1つ以上の液体開口30、31、32が熱可塑性シート21の対応する開口30、31、32と位置合わせされた状態で直接一緒に加圧され、エンドピース11、12を熱可塑性シート21に、ひいては液体処理ユニット13に密接に固定および封止してもよい。
【0032】
[0037]本発明の実施形態に伴う多数の利点が存在する。例えば、熱可塑性シートの(1つまたは複数の)表面を改質して熱硬化性樹脂と熱可塑性シートとの接合を向上させることにより、溶剤、接着剤またはガスケットを追加で使用することなく、熱硬化性樹脂が熱可塑性シートに直接に密接かつ確実に接合する。これにより、液体処理装置内を流れる液体を汚染するおそれがある抽出可能物の範囲が大幅に低減され、はるかに純度が高くて汚染物質のない透過液および/または汚染物質が低減されるか、または添加されない保持液が提供される。さらに、多くの実施形態の場合に、熱可塑性のエンドピースが液体処理ユニットの一端または両端に固定されてもよい。熱可塑性シートを熱可塑性エンドピースと液体処理ユニットとの間に設けることにより、熱可塑性エンドピースを熱可塑性シートに密接かつ確実に接合させ、強力で、漏れない、気密シールをエンドピースと熱可塑性シートとの間、特に開口および周辺部の周りに形成することができる。熱可塑性シートが、さらには、液体処理ユニットの熱硬化性樹脂に密接かつ確実に接合されるので、液体処理装置は、内部の加圧液体に伴う力に容易に耐え得る非常に丈夫な構造になる。さらに、多くの実施形態の場合に、熱可塑性エンドピースおよび熱可塑性シートが類似の熱可塑性樹脂を備えてもよく、溶剤、接着剤またはガスケットを使用することなく、互いに直接に熱接着または融着されてもよい。これによっても、液体処理装置内を流れる液体を汚染するおそれのある抽出可能物の範囲が大幅に低減され、はるかに純度が高くて汚染物質のない透過液および/または汚染物質が低減されるか、または添加されない保持液が提供される。
【0033】
[0038]本発明の様々な態様が複数の実施形態に基づいて記述および/または説明されたが、本発明はこれらの実施形態に限定されない。例えば、これらの実施形態の1つ以上の特徴が消去または変更されてもよく、1つの実施形態の1つ以上の特徴が、本発明の範囲から逸脱することなく、他の実施形態の1つ以上の特徴と組み合わされてもよい。非常に異なる特徴をもつ実施形態でさえ、本発明の範囲内であり得る。
【0034】
[0039]例えば、液体処理装置が一端または両端にエンドピースを有さなくてもよい。一部の実施形態の場合に、液体処理装置が、一端にブラインド端板12がない、図1の液体処理装置10と同様であってもよい。開口のない熱可塑性シートまたは他の何らかの不透過層が、マニホールドと反対側の液体処理ユニット端部に接合され、液体処理装置のその端部を塞いでもよい。あるいは、一部の実施形態の場合に、液体処理装置が、両端にブラインド端板11、12がない、図5の液体処理装置10と同様であってもよい。この場合も、開口のない熱可塑性シートまたは他の何らかの不透過層が、マニホールドと反対側の各液体処理ユニット端部に接合され、液体処理装置のそれら端部を塞いでもよい。
【0035】
[0040]別の例として、液体処理装置が両端にマニホールドを有してもよい。図4に示す液体処理装置10は、上述の図に示された上記の液体処理装置10と共通する多数の特徴を有しており、類似の構成要素は同じ参照符号で示されている。しかしながら、図4に示す液体処理装置10の場合に、両エンドピース11、12がマニホールドを備えてもよい。一方のマニホールド11が、1つ以上の供給液路24と、1つ以上の透過液路25を有する一方、他方のマニホールド12が、1つ以上の保持液路26を有してもよい。液体処理ユニットは、いかなる数の供給層、透過層、および透過性メディア層を有してもよい。図4に示す液体処理ユニット13は、例えば、3層の透過層14、すなわち、2層の最外透過層および1層の中間透過層と、透過層14間に差し込まれた2層の供給層15と、それぞれ供給側33が供給層15と流体的に連通され、透過側34が透過層14と流体的に連通された状態で透過層14と供給層15の間に配置された4層の液体処理メディア層16とを備えてもよい。液体処理ユニット13内の供給液路24が、供給液を2層の供給層15に順次向けるように構成される一方で、液体処理ユニット13内の保持液路26が、保持液をマニホールド12の保持液路26に向けるように構成されてもよい。液体処理ユニット13内の透過液路25は、透過液を各透過層14から並行して引き出すように構成されてもよい。各層14、15、16および熱可塑性シート21の供給液開口、透過液開口、および保持液開口は、層ごとに異なって、図4に示す液体路をもたらしてもよい。例えば、中心の透過層14が、層14の一方の側に供給液開口を有し、他方の側には保持液開口を有さない一方で、供給層15が、層15の両側に供給液開口および/または保持液開口を有してもよい。
【0036】
[0041]図4に示す液体処理装置10は、上述の方法のいずれかなど、様々な方法で製造され得る。凝固した熱硬化性樹脂20は、層14、15、16を結合させ、液体処理ユニット13を封入し、各端面22、23の一部を形成することができる。例えば、熱硬化性樹脂20は、各最外透過層14の周辺領域の周り、一方の最外透過層14の供給液開口の縁領域の周り、および他方の最外透過層14の保持液開口の縁領域の周りに広がってもよい。熱可塑性シート21の片面または両面43、44が、上述したように改質されてもよい。各端面22、23の熱硬化性樹脂20は、各熱可塑性シート21の改質された表面43に直接に接合し、液体処理ユニット13を熱可塑性シート21に密接に固定および封止する。熱可塑性シート21の反対側の表面44は、同様に、マニホールド11、12の熱可塑性取付け面41に接合、例えば、熱接着され、液体処理ユニット13および熱可塑性シート21をマニホールド11、12間に密接に固定および封止することができる。
【0037】
[0042]別の例として、液体処理装置が中間マニホールドを有してもよい。図5に示す液体処理装置10は、上述の図に示された上記の液体処理装置10と共通する多数の特徴を有しており、類似の構成要素は同じ参照符号で示されている。しかしながら、図5に示す液体処理装置10の場合に、両エンドピース11、12が取付け面41に液体路も液体開口もないブラインド端板を備えてもよい。さらに、液体処理装置10は、エンドピース11、12間に配置されたマニホールド45を備え、例えば、マニホールド45と一方のエンドピース11との間に位置するマニホールド45の一方側に1つ以上の液体処理ユニット13からなる第1の集合を備え、マニホールド45と他方のエンドピース12との間に位置するマニホールド45の反対側に1つ以上の液体処理ユニット13からなる第2の集合を備えてもよい。マニホールド45は、これにより、液体処理ユニット13の各集合とブラインド端板11、12との間の中間エンドピースの役割をする。マニホールド45は、マニホールド45の各側の熱可塑性取付け面41の供給液開口、透過液開口、および/または保持液開口と流体的に連通する1つ以上の供給液路24、1つ以上の透過液路25、および1つ以上の保持液路26を備えた本体40を有してもよい。一部の実施形態の場合に、マニホールドが、端板間に配置されているが、一方の端板には隣接しており、1つ以上の液体処理ユニットからなる集合が1つだけ、マニホールドと他方の端板との間に位置するマニホールドの一方側にのみ配置されてもよい。
【0038】
[0043]各液体処理ユニットは、いかなる数の供給層、透過層、および透過性メディア層を有してもよい。図5の液体処理装置10において、各液体処理ユニット13は、例えば、2層の最外透過層14と、透過層14間の1層の供給層15と、それぞれ供給側33が供給層15と流体的に連通され、透過側34が透過層14と流体的に連通された状態で透過層14と供給層15の間に配置された2層の液体処理メディア層16とを備えてもよい。各層14、15、16の供給液開口、透過液開口、および保持液開口は、同一であってもよいし、層ごとに異なって、(1つまたは複数の)液体処理ユニット13内部に供給液路24、透過液路25、および保持液路26をもたらしてもよい。マニホールド45に隣接する2枚の熱可塑性シート21の供給液開口、透過液開口、および保持液開口は、隣接する透過層15およびマニホールド45の取付け面41の開口と同一であってもよい。しかしながら、端板11、12に隣接する2枚の熱可塑性シート21は、開口を有しても全く有さなくてもよい。マニホールド45は、供給液をマニホールド45の両側の液体処理ユニット13に並行して向けてもよいし、透過液および保持液をマニホールド45の両側の液体処理ユニット13から並行して集めてもよい。
【0039】
[0044]図5に示す液体処理装置10は様々な方法で製造され得る。例えば、中間マニホールド45を備える液体処理装置10は、マニホールド45に隣接する熱可塑性シート21をマニホールド45の各側の熱可塑性取付け面41に接合、例えば、熱接着する追加のステップを含んで上述の方法に従って製造されてもよい。マニホールド45の液体路24、25、26は、その場合、液体処理ユニット13の液体路24、25、26と、マニホールド45に接合された熱可塑性シート21およびマニホールド45の取付け面41の供給液開口、透過液開口、および保持液開口を介して流体的に連通することができる。凝固した熱硬化性樹脂20は、各液体処理ユニット13の層14、15、16を結合させ、液体処理ユニット13を封入し、上述したように各端面22、23の一部を形成することができる。熱可塑性シート21の片面または両面43、44が、上述したように改質されてもよい。各液体処理ユニット13の各端面22、23の熱硬化性樹脂20は、各中間熱可塑性シート21の改質された表面43に、各液体処理ユニット13の端部で直接に接合する。熱可塑性シート21の反対側の表面44は、同様に、マニホールド45および端板11、12の熱可塑性取付け面41に接合、例えば、熱接着されてもよい。液体処理ユニット13の他方の端面22、23の熱硬化性樹脂20が、最外熱可塑性シート21の改質された表面43に直接に接合する一方で、最外熱可塑性シート21の反対側の表面44が、端板11、12の取付け面41に接合、例えば、熱接着されてもよい。熱可塑性シート21は、その場合、両方の液体処理ユニット13、中間マニホールド45、および端板11、12に密接に固定および封止される。
【0040】
[0045]別の例として、2つ以上の液体処理ユニットが、隣接する熱可塑性シート同士を接合することで互いに接合されてもよい。図6に示す液体処理装置10は、さらに別の例であり、上述の図に示された上記の液体処理装置10と共通する多数の特徴を有しており、類似の構成要素は同じ参照符号で示されている。しかしながら、図6に示す液体処理装置10では、2つ以上の液体処理ユニット13が、隣接する熱可塑性シート21を液体処理ユニット13の互いに対面する2つの端面22、23で接合することで互いに接合されてもよい。互いに背を向けた2つの端面22、23上の各熱可塑性シート21が、エンドピース(図示せず)またはさらに別の液体処理ユニット(図示せず)の熱硬化性樹脂に直接に接合された別の熱可塑性シートに接合されてもよい。各液体処理ユニットは、いかなる数の供給層、透過層、および透過性メディア層を有してもよい。液体処理ユニットは、互いに同様でも、同一でも、全く異なってもよい。例えば、図示の液体処理装置10では、2つの液体処理ユニット13も、熱可塑性シート21も互いに同一であってもよく、それぞれ図1に示す液体処理ユニット13および熱可塑性シート21と同一であってもよい。各液体処理ユニット13は、上述の方法のいずれかなど、様々な方法で製造され得る。すなわち、熱可塑性シート21の片面または両面43、44が、上述したように改質されてもよく、熱硬化性樹脂20が、上述したように、各液体処理ユニット13の各端面22、23で各熱可塑性シート21の改質された表面43に直接に接合される。
【0041】
[0046]さらに、隣接する熱可塑性シート21同士は、多数の方法のいずれかによって、反対側の表面44に沿って互いに接合されてもよい。例えば、対面する反対側の表面44同士が、互いに融着され、2つの液体処理ユニット13を互いに密接に固定および封止してもよい。接合された熱可塑性シートを含め、熱可塑性シートが、接合された液体処理ユニット間に所望の流れのパターンを形成するように、供給液開口、透過液開口、および/または保持液開口を備えてもよい。例えば、すべての熱可塑性シート21が、2つの液体処理ユニット13の供給層15、透過性メディア層16、および透過層14の供給液開口、透過液開口、および保持液開口と同じ供給液開口、透過液開口、および保持液開口を有し、供給液路24、透過液路25、および保持液路26を両方の液体処理ユニット13を貫いて延ばすようにしてもよい。あるいは、接合された熱可塑性シートを含め、熱可塑性シートが、供給液開口、透過液開口、および保持液開口のうちの1つ以上、例えば、すべてを備えておらず、それにより、液体処理ユニット間の供給液路、透過液路、および保持液路のうちの1つ以上を塞いでもよい。先に説明したように、対面する表面44同士の全面が加熱され、互いに融着されてもよいし、開口および周辺部周りの領域のみが加熱され、融着されてもよい。開口のない熱可塑性シートの場合に、周辺部の周りの領域のみが加熱され、互いに融着されてもよい。
【0042】
[0047]本発明は、当業者によって、特に本明細書に含まれる教示に照らして多数の変更の可能性があることは明らかである。したがって、本発明は、先に記述および/または説明された特定の実施形態のいずれにも限定されず、それどころか、特許請求の範囲によって規定された本発明の範囲に含まれるあらゆる実施形態および変型のすべてを包含する。
【0043】
[0048]本明細書に引用された公報、特許出願、特許を含むすべての参照文献は、それぞれが個別かつ具体的に参照により組み込まれるように示されて本明細書にその全体が述べられているのと同じ程度に参照により組み込まれる。
【0044】
[0049]本発明を説明する文脈中の(特に、下記の特許請求の範囲の文脈における)単数形「1つの(a)」、「1つの(an)」、「前記(the)」という用語および同様の支持対象の使用は、本明細書中で特に指示しない限り、または文脈に明らかに矛盾しない限り、単数および複数の両方を包含するように解釈されるべきである。「備える」、「有する」、「含む」、および「含有する」という用語は、特に指摘しない限り、無制限の用語(すなわち、「それを含むが、それに限定されない」という意味)として解釈されるべきである。本明細書における数値の範囲の記述は、明細書中で特に示さない限り、範囲内に含まれるそれぞれ独立した値に個別に参照する簡便な表現方法としての役割をするように意図されているにすぎず、各独立した値は、本明細書に個別に引用されたかのように明細書に組み込まれる。本明細書に記載のすべての方法は、本明細書中で特に指示しない限り、または文脈に明らかに矛盾しない限り、適切などのような順序でも実行され得る。本明細書に提供されたありとあらゆる例または例示的言葉(例えば、「など」)の使用は、本発明をより分かりやすくするように意図されているにすぎず、特許請求の範囲で特に規定しない限り、発明の範囲を限定するものではない。明細書中のいかなる言葉も、特許請求されていない要素を本発明の実施にとって必須なものとして示していると解釈されるべきではない。
【符号の説明】
【0045】
10…液体処理装置、11、12…エンドピース、13…液体処理ユニット、14…透過層、15…供給層、16…液体処理メディア層、20…熱硬化性樹脂、21…熱可塑性シート、22、23…液体処理ユニットの端面、24…供給液路、25…透過液路、26…保持液路、30…供給液開口、31…透過液開口、32…保持液開口、33…液体処理メディア層の供給側、34…液体処理メディア層の透過側、35…層の周辺領域、36…開口の縁領域、40…エンドピースの本体、41…エンドピースの取付け面、42…ポート、43…熱可塑性シートの改質された表面、44…熱可塑性シートの反対側の表面、45…マニホールド。
【特許請求の範囲】
【請求項1】
供給層と、透過層と、前記供給層と前記透過層との間に配置された透過性メディアの層とを備える多層構造を有する液体処理ユニットと、
熱可塑性シートと
を備える液体処理装置であって、
前記透過性メディアが、前記供給層と流体的に連通する供給側と、前記透過層と流体的に連通する透過側とを有しており、前記液体処理ユニットが、互いに反対向きの第1の端面および第2の端面と、前記多層構造の層を結合させ、前記第1の端面の少なくとも一部を形成する熱硬化性樹脂とをさらに備え、
前記熱可塑性シートが、前記液体処理ユニットの前記第1の端面上に重ねられており、前記熱硬化性樹脂が、前記液体処理ユニットの前記第1の端面で前記熱可塑性シートに直接に接合する、液体処理装置。
【請求項2】
前記熱硬化性樹脂が、前記第1の端面で前記液体処理ユニットの周辺部に沿って広がっており、前記熱硬化性樹脂が、前記第1の端面の前記液体処理ユニットの周辺部の周りで前記熱可塑性シートに直接に接合する、請求項1に記載の液体処理装置。
【請求項3】
前記供給層および前記透過層のうちの一方の層が、前記第1の端面の一部を形成しており、前記熱可塑性シートが前記第1の端面で前記一方の層に接合されていない、請求項1または2に記載の液体処理装置。
【請求項4】
前記熱可塑性シートが、前記供給層および前記透過層のうちの一方と流体的に連通する第1の開口を有する、請求項1〜3のいずれか一項に記載の液体処理装置。
【請求項5】
前記液体処理ユニットが、前記液体処理ユニット内部で延びる供給液路および透過液路を有しており、前記供給液路が前記供給層と流体的に連通する一方、前記透過液路が前記透過層と流体的に連通しており、前記熱可塑性シートが、前記液体処理ユニットの前記供給液路または前記透過液路とそれぞれ流体的に連通する供給液開口および透過液開口のうちの少なくとも一方を有する、請求項1〜3のいずれか一項に記載の液体処理装置。
【請求項6】
前記液体処理ユニットが、前記液体処理ユニット内部で延びる、前記供給層と流体的に連通する保持液路をさらに備える、請求項5に記載の液体処理装置。
【請求項7】
前記熱可塑性シートが第1の熱可塑性シートを備え、前記熱硬化性樹脂が、前記液体処理ユニットの前記第2の端面の少なくとも一部を形成しており、前記液体処理装置が、前記液体処理ユニットの前記第2の端面上に重ねられる第2の熱可塑性シートをさらに備え、前記熱硬化性樹脂が、前記液体処理ユニットの前記第2の端面で前記第2の熱可塑性シートに直接に接合する、請求項1〜6のいずれか一項に記載の液体処理装置。
【請求項8】
請求項1〜7のいずれか一項に記載の第1の液体処理装置と、請求項1〜7のいずれか一項に記載の第2の液体処理装置とを備える液体処理装置であって、
前記第1の液体処理装置および前記第2の液体処理装置のそれぞれの前記熱可塑性シートが、互いに反対向きの第1の表面および第2の表面を有しており、
前記第1の液体処理装置および前記第2の液体処理装置のそれぞれの前記熱硬化性樹脂が、前記熱可塑性シートの前記第1の表面に直接に接合しており、
前記第1の液体処理装置の前記熱可塑性シートの前記第2の表面が、前記第2の液体処理装置の前記熱可塑性シートの前記第2の表面に接合されている、液体処理装置。
【請求項9】
エンドピースをさらに備え、前記エンドピースが、熱可塑性樹脂を備える第1の表面を有しており、前記熱可塑性シートが、互いに反対向きの第1の表面および第2の表面を有しており、前記熱硬化性樹脂が、前記熱可塑性シートの前記第1の表面に直接に接合しており、前記熱可塑性シートの前記第2の表面が、前記エンドピースの熱可塑性の前記第1の表面に接合されている、請求項1〜7のいずれか一項に記載の液体処理装置。
【請求項10】
第1のエンドピースおよび第2のエンドピースをさらに備え、前記第1のエンドピースが、熱可塑性樹脂を備える第1の表面を有しており、前記液体処理ユニットが、前記第1のエンドピースと前記第2のエンドピースとの間に配置されており、前記液体処理ユニットの前記第1の端面上に重ねられる前記熱可塑性シートが、互いに反対向きの第1の表面および第2の表面を有しており、前記熱硬化性樹脂が、前記液体処理ユニットの前記第1の端面で前記熱可塑性シートの前記第1の表面に直接に接合しており、前記熱可塑性シートの前記第2の表面が、前記第1のエンドピースの熱可塑性の前記第1の表面に接合されている、請求項1〜7のいずれか一項に記載の液体処理装置。
【請求項11】
第1のエンドピースおよび第2のエンドピースと、
前記第1のエンドピースと前記第2のエンドピースとの間に配置され、それぞれ供給層と、透過層と、前記供給層と前記透過層との間に配置された透過性メディアの層とを備える多層構造を有する第1の液体処理ユニットおよび第2の液体処理ユニットと、
第1の熱可塑性シートおよび第2の熱可塑性シートと、
を備える液体処理装置であって、
前記透過性メディアが、前記供給層と流体的に連通する供給側と、前記透過層と流体的に連通する透過側とを有しており、前記各液体処理ユニットが、互いに反対向きの第1の端面および第2の端面と、前記多層構造の層を結合させ、前記第1の端面の少なくとも一部を形成する熱硬化性樹脂とをさらに備え、
前記第1の熱可塑性シートおよび前記第2の熱可塑性シートが、前記第1の液体処理ユニットおよび前記第2の液体処理ユニットの前記第1の端面間に配置されており、前記各熱可塑性シートが、互いに反対向きの第1の表面および第2の表面を有しており、前記第1の液体処理ユニットの前記第1の端面上の前記熱硬化性樹脂が、前記第1の熱可塑性シートの前記第1の表面に直接接合しており、前記第2の液体処理ユニットの前記第1の端面上の前記熱硬化性樹脂が、前記第2の熱可塑性シートの前記第1の表面に直接接合しており、前記第1の熱可塑性シートおよび前記第2の熱可塑性シートの前記第2の表面が互いに接合されている、液体処理装置。
【請求項12】
熱硬化性樹脂と熱可塑性シートの第1の表面との接合を向上させるように少なくとも前記熱可塑性シートの第1の表面を改質するステップと、
供給層と、透過層と、前記供給層と前記透過層との間に配置された透過性メディアの層とを、前記透過性メディアの供給側が前記供給層に流体的に連通し、前記透過性メディアの透過側が前記透過層に流体的に連通する状態で備える多層構造を有する液体処理ユニットを形成するステップと、
前記熱硬化性樹脂を前記液体処理ユニットの第1の端面で前記熱可塑性シートの前記改質された第1の表面に直接に接合するステップと
を備え、
前記液体処理ユニットを形成するステップが、熱硬化性樹脂を前記供給層、前記透過性メディアの層、および前記透過層のうちの1層以上に塗布する工程を備える、液体処理装置の製造方法。
【請求項13】
前記熱可塑性シートの第1の表面を改質するステップが、第1の熱可塑性シートの第1の表面を改質する工程を備え、
当該方法が、熱硬化性樹脂と第2の熱可塑性シートの第1の表面との接合を向上させるように少なくとも前記第2の熱可塑性シートの第1の表面を改質するステップと、前記熱硬化性樹脂を前記液体処理ユニットの反対側の第2の表面で前記第2の熱可塑性シートの前記第1の表面に直接に接合するステップとをさらに備える、請求項12に記載の方法。
【請求項14】
前記第1の熱可塑性シートの反対側の第2の表面を第1のエンドピースの熱可塑性の表面に接合するステップと、前記第2の熱可塑性シートの反対側の第2の表面を第2のエンドピースの熱可塑性の表面に接合するステップとをさらに備える、請求項13に記載の方法。
【請求項15】
請求項12〜14のいずれか一項に従って第1の液体処理装置を製造するステップと、請求項12〜14のいずれか一項に従って第2の液体処理装置を製造するステップと、前記第1の液体処理装置の前記熱可塑性シートの反対側の第2の表面を前記第2の液体処理装置の前記熱可塑性シートの反対側の第2の表面に接合するステップとを備える、液体処理装置の製造方法。
【請求項1】
供給層と、透過層と、前記供給層と前記透過層との間に配置された透過性メディアの層とを備える多層構造を有する液体処理ユニットと、
熱可塑性シートと
を備える液体処理装置であって、
前記透過性メディアが、前記供給層と流体的に連通する供給側と、前記透過層と流体的に連通する透過側とを有しており、前記液体処理ユニットが、互いに反対向きの第1の端面および第2の端面と、前記多層構造の層を結合させ、前記第1の端面の少なくとも一部を形成する熱硬化性樹脂とをさらに備え、
前記熱可塑性シートが、前記液体処理ユニットの前記第1の端面上に重ねられており、前記熱硬化性樹脂が、前記液体処理ユニットの前記第1の端面で前記熱可塑性シートに直接に接合する、液体処理装置。
【請求項2】
前記熱硬化性樹脂が、前記第1の端面で前記液体処理ユニットの周辺部に沿って広がっており、前記熱硬化性樹脂が、前記第1の端面の前記液体処理ユニットの周辺部の周りで前記熱可塑性シートに直接に接合する、請求項1に記載の液体処理装置。
【請求項3】
前記供給層および前記透過層のうちの一方の層が、前記第1の端面の一部を形成しており、前記熱可塑性シートが前記第1の端面で前記一方の層に接合されていない、請求項1または2に記載の液体処理装置。
【請求項4】
前記熱可塑性シートが、前記供給層および前記透過層のうちの一方と流体的に連通する第1の開口を有する、請求項1〜3のいずれか一項に記載の液体処理装置。
【請求項5】
前記液体処理ユニットが、前記液体処理ユニット内部で延びる供給液路および透過液路を有しており、前記供給液路が前記供給層と流体的に連通する一方、前記透過液路が前記透過層と流体的に連通しており、前記熱可塑性シートが、前記液体処理ユニットの前記供給液路または前記透過液路とそれぞれ流体的に連通する供給液開口および透過液開口のうちの少なくとも一方を有する、請求項1〜3のいずれか一項に記載の液体処理装置。
【請求項6】
前記液体処理ユニットが、前記液体処理ユニット内部で延びる、前記供給層と流体的に連通する保持液路をさらに備える、請求項5に記載の液体処理装置。
【請求項7】
前記熱可塑性シートが第1の熱可塑性シートを備え、前記熱硬化性樹脂が、前記液体処理ユニットの前記第2の端面の少なくとも一部を形成しており、前記液体処理装置が、前記液体処理ユニットの前記第2の端面上に重ねられる第2の熱可塑性シートをさらに備え、前記熱硬化性樹脂が、前記液体処理ユニットの前記第2の端面で前記第2の熱可塑性シートに直接に接合する、請求項1〜6のいずれか一項に記載の液体処理装置。
【請求項8】
請求項1〜7のいずれか一項に記載の第1の液体処理装置と、請求項1〜7のいずれか一項に記載の第2の液体処理装置とを備える液体処理装置であって、
前記第1の液体処理装置および前記第2の液体処理装置のそれぞれの前記熱可塑性シートが、互いに反対向きの第1の表面および第2の表面を有しており、
前記第1の液体処理装置および前記第2の液体処理装置のそれぞれの前記熱硬化性樹脂が、前記熱可塑性シートの前記第1の表面に直接に接合しており、
前記第1の液体処理装置の前記熱可塑性シートの前記第2の表面が、前記第2の液体処理装置の前記熱可塑性シートの前記第2の表面に接合されている、液体処理装置。
【請求項9】
エンドピースをさらに備え、前記エンドピースが、熱可塑性樹脂を備える第1の表面を有しており、前記熱可塑性シートが、互いに反対向きの第1の表面および第2の表面を有しており、前記熱硬化性樹脂が、前記熱可塑性シートの前記第1の表面に直接に接合しており、前記熱可塑性シートの前記第2の表面が、前記エンドピースの熱可塑性の前記第1の表面に接合されている、請求項1〜7のいずれか一項に記載の液体処理装置。
【請求項10】
第1のエンドピースおよび第2のエンドピースをさらに備え、前記第1のエンドピースが、熱可塑性樹脂を備える第1の表面を有しており、前記液体処理ユニットが、前記第1のエンドピースと前記第2のエンドピースとの間に配置されており、前記液体処理ユニットの前記第1の端面上に重ねられる前記熱可塑性シートが、互いに反対向きの第1の表面および第2の表面を有しており、前記熱硬化性樹脂が、前記液体処理ユニットの前記第1の端面で前記熱可塑性シートの前記第1の表面に直接に接合しており、前記熱可塑性シートの前記第2の表面が、前記第1のエンドピースの熱可塑性の前記第1の表面に接合されている、請求項1〜7のいずれか一項に記載の液体処理装置。
【請求項11】
第1のエンドピースおよび第2のエンドピースと、
前記第1のエンドピースと前記第2のエンドピースとの間に配置され、それぞれ供給層と、透過層と、前記供給層と前記透過層との間に配置された透過性メディアの層とを備える多層構造を有する第1の液体処理ユニットおよび第2の液体処理ユニットと、
第1の熱可塑性シートおよび第2の熱可塑性シートと、
を備える液体処理装置であって、
前記透過性メディアが、前記供給層と流体的に連通する供給側と、前記透過層と流体的に連通する透過側とを有しており、前記各液体処理ユニットが、互いに反対向きの第1の端面および第2の端面と、前記多層構造の層を結合させ、前記第1の端面の少なくとも一部を形成する熱硬化性樹脂とをさらに備え、
前記第1の熱可塑性シートおよび前記第2の熱可塑性シートが、前記第1の液体処理ユニットおよび前記第2の液体処理ユニットの前記第1の端面間に配置されており、前記各熱可塑性シートが、互いに反対向きの第1の表面および第2の表面を有しており、前記第1の液体処理ユニットの前記第1の端面上の前記熱硬化性樹脂が、前記第1の熱可塑性シートの前記第1の表面に直接接合しており、前記第2の液体処理ユニットの前記第1の端面上の前記熱硬化性樹脂が、前記第2の熱可塑性シートの前記第1の表面に直接接合しており、前記第1の熱可塑性シートおよび前記第2の熱可塑性シートの前記第2の表面が互いに接合されている、液体処理装置。
【請求項12】
熱硬化性樹脂と熱可塑性シートの第1の表面との接合を向上させるように少なくとも前記熱可塑性シートの第1の表面を改質するステップと、
供給層と、透過層と、前記供給層と前記透過層との間に配置された透過性メディアの層とを、前記透過性メディアの供給側が前記供給層に流体的に連通し、前記透過性メディアの透過側が前記透過層に流体的に連通する状態で備える多層構造を有する液体処理ユニットを形成するステップと、
前記熱硬化性樹脂を前記液体処理ユニットの第1の端面で前記熱可塑性シートの前記改質された第1の表面に直接に接合するステップと
を備え、
前記液体処理ユニットを形成するステップが、熱硬化性樹脂を前記供給層、前記透過性メディアの層、および前記透過層のうちの1層以上に塗布する工程を備える、液体処理装置の製造方法。
【請求項13】
前記熱可塑性シートの第1の表面を改質するステップが、第1の熱可塑性シートの第1の表面を改質する工程を備え、
当該方法が、熱硬化性樹脂と第2の熱可塑性シートの第1の表面との接合を向上させるように少なくとも前記第2の熱可塑性シートの第1の表面を改質するステップと、前記熱硬化性樹脂を前記液体処理ユニットの反対側の第2の表面で前記第2の熱可塑性シートの前記第1の表面に直接に接合するステップとをさらに備える、請求項12に記載の方法。
【請求項14】
前記第1の熱可塑性シートの反対側の第2の表面を第1のエンドピースの熱可塑性の表面に接合するステップと、前記第2の熱可塑性シートの反対側の第2の表面を第2のエンドピースの熱可塑性の表面に接合するステップとをさらに備える、請求項13に記載の方法。
【請求項15】
請求項12〜14のいずれか一項に従って第1の液体処理装置を製造するステップと、請求項12〜14のいずれか一項に従って第2の液体処理装置を製造するステップと、前記第1の液体処理装置の前記熱可塑性シートの反対側の第2の表面を前記第2の液体処理装置の前記熱可塑性シートの反対側の第2の表面に接合するステップとを備える、液体処理装置の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−223756(P2012−223756A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−89487(P2012−89487)
【出願日】平成24年4月10日(2012.4.10)
【出願人】(596064112)ポール・コーポレーション (70)
【氏名又は名称原語表記】Pall Corporation
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2012−89487(P2012−89487)
【出願日】平成24年4月10日(2012.4.10)
【出願人】(596064112)ポール・コーポレーション (70)
【氏名又は名称原語表記】Pall Corporation
【Fターム(参考)】
[ Back to top ]