
液吸収シートおよびその製造方法
【課題】 薄型で、且つ吸収して保持した液の戻りが少なく、製造が容易な液吸収シートを得る。
【解決手段】 液吸収シート1は、エアーレイド法により形成された1枚の不織布であり、内部が第1の液透過層5、液保持層7、第2の液透過層6に区分されている。液透過層5,6は70質量%以上が合成樹脂繊維で形成され、液保持層7は70質%以上がセルロース系繊維で構成されている。よって第1の液透過層5を通過した液が液保持層7で保持され、保持された液が表面に戻りにくくなる。また、1枚の不織布で構成されているため層間の境界部8,9が液の透過に対して大きな抵抗として作用することがない。
【解決手段】 液吸収シート1は、エアーレイド法により形成された1枚の不織布であり、内部が第1の液透過層5、液保持層7、第2の液透過層6に区分されている。液透過層5,6は70質量%以上が合成樹脂繊維で形成され、液保持層7は70質%以上がセルロース系繊維で構成されている。よって第1の液透過層5を通過した液が液保持層7で保持され、保持された液が表面に戻りにくくなる。また、1枚の不織布で構成されているため層間の境界部8,9が液の透過に対して大きな抵抗として作用することがない。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、食品から滲み出るドリップを吸収する目的で使用され、あるいは液を吸収する他の用途にも使用可能な液吸収シートに関する。
【背景技術】
【0002】
液吸収性シートは各種用途に使用される。一般的な液吸収シートは、パルプやレーヨンなどのセルロース系繊維を含み、繊維の親水力によって繊維間で水分を保持できるように構成されている。また、この種の液吸収シートは、液が供給される表面に、液排出部との間の距離を開ける他の層を設けて、液吸収シートに吸収された液が液排出部に直接に触れにくくすることが好まれている。
【0003】
以下の特許文献1ないし3には、食品用トレイなどに敷設されて食肉や鮮魚などの生鮮食品から排出される血液などのドリップを吸収するための液吸収シートが開示されている。
【0004】
前記特許文献1ないし3に記載のものは、親水性素材で形成された液保持層の表面に、多数の開孔部を有する樹脂フィルムが積層されて接合されている。前記樹脂フィルムの表面に生鮮食品を設置すると、生鮮食品から排出されたドリップが、樹脂フィルムの開孔部を通過して液保持層に吸収保持される。液保持層と生鮮食品との間に樹脂フィルムが介在しているため、液保持層に保持されたドリップが生鮮食品に再付着しずらくなり、食肉などが変色したり変質するのを抑制できるようになる。
【0005】
以下の特許文献4には、パンティライナーなどの薄型の吸収性物品に使用するのに適した液吸収シートが開示されている。
【0006】
この液吸収シートは、合成樹脂繊維が熱溶着された第1のシートと、セルロース系繊維と合成樹脂繊維とが交絡した第2のシートとが重ねられ、両シートに含まれる合成樹脂繊維の熱溶着力によって両シートが接合されている。
【0007】
前記第1のシートが受液側に向けられて使用されると、身体から排出された液は、第1のシートの繊維間の毛細管作用によって第2のシートに移行し、この液が第2のシートに吸収されて保持される。また、第2のシートと身体との間に第1のシートが介在することによって、第2のシートに吸収されて保持された液が身体に再付着しずらくなる。
【特許文献1】特開平8−119341号公報
【特許文献2】特開平10−166485号公報
【特許文献3】特開2002−300848号公報
【特許文献4】特開2004−105349号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
前記特許文献1ないし3に記載の液吸収シートは、受液側の表面に現れている樹脂フィルムに形成された開孔部の開孔面積率を大きくするのに限界があるため、樹脂フィルムの表面に付着した液が液保持層に吸収しきれずに表面に残る心配がある。
【0009】
また、液吸収シートを製造する際に、液保持層と樹脂フィルムとを積層して接合させる工程が必要であるため、製造工程が複雑になり単価の高いものとなる。
【0010】
次に、特許文献4に記載の液吸収シートは、受液側に向けられる第1のシートが合成樹脂繊維で形成されてその繊維間が液透過通路として機能するため、開孔部を有する前記樹脂フィルムを使用したものに比べて、受液側表面に液が残りずらい利点がある。ただし、第1のシートと第2のシートとの境界部において、両シートが接合されているため、接合工程が必要となって製造工程が複雑である。さらに、両シートの接合境界面に繊維間を接合する溶融樹脂が集中して存在してこの接合境界が液透過の抵抗となるため、第1のシートから第2のシートへ液の移行が遅れることも予測される。
【0011】
本発明は上記従来の課題を解決するものであり、液保持層から受液側表面に液が戻りにくく、また受液側の表面に与えられた液が液保持層へ速やかに移行しやすい構造の液吸収シートを提供することを目的としている。
【0012】
また本発明は、一連の工程で、液透過層と液保持層を有する不織布を製造できる液吸収シートの製造方法を提供することを目的としている。
【課題を解決するための手段】
【0013】
本発明は、液を吸収保持する液吸収シートにおいて、
1枚の不織布で形成されて、その内部が、少なくとも一方の表面に現れる液透過層と、前記液透過層に重ねられて液を吸収保持する液保持層とに区分されており、
前記液透過層は70質量%以上が合成樹脂繊維で形成され、前記液保持層は70質量%以上がセルロース系繊維で形成されており、
各繊維間が、バインダーの接着力と前記合成樹脂繊維の熱溶着力の少なくとも一方によって接合されていることを特徴とするものである。
【0014】
本発明の液吸収シートは、液透過層が合成樹脂繊維を主体として構成されているため、液保持層に吸収され保持された液が受液側の表面に戻りにくくなる。また、液透過層と液保持層が1枚の不織布の内部で区分されたものであって、複数のシートを接合したものではないため、製造が簡単であるのみならず、両層の境界部において液透過層から液保持層へ液が抵抗なく移行できるようになる。
【0015】
本発明は、例えば、前記不織布の2つの表面にそれぞれ前記液透過層が現れ、前記不織布の内部に前記液保持層が設けられているものである。
【0016】
この液吸収シートを食品用トレイに敷いてその上に生鮮食品を設置すると、液保持層と食品との間に液透過層が介在して、ドリップが食品に再付着しずらくなり、さらに、トレイの表面と液保持層との間にも液透過層が介在するため、液保持層に保持されたドリップがトレイ表面に再付着しずらくなる。
【0017】
また本発明は、前記不織布の一方の表面に前記液透過層が現れ、他方の表面に前記液保持層が現れているものであってもよい。
【0018】
本発明では、前記液保持層の繊維密度が、前記液透過層の繊維密度よりも高いことが好ましい。
【0019】
前記のような密度差を設けると、液透過層を通過する液が液保持層に速やかに移行できるようになり、また液保持層に保持された液が液透過層の表面に戻りにくくなる。
【0020】
次に本発明の液吸収シートの製造方法は、
(a)合成樹脂繊維を70質量%以上含む液透過繊維ウエッブと、セルロース系繊維を70質量%以上含む液保持繊維ウエッブとが積層された積層繊維ウエッブを形成する工程と、
(b)前記積層繊維ウエッブをプレスする工程と、
(c)前記工程(b)の前または後に、各繊維間を、バインダーの接着力と前記合成樹脂繊維の熱溶着力の少なくとも一方によって接合する工程と、
を有することを特徴とするものである。
【0021】
本発明の液吸収シートの製造方法では、液透過層と液保持層とを、シートを接合することなく一連の不織布製造工程によって製造することが可能である。
【0022】
また、前記(a)(b)(c)の全ての工程の後に、(d)乾燥工程を含むものであってもよい。この乾燥工程を設けることによりバインダーを用いた場合にバインダーを短時間で凝固させることができる。
【0023】
本発明では、好ましくは、前記(a)の工程で、液透過繊維ウエッブを構成する繊維および液保持繊維ウエッブを構成する繊維をエアーレイド法で積層するものである。
【0024】
繊維構成の相違する液透過繊維ウエッブと液保持繊維ウエッブとをエアーレイド法で積層すると、液透過繊維ウエッブと液保持繊維ウエッブとの境界部で、両ウエッブの繊維どうしが過剰に混合されることがない。よって、その後に繊維間を接合させると、完成した1枚の不織布内に液透過層と液保持層とを区分して形成することが可能になり、液透過層と液保持層とが、互いに相違する機能を明確に区分して発揮できるようになる。
【0025】
また、本発明は、前記(a)の工程では、液透過繊維ウエッブの上に前記液保持繊維ウエッブを積層し、さらにその上に液透過繊維ウエッブを積層して前記積層繊維ウエッブを形成することも可能である。
【0026】
前記工程により、液透過層と液透過層との間に液保持層が挟まれた構造の液吸収シートを容易に製造することが可能である。
【発明の効果】
【0027】
本発明の液吸収シートは、液透過層の表面に与えられた液を液保持層へ速やかに移行させることができ、液保持層に保持された液が液透過層の表面に戻りにくい。液透過層と液保持層は1枚の不織布の内部で区分されているため、両層の境界部では、2つのシートを接合したものに比べて液の透過の抵抗が少ない。よって液透過層から液保持層への液の移行が速やかである。
【0028】
また、本発明の液吸収シートの製造方法は、1枚の不織布を製造するものであるため、従来のように2つのシートを接合するような煩雑な工程が不要になり、低コストにて量産できるようになる。
【発明を実施するための最良の形態】
【0029】
図1は本発明の液吸収シートが食品用として使用される例を示す斜視図、図2は本発明の第1の実施の形態の液吸収シートを示す拡大断面図、図3は本発明の第2の実施の形態の液吸収シートを示す拡大断面図、図4は前記第1の実施の形態の液吸収シートを製造する製造方法を示す説明図である。
【0030】
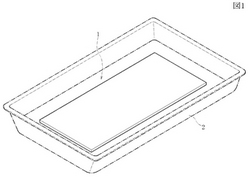
図1に示すように、液吸収シート1は、食品用トレイ2の底面に敷設して使用される。食品用トレイ2は、発泡スチロール、PET(ポリエチレンテレフタレート)シートなどで形成されている。前記液吸収シート1の上に食肉、食肉加工品、鮮魚、鮮魚加工品、その他の食品が設置され、食品用トレイ2に前記食品が収納された状態で、ラップフィルムで包装されるなどして店頭に展示される。
【0031】
または、前記液吸収シート1を、食肉や鮮魚、野菜などの生鮮食料品を包む包装材料として使用することも可能である。
【0032】
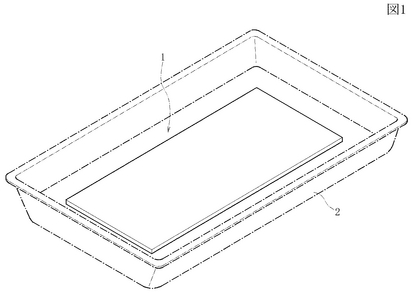
図2に示すように、液吸収シート1は、第1の表面3と第2の表面4を有しており、シート厚みは0.3〜3mm程度である。
【0033】
液吸収シート1は後に説明するように一連の不織布製造工程により1枚の不織布として製造される。図2に示すように、液吸収シート1は、1枚の不織布の内部が厚み方向に向かって3つの層に区分されている。第1の表面3に現れているのが第1の液透過層5で、第2の表面4に現れているのが第2の液透過層6であり、液透過層5と液透過層6との間に挟まれているのが液保持層7である。第1の液透過層5と第2の液透過層6は繊維の構成が同じであり、液保持層7の繊維構成は、前記液透過層5および液透過層6と相違している。
【0034】
液吸収シート1は1枚の不織布であるが、第1の液透過層5および第2の液透過層6と、液保持層7との繊維構成を異ならせることにより、第1の液透過層5と液保持層7との境界部8、および第2の液透過層6と液保持層7との境界部9が、比較的明確に区分されている。
【0035】
第1の液透過層5と第2の液透過層6はそれぞれ、合成樹脂繊維が70〜100質量%と、セルロース系繊維が0〜30質量%とで構成されている。第1の液透過層5と第2の液透過層6は、それぞれ目付けが12g/m2以上である。上限は特に規定されないが、例えば60g/m2程度である。液保持層7は、セルロース系繊維が70〜100質量%で、合成樹脂繊維が0〜30質量%で形成されている。液保持層7は、目付けが10g/m2以上である。上限は特に規定されないが、例えば50g/m2程度である。好ましくは、第1の液透過層5と第2の液透過層6が合成樹脂繊維のみで構成され、および/または、液保持層7がセルロース系繊維のみで構成される。
【0036】
前記合成樹脂繊維は、PE(ポリエチレン)繊維、PP(ポリプロピレン)繊維、PET(ポリエチレンテレフタレート)繊維、あるいは、PEとPPとの複合合成繊維、PEとPETとの複合合成繊維、低融点PPと高融点PPとの複合合成繊維などである。液保持層7に含まれる合成樹脂繊維は、表面に界面活性剤などの親水化剤が塗布され、または内部に練り込まれて親水化処理されたものが使用される。第1の液透過層5と第2の液透過層6に含まれる合成樹脂繊維は、親水化処理されたものが好ましく使用されるが、親水化処理されていない合成樹脂繊維を用いることも可能である。また、第1の液透過層5と第2の液透過層6に含まれる合成樹脂繊維は、無機酸化物などの白色化剤が練り込まれたものが使用される。白色に着色された合成樹脂繊維を使用することにより、液保持層7に吸収された食品の血液などの色を外部から見えにくくすることが可能になる。
【0037】
前記セルロース系繊維は、パルプやコットンなどの天然繊維、あるいはレーヨンなどの再生セルロース繊維のいずれか1種以上が使用される。
【0038】
液吸収シート1を構成する不織布は、ロール間で加圧されて圧縮されて、第1の表面3と第2の表面4が平滑に仕上げられている。また、液保持層7の繊維密度は、第1の液透過層5および第2の液透過層6の繊維密度よりも高くなっている。
【0039】
第1の液透過層5と第2の液透過層6に含まれている繊維どうし、および液保持層7に含められている繊維どうしは、バインダーで接合されている。バインダーはアクリル系などのエマルジョンタイプのものが好ましく使用される。エマルジョンタイプのバインダーは、第1の表面3と第2の表面4の少なくとも一方から塗布される。または、前記バインダーを各層の繊維間にほぼ均一に分布するように含ませたものであってもよい。
【0040】
また、少なくとも表面が低融点の樹脂で形成された繊維バインダーを含ませ、この繊維バインダーによって各層の繊維を接合してもよい。例えば、第1の液透過層5と第2の液透過層6を構成する繊維が非熱融着性である場合には、前記繊維バインダーによって、第1の液透過層5と第2の液透過層6を構成する繊維が接合される。また液保持層7に繊維バインダーを含ませることによって、液保持層7を構成するセルロール系繊維が前記繊維バインダーを介して接合される。この場合、第1の液透過層5と第2の液透過層6を構成する70〜100質量%の合成樹脂繊維に前記繊維バインダーが含まれ、液保持層7を構成する0〜30質量%の合成樹脂繊維に前記繊維バインダーが含まれることになる。
【0041】
また、第1の液透過層5と第2の液透過層6および液保持層7を構成している合成樹脂繊維のそれ自体が、PE、低融点PPなどの低融点樹脂を含んで熱溶着可能である場合には、エマルジョンタイプなどの前記バインダーまたは前記繊維バインダーによる繊維間の接着に代えて、または前記バインダーによる繊維間の接着と併せて、前記合成樹脂繊維それ自体の熱溶着力によって繊維間が溶着されるように構成することができる。
【0042】
液吸収シート1は、境界部8において、第1の液透過層5を構成する繊維と、液保持層7を構成する繊維とが、わずかに交じり合った状態で互いに接着されている。これは境界部9においても同じである。
【0043】
液吸収シート1の吸水量は300g/m2以上で、保水量は200g/m2以上であることが好ましい。ここで吸水量は、140×60mmに切断した液吸収シート1の全体を、生理食塩水(NaCl濃度0.9質量%)に3分間浸し、生理食塩水から引き上げて10メッシュの金網の上に5分間定置した時点での、液吸収シート1に含まれている生理食塩水の質量から求められる。保水量は、液吸収シート1を生理食塩水に3分間浸した後に、平面に設置し490Paの圧力を2分間与えた後に、液吸収シート1に含まれている生理食塩水の質量から求められる。
【0044】
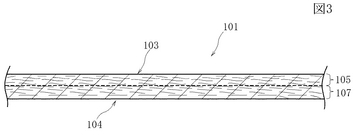
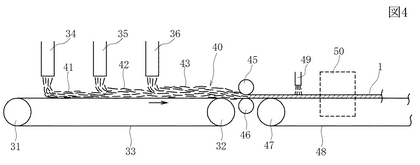
次に、前記液吸収シート1の製造方法の一例を図4を参照して説明する。
図4に示す製造装置では、回転ロール31と32との間に、ネット状の無端コンベア33が周回している。無端コンベア33上には、上流側から順に第1の供給ダクト34、第2の供給ダクト35、および第3の供給ダクト36が対向しており、無端コンベア33上にエアーレイド法によって繊維ウエッブが形成される。エアーレイド法では、前記供給ダクト34,35,36から短繊維とされ解繊された繊維が空気と共に無端コンベア33上に落下させられて堆積される。
【0045】
第1の供給ダクト34から、70〜100質量%の合成樹脂繊維と、0〜30質量%のセルロース系繊維とが混合されて供給され、無端コンベア33上に、第2の液透過層6を形成するための第2の液透過繊維ウエッブ41が形成される。第2の供給ダクト35からは、70〜100質量%のセルロース系繊維と、0〜30質量%の合成樹脂繊維とが混合されて供給され、前記第2の液透過繊維ウエッブ41の上に、液保持層7を形成するための液保持繊維ウエッブ42が積層される。さらに、第3の供給ダクト36から、70〜100質量%の合成樹脂繊維と、0〜30質量%のセルロース系繊維とが混合されて供給され、前記液保持繊維ウエッブ42の上に、第1の液透過層5を形成するための第1の液透過繊維ウエッブ43が形成される。
【0046】
前記3つの繊維ウエッブ41,42および43が3層に区分されて積層された積層繊維ウエッブ40は、プレスロール45と46との間に供給されてプレスされる。プレスされた積層繊維ウエッブは、回転ロール47を周回するコンベア48によって搬送されるが、その途中でバインダーノズル49からアクリル系などのバインダーが供給される。そして乾燥室50に送られて乾燥させられ、前記バインダーの溶媒が揮発して繊維間が接着される。なお、前記バインダーノズル49が、プレスロール45,46の上流に配置され、積層繊維ウエッブ40にバインダーが与えられた後に、プレスされてもよい。
【0047】
なお、前記バインダーを用いることなく、各層を構成する合成樹脂繊維を熱溶着させ、あるいは前記バインダーと併用して合成樹脂繊維を熱溶着させる場合は、前記プレスロール45と46を加熱ロールとし、加熱ロールの熱によって合成樹脂繊維の表面を溶融させて、合成樹脂繊維どうしおよび合成樹脂繊維とセルロース系繊維とを溶着する。また、各層に繊維バインダーを含ませる場合には、無端コンベア33上に形成されるそれぞれの繊維ウエッブ41,42および43に前記繊維バインダーを含ませ、前記加熱ロールなどによる加熱工程において、繊維バインダーを溶融させる。
【0048】
このようにして製造された液吸収シート1は、バインダーなどによって繊維どうしが接着されてシート形状を保っている。前記境界部8では、第1の液透過層5を構成する繊維と、液保持層7を構成する繊維とが前記バインダーなどによって接着されている。または両層の繊維がわずかに混ざり合って繊維どうしが接合されている。これは境界部9においても同じである。すなわち、境界部8と境界部9では、繊維どうしが互いに接合されているだけであり、従来のように別々のシートを予め形成してからシートどうしを接着したときのような接着接合面が形成されない。したがって、前記境界部8と境界部9が液の通過の抵抗となることがない。
【0049】
また、第2の液透過繊維ウエッブ41、液保持繊維ウエッブ42、および第1の液透過繊維ウエッブ43は、図4に示すエアーレイド法で乾式によって積層され、そのままプレスロール45,46でプレスされるため、完成した液吸収シート1では、第1の液透過層5を構成する繊維と液保持層7を構成する繊維とが境界部8で過剰に混ざり合うことがない。よって、液透過機能を発揮する第1の液透過層5と、液吸収保持機能を発揮する液保持層7とを比較的明確に区分して形成できる。そのため、薄型でありながら、各層の機能を確実に区分して分担させることが可能となる。
【0050】
液吸収シート1は、プレスロール45と46でプレスされた状態で繊維間が接合されているため、比較的高い曲げ剛性を有している。また第1の表面3と第2の表面4は、前記プレスロール45と46によって平滑に仕上げられている。
【0051】
図1に示すように、液吸収シート1は、食品用トレイ2の大きさおよび食品用トレイ2に設置される食品の大きさに合わせて切断されて、食品用トレイ2の底面上に設置され、液吸収シート1の上に生鮮食品が設置される。
【0052】
生鮮食品から出るドリップは、第1の表面3に与えられるが、このドリップは第1の液透過層5の繊維間の空隙内を自重でまた毛細管作用で通過し、液保持層7の親水力によって液保持層7に吸収されて保持される。液保持層7は親水力の大きいセルロース系繊維を主体として構成され且つ高密度であるため、第1の液透過層5に与えられたドリップは液保持層7に速やかに吸収されて保持される。
【0053】
食品と液保持層7との間には、合成樹脂繊維を主体とした第1の液透過層5が介在しているため、液保持層7に保持されたドリップが食品に再付着しずらい。また第1の液透過層5は繊維間に多くの空隙を有しているため、第1の表面3にドリップが残りにくい。生鮮食品から出たドリップが食品に再付着しにくいため、食肉や鮮魚がドリップの付着により変色したり変質するのを防止できる。また、ドリップ内には雑菌が繁殖しやすいが、この雑菌が食品に付着するのを防止でき、生鮮食品の新鮮度を長期にわたって保つことができる。
【0054】
食品用トレイ2の底面には第2の液透過層6が接触するが、液保持層7を構成するセルロース系繊維は第2の液透過層6を構成している合成樹脂繊維よりも親水力が強く、また液保持層7の繊維密度が第2の液透過層6よりも高いため、液保持層7に吸収保持されたドリップは第2の液透過層6に移行しにくい。そのため、液保持層7に保持されたドリップが食品用トレイ2の底面に付着しずらく、トレイ表面を清潔に保つことができ、また食肉の血液がトレイの底部表面に流れ出て商品の外観を損ねることも防止できる。
【0055】
また、前記液吸収シート1は第1の表面3と第2の表面4の双方に液透過層5,6が現れているので、第1の表面3と第2の表面4のどちらを下向きにしても使用することができ、取り扱いの際に表裏の識別が不要になる。
【0056】
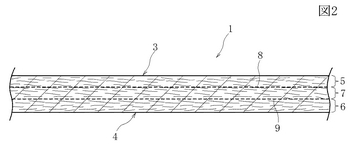
図3は本発明の第2の実施の形態の液吸収シート101を示している。
この液吸収シート101も1枚の不織布で構成されているが、この不織布の内部は液透過層105と液保持層107の2つの層に区分されている。液透過層105の繊維構成は、前記第1の液透過層5および第2の液透過層6と同じであり、液保持層107の繊維構成は、前記液保持層7と同じである。また、この液吸収シート101の製造方法は、図4に示す製造装置において、第1の供給ダクト34を使用せず、または第3の供給ダクト36を使用しないようにして、同様にして製造することができる。
【0057】
また、液吸収シート101の液透過層105と液保持層107の好ましい目付けや好ましい吸水量、保水量等は前記第1の実施の形態と同じである。
【0058】
この液吸収シート101は、液保持層107が現れている第2の表面104が食品用トレイ2の底面に向けられ、第1の表面103が食品に向けられるようにして使用される。この液吸収シート101を使用した場合も、食品へのドリップの再付着を防止することができる。
【0059】
なお、本発明の液吸収シートは、前記のように食品のドリップ吸収用として適しているのみならず、ペット用トイレットシートや、パンティライナーや薄型の生理用ナプキンに使用することもできる。この場合も、液保持層7,107が尿や経血あるいはおりものを吸収でき、これら液が肌などに向けられる表面に戻りにくくなる。
【図面の簡単な説明】
【0060】
【図1】本発明の液吸収シートを食品用に使用した例を示す斜視図、
【図2】本発明の第1の実施の形態の液吸収シートを示す拡大断面図、
【図3】本発明の第2の実施の形態の液吸収シートを示す拡大断面図、
【図4】本発明の液吸収シートの製造方法の一例を示す工程説明図、
【符号の説明】
【0061】
1,101 液吸収シート
2 食品用トレイ
3,103 第1の表面
4,104 第2の表面
5,6,105 液透過層
7,107 液保持層
40 積層繊維ウエッブ
41 第2の液透過繊維ウエッブ
42 液保持繊維ウエッブ
43 第1の液透過繊維ウエッブ
45,46 プレスロール
49 バインダーノズル
50 乾燥室
【技術分野】
【0001】
本発明は、食品から滲み出るドリップを吸収する目的で使用され、あるいは液を吸収する他の用途にも使用可能な液吸収シートに関する。
【背景技術】
【0002】
液吸収性シートは各種用途に使用される。一般的な液吸収シートは、パルプやレーヨンなどのセルロース系繊維を含み、繊維の親水力によって繊維間で水分を保持できるように構成されている。また、この種の液吸収シートは、液が供給される表面に、液排出部との間の距離を開ける他の層を設けて、液吸収シートに吸収された液が液排出部に直接に触れにくくすることが好まれている。
【0003】
以下の特許文献1ないし3には、食品用トレイなどに敷設されて食肉や鮮魚などの生鮮食品から排出される血液などのドリップを吸収するための液吸収シートが開示されている。
【0004】
前記特許文献1ないし3に記載のものは、親水性素材で形成された液保持層の表面に、多数の開孔部を有する樹脂フィルムが積層されて接合されている。前記樹脂フィルムの表面に生鮮食品を設置すると、生鮮食品から排出されたドリップが、樹脂フィルムの開孔部を通過して液保持層に吸収保持される。液保持層と生鮮食品との間に樹脂フィルムが介在しているため、液保持層に保持されたドリップが生鮮食品に再付着しずらくなり、食肉などが変色したり変質するのを抑制できるようになる。
【0005】
以下の特許文献4には、パンティライナーなどの薄型の吸収性物品に使用するのに適した液吸収シートが開示されている。
【0006】
この液吸収シートは、合成樹脂繊維が熱溶着された第1のシートと、セルロース系繊維と合成樹脂繊維とが交絡した第2のシートとが重ねられ、両シートに含まれる合成樹脂繊維の熱溶着力によって両シートが接合されている。
【0007】
前記第1のシートが受液側に向けられて使用されると、身体から排出された液は、第1のシートの繊維間の毛細管作用によって第2のシートに移行し、この液が第2のシートに吸収されて保持される。また、第2のシートと身体との間に第1のシートが介在することによって、第2のシートに吸収されて保持された液が身体に再付着しずらくなる。
【特許文献1】特開平8−119341号公報
【特許文献2】特開平10−166485号公報
【特許文献3】特開2002−300848号公報
【特許文献4】特開2004−105349号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
前記特許文献1ないし3に記載の液吸収シートは、受液側の表面に現れている樹脂フィルムに形成された開孔部の開孔面積率を大きくするのに限界があるため、樹脂フィルムの表面に付着した液が液保持層に吸収しきれずに表面に残る心配がある。
【0009】
また、液吸収シートを製造する際に、液保持層と樹脂フィルムとを積層して接合させる工程が必要であるため、製造工程が複雑になり単価の高いものとなる。
【0010】
次に、特許文献4に記載の液吸収シートは、受液側に向けられる第1のシートが合成樹脂繊維で形成されてその繊維間が液透過通路として機能するため、開孔部を有する前記樹脂フィルムを使用したものに比べて、受液側表面に液が残りずらい利点がある。ただし、第1のシートと第2のシートとの境界部において、両シートが接合されているため、接合工程が必要となって製造工程が複雑である。さらに、両シートの接合境界面に繊維間を接合する溶融樹脂が集中して存在してこの接合境界が液透過の抵抗となるため、第1のシートから第2のシートへ液の移行が遅れることも予測される。
【0011】
本発明は上記従来の課題を解決するものであり、液保持層から受液側表面に液が戻りにくく、また受液側の表面に与えられた液が液保持層へ速やかに移行しやすい構造の液吸収シートを提供することを目的としている。
【0012】
また本発明は、一連の工程で、液透過層と液保持層を有する不織布を製造できる液吸収シートの製造方法を提供することを目的としている。
【課題を解決するための手段】
【0013】
本発明は、液を吸収保持する液吸収シートにおいて、
1枚の不織布で形成されて、その内部が、少なくとも一方の表面に現れる液透過層と、前記液透過層に重ねられて液を吸収保持する液保持層とに区分されており、
前記液透過層は70質量%以上が合成樹脂繊維で形成され、前記液保持層は70質量%以上がセルロース系繊維で形成されており、
各繊維間が、バインダーの接着力と前記合成樹脂繊維の熱溶着力の少なくとも一方によって接合されていることを特徴とするものである。
【0014】
本発明の液吸収シートは、液透過層が合成樹脂繊維を主体として構成されているため、液保持層に吸収され保持された液が受液側の表面に戻りにくくなる。また、液透過層と液保持層が1枚の不織布の内部で区分されたものであって、複数のシートを接合したものではないため、製造が簡単であるのみならず、両層の境界部において液透過層から液保持層へ液が抵抗なく移行できるようになる。
【0015】
本発明は、例えば、前記不織布の2つの表面にそれぞれ前記液透過層が現れ、前記不織布の内部に前記液保持層が設けられているものである。
【0016】
この液吸収シートを食品用トレイに敷いてその上に生鮮食品を設置すると、液保持層と食品との間に液透過層が介在して、ドリップが食品に再付着しずらくなり、さらに、トレイの表面と液保持層との間にも液透過層が介在するため、液保持層に保持されたドリップがトレイ表面に再付着しずらくなる。
【0017】
また本発明は、前記不織布の一方の表面に前記液透過層が現れ、他方の表面に前記液保持層が現れているものであってもよい。
【0018】
本発明では、前記液保持層の繊維密度が、前記液透過層の繊維密度よりも高いことが好ましい。
【0019】
前記のような密度差を設けると、液透過層を通過する液が液保持層に速やかに移行できるようになり、また液保持層に保持された液が液透過層の表面に戻りにくくなる。
【0020】
次に本発明の液吸収シートの製造方法は、
(a)合成樹脂繊維を70質量%以上含む液透過繊維ウエッブと、セルロース系繊維を70質量%以上含む液保持繊維ウエッブとが積層された積層繊維ウエッブを形成する工程と、
(b)前記積層繊維ウエッブをプレスする工程と、
(c)前記工程(b)の前または後に、各繊維間を、バインダーの接着力と前記合成樹脂繊維の熱溶着力の少なくとも一方によって接合する工程と、
を有することを特徴とするものである。
【0021】
本発明の液吸収シートの製造方法では、液透過層と液保持層とを、シートを接合することなく一連の不織布製造工程によって製造することが可能である。
【0022】
また、前記(a)(b)(c)の全ての工程の後に、(d)乾燥工程を含むものであってもよい。この乾燥工程を設けることによりバインダーを用いた場合にバインダーを短時間で凝固させることができる。
【0023】
本発明では、好ましくは、前記(a)の工程で、液透過繊維ウエッブを構成する繊維および液保持繊維ウエッブを構成する繊維をエアーレイド法で積層するものである。
【0024】
繊維構成の相違する液透過繊維ウエッブと液保持繊維ウエッブとをエアーレイド法で積層すると、液透過繊維ウエッブと液保持繊維ウエッブとの境界部で、両ウエッブの繊維どうしが過剰に混合されることがない。よって、その後に繊維間を接合させると、完成した1枚の不織布内に液透過層と液保持層とを区分して形成することが可能になり、液透過層と液保持層とが、互いに相違する機能を明確に区分して発揮できるようになる。
【0025】
また、本発明は、前記(a)の工程では、液透過繊維ウエッブの上に前記液保持繊維ウエッブを積層し、さらにその上に液透過繊維ウエッブを積層して前記積層繊維ウエッブを形成することも可能である。
【0026】
前記工程により、液透過層と液透過層との間に液保持層が挟まれた構造の液吸収シートを容易に製造することが可能である。
【発明の効果】
【0027】
本発明の液吸収シートは、液透過層の表面に与えられた液を液保持層へ速やかに移行させることができ、液保持層に保持された液が液透過層の表面に戻りにくい。液透過層と液保持層は1枚の不織布の内部で区分されているため、両層の境界部では、2つのシートを接合したものに比べて液の透過の抵抗が少ない。よって液透過層から液保持層への液の移行が速やかである。
【0028】
また、本発明の液吸収シートの製造方法は、1枚の不織布を製造するものであるため、従来のように2つのシートを接合するような煩雑な工程が不要になり、低コストにて量産できるようになる。
【発明を実施するための最良の形態】
【0029】
図1は本発明の液吸収シートが食品用として使用される例を示す斜視図、図2は本発明の第1の実施の形態の液吸収シートを示す拡大断面図、図3は本発明の第2の実施の形態の液吸収シートを示す拡大断面図、図4は前記第1の実施の形態の液吸収シートを製造する製造方法を示す説明図である。
【0030】
図1に示すように、液吸収シート1は、食品用トレイ2の底面に敷設して使用される。食品用トレイ2は、発泡スチロール、PET(ポリエチレンテレフタレート)シートなどで形成されている。前記液吸収シート1の上に食肉、食肉加工品、鮮魚、鮮魚加工品、その他の食品が設置され、食品用トレイ2に前記食品が収納された状態で、ラップフィルムで包装されるなどして店頭に展示される。
【0031】
または、前記液吸収シート1を、食肉や鮮魚、野菜などの生鮮食料品を包む包装材料として使用することも可能である。
【0032】
図2に示すように、液吸収シート1は、第1の表面3と第2の表面4を有しており、シート厚みは0.3〜3mm程度である。
【0033】
液吸収シート1は後に説明するように一連の不織布製造工程により1枚の不織布として製造される。図2に示すように、液吸収シート1は、1枚の不織布の内部が厚み方向に向かって3つの層に区分されている。第1の表面3に現れているのが第1の液透過層5で、第2の表面4に現れているのが第2の液透過層6であり、液透過層5と液透過層6との間に挟まれているのが液保持層7である。第1の液透過層5と第2の液透過層6は繊維の構成が同じであり、液保持層7の繊維構成は、前記液透過層5および液透過層6と相違している。
【0034】
液吸収シート1は1枚の不織布であるが、第1の液透過層5および第2の液透過層6と、液保持層7との繊維構成を異ならせることにより、第1の液透過層5と液保持層7との境界部8、および第2の液透過層6と液保持層7との境界部9が、比較的明確に区分されている。
【0035】
第1の液透過層5と第2の液透過層6はそれぞれ、合成樹脂繊維が70〜100質量%と、セルロース系繊維が0〜30質量%とで構成されている。第1の液透過層5と第2の液透過層6は、それぞれ目付けが12g/m2以上である。上限は特に規定されないが、例えば60g/m2程度である。液保持層7は、セルロース系繊維が70〜100質量%で、合成樹脂繊維が0〜30質量%で形成されている。液保持層7は、目付けが10g/m2以上である。上限は特に規定されないが、例えば50g/m2程度である。好ましくは、第1の液透過層5と第2の液透過層6が合成樹脂繊維のみで構成され、および/または、液保持層7がセルロース系繊維のみで構成される。
【0036】
前記合成樹脂繊維は、PE(ポリエチレン)繊維、PP(ポリプロピレン)繊維、PET(ポリエチレンテレフタレート)繊維、あるいは、PEとPPとの複合合成繊維、PEとPETとの複合合成繊維、低融点PPと高融点PPとの複合合成繊維などである。液保持層7に含まれる合成樹脂繊維は、表面に界面活性剤などの親水化剤が塗布され、または内部に練り込まれて親水化処理されたものが使用される。第1の液透過層5と第2の液透過層6に含まれる合成樹脂繊維は、親水化処理されたものが好ましく使用されるが、親水化処理されていない合成樹脂繊維を用いることも可能である。また、第1の液透過層5と第2の液透過層6に含まれる合成樹脂繊維は、無機酸化物などの白色化剤が練り込まれたものが使用される。白色に着色された合成樹脂繊維を使用することにより、液保持層7に吸収された食品の血液などの色を外部から見えにくくすることが可能になる。
【0037】
前記セルロース系繊維は、パルプやコットンなどの天然繊維、あるいはレーヨンなどの再生セルロース繊維のいずれか1種以上が使用される。
【0038】
液吸収シート1を構成する不織布は、ロール間で加圧されて圧縮されて、第1の表面3と第2の表面4が平滑に仕上げられている。また、液保持層7の繊維密度は、第1の液透過層5および第2の液透過層6の繊維密度よりも高くなっている。
【0039】
第1の液透過層5と第2の液透過層6に含まれている繊維どうし、および液保持層7に含められている繊維どうしは、バインダーで接合されている。バインダーはアクリル系などのエマルジョンタイプのものが好ましく使用される。エマルジョンタイプのバインダーは、第1の表面3と第2の表面4の少なくとも一方から塗布される。または、前記バインダーを各層の繊維間にほぼ均一に分布するように含ませたものであってもよい。
【0040】
また、少なくとも表面が低融点の樹脂で形成された繊維バインダーを含ませ、この繊維バインダーによって各層の繊維を接合してもよい。例えば、第1の液透過層5と第2の液透過層6を構成する繊維が非熱融着性である場合には、前記繊維バインダーによって、第1の液透過層5と第2の液透過層6を構成する繊維が接合される。また液保持層7に繊維バインダーを含ませることによって、液保持層7を構成するセルロール系繊維が前記繊維バインダーを介して接合される。この場合、第1の液透過層5と第2の液透過層6を構成する70〜100質量%の合成樹脂繊維に前記繊維バインダーが含まれ、液保持層7を構成する0〜30質量%の合成樹脂繊維に前記繊維バインダーが含まれることになる。
【0041】
また、第1の液透過層5と第2の液透過層6および液保持層7を構成している合成樹脂繊維のそれ自体が、PE、低融点PPなどの低融点樹脂を含んで熱溶着可能である場合には、エマルジョンタイプなどの前記バインダーまたは前記繊維バインダーによる繊維間の接着に代えて、または前記バインダーによる繊維間の接着と併せて、前記合成樹脂繊維それ自体の熱溶着力によって繊維間が溶着されるように構成することができる。
【0042】
液吸収シート1は、境界部8において、第1の液透過層5を構成する繊維と、液保持層7を構成する繊維とが、わずかに交じり合った状態で互いに接着されている。これは境界部9においても同じである。
【0043】
液吸収シート1の吸水量は300g/m2以上で、保水量は200g/m2以上であることが好ましい。ここで吸水量は、140×60mmに切断した液吸収シート1の全体を、生理食塩水(NaCl濃度0.9質量%)に3分間浸し、生理食塩水から引き上げて10メッシュの金網の上に5分間定置した時点での、液吸収シート1に含まれている生理食塩水の質量から求められる。保水量は、液吸収シート1を生理食塩水に3分間浸した後に、平面に設置し490Paの圧力を2分間与えた後に、液吸収シート1に含まれている生理食塩水の質量から求められる。
【0044】
次に、前記液吸収シート1の製造方法の一例を図4を参照して説明する。
図4に示す製造装置では、回転ロール31と32との間に、ネット状の無端コンベア33が周回している。無端コンベア33上には、上流側から順に第1の供給ダクト34、第2の供給ダクト35、および第3の供給ダクト36が対向しており、無端コンベア33上にエアーレイド法によって繊維ウエッブが形成される。エアーレイド法では、前記供給ダクト34,35,36から短繊維とされ解繊された繊維が空気と共に無端コンベア33上に落下させられて堆積される。
【0045】
第1の供給ダクト34から、70〜100質量%の合成樹脂繊維と、0〜30質量%のセルロース系繊維とが混合されて供給され、無端コンベア33上に、第2の液透過層6を形成するための第2の液透過繊維ウエッブ41が形成される。第2の供給ダクト35からは、70〜100質量%のセルロース系繊維と、0〜30質量%の合成樹脂繊維とが混合されて供給され、前記第2の液透過繊維ウエッブ41の上に、液保持層7を形成するための液保持繊維ウエッブ42が積層される。さらに、第3の供給ダクト36から、70〜100質量%の合成樹脂繊維と、0〜30質量%のセルロース系繊維とが混合されて供給され、前記液保持繊維ウエッブ42の上に、第1の液透過層5を形成するための第1の液透過繊維ウエッブ43が形成される。
【0046】
前記3つの繊維ウエッブ41,42および43が3層に区分されて積層された積層繊維ウエッブ40は、プレスロール45と46との間に供給されてプレスされる。プレスされた積層繊維ウエッブは、回転ロール47を周回するコンベア48によって搬送されるが、その途中でバインダーノズル49からアクリル系などのバインダーが供給される。そして乾燥室50に送られて乾燥させられ、前記バインダーの溶媒が揮発して繊維間が接着される。なお、前記バインダーノズル49が、プレスロール45,46の上流に配置され、積層繊維ウエッブ40にバインダーが与えられた後に、プレスされてもよい。
【0047】
なお、前記バインダーを用いることなく、各層を構成する合成樹脂繊維を熱溶着させ、あるいは前記バインダーと併用して合成樹脂繊維を熱溶着させる場合は、前記プレスロール45と46を加熱ロールとし、加熱ロールの熱によって合成樹脂繊維の表面を溶融させて、合成樹脂繊維どうしおよび合成樹脂繊維とセルロース系繊維とを溶着する。また、各層に繊維バインダーを含ませる場合には、無端コンベア33上に形成されるそれぞれの繊維ウエッブ41,42および43に前記繊維バインダーを含ませ、前記加熱ロールなどによる加熱工程において、繊維バインダーを溶融させる。
【0048】
このようにして製造された液吸収シート1は、バインダーなどによって繊維どうしが接着されてシート形状を保っている。前記境界部8では、第1の液透過層5を構成する繊維と、液保持層7を構成する繊維とが前記バインダーなどによって接着されている。または両層の繊維がわずかに混ざり合って繊維どうしが接合されている。これは境界部9においても同じである。すなわち、境界部8と境界部9では、繊維どうしが互いに接合されているだけであり、従来のように別々のシートを予め形成してからシートどうしを接着したときのような接着接合面が形成されない。したがって、前記境界部8と境界部9が液の通過の抵抗となることがない。
【0049】
また、第2の液透過繊維ウエッブ41、液保持繊維ウエッブ42、および第1の液透過繊維ウエッブ43は、図4に示すエアーレイド法で乾式によって積層され、そのままプレスロール45,46でプレスされるため、完成した液吸収シート1では、第1の液透過層5を構成する繊維と液保持層7を構成する繊維とが境界部8で過剰に混ざり合うことがない。よって、液透過機能を発揮する第1の液透過層5と、液吸収保持機能を発揮する液保持層7とを比較的明確に区分して形成できる。そのため、薄型でありながら、各層の機能を確実に区分して分担させることが可能となる。
【0050】
液吸収シート1は、プレスロール45と46でプレスされた状態で繊維間が接合されているため、比較的高い曲げ剛性を有している。また第1の表面3と第2の表面4は、前記プレスロール45と46によって平滑に仕上げられている。
【0051】
図1に示すように、液吸収シート1は、食品用トレイ2の大きさおよび食品用トレイ2に設置される食品の大きさに合わせて切断されて、食品用トレイ2の底面上に設置され、液吸収シート1の上に生鮮食品が設置される。
【0052】
生鮮食品から出るドリップは、第1の表面3に与えられるが、このドリップは第1の液透過層5の繊維間の空隙内を自重でまた毛細管作用で通過し、液保持層7の親水力によって液保持層7に吸収されて保持される。液保持層7は親水力の大きいセルロース系繊維を主体として構成され且つ高密度であるため、第1の液透過層5に与えられたドリップは液保持層7に速やかに吸収されて保持される。
【0053】
食品と液保持層7との間には、合成樹脂繊維を主体とした第1の液透過層5が介在しているため、液保持層7に保持されたドリップが食品に再付着しずらい。また第1の液透過層5は繊維間に多くの空隙を有しているため、第1の表面3にドリップが残りにくい。生鮮食品から出たドリップが食品に再付着しにくいため、食肉や鮮魚がドリップの付着により変色したり変質するのを防止できる。また、ドリップ内には雑菌が繁殖しやすいが、この雑菌が食品に付着するのを防止でき、生鮮食品の新鮮度を長期にわたって保つことができる。
【0054】
食品用トレイ2の底面には第2の液透過層6が接触するが、液保持層7を構成するセルロース系繊維は第2の液透過層6を構成している合成樹脂繊維よりも親水力が強く、また液保持層7の繊維密度が第2の液透過層6よりも高いため、液保持層7に吸収保持されたドリップは第2の液透過層6に移行しにくい。そのため、液保持層7に保持されたドリップが食品用トレイ2の底面に付着しずらく、トレイ表面を清潔に保つことができ、また食肉の血液がトレイの底部表面に流れ出て商品の外観を損ねることも防止できる。
【0055】
また、前記液吸収シート1は第1の表面3と第2の表面4の双方に液透過層5,6が現れているので、第1の表面3と第2の表面4のどちらを下向きにしても使用することができ、取り扱いの際に表裏の識別が不要になる。
【0056】
図3は本発明の第2の実施の形態の液吸収シート101を示している。
この液吸収シート101も1枚の不織布で構成されているが、この不織布の内部は液透過層105と液保持層107の2つの層に区分されている。液透過層105の繊維構成は、前記第1の液透過層5および第2の液透過層6と同じであり、液保持層107の繊維構成は、前記液保持層7と同じである。また、この液吸収シート101の製造方法は、図4に示す製造装置において、第1の供給ダクト34を使用せず、または第3の供給ダクト36を使用しないようにして、同様にして製造することができる。
【0057】
また、液吸収シート101の液透過層105と液保持層107の好ましい目付けや好ましい吸水量、保水量等は前記第1の実施の形態と同じである。
【0058】
この液吸収シート101は、液保持層107が現れている第2の表面104が食品用トレイ2の底面に向けられ、第1の表面103が食品に向けられるようにして使用される。この液吸収シート101を使用した場合も、食品へのドリップの再付着を防止することができる。
【0059】
なお、本発明の液吸収シートは、前記のように食品のドリップ吸収用として適しているのみならず、ペット用トイレットシートや、パンティライナーや薄型の生理用ナプキンに使用することもできる。この場合も、液保持層7,107が尿や経血あるいはおりものを吸収でき、これら液が肌などに向けられる表面に戻りにくくなる。
【図面の簡単な説明】
【0060】
【図1】本発明の液吸収シートを食品用に使用した例を示す斜視図、
【図2】本発明の第1の実施の形態の液吸収シートを示す拡大断面図、
【図3】本発明の第2の実施の形態の液吸収シートを示す拡大断面図、
【図4】本発明の液吸収シートの製造方法の一例を示す工程説明図、
【符号の説明】
【0061】
1,101 液吸収シート
2 食品用トレイ
3,103 第1の表面
4,104 第2の表面
5,6,105 液透過層
7,107 液保持層
40 積層繊維ウエッブ
41 第2の液透過繊維ウエッブ
42 液保持繊維ウエッブ
43 第1の液透過繊維ウエッブ
45,46 プレスロール
49 バインダーノズル
50 乾燥室
【特許請求の範囲】
【請求項1】
液を吸収保持する液吸収シートにおいて、
1枚の不織布で形成されて、その内部が、少なくとも一方の表面に現れる液透過層と、前記液透過層に重ねられて液を吸収保持する液保持層とに区分されており、
前記液透過層は70質量%以上が合成樹脂繊維で形成され、前記液保持層は70質量%以上がセルロース系繊維で形成されており、
各繊維間が、バインダーの接着力と前記合成樹脂繊維の熱溶着力の少なくとも一方によって接合されていることを特徴とする液吸収シート。
【請求項2】
前記不織布の2つの表面にそれぞれ前記液透過層が現れ、前記不織布の内部に前記液保持層が設けられている請求項1記載の液吸収シート。
【請求項3】
前記不織布の一方の表面に前記液透過層が現れ、他方の表面に前記液保持層が現れている請求項1記載の液吸収シート。
【請求項4】
前記液保持層の繊維密度が、前記液透過層の繊維密度よりも高い請求項1ないし3のいずれかに記載の液吸収シート。
【請求項5】
(a)合成樹脂繊維を70質量%以上含む液透過繊維ウエッブと、セルロース系繊維を70質量%以上含む液保持繊維ウエッブとが積層された積層繊維ウエッブを形成する工程と、
(b)前記積層繊維ウエッブをプレスする工程と、
(c)前記工程(b)の前または後に、各繊維間を、バインダーの接着力と前記合成樹脂繊維の熱溶着力の少なくとも一方によって接合する工程と、
を有することを特徴とする液吸収シートの製造方法。
【請求項6】
前記(a)(b)(c)の全ての工程の後に、(d)乾燥工程を含む請求項5記載の液吸収シートの製造方法。
【請求項7】
前記(a)の工程で、液透過繊維ウエッブを構成する繊維および液保持繊維ウエッブを構成する繊維をエアーレイド法で積層する請求項5または6記載の液吸収シートの製造方法。
【請求項8】
前記(a)の工程では、液透過繊維ウエッブの上に前記液保持繊維ウエッブを積層し、さらにその上に液透過繊維ウエッブを積層して前記積層繊維ウエッブを形成する請求項5ないし7のいずれかに記載の液吸収シートの製造方法。
【請求項1】
液を吸収保持する液吸収シートにおいて、
1枚の不織布で形成されて、その内部が、少なくとも一方の表面に現れる液透過層と、前記液透過層に重ねられて液を吸収保持する液保持層とに区分されており、
前記液透過層は70質量%以上が合成樹脂繊維で形成され、前記液保持層は70質量%以上がセルロース系繊維で形成されており、
各繊維間が、バインダーの接着力と前記合成樹脂繊維の熱溶着力の少なくとも一方によって接合されていることを特徴とする液吸収シート。
【請求項2】
前記不織布の2つの表面にそれぞれ前記液透過層が現れ、前記不織布の内部に前記液保持層が設けられている請求項1記載の液吸収シート。
【請求項3】
前記不織布の一方の表面に前記液透過層が現れ、他方の表面に前記液保持層が現れている請求項1記載の液吸収シート。
【請求項4】
前記液保持層の繊維密度が、前記液透過層の繊維密度よりも高い請求項1ないし3のいずれかに記載の液吸収シート。
【請求項5】
(a)合成樹脂繊維を70質量%以上含む液透過繊維ウエッブと、セルロース系繊維を70質量%以上含む液保持繊維ウエッブとが積層された積層繊維ウエッブを形成する工程と、
(b)前記積層繊維ウエッブをプレスする工程と、
(c)前記工程(b)の前または後に、各繊維間を、バインダーの接着力と前記合成樹脂繊維の熱溶着力の少なくとも一方によって接合する工程と、
を有することを特徴とする液吸収シートの製造方法。
【請求項6】
前記(a)(b)(c)の全ての工程の後に、(d)乾燥工程を含む請求項5記載の液吸収シートの製造方法。
【請求項7】
前記(a)の工程で、液透過繊維ウエッブを構成する繊維および液保持繊維ウエッブを構成する繊維をエアーレイド法で積層する請求項5または6記載の液吸収シートの製造方法。
【請求項8】
前記(a)の工程では、液透過繊維ウエッブの上に前記液保持繊維ウエッブを積層し、さらにその上に液透過繊維ウエッブを積層して前記積層繊維ウエッブを形成する請求項5ないし7のいずれかに記載の液吸収シートの製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−77332(P2006−77332A)
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願番号】特願2004−259789(P2004−259789)
【出願日】平成16年9月7日(2004.9.7)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願日】平成16年9月7日(2004.9.7)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]