
液体用濾過材
燃料流れの中に設置するために構成および配列されたフィルタおよび濾過材を開示する。このフィルタおよび濾過材は、ディーゼル燃料等の液体燃料を濾過することが可能である。特定の実施形態においては、この濾過材は、濾材繊維(ガラス等)およびバインダー繊維(2成分等)を含み、これらを組み合わせることで、中実性が低く、かつ圧縮率が比較的低く、燃料劣化物によるフィルタの早期ファウリングを回避する細孔構造を含む濾材構造体が生成する。

【発明の詳細な説明】
【技術分野】
【0001】
関連出願の相互参照
本出願は、米国を除くすべての国を指定国とする出願人である米国企業Donaldson Company,Inc.ならびに米国のみを指定国とする出願人である米国市民Derek O.Jones;米国市民Keh B.Dema;米国市民Stephen M.Larsen;米国市民Mike J.Madsen;米国市民Andrew J.Dallas;レバノン市民Yehya A.Elsayed;および米国市民Yang Chuanfang名義で2011年2月14日にPCT国際特許出願として出願されたものであり、2010年2月12日に出願された米国特許出願第61/304,232号の優先権を主張するものである。なお、この出願の内容を本明細書の一部を構成するものとしてここに援用する。
【0002】
本発明は、濾過材、フィルタエレメント、および液体燃料を濾過する方法を対象とする。特に本発明は、燃料劣化物(FDP)および他の夾雑物を液体燃料から除去するための濾過材を対象とする。
【背景技術】
【0003】
ディーゼル燃料をはじめとする液体燃料は様々な構成および規模の内燃機関に使用されている。通常、この種の燃料は、濾過によって微粒夾雑物を除去する必要があり、これを行わなければ機関の性能に重大な問題が発生する可能性があり、機関を損傷させるおそれがある。一般に、こうした微粒夾雑物を除去するための濾過材は微粒子をかなりの高率で除去することが求められるため、必然的に細孔が密集した構造の濾過材を使用することになる。このような細孔が密集した構造を使用しなければ、許容できない量の微粒子が濾過材を通過してしまい、機関の性能に悪影響を及ぼし兼ねない。
【0004】
燃料流れから微粒夾雑物を除去する目的で現在使用されている濾材の1つが、微粒夾雑物を効果的に除去することができるメルトブローン濾材である。メルトブローン濾材は、液体燃料から微粒夾雑物を除去する場合は十分な性能を発揮することができるが、メルトブローン濾材は、従来の微粒夾雑物とは異なる夾雑物が蓄積すると直ちにファウリングが発生する可能性がある。こうした早期のファウリングは、多くのディーゼル機関に採用されているコモンレールシステムに見られるような、燃料が繰り返し加熱冷却サイクルを受ける状況で特に発生しやすくなるようである。この種のシステムにおいては、燃料タンクのディーゼル燃料が、複数の燃料噴射装置に接続された共通の導管(すなわちレール)に沿ってポンプから高圧で送出される。ディーゼル燃料の一部は燃料噴射装置を通過して燃焼するが、残りは燃料タンクに返送され、これは高温のディーゼルエンジンの一部を通過するコモンレールを流下してきたため高温になっている。タンクに戻った燃料は即座に冷却される。こうして燃料を繰り返し加熱および冷却することが、従来の燃料濾過材のファウリングを加速する燃料劣化物の生成に関与していると考えられている。
【0005】
加熱冷却サイクルによって生じるフィルタを目詰まりさせる物質以外に、燃料フィルタの性能を低下させ得る夾雑物のさらなる発生源として、各種バイオディーゼル混合物中に見られる成分がある。これらは多くの場合、加熱冷却サイクルで形成される燃料劣化物とは起源が異なるが、これらの夾雑物も濾過材に蓄積して燃料フィルタ寿命の著しい短縮を招く可能性がある。最後に、例え燃料が普通に老化した場合でさえ、特にこれが高温で起こった場合は燃料夾雑物が生成し、もしこのようなことが起こらずに硬質の微粒夾雑物のみが存在した場合に予想されるよりも早期に濾過材のファウリングおよび目詰まりが発生して、燃料フィルタの寿命が一層縮まる可能性がある。
【0006】
したがって、液体燃料流れから夾雑物を除去するために使用することができる濾過材、フィルタエレメント、および濾過方法が強く必要とされている。本発明はこのような濾材、フィルタエレメント、および方法を提供するものである。
【発明の概要】
【0007】
本発明は、燃料流体流れの中に設置する目的で構成および配列された濾過材、この濾過材を用いて製造されたフィルタエレメント、および燃料流れを濾過する方法を対象とする。この濾過材およびエレメントは、燃料が従来の硬質微粒子以外にさらなる様々な夾雑物を含む可能性がある用途に用いるために構成されている。このようなさらなる夾雑物としては、(例えば)ワックス、アスファルテン、ステロールグルコシド、ステリルグルコシド、ステロールグリコシド、および様々な燃料劣化物(FDP)を挙げることができる。総じて、これらのさらなる夾雑物は燃料汚染物(fuel contamination product)(FCP)と称することができる。特に、ディーゼル燃料を濾過する場合、本濾過材は、特に、燃料劣化物(FDP)に加えて同種の燃料汚染物(FCP)を除去するために構成される。
【0008】
第1の例示的な実施形態においては、濾過材は、濾過材の上流層および濾過材の下流層を備える。濾過材の上流層は、2成分高分子繊維およびガラス繊維を熱的に結合させたものを含む。濾過材の下流層はセルロースを含む。この例示的な実施形態においては、2成分繊維およびガラス繊維を含む濾材の上流層を下流のセルロース濾材に貼り合わせることができる。2成分繊維およびガラス繊維を含む濾材の上流層は、先行技術の濾過材と比較してフィルタの寿命を維持するかまたは延長さえする形で燃料劣化物を除去することが判明した。下流セルロース層は、燃料流れから硬質微粒子を除去する機能も果たしながら、上流フィルタ層の支持体層としての二重の役割も果たしている。燃料劣化物を上流で除去することにより、下流セルロース層が燃料劣化物でファウリングすることが回避され、それによって、細孔が密集した構造を有するにも拘わらず下流セルロース層を早期にファウリングさせることなく硬質微粒子を捕捉することが可能になる。さらに、特定の実施形態においては、1つまたは複数の上流層を用いない場合に可能と考えられる細孔構造よりも密集した細孔構造を用いて下流セルロース層を構築させることができる。それは、2成分繊維およびガラス繊維を含む1つまたは複数の濾材層を上流で用いることによって燃料劣化物(または燃料汚染物)が除去されるためであり、もしこれを用いない場合はより密集した細孔構造が早期にファウリングすることになる。
【0009】
より一般的には、本発明は、燃料劣化物や他の燃料汚染物等の夾雑物の除去を可能にする様々なフィルタ構造を対象とする。このようなフィルタ構造は、少なくとも2種類の繊維:(1)濾材繊維および(2)バインダー繊維の混合物を含む濾過材の1またはそれ以上の領域を含むことができる。
【0010】
濾材繊維は、調整可能な細孔径、透過性、効率といった主要な濾過性を濾材に付与する繊維である。本発明に従い使用される濾材繊維には、例えば、ガラス繊維または炭素繊維を用いることができる。
【0011】
バインダー繊維は、濾材繊維を支持することに加えて、取扱い性を改善し、強度を高め、それによって濾材の圧縮率を低下させるものである。バインダー繊維としては、例えば、2成分繊維を用いることができる。2成分繊維を用いることにより、樹脂バインダーを別個に使用せずに、または最小量の樹脂バインダーを使用して、1つもしくは複数の層またはフィルタエレメントを形成することが可能になる。樹脂バインダーを使用しないことによって、樹脂バインダーによる膜形成が実質的に低減されるかまたは防止される上に、樹脂が濾材層の特定の位置に移行することにより濾材またはエレメントの均一性が失われることも防止される。2成分繊維を使用することによって、圧縮率を低下させて中実性(solidity)を低下させることが可能になり、引張強さが増大し、かつ濾材層またはフィルタエレメントに添加されるガラス繊維や他のサブミクロン繊維材料等の濾材繊維の結合が強化される。同様に、特定の実施においては、バインダー繊維を用いることによって、完成紙料(firnish)の形成、シートまたは層の形成、および後段の加工(厚み調整、乾燥、裁断、フィルタエレメント形成等)における加工性が改善される。
【0012】
通常、濾材繊維の直径はバインダー繊維よりもはるかに小さい。例示的な実施形態においては、濾材繊維の平均径は5ミクロン未満であり、一方、バインダー繊維の平均径は5ミクロンを超える。より典型的には、濾材繊維の平均径は0.1〜20ミクロンであり、必要に応じて0.1〜15ミクロンとなるであろう。幾つかの実施においては、濾材繊維の平均径は0.4〜12ミクロンであり、幾つかの実施においては、0.4〜6.5ミクロンとなるであろう。多くの場合、濾材繊維の平均径は、10ミクロン未満、7.5ミクロン未満、6.5ミクロン未満、5ミクロン未満であることが望ましい。
【0013】
バインダー繊維の直径は、典型的には5〜40ミクロン、より典型的には7〜20ミクロンであり、多くの場合は10〜14ミクロンとなるであろう。濾材繊維およびバインダー繊維の直径はいずれも変化させることが可能であることに留意されたい。場合によっては、繊維の直径は長手方向に沿って変化することになるが、様々な直径の複数の異なる繊維を組み込む方がより一般的であろう。本明細書において用いられる繊維の直径は、濾材中に存在する繊維の平均繊維径に基づくことが理解されるであろう。
【0014】
本発明に従い作製される濾過材、特に、濾材のFDP(および同種の夾雑物)の隔離に関与する部分のさらなる特徴は、濾材の中実性が典型的には比較的低いことにある。本明細書において用いられる中実性とは、対象となる濾過材の固体繊維の体積を全体の体積で除したもので、通常は百分率で表される。典型的な実施においては、FDPの隔離に関わる濾過材の中実性は15パーセント未満、より典型的には12パーセント未満、より多くの場合は10パーセント未満である。特定の実施形態においては、中実性は9パーセント未満、8パーセント未満、または7パーセント未満である。
【0015】
本発明に従い作製される濾過材のさらなる特徴は、比較的(特に、濾材の中実性の割に)圧縮し難いことにある。第1の例示的実施形態においては、濾過材の圧縮率は1.24kg/cm2の加圧下で40パーセント未満である。他の実施においては、濾過材の圧縮率は、1.24kg/cm2の加圧下で30パーセント未満、1.24kg/cm2の加圧下で20パーセント未満、1.24kg/cm2の加圧下で10パーセント未満である。したがって、本発明の濾過材は、少なくとも濾材のFDP除去に最も適した部分は、典型的には中実性が比較的低いことに加えて比較的圧縮率が低い(または剛性が高い)ものになることが理解されるであろう。
【0016】
FDPの隔離に関わる濾材の特性を評価することができるさらなる評価手段(metrics)を提供するのが濾材の細孔構造である。一般に、多孔質濾材の特性は、平均流量細孔(mean flow pore)、モード流量細孔(mode flow pore)、最大流量細孔(max flow pore)等のパラメータという観点で特徴づけることが可能である。本発明の教示によれば、一般に、濾材の少なくとも一部は平均流量細孔が小さく、その一方で最大流量細孔が大きいことが望ましい。
【0017】
最大細孔径対平均流量細孔の比は少なくとも2.5、多くの場合は少なくとも5.0、幾つかの実施においては7.5を超える。平均流量細孔が非常に小さく、かつ最大流量細孔が比較的大きい特定の実施形態においては、この比率は10.0を超え、場合により12.5または15を超えることができる。最大流量細孔対平均流量細孔の比率が高いことは、細孔径分布がより広いことを反映しており、それによってFDP(および同種の)夾雑物による汚染を低減することができる。
【0018】
この濾材はまた、対数正規分布(対数変換した値が正規分布するもの)の幾何標準偏差である、15.9番目のパーセンタイルの細孔径対50パーセンタイルの細孔径の比率により評価される細孔径分布が好ましいものになるように選択することができる。濾材の細孔径分布は必ずしも対数正規型とは限らないが、本明細書においては細孔径分布の幾何標準偏差を模擬するものとしてこの比率を採用する。特段の指定がない限り、以下に述べる幾何標準偏差は上に定義した比率を指すものとする。幾何標準偏差は、累積細孔容積に対し細孔径をプロットした曲線の傾きに近似している。幾何標準偏差が1.0であることは細孔径が単一であることを意味し、一方、幾何標準偏差がより大きいことは細孔分布の広がりを反映している。したがって、幾何標準偏差が1.2であることは分布が狭いことを表し、幾何標準偏差が2.0であることは有意に分布がより広いことを示す。幾何標準偏差が2.5であれば比較的分布が広い。幾何標準偏差が3.0であれば分布は非常に広い。一般に、濾材繊維およびバインダー繊維を含む本発明の上流のフィルタ材料は、幾何標準偏差が2.0を超え、より典型的には3.0を超え、幾つかの実施においては4.0を超えるであろう。
【0019】
上記したように、本発明に従い作製された濾過材は、多くの場合、2以上の層から構成されており、上流フィルタ材料(ガラス繊維や2成分繊維等の濾材繊維およびバインダー繊維を含む)が、望ましくは下流フィルタ材料と組み合わせて用いられている。この下流フィルタ材料は、通常は、微粒夾雑物を有利に除去するように選択される。下流材料は、例えば、セルロース繊維を含むことができる。
【0020】
幾つかの実施形態においては、上流部分のモード細孔径は下流部分のモード細孔径を上回る。例えば、上流部分(2成分/ガラス)のモード細孔径は、下流部分(セルロース濾材)のモード細孔径を少なくとも20パーセントまたは少なくとも40パーセント上回ることができる。他の実施形態においては、上流部分のモード細孔径は、下流部分のモード細孔径を少なくとも20パーセント上回り、かつ上流部分の平均流量細孔径は、下流部分の平均細孔流量径(mean pore flow size)の90パーセント未満である。幾つかの実施形態においては、上流部分のモード細孔径は下流部分のモード細孔径を上回る。例えば、上流部分のモード細孔径は、下流部分のモード細孔径を少なくとも40パーセントまたは少なくとも60パーセント上回ることができる。幾つかの実施形態においては、上流部分の平均流量細孔径は下流部分の平均細孔流量径を下回る。例えば、上流部分の平均流量細孔径は、下流部分の平均細孔流量径の70パーセントまたは50パーセント未満とすることができる。
【0021】
下流部分が、上流部分の濾材繊維の平均径を超える平均径または断面を有する繊維を含むことができることが理解されるであろう。
【0022】
本明細書全体を通して、濾過材の様々な部分の特性に関し説明する。特に、繊維径、中実性、圧縮率、平均流量細孔、モード細孔流量(mode pore flow)、最大細孔等の特定の属性を有する濾過材の特性に関し説明する。本発明に従い作製された濾材のこれらの特性は、多くの場合、濾材のウェブの長手方向に沿った変動等の意図しない変動に加えて、濾材シートの厚みまたは深さ方向に沿った意図しない変動を示すであろうことが理解されるであろう。これに加えて、意図的に特性を変化させた濾材を多層で提供したり、濾材の特性が濾材の深さ方向に徐々に変化するような勾配構造を持つ濾材を提供することなどによって、濾過材の特性を意図的に変動させることも可能である。意図しない変動だけでなくこのような意図的な変動も本発明の範囲に包含されることが意図されていることが理解されるであろう。
【0023】
上の本発明の概要は、ここに検討される本発明の各実施形態を説明することを意図するものではない。これは、以下の図面および詳細な説明で行う。
【図面の簡単な説明】
【0024】
以下の図面と関連づけることによって本発明をより十分に理解することができる。
【0025】
【図1】ディーゼルエンジンの燃料系統の略図である。
【図2A】先行技術の濾過材をディーゼル燃料に曝露する前の写真である。
【図2B】先行技術の濾過材をディーゼル燃料に曝露した後の写真である。
【図3】本発明に従い作製されたフィルタエレメントをディーゼルエンジン内で長時間試験に付した後の相対的な性能を先行技術のフィルタ構成と比較して示すグラフであり、各フィルタの交換が必要となるまでに運転したマイル数を示している。
【図4】濾材のモード細孔径を示す細孔密度対直径のグラフである。
【図5】濾材の平均流量細孔径を示す累積細孔径分布のグラフである。
【図6A】本発明の実施に従い作製された濾材構造の略断面図である。
【図6B】本発明の実施に従い作製された第2の濾材構造の略断面図である。
【図6C】本発明の実施に従い作製された第3の濾材構造の略断面図である。
【図6D】本発明の実施に従い作製された第4の濾材構造の略断面図である。
【図7】本発明の一実施形態によるフィルタ構造体の一部の略断面図であり、相対的な細孔径を示すものである。
【図8】本発明の一実施形態による多段式燃料フィルタである。
【図9】細孔密度対直径のグラフであり、メルトブローン、セルロース、および2成分−ガラス濾材を比較したものである。
【図10】累積細孔径分布のグラフであり、メルトブローン、セルロース、および2成分−ガラス濾材を比較したものである。
【図11A】2成分−ガラス濾材を含む濾過材で燃料を濾過する前および後の濾過材の走査型電子顕微鏡画像を示す2枚である。
【図11B】2成分−ガラス濾材の下流に配置されたセルロース濾材を含む濾過材で燃料を濾過する前および後の濾過材の走査型電子顕微鏡画像を示す2枚である。
【図12】実験室で生成させた燃料夾雑物を用いた比較寿命試験を示すグラフである。
【図13】本発明および先行技術の様々な濾過材の比較寿命試験を示すグラフである。
【0026】
本発明は様々な変形および変更形態の影響を受けやすいが、その特性は実施例および図面により示しており、以後、詳細に説明する。しかしながら、本発明がここに説明する特定の実施形態に限定されるものではないことを理解すべきである。一方、本発明の趣旨および範囲内の変形、均等物、および変更は包含することを意図している。
【発明を実施するための形態】
【0027】
本発明の一部は、液体燃料流れから夾雑物を除去するための濾過材およびフィルタエレメントを対象とする。本フィルタエレメントおよび濾材は、硬質微粒子に加えてさらなる夾雑物を除去するように構成されており、このようなさらなる夾雑物としては、(例えば)ワックス、アスファルテン、ステロールグルコシド、ステリルグルコシド、ステロールグリコシド、および燃料劣化物(燃料汚染物と総称する)が挙げられる。本フィルタエレメントおよび濾材によって濾過性能の改善および長寿命化が可能になる。
【0028】
メルトブローン濾材等の既存の燃料濾過材は液体燃料から微粒夾雑物を除去することに関しては十分に機能することができるが、メルトブローン濾材は、従来の微粒子とは異なる夾雑物が蓄積すると早期にファウリングする可能性がある。この早期ファウリングは、多くのディーゼルエンジンに使用されているコモンレールシステム等の燃料が繰り返し加熱冷却サイクルを受ける状況下で特に顕著なようである。
【0029】
図1は、ディーゼルエンジン用コモンレール式燃料系の略図である。図1において、燃料タンク100は、燃料ポンプ102および燃料フィルタ104と流体連通している。燃料は、燃料タンク100からポンプで送出され、フィルタ104を通過した後、ディーゼル燃料を複数の噴射装置108に分配するマニホールドの役割を果たすコモンレール106内に流入する。燃料の一部は噴射装置108を通過して燃焼室に流入するが、余分な燃料は戻りライン110を流れて燃料タンク100に返送される。燃料タンクに返送される燃料は、高温のディーゼルエンジンの一部を通過するコモンレール内を流下することにより、典型的には高温で返送される。燃料は燃料タンクに戻ると冷却される。この方式においては、タンク内の燃料の一部は、エンジンが運転されているときは常に連続的に加熱および冷却されている。
【0030】
燃料が繰り返し加熱冷却サイクルを受けると燃料劣化物(FDP)が生成すると考えられている。FDPは従来の燃料濾過材に短時間で蓄積し、濾材の早期ファウリングを引き起こす可能性がある。このようなファウリングは、例えば、メルトブローンポリエステル濾過材だけでなくセルロース濾過材でも起こり得る。ファウリングは、FDPと、可能性としては他の燃料汚染物(様々なワックス、アスファルテン、ステロールグルコシド、ステリルグルコシド、ステロールグリコシド等)とが濾過材上に蓄積するにつれて発生し、結果として細孔の目詰まりおよび早期破損を引き起こす。
【0031】
図2Aおよび2Bは、市販の燃料フィルタのメルトブローン濾過材をディーゼルコモンレール式燃料系を備えるトラックで長期間使用する前およびその後を示すものである。図2Aからわかるように、メルトブローン濾過材は清浄で夾雑物が見られない。ところが、現場で使用した後のメルトブローン材料は図2Bに示すように蓄積した夾雑物にかなり覆われている。その結果、フィルタが急速に目詰まりして許容できない高い背圧が発生し、交換が必要となる。試験を行った実施形態においては、フィルタの性能は目標の40,000〜50,000マイルを大幅に下回っていた。
【0032】
本発明は、フィルタ性能およびフィルタ寿命に与える影響を制限することができるような方式で燃料夾雑物を除去する濾材構造を提供することにより先行技術の欠点を克服するものである。特に本発明は、FDP等の夾雑物を効果的に隔離すると同時に早期目詰まりを回避するように構築された濾材の1またはそれ以上の層または領域を提供する。FDPを効果的に隔離することで、フィルタ内の他の構成要素(場合により、多層濾材内の他の層を含む)の早期目詰まりが回避される。その結果、濾過材およびフィルタエレメントの寿命が長期化されるとともに性能が向上する。
【0033】
本発明の例示的な実施形態においては、濾過材は、セルロース濾材の上流側に貼合された熱的に結合されたガラス繊維およびポリエステル2成分繊維を含み、セルロースは、硬質微粒子用フィルタおよび熱的に結合されたガラスの支持体としての二重の役割を果たす。ガラスおよびポリエステル2成分の濾材は、セルロース層の早期目詰まりを回避しながらFDPを除去するような方式でFDPを除去する機能を果たす。こうした性能の改善が達成される理由の一部は、ガラス繊維および2成分繊維の混合物を、濾材の中実性が比較的低くなると同時に比較的低い圧縮率を維持するように選択することによる。さらに、比較的細いガラス繊維を典型的には高濃度で用いることにより、平均流量細孔径が小さいが、典型的には最大細孔径も比較的高い濾材が得られる。中実性が比較的低くかつ圧縮率が低く、それと同時に平均流量細孔径が小さいが最大流量細孔径(maximum flow pore size)が高い濾材を使用することによって、早期目詰まりを起こすことなくFDP化合物を効果的に除去する濾材構造が得られる。
【0034】
図3は、本発明に従い作製されたフィルタエレメントの相対的な性能の例を先行技術のフィルタ構成と比較して示すグラフである。図3に示すように、2成分繊維をガラス繊維と熱的に結合させた第1領域をセルロース繊維の第2フィルタ領域と重ねて作製した濾材は、メルトブローンポリエステル濾過材を用いて構築された先行技術による例示的な市販のフィルタエレメントを大幅に上回る性能を示した。ここに示した4種のトラックに関する結果が異なることから認められるように、本発明の濾材を改善することにより先行技術と比較して改善される性能は、燃料供給源中に存在する任意のFDPの性質やその程度等の様々な要素に応じて異なるであろうことが理解されるであろう。しかしながら、概して、本発明の濾過材は、FDPが存在すると考えられるディーゼル燃料に曝露されると先行技術のメルトブローン濾材よりも優れた性能を示すことが理解されるであろう。
【0035】
ここで燃料汚染物(特にFDP)を除去するための濾材を検討した後、FDP夾雑物および従来の夾雑物の両方を除去するためのさらなる濾材層または領域を有する濾材構成を検討し、フィルタエレメント構成を検討し、そして実験結果を検討することなどにより、濾過材およびエレメントに好適な材料および構成を詳述する。
【0036】
A.燃料汚染物(燃料劣化物を含む)を除去する濾材
本発明の一部は、燃料劣化物や、幾つかの実施においてはさらなる夾雑物(ワックス、アスファルテン、ステロールグルコシド、ステリルグルコシド、ステロールグリコシド等)等の除去を可能にする様々なフィルタ構造を対象とする。この種のフィルタ構造は、2種類(またはそれ以上)の繊維:(1)濾材繊維および(2)バインダー繊維の混合物を含む濾過材の1またはそれ以上の層または領域を含むことができる。これらの濾材の層または領域は、例えば、2006年11月1日に出願された米国特許出願公開第2007/0039300号明細書に開示された熱的に結合されたガラスおよび高分子繊維を含むことができ、その内容を本明細書の一部を構成するものとしてここに援用する。
【0037】
濾材繊維
濾材繊維は、調整可能な細孔径、透過性、効率等の主要な濾過性を濾材に付与する繊維である。本発明に従う濾材繊維としては、例えば、ガラス繊維、炭素繊維、セラミック繊維、ポリエステル、またはセルロースを使用することができる。本発明の濾材の例示的な実施においては、ガラス繊維をかなり高い比率で用いることができる。ガラス繊維は、細孔径を調整すると共に、濾材中で他の繊維と協力して濾材に十分な流量、高い能力、十分な効率、および高い湿潤強度を付与する。
【0038】
ガラス繊維「供給源」という用語は、別々の原料として入手可能な、平均径およびアスペクト比によって特徴付けされるガラス繊維組成物を意味する。本発明の濾材に使用するのに適した濾材繊維には、A、C、D、E、Zero Boron E、ECR、AR、R、S、S−2、N等の名称で周知の種類のガラスが含まれ、一般には、強化繊維を作製するのに用いられる延伸法または断熱繊維の作製に用いられる紡糸法のいずれかにより繊維を作製することができる任意のガラス等のガラス繊維である。このような繊維は、典型的には、直径が約0.1〜10マイクロメートル、アスペクト比(長さを直径で除したもの)が約10〜10,000で使用される。このような市販の繊維にはサイジング剤を塗工することにより特徴的なサイジングが施されている。一般に、好適なガラス繊維は、平均径が15ミクロン未満、より望ましくは10ミクロン未満、好ましくは5ミクロン未満であるべきである。好適なガラス材料の商業的な供給源としては以下が挙げられる:Lauscha International、Evanite、Johns Manville、Owen Corning他。
【0039】
濾材繊維に関する幾つかの実施に好適なガラス繊維以外の代替的な繊維には炭素繊維が含まれる。
【0040】
一般に好適な炭素繊維の平均径は、25ミクロン未満、より望ましくは15ミクロン未満、好ましくは10ミクロン未満であるべきである。好適な炭素材料の商業的な供給源としては以下が挙げられる:Unitika、Kynol他。実施形態において、本発明の濾過材パックに有用な濾過材は、ガラス繊維を、濾過材の固形分全体の約10重量%〜90重量%、または濾過材の固形分全体の約20〜80重量%、または濾過材の固形分全体の約25%〜75重量%、または濾過材の固形分全体の約50重量%に相当する量で含む。幾つかの実施形態においては、1種を超えるガラス繊維供給源のブレンドが用いられ、1種を超えるガラス繊維供給源のブレンドは、濾過材中のガラス繊維の全重量百分率を構成するように用いられる。この種の幾つかの実施形態においては、ガラス繊維供給源のブレンドは、濾過材の透過性を調整するように選択される。例えば、幾つかの実施形態においては、平均繊維径が約0.3〜0.5マイクロメートルのガラス繊維、平均繊維径が約1〜2マイクロメートルのガラス繊維、平均繊維径が約3〜6マイクロメートルのガラス繊維、平均繊維径が約6〜10マイクロメートルのガラス繊維、および平均繊維径が約10〜100マイクロメートルのガラス繊維のうちの1種を超えるガラス繊維供給源を様々な比率で(2種以上のブレンド等で)組み合わせることにより、濾過材パックの透過性が増大する。この種の幾つかの実施形態においては、ガラス繊維のブレンドは、細孔径が調整されるように選択され、それによって濾過材に規定の透過性が得られる。
【0041】
バインダー繊維
バインダー繊維は、濾材繊維の支持体となり、濾材繊維に改善された取扱い性、強度、および耐圧縮性を付与する。特定の実施においては、バインダー繊維はまた、完成紙料の形成、シートまたは層の形成、および後段の加工(厚み調整、乾燥、裁断、およびフィルタエレメントの形成を含む)における加工性も改善する。
【0042】
バインダー繊維としては、例えば、2成分繊維を用いることができる。本明細書において用いられる「2成分繊維」は、ある融点を有する少なくとも1種の繊維部分およびより低い融点を有する第2の熱可塑性部分を有する熱可塑性材料から形成された繊維を意味する。これらの繊維部分の物理的な構成は、典型的には、サイドバイサイド型または芯鞘型構造である。サイドバイサイド型構造においては、典型的には2種類の樹脂が並列構造で結合した形態で押出成形される。他の有用な形態としては、繊維の端部に残りの繊維よりも融点の低いポリマーから形成された葉部を有する多葉型2成分繊維が挙げられる。
【0043】
2成分繊維を使用することにより、別個の樹脂バインダーを使用せずに、または最小量の樹脂バインダーを使用して濾材層またはフィルタエレメントを形成することが可能になり、それによってバインダー樹脂による膜形成が大幅に低減されるかまたは防止されると共に、樹脂が濾材層の特定の位置に移行することにより濾材またはエレメントの均一性が失われることも防止される。2成分繊維を使用することにより、濾過材の圧縮を抑え、中実性を改善し、かつ引張強さを増大させることが可能になると共に、濾材層またはフィルタエレメントに添加されるガラス繊維および他のサブミクロン繊維材料等の濾材繊維の有用性が改善される。
【0044】
濾材繊維およびバインダー繊維を様々な比率で組み合わせることにより、かなり高い濾過能力、透過性、および濾過寿命を有する高強度材料が形成される。この種の濾材は、任意的な第2の繊維および他の添加剤材料を用いて作製することができる。これらの成分を組み合わせることにより、かなり高い送液能力(flow capacity)、透過性、および高強度を有する高強度材料が形成される。
【0045】
本発明には2成分繊維用ポリマーの様々な組合せが有用となり得るが、第1ポリマー成分が第2ポリマー成分の溶融温度よりも低い温度、典型的には205℃未満で溶融することが重要である。さらに、2成分繊維は、典型的には濾材繊維(ガラス繊維等)と一緒に完全に混合されて、均一に分散される。2成分繊維の第1ポリマー成分を溶融させることは、2成分繊維に粘着性の骨格構造を形成させるために必要であり、これが冷却される際に多くの濾材繊維に加えて他の2成分繊維も捕捉して結合させる。芯鞘構造においては、低融点(例えば、約80〜205℃)熱可塑性樹脂が典型的にはより高融点(例えば、約120〜260℃)の材料の繊維の周囲に押出成形される。
【0046】
使用時の2成分繊維は、典型的には、繊維径が約5〜50マイクロメートル、多くの場合は約10〜20マイクロメートルであり、典型的には、繊維の形態は、全長が0.1〜20ミリメートル、多くの場合は長さが約0.2〜約15ミリメートルである。この種の繊維は、ポリオレフィン(ポリエチレン、ポリプロピレン等)、ポリエステル(ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキシレンジメチレンテレフタレート等)、ナイロン(ナイロン6、ナイロン6,6、ナイロン6,12等)等の様々な熱可塑性材料から作製することができる。
【0047】
2成分繊維は、破片を含んだ空気が高速で通過する際の機械的応力に耐えることができ、使用中に捕集した破片を維持することができ、さらには脱装着を繰り返す間に(between loadings)に繰り返される洗浄乾燥サイクルにも耐える、機械的に安定であるが強力かつ透過性を有する濾過材の形成に有用である。本発明のフィルタ組立体に有用な2成分繊維はコア/シェル型(または鞘で覆われた)形態、サイドバイサイド型形態、海島型形態、または多葉型形態である。2成分繊維は、融点の異なる少なくとも2種類の熱可塑性材料から構成されている。幾つかの実施形態においては、本発明の濾過材に有用な2成分繊維の芯または鞘のいずれかの形成に有用な熱可塑性ポリマーとしては、ポリエチレン、ポリプロピレン、ポリブチレン、ポリ−α−オクテン等のポリオレフィン、およびその共重合体(線状低密度、低密度、高密度、超高密度、および他の名称の形態および組成を含む);ポリテトラフルオロエチレン、ポリクロロトリフルオロエチレン等のポリテトラハロエチレン;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル;ポリ酢酸ビニル、ポリビニルアルコール、およびこれらの共重合体;ポリ塩化ビニル等のポリハロゲン化ビニル、ポリ塩化ビニリデン、ポリフッ化ビニリデン等のポリハロゲン化ビニリデン、およびこれらの共重合体;ポリビニルブチラール等のポリアセタール、ポリメタクリル酸エステル、ポリメタクリル酸メチルエステル等のアクリル系樹脂(ポリアクリレート)、ならびにアクリル酸の共重合体およびその塩等のこれらの共重合体;ナイロン6、ナイロン66、ナイロン6,10、ナイロン46等のポリアミドおよびこれらの共重合体;ポリスチレンおよびこれらの共重合体;ポリウレタン;ポリ尿素;セルロース系樹脂、すなわち硝酸セルロース、酢酸セルロース、酢酸酪酸セルロース、エチルセルロース等;エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合体、スチレン−ブタジエンブロック共重合体、KRATON(登録商標)ゴム等の、上の任意の材料の共重合体が挙げられる。実施形態においては、ポリオレフィン/ポリエステル鞘/芯型2成分繊維が用いられ、ポリオレフィン鞘部はポリエステル芯部よりも低温で溶融する。他の実施形態においては、芯部および鞘部として、2種のポリオレフィン、または2種のポリエステル、2種のポリハロゲン化ビニル、2種のポリハロゲン化ビニリデン、2種のポリアミドポリマー、または他の化学的に類似もしくは同一の任意の2種のポリマーが使用され、これらは組成(例えば、ポリマーの合成に使用される混合物の具体的なモノマー組成または共重合体中のモノマー濃度のブロック度(blockiness))、分子量、形態(分岐度や側鎖結晶化度等)等の違いに応じて融点または軟化点がより低いかまたは高いポリマー材料となる。
【0048】
幾つかの実施形態においては、2成分繊維の低融点成分は、芯/鞘型形態の鞘部(またはコア/シェル形態のシェル)として、多葉型形態の葉部として、海島型形態の「島」として、またはサイドバイサイド型形態の片側として用いられる。低融点成分は、これを用いて形成された濾過材パックに融着性を付与するものであり、ここで湿式またはエアレイド不織布ウェブは、この低融点成分の融点またはガラス転移温度を超え、かつ高融点成分の融点またはガラス転移温度よりも低い温度に加熱される。実施形態においては、形成された湿式またはエアレイド濾過材パック内で溶融または軟化した繊維成分が、他の2成分繊維だけでなく他の任意の繊維および添加剤と接触することによって融着が達成される。このような実施形態においては、次いで温度が低下して意図された最終使用温度以下になると、2成分繊維の少なくとも一部は鞘部(または葉部または片側)に融着している一方で、濾材の形成に用いられたエアレイドまたは湿式法によって不織物に付与されたロフト、透過性、空隙率、目付、厚み等の特性は実質的に維持されている。これらの不織布の特性が維持されるのは、2成分繊維のより融点の高い芯部または片側が融着の最中も繊維状形態を維持していることによる。さらに、2成分繊維が融着されることによって、圧縮の低減や引張強さの増大等の所望の特性が付与され、さらに、2成分繊維が融着されることによって、本発明の濾過材またはフィルタ組立体中におけるガラス繊維および他の第2の繊維および/または添加剤の有用性および保持力が改善される。
【0049】
幾つかの実施においては、E.I.DuPont Nemours(Wilmington DE)より入手可能なAdvansa 271Pとして周知の芯/鞘型2成分繊維が本発明のフィルタ組立体に有用なハイロフトおよびローロフト濾過材のどちらを形成するのにも有用である。他の有用な2成分繊維としては、Fiber Innovation Technology,Inc.(Johnson City,TN)より入手可能な同心芯/鞘型繊維であるT−200シリーズ;Engineered Fibers Technology,LLC(Shelton,CT)より入手可能なKuraray N720;Nichimen America Inc.(New York,NY)より入手可能なNichimen 4080;および類似の素材が挙げられる。これらの繊維はすべて上述した融着性を示す。
【0050】
本発明の一実施形態においては、本発明の濾材パックに有用な濾過材は、2成分繊維Advansa 271P(E.I.DuPont Nemours(Wilmington DE)より入手可能)を約50重量%およびガラス極細繊維Lauscha B50(Lauscha Fiber Intl.(Summerville,SC)より入手可能)を約50重量%含む。濾材は湿式または抄紙方式の方法を用いて形成され、目付が約60g/m2〜70g/m2、0.125psiにおける層の厚みが0.5mm〜0.65mm、0.125psi〜1.5psiにおける圧縮率が15%〜20%、透過性が50m/分〜60m/分、0.125psiにおける中実性が6〜7%である濾材が得られる。
【0051】
濾材の特性
濾過材の性能特性は、濾過材の繊維のサイズ、細孔構造、中実性、および圧縮率に関する属性の調整に大きく影響される。一般に、中実性が比較的低くかつ圧縮率が低いと同時に、平均流量細孔径が小さいが最大流量細孔径が大きい濾材を使用すると、早期目詰まりを起こすことなくFDP化合物を除去することができる例示的な濾材構成が得られる。
【0052】
一般に、濾材繊維の直径はバインダー繊維よりはるかに小さい。例示的な実施形態においては、濾材繊維の平均径は5ミクロン未満であり、一方、バインダー繊維の平均径は5ミクロンを超える。より典型的には、濾材繊維の平均径は0.1〜20ミクロン、場合により0.1〜15ミクロンとなるであろう。幾つかの実施においては、濾材繊維の平均径は0.4〜12ミクロンとなり、幾つかの実施においては0.4〜6.5ミクロンとなるであろう。濾材繊維の平均径は10ミクロン未満、7.5ミクロン未満、6.5ミクロン未満、5ミクロン未満が望ましい場合が多い。バインダー繊維は、典型的には、直径が5〜40ミクロン、より典型的には7〜20ミクロン、多くの場合は10〜14ミクロンとなるであろう。濾材繊維およびバインダー繊維はいずれも直径を変化させることが可能であることに留意されたい。場合によっては、繊維の直径は長手方向に沿って変化することになるが、より一般的には、直径の異なる繊維が組み込まれるであろう。本明細書において用いられる繊維の直径は、濾材中に存在する繊維の平均繊維径に基づくことが理解されるであろう。
【0053】
本発明に従い作製される濾過材、特に濾材のFDP(および同種の燃料汚染物)の隔離に関連する部分のさらなる典型的な特徴は、中実性が比較的低いことにある。本明細書において用いられる中実性とは、固体繊維の体積を対象となる濾過材全体の体積で除したものであり、通常は百分率で表される。典型的な実施においては、FDPの隔離に関与する濾過材の中実性は、15パーセント未満、より典型的には12パーセント未満、より多くの場合は10パーセント未満である。特定の実施形態においては、中実性は9パーセント未満、8パーセント未満、または7パーセント未満である。
【0054】
本発明に従い作製される濾過材のさらなる特徴は、特に濾材の中実性の割に比較的圧縮率が低いことにある。圧縮率とは、流体が濾材を通過する方向の圧縮または変形に対する(すなわち)耐性である。濾材の圧縮に適した試験は、積み重ねた濾材に荷重を加えて圧縮して圧縮された百分率を求める、圧縮力対変位試験である。このような試験の例を以下に示す:直径2.54センチメートルのプローブおよび5kgのロードセルを使用して、全体の厚みが25mmとなるように積み重ねた濾材を圧縮する。速度を1mm/秒、開始時点の距離を底面から30mmとし、データトリガーを0.5gとして試験を実施した。最終荷重の標的は4,800gである。濾材試料としては直径2.22センチメートルの円形の大きさのものを用いることができ、試験プローブの真下に濾材試料の積層体が形成されるような方向に置く。このような実施において濾材に印加される圧力は約1.24kg/cm2である。積み重ねる試料は、全体の厚みが25mmとなるのに十分な数で使用すべきであり、したがって、試料の総数は試験に供する濾材材料の個々の厚みに応じて変化することになる。データを以下の式に基づいて解析する:
圧縮率(パーセント)=x/t1
(式中、t1は、荷重が0.5グラムのときの積み重ねた試料の底面からの厚みであり、t2は、荷重が4,800gのときの積み重ねた試料の底面からの厚みであり、xは、試験中のプローブの移動距離に等しく、これは距離t1−t2である)
この試験を実施するのに適した装置としては、例えば、Texture Expert Exceedソフトウェア(バージョン2.64)を用いたStable Micro SystemsからのTA.XT2i Texture Analyzerが挙げられる。
【0055】
圧縮強度は、材料の厚みを維持し、それによってその細孔構造、そして濾過流量および微粒子除去性能を維持するのに十分でなければならない。本発明により作製される材料に典型的な圧縮率は以下の通りである:第1の例示的実施形態においては、バインダー繊維および濾材繊維を含む濾過材の1.24kg/cm2の加圧下における圧縮率は40パーセント未満である。他の実施においては、濾過材の圧縮率は、1.24kg/cm2の加圧下で30パーセント未満、1.24kg/cm2の加圧下で20パーセント未満、1.24kg/cm2の加圧下で10パーセント未満である。さらに、濾材の圧縮率を中実性(パーセント)で除すと、多くの場合は4未満、より多くの場合は3未満であり、2未満とすることもでき、幾つかの実施においては1未満である。例えば、圧縮率が20パーセントであり中実性が10パーセントである実施においては、この数値は2.0である。
【0056】
濾材のFDP(および場合により他の同種の燃料汚染物)隔離に関与する特性を表すさらなる評価手段は、濾材の細孔構造に関連するものである。一般に、多孔質濾材の特性は、平均流量細孔、モード流量細孔、最大流量細孔等のパラメータという観点で特徴付けることができる。「モード細孔径」は、材料中の細孔径の最頻値である。図4に、本発明に従い作製された例示的な濾材材料の流量細孔径の密度分布(Flow Pore Size Density Distribution)を示す。曲線の最も高いピークとして示されるのが「モード細孔径」(矢印で示す)である。「平均細孔径」は、材料中の細孔の平均径であり、「累積流量細孔径(cumulative flow pore size)」は、濾材を通過した流量の百分率の合計を細孔径の関数として測定したものであり、キャピラリー・フロー・ポロメーター装置を用いて測定される。「平均流量細孔径」は、濾材を通過した累積流量が50%となる細孔径として定義される。「空隙率」は、材料中の空隙の量として定義される。図5に流量細孔径の累積分布を示す。「平均流量細孔径」(矢印で示す)は、この曲線がy軸の50%と交差する点である。
【0057】
細孔径に関して言えば、濾過材のFDPおよび同種の夾雑物の除去に主に関与する部分の平均流量細孔径は、典型的には、5〜20ミクロンまたは5〜10ミクロンとなるであろう。好適な平均流量細孔径としては、20ミクロン未満、15ミクロン未満、および10ミクロン未満が挙げられる。濾過材のFDPおよび同種の夾雑物の除去に主に関与する部分のモード流量細孔径(mode flow pore size)は、典型的には、10〜50ミクロン、20〜40ミクロン、または25〜35ミクロンとなるであろう。好適なモード流量細孔径としては、例えば、10ミクロン超、15ミクロン超、20ミクロン超、および25ミクロン超が挙げられる。最大流量細孔径に関して言えば、濾過材のFDPおよび同種の夾雑物の除去に主に関与する部分の最大流量細孔径は、多くの場合、セルロースまたはメルトブローン濾材のそれを超えるであろう。好適な最大流量細孔径としては、10ミクロン超、好ましくは20ミクロン超、幾つかの実施においては30ミクロン超が挙げられる。例示的な実施においては、最大流量細孔径は、20〜50ミクロンまたは25〜45ミクロンである。
【0058】
典型的には、モード細孔径は、濾過材の上流部分が下流部分よりも大きく、平均(すなわち平均(average))細孔径は、上流部分の方が下流部分よりも小さい。本発明の教示によれば、一般に、濾材の少なくとも一部は小さい平均流量細孔を有すると同時に大きい最大流量細孔も有していることが望ましい。最大細孔径対平均流量細孔の比率は、多くの場合、少なくとも2.5、場合により少なくとも5.0、幾つかの実施においては7.5を超える。平均流量細孔が非常に小さく、かつ最大流量細孔が比較的大きい特定の実施形態においては、この比率は10を超え、場合により12.5または15を超えることができる。この数値が高いことは粒度分布がより広いことを反映しており、これによりFDP(および同種の)夾雑物の除去を改善することができる。
【0059】
さらなる樹脂および繊維
機械的に安定な濾材層中において、濾材繊維および場合によりバインダー繊維を結合させるのを助けるためにバインダー樹脂を使用することができる。この種の熱可塑性バインダー樹脂材料は乾燥粉末としてまたは溶剤系として使用することができるが、典型的には、熱可塑性ビニル樹脂の水性分散液である。樹脂系バインダー成分は、本発明の濾材に十分な強度を得るという目的には必ずしも必要ではないが、使用することは可能である。
【0060】
樹脂としては、酢酸ビニル材料、塩化ビニル樹脂、ポリビニルアルコール樹脂、ポリ酢酸ビニル樹脂、ポリビニルアセチル樹脂、アクリル系樹脂、メタクリル系樹脂、ポリアミド樹脂、ポリエチレン酢酸ビニル共重合体樹脂、熱硬化性樹脂(尿素フェノール、尿素ホルムアルデヒド、メラミン、エポキシ、ポリウレタン、硬化性不飽和ポリエステル樹脂、ポリ芳香族(polyaromatic)樹脂、レゾルシノール樹脂、同種のエラストマー樹脂等)が挙げられる。
【0061】
水溶性または水分散性バインダーポリマーに適した材料は、一般には、アクリル系樹脂、メタクリル系樹脂、ポリアミド樹脂、エポキシ樹脂、フェノール性樹脂、ポリ尿素、ポリウレタン、メラミンホルムアルデヒド樹脂、ポリエステル、およびアルキド樹脂等の水溶性または水分散性熱硬化性樹脂であり、具体的には、水溶性アクリル系樹脂、メタクリル系樹脂、およびポリアミド樹脂である。このような液体バインダーは、典型的には小板片の分散液であり、繊維を被覆して最終不織物基材中の繊維同士の接着を促進するものである。シート、濾材、またはフィルタ材料中に形成される細孔を塞ぐ膜を生じさせることなく繊維に完全な被覆を施すのに十分な樹脂が完成紙料中に添加される。樹脂は完成紙料に添加することもできるし、または形成後の濾材に適用することもできる。
【0062】
各不織層内で三次元的不織繊維ウェブを一つに結合させるために使用されるかまたはさらなる接着剤として使用されるラテックスバインダーは、当該技術分野において周知の様々なラテックス型接着剤から選択することができる。当業者は結合されるセルロース系繊維の種類に応じて具体的なラッテクス型接着剤を選択することができる。ラテックス型接着剤は噴霧や発泡等の周知の技法により適用することができる。通常は、固形分が15〜25%のラテックス型接着剤が使用される。分散液は、繊維を分散させた後にバインダー材料を添加するかまたはバインダー材料を分散させた後に繊維を添加することにより作製することができる。分散液はまた、繊維の分散液をバインダー材料の分散液と混合することにより作製することもできる。分散液中の繊維の総濃度は、分散液の総重量を基準として0.01〜5または0.005〜2重量パーセントの範囲とすることができる。分散液中のバインダー材料の濃度は、繊維の総重量を基準として10〜50重量パーセントの範囲とすることができる。
【0063】
FDPおよび同種の燃料汚染物を除去するための濾材層は第2の繊維を含むことができ、その作製には、多くの親水性、疎水性、親油性、および疎油性繊維のいずれかが用いられる。これらの繊維は、ガラス繊維および2成分繊維と協力して流体材料が通過する際の機械的応力に耐えることができ、かつ使用中に捕集された微粒子を維持することができる、機械的に安定であるが強力かつ透過性を有する濾過材を形成するものである。第2の繊維は、典型的には単成分繊維であり、直径を約0.1〜約50マイクロメートルの範囲とすることができ、かつ様々な材料から作製することができる。第2繊維の種類の1つはバインダー繊維であり、他の成分と協力して材料を結合させてシートにするものである。第2繊維の他の種類は構造繊維であり、他の成分と協力して乾燥および湿潤状態の材料の引張強さおよび破壊強さを増大させるものである。さらに、バインダー繊維としては、ポリ塩化ビニルやポリビニルアルコール等のポリマーから作製された繊維を挙げることができる。第2繊維としては、炭素/グラファイト繊維、金属繊維、セラミック繊維、およびこれらの組合せ等の無機繊維も挙げることができる。
【0064】
第2の熱可塑性繊維としては、これらに限定されるものではないが、ポリエステル繊維、ポリアミド繊維、ポリプロピレン繊維、コポリエーテルエステル繊維、ポリエチレンテレフタレート繊維、ポリブチレンテレフタレート繊維、ポリエーテルケトンケトン(PEKK)繊維、ポリエーテルエーテルケトン(PEEK)繊維、液晶ポリマー(LCP)繊維、およびこれらの混合物が挙げられる。ポリアミド繊維としては、これらに限定されるものではないが、ナイロン6、66、11、12、612、および耐熱「ナイロン」(ナイロン46等)が挙げられ、セルロース系繊維、ポリ酢酸ビニル、ポリビニルアルコール繊維(88%加水分解、95%加水分解、98%加水分解、および99.5%加水分解ポリマー等の、様々な加水分解度のポリビニルアルコールを含む)、綿、ビスコースレーヨン、ポリエステル、ポリプロピレン、ポリエチレン等の熱可塑性樹脂、ポリ酢酸ビニル、ポリ乳酸、および他の一般的な種類の繊維が挙げられる。熱可塑性繊維は、通常、予め配合された従来の添加剤(酸化防止剤、安定剤、潤滑剤、強靭化剤等)を含み得る極細(直径約0.5〜20デニール)ステープル短(長さ約0.1〜5cm)繊維である。さらに、熱可塑性繊維は分散助剤で表面処理することができる。好ましい熱可塑性繊維はポリアミドおよびポリエチレンテレフタレート繊維であり、ポリエチレンテレフタレート繊維が最も好ましい。
【0065】
濾過材の製造
本発明の濾材の作製における特定の実施形態においては、湿式または乾式加工のいずれかを用いて繊維マットが形成される。このマットを加熱することにより熱可塑性材料が溶融され、繊維が内部で接着することによって濾材が形成される。本発明の濾材に2成分繊維を使用するによって、繊維が融合して機械的に安定な濾材を得ることが可能になる。2成分繊維が外側に熱的に結合する鞘部を有することによって、濾材層の内部で2成分繊維が他の繊維と結合する。
【0066】
FDPおよび同種の燃料汚染物を隔離するための1つまたは複数の濾材層は、典型的には抄紙法を用いて作製される。しかしながら、エアレイド加工に適した類似の成分を用いてエアレイド法で濾材を作製することもできる。湿式シートの作製に使用される機械としては、手抄きシート設備、長網型抄紙機、円網型抄紙機、傾斜型抄紙機、コンビネーション型抄紙機、および適切に混合された紙を捕集し、抄造原料成分の1つまたは複数の層を形成し、水性流体成分を除去することにより湿潤シートを形成させることができる他の機械が挙げられる。
【0067】
例示的な湿式加工においては、濾材は、繊維状材料の水性媒体分散液を含む水性抄造原料から作製される。分散液の水性液体は、通常は水であるが、pH調整物質、界面活性剤、消泡剤、難燃剤、粘度調整剤、濾材処理剤(media treatment)、着色剤等の様々な他の材料を含むことができる。通常は、分散液を網または他の多孔質支持体で搬送し、分散固体を保持しながら液分を透過させることにより分散液から水性液体を脱落させ、湿紙組成物を生成させる。一旦湿潤組成物が支持体上に形成されたら、通常はさらに真空または他の加圧力で脱水し、さらに残りの液体を蒸発させて乾燥させる。液体を除去した後、典型的には熱可塑性繊維、樹脂、または形成された素材の他の部分の一部を溶融させることにより熱的に結合させる。溶融した材料が構成要素を結合させることにより層になる。
【0068】
この材料を含有する繊維スラリーは、典型的には混合によって比較的均一な繊維スラリーに形成される。次いで繊維スラリーは湿式抄紙法に付される。一旦スラリーが湿式シートに形成されたら、次いでこの湿式シートを乾燥し、キュアリングを行うかまたはそれ以外の処理を行うことにより、透過性を有するが実質的な乾燥シート、濾材、またはフィルタが形成される。一旦十分に乾燥されて濾過材に加工されたシートは、典型的には厚みが約0.25〜1.9ミリメートルであり、目付が約20〜200または30〜150g・m−2である。通常、商業規模で処理を行う場合は、本発明の2成分マットは、市販の長網型、円網型、スチーブンスフォーマー(Stevens Former)、ロトフォーマー、インバーフォーマー(Inver Former)、ベンチフォーマー(Venti Former)、傾斜型デルタフォーマー機等の抄紙機を用いて加工される。
【0069】
幾つかの実施においては、傾斜型デルタフォーマー機が利用される。本発明の2成分マットの作製は、パルプおよびガラス繊維のスラリーを形成し、このスラリーを例えば混合タンク内で混合することにより行うことができる。この方法に使用される水の量は使用される設備の規模に応じて変化させることができる。完成紙料は従来のヘッドボックスを通過させることができ、ここで脱水されて移動する金網上に堆積し、吸引または真空により脱水されることによって2成分不織ウェブが形成される。次いでこのウェブを、従来の手段、例えば、かけ流し/吸い取り(flood and extract)法を用いてバインダーで被覆し、乾燥部を通過させることによりマットを乾燥させ、バインダーをキュアリングし、シート、濾材、またはフィルタを熱的に結合させることができる。結果として得られたマットを大型のロールで回収し、第2の濾材材料(セルロース濾材層等)と貼り合わせるかまたはフィルタエレメントに形成するためにさらに加工することができる。
【0070】
B.複数の層または複数の機能領域を含む構成
上記したように、FDPを隔離するために選択された上流フィルタ材料(ガラス繊維や2成分繊維等の濾材繊維およびバインダー繊維を含む)は、多くの場合、下流フィルタ材料と併用される。この下流フィルタ材料は、通常、微粒夾雑物を有利に除去するように選択される。下流部分は、例えば、セルロースを含むことができる。様々な夾雑物を引き寄せる能力が上流部分および下流部分間で異なることに加えて、上流および下流部分の細孔径分布が異なることにより、本発明の濾過材が、フィルタを早期に目詰まりさせることなく各種夾雑物を効果的に除去することが可能になる。
【0071】
濾材の上流(例えば、2成分繊維およびガラス繊維)部分の平均流量細孔径は、典型的には下流(例えば、セルロース)部分よりも小さいが、多くの場合、上流部分がこのようにより小さい平均細孔径とより大きいモード細孔径とを併せ持つことは、特定の夾雑物、特に燃料劣化物のフィルタ捕集を改善するのに有用となる可能性がある。典型的には、モード(すなわち最も多い)細孔径は上流部分の方が下流部分よりも大きく、平均(すなわち平均(average))細孔径は上流部分の方が下流部分よりも小さい。
【0072】
上流部分はまた、それ自体の細孔径を変動させることも可能であり、その場合、上流部分は異なる深さで異なる細孔径を有するという特徴を少なくとも有している。上流部分の「最上部」においては、モード細孔径は場合により増大する。濾材によっては、上流部分の下流側のモード細孔径は下流部分のモード細孔径を大きく上回っており、これはセルロースを用いた場合に典型的である。幾つかの実施形態においては、上流部分のモード細孔径は下流部分のモード細孔径を上回る。例えば、上流部分のモード細孔径は、幾つかの実施においては、下流部分のモード細孔径を少なくとも20パーセント上回ることができ、他の実施においては、下流部分のモード細孔径を少なくとも40パーセント上回る。
【0073】
例示的な実施形態においては、上流部分のモード細孔径は下流部分のモード細孔径を少なくとも20パーセント上回り、上流部分の平均流量細孔径は下流部分の平均細孔流量径の90パーセント未満である。下流部分が、上流部分の濾材繊維の平均径を超える平均径または断面を有する繊維を含むことができることが理解されるであろう。幾つかの実施においては、上流部分のモード細孔径は、下流部分のモード細孔径を超える。例えば、上流部分のモード細孔径は下流部分のモード細孔径を少なくとも40パーセント上回るかまたは少なくとも60パーセント上回ることができる。幾つかの実施形態においては、上流部分の平均流量細孔径は下流部分の平均細孔流量径を下回る。例えば、上流部分の平均流量細孔径は下流部分の平均細孔流量径の70パーセント未満または50パーセント未満とすることができる。
【0074】
濾材繊維の直径は上流部分および下流部分間の性能を改善するように選択することができる。一実施形態においては、上流部分は、繊維の総本数に基づく平均径が10ミクロン未満の濾材繊維を含み、下流部分は、上流部分の濾材繊維の直径とは異なる平均径を有する濾材繊維を含む。一実施形態においては、上流部分の濾材繊維の平均径は5ミクロン未満である。通常、下流部分は、上流部分の濾材繊維の平均径を超える平均径または断面を有する繊維を含む。上流部分は、例えば、ガラス繊維、バインダー繊維、または2成分繊維を含むことができる。幾つかの実施形態においては、下流部分は、セルロース、ポリエステル等の高分子繊維、またはこれらの組合せを含む。
【0075】
一実施形態においては、上流部分は、繊維の総本数に基づく平均径が10ミクロン未満である濾材繊維を含み、下流部分は、上流部分の濾材繊維の平均径とは異なる平均径を有する濾材繊維を含み、上流部分のモード細孔径は下流部分のモード細孔径を少なくとも20パーセント上回り、上流部分の濾材の平均流量細孔径は下流部分の濾材の平均細孔流量径の90パーセント未満である。
【0076】
幾つかの実施形態においては、液体を濾過するためのフィルタは、空隙率が少なくとも50パーセントである濾材を含み、この濾材は、濾材繊維と、濾材繊維を超える平均径を有するバインダー繊維とを含む上流部分と、セルロースを含む下流部分とを備える。上流部分は、炭素またはガラス繊維を含むことができる。一実施形態においては、上流部分の濾材繊維の平均径は5ミクロン未満である。他の実施形態においては、上流部分の濾材繊維の平均径は15ミクロン未満である。幾つかの実施形態においては、上流部分のモード細孔径は下流部分のモード細孔径を上回る。例えば、上流部分のモード細孔径は、下流部分のモード細孔径を少なくとも20パーセントまたは少なくとも40パーセント上回ることができる。
【0077】
他の実施形態においては、本発明は、炭素およびガラスから選択される繊維を含む上流部分と、セルロースを含む下流部分とを含み、上流部分のモード細孔径が下流部分のモード細孔径を少なくとも20パーセント上回り、上流部分の平均流量細孔径が下流部分の平均細孔流量径の90パーセント未満である濾過材を対象とする。下流部分が上流部分の濾材繊維の平均径を超える平均径を有する繊維を含むことができることが理解されるであろう。幾つかの実施形態においては、上流部分のモード細孔径は下流部分のモード細孔径を上回る。例えば、上流部分のモード細孔径は、下流部分のモード細孔径を少なくとも40パーセント上回るかまたは少なくとも60パーセント上回ることができる。幾つかの実施形態においては、上流部分の平均流量細孔径は下流部分の平均細孔流量径を下回る。例えば、上流部分の平均流量細孔径は、下流部分の平均細孔流量径の70パーセントまたは50パーセント未満とすることができる。
【0078】
幾つかの実施形態においては、上流フィルタ部分には、下流フィルタ部分の捕集量を50パーセント上回る燃料劣化物が捕集される。幾つかの実施形態においては、第1フィルタ部分は第2フィルタ部分の捕集量を少なくとも100パーセント上回る燃料劣化物を捕集する。幾つかの実施形態においては、第1フィルタ部分は第2フィルタ部分の捕集量を少なくとも200パーセント上回る燃料劣化物を捕集する。この百分率は濾材の体積または濾材の表面積に関し標準化することができる。
【0079】
幾つかの実施形態においては、複合濾材から様々な異なるフィルタエレメント構成を容易に製造することができるように、合成およびセルロース濾材は、低温結晶化ポリマー粉末を使用して一緒に貼合される。濾材層を貼合する他の方法として、接着剤貼合せや熱的結合手段等を用いることも可能である。
【0080】
ここで図6A〜6Dを参照して濾過材構造の例示的な構成を示す。これらの略断面図は濾材の構成要素の基本的な配置のみを記載したものであり、これらの図面は正確な縮尺率で記載されたものではないことが理解されるであろう。この図面は濾材の構造を簡略化したものであることと、これらは代替的な実施形態であるが、本発明に従い可能な構造の形態を限定するものではないこととも理解されるであろう。図6Aは本発明の実施に従い作製された濾材構造の略断面図であり、2層構造を示すものである。この例示的な実施形態においては、濾材構造120は、上流濾材122を含む第1部分および下流濾材124を含む第2部分を含む。上流濾材は、例えば、ガラス濾材繊維および2成分バインダー繊維の組合せとすることができる。下流部分は、例えば、セルロース濾材とすることができる。
【0081】
図6Bは、本発明の実施に従い作製された他の濾材構造の略断面図であり、3層構造を示すものである。この例示的な実施形態においては、濾材構造130は、上流濾材132および133を含む第1および第2部分に加えて下流濾材134を含む第3部分を含む。上流濾材部分は、例えば、ガラス濾材繊維および2成分バインダー繊維の組合せとすることができる。幾つかの実施形態においては、これらの上流濾材部分132、133は、異なる細孔径や分布等の互いに異なる特性を有するものとすることができる。少なくとも1つの層または部分(層に分離していない場合)がFDPまたは同種の夾雑物を除去する限りは、必ずしも両方の層または部分がそうである必要はない。下流部分は、例えば、セルロース濾材とすることができる。さらなる実施形態は、例えば、さらなる上流および下流層を有することができる。
【0082】
図6Cは、本発明の実施に従い作製された濾材構造の略断面図であり、濾材層の間にスペーサを有する2層構造を示すものである。この例示的な実施形態においては、濾材構造140は、上流濾材142を含む第1部分、下流濾材144を含む第2部分、ならびに上流および下流部分142、144の間のスペーサ146を含む。上流濾材は、例えば、ガラス濾材繊維および2成分バインダー繊維の組合せとすることができる。下流部分は、例えば、セルロース濾材とすることができる。スペーサ146は、例えば、濾過性のないスクリム材料とすることができる。
【0083】
図6Dは、本発明の実施に従い作製された濾材構造の略断面図であり、上流部分152および下流部分154が空隙によってさらに互いに分離されている。上流濾材は、例えば、ガラス濾材繊維および2成分バインダー繊維の組合せとすることができる。下流部分は、例えば、セルロース濾材とすることができる。空隙は、比較的狭くすることも比較的広くすることもできる。この実施形態においては、この2種の濾材を機能させる向きが重要であり、濾材部分の一方を他の部分の上流に配置することが必要である。これらの部分152、154の中間に支持体材料を配置することが可能であることが理解されるであろう。
【0084】
図7は、本発明の例示的な実施形態における濾材の細孔の関係を例示するものであり、上流部分は2成分−ガラス合成濾材を含み、下流部分はセルロースを含む。特に、この例示的な実施に示す本発明の層状構造体は、広く開口した上流部分から、微小粒子を濾過するより縮小した下流部分まで細孔径を変化させることができる。上流部分は、ここに示すように異なる細孔径を有する2以上の層を含むことができる。しかしながら、セルロースのモード細孔径はここに示した上流部分の両方の部分のモード細孔径よりも小さい。
【0085】
濾材の上流側よりも下流側の細孔の方が小さい構造を有するフィルタが役立つ場合が多い。換言すれば、多孔質構造体は上流側から下流側に向かって高密度になる。その結果として、濾過すべき微粒子または夾雑物を粒度に応じて様々な深さまで侵入させることができる。こうすることにより、微粒子または夾雑物がフィルタ材料の深さ方向全体に分配され、圧力損失の上昇が緩和され、フィルタの寿命が延長される。一実施形態においては、細孔径は図7に示すように段階的に変化する。他の実施形態においては、細孔径は、より小さい下流側からより大きい上流側へと徐々に増大する。
【0086】
図8は、一実施形態の例である、同心の濾材層182、184、186を有する多段燃料フィルタ180を示すものである。この同心層は、外側から内側へと細孔の寸法が変化する濾材繊維およびバインダー繊維(ガラスおよび2成分)の層を含むことができる。全体として、平均流量細孔径は外層182から内層186に進むにつれて小さくなるであろう。FDPおよび他の同種の生成物は外側の濾材表面に吸着される傾向にあり、濾材全体に層または膜を形成する。劣化物が凝集すると細孔が詰まり始める。上流濾材に大きな細孔をより多く存在させることにより、さほど急速に目詰まりを起こさせることなく外側濾材に劣化物を捕捉させて留めておくことが可能になる。より緊密な下流層は微粒子に対する効率が高くなるように設計されている。
【0087】
C.実験データ
本発明の濾過材を濾材の細孔構造に基づき評価することが可能である。濾材の細孔構造は、ポロメトリー(porometry)の毛細管理論に基づき特徴付けることができる。分子論に基づけば、純粋な液体中の分子間相互作用は、気−液、気−固、液−液、液−固間等の界面を除いて液体全体で基本的に同一である。純粋な液体全体について見ると、すべての相互作用の平均は、これらの界面を除いて各分子間で基本的に等しい。これらの界面においては、分子は、典型的には、バルク内および表面における分子間相互作用の差に起因する「張力」下にある。気−液界面においては、表面の分子密度がより小さい分、位置エネルギーが過剰になり、表面に引っ張る力(したがって、専門用語は「表面張力」)が働く。
【0088】
物質を容易に濡らす液体は接触角が小さい。液体表面が、例えばガラス容器の壁面のような濡れ性を有する物質に出会うと、分子は液体表面よりもガラスに強く引き寄せられる。このガラス表面への引力によって液面が上向きの曲線を描く。壁面が円形の曲線を描く管を形成している場合、この引力は管の全周に亘って作用し、最終的には流体に上向きの力が働く。この現象は毛細管理論として周知のものとして発展し、ここでは液体の静水頭圧および表面張力による力が均衡している。
【数1】
(式中、
σ=表面張力
d=管の直径
θ=管表面における液体の接触角
γ=流体の比重
Δh=管内における流体の移動距離)
濡れ性を有する流体の場合、接触角は小さいので、
cos(θ)≒1
と仮定することができる。したがって、比重および液体の高さを圧力に置き換えると、この式は
【数2】
と書き換えられる。この式は、直径、圧力、および表面張力を関係づけるものであり、ポロメトリー試験における細孔径の計算に使用される。
【0089】
多孔質材料の細孔径の測定に一般に用いられている技法は3種類ある。これらはいずれも毛細管理論を用いるものであり、液体の表面張力、圧力、および細孔の直径の関係に基づき細孔径の算出している。この3種はそれぞれ、測定の仕方および試験手順が少しずつ異なる場合がある:第1の手順である空気透過性ポロメトリー(air permeability porometry)は、多孔質材料の細孔を濡らして満たす非反応性液体を利用している。材料を飽和させた後に、非反応性気体を用いて加圧することにより、液体が細孔から追い出される。細孔径が小さいほど細孔から液体を押し出すのに必要な圧力が高くなる。試料からすべての液体を押し出すまでの圧力および空気流量を測定する。次いでこのデータを、清浄な乾燥した試料を用いた場合の圧力および流量測定値と比較することにより細孔径分布を求める。
【0090】
第2の手順である水銀圧入ポロメトリーは、多孔質材料の細孔を満たす液体として水銀を利用するものである。水銀は表面張力および接触角が非常に高く、したがって容易に細孔に入り込まない。この技法では、次いで水銀を加圧することにより強制的に細孔内に押し込む。細孔が小さいほど、細孔に水銀を押し込むのに必要な圧力が高くなる。使用した水銀の体積および圧力を測定し、次いでこれらを用いて細孔径分布を求める。
【0091】
第3の手順である液体押出ポロメトリー(liquid extrusion porometry)は、多孔質材料の細孔を満たして完全に濡らす非反応性流体を利用するものである。飽和した材料は、次いで液体を細孔から追い出すために非反応性気体で加圧される。細孔が小さくなるほど細孔から液体を押し出すのに必要な圧力が高くなる。細孔から押し出された液体の体積を圧力と一緒に測定し、これを用いて細孔径分布を求める。
【0092】
このような細孔試験は、例えば、Porous Materials,Inc製の自動化空気透過性ポロメーター(air permeability porometer)を利用して達成することができる。本明細書においては、CAPWIN Version 6.71.122試験用ソフトウエアを用いた型式APP−1200−AEXSCを使用した。試験手順には、流体の表面張力が20.1dynes/cのシリコーンオイルを使用するキャピラリー・フロー・ポロメトリー(乾き/濡れ)を含むものとした。試験に有効な試料サイズは直径1.0センチメートルであり、最大空気透過量は100,000cc/分であり、試料の最大差圧は120kPであり、以下に示す試験機独自の試験パラメータを用いた。
【0093】
【表1】
【0094】
データから細孔径分布を求めるには、試料の乾き曲線と試料の濡れ曲線とを比較する必要がある。これは乾いた試料に対する濡れた試料の空気流量の百分率を算出することにより行われる。これによりフィルタ流量(%)と称されるものが得られる。
【数3】
このフィルタ流量(%)は圧力の関数となる。したがって、次いで毛細管理論から得られた式(式2.3)を用いて圧力を直径で置き換える。こうして流量に基づく0〜100%までの細孔径分布曲線が得られる。
【数4】
製造業者が報告書に用いる細孔径分布計算用ソフトウェアに採用されている形態の計算は測定データの変動性が誇張されてしまう可能性があり、凹凸のある分布曲線になる可能性がある。その上、細孔径分布の結果はデータ点の集合であるため、比較解析技法にもモデリング技法にも使い難い。このことからDonaldson Companyは、試験毎に収集した生データに曲線を当てはめる当社独自の(proprietary)技法を開発した。この技法は、データを古典的な正規分布曲線に制限することを必要とせずに分布形態に曲線を当てはめることができるものである。
この技法を用いることにより:
g(d)=試験に供した試料の細孔径の直径の累積分布関数
G(d)=試験に供した試料の細孔径の直径の密度分布関数
が得られる。
【0095】
図9に、異なるメルトブローン、セルロース、および2成分−ガラス燃料濾材の流量細孔径の密度分布を比較したグラフを示す。図9の上流層の下流側の細孔径分布のモード細孔径から明らかなように、例示的な2成分−ガラスのモード細孔径はほぼ30μmであるのに対し、メルトブローン濾材は約13μmである。上流側の2成分−ガラスおよびメルトブローン層対セルロース層に関しては、2成分−ガラスのピークであるモード細孔径はほぼ30μmであり、セルロースよりはるかに大きい。同じく図9から、メルトブローン濾材のモード細孔径密度である約13μmはセルロースのモード細孔径密度である10μmと非常に類似していることもわかる。
【0096】
モード細孔径は濾材の細孔構造の一つの指標である。濾材の細孔構造の他の指標は平均流量細孔径であり、濾材を通過した累積流量が50%となる細孔径として定義される。
【0097】
図10は、メルトブローン、セルロース、および2成分−ガラス濾材の構成要素の累積細孔径分布を示すものである。
【0098】
図10に示すデータの作成に使用した材料は以下の通りである:
セルロースA:市販のセルロース濾材であるAhlstrom media(グレード15PS−11)
メルトブローンA:市販のメルトブローン−セルロース複合濾材であるAhlstrom media(グレード15 PS LFF−1)
DCI A:平均流量細孔径が30.3ミクロンである2成分ポリエステル−ガラス濾材層を平均流量細孔径が9.2ミクロンである2成分ポリエステル−ガラス濾材層に貼り合わせたもの
DCI B:平均流量細孔径が20.1ミクロンである2成分ポリエステル−ガラス濾材層を平均流量細孔径が9.3ミクロンである2成分ポリエステル−ガラス濾材層に貼り合わせたもの
DCI C:平均流量細孔径が30.3ミクロンである2成分ポリエステル−ガラス濾材層を平均流量細孔径が20.1ミクロンである第2の2成分ポリエステル−ガラス濾材層に貼り合わせたもの。
【0099】
以下の参考文献に概説されているものと類似の方法で電子豊富な分子を酸化することによりディーゼル燃料沈殿物を生成させた:Frankenfeld,J.W.,Taylor,W.F.,Brinkman,D.W.ら,Ind.Eng.Chem.Prod.Res.Dev.,1983,22,608−614;K.T.Reddy,J.Propulsion,Vol 5(1),1989,pgs6−13;John W.Frankenfeld,William F.Taylor,Dennis W.Brinkman,Industrial & Engineering Chemistry Product Research and Development 1983 22(4),622−627;John W.Frankenfeld,William F.Taylor,Dennis W.Brinkman,Industrial & Engineering Chemistry Product Research and Development 1983 22(4),615−621;John W.Frankenfeld,William F.Taylor,Industrial & Engineering Chemistry Product Research and Development 1980 19(1),65−70;およびW.F.Taylor,J.W.Frankenfeld,Ind.Eng.Chem.Prod.Res.Dev.,Vol 17(1),1978,pgs86−90。これらの参考文献から、ディーゼル燃料に見られる類似の沈殿物(または付着物)を実験室環境で生成させることが可能であることがわかる。
【0100】
10μmの2成分−ガラス濾材層の実施形態は、モード細孔径がセルロースの約3倍であるにも拘わらず平均流量細孔径がセルロース濾材層よりも小さいことがわかる。大きな細孔の数が非常に多いことは、図10の径累積分布の30%流量細孔径を見ればさらに明白である。2成分−ガラス濾材の3種の試料の場合は、20μm以上の細孔を通過したのは総流量のそれぞれ約30%、23%、および39%であったが、メルトブローン濾材およびセルロースの場合は、30%累積流量細孔径はこの径のほぼ半分である。
【0101】
合成2成分、メルトブローン、および3種のセルロース濾材試料の細孔径の関係をまとめると、表1に示す以下の比率が算出される。
【0102】
【表2】
【0103】
2成分−ガラス−セルロース濾材の実施形態とメルトブローン−セルロース濾材とを比較する他の特徴は、圧縮弾性率である。表2に同一の直径および厚みを有する合成およびメルトブローン濾材試料に同一荷重をかけた場合の圧縮率を示す。
【0104】
表2に示すデータの作成に使用した材料は以下の通りである:
MB−1:現在Hollingsworth and Voseの濾材(grade TR108802)に使用されている市販のメルトブローン濾材
MB−2:現在Ahlstromの濾材(grade 15 PS LFF−1)に使用されている市販のメルトブローン濾材
DCI−1:平均流量細孔径が9.2ミクロンである2成分ポリエステル−ガラス濾材
DCI−2:平均流量細孔径が9.3ミクロンである2成分ポリエステル−ガラス濾材
DCI−3:平均流量細孔径が30.3ミクロンである2成分ポリエステル−ガラス濾材
DCI−4:平均流量細孔径が20.1ミクロンである2成分ポリエステル−ガラス濾材。
【0105】
【表3】
【0106】
メルトブロー濾材が43.6%圧縮されることと比較して合成濾材の圧縮は24.6〜37.0%の範囲にあることがわかる。好ましい実施形態の特定の場合においては、2成分−ガラス(DCI−1およびDCI−3)を含む2種の濾材層の値は26.8および37.0%である。圧縮弾性率は、燃料濾過材のある程度上流側および勾配層の界面で回収される燃料夾雑物を扱う場合に重要な点である。濾材層の上流側で回収された夾雑物が例え少量でも局在化すると、上流部の圧力が局所的に増大する可能性があり、それによって濾材が圧縮され、濾材の空隙が縮小して耐用寿命が短くなる。
【0107】
図11Aに、燃料を濾過する前(左)および後(右)の上流部分の繊維の走査型電子顕微鏡像を示す。図11Bに、燃料を濾過する前(左)および後(右)の下流部分の繊維の走査型電子顕微鏡像を示す。図11Aおよび11Bに示す2種類の繊維は径が似ているが、化学的性質が異なっている。上流部分の繊維にFDP層が形成されたことがわかるが、一方、下流部分の繊維に吸着されたFDPはごくわずかである。
【0108】
したがって、上流部分および下流部分間で様々な夾雑物を引き寄せる力が異なることに加えて細孔径分布も異なることにより、本発明の濾過材がフィルタの目詰まりを起こすことなく効果的に夾雑物を除去することが可能になる。上流部分はガラス繊維、バインダー繊維、2成分繊維、または材料の組合せを含むことができる。下流部分は、例えば、セルロースを含むことができる。
【0109】
分離した層または段階を用いる濾過材を設計することもできるが、決して多層構造体に限定されるわけではない。幾つかの実施形態においては、濾過材は、連続勾配を有するフィルタ構造体を含む。この勾配は、特性を連続的に滑らかに変化させることもできるし、あるいは特性勾配が急激に変化するように設計することもできる。この勾配はまた、不連続な段階を有するように設計することもできる。このような幾つかの実施においては、勾配を有するフィルタ構造体全体に亘って濾過材がFDPおよび同種の夾雑物を除去する役割を果たすことができる。しかしながら、他の実施においては、濾材の材料および構造に応じて、この種の濾材の一部のみがFDPおよび同種の夾雑物を効果的に除去するであろう。
【0110】
幾つかの実施形態においては、上流部分は、総繊維数に基づく平均径が10ミクロン未満である濾材繊維を含み、下流部分は、上流部分の濾材繊維の平均径とは異なる平均径を有する濾材繊維を含む。一般に、下流部分は、上流部分の濾材繊維の平均径を超える平均径を有する繊維を含む。他の実施形態においては、濾過材の上流および下流部分は一体化形成されている。
【0111】
燃料由来の夾雑物を用いて先行技術の燃料濾過材の評価を行うことにより、メルトブローン濾材層によって制限される性能の不備(目詰まりによる耐用寿命の短縮)が明らかになった。ここで明らかになった不備には、セルロースと比較した場合のメルトブローン材料の細孔径およびメルトブローン材料の細孔径分布が関与していた。メルトブローン層の中実性および圧縮率も、本発明の2成分−ガラスおよびセルロース濾材層と比較して先行技術に制限を課している。ファウリングを引き起こす主な夾雑物が炭化水素流体の化学反応を構成する成分であり、これが変形可能な粒子を形成するような現場で使用する場合は、2成分−ガラス/セルロース濾材の実施形態の性能の方が先行技術の濾過材よりも有利であった。
【0112】
先行技術における濾過の開発は、標準化された産業用コンタミナント(試験用ダスト)を用いたものを中心に行われてきた。標準的な試験用ダストは剛性を有する非変形性粒子から構成されており、これは、ランダムに帯電している場合を除いてフィルタ繊維にほとんど引き寄せられず、これらを捕集した繊維表面にはほとんどまたは全く付着しない。こうした試験用ダストは、大気中に浮遊し流体系に侵入してくる異物や内部系統の部品の摩耗粉を模倣することができるが、ディーゼル燃料(特に、超低硫黄ディーゼル燃料およびバイオディーゼルを含むディーゼル燃料)濾過等の多くの用途におけるフィルタファウリングの主な原因である夾雑物の代表的なものではない。このことは、実験室試験におけるダストの許容量がより高いことが実地での耐用寿命がより長いことと必ずしも相関しないという事実から裏付けられる。
【0113】
図12に、実験室で生成させた燃料夾雑物を用いた寿命比較試験を示す。特にここで示された性能の利点は、実際の用途における耐用寿命がより長い一方で、同等の濾過効率を維持していることにある。この試験の場合、実験室で生成させたFDP夾雑物は150mg/Lの含有量で存在していた。次いでマルチパスループにおいてフィルタ材に試験用燃料を線流速0.48mm/秒、温度22℃でポンプ供給した。フィルタの前後の圧力損失を測定し、圧力損失が80kPaに達したら試験を中止した。試料前後の圧力損失が180分経過しても80kPaに到達しなかった場合は180分後にさらなる夾雑物を燃料に追加した。実験室で生成させたFDP夾雑物の分子量や大きさ等の性状は使用した燃料の種類だけでなく使用した具体的な燃料のバッチでも変化するであろう。較正に基づく吸光度差からのFDPの含有量は約150mg/Lであり、これは2点の吸光度値の差およびFDP較正曲線から求められるものであり、150mg/Lは実験室で生成させた試験用FDP夾雑物の含有量である。図12に示すデータの作成に用いた材料は以下の通りである:
CM−1:市販のセルロース濾材であるAhlstromの濾材(grade15 PS−11)
CM−2:市販のセルロース濾材であるAhlstromの濾材(grade5 PS−1)
CM−3:市販のメルトブローン−セルロース複合濾材であるAhlstromの濾材(grade15 PS LFF−1)
DCI−5:34−gsmの2成分ポリエステル−ガラス濾材(厚さ0.18mm、透過性125cfm
DCI−6:38−gsmの2成分ポリエステル−ガラス濾材(厚さ0.20mm、透過性80cfm)
DCI−7:46−gsmの2成分ポリエステル−ガラス濾材(厚さ0.30mm、透過性190cfm)
DCI−8:62−gsmの2成分ポリエステル−ガラス濾材(厚さ0.30mm、透過性50cfm)。
【0114】
したがって、好ましい実施形態および代替的な実施形態に開示した構造および材料は、先行技術の濾材と比較すると、同等の濾過効率を維持しながら実使用における耐用寿命を大幅に延長させるのに特に効果的であることがわかった。
【0115】
図13は、さらに本発明の特定の実施形態の寿命比較試験を先行技術のメルトブローン−セルロース濾材と比較して示すものである。
【0116】
図13に示すデータの作成に使用した材料は以下の通りである:
CM−1:市販のセルロース濾材であるAhlstromの濾材(grade15PS−11)
CM−3:市販のメルトブローン−セルロース複合濾材であるAhlstromの濾材(grade15PS LFF−1)
DCI−1:2成分ポリエステル−ガラス濾材(平均流量細孔径9.2ミクロン)
DCI−2:2成分ポリエステル−ガラス濾材(平均流量細孔径9.3ミクロン)
DCI−3:2成分ポリエステル−ガラス濾材(平均流量細孔径30.3ミクロン)
DCI−4:2成分ポリエステル−ガラス濾材(平均流量細孔径20.1ミクロン)。
【0117】
図12および13に示すように、本発明の実施形態は時間の経過に伴う圧力損失の増加が大幅に低下しており、これが目詰まりの低減および耐用寿命の長期化と相関している。したがって、本発明の濾過材は、フィルタ効率を妥協あるいはフィルタのサイズを増大させることなく耐用寿命を長期化させるものである。
【0118】
精密濾過用途(典型的には10μm未満)における2成分−ガラス濾材の潜在的な性能の利点は濾過産業において十分に理解されている。より粗大な夾雑物(coarser)向け用途(10μm超)の場合は、フィルタの開発に使用されている従来の夾雑物(すなわち試験用ダスト)を用いた2成分−ガラス濾過材対メルトブローン濾材の評価から、性能の利点がさほど顕著ではないことが古くから実証されている。精密濾過用途におけるガラス濾材の性能が昔から偏っている理由の大部分は、ガラス繊維の直径がメルトブローン濾材よりも小さく、それにより濾材に空隙が増加することに基づくものであった。メルトブローンおよび2成分−ガラス濾材の中実性比較に関する表3を参照されたい。精密濾過用途においては、このメルトブローンよりも直径の小さいガラス繊維の方が、より粗大な夾雑物向け用途(標的の効率および物理的特性を達成するためにより多くのガラス繊維を濾材に組み込まなければならない)よりも空隙容積の増加する割合が高い。
【0119】
【表4】
【0120】
先行技術において2成分−ガラス濾材を使用すると、多くの場合は金網で支持することが必要となり、本発明が利用できるであろう多くの市場ではコスト的に無理がある。本発明におけるセルロース層が費用効果の高い支持体層の役割を果たすことができ、驚くべきことに、本発明者らは、本複合濾材が粒子効率(particulate efficiency)を維持すると同時により低い圧力損失で夾雑物を除去する能力が、2成分−ガラス対セルロース層の相対的な細孔径および濾材の組成の作用によるものであったことを見出した。
【0121】
代替的な実施形態においては、上流濾材はガラス繊維を含まない。先の合成2成分−ガラス層におけるガラス繊維が、上流濾材の構造および物理的特性を大幅に変更することなく類似の径および含有量の高分子繊維で置き換えられる。
【0122】
他の代替的な実施形態は、2成分−ガラス濾材に替えて従来の樹脂で結合させたガラス濾材を利用するものである。2成分−ガラス濾材の実施形態と同様に、濾材の細孔構造と、勾配構造を有するガラス濾材の勾配とを、圧縮弾性率と一緒に厳密に設計することが、非常に長い耐用寿命を達成する鍵となる。
【0123】
上述した本発明の実施はディーゼルエンジンの燃料タンクまたは大量貯蔵タンク等の燃料流れからFDPを除去することを対象としているが、本機構を他のフィルタ用途に使用することもでき、FDPの除去に限定されないことが理解されるであろう。本発明の実施形態はまた、ワックス、アスファルテン、ステロールグルコシド、ステリルグルコシド、ステロールグリコシド、燃料劣化物等の炭化水素流体の化学作用による様々な夾雑物の除去にも適しているであろう。夾雑物は、例えば、変形性微粒子、非変形性微粒子、ならびに変形性および非変形性粒子の混合物を含むことができる。潤滑油や作動油等の炭化水素も本発明を用いて濾過することができる。
【0124】
幾つかの具体的な実施を参照して本発明を説明してきたが、本発明の趣旨および範囲から逸脱することなくここに多くの変更が可能であることを当業者は認識するであろう。
【技術分野】
【0001】
関連出願の相互参照
本出願は、米国を除くすべての国を指定国とする出願人である米国企業Donaldson Company,Inc.ならびに米国のみを指定国とする出願人である米国市民Derek O.Jones;米国市民Keh B.Dema;米国市民Stephen M.Larsen;米国市民Mike J.Madsen;米国市民Andrew J.Dallas;レバノン市民Yehya A.Elsayed;および米国市民Yang Chuanfang名義で2011年2月14日にPCT国際特許出願として出願されたものであり、2010年2月12日に出願された米国特許出願第61/304,232号の優先権を主張するものである。なお、この出願の内容を本明細書の一部を構成するものとしてここに援用する。
【0002】
本発明は、濾過材、フィルタエレメント、および液体燃料を濾過する方法を対象とする。特に本発明は、燃料劣化物(FDP)および他の夾雑物を液体燃料から除去するための濾過材を対象とする。
【背景技術】
【0003】
ディーゼル燃料をはじめとする液体燃料は様々な構成および規模の内燃機関に使用されている。通常、この種の燃料は、濾過によって微粒夾雑物を除去する必要があり、これを行わなければ機関の性能に重大な問題が発生する可能性があり、機関を損傷させるおそれがある。一般に、こうした微粒夾雑物を除去するための濾過材は微粒子をかなりの高率で除去することが求められるため、必然的に細孔が密集した構造の濾過材を使用することになる。このような細孔が密集した構造を使用しなければ、許容できない量の微粒子が濾過材を通過してしまい、機関の性能に悪影響を及ぼし兼ねない。
【0004】
燃料流れから微粒夾雑物を除去する目的で現在使用されている濾材の1つが、微粒夾雑物を効果的に除去することができるメルトブローン濾材である。メルトブローン濾材は、液体燃料から微粒夾雑物を除去する場合は十分な性能を発揮することができるが、メルトブローン濾材は、従来の微粒夾雑物とは異なる夾雑物が蓄積すると直ちにファウリングが発生する可能性がある。こうした早期のファウリングは、多くのディーゼル機関に採用されているコモンレールシステムに見られるような、燃料が繰り返し加熱冷却サイクルを受ける状況で特に発生しやすくなるようである。この種のシステムにおいては、燃料タンクのディーゼル燃料が、複数の燃料噴射装置に接続された共通の導管(すなわちレール)に沿ってポンプから高圧で送出される。ディーゼル燃料の一部は燃料噴射装置を通過して燃焼するが、残りは燃料タンクに返送され、これは高温のディーゼルエンジンの一部を通過するコモンレールを流下してきたため高温になっている。タンクに戻った燃料は即座に冷却される。こうして燃料を繰り返し加熱および冷却することが、従来の燃料濾過材のファウリングを加速する燃料劣化物の生成に関与していると考えられている。
【0005】
加熱冷却サイクルによって生じるフィルタを目詰まりさせる物質以外に、燃料フィルタの性能を低下させ得る夾雑物のさらなる発生源として、各種バイオディーゼル混合物中に見られる成分がある。これらは多くの場合、加熱冷却サイクルで形成される燃料劣化物とは起源が異なるが、これらの夾雑物も濾過材に蓄積して燃料フィルタ寿命の著しい短縮を招く可能性がある。最後に、例え燃料が普通に老化した場合でさえ、特にこれが高温で起こった場合は燃料夾雑物が生成し、もしこのようなことが起こらずに硬質の微粒夾雑物のみが存在した場合に予想されるよりも早期に濾過材のファウリングおよび目詰まりが発生して、燃料フィルタの寿命が一層縮まる可能性がある。
【0006】
したがって、液体燃料流れから夾雑物を除去するために使用することができる濾過材、フィルタエレメント、および濾過方法が強く必要とされている。本発明はこのような濾材、フィルタエレメント、および方法を提供するものである。
【発明の概要】
【0007】
本発明は、燃料流体流れの中に設置する目的で構成および配列された濾過材、この濾過材を用いて製造されたフィルタエレメント、および燃料流れを濾過する方法を対象とする。この濾過材およびエレメントは、燃料が従来の硬質微粒子以外にさらなる様々な夾雑物を含む可能性がある用途に用いるために構成されている。このようなさらなる夾雑物としては、(例えば)ワックス、アスファルテン、ステロールグルコシド、ステリルグルコシド、ステロールグリコシド、および様々な燃料劣化物(FDP)を挙げることができる。総じて、これらのさらなる夾雑物は燃料汚染物(fuel contamination product)(FCP)と称することができる。特に、ディーゼル燃料を濾過する場合、本濾過材は、特に、燃料劣化物(FDP)に加えて同種の燃料汚染物(FCP)を除去するために構成される。
【0008】
第1の例示的な実施形態においては、濾過材は、濾過材の上流層および濾過材の下流層を備える。濾過材の上流層は、2成分高分子繊維およびガラス繊維を熱的に結合させたものを含む。濾過材の下流層はセルロースを含む。この例示的な実施形態においては、2成分繊維およびガラス繊維を含む濾材の上流層を下流のセルロース濾材に貼り合わせることができる。2成分繊維およびガラス繊維を含む濾材の上流層は、先行技術の濾過材と比較してフィルタの寿命を維持するかまたは延長さえする形で燃料劣化物を除去することが判明した。下流セルロース層は、燃料流れから硬質微粒子を除去する機能も果たしながら、上流フィルタ層の支持体層としての二重の役割も果たしている。燃料劣化物を上流で除去することにより、下流セルロース層が燃料劣化物でファウリングすることが回避され、それによって、細孔が密集した構造を有するにも拘わらず下流セルロース層を早期にファウリングさせることなく硬質微粒子を捕捉することが可能になる。さらに、特定の実施形態においては、1つまたは複数の上流層を用いない場合に可能と考えられる細孔構造よりも密集した細孔構造を用いて下流セルロース層を構築させることができる。それは、2成分繊維およびガラス繊維を含む1つまたは複数の濾材層を上流で用いることによって燃料劣化物(または燃料汚染物)が除去されるためであり、もしこれを用いない場合はより密集した細孔構造が早期にファウリングすることになる。
【0009】
より一般的には、本発明は、燃料劣化物や他の燃料汚染物等の夾雑物の除去を可能にする様々なフィルタ構造を対象とする。このようなフィルタ構造は、少なくとも2種類の繊維:(1)濾材繊維および(2)バインダー繊維の混合物を含む濾過材の1またはそれ以上の領域を含むことができる。
【0010】
濾材繊維は、調整可能な細孔径、透過性、効率といった主要な濾過性を濾材に付与する繊維である。本発明に従い使用される濾材繊維には、例えば、ガラス繊維または炭素繊維を用いることができる。
【0011】
バインダー繊維は、濾材繊維を支持することに加えて、取扱い性を改善し、強度を高め、それによって濾材の圧縮率を低下させるものである。バインダー繊維としては、例えば、2成分繊維を用いることができる。2成分繊維を用いることにより、樹脂バインダーを別個に使用せずに、または最小量の樹脂バインダーを使用して、1つもしくは複数の層またはフィルタエレメントを形成することが可能になる。樹脂バインダーを使用しないことによって、樹脂バインダーによる膜形成が実質的に低減されるかまたは防止される上に、樹脂が濾材層の特定の位置に移行することにより濾材またはエレメントの均一性が失われることも防止される。2成分繊維を使用することによって、圧縮率を低下させて中実性(solidity)を低下させることが可能になり、引張強さが増大し、かつ濾材層またはフィルタエレメントに添加されるガラス繊維や他のサブミクロン繊維材料等の濾材繊維の結合が強化される。同様に、特定の実施においては、バインダー繊維を用いることによって、完成紙料(firnish)の形成、シートまたは層の形成、および後段の加工(厚み調整、乾燥、裁断、フィルタエレメント形成等)における加工性が改善される。
【0012】
通常、濾材繊維の直径はバインダー繊維よりもはるかに小さい。例示的な実施形態においては、濾材繊維の平均径は5ミクロン未満であり、一方、バインダー繊維の平均径は5ミクロンを超える。より典型的には、濾材繊維の平均径は0.1〜20ミクロンであり、必要に応じて0.1〜15ミクロンとなるであろう。幾つかの実施においては、濾材繊維の平均径は0.4〜12ミクロンであり、幾つかの実施においては、0.4〜6.5ミクロンとなるであろう。多くの場合、濾材繊維の平均径は、10ミクロン未満、7.5ミクロン未満、6.5ミクロン未満、5ミクロン未満であることが望ましい。
【0013】
バインダー繊維の直径は、典型的には5〜40ミクロン、より典型的には7〜20ミクロンであり、多くの場合は10〜14ミクロンとなるであろう。濾材繊維およびバインダー繊維の直径はいずれも変化させることが可能であることに留意されたい。場合によっては、繊維の直径は長手方向に沿って変化することになるが、様々な直径の複数の異なる繊維を組み込む方がより一般的であろう。本明細書において用いられる繊維の直径は、濾材中に存在する繊維の平均繊維径に基づくことが理解されるであろう。
【0014】
本発明に従い作製される濾過材、特に、濾材のFDP(および同種の夾雑物)の隔離に関与する部分のさらなる特徴は、濾材の中実性が典型的には比較的低いことにある。本明細書において用いられる中実性とは、対象となる濾過材の固体繊維の体積を全体の体積で除したもので、通常は百分率で表される。典型的な実施においては、FDPの隔離に関わる濾過材の中実性は15パーセント未満、より典型的には12パーセント未満、より多くの場合は10パーセント未満である。特定の実施形態においては、中実性は9パーセント未満、8パーセント未満、または7パーセント未満である。
【0015】
本発明に従い作製される濾過材のさらなる特徴は、比較的(特に、濾材の中実性の割に)圧縮し難いことにある。第1の例示的実施形態においては、濾過材の圧縮率は1.24kg/cm2の加圧下で40パーセント未満である。他の実施においては、濾過材の圧縮率は、1.24kg/cm2の加圧下で30パーセント未満、1.24kg/cm2の加圧下で20パーセント未満、1.24kg/cm2の加圧下で10パーセント未満である。したがって、本発明の濾過材は、少なくとも濾材のFDP除去に最も適した部分は、典型的には中実性が比較的低いことに加えて比較的圧縮率が低い(または剛性が高い)ものになることが理解されるであろう。
【0016】
FDPの隔離に関わる濾材の特性を評価することができるさらなる評価手段(metrics)を提供するのが濾材の細孔構造である。一般に、多孔質濾材の特性は、平均流量細孔(mean flow pore)、モード流量細孔(mode flow pore)、最大流量細孔(max flow pore)等のパラメータという観点で特徴づけることが可能である。本発明の教示によれば、一般に、濾材の少なくとも一部は平均流量細孔が小さく、その一方で最大流量細孔が大きいことが望ましい。
【0017】
最大細孔径対平均流量細孔の比は少なくとも2.5、多くの場合は少なくとも5.0、幾つかの実施においては7.5を超える。平均流量細孔が非常に小さく、かつ最大流量細孔が比較的大きい特定の実施形態においては、この比率は10.0を超え、場合により12.5または15を超えることができる。最大流量細孔対平均流量細孔の比率が高いことは、細孔径分布がより広いことを反映しており、それによってFDP(および同種の)夾雑物による汚染を低減することができる。
【0018】
この濾材はまた、対数正規分布(対数変換した値が正規分布するもの)の幾何標準偏差である、15.9番目のパーセンタイルの細孔径対50パーセンタイルの細孔径の比率により評価される細孔径分布が好ましいものになるように選択することができる。濾材の細孔径分布は必ずしも対数正規型とは限らないが、本明細書においては細孔径分布の幾何標準偏差を模擬するものとしてこの比率を採用する。特段の指定がない限り、以下に述べる幾何標準偏差は上に定義した比率を指すものとする。幾何標準偏差は、累積細孔容積に対し細孔径をプロットした曲線の傾きに近似している。幾何標準偏差が1.0であることは細孔径が単一であることを意味し、一方、幾何標準偏差がより大きいことは細孔分布の広がりを反映している。したがって、幾何標準偏差が1.2であることは分布が狭いことを表し、幾何標準偏差が2.0であることは有意に分布がより広いことを示す。幾何標準偏差が2.5であれば比較的分布が広い。幾何標準偏差が3.0であれば分布は非常に広い。一般に、濾材繊維およびバインダー繊維を含む本発明の上流のフィルタ材料は、幾何標準偏差が2.0を超え、より典型的には3.0を超え、幾つかの実施においては4.0を超えるであろう。
【0019】
上記したように、本発明に従い作製された濾過材は、多くの場合、2以上の層から構成されており、上流フィルタ材料(ガラス繊維や2成分繊維等の濾材繊維およびバインダー繊維を含む)が、望ましくは下流フィルタ材料と組み合わせて用いられている。この下流フィルタ材料は、通常は、微粒夾雑物を有利に除去するように選択される。下流材料は、例えば、セルロース繊維を含むことができる。
【0020】
幾つかの実施形態においては、上流部分のモード細孔径は下流部分のモード細孔径を上回る。例えば、上流部分(2成分/ガラス)のモード細孔径は、下流部分(セルロース濾材)のモード細孔径を少なくとも20パーセントまたは少なくとも40パーセント上回ることができる。他の実施形態においては、上流部分のモード細孔径は、下流部分のモード細孔径を少なくとも20パーセント上回り、かつ上流部分の平均流量細孔径は、下流部分の平均細孔流量径(mean pore flow size)の90パーセント未満である。幾つかの実施形態においては、上流部分のモード細孔径は下流部分のモード細孔径を上回る。例えば、上流部分のモード細孔径は、下流部分のモード細孔径を少なくとも40パーセントまたは少なくとも60パーセント上回ることができる。幾つかの実施形態においては、上流部分の平均流量細孔径は下流部分の平均細孔流量径を下回る。例えば、上流部分の平均流量細孔径は、下流部分の平均細孔流量径の70パーセントまたは50パーセント未満とすることができる。
【0021】
下流部分が、上流部分の濾材繊維の平均径を超える平均径または断面を有する繊維を含むことができることが理解されるであろう。
【0022】
本明細書全体を通して、濾過材の様々な部分の特性に関し説明する。特に、繊維径、中実性、圧縮率、平均流量細孔、モード細孔流量(mode pore flow)、最大細孔等の特定の属性を有する濾過材の特性に関し説明する。本発明に従い作製された濾材のこれらの特性は、多くの場合、濾材のウェブの長手方向に沿った変動等の意図しない変動に加えて、濾材シートの厚みまたは深さ方向に沿った意図しない変動を示すであろうことが理解されるであろう。これに加えて、意図的に特性を変化させた濾材を多層で提供したり、濾材の特性が濾材の深さ方向に徐々に変化するような勾配構造を持つ濾材を提供することなどによって、濾過材の特性を意図的に変動させることも可能である。意図しない変動だけでなくこのような意図的な変動も本発明の範囲に包含されることが意図されていることが理解されるであろう。
【0023】
上の本発明の概要は、ここに検討される本発明の各実施形態を説明することを意図するものではない。これは、以下の図面および詳細な説明で行う。
【図面の簡単な説明】
【0024】
以下の図面と関連づけることによって本発明をより十分に理解することができる。
【0025】
【図1】ディーゼルエンジンの燃料系統の略図である。
【図2A】先行技術の濾過材をディーゼル燃料に曝露する前の写真である。
【図2B】先行技術の濾過材をディーゼル燃料に曝露した後の写真である。
【図3】本発明に従い作製されたフィルタエレメントをディーゼルエンジン内で長時間試験に付した後の相対的な性能を先行技術のフィルタ構成と比較して示すグラフであり、各フィルタの交換が必要となるまでに運転したマイル数を示している。
【図4】濾材のモード細孔径を示す細孔密度対直径のグラフである。
【図5】濾材の平均流量細孔径を示す累積細孔径分布のグラフである。
【図6A】本発明の実施に従い作製された濾材構造の略断面図である。
【図6B】本発明の実施に従い作製された第2の濾材構造の略断面図である。
【図6C】本発明の実施に従い作製された第3の濾材構造の略断面図である。
【図6D】本発明の実施に従い作製された第4の濾材構造の略断面図である。
【図7】本発明の一実施形態によるフィルタ構造体の一部の略断面図であり、相対的な細孔径を示すものである。
【図8】本発明の一実施形態による多段式燃料フィルタである。
【図9】細孔密度対直径のグラフであり、メルトブローン、セルロース、および2成分−ガラス濾材を比較したものである。
【図10】累積細孔径分布のグラフであり、メルトブローン、セルロース、および2成分−ガラス濾材を比較したものである。
【図11A】2成分−ガラス濾材を含む濾過材で燃料を濾過する前および後の濾過材の走査型電子顕微鏡画像を示す2枚である。
【図11B】2成分−ガラス濾材の下流に配置されたセルロース濾材を含む濾過材で燃料を濾過する前および後の濾過材の走査型電子顕微鏡画像を示す2枚である。
【図12】実験室で生成させた燃料夾雑物を用いた比較寿命試験を示すグラフである。
【図13】本発明および先行技術の様々な濾過材の比較寿命試験を示すグラフである。
【0026】
本発明は様々な変形および変更形態の影響を受けやすいが、その特性は実施例および図面により示しており、以後、詳細に説明する。しかしながら、本発明がここに説明する特定の実施形態に限定されるものではないことを理解すべきである。一方、本発明の趣旨および範囲内の変形、均等物、および変更は包含することを意図している。
【発明を実施するための形態】
【0027】
本発明の一部は、液体燃料流れから夾雑物を除去するための濾過材およびフィルタエレメントを対象とする。本フィルタエレメントおよび濾材は、硬質微粒子に加えてさらなる夾雑物を除去するように構成されており、このようなさらなる夾雑物としては、(例えば)ワックス、アスファルテン、ステロールグルコシド、ステリルグルコシド、ステロールグリコシド、および燃料劣化物(燃料汚染物と総称する)が挙げられる。本フィルタエレメントおよび濾材によって濾過性能の改善および長寿命化が可能になる。
【0028】
メルトブローン濾材等の既存の燃料濾過材は液体燃料から微粒夾雑物を除去することに関しては十分に機能することができるが、メルトブローン濾材は、従来の微粒子とは異なる夾雑物が蓄積すると早期にファウリングする可能性がある。この早期ファウリングは、多くのディーゼルエンジンに使用されているコモンレールシステム等の燃料が繰り返し加熱冷却サイクルを受ける状況下で特に顕著なようである。
【0029】
図1は、ディーゼルエンジン用コモンレール式燃料系の略図である。図1において、燃料タンク100は、燃料ポンプ102および燃料フィルタ104と流体連通している。燃料は、燃料タンク100からポンプで送出され、フィルタ104を通過した後、ディーゼル燃料を複数の噴射装置108に分配するマニホールドの役割を果たすコモンレール106内に流入する。燃料の一部は噴射装置108を通過して燃焼室に流入するが、余分な燃料は戻りライン110を流れて燃料タンク100に返送される。燃料タンクに返送される燃料は、高温のディーゼルエンジンの一部を通過するコモンレール内を流下することにより、典型的には高温で返送される。燃料は燃料タンクに戻ると冷却される。この方式においては、タンク内の燃料の一部は、エンジンが運転されているときは常に連続的に加熱および冷却されている。
【0030】
燃料が繰り返し加熱冷却サイクルを受けると燃料劣化物(FDP)が生成すると考えられている。FDPは従来の燃料濾過材に短時間で蓄積し、濾材の早期ファウリングを引き起こす可能性がある。このようなファウリングは、例えば、メルトブローンポリエステル濾過材だけでなくセルロース濾過材でも起こり得る。ファウリングは、FDPと、可能性としては他の燃料汚染物(様々なワックス、アスファルテン、ステロールグルコシド、ステリルグルコシド、ステロールグリコシド等)とが濾過材上に蓄積するにつれて発生し、結果として細孔の目詰まりおよび早期破損を引き起こす。
【0031】
図2Aおよび2Bは、市販の燃料フィルタのメルトブローン濾過材をディーゼルコモンレール式燃料系を備えるトラックで長期間使用する前およびその後を示すものである。図2Aからわかるように、メルトブローン濾過材は清浄で夾雑物が見られない。ところが、現場で使用した後のメルトブローン材料は図2Bに示すように蓄積した夾雑物にかなり覆われている。その結果、フィルタが急速に目詰まりして許容できない高い背圧が発生し、交換が必要となる。試験を行った実施形態においては、フィルタの性能は目標の40,000〜50,000マイルを大幅に下回っていた。
【0032】
本発明は、フィルタ性能およびフィルタ寿命に与える影響を制限することができるような方式で燃料夾雑物を除去する濾材構造を提供することにより先行技術の欠点を克服するものである。特に本発明は、FDP等の夾雑物を効果的に隔離すると同時に早期目詰まりを回避するように構築された濾材の1またはそれ以上の層または領域を提供する。FDPを効果的に隔離することで、フィルタ内の他の構成要素(場合により、多層濾材内の他の層を含む)の早期目詰まりが回避される。その結果、濾過材およびフィルタエレメントの寿命が長期化されるとともに性能が向上する。
【0033】
本発明の例示的な実施形態においては、濾過材は、セルロース濾材の上流側に貼合された熱的に結合されたガラス繊維およびポリエステル2成分繊維を含み、セルロースは、硬質微粒子用フィルタおよび熱的に結合されたガラスの支持体としての二重の役割を果たす。ガラスおよびポリエステル2成分の濾材は、セルロース層の早期目詰まりを回避しながらFDPを除去するような方式でFDPを除去する機能を果たす。こうした性能の改善が達成される理由の一部は、ガラス繊維および2成分繊維の混合物を、濾材の中実性が比較的低くなると同時に比較的低い圧縮率を維持するように選択することによる。さらに、比較的細いガラス繊維を典型的には高濃度で用いることにより、平均流量細孔径が小さいが、典型的には最大細孔径も比較的高い濾材が得られる。中実性が比較的低くかつ圧縮率が低く、それと同時に平均流量細孔径が小さいが最大流量細孔径(maximum flow pore size)が高い濾材を使用することによって、早期目詰まりを起こすことなくFDP化合物を効果的に除去する濾材構造が得られる。
【0034】
図3は、本発明に従い作製されたフィルタエレメントの相対的な性能の例を先行技術のフィルタ構成と比較して示すグラフである。図3に示すように、2成分繊維をガラス繊維と熱的に結合させた第1領域をセルロース繊維の第2フィルタ領域と重ねて作製した濾材は、メルトブローンポリエステル濾過材を用いて構築された先行技術による例示的な市販のフィルタエレメントを大幅に上回る性能を示した。ここに示した4種のトラックに関する結果が異なることから認められるように、本発明の濾材を改善することにより先行技術と比較して改善される性能は、燃料供給源中に存在する任意のFDPの性質やその程度等の様々な要素に応じて異なるであろうことが理解されるであろう。しかしながら、概して、本発明の濾過材は、FDPが存在すると考えられるディーゼル燃料に曝露されると先行技術のメルトブローン濾材よりも優れた性能を示すことが理解されるであろう。
【0035】
ここで燃料汚染物(特にFDP)を除去するための濾材を検討した後、FDP夾雑物および従来の夾雑物の両方を除去するためのさらなる濾材層または領域を有する濾材構成を検討し、フィルタエレメント構成を検討し、そして実験結果を検討することなどにより、濾過材およびエレメントに好適な材料および構成を詳述する。
【0036】
A.燃料汚染物(燃料劣化物を含む)を除去する濾材
本発明の一部は、燃料劣化物や、幾つかの実施においてはさらなる夾雑物(ワックス、アスファルテン、ステロールグルコシド、ステリルグルコシド、ステロールグリコシド等)等の除去を可能にする様々なフィルタ構造を対象とする。この種のフィルタ構造は、2種類(またはそれ以上)の繊維:(1)濾材繊維および(2)バインダー繊維の混合物を含む濾過材の1またはそれ以上の層または領域を含むことができる。これらの濾材の層または領域は、例えば、2006年11月1日に出願された米国特許出願公開第2007/0039300号明細書に開示された熱的に結合されたガラスおよび高分子繊維を含むことができ、その内容を本明細書の一部を構成するものとしてここに援用する。
【0037】
濾材繊維
濾材繊維は、調整可能な細孔径、透過性、効率等の主要な濾過性を濾材に付与する繊維である。本発明に従う濾材繊維としては、例えば、ガラス繊維、炭素繊維、セラミック繊維、ポリエステル、またはセルロースを使用することができる。本発明の濾材の例示的な実施においては、ガラス繊維をかなり高い比率で用いることができる。ガラス繊維は、細孔径を調整すると共に、濾材中で他の繊維と協力して濾材に十分な流量、高い能力、十分な効率、および高い湿潤強度を付与する。
【0038】
ガラス繊維「供給源」という用語は、別々の原料として入手可能な、平均径およびアスペクト比によって特徴付けされるガラス繊維組成物を意味する。本発明の濾材に使用するのに適した濾材繊維には、A、C、D、E、Zero Boron E、ECR、AR、R、S、S−2、N等の名称で周知の種類のガラスが含まれ、一般には、強化繊維を作製するのに用いられる延伸法または断熱繊維の作製に用いられる紡糸法のいずれかにより繊維を作製することができる任意のガラス等のガラス繊維である。このような繊維は、典型的には、直径が約0.1〜10マイクロメートル、アスペクト比(長さを直径で除したもの)が約10〜10,000で使用される。このような市販の繊維にはサイジング剤を塗工することにより特徴的なサイジングが施されている。一般に、好適なガラス繊維は、平均径が15ミクロン未満、より望ましくは10ミクロン未満、好ましくは5ミクロン未満であるべきである。好適なガラス材料の商業的な供給源としては以下が挙げられる:Lauscha International、Evanite、Johns Manville、Owen Corning他。
【0039】
濾材繊維に関する幾つかの実施に好適なガラス繊維以外の代替的な繊維には炭素繊維が含まれる。
【0040】
一般に好適な炭素繊維の平均径は、25ミクロン未満、より望ましくは15ミクロン未満、好ましくは10ミクロン未満であるべきである。好適な炭素材料の商業的な供給源としては以下が挙げられる:Unitika、Kynol他。実施形態において、本発明の濾過材パックに有用な濾過材は、ガラス繊維を、濾過材の固形分全体の約10重量%〜90重量%、または濾過材の固形分全体の約20〜80重量%、または濾過材の固形分全体の約25%〜75重量%、または濾過材の固形分全体の約50重量%に相当する量で含む。幾つかの実施形態においては、1種を超えるガラス繊維供給源のブレンドが用いられ、1種を超えるガラス繊維供給源のブレンドは、濾過材中のガラス繊維の全重量百分率を構成するように用いられる。この種の幾つかの実施形態においては、ガラス繊維供給源のブレンドは、濾過材の透過性を調整するように選択される。例えば、幾つかの実施形態においては、平均繊維径が約0.3〜0.5マイクロメートルのガラス繊維、平均繊維径が約1〜2マイクロメートルのガラス繊維、平均繊維径が約3〜6マイクロメートルのガラス繊維、平均繊維径が約6〜10マイクロメートルのガラス繊維、および平均繊維径が約10〜100マイクロメートルのガラス繊維のうちの1種を超えるガラス繊維供給源を様々な比率で(2種以上のブレンド等で)組み合わせることにより、濾過材パックの透過性が増大する。この種の幾つかの実施形態においては、ガラス繊維のブレンドは、細孔径が調整されるように選択され、それによって濾過材に規定の透過性が得られる。
【0041】
バインダー繊維
バインダー繊維は、濾材繊維の支持体となり、濾材繊維に改善された取扱い性、強度、および耐圧縮性を付与する。特定の実施においては、バインダー繊維はまた、完成紙料の形成、シートまたは層の形成、および後段の加工(厚み調整、乾燥、裁断、およびフィルタエレメントの形成を含む)における加工性も改善する。
【0042】
バインダー繊維としては、例えば、2成分繊維を用いることができる。本明細書において用いられる「2成分繊維」は、ある融点を有する少なくとも1種の繊維部分およびより低い融点を有する第2の熱可塑性部分を有する熱可塑性材料から形成された繊維を意味する。これらの繊維部分の物理的な構成は、典型的には、サイドバイサイド型または芯鞘型構造である。サイドバイサイド型構造においては、典型的には2種類の樹脂が並列構造で結合した形態で押出成形される。他の有用な形態としては、繊維の端部に残りの繊維よりも融点の低いポリマーから形成された葉部を有する多葉型2成分繊維が挙げられる。
【0043】
2成分繊維を使用することにより、別個の樹脂バインダーを使用せずに、または最小量の樹脂バインダーを使用して濾材層またはフィルタエレメントを形成することが可能になり、それによってバインダー樹脂による膜形成が大幅に低減されるかまたは防止されると共に、樹脂が濾材層の特定の位置に移行することにより濾材またはエレメントの均一性が失われることも防止される。2成分繊維を使用することにより、濾過材の圧縮を抑え、中実性を改善し、かつ引張強さを増大させることが可能になると共に、濾材層またはフィルタエレメントに添加されるガラス繊維および他のサブミクロン繊維材料等の濾材繊維の有用性が改善される。
【0044】
濾材繊維およびバインダー繊維を様々な比率で組み合わせることにより、かなり高い濾過能力、透過性、および濾過寿命を有する高強度材料が形成される。この種の濾材は、任意的な第2の繊維および他の添加剤材料を用いて作製することができる。これらの成分を組み合わせることにより、かなり高い送液能力(flow capacity)、透過性、および高強度を有する高強度材料が形成される。
【0045】
本発明には2成分繊維用ポリマーの様々な組合せが有用となり得るが、第1ポリマー成分が第2ポリマー成分の溶融温度よりも低い温度、典型的には205℃未満で溶融することが重要である。さらに、2成分繊維は、典型的には濾材繊維(ガラス繊維等)と一緒に完全に混合されて、均一に分散される。2成分繊維の第1ポリマー成分を溶融させることは、2成分繊維に粘着性の骨格構造を形成させるために必要であり、これが冷却される際に多くの濾材繊維に加えて他の2成分繊維も捕捉して結合させる。芯鞘構造においては、低融点(例えば、約80〜205℃)熱可塑性樹脂が典型的にはより高融点(例えば、約120〜260℃)の材料の繊維の周囲に押出成形される。
【0046】
使用時の2成分繊維は、典型的には、繊維径が約5〜50マイクロメートル、多くの場合は約10〜20マイクロメートルであり、典型的には、繊維の形態は、全長が0.1〜20ミリメートル、多くの場合は長さが約0.2〜約15ミリメートルである。この種の繊維は、ポリオレフィン(ポリエチレン、ポリプロピレン等)、ポリエステル(ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキシレンジメチレンテレフタレート等)、ナイロン(ナイロン6、ナイロン6,6、ナイロン6,12等)等の様々な熱可塑性材料から作製することができる。
【0047】
2成分繊維は、破片を含んだ空気が高速で通過する際の機械的応力に耐えることができ、使用中に捕集した破片を維持することができ、さらには脱装着を繰り返す間に(between loadings)に繰り返される洗浄乾燥サイクルにも耐える、機械的に安定であるが強力かつ透過性を有する濾過材の形成に有用である。本発明のフィルタ組立体に有用な2成分繊維はコア/シェル型(または鞘で覆われた)形態、サイドバイサイド型形態、海島型形態、または多葉型形態である。2成分繊維は、融点の異なる少なくとも2種類の熱可塑性材料から構成されている。幾つかの実施形態においては、本発明の濾過材に有用な2成分繊維の芯または鞘のいずれかの形成に有用な熱可塑性ポリマーとしては、ポリエチレン、ポリプロピレン、ポリブチレン、ポリ−α−オクテン等のポリオレフィン、およびその共重合体(線状低密度、低密度、高密度、超高密度、および他の名称の形態および組成を含む);ポリテトラフルオロエチレン、ポリクロロトリフルオロエチレン等のポリテトラハロエチレン;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル;ポリ酢酸ビニル、ポリビニルアルコール、およびこれらの共重合体;ポリ塩化ビニル等のポリハロゲン化ビニル、ポリ塩化ビニリデン、ポリフッ化ビニリデン等のポリハロゲン化ビニリデン、およびこれらの共重合体;ポリビニルブチラール等のポリアセタール、ポリメタクリル酸エステル、ポリメタクリル酸メチルエステル等のアクリル系樹脂(ポリアクリレート)、ならびにアクリル酸の共重合体およびその塩等のこれらの共重合体;ナイロン6、ナイロン66、ナイロン6,10、ナイロン46等のポリアミドおよびこれらの共重合体;ポリスチレンおよびこれらの共重合体;ポリウレタン;ポリ尿素;セルロース系樹脂、すなわち硝酸セルロース、酢酸セルロース、酢酸酪酸セルロース、エチルセルロース等;エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合体、スチレン−ブタジエンブロック共重合体、KRATON(登録商標)ゴム等の、上の任意の材料の共重合体が挙げられる。実施形態においては、ポリオレフィン/ポリエステル鞘/芯型2成分繊維が用いられ、ポリオレフィン鞘部はポリエステル芯部よりも低温で溶融する。他の実施形態においては、芯部および鞘部として、2種のポリオレフィン、または2種のポリエステル、2種のポリハロゲン化ビニル、2種のポリハロゲン化ビニリデン、2種のポリアミドポリマー、または他の化学的に類似もしくは同一の任意の2種のポリマーが使用され、これらは組成(例えば、ポリマーの合成に使用される混合物の具体的なモノマー組成または共重合体中のモノマー濃度のブロック度(blockiness))、分子量、形態(分岐度や側鎖結晶化度等)等の違いに応じて融点または軟化点がより低いかまたは高いポリマー材料となる。
【0048】
幾つかの実施形態においては、2成分繊維の低融点成分は、芯/鞘型形態の鞘部(またはコア/シェル形態のシェル)として、多葉型形態の葉部として、海島型形態の「島」として、またはサイドバイサイド型形態の片側として用いられる。低融点成分は、これを用いて形成された濾過材パックに融着性を付与するものであり、ここで湿式またはエアレイド不織布ウェブは、この低融点成分の融点またはガラス転移温度を超え、かつ高融点成分の融点またはガラス転移温度よりも低い温度に加熱される。実施形態においては、形成された湿式またはエアレイド濾過材パック内で溶融または軟化した繊維成分が、他の2成分繊維だけでなく他の任意の繊維および添加剤と接触することによって融着が達成される。このような実施形態においては、次いで温度が低下して意図された最終使用温度以下になると、2成分繊維の少なくとも一部は鞘部(または葉部または片側)に融着している一方で、濾材の形成に用いられたエアレイドまたは湿式法によって不織物に付与されたロフト、透過性、空隙率、目付、厚み等の特性は実質的に維持されている。これらの不織布の特性が維持されるのは、2成分繊維のより融点の高い芯部または片側が融着の最中も繊維状形態を維持していることによる。さらに、2成分繊維が融着されることによって、圧縮の低減や引張強さの増大等の所望の特性が付与され、さらに、2成分繊維が融着されることによって、本発明の濾過材またはフィルタ組立体中におけるガラス繊維および他の第2の繊維および/または添加剤の有用性および保持力が改善される。
【0049】
幾つかの実施においては、E.I.DuPont Nemours(Wilmington DE)より入手可能なAdvansa 271Pとして周知の芯/鞘型2成分繊維が本発明のフィルタ組立体に有用なハイロフトおよびローロフト濾過材のどちらを形成するのにも有用である。他の有用な2成分繊維としては、Fiber Innovation Technology,Inc.(Johnson City,TN)より入手可能な同心芯/鞘型繊維であるT−200シリーズ;Engineered Fibers Technology,LLC(Shelton,CT)より入手可能なKuraray N720;Nichimen America Inc.(New York,NY)より入手可能なNichimen 4080;および類似の素材が挙げられる。これらの繊維はすべて上述した融着性を示す。
【0050】
本発明の一実施形態においては、本発明の濾材パックに有用な濾過材は、2成分繊維Advansa 271P(E.I.DuPont Nemours(Wilmington DE)より入手可能)を約50重量%およびガラス極細繊維Lauscha B50(Lauscha Fiber Intl.(Summerville,SC)より入手可能)を約50重量%含む。濾材は湿式または抄紙方式の方法を用いて形成され、目付が約60g/m2〜70g/m2、0.125psiにおける層の厚みが0.5mm〜0.65mm、0.125psi〜1.5psiにおける圧縮率が15%〜20%、透過性が50m/分〜60m/分、0.125psiにおける中実性が6〜7%である濾材が得られる。
【0051】
濾材の特性
濾過材の性能特性は、濾過材の繊維のサイズ、細孔構造、中実性、および圧縮率に関する属性の調整に大きく影響される。一般に、中実性が比較的低くかつ圧縮率が低いと同時に、平均流量細孔径が小さいが最大流量細孔径が大きい濾材を使用すると、早期目詰まりを起こすことなくFDP化合物を除去することができる例示的な濾材構成が得られる。
【0052】
一般に、濾材繊維の直径はバインダー繊維よりはるかに小さい。例示的な実施形態においては、濾材繊維の平均径は5ミクロン未満であり、一方、バインダー繊維の平均径は5ミクロンを超える。より典型的には、濾材繊維の平均径は0.1〜20ミクロン、場合により0.1〜15ミクロンとなるであろう。幾つかの実施においては、濾材繊維の平均径は0.4〜12ミクロンとなり、幾つかの実施においては0.4〜6.5ミクロンとなるであろう。濾材繊維の平均径は10ミクロン未満、7.5ミクロン未満、6.5ミクロン未満、5ミクロン未満が望ましい場合が多い。バインダー繊維は、典型的には、直径が5〜40ミクロン、より典型的には7〜20ミクロン、多くの場合は10〜14ミクロンとなるであろう。濾材繊維およびバインダー繊維はいずれも直径を変化させることが可能であることに留意されたい。場合によっては、繊維の直径は長手方向に沿って変化することになるが、より一般的には、直径の異なる繊維が組み込まれるであろう。本明細書において用いられる繊維の直径は、濾材中に存在する繊維の平均繊維径に基づくことが理解されるであろう。
【0053】
本発明に従い作製される濾過材、特に濾材のFDP(および同種の燃料汚染物)の隔離に関連する部分のさらなる典型的な特徴は、中実性が比較的低いことにある。本明細書において用いられる中実性とは、固体繊維の体積を対象となる濾過材全体の体積で除したものであり、通常は百分率で表される。典型的な実施においては、FDPの隔離に関与する濾過材の中実性は、15パーセント未満、より典型的には12パーセント未満、より多くの場合は10パーセント未満である。特定の実施形態においては、中実性は9パーセント未満、8パーセント未満、または7パーセント未満である。
【0054】
本発明に従い作製される濾過材のさらなる特徴は、特に濾材の中実性の割に比較的圧縮率が低いことにある。圧縮率とは、流体が濾材を通過する方向の圧縮または変形に対する(すなわち)耐性である。濾材の圧縮に適した試験は、積み重ねた濾材に荷重を加えて圧縮して圧縮された百分率を求める、圧縮力対変位試験である。このような試験の例を以下に示す:直径2.54センチメートルのプローブおよび5kgのロードセルを使用して、全体の厚みが25mmとなるように積み重ねた濾材を圧縮する。速度を1mm/秒、開始時点の距離を底面から30mmとし、データトリガーを0.5gとして試験を実施した。最終荷重の標的は4,800gである。濾材試料としては直径2.22センチメートルの円形の大きさのものを用いることができ、試験プローブの真下に濾材試料の積層体が形成されるような方向に置く。このような実施において濾材に印加される圧力は約1.24kg/cm2である。積み重ねる試料は、全体の厚みが25mmとなるのに十分な数で使用すべきであり、したがって、試料の総数は試験に供する濾材材料の個々の厚みに応じて変化することになる。データを以下の式に基づいて解析する:
圧縮率(パーセント)=x/t1
(式中、t1は、荷重が0.5グラムのときの積み重ねた試料の底面からの厚みであり、t2は、荷重が4,800gのときの積み重ねた試料の底面からの厚みであり、xは、試験中のプローブの移動距離に等しく、これは距離t1−t2である)
この試験を実施するのに適した装置としては、例えば、Texture Expert Exceedソフトウェア(バージョン2.64)を用いたStable Micro SystemsからのTA.XT2i Texture Analyzerが挙げられる。
【0055】
圧縮強度は、材料の厚みを維持し、それによってその細孔構造、そして濾過流量および微粒子除去性能を維持するのに十分でなければならない。本発明により作製される材料に典型的な圧縮率は以下の通りである:第1の例示的実施形態においては、バインダー繊維および濾材繊維を含む濾過材の1.24kg/cm2の加圧下における圧縮率は40パーセント未満である。他の実施においては、濾過材の圧縮率は、1.24kg/cm2の加圧下で30パーセント未満、1.24kg/cm2の加圧下で20パーセント未満、1.24kg/cm2の加圧下で10パーセント未満である。さらに、濾材の圧縮率を中実性(パーセント)で除すと、多くの場合は4未満、より多くの場合は3未満であり、2未満とすることもでき、幾つかの実施においては1未満である。例えば、圧縮率が20パーセントであり中実性が10パーセントである実施においては、この数値は2.0である。
【0056】
濾材のFDP(および場合により他の同種の燃料汚染物)隔離に関与する特性を表すさらなる評価手段は、濾材の細孔構造に関連するものである。一般に、多孔質濾材の特性は、平均流量細孔、モード流量細孔、最大流量細孔等のパラメータという観点で特徴付けることができる。「モード細孔径」は、材料中の細孔径の最頻値である。図4に、本発明に従い作製された例示的な濾材材料の流量細孔径の密度分布(Flow Pore Size Density Distribution)を示す。曲線の最も高いピークとして示されるのが「モード細孔径」(矢印で示す)である。「平均細孔径」は、材料中の細孔の平均径であり、「累積流量細孔径(cumulative flow pore size)」は、濾材を通過した流量の百分率の合計を細孔径の関数として測定したものであり、キャピラリー・フロー・ポロメーター装置を用いて測定される。「平均流量細孔径」は、濾材を通過した累積流量が50%となる細孔径として定義される。「空隙率」は、材料中の空隙の量として定義される。図5に流量細孔径の累積分布を示す。「平均流量細孔径」(矢印で示す)は、この曲線がy軸の50%と交差する点である。
【0057】
細孔径に関して言えば、濾過材のFDPおよび同種の夾雑物の除去に主に関与する部分の平均流量細孔径は、典型的には、5〜20ミクロンまたは5〜10ミクロンとなるであろう。好適な平均流量細孔径としては、20ミクロン未満、15ミクロン未満、および10ミクロン未満が挙げられる。濾過材のFDPおよび同種の夾雑物の除去に主に関与する部分のモード流量細孔径(mode flow pore size)は、典型的には、10〜50ミクロン、20〜40ミクロン、または25〜35ミクロンとなるであろう。好適なモード流量細孔径としては、例えば、10ミクロン超、15ミクロン超、20ミクロン超、および25ミクロン超が挙げられる。最大流量細孔径に関して言えば、濾過材のFDPおよび同種の夾雑物の除去に主に関与する部分の最大流量細孔径は、多くの場合、セルロースまたはメルトブローン濾材のそれを超えるであろう。好適な最大流量細孔径としては、10ミクロン超、好ましくは20ミクロン超、幾つかの実施においては30ミクロン超が挙げられる。例示的な実施においては、最大流量細孔径は、20〜50ミクロンまたは25〜45ミクロンである。
【0058】
典型的には、モード細孔径は、濾過材の上流部分が下流部分よりも大きく、平均(すなわち平均(average))細孔径は、上流部分の方が下流部分よりも小さい。本発明の教示によれば、一般に、濾材の少なくとも一部は小さい平均流量細孔を有すると同時に大きい最大流量細孔も有していることが望ましい。最大細孔径対平均流量細孔の比率は、多くの場合、少なくとも2.5、場合により少なくとも5.0、幾つかの実施においては7.5を超える。平均流量細孔が非常に小さく、かつ最大流量細孔が比較的大きい特定の実施形態においては、この比率は10を超え、場合により12.5または15を超えることができる。この数値が高いことは粒度分布がより広いことを反映しており、これによりFDP(および同種の)夾雑物の除去を改善することができる。
【0059】
さらなる樹脂および繊維
機械的に安定な濾材層中において、濾材繊維および場合によりバインダー繊維を結合させるのを助けるためにバインダー樹脂を使用することができる。この種の熱可塑性バインダー樹脂材料は乾燥粉末としてまたは溶剤系として使用することができるが、典型的には、熱可塑性ビニル樹脂の水性分散液である。樹脂系バインダー成分は、本発明の濾材に十分な強度を得るという目的には必ずしも必要ではないが、使用することは可能である。
【0060】
樹脂としては、酢酸ビニル材料、塩化ビニル樹脂、ポリビニルアルコール樹脂、ポリ酢酸ビニル樹脂、ポリビニルアセチル樹脂、アクリル系樹脂、メタクリル系樹脂、ポリアミド樹脂、ポリエチレン酢酸ビニル共重合体樹脂、熱硬化性樹脂(尿素フェノール、尿素ホルムアルデヒド、メラミン、エポキシ、ポリウレタン、硬化性不飽和ポリエステル樹脂、ポリ芳香族(polyaromatic)樹脂、レゾルシノール樹脂、同種のエラストマー樹脂等)が挙げられる。
【0061】
水溶性または水分散性バインダーポリマーに適した材料は、一般には、アクリル系樹脂、メタクリル系樹脂、ポリアミド樹脂、エポキシ樹脂、フェノール性樹脂、ポリ尿素、ポリウレタン、メラミンホルムアルデヒド樹脂、ポリエステル、およびアルキド樹脂等の水溶性または水分散性熱硬化性樹脂であり、具体的には、水溶性アクリル系樹脂、メタクリル系樹脂、およびポリアミド樹脂である。このような液体バインダーは、典型的には小板片の分散液であり、繊維を被覆して最終不織物基材中の繊維同士の接着を促進するものである。シート、濾材、またはフィルタ材料中に形成される細孔を塞ぐ膜を生じさせることなく繊維に完全な被覆を施すのに十分な樹脂が完成紙料中に添加される。樹脂は完成紙料に添加することもできるし、または形成後の濾材に適用することもできる。
【0062】
各不織層内で三次元的不織繊維ウェブを一つに結合させるために使用されるかまたはさらなる接着剤として使用されるラテックスバインダーは、当該技術分野において周知の様々なラテックス型接着剤から選択することができる。当業者は結合されるセルロース系繊維の種類に応じて具体的なラッテクス型接着剤を選択することができる。ラテックス型接着剤は噴霧や発泡等の周知の技法により適用することができる。通常は、固形分が15〜25%のラテックス型接着剤が使用される。分散液は、繊維を分散させた後にバインダー材料を添加するかまたはバインダー材料を分散させた後に繊維を添加することにより作製することができる。分散液はまた、繊維の分散液をバインダー材料の分散液と混合することにより作製することもできる。分散液中の繊維の総濃度は、分散液の総重量を基準として0.01〜5または0.005〜2重量パーセントの範囲とすることができる。分散液中のバインダー材料の濃度は、繊維の総重量を基準として10〜50重量パーセントの範囲とすることができる。
【0063】
FDPおよび同種の燃料汚染物を除去するための濾材層は第2の繊維を含むことができ、その作製には、多くの親水性、疎水性、親油性、および疎油性繊維のいずれかが用いられる。これらの繊維は、ガラス繊維および2成分繊維と協力して流体材料が通過する際の機械的応力に耐えることができ、かつ使用中に捕集された微粒子を維持することができる、機械的に安定であるが強力かつ透過性を有する濾過材を形成するものである。第2の繊維は、典型的には単成分繊維であり、直径を約0.1〜約50マイクロメートルの範囲とすることができ、かつ様々な材料から作製することができる。第2繊維の種類の1つはバインダー繊維であり、他の成分と協力して材料を結合させてシートにするものである。第2繊維の他の種類は構造繊維であり、他の成分と協力して乾燥および湿潤状態の材料の引張強さおよび破壊強さを増大させるものである。さらに、バインダー繊維としては、ポリ塩化ビニルやポリビニルアルコール等のポリマーから作製された繊維を挙げることができる。第2繊維としては、炭素/グラファイト繊維、金属繊維、セラミック繊維、およびこれらの組合せ等の無機繊維も挙げることができる。
【0064】
第2の熱可塑性繊維としては、これらに限定されるものではないが、ポリエステル繊維、ポリアミド繊維、ポリプロピレン繊維、コポリエーテルエステル繊維、ポリエチレンテレフタレート繊維、ポリブチレンテレフタレート繊維、ポリエーテルケトンケトン(PEKK)繊維、ポリエーテルエーテルケトン(PEEK)繊維、液晶ポリマー(LCP)繊維、およびこれらの混合物が挙げられる。ポリアミド繊維としては、これらに限定されるものではないが、ナイロン6、66、11、12、612、および耐熱「ナイロン」(ナイロン46等)が挙げられ、セルロース系繊維、ポリ酢酸ビニル、ポリビニルアルコール繊維(88%加水分解、95%加水分解、98%加水分解、および99.5%加水分解ポリマー等の、様々な加水分解度のポリビニルアルコールを含む)、綿、ビスコースレーヨン、ポリエステル、ポリプロピレン、ポリエチレン等の熱可塑性樹脂、ポリ酢酸ビニル、ポリ乳酸、および他の一般的な種類の繊維が挙げられる。熱可塑性繊維は、通常、予め配合された従来の添加剤(酸化防止剤、安定剤、潤滑剤、強靭化剤等)を含み得る極細(直径約0.5〜20デニール)ステープル短(長さ約0.1〜5cm)繊維である。さらに、熱可塑性繊維は分散助剤で表面処理することができる。好ましい熱可塑性繊維はポリアミドおよびポリエチレンテレフタレート繊維であり、ポリエチレンテレフタレート繊維が最も好ましい。
【0065】
濾過材の製造
本発明の濾材の作製における特定の実施形態においては、湿式または乾式加工のいずれかを用いて繊維マットが形成される。このマットを加熱することにより熱可塑性材料が溶融され、繊維が内部で接着することによって濾材が形成される。本発明の濾材に2成分繊維を使用するによって、繊維が融合して機械的に安定な濾材を得ることが可能になる。2成分繊維が外側に熱的に結合する鞘部を有することによって、濾材層の内部で2成分繊維が他の繊維と結合する。
【0066】
FDPおよび同種の燃料汚染物を隔離するための1つまたは複数の濾材層は、典型的には抄紙法を用いて作製される。しかしながら、エアレイド加工に適した類似の成分を用いてエアレイド法で濾材を作製することもできる。湿式シートの作製に使用される機械としては、手抄きシート設備、長網型抄紙機、円網型抄紙機、傾斜型抄紙機、コンビネーション型抄紙機、および適切に混合された紙を捕集し、抄造原料成分の1つまたは複数の層を形成し、水性流体成分を除去することにより湿潤シートを形成させることができる他の機械が挙げられる。
【0067】
例示的な湿式加工においては、濾材は、繊維状材料の水性媒体分散液を含む水性抄造原料から作製される。分散液の水性液体は、通常は水であるが、pH調整物質、界面活性剤、消泡剤、難燃剤、粘度調整剤、濾材処理剤(media treatment)、着色剤等の様々な他の材料を含むことができる。通常は、分散液を網または他の多孔質支持体で搬送し、分散固体を保持しながら液分を透過させることにより分散液から水性液体を脱落させ、湿紙組成物を生成させる。一旦湿潤組成物が支持体上に形成されたら、通常はさらに真空または他の加圧力で脱水し、さらに残りの液体を蒸発させて乾燥させる。液体を除去した後、典型的には熱可塑性繊維、樹脂、または形成された素材の他の部分の一部を溶融させることにより熱的に結合させる。溶融した材料が構成要素を結合させることにより層になる。
【0068】
この材料を含有する繊維スラリーは、典型的には混合によって比較的均一な繊維スラリーに形成される。次いで繊維スラリーは湿式抄紙法に付される。一旦スラリーが湿式シートに形成されたら、次いでこの湿式シートを乾燥し、キュアリングを行うかまたはそれ以外の処理を行うことにより、透過性を有するが実質的な乾燥シート、濾材、またはフィルタが形成される。一旦十分に乾燥されて濾過材に加工されたシートは、典型的には厚みが約0.25〜1.9ミリメートルであり、目付が約20〜200または30〜150g・m−2である。通常、商業規模で処理を行う場合は、本発明の2成分マットは、市販の長網型、円網型、スチーブンスフォーマー(Stevens Former)、ロトフォーマー、インバーフォーマー(Inver Former)、ベンチフォーマー(Venti Former)、傾斜型デルタフォーマー機等の抄紙機を用いて加工される。
【0069】
幾つかの実施においては、傾斜型デルタフォーマー機が利用される。本発明の2成分マットの作製は、パルプおよびガラス繊維のスラリーを形成し、このスラリーを例えば混合タンク内で混合することにより行うことができる。この方法に使用される水の量は使用される設備の規模に応じて変化させることができる。完成紙料は従来のヘッドボックスを通過させることができ、ここで脱水されて移動する金網上に堆積し、吸引または真空により脱水されることによって2成分不織ウェブが形成される。次いでこのウェブを、従来の手段、例えば、かけ流し/吸い取り(flood and extract)法を用いてバインダーで被覆し、乾燥部を通過させることによりマットを乾燥させ、バインダーをキュアリングし、シート、濾材、またはフィルタを熱的に結合させることができる。結果として得られたマットを大型のロールで回収し、第2の濾材材料(セルロース濾材層等)と貼り合わせるかまたはフィルタエレメントに形成するためにさらに加工することができる。
【0070】
B.複数の層または複数の機能領域を含む構成
上記したように、FDPを隔離するために選択された上流フィルタ材料(ガラス繊維や2成分繊維等の濾材繊維およびバインダー繊維を含む)は、多くの場合、下流フィルタ材料と併用される。この下流フィルタ材料は、通常、微粒夾雑物を有利に除去するように選択される。下流部分は、例えば、セルロースを含むことができる。様々な夾雑物を引き寄せる能力が上流部分および下流部分間で異なることに加えて、上流および下流部分の細孔径分布が異なることにより、本発明の濾過材が、フィルタを早期に目詰まりさせることなく各種夾雑物を効果的に除去することが可能になる。
【0071】
濾材の上流(例えば、2成分繊維およびガラス繊維)部分の平均流量細孔径は、典型的には下流(例えば、セルロース)部分よりも小さいが、多くの場合、上流部分がこのようにより小さい平均細孔径とより大きいモード細孔径とを併せ持つことは、特定の夾雑物、特に燃料劣化物のフィルタ捕集を改善するのに有用となる可能性がある。典型的には、モード(すなわち最も多い)細孔径は上流部分の方が下流部分よりも大きく、平均(すなわち平均(average))細孔径は上流部分の方が下流部分よりも小さい。
【0072】
上流部分はまた、それ自体の細孔径を変動させることも可能であり、その場合、上流部分は異なる深さで異なる細孔径を有するという特徴を少なくとも有している。上流部分の「最上部」においては、モード細孔径は場合により増大する。濾材によっては、上流部分の下流側のモード細孔径は下流部分のモード細孔径を大きく上回っており、これはセルロースを用いた場合に典型的である。幾つかの実施形態においては、上流部分のモード細孔径は下流部分のモード細孔径を上回る。例えば、上流部分のモード細孔径は、幾つかの実施においては、下流部分のモード細孔径を少なくとも20パーセント上回ることができ、他の実施においては、下流部分のモード細孔径を少なくとも40パーセント上回る。
【0073】
例示的な実施形態においては、上流部分のモード細孔径は下流部分のモード細孔径を少なくとも20パーセント上回り、上流部分の平均流量細孔径は下流部分の平均細孔流量径の90パーセント未満である。下流部分が、上流部分の濾材繊維の平均径を超える平均径または断面を有する繊維を含むことができることが理解されるであろう。幾つかの実施においては、上流部分のモード細孔径は、下流部分のモード細孔径を超える。例えば、上流部分のモード細孔径は下流部分のモード細孔径を少なくとも40パーセント上回るかまたは少なくとも60パーセント上回ることができる。幾つかの実施形態においては、上流部分の平均流量細孔径は下流部分の平均細孔流量径を下回る。例えば、上流部分の平均流量細孔径は下流部分の平均細孔流量径の70パーセント未満または50パーセント未満とすることができる。
【0074】
濾材繊維の直径は上流部分および下流部分間の性能を改善するように選択することができる。一実施形態においては、上流部分は、繊維の総本数に基づく平均径が10ミクロン未満の濾材繊維を含み、下流部分は、上流部分の濾材繊維の直径とは異なる平均径を有する濾材繊維を含む。一実施形態においては、上流部分の濾材繊維の平均径は5ミクロン未満である。通常、下流部分は、上流部分の濾材繊維の平均径を超える平均径または断面を有する繊維を含む。上流部分は、例えば、ガラス繊維、バインダー繊維、または2成分繊維を含むことができる。幾つかの実施形態においては、下流部分は、セルロース、ポリエステル等の高分子繊維、またはこれらの組合せを含む。
【0075】
一実施形態においては、上流部分は、繊維の総本数に基づく平均径が10ミクロン未満である濾材繊維を含み、下流部分は、上流部分の濾材繊維の平均径とは異なる平均径を有する濾材繊維を含み、上流部分のモード細孔径は下流部分のモード細孔径を少なくとも20パーセント上回り、上流部分の濾材の平均流量細孔径は下流部分の濾材の平均細孔流量径の90パーセント未満である。
【0076】
幾つかの実施形態においては、液体を濾過するためのフィルタは、空隙率が少なくとも50パーセントである濾材を含み、この濾材は、濾材繊維と、濾材繊維を超える平均径を有するバインダー繊維とを含む上流部分と、セルロースを含む下流部分とを備える。上流部分は、炭素またはガラス繊維を含むことができる。一実施形態においては、上流部分の濾材繊維の平均径は5ミクロン未満である。他の実施形態においては、上流部分の濾材繊維の平均径は15ミクロン未満である。幾つかの実施形態においては、上流部分のモード細孔径は下流部分のモード細孔径を上回る。例えば、上流部分のモード細孔径は、下流部分のモード細孔径を少なくとも20パーセントまたは少なくとも40パーセント上回ることができる。
【0077】
他の実施形態においては、本発明は、炭素およびガラスから選択される繊維を含む上流部分と、セルロースを含む下流部分とを含み、上流部分のモード細孔径が下流部分のモード細孔径を少なくとも20パーセント上回り、上流部分の平均流量細孔径が下流部分の平均細孔流量径の90パーセント未満である濾過材を対象とする。下流部分が上流部分の濾材繊維の平均径を超える平均径を有する繊維を含むことができることが理解されるであろう。幾つかの実施形態においては、上流部分のモード細孔径は下流部分のモード細孔径を上回る。例えば、上流部分のモード細孔径は、下流部分のモード細孔径を少なくとも40パーセント上回るかまたは少なくとも60パーセント上回ることができる。幾つかの実施形態においては、上流部分の平均流量細孔径は下流部分の平均細孔流量径を下回る。例えば、上流部分の平均流量細孔径は、下流部分の平均細孔流量径の70パーセントまたは50パーセント未満とすることができる。
【0078】
幾つかの実施形態においては、上流フィルタ部分には、下流フィルタ部分の捕集量を50パーセント上回る燃料劣化物が捕集される。幾つかの実施形態においては、第1フィルタ部分は第2フィルタ部分の捕集量を少なくとも100パーセント上回る燃料劣化物を捕集する。幾つかの実施形態においては、第1フィルタ部分は第2フィルタ部分の捕集量を少なくとも200パーセント上回る燃料劣化物を捕集する。この百分率は濾材の体積または濾材の表面積に関し標準化することができる。
【0079】
幾つかの実施形態においては、複合濾材から様々な異なるフィルタエレメント構成を容易に製造することができるように、合成およびセルロース濾材は、低温結晶化ポリマー粉末を使用して一緒に貼合される。濾材層を貼合する他の方法として、接着剤貼合せや熱的結合手段等を用いることも可能である。
【0080】
ここで図6A〜6Dを参照して濾過材構造の例示的な構成を示す。これらの略断面図は濾材の構成要素の基本的な配置のみを記載したものであり、これらの図面は正確な縮尺率で記載されたものではないことが理解されるであろう。この図面は濾材の構造を簡略化したものであることと、これらは代替的な実施形態であるが、本発明に従い可能な構造の形態を限定するものではないこととも理解されるであろう。図6Aは本発明の実施に従い作製された濾材構造の略断面図であり、2層構造を示すものである。この例示的な実施形態においては、濾材構造120は、上流濾材122を含む第1部分および下流濾材124を含む第2部分を含む。上流濾材は、例えば、ガラス濾材繊維および2成分バインダー繊維の組合せとすることができる。下流部分は、例えば、セルロース濾材とすることができる。
【0081】
図6Bは、本発明の実施に従い作製された他の濾材構造の略断面図であり、3層構造を示すものである。この例示的な実施形態においては、濾材構造130は、上流濾材132および133を含む第1および第2部分に加えて下流濾材134を含む第3部分を含む。上流濾材部分は、例えば、ガラス濾材繊維および2成分バインダー繊維の組合せとすることができる。幾つかの実施形態においては、これらの上流濾材部分132、133は、異なる細孔径や分布等の互いに異なる特性を有するものとすることができる。少なくとも1つの層または部分(層に分離していない場合)がFDPまたは同種の夾雑物を除去する限りは、必ずしも両方の層または部分がそうである必要はない。下流部分は、例えば、セルロース濾材とすることができる。さらなる実施形態は、例えば、さらなる上流および下流層を有することができる。
【0082】
図6Cは、本発明の実施に従い作製された濾材構造の略断面図であり、濾材層の間にスペーサを有する2層構造を示すものである。この例示的な実施形態においては、濾材構造140は、上流濾材142を含む第1部分、下流濾材144を含む第2部分、ならびに上流および下流部分142、144の間のスペーサ146を含む。上流濾材は、例えば、ガラス濾材繊維および2成分バインダー繊維の組合せとすることができる。下流部分は、例えば、セルロース濾材とすることができる。スペーサ146は、例えば、濾過性のないスクリム材料とすることができる。
【0083】
図6Dは、本発明の実施に従い作製された濾材構造の略断面図であり、上流部分152および下流部分154が空隙によってさらに互いに分離されている。上流濾材は、例えば、ガラス濾材繊維および2成分バインダー繊維の組合せとすることができる。下流部分は、例えば、セルロース濾材とすることができる。空隙は、比較的狭くすることも比較的広くすることもできる。この実施形態においては、この2種の濾材を機能させる向きが重要であり、濾材部分の一方を他の部分の上流に配置することが必要である。これらの部分152、154の中間に支持体材料を配置することが可能であることが理解されるであろう。
【0084】
図7は、本発明の例示的な実施形態における濾材の細孔の関係を例示するものであり、上流部分は2成分−ガラス合成濾材を含み、下流部分はセルロースを含む。特に、この例示的な実施に示す本発明の層状構造体は、広く開口した上流部分から、微小粒子を濾過するより縮小した下流部分まで細孔径を変化させることができる。上流部分は、ここに示すように異なる細孔径を有する2以上の層を含むことができる。しかしながら、セルロースのモード細孔径はここに示した上流部分の両方の部分のモード細孔径よりも小さい。
【0085】
濾材の上流側よりも下流側の細孔の方が小さい構造を有するフィルタが役立つ場合が多い。換言すれば、多孔質構造体は上流側から下流側に向かって高密度になる。その結果として、濾過すべき微粒子または夾雑物を粒度に応じて様々な深さまで侵入させることができる。こうすることにより、微粒子または夾雑物がフィルタ材料の深さ方向全体に分配され、圧力損失の上昇が緩和され、フィルタの寿命が延長される。一実施形態においては、細孔径は図7に示すように段階的に変化する。他の実施形態においては、細孔径は、より小さい下流側からより大きい上流側へと徐々に増大する。
【0086】
図8は、一実施形態の例である、同心の濾材層182、184、186を有する多段燃料フィルタ180を示すものである。この同心層は、外側から内側へと細孔の寸法が変化する濾材繊維およびバインダー繊維(ガラスおよび2成分)の層を含むことができる。全体として、平均流量細孔径は外層182から内層186に進むにつれて小さくなるであろう。FDPおよび他の同種の生成物は外側の濾材表面に吸着される傾向にあり、濾材全体に層または膜を形成する。劣化物が凝集すると細孔が詰まり始める。上流濾材に大きな細孔をより多く存在させることにより、さほど急速に目詰まりを起こさせることなく外側濾材に劣化物を捕捉させて留めておくことが可能になる。より緊密な下流層は微粒子に対する効率が高くなるように設計されている。
【0087】
C.実験データ
本発明の濾過材を濾材の細孔構造に基づき評価することが可能である。濾材の細孔構造は、ポロメトリー(porometry)の毛細管理論に基づき特徴付けることができる。分子論に基づけば、純粋な液体中の分子間相互作用は、気−液、気−固、液−液、液−固間等の界面を除いて液体全体で基本的に同一である。純粋な液体全体について見ると、すべての相互作用の平均は、これらの界面を除いて各分子間で基本的に等しい。これらの界面においては、分子は、典型的には、バルク内および表面における分子間相互作用の差に起因する「張力」下にある。気−液界面においては、表面の分子密度がより小さい分、位置エネルギーが過剰になり、表面に引っ張る力(したがって、専門用語は「表面張力」)が働く。
【0088】
物質を容易に濡らす液体は接触角が小さい。液体表面が、例えばガラス容器の壁面のような濡れ性を有する物質に出会うと、分子は液体表面よりもガラスに強く引き寄せられる。このガラス表面への引力によって液面が上向きの曲線を描く。壁面が円形の曲線を描く管を形成している場合、この引力は管の全周に亘って作用し、最終的には流体に上向きの力が働く。この現象は毛細管理論として周知のものとして発展し、ここでは液体の静水頭圧および表面張力による力が均衡している。
【数1】
(式中、
σ=表面張力
d=管の直径
θ=管表面における液体の接触角
γ=流体の比重
Δh=管内における流体の移動距離)
濡れ性を有する流体の場合、接触角は小さいので、
cos(θ)≒1
と仮定することができる。したがって、比重および液体の高さを圧力に置き換えると、この式は
【数2】
と書き換えられる。この式は、直径、圧力、および表面張力を関係づけるものであり、ポロメトリー試験における細孔径の計算に使用される。
【0089】
多孔質材料の細孔径の測定に一般に用いられている技法は3種類ある。これらはいずれも毛細管理論を用いるものであり、液体の表面張力、圧力、および細孔の直径の関係に基づき細孔径の算出している。この3種はそれぞれ、測定の仕方および試験手順が少しずつ異なる場合がある:第1の手順である空気透過性ポロメトリー(air permeability porometry)は、多孔質材料の細孔を濡らして満たす非反応性液体を利用している。材料を飽和させた後に、非反応性気体を用いて加圧することにより、液体が細孔から追い出される。細孔径が小さいほど細孔から液体を押し出すのに必要な圧力が高くなる。試料からすべての液体を押し出すまでの圧力および空気流量を測定する。次いでこのデータを、清浄な乾燥した試料を用いた場合の圧力および流量測定値と比較することにより細孔径分布を求める。
【0090】
第2の手順である水銀圧入ポロメトリーは、多孔質材料の細孔を満たす液体として水銀を利用するものである。水銀は表面張力および接触角が非常に高く、したがって容易に細孔に入り込まない。この技法では、次いで水銀を加圧することにより強制的に細孔内に押し込む。細孔が小さいほど、細孔に水銀を押し込むのに必要な圧力が高くなる。使用した水銀の体積および圧力を測定し、次いでこれらを用いて細孔径分布を求める。
【0091】
第3の手順である液体押出ポロメトリー(liquid extrusion porometry)は、多孔質材料の細孔を満たして完全に濡らす非反応性流体を利用するものである。飽和した材料は、次いで液体を細孔から追い出すために非反応性気体で加圧される。細孔が小さくなるほど細孔から液体を押し出すのに必要な圧力が高くなる。細孔から押し出された液体の体積を圧力と一緒に測定し、これを用いて細孔径分布を求める。
【0092】
このような細孔試験は、例えば、Porous Materials,Inc製の自動化空気透過性ポロメーター(air permeability porometer)を利用して達成することができる。本明細書においては、CAPWIN Version 6.71.122試験用ソフトウエアを用いた型式APP−1200−AEXSCを使用した。試験手順には、流体の表面張力が20.1dynes/cのシリコーンオイルを使用するキャピラリー・フロー・ポロメトリー(乾き/濡れ)を含むものとした。試験に有効な試料サイズは直径1.0センチメートルであり、最大空気透過量は100,000cc/分であり、試料の最大差圧は120kPであり、以下に示す試験機独自の試験パラメータを用いた。
【0093】
【表1】
【0094】
データから細孔径分布を求めるには、試料の乾き曲線と試料の濡れ曲線とを比較する必要がある。これは乾いた試料に対する濡れた試料の空気流量の百分率を算出することにより行われる。これによりフィルタ流量(%)と称されるものが得られる。
【数3】
このフィルタ流量(%)は圧力の関数となる。したがって、次いで毛細管理論から得られた式(式2.3)を用いて圧力を直径で置き換える。こうして流量に基づく0〜100%までの細孔径分布曲線が得られる。
【数4】
製造業者が報告書に用いる細孔径分布計算用ソフトウェアに採用されている形態の計算は測定データの変動性が誇張されてしまう可能性があり、凹凸のある分布曲線になる可能性がある。その上、細孔径分布の結果はデータ点の集合であるため、比較解析技法にもモデリング技法にも使い難い。このことからDonaldson Companyは、試験毎に収集した生データに曲線を当てはめる当社独自の(proprietary)技法を開発した。この技法は、データを古典的な正規分布曲線に制限することを必要とせずに分布形態に曲線を当てはめることができるものである。
この技法を用いることにより:
g(d)=試験に供した試料の細孔径の直径の累積分布関数
G(d)=試験に供した試料の細孔径の直径の密度分布関数
が得られる。
【0095】
図9に、異なるメルトブローン、セルロース、および2成分−ガラス燃料濾材の流量細孔径の密度分布を比較したグラフを示す。図9の上流層の下流側の細孔径分布のモード細孔径から明らかなように、例示的な2成分−ガラスのモード細孔径はほぼ30μmであるのに対し、メルトブローン濾材は約13μmである。上流側の2成分−ガラスおよびメルトブローン層対セルロース層に関しては、2成分−ガラスのピークであるモード細孔径はほぼ30μmであり、セルロースよりはるかに大きい。同じく図9から、メルトブローン濾材のモード細孔径密度である約13μmはセルロースのモード細孔径密度である10μmと非常に類似していることもわかる。
【0096】
モード細孔径は濾材の細孔構造の一つの指標である。濾材の細孔構造の他の指標は平均流量細孔径であり、濾材を通過した累積流量が50%となる細孔径として定義される。
【0097】
図10は、メルトブローン、セルロース、および2成分−ガラス濾材の構成要素の累積細孔径分布を示すものである。
【0098】
図10に示すデータの作成に使用した材料は以下の通りである:
セルロースA:市販のセルロース濾材であるAhlstrom media(グレード15PS−11)
メルトブローンA:市販のメルトブローン−セルロース複合濾材であるAhlstrom media(グレード15 PS LFF−1)
DCI A:平均流量細孔径が30.3ミクロンである2成分ポリエステル−ガラス濾材層を平均流量細孔径が9.2ミクロンである2成分ポリエステル−ガラス濾材層に貼り合わせたもの
DCI B:平均流量細孔径が20.1ミクロンである2成分ポリエステル−ガラス濾材層を平均流量細孔径が9.3ミクロンである2成分ポリエステル−ガラス濾材層に貼り合わせたもの
DCI C:平均流量細孔径が30.3ミクロンである2成分ポリエステル−ガラス濾材層を平均流量細孔径が20.1ミクロンである第2の2成分ポリエステル−ガラス濾材層に貼り合わせたもの。
【0099】
以下の参考文献に概説されているものと類似の方法で電子豊富な分子を酸化することによりディーゼル燃料沈殿物を生成させた:Frankenfeld,J.W.,Taylor,W.F.,Brinkman,D.W.ら,Ind.Eng.Chem.Prod.Res.Dev.,1983,22,608−614;K.T.Reddy,J.Propulsion,Vol 5(1),1989,pgs6−13;John W.Frankenfeld,William F.Taylor,Dennis W.Brinkman,Industrial & Engineering Chemistry Product Research and Development 1983 22(4),622−627;John W.Frankenfeld,William F.Taylor,Dennis W.Brinkman,Industrial & Engineering Chemistry Product Research and Development 1983 22(4),615−621;John W.Frankenfeld,William F.Taylor,Industrial & Engineering Chemistry Product Research and Development 1980 19(1),65−70;およびW.F.Taylor,J.W.Frankenfeld,Ind.Eng.Chem.Prod.Res.Dev.,Vol 17(1),1978,pgs86−90。これらの参考文献から、ディーゼル燃料に見られる類似の沈殿物(または付着物)を実験室環境で生成させることが可能であることがわかる。
【0100】
10μmの2成分−ガラス濾材層の実施形態は、モード細孔径がセルロースの約3倍であるにも拘わらず平均流量細孔径がセルロース濾材層よりも小さいことがわかる。大きな細孔の数が非常に多いことは、図10の径累積分布の30%流量細孔径を見ればさらに明白である。2成分−ガラス濾材の3種の試料の場合は、20μm以上の細孔を通過したのは総流量のそれぞれ約30%、23%、および39%であったが、メルトブローン濾材およびセルロースの場合は、30%累積流量細孔径はこの径のほぼ半分である。
【0101】
合成2成分、メルトブローン、および3種のセルロース濾材試料の細孔径の関係をまとめると、表1に示す以下の比率が算出される。
【0102】
【表2】
【0103】
2成分−ガラス−セルロース濾材の実施形態とメルトブローン−セルロース濾材とを比較する他の特徴は、圧縮弾性率である。表2に同一の直径および厚みを有する合成およびメルトブローン濾材試料に同一荷重をかけた場合の圧縮率を示す。
【0104】
表2に示すデータの作成に使用した材料は以下の通りである:
MB−1:現在Hollingsworth and Voseの濾材(grade TR108802)に使用されている市販のメルトブローン濾材
MB−2:現在Ahlstromの濾材(grade 15 PS LFF−1)に使用されている市販のメルトブローン濾材
DCI−1:平均流量細孔径が9.2ミクロンである2成分ポリエステル−ガラス濾材
DCI−2:平均流量細孔径が9.3ミクロンである2成分ポリエステル−ガラス濾材
DCI−3:平均流量細孔径が30.3ミクロンである2成分ポリエステル−ガラス濾材
DCI−4:平均流量細孔径が20.1ミクロンである2成分ポリエステル−ガラス濾材。
【0105】
【表3】
【0106】
メルトブロー濾材が43.6%圧縮されることと比較して合成濾材の圧縮は24.6〜37.0%の範囲にあることがわかる。好ましい実施形態の特定の場合においては、2成分−ガラス(DCI−1およびDCI−3)を含む2種の濾材層の値は26.8および37.0%である。圧縮弾性率は、燃料濾過材のある程度上流側および勾配層の界面で回収される燃料夾雑物を扱う場合に重要な点である。濾材層の上流側で回収された夾雑物が例え少量でも局在化すると、上流部の圧力が局所的に増大する可能性があり、それによって濾材が圧縮され、濾材の空隙が縮小して耐用寿命が短くなる。
【0107】
図11Aに、燃料を濾過する前(左)および後(右)の上流部分の繊維の走査型電子顕微鏡像を示す。図11Bに、燃料を濾過する前(左)および後(右)の下流部分の繊維の走査型電子顕微鏡像を示す。図11Aおよび11Bに示す2種類の繊維は径が似ているが、化学的性質が異なっている。上流部分の繊維にFDP層が形成されたことがわかるが、一方、下流部分の繊維に吸着されたFDPはごくわずかである。
【0108】
したがって、上流部分および下流部分間で様々な夾雑物を引き寄せる力が異なることに加えて細孔径分布も異なることにより、本発明の濾過材がフィルタの目詰まりを起こすことなく効果的に夾雑物を除去することが可能になる。上流部分はガラス繊維、バインダー繊維、2成分繊維、または材料の組合せを含むことができる。下流部分は、例えば、セルロースを含むことができる。
【0109】
分離した層または段階を用いる濾過材を設計することもできるが、決して多層構造体に限定されるわけではない。幾つかの実施形態においては、濾過材は、連続勾配を有するフィルタ構造体を含む。この勾配は、特性を連続的に滑らかに変化させることもできるし、あるいは特性勾配が急激に変化するように設計することもできる。この勾配はまた、不連続な段階を有するように設計することもできる。このような幾つかの実施においては、勾配を有するフィルタ構造体全体に亘って濾過材がFDPおよび同種の夾雑物を除去する役割を果たすことができる。しかしながら、他の実施においては、濾材の材料および構造に応じて、この種の濾材の一部のみがFDPおよび同種の夾雑物を効果的に除去するであろう。
【0110】
幾つかの実施形態においては、上流部分は、総繊維数に基づく平均径が10ミクロン未満である濾材繊維を含み、下流部分は、上流部分の濾材繊維の平均径とは異なる平均径を有する濾材繊維を含む。一般に、下流部分は、上流部分の濾材繊維の平均径を超える平均径を有する繊維を含む。他の実施形態においては、濾過材の上流および下流部分は一体化形成されている。
【0111】
燃料由来の夾雑物を用いて先行技術の燃料濾過材の評価を行うことにより、メルトブローン濾材層によって制限される性能の不備(目詰まりによる耐用寿命の短縮)が明らかになった。ここで明らかになった不備には、セルロースと比較した場合のメルトブローン材料の細孔径およびメルトブローン材料の細孔径分布が関与していた。メルトブローン層の中実性および圧縮率も、本発明の2成分−ガラスおよびセルロース濾材層と比較して先行技術に制限を課している。ファウリングを引き起こす主な夾雑物が炭化水素流体の化学反応を構成する成分であり、これが変形可能な粒子を形成するような現場で使用する場合は、2成分−ガラス/セルロース濾材の実施形態の性能の方が先行技術の濾過材よりも有利であった。
【0112】
先行技術における濾過の開発は、標準化された産業用コンタミナント(試験用ダスト)を用いたものを中心に行われてきた。標準的な試験用ダストは剛性を有する非変形性粒子から構成されており、これは、ランダムに帯電している場合を除いてフィルタ繊維にほとんど引き寄せられず、これらを捕集した繊維表面にはほとんどまたは全く付着しない。こうした試験用ダストは、大気中に浮遊し流体系に侵入してくる異物や内部系統の部品の摩耗粉を模倣することができるが、ディーゼル燃料(特に、超低硫黄ディーゼル燃料およびバイオディーゼルを含むディーゼル燃料)濾過等の多くの用途におけるフィルタファウリングの主な原因である夾雑物の代表的なものではない。このことは、実験室試験におけるダストの許容量がより高いことが実地での耐用寿命がより長いことと必ずしも相関しないという事実から裏付けられる。
【0113】
図12に、実験室で生成させた燃料夾雑物を用いた寿命比較試験を示す。特にここで示された性能の利点は、実際の用途における耐用寿命がより長い一方で、同等の濾過効率を維持していることにある。この試験の場合、実験室で生成させたFDP夾雑物は150mg/Lの含有量で存在していた。次いでマルチパスループにおいてフィルタ材に試験用燃料を線流速0.48mm/秒、温度22℃でポンプ供給した。フィルタの前後の圧力損失を測定し、圧力損失が80kPaに達したら試験を中止した。試料前後の圧力損失が180分経過しても80kPaに到達しなかった場合は180分後にさらなる夾雑物を燃料に追加した。実験室で生成させたFDP夾雑物の分子量や大きさ等の性状は使用した燃料の種類だけでなく使用した具体的な燃料のバッチでも変化するであろう。較正に基づく吸光度差からのFDPの含有量は約150mg/Lであり、これは2点の吸光度値の差およびFDP較正曲線から求められるものであり、150mg/Lは実験室で生成させた試験用FDP夾雑物の含有量である。図12に示すデータの作成に用いた材料は以下の通りである:
CM−1:市販のセルロース濾材であるAhlstromの濾材(grade15 PS−11)
CM−2:市販のセルロース濾材であるAhlstromの濾材(grade5 PS−1)
CM−3:市販のメルトブローン−セルロース複合濾材であるAhlstromの濾材(grade15 PS LFF−1)
DCI−5:34−gsmの2成分ポリエステル−ガラス濾材(厚さ0.18mm、透過性125cfm
DCI−6:38−gsmの2成分ポリエステル−ガラス濾材(厚さ0.20mm、透過性80cfm)
DCI−7:46−gsmの2成分ポリエステル−ガラス濾材(厚さ0.30mm、透過性190cfm)
DCI−8:62−gsmの2成分ポリエステル−ガラス濾材(厚さ0.30mm、透過性50cfm)。
【0114】
したがって、好ましい実施形態および代替的な実施形態に開示した構造および材料は、先行技術の濾材と比較すると、同等の濾過効率を維持しながら実使用における耐用寿命を大幅に延長させるのに特に効果的であることがわかった。
【0115】
図13は、さらに本発明の特定の実施形態の寿命比較試験を先行技術のメルトブローン−セルロース濾材と比較して示すものである。
【0116】
図13に示すデータの作成に使用した材料は以下の通りである:
CM−1:市販のセルロース濾材であるAhlstromの濾材(grade15PS−11)
CM−3:市販のメルトブローン−セルロース複合濾材であるAhlstromの濾材(grade15PS LFF−1)
DCI−1:2成分ポリエステル−ガラス濾材(平均流量細孔径9.2ミクロン)
DCI−2:2成分ポリエステル−ガラス濾材(平均流量細孔径9.3ミクロン)
DCI−3:2成分ポリエステル−ガラス濾材(平均流量細孔径30.3ミクロン)
DCI−4:2成分ポリエステル−ガラス濾材(平均流量細孔径20.1ミクロン)。
【0117】
図12および13に示すように、本発明の実施形態は時間の経過に伴う圧力損失の増加が大幅に低下しており、これが目詰まりの低減および耐用寿命の長期化と相関している。したがって、本発明の濾過材は、フィルタ効率を妥協あるいはフィルタのサイズを増大させることなく耐用寿命を長期化させるものである。
【0118】
精密濾過用途(典型的には10μm未満)における2成分−ガラス濾材の潜在的な性能の利点は濾過産業において十分に理解されている。より粗大な夾雑物(coarser)向け用途(10μm超)の場合は、フィルタの開発に使用されている従来の夾雑物(すなわち試験用ダスト)を用いた2成分−ガラス濾過材対メルトブローン濾材の評価から、性能の利点がさほど顕著ではないことが古くから実証されている。精密濾過用途におけるガラス濾材の性能が昔から偏っている理由の大部分は、ガラス繊維の直径がメルトブローン濾材よりも小さく、それにより濾材に空隙が増加することに基づくものであった。メルトブローンおよび2成分−ガラス濾材の中実性比較に関する表3を参照されたい。精密濾過用途においては、このメルトブローンよりも直径の小さいガラス繊維の方が、より粗大な夾雑物向け用途(標的の効率および物理的特性を達成するためにより多くのガラス繊維を濾材に組み込まなければならない)よりも空隙容積の増加する割合が高い。
【0119】
【表4】
【0120】
先行技術において2成分−ガラス濾材を使用すると、多くの場合は金網で支持することが必要となり、本発明が利用できるであろう多くの市場ではコスト的に無理がある。本発明におけるセルロース層が費用効果の高い支持体層の役割を果たすことができ、驚くべきことに、本発明者らは、本複合濾材が粒子効率(particulate efficiency)を維持すると同時により低い圧力損失で夾雑物を除去する能力が、2成分−ガラス対セルロース層の相対的な細孔径および濾材の組成の作用によるものであったことを見出した。
【0121】
代替的な実施形態においては、上流濾材はガラス繊維を含まない。先の合成2成分−ガラス層におけるガラス繊維が、上流濾材の構造および物理的特性を大幅に変更することなく類似の径および含有量の高分子繊維で置き換えられる。
【0122】
他の代替的な実施形態は、2成分−ガラス濾材に替えて従来の樹脂で結合させたガラス濾材を利用するものである。2成分−ガラス濾材の実施形態と同様に、濾材の細孔構造と、勾配構造を有するガラス濾材の勾配とを、圧縮弾性率と一緒に厳密に設計することが、非常に長い耐用寿命を達成する鍵となる。
【0123】
上述した本発明の実施はディーゼルエンジンの燃料タンクまたは大量貯蔵タンク等の燃料流れからFDPを除去することを対象としているが、本機構を他のフィルタ用途に使用することもでき、FDPの除去に限定されないことが理解されるであろう。本発明の実施形態はまた、ワックス、アスファルテン、ステロールグルコシド、ステリルグルコシド、ステロールグリコシド、燃料劣化物等の炭化水素流体の化学作用による様々な夾雑物の除去にも適しているであろう。夾雑物は、例えば、変形性微粒子、非変形性微粒子、ならびに変形性および非変形性粒子の混合物を含むことができる。潤滑油や作動油等の炭化水素も本発明を用いて濾過することができる。
【0124】
幾つかの具体的な実施を参照して本発明を説明してきたが、本発明の趣旨および範囲から逸脱することなくここに多くの変更が可能であることを当業者は認識するであろう。
【特許請求の範囲】
【請求項1】
液体燃料を濾過するためのフィルタであって、前記フィルタが、
液体燃料流れの中に設置するために構成および配列された濾過材を備え、前記濾過材が、
a)濾材繊維および
b)前記濾材繊維を上回る平均径を有するバインダー繊維
を含む、フィルタ。
【請求項2】
前記濾材繊維が、ガラス繊維を含む、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項3】
前記濾材繊維が、炭素繊維を含む、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項4】
前記バインダー繊維が、2成分繊維を含む、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項5】
前記濾材繊維の平均径が5ミクロン未満である、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項6】
前記バインダー繊維の平均径が5ミクロンを超える、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項7】
前記濾過材の中実性が12パーセント未満である、請求項1に記載の液体を濾過するためのフィルタ。
【請求項8】
前記濾過材の中実性が10パーセント未満である、請求項1に記載の液体を濾過するためのフィルタ。
【請求項9】
前記濾過材の中実性が9パーセント未満である、請求項1に記載の液体を濾過するためのフィルタ。
【請求項10】
前記濾過材の中実性が8パーセント未満である、請求項1に記載の液体を濾過するためのフィルタ。
【請求項11】
前記濾過材の圧縮率が、1.24kg/cm2の加圧下で40パーセント未満である、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項12】
前記濾過材の圧縮率が、1.24kg/cm2の加圧下で20パーセント未満である、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項13】
前記濾過材の圧縮率が、1.24kg/cm2の加圧下で10パーセント未満である、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項14】
前記濾過材の最大流量細孔径が平均流量細孔径を少なくとも200パーセント上回る、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項15】
前記濾過材の平均流量細孔が15ミクロン未満である、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項16】
前記濾過材のモード流量細孔が少なくとも20ミクロンである、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項17】
前記濾過材が、上流部分および下流部分を有し、前記上流部分の細孔径モード(pore size mode)が下流部分の細孔径モードを上回る、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項18】
さらに第2濾過材を含み、前記第2濾過材がセルロース繊維を含み、前記第2濾過材が、前記濾材繊維および前記バインダー繊維を含む前記濾過材の下流側に位置する、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項19】
液体燃料を濾過するためのフィルタであって、前記フィルタが、
液体燃料流れの中に設置するために構成および配列された濾過材を含み、前記濾過材が、
a)濾材繊維および
b)前記濾材繊維を上回る平均径を有するバインダー繊維
を含み、前記濾過材の中実性が12パーセント未満であり、かつ圧縮率が1.24kg/cm2の加圧下で40パーセント未満である、フィルタ。
【請求項20】
前記濾材繊維が、ガラス繊維を含む、請求項19に記載の液体燃料を濾過するためのフィルタ。
【請求項21】
前記バインダー繊維が、2成分繊維を含む、請求項19に記載の液体燃料を濾過するためのフィルタ。
【請求項22】
前記濾材繊維の平均径が5ミクロン未満である、請求項19に記載の液体燃料を濾過するためのフィルタ。
【請求項23】
前記濾過材の中実性が10パーセント未満である、請求項19に記載の液体を濾過するためのフィルタ。
【請求項24】
前記濾過材の最大流量細孔径が平均流量細孔径を少なくとも200パーセント上回る、請求項19に記載の液体燃料を濾過するためのフィルタ。
【請求項25】
前記第1濾過材の平均流量細孔径が前記第2濾過材の平均細孔流量径の90パーセント未満である、請求項19に記載の液体燃料を濾過するためのフィルタ。
【請求項26】
液体燃料を濾過するためのフィルタであって、前記フィルタが、
液体燃料流れの中に設置するために構成および配列された第1濾過材であって、
a)濾材繊維および
b)前記濾材繊維を超える平均径を有するバインダー繊維
を含む第1濾過材と、
セルロースを含む第2濾過材と
を含み、
前記第1濾過材が、濾過中の前記液体燃料の流れに対し前記第2濾過材の上流側に配列されている、フィルタ。
【請求項27】
前記第1濾過材の前記濾材繊維がガラス繊維を含む、請求項26に記載の液体燃料を濾過するためのフィルタ。
【請求項28】
前記第1濾過材の前記バインダー繊維が2成分繊維を含む、請求項26に記載の液体燃料を濾過するためのフィルタ。
【請求項29】
前記第2濾過材の繊維の平均径が前記第1濾過材の前記繊維の平均径を上回る、請求項26に記載の液体燃料を濾過するためのフィルタ。
【請求項30】
前記第1濾過材のモード細孔径が前記第2濾過材部分のモード細孔径を少なくとも20パーセント上回る、請求項26に記載の液体燃料を濾過するためのフィルタ。
【請求項31】
前記第1濾過材の平均流量細孔径が前記第2濾過材の平均細孔流量径の90パーセント未満である、請求項26に記載の液体燃料を濾過するためのフィルタ。
【請求項32】
前記第1濾過材の中実性が10パーセント未満である、請求項26に記載の液体燃料を濾過するためのフィルタ。
【請求項33】
液体燃料を濾過するためのフィルタであって、
液体流れの中に設置するために構成および配列された濾過材を含み、前記濾過材が、上流濾材部分および下流濾材部分を含み、
a)第1部分が、平均径が15ミクロン未満である濾材繊維を含み、かつ
b)第2部分が、前記第1部分の前記濾材繊維の平均径とは異なる平均径を有する濾材繊維を含み、
前記第1部分のモード細孔径が前記第2部分のモード細孔径を少なくとも20パーセント上回り、かつ
前記第1部分の前記濾材の平均流量細孔径が前記第2部分の前記濾材の平均細孔流量径の90パーセント未満である、フィルタ。
【請求項34】
前記第1部分の前記濾材繊維がガラス繊維を含み、前記第2部分の前記濾材繊維がセルロースを含む、請求項33に記載の液体燃料を濾過するためのフィルタ。
【請求項35】
前記第1部分のモード細孔径が前記第2部分のモード細孔径を少なくとも40パーセント上回る、請求項33に記載の液体燃料を濾過するためのフィルタ。
【請求項36】
前記第1部分のモード細孔径が前記第2部分のモード細孔径を少なくとも60パーセント上回る、請求項33に記載の液体燃料を濾過するためのフィルタ。
【請求項37】
前記第1部分の平均流量細孔径が前記第2部分の平均細孔流量径の75パーセント未満である、請求項33に記載の液体燃料を濾過するためのフィルタ。
【請求項38】
前記第1部分の平均流量細孔径が前記第2部分の平均細孔流量径の50パーセント未満である、請求項33に記載の液体燃料を濾過するためのフィルタ。
【請求項39】
前記第1部分のモード細孔径が前記第2部分のモード細孔径を少なくとも150パーセント上回る、請求項33に記載の液体燃料を濾過するためのフィルタ。
【請求項40】
液体燃料を濾過するためのフィルタであって、前記フィルタが、
液体燃料流れの中に設置するために構成および配列された第1濾過材を含み、前記第1濾過材が、
a)濾材繊維および
b)バインダー繊維
を含み、前記第1濾過材の細孔径分布の幾何標準偏差が2.5を超える、フィルタ。
【請求項41】
前記第1濾過材の細孔径分布の幾何標準偏差が3.0を超える、請求項40に記載の液体燃料を濾過するためのフィルタ。
【請求項42】
前記第1濾過材の前記濾材繊維がガラス繊維を含む、請求項40に記載の液体燃料を濾過するためのフィルタ。
【請求項43】
前記第1濾過材の前記バインダー繊維が2成分繊維を含む、請求項40に記載の液体燃料を濾過するためのフィルタ。
【請求項44】
さらに第2濾過材を含み、前記第2フィルタがセルロースを含む、請求項40に記載の液体を濾過するためのフィルタ。
【請求項45】
前記第2濾過材の繊維の平均径が前記第1濾過材の前記繊維の平均径を上回る、請求項44に記載の液体を濾過するためのフィルタ。
【請求項46】
前記第1濾過材のモード細孔径が前記第2濾過材部分のモード細孔径を少なくとも20パーセント上回る、請求項44に記載の液体燃料を濾過するためのフィルタ。
【請求項47】
前記第1濾過材の平均流量細孔径が前記第2濾過材の平均細孔流量径の90パーセント未満である、請求項44に記載の液体燃料を濾過するためのフィルタ。
【請求項48】
前記濾過材の中実性が10パーセント未満である、請求項44に記載の液体燃料を濾過するためのフィルタ。
【請求項1】
液体燃料を濾過するためのフィルタであって、前記フィルタが、
液体燃料流れの中に設置するために構成および配列された濾過材を備え、前記濾過材が、
a)濾材繊維および
b)前記濾材繊維を上回る平均径を有するバインダー繊維
を含む、フィルタ。
【請求項2】
前記濾材繊維が、ガラス繊維を含む、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項3】
前記濾材繊維が、炭素繊維を含む、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項4】
前記バインダー繊維が、2成分繊維を含む、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項5】
前記濾材繊維の平均径が5ミクロン未満である、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項6】
前記バインダー繊維の平均径が5ミクロンを超える、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項7】
前記濾過材の中実性が12パーセント未満である、請求項1に記載の液体を濾過するためのフィルタ。
【請求項8】
前記濾過材の中実性が10パーセント未満である、請求項1に記載の液体を濾過するためのフィルタ。
【請求項9】
前記濾過材の中実性が9パーセント未満である、請求項1に記載の液体を濾過するためのフィルタ。
【請求項10】
前記濾過材の中実性が8パーセント未満である、請求項1に記載の液体を濾過するためのフィルタ。
【請求項11】
前記濾過材の圧縮率が、1.24kg/cm2の加圧下で40パーセント未満である、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項12】
前記濾過材の圧縮率が、1.24kg/cm2の加圧下で20パーセント未満である、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項13】
前記濾過材の圧縮率が、1.24kg/cm2の加圧下で10パーセント未満である、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項14】
前記濾過材の最大流量細孔径が平均流量細孔径を少なくとも200パーセント上回る、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項15】
前記濾過材の平均流量細孔が15ミクロン未満である、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項16】
前記濾過材のモード流量細孔が少なくとも20ミクロンである、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項17】
前記濾過材が、上流部分および下流部分を有し、前記上流部分の細孔径モード(pore size mode)が下流部分の細孔径モードを上回る、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項18】
さらに第2濾過材を含み、前記第2濾過材がセルロース繊維を含み、前記第2濾過材が、前記濾材繊維および前記バインダー繊維を含む前記濾過材の下流側に位置する、請求項1に記載の液体燃料を濾過するためのフィルタ。
【請求項19】
液体燃料を濾過するためのフィルタであって、前記フィルタが、
液体燃料流れの中に設置するために構成および配列された濾過材を含み、前記濾過材が、
a)濾材繊維および
b)前記濾材繊維を上回る平均径を有するバインダー繊維
を含み、前記濾過材の中実性が12パーセント未満であり、かつ圧縮率が1.24kg/cm2の加圧下で40パーセント未満である、フィルタ。
【請求項20】
前記濾材繊維が、ガラス繊維を含む、請求項19に記載の液体燃料を濾過するためのフィルタ。
【請求項21】
前記バインダー繊維が、2成分繊維を含む、請求項19に記載の液体燃料を濾過するためのフィルタ。
【請求項22】
前記濾材繊維の平均径が5ミクロン未満である、請求項19に記載の液体燃料を濾過するためのフィルタ。
【請求項23】
前記濾過材の中実性が10パーセント未満である、請求項19に記載の液体を濾過するためのフィルタ。
【請求項24】
前記濾過材の最大流量細孔径が平均流量細孔径を少なくとも200パーセント上回る、請求項19に記載の液体燃料を濾過するためのフィルタ。
【請求項25】
前記第1濾過材の平均流量細孔径が前記第2濾過材の平均細孔流量径の90パーセント未満である、請求項19に記載の液体燃料を濾過するためのフィルタ。
【請求項26】
液体燃料を濾過するためのフィルタであって、前記フィルタが、
液体燃料流れの中に設置するために構成および配列された第1濾過材であって、
a)濾材繊維および
b)前記濾材繊維を超える平均径を有するバインダー繊維
を含む第1濾過材と、
セルロースを含む第2濾過材と
を含み、
前記第1濾過材が、濾過中の前記液体燃料の流れに対し前記第2濾過材の上流側に配列されている、フィルタ。
【請求項27】
前記第1濾過材の前記濾材繊維がガラス繊維を含む、請求項26に記載の液体燃料を濾過するためのフィルタ。
【請求項28】
前記第1濾過材の前記バインダー繊維が2成分繊維を含む、請求項26に記載の液体燃料を濾過するためのフィルタ。
【請求項29】
前記第2濾過材の繊維の平均径が前記第1濾過材の前記繊維の平均径を上回る、請求項26に記載の液体燃料を濾過するためのフィルタ。
【請求項30】
前記第1濾過材のモード細孔径が前記第2濾過材部分のモード細孔径を少なくとも20パーセント上回る、請求項26に記載の液体燃料を濾過するためのフィルタ。
【請求項31】
前記第1濾過材の平均流量細孔径が前記第2濾過材の平均細孔流量径の90パーセント未満である、請求項26に記載の液体燃料を濾過するためのフィルタ。
【請求項32】
前記第1濾過材の中実性が10パーセント未満である、請求項26に記載の液体燃料を濾過するためのフィルタ。
【請求項33】
液体燃料を濾過するためのフィルタであって、
液体流れの中に設置するために構成および配列された濾過材を含み、前記濾過材が、上流濾材部分および下流濾材部分を含み、
a)第1部分が、平均径が15ミクロン未満である濾材繊維を含み、かつ
b)第2部分が、前記第1部分の前記濾材繊維の平均径とは異なる平均径を有する濾材繊維を含み、
前記第1部分のモード細孔径が前記第2部分のモード細孔径を少なくとも20パーセント上回り、かつ
前記第1部分の前記濾材の平均流量細孔径が前記第2部分の前記濾材の平均細孔流量径の90パーセント未満である、フィルタ。
【請求項34】
前記第1部分の前記濾材繊維がガラス繊維を含み、前記第2部分の前記濾材繊維がセルロースを含む、請求項33に記載の液体燃料を濾過するためのフィルタ。
【請求項35】
前記第1部分のモード細孔径が前記第2部分のモード細孔径を少なくとも40パーセント上回る、請求項33に記載の液体燃料を濾過するためのフィルタ。
【請求項36】
前記第1部分のモード細孔径が前記第2部分のモード細孔径を少なくとも60パーセント上回る、請求項33に記載の液体燃料を濾過するためのフィルタ。
【請求項37】
前記第1部分の平均流量細孔径が前記第2部分の平均細孔流量径の75パーセント未満である、請求項33に記載の液体燃料を濾過するためのフィルタ。
【請求項38】
前記第1部分の平均流量細孔径が前記第2部分の平均細孔流量径の50パーセント未満である、請求項33に記載の液体燃料を濾過するためのフィルタ。
【請求項39】
前記第1部分のモード細孔径が前記第2部分のモード細孔径を少なくとも150パーセント上回る、請求項33に記載の液体燃料を濾過するためのフィルタ。
【請求項40】
液体燃料を濾過するためのフィルタであって、前記フィルタが、
液体燃料流れの中に設置するために構成および配列された第1濾過材を含み、前記第1濾過材が、
a)濾材繊維および
b)バインダー繊維
を含み、前記第1濾過材の細孔径分布の幾何標準偏差が2.5を超える、フィルタ。
【請求項41】
前記第1濾過材の細孔径分布の幾何標準偏差が3.0を超える、請求項40に記載の液体燃料を濾過するためのフィルタ。
【請求項42】
前記第1濾過材の前記濾材繊維がガラス繊維を含む、請求項40に記載の液体燃料を濾過するためのフィルタ。
【請求項43】
前記第1濾過材の前記バインダー繊維が2成分繊維を含む、請求項40に記載の液体燃料を濾過するためのフィルタ。
【請求項44】
さらに第2濾過材を含み、前記第2フィルタがセルロースを含む、請求項40に記載の液体を濾過するためのフィルタ。
【請求項45】
前記第2濾過材の繊維の平均径が前記第1濾過材の前記繊維の平均径を上回る、請求項44に記載の液体を濾過するためのフィルタ。
【請求項46】
前記第1濾過材のモード細孔径が前記第2濾過材部分のモード細孔径を少なくとも20パーセント上回る、請求項44に記載の液体燃料を濾過するためのフィルタ。
【請求項47】
前記第1濾過材の平均流量細孔径が前記第2濾過材の平均細孔流量径の90パーセント未満である、請求項44に記載の液体燃料を濾過するためのフィルタ。
【請求項48】
前記濾過材の中実性が10パーセント未満である、請求項44に記載の液体燃料を濾過するためのフィルタ。
【図1】

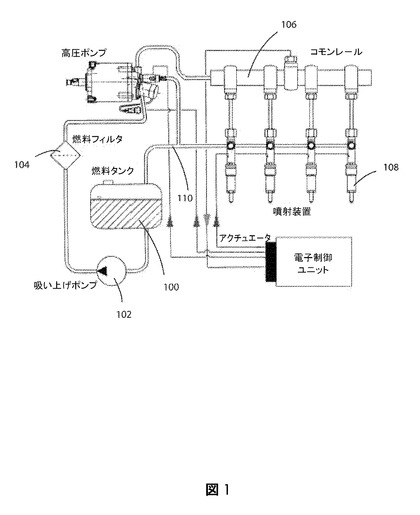
【図2A】
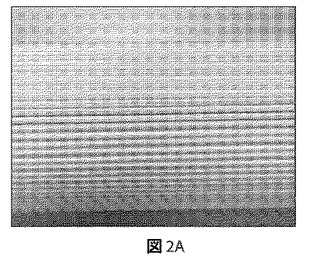
【図2B】
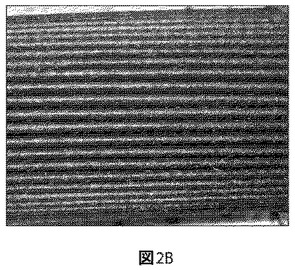
【図3】
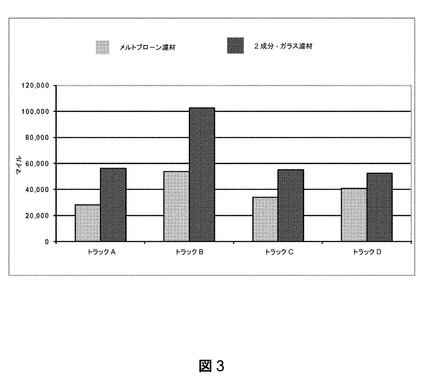
【図4】
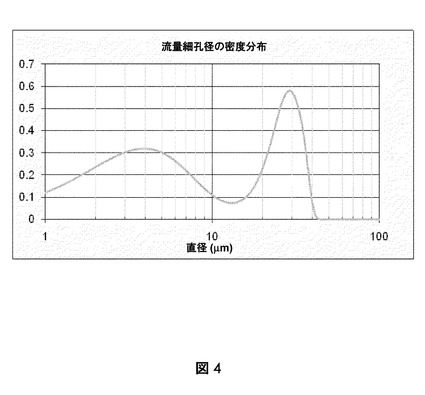
【図5】
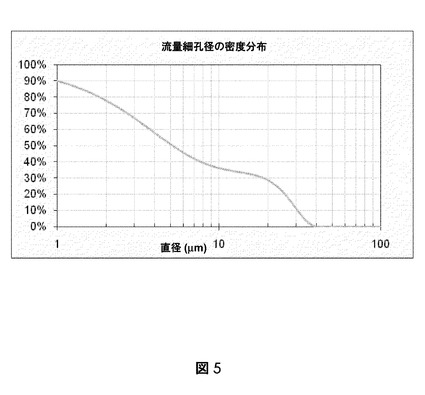
【図6A】
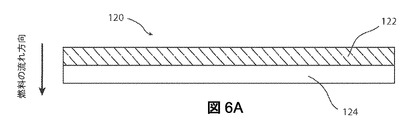
【図6B】
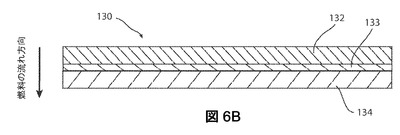
【図6C】
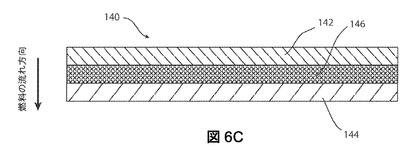
【図6D】
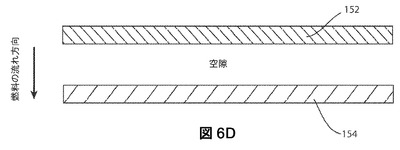
【図7】
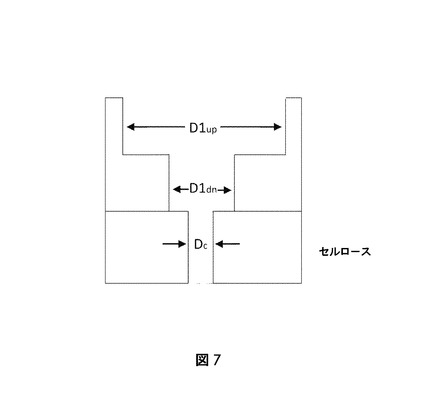
【図8】
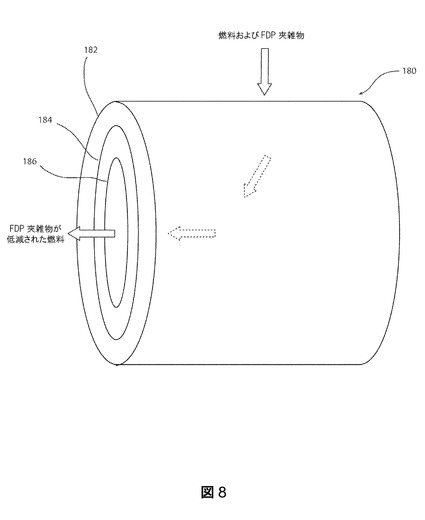
【図9】
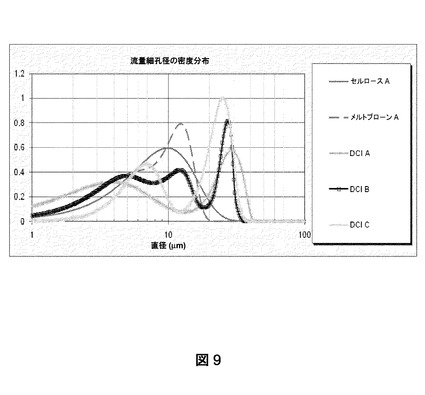
【図10】
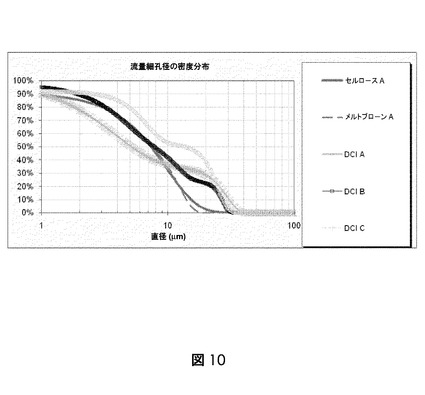
【図11A】
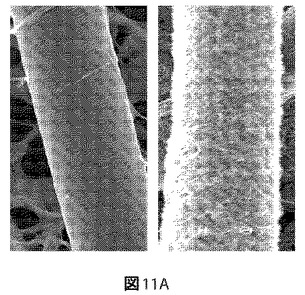
【図11B】
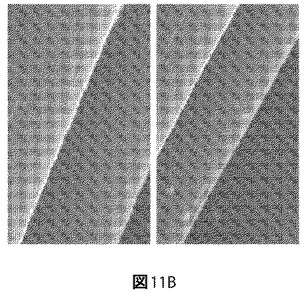
【図12】
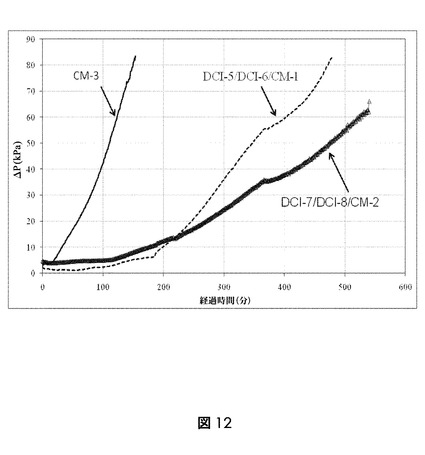
【図13】
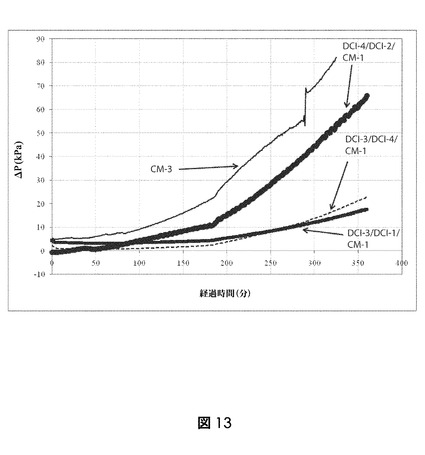
【図2A】
【図2B】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図6C】
【図6D】
【図7】
【図8】
【図9】
【図10】
【図11A】
【図11B】
【図12】
【図13】
【公表番号】特表2013−519825(P2013−519825A)
【公表日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2012−553085(P2012−553085)
【出願日】平成23年2月14日(2011.2.14)
【国際出願番号】PCT/US2011/024791
【国際公開番号】WO2011/100712
【国際公開日】平成23年8月18日(2011.8.18)
【出願人】(591163214)ドナルドソン カンパニー,インコーポレイティド (96)
【Fターム(参考)】
【公表日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年2月14日(2011.2.14)
【国際出願番号】PCT/US2011/024791
【国際公開番号】WO2011/100712
【国際公開日】平成23年8月18日(2011.8.18)
【出願人】(591163214)ドナルドソン カンパニー,インコーポレイティド (96)
【Fターム(参考)】
[ Back to top ]