
液体紙容器用積層体とこれを用いた液体紙容器用ブランク、並びに液体紙容器、加熱シール部の確認方法

【課題】充填機でトップ部分およびボトム部分をホットエアーで加熱し最内層シーラントを融解させてから加圧し、密封する、積層体のシール時に、加熱部分を加圧前に取り出して温度分布(ヒートパターン)を目視で確認を行うことが出来る液体紙容器用積層体の提供。
【解決手段】紙基材の外層側に熱可塑性樹脂層と、前記紙基材の内層側に透明バリア層と熱溶融性樹脂からなるシーラント層を積層してなる液体紙容器用積層体であり、前記シーラント層の加熱部分が平均粗さ(Ra)0.01〜0.5μm、かつJIS−K7105に規定する60度光沢度が50〜90%であることを特徴とする液体紙容器用積層体。
【解決手段】紙基材の外層側に熱可塑性樹脂層と、前記紙基材の内層側に透明バリア層と熱溶融性樹脂からなるシーラント層を積層してなる液体紙容器用積層体であり、前記シーラント層の加熱部分が平均粗さ(Ra)0.01〜0.5μm、かつJIS−K7105に規定する60度光沢度が50〜90%であることを特徴とする液体紙容器用積層体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、飲料、調味料、洗剤、医薬品、工業薬品等の液体を収納するのに用いられる紙容器の製造方法に関し、特に製造時の熱融着工程においてシーラント層のホットエアー加熱時温度分布を簡便に確認出来る液体紙容器に関する。
【背景技術】
【0002】
紙容器は食品を中心に広く使われている容器である。なかでも液体を収納する紙容器はプラスチック容器に比べて、容器表面への直接印刷が容易であることやリサイクルシステムの整備が進んでいることなどから牛乳を初めとして飲料、調味料、洗剤、医薬品、工業薬品等を対象として広く用いられている。
【0003】
このような液体紙容器には容器内部に保存される内容物の性質や保存条件に応じて、たとえば図1の(a)に部分断面模式図で示すような、原紙の表面に熱可塑性樹脂層を介して印刷インキ層が、内面には熱可塑性樹脂層を介して透明バリアフィルムが、さらに最内面にはポリエチレン等の熱接着性樹脂層(シーラント層)の構成の積層体が使用されている。
【0004】
そして、この積層体を容器の形状に合わせて所定の形状に打ち抜き、同時に折曲げ用の罫線を入れたブランクとして成形して、このブランクを罫線に沿って折曲げ、組み立てて必要な部分を接着して紙容器が成形されている(特許文献1)。
【0005】
紙容器は、内容物使用後、簡単に折り畳むことができ、焼却可能なので、以前にもまして、広い範囲で使用されるようになっているが、内部からの液体の浸出や外部からの気体の透過を防止するために紙容器を構成する積層体にはバリア層をその構成の一部として含むことが一般的である。
【0006】
液体紙容器に要求される特性のひとつである上記の内容物保護性を付与するために従来から行われている手法としては、紙容器を構成する積層体のバリア層として、薄い(7μm程度の)アルミニウム箔を積層したものを用いる方法がある。
【0007】
既述のように紙容器は内容物使用後、簡単に折り畳むことができ、焼却可能なので廃棄が容易であるが、内容物保護のためにアルミニウム箔等の金属箔からなる層を含む構成の積層材料を用いていた場合、内容物を使用後廃棄し、焼却した場合に上記金属が塊として残り焼却炉を傷める場合が生じた。
【0008】
バリア層として、アルミニウム箔等の金属箔を使用しない構成として、近年、無機化合物の透明蒸着薄膜等のバリア性被膜をバリア層としてアルミニウム箔の代わりに用いることが多くなっている(特許文献2、3)。
【0009】
特に、ポリエチレンテレフタレート樹脂フィルム(PET)などの基材に酸化アルミニウムのような金属酸化物、或いは酸化珪素のような無機酸化物からなる蒸着物質を電子ビーム照射により、加熱蒸着させて蒸着した蒸着フィルムを積層した積層材料からなる紙容器は、従来のアルミニウム箔やアルミニウム単体金属をPETなどの基材に蒸着したアルミニウム蒸着フィルムを積層した積層材料からなる紙容器と異なり、金属物質でなく酸化物なので電子レンジでの内容物の加熱や内容物に異物として混入した金属片などの発見を可能にする金属探知機の使用ができるようになる。
【0010】
しかし、紙容器に使用されている積層材料から、アルミニウム箔等の金属箔に代えて、透明バリアフィルムとして、ガスバリア性を維持するための無機化合物蒸着プラスチックフィルムを介在させた積層体からなるブランクスを用いて、同様に容器を成形した場合には製造工程の管理において以下のような問題点があることが判明した。
【0011】
前記のように、液体紙容器は充填機でトップ部分およびボトム部分をホットエアで加熱し最内層のポリエチレン等のシーラント層を融解させてから加圧して密封するが、このホットエアによる加熱状態を管理するために加熱部分を加圧前に取り出して溶融状態(ヒートパターン)の確認を日常的に行っている。
【0012】
アルミニウム箔の表面の透明なシーラント層のヒートパターンは、アルミニウム箔の金属光沢による反射があるために、加熱部分を偏光板を通して見ることで容易に確認することが出来たが、このような反射のない無機化合物蒸着フィルムのようなバリア層表面のヒートパターンはこのような方法では確認が出来ない。
【特許文献1】特開平7−223627号公報
【特許文献2】特開2004−250025号公報
【特許文献3】特開2005−239230号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は係る従来技術の問題点に鑑みてなされたものであり、充填機でトップ部分およびボトム部分をホットエアーで加熱し最内層シーラントを融解させてから加圧し、密封する、積層体のシール時において、加熱部分を加圧前に取り出して温度分布(ヒートパターン)を目視で確認を行うことが出来る液体紙容器用積層体の提供が課題である。
【課題を解決するための手段】
【0014】
本発明は上記の課題を解決するためになされたものであって、請求項1の発明は、紙基材の外層側に熱可塑性樹脂層と、前記紙基材の内層側に透明バリア層と熱溶融性樹脂からなるシーラント層を積層してなる液体紙容器用積層体であり、前記シーラント層の加熱部分が平均粗さ(Ra)0.01〜0.5μm、かつJIS−K7105に規定する60度光沢度が50〜90%であることを特徴とする液体紙容器用積層体である。
【0015】
本発明の請求項2の発明は、前記シーラント層の加熱前の加熱シール部分が平均粗さ(Ra)0.15〜1.0μm、かつJIS−K7105に規定する60度光沢度が3〜30%であることを特徴とする請求項1に記載の液体紙容器用積層体である。
【0016】
本発明の請求項3の発明は、前記シーラント層の加熱シール部分の加熱前と加熱シール後の平均粗さ(Ra)の差が0.10μm以上、かつJIS−K7105に規定する60度光沢度の差が20%以上であることを特徴とする請求項1または2に記載の液体紙容器用積層体である。
【0017】
本発明の請求項4の発明は、前記紙基材の坪量が150g/m2以上であり、酸素バリア性及び水蒸気バリア性を有する前記透明バリア層が熱可塑性樹脂を介して積層してなることを特徴とする請求項1に記載の液体紙容器用積層体である。
【0018】
本発明の請求項5の発明は、前記透明バリア層がポリエステル系フィルム、ポリアミド系フィルム、ポリプロピレン系フィルム、ナイロン系フィルムの延伸フィルム、またはこれらに金属酸化物蒸着層を形成してなることを特徴とする請求項4に記載の液体紙容器用積層体である。
【0019】
本発明の請求項6の発明は、請求項1乃至5のいずれかに記載の液体紙容器用積層体から、前面板と後面板と左右側面板と熱接着片とがそれぞれ折罫を介して連接された筒状胴部形成板と、該筒状胴部形成板の上端に連接された頂部成形板と、前記筒状胴部形成板の下部に連接された底部を形成するための底部成形板とを形成してなることを特徴とする液体紙容器用ブランクである。
【0020】
本発明の請求項7の発明は、請求項6に記載の液体紙容器用ブランクの前記熱接着片と側面板との加熱シール部で熱接着して筒状に形成し、次いで底面及び頂部の加熱シール部で熱接着することにより作成してなることを特徴とする液体紙容器である。
【0021】
本発明の請求項8の発明は、紙基材の外層側に熱可塑性樹脂層と、前記紙基材の内層側に透明バリア層と熱溶融性樹脂からなるシーラント層を積層してなる液体紙容器用積層体からなる液体紙容器の前記シーラント層の加熱シール部の光沢度の増加を検出することにより、前記加熱シール部が熱接着してなることを確認することを特徴とする加熱シール部の確認方法である。
【発明の効果】
【0022】
本発明の液体紙容器用積層体は、紙基材の外層側に熱可塑性樹脂層と、前記紙基材の内層側に透明バリア層と熱溶融性樹脂からなるシーラント層を積層してなる液体紙容器用積層体であり、前記シーラント層の加熱部分が平均粗さ(Ra)0.01〜0.5μm、かつJIS−K7105に規定する60度光沢度が50〜90%であることによって、液体紙容器用積層体の加熱時の温度分布(ヒートパターン)の確認を簡単な方法特に目視による光沢変化で行うことを可能にした。
【0023】
このことによって、従来アルミニウム箔をバリア層として用いていた場合に偏光板を通してヒートパターンの確認を目視で行っていたのに比べてより簡単な方法で偏光板等を用いることなく、金属光沢のない透明バリアフィルムの場合も含めてシーラント層のホットエアーによる加熱溶融状態を頻繁に管理することが出来るようになり、シーラントの融解不足によるヒートシール不良を低減する効果が期待される。
【0024】
本発明の請求項2に係る液体紙容器用積層体は、シーラント層の加熱前の加熱シール部分が平均粗さ(Ra)0.15〜1.0μm、かつJIS−K7105に規定する60度光沢度が3〜30%であることにより、シーラント層の溶融による粗さの減少が光沢の上昇が加熱前に比べて確認することが容易であり、さらに、本発明の請求項3に係る液体紙容器用積層体は、シーラント層の加熱シール部分の加熱前と加熱シール後の平均粗さ(Ra)の差が0.10μm以上、かつJIS−K7105に規定する60度光沢度の差が20%以上であることにより、60度光沢度の差が、機器による計測を行わなくても目視で判断できる20%以上であることから、シーラント層の溶融状態の指標となる60度光沢度の測定を行わなくてもヒートパターンの確認を目視で簡単に行う検査が可能である。
【0025】
本発明の請求項4に係る液体紙容器用積層体は、紙基材の坪量が150g/m2以上であり、酸素バリア性及び水蒸気バリア性を有する前記透明バリア層が熱可塑性樹脂を介して積層してなることによって容器として必要な形状保持性を有しながら、透明バリア層によるバリア性も備えた液体紙容器用積層体である。にもかかわらず、従来アルミニウム箔をバリア層として用いていた場合に偏光板を通してヒートパターンの確認を目視で行っていたのに比べてより簡単な方法で偏光板等を用いることなく。金属光沢のない透明バリアフィルムの場合も含めてシーラント層の加熱溶融状態を簡単に管理することが出来るようになった。
【0026】
本発明の請求項5に係る液体紙容器用積層体は、前記透明バリア層がポリエステル系フィルム、ポリアミド系フィルム、ポリプロピレン系フィルム、ナイロン系フィルムの延伸フィルム、またはこれらに金属酸化物蒸着層を形成してなることによって、本来バリア性の優れた延伸プラスチックフィルムに珪素、アルミニウム等の酸化物を層構成に含むことで積層体の高いバリア性が発揮できる。このことによって液体紙容器の長期にわたる優れた内容物保存性を実現している。
【0027】
本発明の請求項6に係る液体紙容器用ブランクは、積層体から、前面板と後面板と左右側面板と熱接着片とがそれぞれ折罫を介して連接された筒状胴部形成板と、該筒状胴部形成板の上端に連接された頂部成形板と、前記筒状胴部形成板の下部に連接された底部を形成するための底部成形板とを形成してなるブランクであるので、熱接着片と側面板との加熱シール部で熱接着して筒状に形成し、次いで底面及び頂部の加熱シール部で熱接着することにより請求項7に係る液体紙容器用を作成することが出来る。
【0028】
本発明の請求項8の確認方法によれば、紙基材の外層側に熱可塑性樹脂層と、前記紙基材の内層側に透明バリア層と熱溶融性樹脂からなるシーラント層を積層してなる液体紙容器用積層体のシーラント層の加熱シール部の光沢度の増加を検出することにより、加熱シール部が熱接着してなることを簡単に目視で確認することが出来る。
【発明を実施するための最良の形態】
【0029】
本発明の液体紙容器用積層体の一実施形態を図面に基づいて説明する。
【0030】
図1は液体紙容器用積層体のホットエアー加熱前後の部分断面模式図である。図2は液体紙容器の一例を示す斜視説明図である。また、図3は液体紙容器のブランクの説明図である。図4は透明バリアフィルムの一例の部分断面説明図である。
【0031】
液体紙容器の製造工程は、通常、基材作成、印刷、罫線加工、打ち抜き、貼り、内容物充填、封止の順序が代表的であるが、ここでは本発明の理解に必要な部分を主に説明する。
【0032】
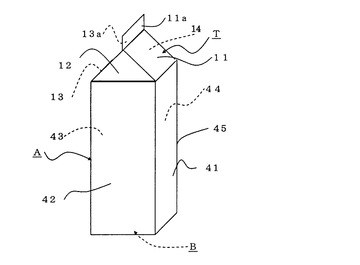
液体紙容器用積層体から、一例としてゲーベルトップ型の容器の製造方法の概略を示すと、例えば、図2と図3に示すように、前面板(41),後面板(43)、左右側面板(42),(44)、及び側面板(44)に連設されて前面板(41)側端部に貼着され、互いに前面板(41),側面板(44)を連結して筒状胴部とする加熱シール部(45)がそれぞれ折罫を介して連接された筒状胴部形成板(A)と、該筒状胴部形成板(A)の上端に連接された頂部成形板(T)と、前記筒状胴部形成板(A)の下端に連接された底部を形成するための底部成形板(B)とを備えた液体紙容器用のブランクから製造され、図2に示すように底部成形板(B)をフラットな形状に折り込んで加熱シール部を加熱シールにより密封した後に液体内容物が充填される。
【0033】
上記ゲーベルトップ型の頂部成形板(T)は、図3に示すように、筒状胴部の一方の対向する前面板(41),後面板(43)の上部に連設した上板(11),上板(13)と、該上板(11),(13)のそれぞれ上側に連設した合掌貼板(11a),(13a)と、筒状胴部の他方の対向する側面板(42),(44)上部に連設した折込み用の二等辺三角板(12),(14)(それぞれ頂角が直角よりもやや鋭角)と、該三角板(12)のそれぞれ二等辺上側に連設した連結三角板(12a)と、前記三角板(14)のそれぞれ二等辺上側に連設した連結三角板(14a)と、各々連結三角板上側に連設した連結合掌貼板(12b)と、連結合掌貼板(14b)とを備える。
【0034】
上記図2に示す液体紙容器は液体内容物を充填した後において、頂部成形板(T)を加
熱シールして密封する場合は、まず前記二等辺三角板(12),(14)を、互いに内側に折込むことにより、前記上板(11)と上板(13)とを互いに傾斜屋根型にして付合わせ、その時に付合わせにより互いに垂直に立設重合せする、予めホットエアー加熱等による加熱処理により、重合せ内面のシーラント樹脂を加熱溶融した前記合掌貼板(11a)と(13a)及び内側に折り込んだ連結合掌貼板(12b),(12b)と連結合掌貼板(14b),(14b)との加熱シール部を、その重合せ両側より互いに対向して圧接・離間動作可能な一対の加圧ブロック板により構成されたシールジョーを用いて加圧して熱融着することにより、頂部成形板部(T)を密封シールして、ゲーベルトップ型(傾斜屋根型)の液体紙容器を製造する。
【0035】
本発明の液体紙容器用積層体からブランク作成、液体紙容器の作成までの手順は以下のようである。
【0036】
図1に示す透明なバリアフィルム(4)にドライラミネート用接着剤(図示せず)を塗工し、その接着剤塗工面にエキストルーダー方式により直鎖低密度ポリエチレン(LLDPE)を押出し加工してシーラント層(5)を形成する。その際クーリングロールにマット(セミマット)ロールを使って、シーラント層(5)表面の平均粗さ(Ra)を0.15〜1.0μmとし、60度光沢度が3%〜30%になるように形成する。
【0037】
さらに上記のバリアフィルム(4)の反対面に熱可塑性樹脂層(3)を介して、原紙(1)とラミネートしてさらに原紙の反対面に熱可塑性樹脂層(2)をエキストルーダーにより押出し加工を行い、必要であればコロナ処理等の表面処理(図示せず)を施した上で印刷インキ層(6)を印刷して積層体を作成する。
【0038】
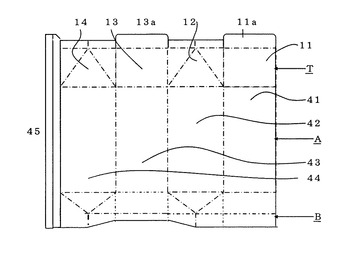
さらに印刷柄に合わせた罫線加工を行い、ブランク形状に打ち抜き加工(図3)し、加熱融着によりスリーブ加工を行い、ボトムシール(図2B)、内容物充填、トップシール(図2T)を経て液体紙容器による包装体とする。
【0039】
上記の積層体の加熱融着に当たっては、シーラント層(5)の表面のシール予定領域(シール領域)に温度150℃〜350℃のホットエアーを1秒〜2秒間吹き付けてシーラント層を溶融してから圧着する方法がとられる。
【0040】
以下、シーラント層の溶融について図1を参照して説明する。
【0041】
図1は本発明の液体紙容器用積層体の一例のホットエアー加熱前後の部分断面模式図であり、(a)はホットエアー加熱前の状態を、(b)はホットエアー加熱後の状態を示す。
【0042】
図1(a)で示したシーラント層(5)の表面は押し出し加工時のクーリングロールに用いたマットロールによって賦型されたマット状を呈しており、ホットエアーによりシール領域が加熱された後のシーラント層(5)の表面は図1(b)に示すように非加熱領域(17)は変化が見られないが、シール領域に相当する加熱領域(18)ではミラー状に変化している。
【0043】
この加熱領域と非加熱領域のシーラント層表面の光沢差すなわち加熱されて溶融している部分は他の部分に比べて光沢が増加していることを目視で素早く判断することによってヒートパターンを確認し、シールが確実に行われていることを判定することが出来る液体紙容器用積層体を提供するのが本発明の目的である。
【0044】
目視による光沢比較によって加熱溶融を判定するための条件について検討した結果、L
LDPE等の通常の透明なシーラントにおいてはホットエアーによる加熱で溶融したと判断できるミラー表面の平均粗さ(Ra)は0.01〜0.5μm、かつJIS−K7105に規定する60度光沢度が50〜90%であり、加熱前のマット表面との光沢度の差が20%以上あれば機器計測によらず目視で差の判断が可能であることを見出した。
【0045】
このためには、加熱前のシーラント層表面のJIS−K7105に規定する60度光沢度は3〜30%、平均粗さ(Ra)は0.15〜1.0μmであればよく、そのために必要なクーリングロール表面のRa(平均粗さ)は概ね0.15μm以上であればよい。シーラント層の製膜方法はクーリングロールの表面粗さを調整することによって表面光沢を制御できる押し出しによるエキストルーダー方式が好ましい。
【0046】
本発明の紙容器用積層体の熱可塑性樹脂層(2)に用いる樹脂としては、押出しラミネーション(エキストルージョンラミネーション)装置で溶融押出しが容易にできヒートシール性があれば、特に種類は制約されるものではない。
【0047】
例えば、低密度ポリエチレン樹脂(LDPE)、中密度ポリエチレン樹脂(MDPE)、高密度ポリエチレン樹脂(HDPE)、ポリプロピレン樹脂(PP)などを使用することができるがヒートシール性を考慮して低密度ポリエチレン樹脂(LDPE)または直鎖線状低密度ポリエチレン樹脂(LLDPE)が好ましい。
【0048】
熱可塑性樹脂層(2)は、上記の樹脂を通常の押出し加工により原紙(1)の表面にコートすることによって形成する。また、印刷時のインキの密着性を向上させるために押出し面にコロナ処理を行ってから印刷することが通常である。
【0049】
前記熱可塑性樹脂層(2)の厚みは、紙容器に充填する内容物の種類、内容量、保存期間、充填包装機械適性などにより適宜決定されるが、ラミネート強度面を考慮して20μmから40μmの範囲が好ましい。
【0050】
本発明の液体紙容器用積層体の原紙(1)としては、容器の形状を保つ機能(容器保型性)があり、且つ包装材料として要求される性質である保護性(引張り強度、破裂強さなどの力学的強さ)、作業性(包装機械適性など)、商品性(隠蔽性、印刷適性など)、経済性(価格、輸送保管性など)、安全・衛生性(無毒、易廃棄性など)が満足されれば特に紙の種類に制約はなく通常のクラフト紙(晒、未晒)を使用することが出来る。
【0051】
原紙(1)の原料としては、例えば、木材繊維(化学パルプ、機械パルプ)古紙パルプなどが必要に応じて使用される。木材繊維のうち化学パルプとしては、木材チップ蒸解時に苛性ソーダと硫化ナトリウムを使用するクラフトパルプや、亜硫酸と亜硫酸水素塩を使用する亜硫酸パルプなどが挙げられる。これらのパルプは未晒品でも、漂白処理を施したものでもよい。
【0052】
機械パルプとしては、丸太をグラインダーで磨砕して得られるグラウンドウッドパルプ(GP)、製材工場の廃材をリファイナーで磨砕(リファイニング)して得られるリファイナーグラウンドウッドパルプ(RGP)、木材チップを加熱、リファイニング処理して得られるサーモメカニカルパルプ(TMP)などが挙げられる。なおTMPとしては、木材チップを化学処理した後に加圧下でリファイニングするC−TMP、さらに漂白処理を施したBC−TMP等も含むものとする。また、こうした木材繊維パルプのうち、マツ、カラマツ、スギ、モミ、ヒノキ等の針葉樹から得られる繊維長の長いパルプは紙シートの延伸性、強度を向上させるために好適に使用される。
【0053】
また、古紙パルプとしては、段ボール古紙、雑誌古紙などが挙げられるが、特に段ボー
ル古紙は紙シートの延伸性、強度を向上させることができ、好適に用いられる。
【0054】
本発明で使用される原紙を抄造するために添加する製紙用薬品としては、通常の抄紙で用いられるのと同様のサイズ剤、紙力増強剤、歩留まり向上剤等を必要に応じて使用することができる。例えばサイズ剤としてはアルキルケテンダイマー、スチレンアクリル樹脂、ロジン等の内添サイズ剤が使用される。
【0055】
また、紙力増強剤、歩留まり向上剤としてはポリアクリルアミド系樹脂、ポリアミドエピクロルヒドリン樹脂、ポリエチレンイミン及びその誘導体、ポリエチレンオキサイド、ポリアミン、ポリアミド、ポリアミドポリアミン及びその誘導体、カチオン性及び両性デンプン、酸化デンプン、カルボキシメチル化デンプン、植物ガム、ポリビニルアルコール等の有機系化合物、及び硫酸バンド、アルミナゾル、コロイダルシリカ、ベントナイト等の無機系化合物等を適宜組み合わせて使用することができる。
【0056】
また、抄造時に填料を添加することができる。填料としてはタルク、カオリン、焼成カオリン、クレー、ケイソウ土、重質炭酸カルシウム、炭酸マグネシウム、水酸化アルミニウム、二酸化チタン、硫酸マグネシウム、シリカ、アルミノ珪酸塩、ベントナイト等の鉱物質填料や、ポリスチレン粒子、尿素ホルマリン樹脂粒子等の有機合成填料等を適宜選択して使用することができる。また、これらを任意に併用して使用してもよい。
【0057】
さらに、染料、pH調整剤、スライムコントロール剤、消泡剤、粘剤等の抄紙用添加助剤も用途に応じて適宜使用できる。本発明の抄紙時pHは酸性抄紙である4.5付近から中性抄紙の6〜8程度の間で必要に応じて任意に選択することが可能である。
【0058】
原紙(1)の厚さは、紙容器に充填する内容物の種類、内容量、保存期間、充填包装機械適性などにより適宜決定されるが、容器成形の工程での加工適性(コシ、折り曲げ性)等も考慮すると、150g/m2以上必要で200g/m2 から400g/m2の範囲が好ましい。
【0059】
本発明の液体紙容器用積層体で使用されるインキ層(6)を形成する印刷インキは、インキに色彩を与える染料や顔料からなる色材と該色材を微細な粒子に分散・保持しつつ、被印刷体に固着させる樹脂と該樹脂を安定して溶解し顔料の分散性、インキの流動性を保持し、かつ印刷の版からインキの適正量を転移できる溶剤とから構成されるビヒクル、更に色材の分散性、発色性向上や沈殿防止、流動性の改良を目的に界面活性剤などからなる助剤から形成されている通常のインキが使用出来る。
【0060】
インキ層(6)の印刷方式はフレキソ印刷方式、オフセット印刷方式、グラビア印刷方式等の周知の印刷方式を用いることが出来る。
【0061】
本発明の液体紙容器用積層体の透明バリアフィルム(4)と原紙(1)との接着を行う熱可塑性樹脂層(3)の材質としてはエチレン−メタクリル酸共重合体、ポリエチレン樹脂、環状ポリオレフィン樹脂、アイオノマー樹脂、ポリプロピレン樹脂等が挙げられる。特に好ましいのはシングルサイト系触媒により重合された直鎖状低密度ポリエチレン樹脂(LLDPE)である。
【0062】
シングルサイト系触媒により重合された直鎖状低密度ポリエチレン樹脂は、シングルサイト系触媒の特徴を生かして、従来の直鎖状低密度ポリエチレン樹脂に比較して高強度、高透明、低温ヒートシール性、強靭性を有している。ポリエチレンテレフタレート樹脂フィルム(PET)との接着性が優れているので該熱可塑性樹脂層(3)下面のバリア層である酸化アルミニウムのような金属酸化物や酸化珪素のような無機酸化物を蒸着した蒸着ポリエチレンテレフタレート樹脂フィルム(PET)面とも強固に接着する。
【0063】
熱可塑性樹脂層(3)にシングルサイト系触媒により重合された直鎖状低密度ポリエチレン樹脂(LLDPE)を使用することにより、ポリエチレンテレフタレート樹脂フィルム(PET)面との接着強度が増大し、同時に力学的強度も増大するので液体紙容器の成形をする際に屈曲部など応力が集中する部分のバリア層に発生するクラックを防止することができる。熱可塑性樹脂層(3)の厚さとしては15μmから50μmが好ましい。厚さが15μm未満だと十分な接着強度が得られず、51m以上だと経済的でない。本発明で使用される透明バリアフィルム(4)と原紙(1)との十分な接着強度を確保するために透明バリアフィルム(4)側にアンカーコートやコロナ処理をおこなっても構わない。
【0064】
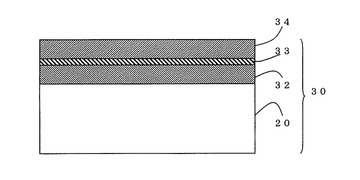
本発明の液体紙容器用積層体で使用される透明バリアフィルム(4)は、図4に示すように、ポリエステル、ポリアミド、ポリプロピレン、ナイロン等の延伸フィルム(20)にたとえば酸化珪素または酸化アルミニウム等の無機化合物(33)を蒸着加工したものを用いる。
【0065】
無機化合物(33)の蒸着膜厚は5〜300nmの範囲内であることが望ましく、その値は適宜選択される。ただし、膜厚が5nm未満であると延伸フィルムの全面に均一な薄膜が形成されないことがあり、ガスバリア性の機能を十分に果たすことができない場合がある。また、膜厚が300nmを超えた場合は蒸着膜にフレキシビリティを保持させることができず、成膜後に折り曲げ、引っ張りなどの外的要因により、蒸着膜に亀裂を生じる恐れがあるため良くない。
【0066】
無機化合物蒸着層(33)の積層方法は、通常の真空蒸着法により形成することができ、真空蒸着法による真空蒸着装置の加熱手段としては電子線加熱方式や抵抗加熱方式、誘導加熱方式等が好ましく、二軸延伸プラスチックフィルムとの密着性を向上させるために、プラズマアシスト法やイオンビームアシスト法を用いることも可能である。また、無機化合物蒸着層(33)の透明性を上げるために蒸着の際、酸素ガスなど吹き込んだりする反応蒸着を行っても一向に構わない。
【0067】
無機化合物蒸着層(33)に加えてさらにガスバリア性被膜層(34)を積層した透明バリアフィルムの層構成が本発明の効果をさらに高めるために有効である。このガスバリア性被膜層について図4を参照しながら説明する。
【0068】
ガスバリア性被膜層(34)は、さらに高いガスバリア性を付与するためと無機化合物蒸着層(33)を保護する為に積層するものであり、水溶性高分子と、(a)1種以上の金属アルコキシド及び加水分解物または(b)塩化錫の少なくとも一方を含む水溶液あるいは水/アルコール混合溶液を主剤とするコーティング剤を塗布して形成する。水溶性高分子と塩化錫を水系(水あるいは水/アルコール混合)溶媒で溶解させた溶液、あるいはこれに金属アルコキシドを直接または予め加水分解させるなど処理を行ったものを混合した溶液を無機化合物蒸着層(33)上にコーティング、加熱乾燥し形成したものである。
【0069】
前記ガスバリア性被膜層(34)に用いられる水溶性高分子は、ポリビニルアルコール、ポリビニルピロリドン、デンプン、メチルセルロース、カルボキシメチルセルロース、アルギン酸ナトリウム等が挙げられる。特にポリビニルアルコール(以下、PVAとする)を用いた場合にガスバリア性が最も優れる。ここでいうPVAは、一般にポリ酢酸ビニルを鹸化して得られるもので、酢酸基が数十%残存している、いわゆる部分鹸化PVAから酢酸基が数%しか残存していない完全鹸化PVAまでを含み、特に限定されない。
【0070】
また、前記塩化錫は塩化第一錫(SnCl2)、塩化第二錫(SnCl4)あるいはこれ
らの混合物であっても良く、無水物でも水和物でも良い。さらに、前記金属アルコキシドはテトラエトキシシラン又はトリイソプロポキシアルミニウムあるいはそれらの混合物が好ましい。
【0071】
前記ガスバリア性被膜層(34)の積層方法は、通常用いられるディッピング法、ロールコーティング法、スクリーン印刷法、スプレー法などの公知の手段を用いることができる。乾燥後の被膜厚さが0.01μm以上あればよいが、厚さが50μmを超えると膜にクラックが生じ易くなるため、0.01〜50μmの範囲が好ましい。また、透明バリアフィルムの酸素バリア性としては透過度で20ml/m2・day・MPa以下、水蒸気バリア性は透過度で2g/m2・day以下のものが望ましい。
【0072】
本発明の液体紙容器用積層体で使用されるシーラント層(5)は低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、ポリプロピレン樹脂、アイオノマー樹脂、エチレン−酢酸ビニル共重合体樹脂、エチレン−酢酸ビニルアルコール共重合体樹脂、ポリエステル樹脂、ポリ乳酸樹脂等を使用することができるがヒートシール性、経済性を考慮すると直鎖状低密度ポリエチレン樹脂が好ましい。
【0073】
シーラント層(5)の厚さは、液体紙容器に充填する内容物の種類、内容量、保存期間、充填包装機械適性などにより適宜決定されるが、ヒートシール強度を考慮して40μmから70μmの範囲が好ましい。
【0074】
本発明の液体紙容器用積層体で使用される無機化合物蒸着層(33)の支持体であるポリエステルフィルム、ポリアミドフィルム、ポリプロピレンフィルムから選ばれる延伸プラスチックフィルム(20)と前記シーラント層(5)をラミネートする方式は、一般的なエキストルーダーラミネーション方式を使用することが好ましい。
【0075】
ドライラミネーションの場合、接着剤はウレタン系、変性ブタジエン系、アルキルチタネート系などを用いることができるが、接着性、耐寒性、柔軟性などが必要であるのでウレタン系が好ましく、必要に応じて接着剤促進剤などを添加して用いる。
【実施例】
【0076】
以下に本発明の具体的実施例について図面を参照して説明する。図1は本発明の液体紙容器用積層体のホットエアー加熱前後の部分断面模式図である。図2は液体紙容器の概観斜視説明図である。図3は液体紙容器のブランクの説明図である。図4は透明バリアフィルムの一例の部分断面説明図である。
【0077】
<実施例1>
厚さ12μmの透明な酸化珪素蒸着延伸ポリエステル(PET)フィルムにドライラミネート用接着剤を塗工し、その接着剤塗工面にエキストルーダー方式により直鎖低密度ポリエチレン(LLDPE)を厚さ60μmの厚さで押出し加工した。
その際のクーリングロールはマットロールを使って、LLDPE表面のRa(平均粗さ)を0.3μmとし、このときの60度光沢度は7.1%であった。
【0078】
さらに上記の透明な酸化珪素蒸着延伸ポリエステル(PET)フィルムの反対面に厚さ30μmのエチレン−メタクリル酸共重合体(EMAA)によりサンドラミ加工により、坪量400g/m2のSIE原紙(王子特殊紙製)とラミネートしてさらに原紙の反対面に厚さ20μmの低密度ポリエチレン(LDPE)樹脂をエキストルーダーにより押出し加工を行い本発明の液体紙容器用積層体を作成した。
【0079】
<比較例1>
厚さ12μmの透明な酸化珪素蒸着延伸ポリエステル(PET)フィルムとインフレーション法により製膜した厚さ60μmの直鎖低密度ポリエチレン(LLDPE)フィルムをドライラミネート用接着剤によりラミネートした。インフレーション法により製膜した上記フィルム表面のRa(平均粗さ)は0.08μm、60度光沢度は70%であった。
【0080】
さらに上記の透明な酸化珪素蒸着延伸ポリエステル(PET)フィルムの反対面に厚さ30μmのエチレン−メタクリル酸共重合体(EMAA)によりサンドラミ加工により、坪量400g/m2のSIE原紙(王子特殊紙製)とラミネートしてさらに原紙の反対面に厚さ20μmの低密度ポリエチレン(LDPE)樹脂をエキストルーダーにより押出し加工を行い液体紙容器用積層体を作成した。
【0081】
<比較例2>
金属光沢を有する厚さ12μmのアルミニウム蒸着延伸ポリエステル(PET)フィルムとインフレーション法により製膜した厚さ60μmの直鎖低密度ポリエチレン(LLDPE)フィルムをドライラミネート用接着剤によりラミネートした。インフレーション法により製膜した上記フィルム表面のRa(平均粗さ)は0.08μm、60度光沢度は70%であった。
【0082】
さらに上記のアルミニウム蒸着延伸ポリエステル(PET)フィルムの反対面に厚さ30μmのエチレン−メタクリル酸共重合体(EMAA)によりサンドラミ加工により、坪量400g/m2のSIE原紙(王子特殊紙製)とラミネートしてさらに原紙の反対面に厚さ20μmの低密度ポリエチレン(LDPE)樹脂をエキストルーダーにより押出し加工を行い液体紙容器用積層体を作成した。
【0083】
以上3種類の液体紙容器用積層体を用いて85mm角2000ml容量の液体紙容器用の所定のブランク形状に打ち抜き加工し、さらに、加熱融着によりスリーブ加工を行い、充填シール機でパック内面の積層体面に温度350℃のホットエアーを当てた時のヒートパターンを目視で確認した。
【0084】
実施例および比較例の比較評価の結果を表1に示す.
【0085】
【表1】

実施例1の場合は本発明の方法によれば、シール領域のシーラント層の表面粗さRaと60度表面光沢度はホットエアー加熱前でそれぞれ0.3μmと7.1%であり、加熱後でそれぞれ0.1μmと71.0%であった。この光沢度の差は目視でもすぐにはっきり判別出来たのでシーラント層の加熱溶融領域すなわちヒートパターンが即座に目視で確認できた。また、偏光板を通した目視確認の方法ではシーラント層背後にアルミニウム箔のような金属光沢の反射膜がないこの構成ではヒートパターンの確認は出来なかった。
【0086】
比較例1の場合は、シール領域のシーラント層の表面粗さRaと60度表面光沢度はホットエアー加熱前でそれぞれ0.08μmと70%であり、加熱後でそれぞれ0.07μmと71.0%であった。この光沢度の差では目視では判別出来なかったのでシーラント層の加熱溶融領域は確認できなかった。また、実施例1の場合と同様に、偏光板を通した目視確認の方法ではシーラント層背後にアルミニウム箔のような金属光沢の反射膜がないこの構成ではヒートパターンの確認は出来なかった。
【0087】
透明な蒸着延伸ポリエステルフィルムに代えて金属光沢を有するアルミニウム層を用いた比較例2の場合は、シール領域のシーラント層の表面粗さRaと60度表面光沢度はホットエアー加熱前でそれぞれ0.08μmと70%であり、加熱後でそれぞれ0.07μmと71.0%であった。この光沢度の差では目視では判別出来なかったのでシーラント
層の加熱溶融領域は偏光板を使用しないと確認できなかった。
【0088】
以上から、本発明の液体紙容器用積層体によれば、シール領域のシーラント層のホットエアー加熱前と加熱後の光沢度の差は目視でもすぐにはっきり判別出来、シーラント層の加熱溶融領域すなわちヒートパターンが即座に目視で確認できた。これによって、アルミニウム箔のような金属光沢を有する層を含まない、透明なバリア層を含む構成の液体用容器においてもホットエアー加熱によるシールの管理を本発明の加熱シール部の確認方法によって簡便に行える液体紙容器用積層体を提供することが出来た。
【図面の簡単な説明】
【0089】
【図1】液体紙容器のホットエアー加熱前後の部分断面模式図。(a)ホットエアー加熱前。(b)ホットエアー加熱後。
【図2】液体紙容器の概観斜視説明図。
【図3】液体紙容器のブランクの説明図。
【図4】透明バリアフィルムの一例の部分断面説明図。
【符号の説明】
【0090】
1…原紙
2…熱可塑性樹脂層
3…熱可塑性樹脂層
4…透明バリアフィルム
5…シーラント層
6…印刷インキ層
11…上板
11a…合掌貼板
12…二等辺三角板
12a…連結三角板
12b…連結合掌貼板
13…上板
13a…合掌貼板
14…二等辺三角板
14a…連結三角板
14b…連結合掌貼板
17…非溶融部
18…溶融部
20…延伸プラスチックフィルム
30…透明バリアフィルム
32…蒸着アンカー層
33…無機化合物蒸着層
34…ガスバリア性被膜層
41…前面板
42…側面板
43…後面板
44…側面板
45…熱接着片
A…筒状胴部形成板
B…底部成形板
T…頂部成形板
【技術分野】
【0001】
本発明は、飲料、調味料、洗剤、医薬品、工業薬品等の液体を収納するのに用いられる紙容器の製造方法に関し、特に製造時の熱融着工程においてシーラント層のホットエアー加熱時温度分布を簡便に確認出来る液体紙容器に関する。
【背景技術】
【0002】
紙容器は食品を中心に広く使われている容器である。なかでも液体を収納する紙容器はプラスチック容器に比べて、容器表面への直接印刷が容易であることやリサイクルシステムの整備が進んでいることなどから牛乳を初めとして飲料、調味料、洗剤、医薬品、工業薬品等を対象として広く用いられている。
【0003】
このような液体紙容器には容器内部に保存される内容物の性質や保存条件に応じて、たとえば図1の(a)に部分断面模式図で示すような、原紙の表面に熱可塑性樹脂層を介して印刷インキ層が、内面には熱可塑性樹脂層を介して透明バリアフィルムが、さらに最内面にはポリエチレン等の熱接着性樹脂層(シーラント層)の構成の積層体が使用されている。
【0004】
そして、この積層体を容器の形状に合わせて所定の形状に打ち抜き、同時に折曲げ用の罫線を入れたブランクとして成形して、このブランクを罫線に沿って折曲げ、組み立てて必要な部分を接着して紙容器が成形されている(特許文献1)。
【0005】
紙容器は、内容物使用後、簡単に折り畳むことができ、焼却可能なので、以前にもまして、広い範囲で使用されるようになっているが、内部からの液体の浸出や外部からの気体の透過を防止するために紙容器を構成する積層体にはバリア層をその構成の一部として含むことが一般的である。
【0006】
液体紙容器に要求される特性のひとつである上記の内容物保護性を付与するために従来から行われている手法としては、紙容器を構成する積層体のバリア層として、薄い(7μm程度の)アルミニウム箔を積層したものを用いる方法がある。
【0007】
既述のように紙容器は内容物使用後、簡単に折り畳むことができ、焼却可能なので廃棄が容易であるが、内容物保護のためにアルミニウム箔等の金属箔からなる層を含む構成の積層材料を用いていた場合、内容物を使用後廃棄し、焼却した場合に上記金属が塊として残り焼却炉を傷める場合が生じた。
【0008】
バリア層として、アルミニウム箔等の金属箔を使用しない構成として、近年、無機化合物の透明蒸着薄膜等のバリア性被膜をバリア層としてアルミニウム箔の代わりに用いることが多くなっている(特許文献2、3)。
【0009】
特に、ポリエチレンテレフタレート樹脂フィルム(PET)などの基材に酸化アルミニウムのような金属酸化物、或いは酸化珪素のような無機酸化物からなる蒸着物質を電子ビーム照射により、加熱蒸着させて蒸着した蒸着フィルムを積層した積層材料からなる紙容器は、従来のアルミニウム箔やアルミニウム単体金属をPETなどの基材に蒸着したアルミニウム蒸着フィルムを積層した積層材料からなる紙容器と異なり、金属物質でなく酸化物なので電子レンジでの内容物の加熱や内容物に異物として混入した金属片などの発見を可能にする金属探知機の使用ができるようになる。
【0010】
しかし、紙容器に使用されている積層材料から、アルミニウム箔等の金属箔に代えて、透明バリアフィルムとして、ガスバリア性を維持するための無機化合物蒸着プラスチックフィルムを介在させた積層体からなるブランクスを用いて、同様に容器を成形した場合には製造工程の管理において以下のような問題点があることが判明した。
【0011】
前記のように、液体紙容器は充填機でトップ部分およびボトム部分をホットエアで加熱し最内層のポリエチレン等のシーラント層を融解させてから加圧して密封するが、このホットエアによる加熱状態を管理するために加熱部分を加圧前に取り出して溶融状態(ヒートパターン)の確認を日常的に行っている。
【0012】
アルミニウム箔の表面の透明なシーラント層のヒートパターンは、アルミニウム箔の金属光沢による反射があるために、加熱部分を偏光板を通して見ることで容易に確認することが出来たが、このような反射のない無機化合物蒸着フィルムのようなバリア層表面のヒートパターンはこのような方法では確認が出来ない。
【特許文献1】特開平7−223627号公報
【特許文献2】特開2004−250025号公報
【特許文献3】特開2005−239230号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は係る従来技術の問題点に鑑みてなされたものであり、充填機でトップ部分およびボトム部分をホットエアーで加熱し最内層シーラントを融解させてから加圧し、密封する、積層体のシール時において、加熱部分を加圧前に取り出して温度分布(ヒートパターン)を目視で確認を行うことが出来る液体紙容器用積層体の提供が課題である。
【課題を解決するための手段】
【0014】
本発明は上記の課題を解決するためになされたものであって、請求項1の発明は、紙基材の外層側に熱可塑性樹脂層と、前記紙基材の内層側に透明バリア層と熱溶融性樹脂からなるシーラント層を積層してなる液体紙容器用積層体であり、前記シーラント層の加熱部分が平均粗さ(Ra)0.01〜0.5μm、かつJIS−K7105に規定する60度光沢度が50〜90%であることを特徴とする液体紙容器用積層体である。
【0015】
本発明の請求項2の発明は、前記シーラント層の加熱前の加熱シール部分が平均粗さ(Ra)0.15〜1.0μm、かつJIS−K7105に規定する60度光沢度が3〜30%であることを特徴とする請求項1に記載の液体紙容器用積層体である。
【0016】
本発明の請求項3の発明は、前記シーラント層の加熱シール部分の加熱前と加熱シール後の平均粗さ(Ra)の差が0.10μm以上、かつJIS−K7105に規定する60度光沢度の差が20%以上であることを特徴とする請求項1または2に記載の液体紙容器用積層体である。
【0017】
本発明の請求項4の発明は、前記紙基材の坪量が150g/m2以上であり、酸素バリア性及び水蒸気バリア性を有する前記透明バリア層が熱可塑性樹脂を介して積層してなることを特徴とする請求項1に記載の液体紙容器用積層体である。
【0018】
本発明の請求項5の発明は、前記透明バリア層がポリエステル系フィルム、ポリアミド系フィルム、ポリプロピレン系フィルム、ナイロン系フィルムの延伸フィルム、またはこれらに金属酸化物蒸着層を形成してなることを特徴とする請求項4に記載の液体紙容器用積層体である。
【0019】
本発明の請求項6の発明は、請求項1乃至5のいずれかに記載の液体紙容器用積層体から、前面板と後面板と左右側面板と熱接着片とがそれぞれ折罫を介して連接された筒状胴部形成板と、該筒状胴部形成板の上端に連接された頂部成形板と、前記筒状胴部形成板の下部に連接された底部を形成するための底部成形板とを形成してなることを特徴とする液体紙容器用ブランクである。
【0020】
本発明の請求項7の発明は、請求項6に記載の液体紙容器用ブランクの前記熱接着片と側面板との加熱シール部で熱接着して筒状に形成し、次いで底面及び頂部の加熱シール部で熱接着することにより作成してなることを特徴とする液体紙容器である。
【0021】
本発明の請求項8の発明は、紙基材の外層側に熱可塑性樹脂層と、前記紙基材の内層側に透明バリア層と熱溶融性樹脂からなるシーラント層を積層してなる液体紙容器用積層体からなる液体紙容器の前記シーラント層の加熱シール部の光沢度の増加を検出することにより、前記加熱シール部が熱接着してなることを確認することを特徴とする加熱シール部の確認方法である。
【発明の効果】
【0022】
本発明の液体紙容器用積層体は、紙基材の外層側に熱可塑性樹脂層と、前記紙基材の内層側に透明バリア層と熱溶融性樹脂からなるシーラント層を積層してなる液体紙容器用積層体であり、前記シーラント層の加熱部分が平均粗さ(Ra)0.01〜0.5μm、かつJIS−K7105に規定する60度光沢度が50〜90%であることによって、液体紙容器用積層体の加熱時の温度分布(ヒートパターン)の確認を簡単な方法特に目視による光沢変化で行うことを可能にした。
【0023】
このことによって、従来アルミニウム箔をバリア層として用いていた場合に偏光板を通してヒートパターンの確認を目視で行っていたのに比べてより簡単な方法で偏光板等を用いることなく、金属光沢のない透明バリアフィルムの場合も含めてシーラント層のホットエアーによる加熱溶融状態を頻繁に管理することが出来るようになり、シーラントの融解不足によるヒートシール不良を低減する効果が期待される。
【0024】
本発明の請求項2に係る液体紙容器用積層体は、シーラント層の加熱前の加熱シール部分が平均粗さ(Ra)0.15〜1.0μm、かつJIS−K7105に規定する60度光沢度が3〜30%であることにより、シーラント層の溶融による粗さの減少が光沢の上昇が加熱前に比べて確認することが容易であり、さらに、本発明の請求項3に係る液体紙容器用積層体は、シーラント層の加熱シール部分の加熱前と加熱シール後の平均粗さ(Ra)の差が0.10μm以上、かつJIS−K7105に規定する60度光沢度の差が20%以上であることにより、60度光沢度の差が、機器による計測を行わなくても目視で判断できる20%以上であることから、シーラント層の溶融状態の指標となる60度光沢度の測定を行わなくてもヒートパターンの確認を目視で簡単に行う検査が可能である。
【0025】
本発明の請求項4に係る液体紙容器用積層体は、紙基材の坪量が150g/m2以上であり、酸素バリア性及び水蒸気バリア性を有する前記透明バリア層が熱可塑性樹脂を介して積層してなることによって容器として必要な形状保持性を有しながら、透明バリア層によるバリア性も備えた液体紙容器用積層体である。にもかかわらず、従来アルミニウム箔をバリア層として用いていた場合に偏光板を通してヒートパターンの確認を目視で行っていたのに比べてより簡単な方法で偏光板等を用いることなく。金属光沢のない透明バリアフィルムの場合も含めてシーラント層の加熱溶融状態を簡単に管理することが出来るようになった。
【0026】
本発明の請求項5に係る液体紙容器用積層体は、前記透明バリア層がポリエステル系フィルム、ポリアミド系フィルム、ポリプロピレン系フィルム、ナイロン系フィルムの延伸フィルム、またはこれらに金属酸化物蒸着層を形成してなることによって、本来バリア性の優れた延伸プラスチックフィルムに珪素、アルミニウム等の酸化物を層構成に含むことで積層体の高いバリア性が発揮できる。このことによって液体紙容器の長期にわたる優れた内容物保存性を実現している。
【0027】
本発明の請求項6に係る液体紙容器用ブランクは、積層体から、前面板と後面板と左右側面板と熱接着片とがそれぞれ折罫を介して連接された筒状胴部形成板と、該筒状胴部形成板の上端に連接された頂部成形板と、前記筒状胴部形成板の下部に連接された底部を形成するための底部成形板とを形成してなるブランクであるので、熱接着片と側面板との加熱シール部で熱接着して筒状に形成し、次いで底面及び頂部の加熱シール部で熱接着することにより請求項7に係る液体紙容器用を作成することが出来る。
【0028】
本発明の請求項8の確認方法によれば、紙基材の外層側に熱可塑性樹脂層と、前記紙基材の内層側に透明バリア層と熱溶融性樹脂からなるシーラント層を積層してなる液体紙容器用積層体のシーラント層の加熱シール部の光沢度の増加を検出することにより、加熱シール部が熱接着してなることを簡単に目視で確認することが出来る。
【発明を実施するための最良の形態】
【0029】
本発明の液体紙容器用積層体の一実施形態を図面に基づいて説明する。
【0030】
図1は液体紙容器用積層体のホットエアー加熱前後の部分断面模式図である。図2は液体紙容器の一例を示す斜視説明図である。また、図3は液体紙容器のブランクの説明図である。図4は透明バリアフィルムの一例の部分断面説明図である。
【0031】
液体紙容器の製造工程は、通常、基材作成、印刷、罫線加工、打ち抜き、貼り、内容物充填、封止の順序が代表的であるが、ここでは本発明の理解に必要な部分を主に説明する。
【0032】
液体紙容器用積層体から、一例としてゲーベルトップ型の容器の製造方法の概略を示すと、例えば、図2と図3に示すように、前面板(41),後面板(43)、左右側面板(42),(44)、及び側面板(44)に連設されて前面板(41)側端部に貼着され、互いに前面板(41),側面板(44)を連結して筒状胴部とする加熱シール部(45)がそれぞれ折罫を介して連接された筒状胴部形成板(A)と、該筒状胴部形成板(A)の上端に連接された頂部成形板(T)と、前記筒状胴部形成板(A)の下端に連接された底部を形成するための底部成形板(B)とを備えた液体紙容器用のブランクから製造され、図2に示すように底部成形板(B)をフラットな形状に折り込んで加熱シール部を加熱シールにより密封した後に液体内容物が充填される。
【0033】
上記ゲーベルトップ型の頂部成形板(T)は、図3に示すように、筒状胴部の一方の対向する前面板(41),後面板(43)の上部に連設した上板(11),上板(13)と、該上板(11),(13)のそれぞれ上側に連設した合掌貼板(11a),(13a)と、筒状胴部の他方の対向する側面板(42),(44)上部に連設した折込み用の二等辺三角板(12),(14)(それぞれ頂角が直角よりもやや鋭角)と、該三角板(12)のそれぞれ二等辺上側に連設した連結三角板(12a)と、前記三角板(14)のそれぞれ二等辺上側に連設した連結三角板(14a)と、各々連結三角板上側に連設した連結合掌貼板(12b)と、連結合掌貼板(14b)とを備える。
【0034】
上記図2に示す液体紙容器は液体内容物を充填した後において、頂部成形板(T)を加
熱シールして密封する場合は、まず前記二等辺三角板(12),(14)を、互いに内側に折込むことにより、前記上板(11)と上板(13)とを互いに傾斜屋根型にして付合わせ、その時に付合わせにより互いに垂直に立設重合せする、予めホットエアー加熱等による加熱処理により、重合せ内面のシーラント樹脂を加熱溶融した前記合掌貼板(11a)と(13a)及び内側に折り込んだ連結合掌貼板(12b),(12b)と連結合掌貼板(14b),(14b)との加熱シール部を、その重合せ両側より互いに対向して圧接・離間動作可能な一対の加圧ブロック板により構成されたシールジョーを用いて加圧して熱融着することにより、頂部成形板部(T)を密封シールして、ゲーベルトップ型(傾斜屋根型)の液体紙容器を製造する。
【0035】
本発明の液体紙容器用積層体からブランク作成、液体紙容器の作成までの手順は以下のようである。
【0036】
図1に示す透明なバリアフィルム(4)にドライラミネート用接着剤(図示せず)を塗工し、その接着剤塗工面にエキストルーダー方式により直鎖低密度ポリエチレン(LLDPE)を押出し加工してシーラント層(5)を形成する。その際クーリングロールにマット(セミマット)ロールを使って、シーラント層(5)表面の平均粗さ(Ra)を0.15〜1.0μmとし、60度光沢度が3%〜30%になるように形成する。
【0037】
さらに上記のバリアフィルム(4)の反対面に熱可塑性樹脂層(3)を介して、原紙(1)とラミネートしてさらに原紙の反対面に熱可塑性樹脂層(2)をエキストルーダーにより押出し加工を行い、必要であればコロナ処理等の表面処理(図示せず)を施した上で印刷インキ層(6)を印刷して積層体を作成する。
【0038】
さらに印刷柄に合わせた罫線加工を行い、ブランク形状に打ち抜き加工(図3)し、加熱融着によりスリーブ加工を行い、ボトムシール(図2B)、内容物充填、トップシール(図2T)を経て液体紙容器による包装体とする。
【0039】
上記の積層体の加熱融着に当たっては、シーラント層(5)の表面のシール予定領域(シール領域)に温度150℃〜350℃のホットエアーを1秒〜2秒間吹き付けてシーラント層を溶融してから圧着する方法がとられる。
【0040】
以下、シーラント層の溶融について図1を参照して説明する。
【0041】
図1は本発明の液体紙容器用積層体の一例のホットエアー加熱前後の部分断面模式図であり、(a)はホットエアー加熱前の状態を、(b)はホットエアー加熱後の状態を示す。
【0042】
図1(a)で示したシーラント層(5)の表面は押し出し加工時のクーリングロールに用いたマットロールによって賦型されたマット状を呈しており、ホットエアーによりシール領域が加熱された後のシーラント層(5)の表面は図1(b)に示すように非加熱領域(17)は変化が見られないが、シール領域に相当する加熱領域(18)ではミラー状に変化している。
【0043】
この加熱領域と非加熱領域のシーラント層表面の光沢差すなわち加熱されて溶融している部分は他の部分に比べて光沢が増加していることを目視で素早く判断することによってヒートパターンを確認し、シールが確実に行われていることを判定することが出来る液体紙容器用積層体を提供するのが本発明の目的である。
【0044】
目視による光沢比較によって加熱溶融を判定するための条件について検討した結果、L
LDPE等の通常の透明なシーラントにおいてはホットエアーによる加熱で溶融したと判断できるミラー表面の平均粗さ(Ra)は0.01〜0.5μm、かつJIS−K7105に規定する60度光沢度が50〜90%であり、加熱前のマット表面との光沢度の差が20%以上あれば機器計測によらず目視で差の判断が可能であることを見出した。
【0045】
このためには、加熱前のシーラント層表面のJIS−K7105に規定する60度光沢度は3〜30%、平均粗さ(Ra)は0.15〜1.0μmであればよく、そのために必要なクーリングロール表面のRa(平均粗さ)は概ね0.15μm以上であればよい。シーラント層の製膜方法はクーリングロールの表面粗さを調整することによって表面光沢を制御できる押し出しによるエキストルーダー方式が好ましい。
【0046】
本発明の紙容器用積層体の熱可塑性樹脂層(2)に用いる樹脂としては、押出しラミネーション(エキストルージョンラミネーション)装置で溶融押出しが容易にできヒートシール性があれば、特に種類は制約されるものではない。
【0047】
例えば、低密度ポリエチレン樹脂(LDPE)、中密度ポリエチレン樹脂(MDPE)、高密度ポリエチレン樹脂(HDPE)、ポリプロピレン樹脂(PP)などを使用することができるがヒートシール性を考慮して低密度ポリエチレン樹脂(LDPE)または直鎖線状低密度ポリエチレン樹脂(LLDPE)が好ましい。
【0048】
熱可塑性樹脂層(2)は、上記の樹脂を通常の押出し加工により原紙(1)の表面にコートすることによって形成する。また、印刷時のインキの密着性を向上させるために押出し面にコロナ処理を行ってから印刷することが通常である。
【0049】
前記熱可塑性樹脂層(2)の厚みは、紙容器に充填する内容物の種類、内容量、保存期間、充填包装機械適性などにより適宜決定されるが、ラミネート強度面を考慮して20μmから40μmの範囲が好ましい。
【0050】
本発明の液体紙容器用積層体の原紙(1)としては、容器の形状を保つ機能(容器保型性)があり、且つ包装材料として要求される性質である保護性(引張り強度、破裂強さなどの力学的強さ)、作業性(包装機械適性など)、商品性(隠蔽性、印刷適性など)、経済性(価格、輸送保管性など)、安全・衛生性(無毒、易廃棄性など)が満足されれば特に紙の種類に制約はなく通常のクラフト紙(晒、未晒)を使用することが出来る。
【0051】
原紙(1)の原料としては、例えば、木材繊維(化学パルプ、機械パルプ)古紙パルプなどが必要に応じて使用される。木材繊維のうち化学パルプとしては、木材チップ蒸解時に苛性ソーダと硫化ナトリウムを使用するクラフトパルプや、亜硫酸と亜硫酸水素塩を使用する亜硫酸パルプなどが挙げられる。これらのパルプは未晒品でも、漂白処理を施したものでもよい。
【0052】
機械パルプとしては、丸太をグラインダーで磨砕して得られるグラウンドウッドパルプ(GP)、製材工場の廃材をリファイナーで磨砕(リファイニング)して得られるリファイナーグラウンドウッドパルプ(RGP)、木材チップを加熱、リファイニング処理して得られるサーモメカニカルパルプ(TMP)などが挙げられる。なおTMPとしては、木材チップを化学処理した後に加圧下でリファイニングするC−TMP、さらに漂白処理を施したBC−TMP等も含むものとする。また、こうした木材繊維パルプのうち、マツ、カラマツ、スギ、モミ、ヒノキ等の針葉樹から得られる繊維長の長いパルプは紙シートの延伸性、強度を向上させるために好適に使用される。
【0053】
また、古紙パルプとしては、段ボール古紙、雑誌古紙などが挙げられるが、特に段ボー
ル古紙は紙シートの延伸性、強度を向上させることができ、好適に用いられる。
【0054】
本発明で使用される原紙を抄造するために添加する製紙用薬品としては、通常の抄紙で用いられるのと同様のサイズ剤、紙力増強剤、歩留まり向上剤等を必要に応じて使用することができる。例えばサイズ剤としてはアルキルケテンダイマー、スチレンアクリル樹脂、ロジン等の内添サイズ剤が使用される。
【0055】
また、紙力増強剤、歩留まり向上剤としてはポリアクリルアミド系樹脂、ポリアミドエピクロルヒドリン樹脂、ポリエチレンイミン及びその誘導体、ポリエチレンオキサイド、ポリアミン、ポリアミド、ポリアミドポリアミン及びその誘導体、カチオン性及び両性デンプン、酸化デンプン、カルボキシメチル化デンプン、植物ガム、ポリビニルアルコール等の有機系化合物、及び硫酸バンド、アルミナゾル、コロイダルシリカ、ベントナイト等の無機系化合物等を適宜組み合わせて使用することができる。
【0056】
また、抄造時に填料を添加することができる。填料としてはタルク、カオリン、焼成カオリン、クレー、ケイソウ土、重質炭酸カルシウム、炭酸マグネシウム、水酸化アルミニウム、二酸化チタン、硫酸マグネシウム、シリカ、アルミノ珪酸塩、ベントナイト等の鉱物質填料や、ポリスチレン粒子、尿素ホルマリン樹脂粒子等の有機合成填料等を適宜選択して使用することができる。また、これらを任意に併用して使用してもよい。
【0057】
さらに、染料、pH調整剤、スライムコントロール剤、消泡剤、粘剤等の抄紙用添加助剤も用途に応じて適宜使用できる。本発明の抄紙時pHは酸性抄紙である4.5付近から中性抄紙の6〜8程度の間で必要に応じて任意に選択することが可能である。
【0058】
原紙(1)の厚さは、紙容器に充填する内容物の種類、内容量、保存期間、充填包装機械適性などにより適宜決定されるが、容器成形の工程での加工適性(コシ、折り曲げ性)等も考慮すると、150g/m2以上必要で200g/m2 から400g/m2の範囲が好ましい。
【0059】
本発明の液体紙容器用積層体で使用されるインキ層(6)を形成する印刷インキは、インキに色彩を与える染料や顔料からなる色材と該色材を微細な粒子に分散・保持しつつ、被印刷体に固着させる樹脂と該樹脂を安定して溶解し顔料の分散性、インキの流動性を保持し、かつ印刷の版からインキの適正量を転移できる溶剤とから構成されるビヒクル、更に色材の分散性、発色性向上や沈殿防止、流動性の改良を目的に界面活性剤などからなる助剤から形成されている通常のインキが使用出来る。
【0060】
インキ層(6)の印刷方式はフレキソ印刷方式、オフセット印刷方式、グラビア印刷方式等の周知の印刷方式を用いることが出来る。
【0061】
本発明の液体紙容器用積層体の透明バリアフィルム(4)と原紙(1)との接着を行う熱可塑性樹脂層(3)の材質としてはエチレン−メタクリル酸共重合体、ポリエチレン樹脂、環状ポリオレフィン樹脂、アイオノマー樹脂、ポリプロピレン樹脂等が挙げられる。特に好ましいのはシングルサイト系触媒により重合された直鎖状低密度ポリエチレン樹脂(LLDPE)である。
【0062】
シングルサイト系触媒により重合された直鎖状低密度ポリエチレン樹脂は、シングルサイト系触媒の特徴を生かして、従来の直鎖状低密度ポリエチレン樹脂に比較して高強度、高透明、低温ヒートシール性、強靭性を有している。ポリエチレンテレフタレート樹脂フィルム(PET)との接着性が優れているので該熱可塑性樹脂層(3)下面のバリア層である酸化アルミニウムのような金属酸化物や酸化珪素のような無機酸化物を蒸着した蒸着ポリエチレンテレフタレート樹脂フィルム(PET)面とも強固に接着する。
【0063】
熱可塑性樹脂層(3)にシングルサイト系触媒により重合された直鎖状低密度ポリエチレン樹脂(LLDPE)を使用することにより、ポリエチレンテレフタレート樹脂フィルム(PET)面との接着強度が増大し、同時に力学的強度も増大するので液体紙容器の成形をする際に屈曲部など応力が集中する部分のバリア層に発生するクラックを防止することができる。熱可塑性樹脂層(3)の厚さとしては15μmから50μmが好ましい。厚さが15μm未満だと十分な接着強度が得られず、51m以上だと経済的でない。本発明で使用される透明バリアフィルム(4)と原紙(1)との十分な接着強度を確保するために透明バリアフィルム(4)側にアンカーコートやコロナ処理をおこなっても構わない。
【0064】
本発明の液体紙容器用積層体で使用される透明バリアフィルム(4)は、図4に示すように、ポリエステル、ポリアミド、ポリプロピレン、ナイロン等の延伸フィルム(20)にたとえば酸化珪素または酸化アルミニウム等の無機化合物(33)を蒸着加工したものを用いる。
【0065】
無機化合物(33)の蒸着膜厚は5〜300nmの範囲内であることが望ましく、その値は適宜選択される。ただし、膜厚が5nm未満であると延伸フィルムの全面に均一な薄膜が形成されないことがあり、ガスバリア性の機能を十分に果たすことができない場合がある。また、膜厚が300nmを超えた場合は蒸着膜にフレキシビリティを保持させることができず、成膜後に折り曲げ、引っ張りなどの外的要因により、蒸着膜に亀裂を生じる恐れがあるため良くない。
【0066】
無機化合物蒸着層(33)の積層方法は、通常の真空蒸着法により形成することができ、真空蒸着法による真空蒸着装置の加熱手段としては電子線加熱方式や抵抗加熱方式、誘導加熱方式等が好ましく、二軸延伸プラスチックフィルムとの密着性を向上させるために、プラズマアシスト法やイオンビームアシスト法を用いることも可能である。また、無機化合物蒸着層(33)の透明性を上げるために蒸着の際、酸素ガスなど吹き込んだりする反応蒸着を行っても一向に構わない。
【0067】
無機化合物蒸着層(33)に加えてさらにガスバリア性被膜層(34)を積層した透明バリアフィルムの層構成が本発明の効果をさらに高めるために有効である。このガスバリア性被膜層について図4を参照しながら説明する。
【0068】
ガスバリア性被膜層(34)は、さらに高いガスバリア性を付与するためと無機化合物蒸着層(33)を保護する為に積層するものであり、水溶性高分子と、(a)1種以上の金属アルコキシド及び加水分解物または(b)塩化錫の少なくとも一方を含む水溶液あるいは水/アルコール混合溶液を主剤とするコーティング剤を塗布して形成する。水溶性高分子と塩化錫を水系(水あるいは水/アルコール混合)溶媒で溶解させた溶液、あるいはこれに金属アルコキシドを直接または予め加水分解させるなど処理を行ったものを混合した溶液を無機化合物蒸着層(33)上にコーティング、加熱乾燥し形成したものである。
【0069】
前記ガスバリア性被膜層(34)に用いられる水溶性高分子は、ポリビニルアルコール、ポリビニルピロリドン、デンプン、メチルセルロース、カルボキシメチルセルロース、アルギン酸ナトリウム等が挙げられる。特にポリビニルアルコール(以下、PVAとする)を用いた場合にガスバリア性が最も優れる。ここでいうPVAは、一般にポリ酢酸ビニルを鹸化して得られるもので、酢酸基が数十%残存している、いわゆる部分鹸化PVAから酢酸基が数%しか残存していない完全鹸化PVAまでを含み、特に限定されない。
【0070】
また、前記塩化錫は塩化第一錫(SnCl2)、塩化第二錫(SnCl4)あるいはこれ
らの混合物であっても良く、無水物でも水和物でも良い。さらに、前記金属アルコキシドはテトラエトキシシラン又はトリイソプロポキシアルミニウムあるいはそれらの混合物が好ましい。
【0071】
前記ガスバリア性被膜層(34)の積層方法は、通常用いられるディッピング法、ロールコーティング法、スクリーン印刷法、スプレー法などの公知の手段を用いることができる。乾燥後の被膜厚さが0.01μm以上あればよいが、厚さが50μmを超えると膜にクラックが生じ易くなるため、0.01〜50μmの範囲が好ましい。また、透明バリアフィルムの酸素バリア性としては透過度で20ml/m2・day・MPa以下、水蒸気バリア性は透過度で2g/m2・day以下のものが望ましい。
【0072】
本発明の液体紙容器用積層体で使用されるシーラント層(5)は低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、ポリプロピレン樹脂、アイオノマー樹脂、エチレン−酢酸ビニル共重合体樹脂、エチレン−酢酸ビニルアルコール共重合体樹脂、ポリエステル樹脂、ポリ乳酸樹脂等を使用することができるがヒートシール性、経済性を考慮すると直鎖状低密度ポリエチレン樹脂が好ましい。
【0073】
シーラント層(5)の厚さは、液体紙容器に充填する内容物の種類、内容量、保存期間、充填包装機械適性などにより適宜決定されるが、ヒートシール強度を考慮して40μmから70μmの範囲が好ましい。
【0074】
本発明の液体紙容器用積層体で使用される無機化合物蒸着層(33)の支持体であるポリエステルフィルム、ポリアミドフィルム、ポリプロピレンフィルムから選ばれる延伸プラスチックフィルム(20)と前記シーラント層(5)をラミネートする方式は、一般的なエキストルーダーラミネーション方式を使用することが好ましい。
【0075】
ドライラミネーションの場合、接着剤はウレタン系、変性ブタジエン系、アルキルチタネート系などを用いることができるが、接着性、耐寒性、柔軟性などが必要であるのでウレタン系が好ましく、必要に応じて接着剤促進剤などを添加して用いる。
【実施例】
【0076】
以下に本発明の具体的実施例について図面を参照して説明する。図1は本発明の液体紙容器用積層体のホットエアー加熱前後の部分断面模式図である。図2は液体紙容器の概観斜視説明図である。図3は液体紙容器のブランクの説明図である。図4は透明バリアフィルムの一例の部分断面説明図である。
【0077】
<実施例1>
厚さ12μmの透明な酸化珪素蒸着延伸ポリエステル(PET)フィルムにドライラミネート用接着剤を塗工し、その接着剤塗工面にエキストルーダー方式により直鎖低密度ポリエチレン(LLDPE)を厚さ60μmの厚さで押出し加工した。
その際のクーリングロールはマットロールを使って、LLDPE表面のRa(平均粗さ)を0.3μmとし、このときの60度光沢度は7.1%であった。
【0078】
さらに上記の透明な酸化珪素蒸着延伸ポリエステル(PET)フィルムの反対面に厚さ30μmのエチレン−メタクリル酸共重合体(EMAA)によりサンドラミ加工により、坪量400g/m2のSIE原紙(王子特殊紙製)とラミネートしてさらに原紙の反対面に厚さ20μmの低密度ポリエチレン(LDPE)樹脂をエキストルーダーにより押出し加工を行い本発明の液体紙容器用積層体を作成した。
【0079】
<比較例1>
厚さ12μmの透明な酸化珪素蒸着延伸ポリエステル(PET)フィルムとインフレーション法により製膜した厚さ60μmの直鎖低密度ポリエチレン(LLDPE)フィルムをドライラミネート用接着剤によりラミネートした。インフレーション法により製膜した上記フィルム表面のRa(平均粗さ)は0.08μm、60度光沢度は70%であった。
【0080】
さらに上記の透明な酸化珪素蒸着延伸ポリエステル(PET)フィルムの反対面に厚さ30μmのエチレン−メタクリル酸共重合体(EMAA)によりサンドラミ加工により、坪量400g/m2のSIE原紙(王子特殊紙製)とラミネートしてさらに原紙の反対面に厚さ20μmの低密度ポリエチレン(LDPE)樹脂をエキストルーダーにより押出し加工を行い液体紙容器用積層体を作成した。
【0081】
<比較例2>
金属光沢を有する厚さ12μmのアルミニウム蒸着延伸ポリエステル(PET)フィルムとインフレーション法により製膜した厚さ60μmの直鎖低密度ポリエチレン(LLDPE)フィルムをドライラミネート用接着剤によりラミネートした。インフレーション法により製膜した上記フィルム表面のRa(平均粗さ)は0.08μm、60度光沢度は70%であった。
【0082】
さらに上記のアルミニウム蒸着延伸ポリエステル(PET)フィルムの反対面に厚さ30μmのエチレン−メタクリル酸共重合体(EMAA)によりサンドラミ加工により、坪量400g/m2のSIE原紙(王子特殊紙製)とラミネートしてさらに原紙の反対面に厚さ20μmの低密度ポリエチレン(LDPE)樹脂をエキストルーダーにより押出し加工を行い液体紙容器用積層体を作成した。
【0083】
以上3種類の液体紙容器用積層体を用いて85mm角2000ml容量の液体紙容器用の所定のブランク形状に打ち抜き加工し、さらに、加熱融着によりスリーブ加工を行い、充填シール機でパック内面の積層体面に温度350℃のホットエアーを当てた時のヒートパターンを目視で確認した。
【0084】
実施例および比較例の比較評価の結果を表1に示す.
【0085】
【表1】
実施例1の場合は本発明の方法によれば、シール領域のシーラント層の表面粗さRaと60度表面光沢度はホットエアー加熱前でそれぞれ0.3μmと7.1%であり、加熱後でそれぞれ0.1μmと71.0%であった。この光沢度の差は目視でもすぐにはっきり判別出来たのでシーラント層の加熱溶融領域すなわちヒートパターンが即座に目視で確認できた。また、偏光板を通した目視確認の方法ではシーラント層背後にアルミニウム箔のような金属光沢の反射膜がないこの構成ではヒートパターンの確認は出来なかった。
【0086】
比較例1の場合は、シール領域のシーラント層の表面粗さRaと60度表面光沢度はホットエアー加熱前でそれぞれ0.08μmと70%であり、加熱後でそれぞれ0.07μmと71.0%であった。この光沢度の差では目視では判別出来なかったのでシーラント層の加熱溶融領域は確認できなかった。また、実施例1の場合と同様に、偏光板を通した目視確認の方法ではシーラント層背後にアルミニウム箔のような金属光沢の反射膜がないこの構成ではヒートパターンの確認は出来なかった。
【0087】
透明な蒸着延伸ポリエステルフィルムに代えて金属光沢を有するアルミニウム層を用いた比較例2の場合は、シール領域のシーラント層の表面粗さRaと60度表面光沢度はホットエアー加熱前でそれぞれ0.08μmと70%であり、加熱後でそれぞれ0.07μmと71.0%であった。この光沢度の差では目視では判別出来なかったのでシーラント
層の加熱溶融領域は偏光板を使用しないと確認できなかった。
【0088】
以上から、本発明の液体紙容器用積層体によれば、シール領域のシーラント層のホットエアー加熱前と加熱後の光沢度の差は目視でもすぐにはっきり判別出来、シーラント層の加熱溶融領域すなわちヒートパターンが即座に目視で確認できた。これによって、アルミニウム箔のような金属光沢を有する層を含まない、透明なバリア層を含む構成の液体用容器においてもホットエアー加熱によるシールの管理を本発明の加熱シール部の確認方法によって簡便に行える液体紙容器用積層体を提供することが出来た。
【図面の簡単な説明】
【0089】
【図1】液体紙容器のホットエアー加熱前後の部分断面模式図。(a)ホットエアー加熱前。(b)ホットエアー加熱後。
【図2】液体紙容器の概観斜視説明図。
【図3】液体紙容器のブランクの説明図。
【図4】透明バリアフィルムの一例の部分断面説明図。
【符号の説明】
【0090】
1…原紙
2…熱可塑性樹脂層
3…熱可塑性樹脂層
4…透明バリアフィルム
5…シーラント層
6…印刷インキ層
11…上板
11a…合掌貼板
12…二等辺三角板
12a…連結三角板
12b…連結合掌貼板
13…上板
13a…合掌貼板
14…二等辺三角板
14a…連結三角板
14b…連結合掌貼板
17…非溶融部
18…溶融部
20…延伸プラスチックフィルム
30…透明バリアフィルム
32…蒸着アンカー層
33…無機化合物蒸着層
34…ガスバリア性被膜層
41…前面板
42…側面板
43…後面板
44…側面板
45…熱接着片
A…筒状胴部形成板
B…底部成形板
T…頂部成形板
【特許請求の範囲】
【請求項1】
紙基材の外層側に熱可塑性樹脂層と、前記紙基材の内層側に透明バリア層と熱溶融性樹脂からなるシーラント層を積層してなる液体紙容器用積層体であり、前記シーラント層の加熱部分が平均粗さ(Ra)0.01〜0.5μm、かつJIS−K7105に規定する60度光沢度が50〜90%であることを特徴とする液体紙容器用積層体。
【請求項2】
前記シーラント層の加熱前の加熱シール部分が平均粗さ(Ra)0.15〜1.0μm、かつJIS−K7105に規定する60度光沢度が3〜30%であることを特徴とする請求項1に記載の液体紙容器用積層体。
【請求項3】
前記シーラント層の加熱シール部分の加熱前と加熱シール後の平均粗さ(Ra)の差が0.10μm以上、かつJIS−K7105に規定する60度光沢度の差が20%以上であることを特徴とする請求項1または2に記載の液体紙容器用積層体。
【請求項4】
前記紙基材の坪量が150g/m2以上であり、酸素バリア性及び水蒸気バリア性を有する前記透明バリア層が熱可塑性樹脂を介して積層してなることを特徴とする請求項1に記載の液体紙容器用積層体。
【請求項5】
前記透明バリア層がポリエステル系フィルム、ポリアミド系フィルム、ポリプロピレン系フィルム、ナイロン系フィルムの延伸フィルム、またはこれらに金属酸化物蒸着層を形成してなることを特徴とする請求項4に記載の液体紙容器用積層体。
【請求項6】
請求項1乃至5のいずれかに記載の液体紙容器用積層体から、前面板と後面板と左右側面板と熱接着片とがそれぞれ折罫を介して連接された筒状胴部形成板と、該筒状胴部形成板の上端に連接された頂部成形板と、前記筒状胴部形成板の下部に連接された底部を形成するための底部成形板とを形成してなることを特徴とする液体紙容器用ブランク。
【請求項7】
請求項6に記載の液体紙容器用ブランクの前記熱接着片と側面板との加熱シール部で熱接着して筒状に形成し、次いで底面及び頂部の加熱シール部で熱接着することにより作成してなることを特徴とする液体紙容器。
【請求項8】
紙基材の外層側に熱可塑性樹脂層と、前記紙基材の内層側に透明バリア層と熱溶融性樹脂からなるシーラント層を積層してなる液体紙容器用積層体からなる液体紙容器の前記シーラント層の加熱シール部の光沢度の増加を検出することにより、前記加熱シール部が熱接着してなることを確認することを特徴とする加熱シール部の確認方法。
【請求項1】
紙基材の外層側に熱可塑性樹脂層と、前記紙基材の内層側に透明バリア層と熱溶融性樹脂からなるシーラント層を積層してなる液体紙容器用積層体であり、前記シーラント層の加熱部分が平均粗さ(Ra)0.01〜0.5μm、かつJIS−K7105に規定する60度光沢度が50〜90%であることを特徴とする液体紙容器用積層体。
【請求項2】
前記シーラント層の加熱前の加熱シール部分が平均粗さ(Ra)0.15〜1.0μm、かつJIS−K7105に規定する60度光沢度が3〜30%であることを特徴とする請求項1に記載の液体紙容器用積層体。
【請求項3】
前記シーラント層の加熱シール部分の加熱前と加熱シール後の平均粗さ(Ra)の差が0.10μm以上、かつJIS−K7105に規定する60度光沢度の差が20%以上であることを特徴とする請求項1または2に記載の液体紙容器用積層体。
【請求項4】
前記紙基材の坪量が150g/m2以上であり、酸素バリア性及び水蒸気バリア性を有する前記透明バリア層が熱可塑性樹脂を介して積層してなることを特徴とする請求項1に記載の液体紙容器用積層体。
【請求項5】
前記透明バリア層がポリエステル系フィルム、ポリアミド系フィルム、ポリプロピレン系フィルム、ナイロン系フィルムの延伸フィルム、またはこれらに金属酸化物蒸着層を形成してなることを特徴とする請求項4に記載の液体紙容器用積層体。
【請求項6】
請求項1乃至5のいずれかに記載の液体紙容器用積層体から、前面板と後面板と左右側面板と熱接着片とがそれぞれ折罫を介して連接された筒状胴部形成板と、該筒状胴部形成板の上端に連接された頂部成形板と、前記筒状胴部形成板の下部に連接された底部を形成するための底部成形板とを形成してなることを特徴とする液体紙容器用ブランク。
【請求項7】
請求項6に記載の液体紙容器用ブランクの前記熱接着片と側面板との加熱シール部で熱接着して筒状に形成し、次いで底面及び頂部の加熱シール部で熱接着することにより作成してなることを特徴とする液体紙容器。
【請求項8】
紙基材の外層側に熱可塑性樹脂層と、前記紙基材の内層側に透明バリア層と熱溶融性樹脂からなるシーラント層を積層してなる液体紙容器用積層体からなる液体紙容器の前記シーラント層の加熱シール部の光沢度の増加を検出することにより、前記加熱シール部が熱接着してなることを確認することを特徴とする加熱シール部の確認方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−76283(P2010−76283A)
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願番号】特願2008−247785(P2008−247785)
【出願日】平成20年9月26日(2008.9.26)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願日】平成20年9月26日(2008.9.26)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]