
液体吐出ヘッド及び画像形成装置
【課題】ヘッドの小型化を図ることが難しい。
【解決手段】流路部材5は、個別液室6の入口側開口9が形成された第1面21と、ノズル配列方向の両端部に設けられ、第1面21よりも液体流入方向と反対方向に突出した第2面22と、第1面21と第2面22とを繋ぐ第3面23とを有し、第2面22から第3面23に跨る領域と共通液室部材20との間が封止部材である接着剤24により封止され、接着剤24により、流路部材5と共通液室部材20との間のノズル配列方向における共通液室10の壁面25が形成される。
【解決手段】流路部材5は、個別液室6の入口側開口9が形成された第1面21と、ノズル配列方向の両端部に設けられ、第1面21よりも液体流入方向と反対方向に突出した第2面22と、第1面21と第2面22とを繋ぐ第3面23とを有し、第2面22から第3面23に跨る領域と共通液室部材20との間が封止部材である接着剤24により封止され、接着剤24により、流路部材5と共通液室部材20との間のノズル配列方向における共通液室10の壁面25が形成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は液体吐出ヘッド及び画像形成装置に関する。
【背景技術】
【0002】
プリンタ、ファクシミリ、複写装置、プロッタ、これらの複合機等の画像形成装置として、例えばインク液滴を吐出する液体吐出ヘッド(液滴吐出ヘッド)からなる記録ヘッドを用いた液体吐出記録方式の画像形成装置、例えばインクジェット記録装置が知られている。
【0003】
液体吐出ヘッドとしては、例えば、液滴を吐出する複数のノズルが形成されたノズル板と、ノズルに連なって通じる複数の個別流路を形成する流路板と、個別流路の一部の壁面を形成する振動板部材とを積層接合し、複数の個別流路に液体を供給する共通流路を形成する共通流路部材を、振動板部材を挟んで流路板と反対側の配置したものが知られている(特許文献1)
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2011−086896号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、液体吐出ヘッドの小型化を図るためには個別流路を形成する流路部材の小型化を図る必要がある。
【0006】
本発明は上記の課題に鑑みてなされたものであり、ヘッドの小型化を図ることを目的とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するため、本発明に係る液体吐出ヘッドは、
液滴を吐出する複数のノズルを配列したノズル列を有するノズル板と、
前記ノズルに連なって通じる複数の個別流路を形成する流路部材と、
前記個別流路内の液体を加圧するエネルギーを発生する圧力発生手段と、
前記複数の個別流路に前記液体を供給する共通流路を形成する共通流路部材と、を備え、
前記流路部材は、
前記共通流路に臨み、前記個別流路に通じる入口側開口が形成された第1面と、
ノズル配列方向の両端部に設けられ、前記第1面よりも前記個別流路への液体流入方向と反対方向に突出した第2面と、
前記第2面と前記第1面とを繋ぐ第3面と、を有し、
少なくとも、前記第2面の一部と前記共通流路部材との間が封止部材により封止され、
前記封止部材により、前記流路部材と前記共通流路部材との間のノズル配列方向における前記共通流路の壁面が形成されている
構成とした。
【発明の効果】
【0008】
本発明に係る液体吐出ヘッドによれば、流路部材は、共通流路に臨み、個別流路に通じる入口側開口が形成された第1面と、ノズル配列方向の両端部に設けられ、第1面よりも個別流路への液体流入方向と反対方向に突出した第2面と、第2面と第1面とを繋ぐ第3面と、を有し、少なくとも、第2面の一部と共通流路部材との間が封止部材により封止され、封止部材により、流路部材と共通流路部材との間のノズル配列方向における共通流路の壁面が形成されている構成としたので、ヘッドの小型化を図れる。
【図面の簡単な説明】
【0009】
【図1】本発明の第1実施形態に係る液体吐出ヘッドの外観斜視説明図である。
【図2】同じく図3のX1−X1線(図1のA−A線に相当)に沿う液室長手方向(ノズル配列方向と直交する方向)の要部断面説明図である。
【図3】同じく図2のY1−Y1線に沿う平断面説明図である。
【図4】同じく図1のB−B線に沿う液室短手方向(ノズル配列方向)の要部断面説明図である。
【図5】比較例の説明に供する図6のX2−X2に沿う液室長手方向の要部断面説明図である。
【図6】同じく図5のY2−Y2線に沿う平断面説明図である。
【図7】同じく図8のX3−X3に沿う液室長手方向の要部断面説明図である。
【図8】同じく図7のY3−Y3線に沿う平断面説明図である。
【図9】本発明の第2実施形態に係る液体吐出ヘッドの説明に供する図10のX4−X4線に沿う液室長手方向の要部断面説明図である。
【図10】同じく図9のY4−Y4線に沿う平断面説明図である。
【図11】本発明の第3実施形態に係る液体吐出ヘッドの説明に供する図12のX5−X5線に沿う液室長手方向の要部断面説明図である。
【図12】同じく図11のY5−Y5線に沿う平断面説明図である。
【図13】同じく図12のX6−X6線に沿う液室長手方向の要部断面説明図である。
【図14】同実施形態に係る液体吐出ヘッドの組立て工程におけるアライメント時の状態を説明する図13と同様な断面の断面説明図である。
【図15】本発明に係る液体吐出ヘッドの流路板の製造工程の一例の説明に供する説明図である。
【図16】図15に続く工程の説明に供する説明図である。
【図17】図16に続く工程の説明に供する説明図である。
【図18】図17に続く工程の説明に供する説明図である。
【図19】図18に続く工程の説明に供する説明図である。
【図20】図19に続く工程の説明に供する説明図である。
【図21】図20に続く工程の説明に供する説明図である。
【図22】図21に続く工程の説明に供する説明図である。
【図23】図22に続く工程の説明に供する説明図である。
【図24】図23に続く工程の説明に供する説明図である。
【図25】図24に続く工程の説明に供する説明図である。
【図26】流路板を製作した状態のシリコンウエハの平面説明図である。
【図27】本発明に係る画像形成装置の一例の機構部を説明する概略側面説明図である。
【図28】同機構部の要部平面説明図である。
【発明を実施するための形態】
【0010】
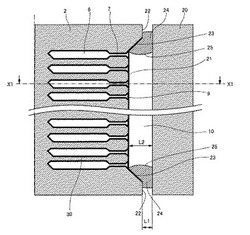
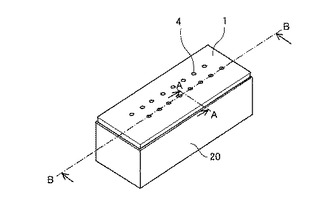
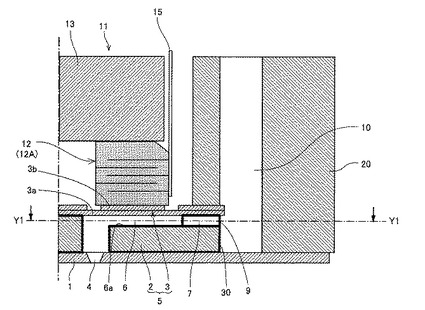
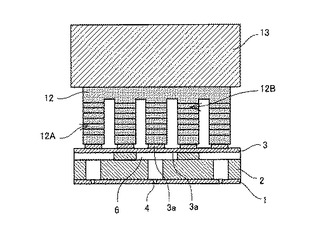
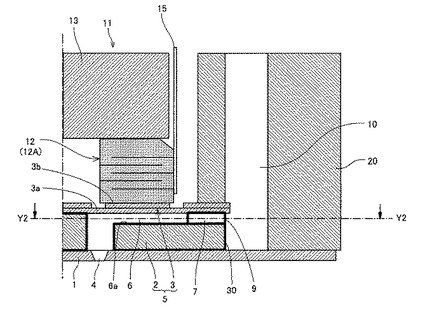
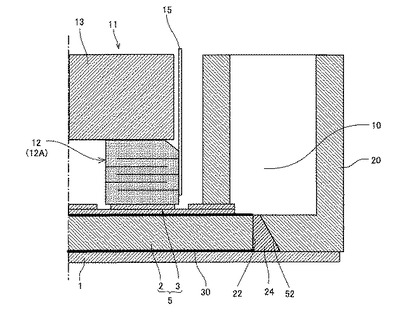
以下、本発明の実施形態について添付図面を参照して説明する。本発明の第1実施形態に係る液体吐出ヘッドについて図1ないし図4を参照して説明する。なお、図1は同ヘッドの外観斜視説明図、図2は図3のX1−X1線(図1のA−A線に相当)に沿う液室長手方向(ノズル配列方向と直交する方向)の要部断面説明図、図3は図2のY1−Y1線に沿う平断面説明図、図4は図1のB−B線に沿う液室短手方向(ノズル配列方向)の要部断面説明図である。
【0011】
この液体吐出ヘッドは、ノズル板1と、流路板(液室基板)2と、振動板部材3とを積層接合している。そして、振動板部材3を変位させる圧電アクチュエータ11と、このヘッドのフレームを構成する共通流路部材として共通液室部材20とを備えている。ここでは、流路板2と振動板部材3とで流路部材5を構成している。
【0012】
ノズル板1、流路板2及び振動板部材3によって、液滴を吐出する複数のノズル4に連なって通じる個別流路としても個別液室(加圧液室、圧力室、加圧室、流路などとも称される。)6、個別液室6に液体を供給する流体抵抗部を兼ねた液体供給路7を形成している。
【0013】
そして、共通液室部材20の共通流路としての共通液室10から液体供給路7を経て複数の個別液室6に液体を供給する。ここでは、個別液室6に通じる液体供給路7の入口側開口9が、共通液室10に臨み、個別液室6に通じる入口側開口となる。
【0014】
ここで、ノズル板1は、ニッケル(Ni)の金属プレートから形成したもので、エレクトロフォーミング法(電鋳)で製造したものを用いている。これに限らず、その他の金属部材、樹脂部材、樹脂層と金属層の積層部材などを用いることができる。ノズル板1には、各液室6に対応して例えば直径10〜35μmのノズル4を形成し、流路板2と接着剤接合している。また、このノズル板1の液滴吐出側面(吐出方向の表面:吐出面、又は液室6側と反対の面)には撥水層を設けている。
【0015】
流路板2は、単結晶シリコン基板をエッチングして、個別液室6、液体供給路7などを構成する溝部6aを形成している。また、流路板2の表面には後述する保護膜30が形成されている。なお、流路板2は、例えばSUS基板などの金属板を酸性エッチング液を用いてエッチング、あるいはプレスなどの機械加工を行って形成することもできる。
【0016】
振動板部材3は、流路板2の個別液室6を形成する溝部6aの壁面を形成する壁面部材を兼ねている。この振動板部材3は、各個別液室6に対応してその壁面の一部を形成する各振動領域(ダイアフラム部)3aを有し、振動領域3aには島状凸部3bが形成されている。
【0017】
そして、この振動板部材3の個別液室6とは反対側に、振動板部材3の振動領域3aを変形させる駆動手段(アクチュエータ手段、圧力発生手段)としての電気機械変換素子を含む圧電アクチュエータ11を配置している。
【0018】
この圧電アクチュエータ11は、ベース部材13上に接着剤接合した複数の積層型圧電部材12を有し、圧電部材12にはハーフカットダイシングによって溝加工して1つの圧電部材12に対して所要数の圧電柱12A、12Bを所定の間隔で櫛歯状に形成している。
【0019】
圧電部材12の圧電柱12A、12Bは、同じものであるが、駆動波形を与えて駆動させる圧電柱を駆動圧電柱(駆動柱)12A、駆動波形を与えないで単なる支柱として使用する圧電柱を非駆動圧電柱(非駆動柱)12Bとして区別している。
【0020】
そして、駆動柱12Aの上端面(接合面)を振動板部材3の振動領域3aに接合している。この圧電部材12は、圧電層と内部電極とを交互に積層したものであり、内部電極がそれぞれ端面に引き出されて外部電極が設けられ、駆動柱12Aの外部電極に駆動信号を与えるための可撓性を有するフレキシブル配線基板としてのFPC15が接続されている。
【0021】
共通液室部材20は、このヘッド全体のフレーム部材を兼ねており、例えばエポキシ系樹脂或いは熱可塑性樹脂であるポリフェニレンサルファイト等で射出成形により形成している。そして、この共通液室部材20は、ノズル配列方向と直交する方向では、ノズル板1の周縁部と流路部材5を構成する振動板部材3の端部に段違いで接着剤にて接合している。
【0022】
このように構成した液体吐出ヘッドにおいては、例えば駆動柱12Aに印加する電圧を基準電位から下げることによって駆動柱12Aが収縮し、振動板部材3の液室壁面を形成する振動領域3aが下降して個別液室6の容積が膨張することで、個別液室6内に液体が流入し、その後駆動柱12Aに印加する電圧を上げて駆動柱12Aを積層方向に伸長させ、振動板部材3の振動領域3aをノズル4方向に変形させて個別液室6の容積を収縮させることにより、個別液室6内の液体が加圧され、ノズル4から液滴が吐出(噴射)される。
【0023】
そして、駆動柱12Aに印加する電圧を基準電位に戻すことによって振動板部材3の振動領域3aが初期位置に復元し、個別液室6が膨張して負圧が発生するので、このとき、共通液室10から液体供給路7を通じて個別液室6内に液体が充填される。そこで、ノズル4のメニスカス面の振動が減衰して安定した後、次の液滴吐出のための動作に移行する。
【0024】
なお、このヘッドの駆動方法については上記の例(引き−押し打ち)に限るものではなく、駆動波形の与えた方によって引き打ちや押し打ちなどを行なうこともできる。
【0025】
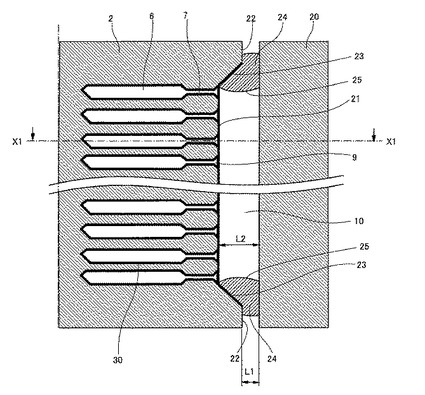
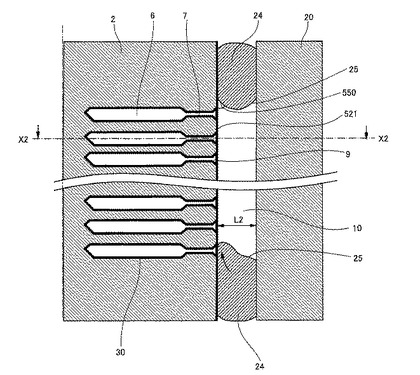
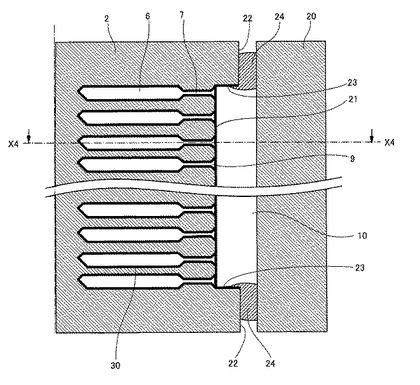
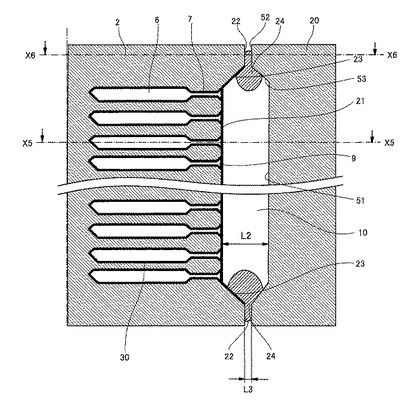
そこで、本実施形態における個別液室6を形成している流路板2及び振動板部材3で構成される流路部材5と共通液室部材20とのノズル配列方向における接合について図3を参照して説明する。
【0026】
流路部材5は、個別液室6への液体流入方向(共通液室10側からのノズル4側に向かう方向)に沿う方向の端部が、共通液室10に臨んでいる。
【0027】
ここで、流路部材5は、個別液室6の入口側開口9が形成された第1面21と、ノズル配列方向の両端部に設けられ、第1面21よりも液体流入方向と反対方向に突出した第2面22と、第1面21と第2面22とを繋ぐ第3面23とを有している。
【0028】
この第3面23は、ノズル配列方向において、第1面21から第2面22に向けてノズル配列方向両端部側に広がる方向のテーパ面としている。なお、第3面23は平坦面でも曲面でもよい。
【0029】
そして、第2面22から第3面23に跨る領域と共通液室部材20との間が封止部材である接着剤24により封止されている。
【0030】
したがって、封止部材である接着剤24により、流路部材5と共通液室部材20との間のノズル配列方向における共通液室10の壁面25が形成される。
【0031】
このように、流路部材5の共通液室部材20と接合する面を、個別液室6の入口側開口9が設けられた第1面21より突出した第2面22とすることで、接合面とフレーム部材である共通液室部材20との接合部幅(間隔)L1を狭めることができる。
【0032】
そのため、流路部材5と共通液室部材20との接合に使用する接着剤量を低減することができ、接着剤24の流れ出しによって個別液室6の入口側開口9を塞ぐおそれを低減することができる。
【0033】
一方で、流路部材5の個別液室6の入口側開口9が設けられた第1面21は、接合面となる第2面22よりも個別液室側(液体流入方向に向かう方向)に後退した面であることから、流路部材5とノズル板1と共通液室部材20で形成される共通液室10の幅(流路部材5の端面と共通液室部材20との間隔)L2を広げることができ、液体供給路7に流入させる液体の流体抵抗を下げ、個別液室6に安定して液体を供給することができるので、安定した滴吐出による画像形成が可能となる。
【0034】
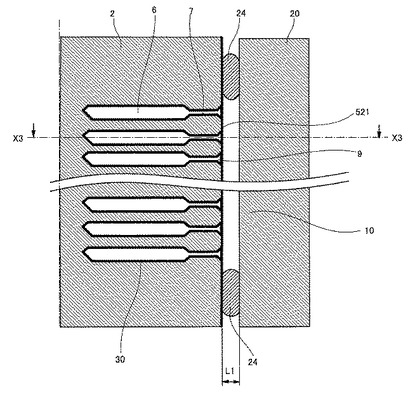
この作用効果について、図5ないし図8に示す比較例との対比において説明する。なお、図5は図6のX2−X2に沿う液室長手方向の要部断面説明図、図6は図5のY2−Y2線に沿う平断面説明図、図7は図8のX3−X3に沿う液室長手方向の要部断面説明図、図8は図7のY3−Y3線に沿う平断面説明図である。
【0035】
この比較例では、流路部材5のノズル配列方向と直交する方向の端面を平坦な端面521(上記実施形態の第1面21に相当する面のみ)としている。そして、この流路部材5のノズル配列方向の端部と共通液室部材20とを接着剤24で接合し、接着剤24で共通液室10のノズル配列方向の壁面25を形成している。
【0036】
ところで、共通液室10は個別液室6に対して液体を安定して供給する必要があり、例えば全てのノズル4からの滴吐出が行われても、次の滴吐出に備えて速やかに各個別液室6に液体を供給できる容量を確保しなければならない。
【0037】
そのためには、流路部材5のノズル配列と直交する方向の端面521と共通液室部材20との間にノズル配列方向と直交する方向で所要の間隔(これを、上記実施形態の間隔L2とする。)を確保しなければならない。
【0038】
そこで、図5及び図6に示すように、流路部材5の端面521と共通液室部材20との間隔L2を確保した場合、流路部材5の端面521と共通液室部材20との間のギャップを埋めるために多量の接着剤24を塗布しなければならなくなる。
【0039】
その結果、接着剤24が硬化するまでに接着剤24が流れ出すおそれがあることから、個別液室6の入口側開口9が形成された領域よりも離れた位置に接着剤24を塗布する必要がある(例えば、図6の上側の接着剤24の場合)。
【0040】
このように、接着剤24をノズル配列方向端部の個別液室6の入口側開口9から離間させると、端面521と接着剤24の間に凹部が形成され、液体の流れが生じにくい死水領域が生じて、気泡550が滞留し、抜けなくなるおそれがある。
【0041】
この気泡550が画像形成中のあるタイミングでヘッドが搭載されたキャリッジの往復運動などにより個別液室6内に侵入すると、不吐出や噴射曲がりなどが生じて画像品質が低下することになる。
【0042】
この場合、図6の下側の接着剤24のように、接着剤24をノズル配列方向の端部の個別液室6の入口側開口9に近い箇所に塗布すると、接着剤24が矢示方向に流れ出して、近くの個別液室6の入口側開口9を塞ぐおそれがあり、これにより、液体供給ができなくなるので、吐出不良が発生する。
【0043】
そこで、図7及び図8に示すように、流路部材5の端面521と共通液室部材20との間隔を間隔L1のように狭くした場合、接着剤24の塗布量は少なくなり、ノズル配列方向と直交する方向における塗布幅も狭くなることから、接着剤位置の制御は容易となり、図5に示した凹部による死水領域や、接着剤の開口9への流れ込みが生じるおそれは少なくなる。
【0044】
しかしながら、上述したように、流路部材5の端面521と共通液室部材20との間隔が狭くなることで、共通液室10の容量が小さくなり、この部分の流体抵抗が大きくなる。その結果、個別液室6に対する液体供給が滴吐出に追従できなくなって、不吐出が発生する可能性が高くなる。
【0045】
また、流路部材5の端面521と共通液室部材20との間隔が狭くなることで、図7に示すように、流路部材5の端面521と共通液室部材20とノズル板1とで狭い凹部が形成されて、この凹部に気泡550が滞留しやすくなる。この気泡550は液体充填動作〔ヘッドに対する初期充填動作など〕では抜けにくいので、画像形成動作中などに上昇して開口9から個別液室6に侵入して滴吐出不良を生じ、画像抜けなどが生じるおそれがある。
【0046】
これに対して、本実施形態のように、流路部材5の共通液室部材20とを接合する面を、個別液室6の入口側開口9が設けられた第1面21より液体流入方向と反対方向、言い換えればノズル配列方向と直交する方向において、共通液室部材20側に突出した第2面22とし、第2面22を接着面(接合面)とすることによって、図5及び図6に示す場合と同様な共通液室容量を確保しつつ、図7及び図8に示す場合と同様な接着剤の塗布制御の容易性を併せて得ることができる。
【0047】
次に、本実施形態における第1面21、第2面22、第3面23の詳細について説明する。
【0048】
まず、第3面23は、前述したように、ノズル配列方向において、第1面21から第2面22に向けてノズル配列方向端部側に向けて広がる方向のテーパ面としている。
【0049】
これにより、流路部材5と共通液室部材20とを接着剤24で接合するとき、余剰な接着剤24は流れ出すとより広い領域に吸収されるため、個別液室6の入口側開口9まで接着剤24が流れ込むことを確実に防止することができる。
【0050】
このようなテーパ面となる第3面23は、例えば流路板2を単結晶シリコン基板から形成する場合エッチングレートの遅い面で形成することができる。
【0051】
第1面21は、流路板2を単結晶シリコン基板から形成する場合、流路板2のエッチング加工面を含めて、保護膜30が形成された面とすることが好ましい。これにより、液体に晒される流路部材5の第1面21が液体によって溶解することを防止できる。
【0052】
保護膜30は、例えば、エッチング加工後のシリコン基板を全面熱酸化することによってシリコン熱酸化膜を形成し、あるいは、テフロン(登録商標)、シリコーン、ポリイミドなどの樹脂膜をコーティングし、あるいは、焼成などにより基板上に固着させてもよい。また、前記保護膜としては、金属やSiN、SiO2などの無機物をコーティングしても良い。
【0053】
第2面22は、接着剤24で封止される領域或いは共通液室10より外部の領域とすることができ、液体に直接触れることがない。したがって、第2面22は、保護膜30が無くてもよく、機械加工によって形成することができる。
【0054】
このように、第2面22を機械加工面とできることにより、例えばシリコン基板に多数の個別液室6や液体供給路7を有する流路板2をエッチング加工によって形成し、保護膜30を一括形成した後、機械加工によって個々の流路板2に分割することができ、流路板2の生産性を大きく改善できるようになる。
【0055】
この場合の機械加工としては、砥粒ダイシング、レーザーダイシング、へき開による分離などを用いることができる。
【0056】
ところで、このような機械加工では、砥粒ダイシングでは砥粒に削られたダイシング屑が発生し、流路板2の入口側開口9をダイシング面とすると、ダイシング屑が液体供給路7及び個別液室6となる溝部6aに混入し、滴吐出時にノズル詰りを引き起こすおそれがある。
【0057】
また、レーザーダイシングにおいても、レーザー照射によるアブレーションや脆弱層形成により屑が発生しやすくなり、滴吐出時にノズル詰りを引き起こすおそれがある。
【0058】
へき開による分離にあっても、へき開時のクラックや脆弱層形成により屑が発生しやすくなり、滴吐出時にノズル詰りを引き起こすおそれがある。
【0059】
また、機械加工面はチッピングが発生しやすく、チッピングによる異物がノズル詰りを発生させるおそれがある。
【0060】
しかしながら、本実施形態における第2面22は、機械加工面としても、接着剤24で封止される領域或いは共通液室10より外側の領域のみとなるので、機械加工屑、へき開時の屑、チッピングによる異物などが共通液室10に混入することを確実に防止することができ、このような屑などの異物が個別液室6内に混入することを防止できる。
【0061】
また、第1面21と第2面22との間に第3面23を設ける、つまり、流路部材5の共通液室部材20側の最も外側の端面を、個別液室6の入口側開口9が設けられた第1面21より共通液室部材20側に突出した第2面22としていることで、保護膜形成後に機械加工を行っても、液体に接する第1面21に形成された保護膜30が損傷することを防止できる。
【0062】
つまり、砥粒ダイシングなどの機械加工では、機械加工面周囲の保護膜が機械加工を行うブレードによって傷つけられるおそれがある。また、直接ブレードなどが触れなくても、機械加工時の加工屑により保護膜の一部が傷つくおそれがある。
【0063】
この保護膜は、前述したように液体との接触で流路板2などが溶解しないようにするためのものであるから、機械工時に保護膜の一部に傷が付くと、傷から溶解が始まり、溶解された部分から保護面が剥がれ、やがて広い領域にわたって溶解するおそれがある。
【0064】
そこで、機械加工で形成する第2面22を保護膜30が形成された第1面21とずらすことによって、機械加工により第1面21の保護膜30が傷つくおそれを大幅に低減することができる。
【0065】
また、第2面22を機械加工面とすることで、流路部材5と共通液室部材20との接合力を高めることができる。
【0066】
すなわち、前述した図5ないし図8で説明した比較例の構造にあっては、端面521が平坦面であって全体に保護膜を形成することになり、接着剤24で封止される領域も保護膜が形成されることとなる。ところが、保護膜は化学的に耐性の高い化学物質を用いることから、一般的に接着剤に対しても結合が弱く、接着力が弱いため、流路部材5と共通液室部材20との接合強度が十分でないおそれが生じる。
【0067】
これに対し、共通液室部材20と接合する流路部材5を構成する流路板2の第2面22を機械加工面とすることで、接着剤24は保護膜の無い第2面22と共通液室部材20とを接着するため、保護膜が付けられた面との接着よりも結合力が高く、高い接合強度が得られる。これにより、接合部の径時劣化による接着力低下を防ぐことができ、長期にわたり安定した滴吐出を行うことができる。
【0068】
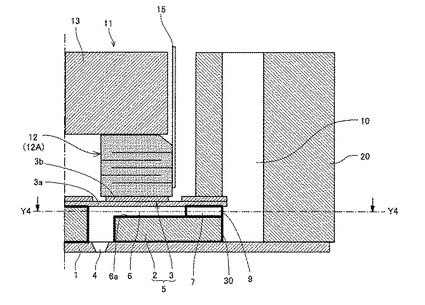
次に、本発明の第2実施形態に係る液体吐出ヘッドについて図9及び図10を参照して説明する。なお、図9は図10のX4−X4線に沿う液室長手方向の要部断面説明図、図10は図9のY4−Y4線に沿う平断面説明図である。
【0069】
本実施形態では、第1面21と第2面22とを繋ぐ第3面23を段差面としている。つまり、第3面23は、第1面21から液体流入方向と反対方向にほぼ垂直(垂直を含む。)に立ち上がって第2面22に繋がっている。
【0070】
このように構成することで、接着剤24が流れ出しても、接着剤24が個別液室6の入口側開口9まで流れ込んで、入口側開口9を閉塞するおそれを低減できる。また、個別液室6の入口側開口9を第1面21の端まで形成することにより、共通液室10のノズル配列方向端部の凹部が小さくなり、充填時の気泡残留を低減することができる。
【0071】
この場合、後に詳述する製造工程(プロセス)を採用することで、第1面21と第2面22とをほぼ垂直につなぐ第3面23はエッチングレートの遅い面を用いて形成することができる。
【0072】
エッチングレートの遅い面で形成することにより、ほぼ垂直面の位置を正確に出すことができ、流路部材端部の凹部を極力小さく製造することが可能になる。
【0073】
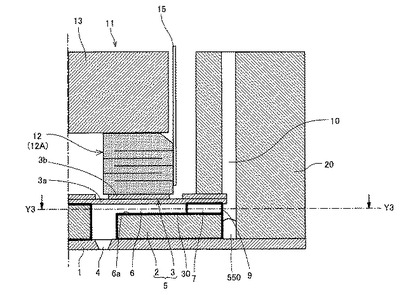
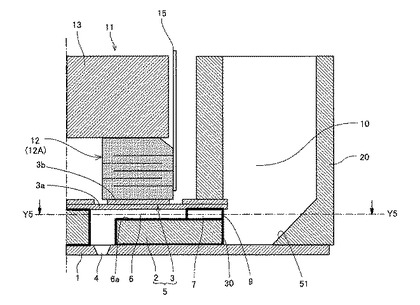
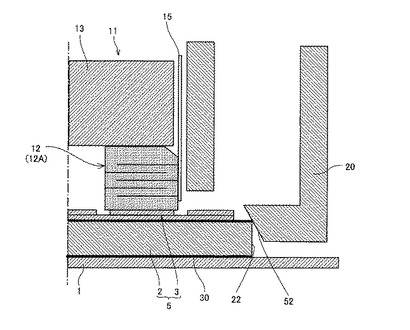
次に、本発明の第3実施形態に係る液体吐出ヘッドについて図11ないし図13を参照して説明する。なお、図11は図12のX5−X5線に沿う液室長手方向の要部断面説明図、図12は図11のY5−Y5線に沿う平断面説明図、図13は図12のX6−X6線に沿う液室長手方向の要部断面説明図である。
【0074】
本実施形態では、共通液室部材20の流路部材5のノズル配列方向と直交する方向の端面に対向する部分を、平面形状で見て、流路部材5の端面形状と逆形状としている。つまり、流路部材5の第1面21に対向する部分を第1面51とし、ノズル配列方向両端部に第1面51より流路部材5側に突出した第2面52を設け、第1面51と第2面52とをつなぎノズル配列方向両端部に向けて共通液室部材20の断面積が広がる方向のテーパ状の第3面53で第1面51と第2面52とを繋いでいる。
【0075】
このように構成することで、流路部材5の第2面22と接着剤24で接合する共通液室部材20側の第2面52との間隔L3を前記実施形態よりも狭く(L3<L1)することができ、接着剤24の流れ出しをより少なくすることができる。それとともに、流路部材5の第1面21と共通液室部材20の第1面51との間隔L2が狭くならないので、前記実施形態と同様に必要な共通液室10の容量を確保することができる。
【0076】
ここで、第1面51は、図11に示すように、ノズル板1から離れるに従って流路部材5の端面から離間する方向に傾斜するテーパ面としている。また、第2面52は、図13に示すように、ノズル板1から離れるに従って流路部材5の端面に近づく方向に傾斜するテーパ面としている。
【0077】
さらに、接着剤24の一部が流れ出しても、流れ出しに伴って流路部材5の第3面23及び共通液室部材20の第3面53に広がるために、接着剤24が個別液室6の入口側開口9まで流れ出して閉塞するおそれを低減できる。
【0078】
次に、本実施形態に係る液体吐出ヘッドの組立て工程について図14を参照して説明する。なお、図14はアライメント時の状態を説明する図13と同様な断面の断面説明図である。
【0079】
ノズル板1及び流路部材5が組立てられたアセンブリと、共通液室部材20とを接合するとき、共通液室部材20のテーパ面である第2面52を流路部材5の第2面22に沿ってアライメントして接合されることとなる。
【0080】
このように、流路部材5の突出面である第2面22を組立基準とすることにより、第1面21が第2面22に対して液体の流れ方向に後退しており、確実に共通液室10の幅を確保し、入口側開口9に流入する液体の流体抵抗を下げ、安定した供給を可能とすることができる。
【0081】
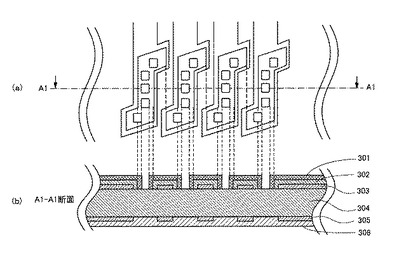
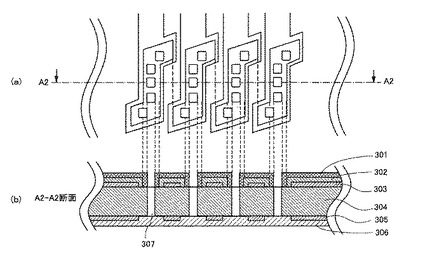
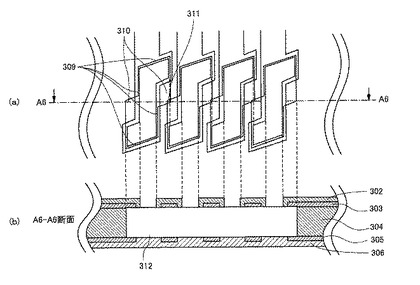
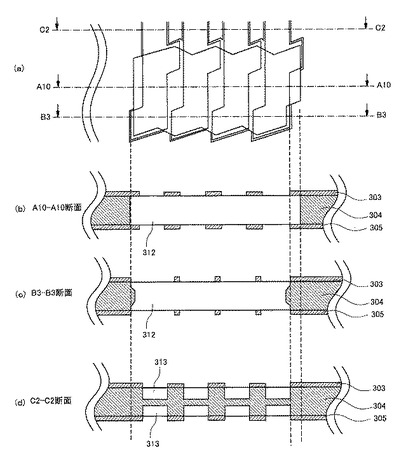
次に、本発明に係る液体吐出ヘッドの流路板の製造工程の一例について図15ないし図26を参照して説明する。なお、図15ないし図25において、各図(a)は要部平面説明図、(b)、(c)は(a)に付記した断面線に沿う断面説明図、図26は流路板を製作した状態のシリコンウエハの平面説明図である。
【0082】
まず、図15に示すように、例えば結晶面方位<110>のシリコン基板(ウエハ)304に対し、表面ウェットエッチング用レジストパターン303、裏面ウェットエッチング用レジストパターン305をパターニングし、裏面保護レジストパターン306をパターニングし、次いで、表面ウェットエッチング用レジストパターン302、ドライエッチング用レジストパターン301をそれぞれパターニングする。
【0083】
続いて、図16に示すように、ドライエッチング用レジストパターン301の開口を用いて、シリコン基板304に貫通穴307を空ける。このような貫通エッチングは、例えばドライエッチングの方法のひとつであるICPエッチング装置によるボッシュ法により容易に形成することができる。
【0084】
続いて、図17に示すように、ドライエッチング用レジストパターン301を剥離し、表面ウェットエッチング用レジストパターン302を露出させる。
【0085】
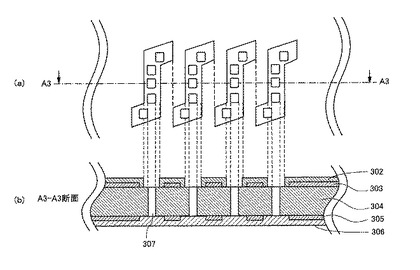
その後、図18に示すように、ウェットエッチングを行って貫通穴308を形成する。
【0086】
さらに、ウェットエッチングを進めると、図19に示すように、エッチングレートの遅い<111>面309はほとんど横方向にはエッチングされず、ほぼマスクパターンのままウエハ厚み方向にエッチングされる。
【0087】
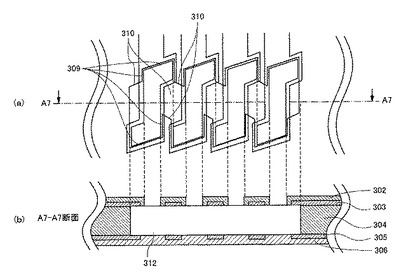
一方で、エッチングレートの速い<110>面及び<100>面310はレジストパターン下面の横方向にエッチングされていく。
【0088】
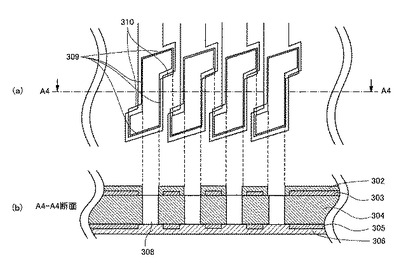
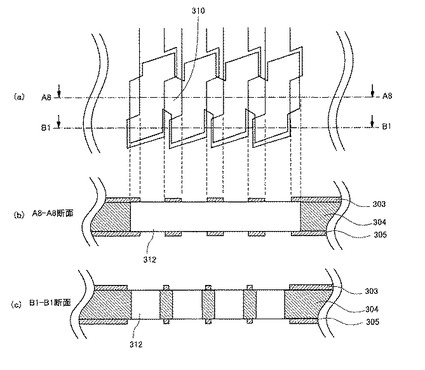
そして、エッチングが進むと、図20に示すように、隣接した貫通穴308同士が接触して連結して貫通穴312となる。
【0089】
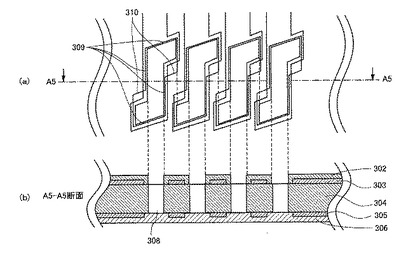
すると、連結部より逆方向にエッチングが進み、図21に示すようになる。ある程度エッチングが進んだ段階で、図22に示すように、溝部を形成するために表面ウェットエッチング用レジストパターン302及び裏面保護レジストパターン306を剥離する。
【0090】
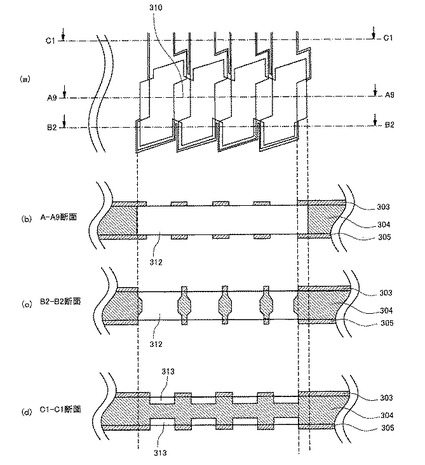
その後、再びエッチングを進めると、図23に示すように、溝部を形成するエッチングと共に貫通孔が連結してできた角部もエッチングされていく。
【0091】
所望の溝部313の深さでエッチングを止めると、図24に示すように、溝部313と大きな貫通穴312が形成される。
【0092】
その後、パターニングを全て剥離すると、図25に示すように、シリコン基板304内に溝部313と貫通穴312を形成することができる。
【0093】
ここで、表面ウェットエッチング用レジストパターン302及び裏面保護レジストパターン306を剥離するタイミングは、形成する貫通穴312の大きさと、溝部313の深さにより決めることができる。
【0094】
また、上述したプロセスでは幅の狭い貫通穴307、308を形成するために、各穴がエッチングにより連結される前後でエッチング方向が変化するパターン(これを「補償パターン」という。)を用いたが、貫通穴を形成する方法はこれに限るものではない。
【0095】
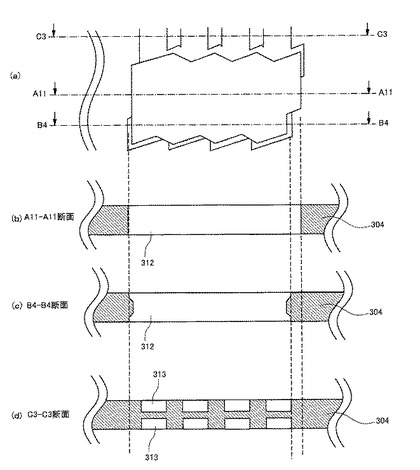
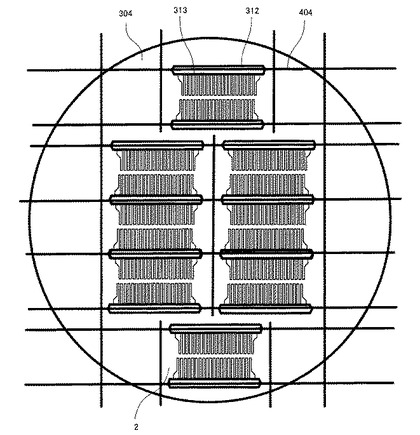
続いて、前述のようなプロセスを行ったシリコンウエハ304の平面図を図26に示している。上述したプロセス後にシリコンウエハ304を熱酸化することにより、溝部313及び貫通穴312を保護膜30となる熱酸化膜で覆うことができる。
【0096】
その後、図26における切断線404で切断することにより、流路部材5の流路板2の溝部313(溝部6a)が露出する第1面21と、第1面21より突出した第2面22を有する流路板2を得ることができる。
【0097】
ここで、溝部を形成するシリコンウエハの結晶方位を表面が(110)となる基板を用いてエッチング加工を行うと、結晶方位によるエッチングレートが大きく違うため、縦方向のエッチング面がエッチング底面に対して垂直に残るため、矩形の溝部を容易に形成することができる。
【0098】
保護膜は、溝部及び開口面を形成した基板を熱酸化することにより、基板表面に酸化膜を形成することにより製作することができる。
【0099】
シリコン基板の場合、アルカリ性の液体に対して、酸化していないシリコンは溶解するが、酸化後の酸化シリコンは酸化する前に比べ大幅に溶解速度が遅くなり、保護膜として使用することができる。
【0100】
熱酸化膜以外の保護膜として、溝及び開口面を形成した基板に対して、樹脂のコーティングを行うことにより形成することができる。樹脂コーティングはスプレーコーティングや、ディッピングを用いることができる。
【0101】
また、熱酸化膜以外の保護膜として、保護材をCVDや蒸着により塗布する方法を用いることもできる。
【0102】
前述したシリコンウエハの切断は、砥粒ダイシング、レーザーダイシング、へき開による分離、ダイシングテープ貼付でのエキスパンドによる切断などの方法を用いることができる。
【0103】
これらの一連の加工法により、溝端部が開口された面がエッチング加工面に保護膜が形成された面を有する流路板2を簡便に形成することができる。
【0104】
なお、上記実施形態では、流路部材を構成している個別流路の壁面を形成する壁面部材が振動板部材である圧電型ヘッドで説明しているが、発熱抵抗体を設けた基板を壁面部材とするサーマル型ヘッドでも、その他静電型ヘッドであっても、同様に本発明を適用することができる。
【0105】
また、上述した液体吐出ヘッドとこの液体吐出ヘッドに液体を供給するタンクを一体化することでヘッド一体型液体カートリッジ(カートリッジ一体型ヘッド)を得ることができる。
【0106】
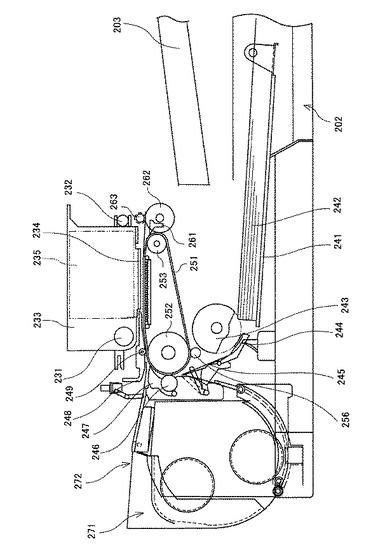
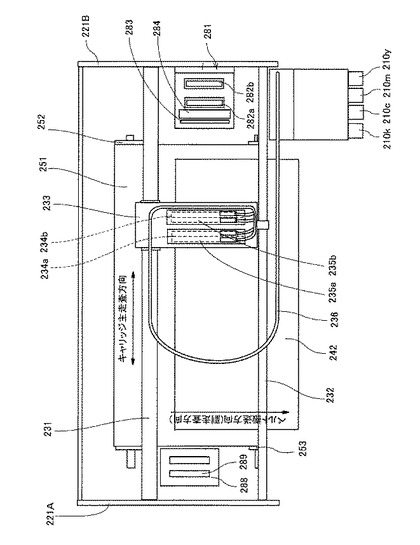
次に、本発明に係る液体吐出ヘッドを備える本発明に係る画像形成装置の一例について図27及び図28を参照して説明する。なお、図27は同装置の機構部の側面説明図、図28は同機構部の要部平面説明図である。
【0107】
この画像形成装置はシリアル型画像形成装置であり、左右の側板221A、221Bに横架したガイド部材である主従のガイドロッド231、232でキャリッジ233を主走査方向に摺動自在に保持し、図示しない主走査モータによってタイミングベルトを介して矢示方向(キャリッジ主走査方向)に移動走査する。
【0108】
このキャリッジ233には、イエロー(Y)、シアン(C)、マゼンタ(M)、ブラック(K)の各色のインク滴を吐出するための本発明に係る液体吐出ヘッドと同ヘッドに供給するインクを収容するタンクを一体化した記録ヘッド234を複数のノズルからなるノズル列を主走査方向と直交する副走査方向に配列し、インク滴吐出方向を下方に向けて装着している。
【0109】
記録ヘッド234は、それぞれ2つのノズル列を有し、一方の記録ヘッド234aの一方のノズル列はブラック(K)の液滴を、他方のノズル列はシアン(C)の液滴を、他方の記録ヘッド234bの一方のノズル列はマゼンタ(M)の液滴を、他方のノズル列はイエロー(Y)の液滴を、それぞれ吐出する。なお、ここでは2ヘッド構成で4色の液滴を吐出する構成としているが、1ヘッド当たり4ノズル列配置とし、1個のヘッドで4色の各色を吐出させることもできる。
【0110】
また、記録ヘッド234のタンク235には各色の供給チューブ236を介して、供給ユニット224によって各色のインクカートリッジ210から各色のインクが補充供給される。
【0111】
一方、給紙トレイ202の用紙積載部(圧板)241上に積載した用紙242を給紙するための給紙部として、用紙積載部241から用紙242を1枚ずつ分離給送する半月コロ(給紙コロ)243及び給紙コロ243に対向し、摩擦係数の大きな材質からなる分離パッド244を備え、この分離パッド244は給紙コロ243側に付勢されている。
【0112】
そして、この給紙部から給紙された用紙242を記録ヘッド234の下方側に送り込むために、用紙242を案内するガイド245と、カウンタローラ246と、搬送ガイド部材247と、先端加圧コロ249を有する押さえ部材248とを備えるとともに、給送された用紙242を静電吸着して記録ヘッド234に対向する位置で搬送するための搬送手段である搬送ベルト251を備えている。
【0113】
この搬送ベルト251は、無端状ベルトであり、搬送ローラ252とテンションローラ253との間に掛け渡されて、ベルト搬送方向(副走査方向)に周回するように構成している。また、この搬送ベルト251の表面を帯電させるための帯電手段である帯電ローラ256を備えている。この帯電ローラ256は、搬送ベルト251の表層に接触し、搬送ベルト251の回動に従動して回転するように配置されている。この搬送ベルト251は、図示しない副走査モータによってタイミングを介して搬送ローラ252が回転駆動されることによってベルト搬送方向に周回移動する。
【0114】
さらに、記録ヘッド234で記録された用紙242を排紙するための排紙部として、搬送ベルト251から用紙242を分離するための分離爪261と、排紙ローラ262及び排紙コロ263とを備え、排紙ローラ262の下方に排紙トレイ203を備えている。
【0115】
また、装置本体の背面部には両面ユニット271が着脱自在に装着されている。この両面ユニット271は搬送ベルト251の逆方向回転で戻される用紙242を取り込んで反転させて再度カウンタローラ246と搬送ベルト251との間に給紙する。また、この両面ユニット271の上面は手差しトレイ272としている。
【0116】
さらに、キャリッジ233の走査方向一方側の非印字領域には、記録ヘッド234のノズルの状態を維持し、回復するための回復手段を含む本発明に係るヘッドの維持回復装置である維持回復機構281を配置している。この維持回復機構281には、記録ヘッド234の各ノズル面をキャピングするための各キャップ部材(以下「キャップ」という。)282a、282b(区別しないときは「キャップ282」という。)と、ノズル面をワイピングするためのブレード部材であるワイパーブレード283と、増粘した記録液を排出するために記録に寄与しない液滴を吐出させる空吐出を行うときの液滴を受ける空吐出受け284などを備えている。
【0117】
また、キャリッジ233の走査方向他方側の非印字領域には、記録中などに増粘した記録液を排出するために記録に寄与しない液滴を吐出させる空吐出を行うときの液滴を受ける空吐出受け288を配置し、この空吐出受け288には記録ヘッド234のノズル列方向に沿った開口部289などを備えている。
【0118】
このように構成したこの画像形成装置においては、給紙トレイ202から用紙242が1枚ずつ分離給紙され、略鉛直上方に給紙された用紙242はガイド245で案内され、搬送ベルト251とカウンタローラ246との間に挟まれて搬送され、更に先端を搬送ガイド237で案内されて先端加圧コロ249で搬送ベルト251に押し付けられ、略90°搬送方向を転換される。
【0119】
このとき、帯電ローラ256に対してプラス出力とマイナス出力とが交互に繰り返すように、つまり交番する電圧が印加され、搬送ベルト251が交番する帯電電圧パターン、すなわち、周回方向である副走査方向に、プラスとマイナスが所定の幅で帯状に交互に帯電されたものとなる。このプラス、マイナス交互に帯電した搬送ベルト251上に用紙242が給送されると、用紙242が搬送ベルト251に吸着され、搬送ベルト251の周回移動によって用紙242が副走査方向に搬送される。
【0120】
そこで、キャリッジ233を移動させながら画像信号に応じて記録ヘッド234を駆動することにより、停止している用紙242にインク滴を吐出して1行分を記録し、用紙242を所定量搬送後、次の行の記録を行う。記録終了信号又は用紙242の後端が記録領域に到達した信号を受けることにより、記録動作を終了して、用紙242を排紙トレイ203に排紙する。
【0121】
このように、この画像形成装置では、本発明に係る液体吐出ヘッドを記録ヘッドとして備えるので、高画質画像を安定して形成することができる。
【0122】
なお、本願において、「用紙」とは材質を紙に限定するものではなく、OHP、布、ガラス、基板などを含み、インク滴、その他の液体などが付着可能なものの意味であり、被記録媒体、記録媒体、記録紙、記録用紙などと称されるものを含む。また、画像形成、記録、印字、印写、印刷はいずれも同義語とする。
【0123】
また、「画像形成装置」は、紙、糸、繊維、布帛、皮革、金属、プラスチック、ガラス、木材、セラミックス等の媒体に液体を吐出して画像形成を行う装置を意味し、また、「画像形成」とは、文字や図形等の意味を持つ画像を媒体に対して付与することだけでなく、パターン等の意味を持たない画像を媒体に付与すること(単に液滴を媒体に着弾させること)をも意味する。
【0124】
また、「インク」とは、特に限定しない限り、インクと称されるものに限らず、記録液、定着処理液、液体などと称されるものなど、画像形成を行うことができるすべての液体の総称として用い、例えば、DNA試料、レジスト、パターン材料、樹脂なども含まれる。
【0125】
また、「画像」とは平面的なものに限らず、立体的に形成されたものに付与された画像、また立体自体を三次元的に造形して形成された像も含まれる。
【0126】
また、画像形成装置には、特に限定しない限り、シリアル型画像形成装置及びライン型画像形成装置のいずれも含まれる。
【符号の説明】
【0127】
1 ノズル板
2 流路板
3 振動板部材
3a 振動領域
4 ノズル
6 個別液室(個別流路、圧力室)
7 液体供給路
9 入口側開口
10 共通液室
12 圧電部材
20 共通液室部材
21 第1面
22 第2面
23 第3面
24 接着剤(封止剤)
233 キャリッジ
234a、234b 記録ヘッド
【技術分野】
【0001】
本発明は液体吐出ヘッド及び画像形成装置に関する。
【背景技術】
【0002】
プリンタ、ファクシミリ、複写装置、プロッタ、これらの複合機等の画像形成装置として、例えばインク液滴を吐出する液体吐出ヘッド(液滴吐出ヘッド)からなる記録ヘッドを用いた液体吐出記録方式の画像形成装置、例えばインクジェット記録装置が知られている。
【0003】
液体吐出ヘッドとしては、例えば、液滴を吐出する複数のノズルが形成されたノズル板と、ノズルに連なって通じる複数の個別流路を形成する流路板と、個別流路の一部の壁面を形成する振動板部材とを積層接合し、複数の個別流路に液体を供給する共通流路を形成する共通流路部材を、振動板部材を挟んで流路板と反対側の配置したものが知られている(特許文献1)
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2011−086896号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、液体吐出ヘッドの小型化を図るためには個別流路を形成する流路部材の小型化を図る必要がある。
【0006】
本発明は上記の課題に鑑みてなされたものであり、ヘッドの小型化を図ることを目的とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するため、本発明に係る液体吐出ヘッドは、
液滴を吐出する複数のノズルを配列したノズル列を有するノズル板と、
前記ノズルに連なって通じる複数の個別流路を形成する流路部材と、
前記個別流路内の液体を加圧するエネルギーを発生する圧力発生手段と、
前記複数の個別流路に前記液体を供給する共通流路を形成する共通流路部材と、を備え、
前記流路部材は、
前記共通流路に臨み、前記個別流路に通じる入口側開口が形成された第1面と、
ノズル配列方向の両端部に設けられ、前記第1面よりも前記個別流路への液体流入方向と反対方向に突出した第2面と、
前記第2面と前記第1面とを繋ぐ第3面と、を有し、
少なくとも、前記第2面の一部と前記共通流路部材との間が封止部材により封止され、
前記封止部材により、前記流路部材と前記共通流路部材との間のノズル配列方向における前記共通流路の壁面が形成されている
構成とした。
【発明の効果】
【0008】
本発明に係る液体吐出ヘッドによれば、流路部材は、共通流路に臨み、個別流路に通じる入口側開口が形成された第1面と、ノズル配列方向の両端部に設けられ、第1面よりも個別流路への液体流入方向と反対方向に突出した第2面と、第2面と第1面とを繋ぐ第3面と、を有し、少なくとも、第2面の一部と共通流路部材との間が封止部材により封止され、封止部材により、流路部材と共通流路部材との間のノズル配列方向における共通流路の壁面が形成されている構成としたので、ヘッドの小型化を図れる。
【図面の簡単な説明】
【0009】
【図1】本発明の第1実施形態に係る液体吐出ヘッドの外観斜視説明図である。
【図2】同じく図3のX1−X1線(図1のA−A線に相当)に沿う液室長手方向(ノズル配列方向と直交する方向)の要部断面説明図である。
【図3】同じく図2のY1−Y1線に沿う平断面説明図である。
【図4】同じく図1のB−B線に沿う液室短手方向(ノズル配列方向)の要部断面説明図である。
【図5】比較例の説明に供する図6のX2−X2に沿う液室長手方向の要部断面説明図である。
【図6】同じく図5のY2−Y2線に沿う平断面説明図である。
【図7】同じく図8のX3−X3に沿う液室長手方向の要部断面説明図である。
【図8】同じく図7のY3−Y3線に沿う平断面説明図である。
【図9】本発明の第2実施形態に係る液体吐出ヘッドの説明に供する図10のX4−X4線に沿う液室長手方向の要部断面説明図である。
【図10】同じく図9のY4−Y4線に沿う平断面説明図である。
【図11】本発明の第3実施形態に係る液体吐出ヘッドの説明に供する図12のX5−X5線に沿う液室長手方向の要部断面説明図である。
【図12】同じく図11のY5−Y5線に沿う平断面説明図である。
【図13】同じく図12のX6−X6線に沿う液室長手方向の要部断面説明図である。
【図14】同実施形態に係る液体吐出ヘッドの組立て工程におけるアライメント時の状態を説明する図13と同様な断面の断面説明図である。
【図15】本発明に係る液体吐出ヘッドの流路板の製造工程の一例の説明に供する説明図である。
【図16】図15に続く工程の説明に供する説明図である。
【図17】図16に続く工程の説明に供する説明図である。
【図18】図17に続く工程の説明に供する説明図である。
【図19】図18に続く工程の説明に供する説明図である。
【図20】図19に続く工程の説明に供する説明図である。
【図21】図20に続く工程の説明に供する説明図である。
【図22】図21に続く工程の説明に供する説明図である。
【図23】図22に続く工程の説明に供する説明図である。
【図24】図23に続く工程の説明に供する説明図である。
【図25】図24に続く工程の説明に供する説明図である。
【図26】流路板を製作した状態のシリコンウエハの平面説明図である。
【図27】本発明に係る画像形成装置の一例の機構部を説明する概略側面説明図である。
【図28】同機構部の要部平面説明図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について添付図面を参照して説明する。本発明の第1実施形態に係る液体吐出ヘッドについて図1ないし図4を参照して説明する。なお、図1は同ヘッドの外観斜視説明図、図2は図3のX1−X1線(図1のA−A線に相当)に沿う液室長手方向(ノズル配列方向と直交する方向)の要部断面説明図、図3は図2のY1−Y1線に沿う平断面説明図、図4は図1のB−B線に沿う液室短手方向(ノズル配列方向)の要部断面説明図である。
【0011】
この液体吐出ヘッドは、ノズル板1と、流路板(液室基板)2と、振動板部材3とを積層接合している。そして、振動板部材3を変位させる圧電アクチュエータ11と、このヘッドのフレームを構成する共通流路部材として共通液室部材20とを備えている。ここでは、流路板2と振動板部材3とで流路部材5を構成している。
【0012】
ノズル板1、流路板2及び振動板部材3によって、液滴を吐出する複数のノズル4に連なって通じる個別流路としても個別液室(加圧液室、圧力室、加圧室、流路などとも称される。)6、個別液室6に液体を供給する流体抵抗部を兼ねた液体供給路7を形成している。
【0013】
そして、共通液室部材20の共通流路としての共通液室10から液体供給路7を経て複数の個別液室6に液体を供給する。ここでは、個別液室6に通じる液体供給路7の入口側開口9が、共通液室10に臨み、個別液室6に通じる入口側開口となる。
【0014】
ここで、ノズル板1は、ニッケル(Ni)の金属プレートから形成したもので、エレクトロフォーミング法(電鋳)で製造したものを用いている。これに限らず、その他の金属部材、樹脂部材、樹脂層と金属層の積層部材などを用いることができる。ノズル板1には、各液室6に対応して例えば直径10〜35μmのノズル4を形成し、流路板2と接着剤接合している。また、このノズル板1の液滴吐出側面(吐出方向の表面:吐出面、又は液室6側と反対の面)には撥水層を設けている。
【0015】
流路板2は、単結晶シリコン基板をエッチングして、個別液室6、液体供給路7などを構成する溝部6aを形成している。また、流路板2の表面には後述する保護膜30が形成されている。なお、流路板2は、例えばSUS基板などの金属板を酸性エッチング液を用いてエッチング、あるいはプレスなどの機械加工を行って形成することもできる。
【0016】
振動板部材3は、流路板2の個別液室6を形成する溝部6aの壁面を形成する壁面部材を兼ねている。この振動板部材3は、各個別液室6に対応してその壁面の一部を形成する各振動領域(ダイアフラム部)3aを有し、振動領域3aには島状凸部3bが形成されている。
【0017】
そして、この振動板部材3の個別液室6とは反対側に、振動板部材3の振動領域3aを変形させる駆動手段(アクチュエータ手段、圧力発生手段)としての電気機械変換素子を含む圧電アクチュエータ11を配置している。
【0018】
この圧電アクチュエータ11は、ベース部材13上に接着剤接合した複数の積層型圧電部材12を有し、圧電部材12にはハーフカットダイシングによって溝加工して1つの圧電部材12に対して所要数の圧電柱12A、12Bを所定の間隔で櫛歯状に形成している。
【0019】
圧電部材12の圧電柱12A、12Bは、同じものであるが、駆動波形を与えて駆動させる圧電柱を駆動圧電柱(駆動柱)12A、駆動波形を与えないで単なる支柱として使用する圧電柱を非駆動圧電柱(非駆動柱)12Bとして区別している。
【0020】
そして、駆動柱12Aの上端面(接合面)を振動板部材3の振動領域3aに接合している。この圧電部材12は、圧電層と内部電極とを交互に積層したものであり、内部電極がそれぞれ端面に引き出されて外部電極が設けられ、駆動柱12Aの外部電極に駆動信号を与えるための可撓性を有するフレキシブル配線基板としてのFPC15が接続されている。
【0021】
共通液室部材20は、このヘッド全体のフレーム部材を兼ねており、例えばエポキシ系樹脂或いは熱可塑性樹脂であるポリフェニレンサルファイト等で射出成形により形成している。そして、この共通液室部材20は、ノズル配列方向と直交する方向では、ノズル板1の周縁部と流路部材5を構成する振動板部材3の端部に段違いで接着剤にて接合している。
【0022】
このように構成した液体吐出ヘッドにおいては、例えば駆動柱12Aに印加する電圧を基準電位から下げることによって駆動柱12Aが収縮し、振動板部材3の液室壁面を形成する振動領域3aが下降して個別液室6の容積が膨張することで、個別液室6内に液体が流入し、その後駆動柱12Aに印加する電圧を上げて駆動柱12Aを積層方向に伸長させ、振動板部材3の振動領域3aをノズル4方向に変形させて個別液室6の容積を収縮させることにより、個別液室6内の液体が加圧され、ノズル4から液滴が吐出(噴射)される。
【0023】
そして、駆動柱12Aに印加する電圧を基準電位に戻すことによって振動板部材3の振動領域3aが初期位置に復元し、個別液室6が膨張して負圧が発生するので、このとき、共通液室10から液体供給路7を通じて個別液室6内に液体が充填される。そこで、ノズル4のメニスカス面の振動が減衰して安定した後、次の液滴吐出のための動作に移行する。
【0024】
なお、このヘッドの駆動方法については上記の例(引き−押し打ち)に限るものではなく、駆動波形の与えた方によって引き打ちや押し打ちなどを行なうこともできる。
【0025】
そこで、本実施形態における個別液室6を形成している流路板2及び振動板部材3で構成される流路部材5と共通液室部材20とのノズル配列方向における接合について図3を参照して説明する。
【0026】
流路部材5は、個別液室6への液体流入方向(共通液室10側からのノズル4側に向かう方向)に沿う方向の端部が、共通液室10に臨んでいる。
【0027】
ここで、流路部材5は、個別液室6の入口側開口9が形成された第1面21と、ノズル配列方向の両端部に設けられ、第1面21よりも液体流入方向と反対方向に突出した第2面22と、第1面21と第2面22とを繋ぐ第3面23とを有している。
【0028】
この第3面23は、ノズル配列方向において、第1面21から第2面22に向けてノズル配列方向両端部側に広がる方向のテーパ面としている。なお、第3面23は平坦面でも曲面でもよい。
【0029】
そして、第2面22から第3面23に跨る領域と共通液室部材20との間が封止部材である接着剤24により封止されている。
【0030】
したがって、封止部材である接着剤24により、流路部材5と共通液室部材20との間のノズル配列方向における共通液室10の壁面25が形成される。
【0031】
このように、流路部材5の共通液室部材20と接合する面を、個別液室6の入口側開口9が設けられた第1面21より突出した第2面22とすることで、接合面とフレーム部材である共通液室部材20との接合部幅(間隔)L1を狭めることができる。
【0032】
そのため、流路部材5と共通液室部材20との接合に使用する接着剤量を低減することができ、接着剤24の流れ出しによって個別液室6の入口側開口9を塞ぐおそれを低減することができる。
【0033】
一方で、流路部材5の個別液室6の入口側開口9が設けられた第1面21は、接合面となる第2面22よりも個別液室側(液体流入方向に向かう方向)に後退した面であることから、流路部材5とノズル板1と共通液室部材20で形成される共通液室10の幅(流路部材5の端面と共通液室部材20との間隔)L2を広げることができ、液体供給路7に流入させる液体の流体抵抗を下げ、個別液室6に安定して液体を供給することができるので、安定した滴吐出による画像形成が可能となる。
【0034】
この作用効果について、図5ないし図8に示す比較例との対比において説明する。なお、図5は図6のX2−X2に沿う液室長手方向の要部断面説明図、図6は図5のY2−Y2線に沿う平断面説明図、図7は図8のX3−X3に沿う液室長手方向の要部断面説明図、図8は図7のY3−Y3線に沿う平断面説明図である。
【0035】
この比較例では、流路部材5のノズル配列方向と直交する方向の端面を平坦な端面521(上記実施形態の第1面21に相当する面のみ)としている。そして、この流路部材5のノズル配列方向の端部と共通液室部材20とを接着剤24で接合し、接着剤24で共通液室10のノズル配列方向の壁面25を形成している。
【0036】
ところで、共通液室10は個別液室6に対して液体を安定して供給する必要があり、例えば全てのノズル4からの滴吐出が行われても、次の滴吐出に備えて速やかに各個別液室6に液体を供給できる容量を確保しなければならない。
【0037】
そのためには、流路部材5のノズル配列と直交する方向の端面521と共通液室部材20との間にノズル配列方向と直交する方向で所要の間隔(これを、上記実施形態の間隔L2とする。)を確保しなければならない。
【0038】
そこで、図5及び図6に示すように、流路部材5の端面521と共通液室部材20との間隔L2を確保した場合、流路部材5の端面521と共通液室部材20との間のギャップを埋めるために多量の接着剤24を塗布しなければならなくなる。
【0039】
その結果、接着剤24が硬化するまでに接着剤24が流れ出すおそれがあることから、個別液室6の入口側開口9が形成された領域よりも離れた位置に接着剤24を塗布する必要がある(例えば、図6の上側の接着剤24の場合)。
【0040】
このように、接着剤24をノズル配列方向端部の個別液室6の入口側開口9から離間させると、端面521と接着剤24の間に凹部が形成され、液体の流れが生じにくい死水領域が生じて、気泡550が滞留し、抜けなくなるおそれがある。
【0041】
この気泡550が画像形成中のあるタイミングでヘッドが搭載されたキャリッジの往復運動などにより個別液室6内に侵入すると、不吐出や噴射曲がりなどが生じて画像品質が低下することになる。
【0042】
この場合、図6の下側の接着剤24のように、接着剤24をノズル配列方向の端部の個別液室6の入口側開口9に近い箇所に塗布すると、接着剤24が矢示方向に流れ出して、近くの個別液室6の入口側開口9を塞ぐおそれがあり、これにより、液体供給ができなくなるので、吐出不良が発生する。
【0043】
そこで、図7及び図8に示すように、流路部材5の端面521と共通液室部材20との間隔を間隔L1のように狭くした場合、接着剤24の塗布量は少なくなり、ノズル配列方向と直交する方向における塗布幅も狭くなることから、接着剤位置の制御は容易となり、図5に示した凹部による死水領域や、接着剤の開口9への流れ込みが生じるおそれは少なくなる。
【0044】
しかしながら、上述したように、流路部材5の端面521と共通液室部材20との間隔が狭くなることで、共通液室10の容量が小さくなり、この部分の流体抵抗が大きくなる。その結果、個別液室6に対する液体供給が滴吐出に追従できなくなって、不吐出が発生する可能性が高くなる。
【0045】
また、流路部材5の端面521と共通液室部材20との間隔が狭くなることで、図7に示すように、流路部材5の端面521と共通液室部材20とノズル板1とで狭い凹部が形成されて、この凹部に気泡550が滞留しやすくなる。この気泡550は液体充填動作〔ヘッドに対する初期充填動作など〕では抜けにくいので、画像形成動作中などに上昇して開口9から個別液室6に侵入して滴吐出不良を生じ、画像抜けなどが生じるおそれがある。
【0046】
これに対して、本実施形態のように、流路部材5の共通液室部材20とを接合する面を、個別液室6の入口側開口9が設けられた第1面21より液体流入方向と反対方向、言い換えればノズル配列方向と直交する方向において、共通液室部材20側に突出した第2面22とし、第2面22を接着面(接合面)とすることによって、図5及び図6に示す場合と同様な共通液室容量を確保しつつ、図7及び図8に示す場合と同様な接着剤の塗布制御の容易性を併せて得ることができる。
【0047】
次に、本実施形態における第1面21、第2面22、第3面23の詳細について説明する。
【0048】
まず、第3面23は、前述したように、ノズル配列方向において、第1面21から第2面22に向けてノズル配列方向端部側に向けて広がる方向のテーパ面としている。
【0049】
これにより、流路部材5と共通液室部材20とを接着剤24で接合するとき、余剰な接着剤24は流れ出すとより広い領域に吸収されるため、個別液室6の入口側開口9まで接着剤24が流れ込むことを確実に防止することができる。
【0050】
このようなテーパ面となる第3面23は、例えば流路板2を単結晶シリコン基板から形成する場合エッチングレートの遅い面で形成することができる。
【0051】
第1面21は、流路板2を単結晶シリコン基板から形成する場合、流路板2のエッチング加工面を含めて、保護膜30が形成された面とすることが好ましい。これにより、液体に晒される流路部材5の第1面21が液体によって溶解することを防止できる。
【0052】
保護膜30は、例えば、エッチング加工後のシリコン基板を全面熱酸化することによってシリコン熱酸化膜を形成し、あるいは、テフロン(登録商標)、シリコーン、ポリイミドなどの樹脂膜をコーティングし、あるいは、焼成などにより基板上に固着させてもよい。また、前記保護膜としては、金属やSiN、SiO2などの無機物をコーティングしても良い。
【0053】
第2面22は、接着剤24で封止される領域或いは共通液室10より外部の領域とすることができ、液体に直接触れることがない。したがって、第2面22は、保護膜30が無くてもよく、機械加工によって形成することができる。
【0054】
このように、第2面22を機械加工面とできることにより、例えばシリコン基板に多数の個別液室6や液体供給路7を有する流路板2をエッチング加工によって形成し、保護膜30を一括形成した後、機械加工によって個々の流路板2に分割することができ、流路板2の生産性を大きく改善できるようになる。
【0055】
この場合の機械加工としては、砥粒ダイシング、レーザーダイシング、へき開による分離などを用いることができる。
【0056】
ところで、このような機械加工では、砥粒ダイシングでは砥粒に削られたダイシング屑が発生し、流路板2の入口側開口9をダイシング面とすると、ダイシング屑が液体供給路7及び個別液室6となる溝部6aに混入し、滴吐出時にノズル詰りを引き起こすおそれがある。
【0057】
また、レーザーダイシングにおいても、レーザー照射によるアブレーションや脆弱層形成により屑が発生しやすくなり、滴吐出時にノズル詰りを引き起こすおそれがある。
【0058】
へき開による分離にあっても、へき開時のクラックや脆弱層形成により屑が発生しやすくなり、滴吐出時にノズル詰りを引き起こすおそれがある。
【0059】
また、機械加工面はチッピングが発生しやすく、チッピングによる異物がノズル詰りを発生させるおそれがある。
【0060】
しかしながら、本実施形態における第2面22は、機械加工面としても、接着剤24で封止される領域或いは共通液室10より外側の領域のみとなるので、機械加工屑、へき開時の屑、チッピングによる異物などが共通液室10に混入することを確実に防止することができ、このような屑などの異物が個別液室6内に混入することを防止できる。
【0061】
また、第1面21と第2面22との間に第3面23を設ける、つまり、流路部材5の共通液室部材20側の最も外側の端面を、個別液室6の入口側開口9が設けられた第1面21より共通液室部材20側に突出した第2面22としていることで、保護膜形成後に機械加工を行っても、液体に接する第1面21に形成された保護膜30が損傷することを防止できる。
【0062】
つまり、砥粒ダイシングなどの機械加工では、機械加工面周囲の保護膜が機械加工を行うブレードによって傷つけられるおそれがある。また、直接ブレードなどが触れなくても、機械加工時の加工屑により保護膜の一部が傷つくおそれがある。
【0063】
この保護膜は、前述したように液体との接触で流路板2などが溶解しないようにするためのものであるから、機械工時に保護膜の一部に傷が付くと、傷から溶解が始まり、溶解された部分から保護面が剥がれ、やがて広い領域にわたって溶解するおそれがある。
【0064】
そこで、機械加工で形成する第2面22を保護膜30が形成された第1面21とずらすことによって、機械加工により第1面21の保護膜30が傷つくおそれを大幅に低減することができる。
【0065】
また、第2面22を機械加工面とすることで、流路部材5と共通液室部材20との接合力を高めることができる。
【0066】
すなわち、前述した図5ないし図8で説明した比較例の構造にあっては、端面521が平坦面であって全体に保護膜を形成することになり、接着剤24で封止される領域も保護膜が形成されることとなる。ところが、保護膜は化学的に耐性の高い化学物質を用いることから、一般的に接着剤に対しても結合が弱く、接着力が弱いため、流路部材5と共通液室部材20との接合強度が十分でないおそれが生じる。
【0067】
これに対し、共通液室部材20と接合する流路部材5を構成する流路板2の第2面22を機械加工面とすることで、接着剤24は保護膜の無い第2面22と共通液室部材20とを接着するため、保護膜が付けられた面との接着よりも結合力が高く、高い接合強度が得られる。これにより、接合部の径時劣化による接着力低下を防ぐことができ、長期にわたり安定した滴吐出を行うことができる。
【0068】
次に、本発明の第2実施形態に係る液体吐出ヘッドについて図9及び図10を参照して説明する。なお、図9は図10のX4−X4線に沿う液室長手方向の要部断面説明図、図10は図9のY4−Y4線に沿う平断面説明図である。
【0069】
本実施形態では、第1面21と第2面22とを繋ぐ第3面23を段差面としている。つまり、第3面23は、第1面21から液体流入方向と反対方向にほぼ垂直(垂直を含む。)に立ち上がって第2面22に繋がっている。
【0070】
このように構成することで、接着剤24が流れ出しても、接着剤24が個別液室6の入口側開口9まで流れ込んで、入口側開口9を閉塞するおそれを低減できる。また、個別液室6の入口側開口9を第1面21の端まで形成することにより、共通液室10のノズル配列方向端部の凹部が小さくなり、充填時の気泡残留を低減することができる。
【0071】
この場合、後に詳述する製造工程(プロセス)を採用することで、第1面21と第2面22とをほぼ垂直につなぐ第3面23はエッチングレートの遅い面を用いて形成することができる。
【0072】
エッチングレートの遅い面で形成することにより、ほぼ垂直面の位置を正確に出すことができ、流路部材端部の凹部を極力小さく製造することが可能になる。
【0073】
次に、本発明の第3実施形態に係る液体吐出ヘッドについて図11ないし図13を参照して説明する。なお、図11は図12のX5−X5線に沿う液室長手方向の要部断面説明図、図12は図11のY5−Y5線に沿う平断面説明図、図13は図12のX6−X6線に沿う液室長手方向の要部断面説明図である。
【0074】
本実施形態では、共通液室部材20の流路部材5のノズル配列方向と直交する方向の端面に対向する部分を、平面形状で見て、流路部材5の端面形状と逆形状としている。つまり、流路部材5の第1面21に対向する部分を第1面51とし、ノズル配列方向両端部に第1面51より流路部材5側に突出した第2面52を設け、第1面51と第2面52とをつなぎノズル配列方向両端部に向けて共通液室部材20の断面積が広がる方向のテーパ状の第3面53で第1面51と第2面52とを繋いでいる。
【0075】
このように構成することで、流路部材5の第2面22と接着剤24で接合する共通液室部材20側の第2面52との間隔L3を前記実施形態よりも狭く(L3<L1)することができ、接着剤24の流れ出しをより少なくすることができる。それとともに、流路部材5の第1面21と共通液室部材20の第1面51との間隔L2が狭くならないので、前記実施形態と同様に必要な共通液室10の容量を確保することができる。
【0076】
ここで、第1面51は、図11に示すように、ノズル板1から離れるに従って流路部材5の端面から離間する方向に傾斜するテーパ面としている。また、第2面52は、図13に示すように、ノズル板1から離れるに従って流路部材5の端面に近づく方向に傾斜するテーパ面としている。
【0077】
さらに、接着剤24の一部が流れ出しても、流れ出しに伴って流路部材5の第3面23及び共通液室部材20の第3面53に広がるために、接着剤24が個別液室6の入口側開口9まで流れ出して閉塞するおそれを低減できる。
【0078】
次に、本実施形態に係る液体吐出ヘッドの組立て工程について図14を参照して説明する。なお、図14はアライメント時の状態を説明する図13と同様な断面の断面説明図である。
【0079】
ノズル板1及び流路部材5が組立てられたアセンブリと、共通液室部材20とを接合するとき、共通液室部材20のテーパ面である第2面52を流路部材5の第2面22に沿ってアライメントして接合されることとなる。
【0080】
このように、流路部材5の突出面である第2面22を組立基準とすることにより、第1面21が第2面22に対して液体の流れ方向に後退しており、確実に共通液室10の幅を確保し、入口側開口9に流入する液体の流体抵抗を下げ、安定した供給を可能とすることができる。
【0081】
次に、本発明に係る液体吐出ヘッドの流路板の製造工程の一例について図15ないし図26を参照して説明する。なお、図15ないし図25において、各図(a)は要部平面説明図、(b)、(c)は(a)に付記した断面線に沿う断面説明図、図26は流路板を製作した状態のシリコンウエハの平面説明図である。
【0082】
まず、図15に示すように、例えば結晶面方位<110>のシリコン基板(ウエハ)304に対し、表面ウェットエッチング用レジストパターン303、裏面ウェットエッチング用レジストパターン305をパターニングし、裏面保護レジストパターン306をパターニングし、次いで、表面ウェットエッチング用レジストパターン302、ドライエッチング用レジストパターン301をそれぞれパターニングする。
【0083】
続いて、図16に示すように、ドライエッチング用レジストパターン301の開口を用いて、シリコン基板304に貫通穴307を空ける。このような貫通エッチングは、例えばドライエッチングの方法のひとつであるICPエッチング装置によるボッシュ法により容易に形成することができる。
【0084】
続いて、図17に示すように、ドライエッチング用レジストパターン301を剥離し、表面ウェットエッチング用レジストパターン302を露出させる。
【0085】
その後、図18に示すように、ウェットエッチングを行って貫通穴308を形成する。
【0086】
さらに、ウェットエッチングを進めると、図19に示すように、エッチングレートの遅い<111>面309はほとんど横方向にはエッチングされず、ほぼマスクパターンのままウエハ厚み方向にエッチングされる。
【0087】
一方で、エッチングレートの速い<110>面及び<100>面310はレジストパターン下面の横方向にエッチングされていく。
【0088】
そして、エッチングが進むと、図20に示すように、隣接した貫通穴308同士が接触して連結して貫通穴312となる。
【0089】
すると、連結部より逆方向にエッチングが進み、図21に示すようになる。ある程度エッチングが進んだ段階で、図22に示すように、溝部を形成するために表面ウェットエッチング用レジストパターン302及び裏面保護レジストパターン306を剥離する。
【0090】
その後、再びエッチングを進めると、図23に示すように、溝部を形成するエッチングと共に貫通孔が連結してできた角部もエッチングされていく。
【0091】
所望の溝部313の深さでエッチングを止めると、図24に示すように、溝部313と大きな貫通穴312が形成される。
【0092】
その後、パターニングを全て剥離すると、図25に示すように、シリコン基板304内に溝部313と貫通穴312を形成することができる。
【0093】
ここで、表面ウェットエッチング用レジストパターン302及び裏面保護レジストパターン306を剥離するタイミングは、形成する貫通穴312の大きさと、溝部313の深さにより決めることができる。
【0094】
また、上述したプロセスでは幅の狭い貫通穴307、308を形成するために、各穴がエッチングにより連結される前後でエッチング方向が変化するパターン(これを「補償パターン」という。)を用いたが、貫通穴を形成する方法はこれに限るものではない。
【0095】
続いて、前述のようなプロセスを行ったシリコンウエハ304の平面図を図26に示している。上述したプロセス後にシリコンウエハ304を熱酸化することにより、溝部313及び貫通穴312を保護膜30となる熱酸化膜で覆うことができる。
【0096】
その後、図26における切断線404で切断することにより、流路部材5の流路板2の溝部313(溝部6a)が露出する第1面21と、第1面21より突出した第2面22を有する流路板2を得ることができる。
【0097】
ここで、溝部を形成するシリコンウエハの結晶方位を表面が(110)となる基板を用いてエッチング加工を行うと、結晶方位によるエッチングレートが大きく違うため、縦方向のエッチング面がエッチング底面に対して垂直に残るため、矩形の溝部を容易に形成することができる。
【0098】
保護膜は、溝部及び開口面を形成した基板を熱酸化することにより、基板表面に酸化膜を形成することにより製作することができる。
【0099】
シリコン基板の場合、アルカリ性の液体に対して、酸化していないシリコンは溶解するが、酸化後の酸化シリコンは酸化する前に比べ大幅に溶解速度が遅くなり、保護膜として使用することができる。
【0100】
熱酸化膜以外の保護膜として、溝及び開口面を形成した基板に対して、樹脂のコーティングを行うことにより形成することができる。樹脂コーティングはスプレーコーティングや、ディッピングを用いることができる。
【0101】
また、熱酸化膜以外の保護膜として、保護材をCVDや蒸着により塗布する方法を用いることもできる。
【0102】
前述したシリコンウエハの切断は、砥粒ダイシング、レーザーダイシング、へき開による分離、ダイシングテープ貼付でのエキスパンドによる切断などの方法を用いることができる。
【0103】
これらの一連の加工法により、溝端部が開口された面がエッチング加工面に保護膜が形成された面を有する流路板2を簡便に形成することができる。
【0104】
なお、上記実施形態では、流路部材を構成している個別流路の壁面を形成する壁面部材が振動板部材である圧電型ヘッドで説明しているが、発熱抵抗体を設けた基板を壁面部材とするサーマル型ヘッドでも、その他静電型ヘッドであっても、同様に本発明を適用することができる。
【0105】
また、上述した液体吐出ヘッドとこの液体吐出ヘッドに液体を供給するタンクを一体化することでヘッド一体型液体カートリッジ(カートリッジ一体型ヘッド)を得ることができる。
【0106】
次に、本発明に係る液体吐出ヘッドを備える本発明に係る画像形成装置の一例について図27及び図28を参照して説明する。なお、図27は同装置の機構部の側面説明図、図28は同機構部の要部平面説明図である。
【0107】
この画像形成装置はシリアル型画像形成装置であり、左右の側板221A、221Bに横架したガイド部材である主従のガイドロッド231、232でキャリッジ233を主走査方向に摺動自在に保持し、図示しない主走査モータによってタイミングベルトを介して矢示方向(キャリッジ主走査方向)に移動走査する。
【0108】
このキャリッジ233には、イエロー(Y)、シアン(C)、マゼンタ(M)、ブラック(K)の各色のインク滴を吐出するための本発明に係る液体吐出ヘッドと同ヘッドに供給するインクを収容するタンクを一体化した記録ヘッド234を複数のノズルからなるノズル列を主走査方向と直交する副走査方向に配列し、インク滴吐出方向を下方に向けて装着している。
【0109】
記録ヘッド234は、それぞれ2つのノズル列を有し、一方の記録ヘッド234aの一方のノズル列はブラック(K)の液滴を、他方のノズル列はシアン(C)の液滴を、他方の記録ヘッド234bの一方のノズル列はマゼンタ(M)の液滴を、他方のノズル列はイエロー(Y)の液滴を、それぞれ吐出する。なお、ここでは2ヘッド構成で4色の液滴を吐出する構成としているが、1ヘッド当たり4ノズル列配置とし、1個のヘッドで4色の各色を吐出させることもできる。
【0110】
また、記録ヘッド234のタンク235には各色の供給チューブ236を介して、供給ユニット224によって各色のインクカートリッジ210から各色のインクが補充供給される。
【0111】
一方、給紙トレイ202の用紙積載部(圧板)241上に積載した用紙242を給紙するための給紙部として、用紙積載部241から用紙242を1枚ずつ分離給送する半月コロ(給紙コロ)243及び給紙コロ243に対向し、摩擦係数の大きな材質からなる分離パッド244を備え、この分離パッド244は給紙コロ243側に付勢されている。
【0112】
そして、この給紙部から給紙された用紙242を記録ヘッド234の下方側に送り込むために、用紙242を案内するガイド245と、カウンタローラ246と、搬送ガイド部材247と、先端加圧コロ249を有する押さえ部材248とを備えるとともに、給送された用紙242を静電吸着して記録ヘッド234に対向する位置で搬送するための搬送手段である搬送ベルト251を備えている。
【0113】
この搬送ベルト251は、無端状ベルトであり、搬送ローラ252とテンションローラ253との間に掛け渡されて、ベルト搬送方向(副走査方向)に周回するように構成している。また、この搬送ベルト251の表面を帯電させるための帯電手段である帯電ローラ256を備えている。この帯電ローラ256は、搬送ベルト251の表層に接触し、搬送ベルト251の回動に従動して回転するように配置されている。この搬送ベルト251は、図示しない副走査モータによってタイミングを介して搬送ローラ252が回転駆動されることによってベルト搬送方向に周回移動する。
【0114】
さらに、記録ヘッド234で記録された用紙242を排紙するための排紙部として、搬送ベルト251から用紙242を分離するための分離爪261と、排紙ローラ262及び排紙コロ263とを備え、排紙ローラ262の下方に排紙トレイ203を備えている。
【0115】
また、装置本体の背面部には両面ユニット271が着脱自在に装着されている。この両面ユニット271は搬送ベルト251の逆方向回転で戻される用紙242を取り込んで反転させて再度カウンタローラ246と搬送ベルト251との間に給紙する。また、この両面ユニット271の上面は手差しトレイ272としている。
【0116】
さらに、キャリッジ233の走査方向一方側の非印字領域には、記録ヘッド234のノズルの状態を維持し、回復するための回復手段を含む本発明に係るヘッドの維持回復装置である維持回復機構281を配置している。この維持回復機構281には、記録ヘッド234の各ノズル面をキャピングするための各キャップ部材(以下「キャップ」という。)282a、282b(区別しないときは「キャップ282」という。)と、ノズル面をワイピングするためのブレード部材であるワイパーブレード283と、増粘した記録液を排出するために記録に寄与しない液滴を吐出させる空吐出を行うときの液滴を受ける空吐出受け284などを備えている。
【0117】
また、キャリッジ233の走査方向他方側の非印字領域には、記録中などに増粘した記録液を排出するために記録に寄与しない液滴を吐出させる空吐出を行うときの液滴を受ける空吐出受け288を配置し、この空吐出受け288には記録ヘッド234のノズル列方向に沿った開口部289などを備えている。
【0118】
このように構成したこの画像形成装置においては、給紙トレイ202から用紙242が1枚ずつ分離給紙され、略鉛直上方に給紙された用紙242はガイド245で案内され、搬送ベルト251とカウンタローラ246との間に挟まれて搬送され、更に先端を搬送ガイド237で案内されて先端加圧コロ249で搬送ベルト251に押し付けられ、略90°搬送方向を転換される。
【0119】
このとき、帯電ローラ256に対してプラス出力とマイナス出力とが交互に繰り返すように、つまり交番する電圧が印加され、搬送ベルト251が交番する帯電電圧パターン、すなわち、周回方向である副走査方向に、プラスとマイナスが所定の幅で帯状に交互に帯電されたものとなる。このプラス、マイナス交互に帯電した搬送ベルト251上に用紙242が給送されると、用紙242が搬送ベルト251に吸着され、搬送ベルト251の周回移動によって用紙242が副走査方向に搬送される。
【0120】
そこで、キャリッジ233を移動させながら画像信号に応じて記録ヘッド234を駆動することにより、停止している用紙242にインク滴を吐出して1行分を記録し、用紙242を所定量搬送後、次の行の記録を行う。記録終了信号又は用紙242の後端が記録領域に到達した信号を受けることにより、記録動作を終了して、用紙242を排紙トレイ203に排紙する。
【0121】
このように、この画像形成装置では、本発明に係る液体吐出ヘッドを記録ヘッドとして備えるので、高画質画像を安定して形成することができる。
【0122】
なお、本願において、「用紙」とは材質を紙に限定するものではなく、OHP、布、ガラス、基板などを含み、インク滴、その他の液体などが付着可能なものの意味であり、被記録媒体、記録媒体、記録紙、記録用紙などと称されるものを含む。また、画像形成、記録、印字、印写、印刷はいずれも同義語とする。
【0123】
また、「画像形成装置」は、紙、糸、繊維、布帛、皮革、金属、プラスチック、ガラス、木材、セラミックス等の媒体に液体を吐出して画像形成を行う装置を意味し、また、「画像形成」とは、文字や図形等の意味を持つ画像を媒体に対して付与することだけでなく、パターン等の意味を持たない画像を媒体に付与すること(単に液滴を媒体に着弾させること)をも意味する。
【0124】
また、「インク」とは、特に限定しない限り、インクと称されるものに限らず、記録液、定着処理液、液体などと称されるものなど、画像形成を行うことができるすべての液体の総称として用い、例えば、DNA試料、レジスト、パターン材料、樹脂なども含まれる。
【0125】
また、「画像」とは平面的なものに限らず、立体的に形成されたものに付与された画像、また立体自体を三次元的に造形して形成された像も含まれる。
【0126】
また、画像形成装置には、特に限定しない限り、シリアル型画像形成装置及びライン型画像形成装置のいずれも含まれる。
【符号の説明】
【0127】
1 ノズル板
2 流路板
3 振動板部材
3a 振動領域
4 ノズル
6 個別液室(個別流路、圧力室)
7 液体供給路
9 入口側開口
10 共通液室
12 圧電部材
20 共通液室部材
21 第1面
22 第2面
23 第3面
24 接着剤(封止剤)
233 キャリッジ
234a、234b 記録ヘッド
【特許請求の範囲】
【請求項1】
液滴を吐出する複数のノズルを配列したノズル列を有するノズル板と、
前記ノズルに連なって通じる複数の個別流路を形成する流路部材と、
前記個別流路内の液体を加圧するエネルギーを発生する圧力発生手段と、
前記複数の個別流路に前記液体を供給する共通流路を形成する共通流路部材と、を備え、
前記流路部材は、
前記共通流路に臨み、前記個別流路に通じる入口側開口が形成された第1面と、
ノズル配列方向の両端部に設けられ、前記第1面よりも前記個別流路への液体流入方向と反対方向に突出した第2面と、
前記第2面と前記第1面とを繋ぐ第3面と、を有し、
少なくとも、前記第2面の一部と前記共通流路部材との間が封止部材により封止され、
前記封止部材により、前記流路部材と前記共通流路部材との間のノズル配列方向における前記共通流路の壁面が形成されている
ことを特徴とする液体吐出ヘッド。
【請求項2】
前記第3面は、ノズル配列方向において、前記第1面から前記第2面に向けて広がる方向のテーパ面であり、
前記流路部材の前記第2面から前記第3面に跨る領域と前記共通流路部材との間が前記封止部材により封止されている
ことを特徴とする請求項1に記載の液体吐出ヘッド。
【請求項3】
前記第1面はエッチング加工面であり、前記第2面は機械加工面であることを特徴とする請求項1又は2に記載の液体吐出ヘッド。
【請求項4】
前記第1面はエッチング加工面に保護膜が形成された面であり、前記第2面は機械加工面であることを特徴とする請求項1又は2に記載の液体吐出ヘッド。
【請求項5】
前記保護膜は、シリコン酸化膜、樹脂膜、無機物のコーティング膜の少なくともいずれかであることを特徴とする請求項4に記載の液体吐出ヘッド。
【請求項6】
請求項1ないし5のいずれかに記載の液体吐出ヘッドを備えていることを特徴とする画像形成装置。
【請求項1】
液滴を吐出する複数のノズルを配列したノズル列を有するノズル板と、
前記ノズルに連なって通じる複数の個別流路を形成する流路部材と、
前記個別流路内の液体を加圧するエネルギーを発生する圧力発生手段と、
前記複数の個別流路に前記液体を供給する共通流路を形成する共通流路部材と、を備え、
前記流路部材は、
前記共通流路に臨み、前記個別流路に通じる入口側開口が形成された第1面と、
ノズル配列方向の両端部に設けられ、前記第1面よりも前記個別流路への液体流入方向と反対方向に突出した第2面と、
前記第2面と前記第1面とを繋ぐ第3面と、を有し、
少なくとも、前記第2面の一部と前記共通流路部材との間が封止部材により封止され、
前記封止部材により、前記流路部材と前記共通流路部材との間のノズル配列方向における前記共通流路の壁面が形成されている
ことを特徴とする液体吐出ヘッド。
【請求項2】
前記第3面は、ノズル配列方向において、前記第1面から前記第2面に向けて広がる方向のテーパ面であり、
前記流路部材の前記第2面から前記第3面に跨る領域と前記共通流路部材との間が前記封止部材により封止されている
ことを特徴とする請求項1に記載の液体吐出ヘッド。
【請求項3】
前記第1面はエッチング加工面であり、前記第2面は機械加工面であることを特徴とする請求項1又は2に記載の液体吐出ヘッド。
【請求項4】
前記第1面はエッチング加工面に保護膜が形成された面であり、前記第2面は機械加工面であることを特徴とする請求項1又は2に記載の液体吐出ヘッド。
【請求項5】
前記保護膜は、シリコン酸化膜、樹脂膜、無機物のコーティング膜の少なくともいずれかであることを特徴とする請求項4に記載の液体吐出ヘッド。
【請求項6】
請求項1ないし5のいずれかに記載の液体吐出ヘッドを備えていることを特徴とする画像形成装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【公開番号】特開2013−63557(P2013−63557A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−202983(P2011−202983)
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年9月16日(2011.9.16)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
[ Back to top ]