
液晶性樹脂組成物を射出成形してなる成形品、有接点電子部品用の液晶性樹脂組成物および有接点電子部品
【課題】成形品の表面に露出した繊維状フィラーの面積の、成形品の表面積に占める割合が所定の値以下となっており、繊維状フィラーの脱落および樹脂くずの発生が抑制された成形品、繊維長が200μm以上の繊維状フィラーの含有率等が所定の値を示す液晶性樹脂組成物、および上記成形品を用いた有接点電子部品を提供する。
【解決手段】本発明にかかる成形品は、繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品であって、上記成形品の表面に露出した上記繊維状フィラーの面積が、上記成形品の表面積に占める割合が0.4%以下である。
【解決手段】本発明にかかる成形品は、繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品であって、上記成形品の表面に露出した上記繊維状フィラーの面積が、上記成形品の表面積に占める割合が0.4%以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液晶性樹脂組成物を射出成形してなる成形品、有接点電子部品用の液晶性樹脂組成物および有接点電子部品に関し、より詳しくは、成形品の表面に露出した繊維状フィラーの面積の、成形品の表面積に占める割合が所定の値以下となっており、繊維状フィラーの脱落および樹脂くずの発生が抑制された成形品、繊維長が200μm以上の繊維状フィラーの含有率等が所定の値を示す有接点電子部品用の液晶性樹脂組成物、および上記成形品を用いた有接点電子部品に関する。
【背景技術】
【0002】
リレー、スイッチ、コネクタの等の有接点電子部品においては、小型で、かつ高耐熱性であることへの要求が高まっており、薄肉成形が可能で、高耐熱性の液晶性樹脂組成物が用いられている。しかし、このような液晶性樹脂組成物は、液晶ポリマーの成形性を改良するためにガラスファイバー等の繊維状フィラーを含有している。そのため、該液晶性樹脂組成物を射出成形してなる成形品は、その性質上、繊維状フィラーの脱落や、樹脂くずの発生を起こす可能性がある。脱落した繊維状フィラーや樹脂くずは、絶縁物であり、接点間に挟まってしまうことにより、有接点電子部品において接触不良の原因となり、問題となっている。
【0003】
これまでに、繊維状フィラーの脱落を抑制することを目的として、繊維状フィラー長を限定した液晶性樹脂組成物や、繊維状フィラーの分布を限定した液晶性樹脂組成物を用いることが提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−191088号公報(2009年8月27日公開)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の技術では、例えばリフローのような実用途において、熱履歴後の成形品表面への繊維状フィラーの露出をなくすまでには至っていない。リレー等の有接点部品を製造する場合に、リフローに供することが必要とされるが、リフロー後に成形品表面へ繊維状フィラーが露出してしまうと、繊維状フィラーが脱落し易い状態になり、上記有接点部品は接触不良を起こしやすい部品となってしまう。また、特許文献1には樹脂くずの発生に関する記述はなく、成形品表面の樹脂くず発生を抑制する技術としては未だ満足できるものは存在しない状況にある。
【0006】
本発明は、このような問題点に鑑みなされたものであり、その目的は、成形品の表面に露出した繊維状フィラーの面積の、成形品の表面積に占める割合が所定の値以下となっており、繊維状フィラーの脱落および樹脂くずの発生が抑制された成形品、繊維長が200μm以上の繊維状フィラーの含有率等が所定の値を示す有接点電子部品用の液晶性樹脂組成物、および上記成形品を用いた有接点電子部品を提供することにある。
【課題を解決するための手段】
【0007】
本発明者は、上記の課題を解決するために、繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品において、上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合を所定の値以下とした場合に、成形品からの繊維状フィラーの脱落および樹脂くずの発生を効果的に抑制できることを見出し、本発明を完成するに至った。
【0008】
すなわち、本発明にかかる成形品は、繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品であって、上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合が0.4%以下であることを特徴としている。
【0009】
上記成形品において、繊維状フィラーと液晶性ポリマーとは、アンカー効果によって接合している。アンカー効果による接合は、樹脂と樹脂との接合における化学結合と比較すると接合力が弱いので、成形品の表面に繊維状フィラーが露出すると、摩擦などの力が加わったときに、繊維状フィラーと液晶性ポリマーとの接合面に力がかかりやすくなる。その結果、繊維状フィラーの脱落や、液晶性ポリマーが樹脂くずとなって脱落することにつながる。
【0010】
上記構成によれば、上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合が0.4%以下と低いため、摩擦などの力が加わった場合も繊維状フィラーの脱落や、樹脂くずの発生を抑制することができる。また、後述するように、リフローのような実用途において熱履歴を経た後も、成形品表面への繊維状フィラーの露出を抑制することができ、有接点電子部品に用いた場合に、接触不良の発生を非常に少なくすることができる。
【0011】
本発明にかかる成形品は、上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合が0.3%以下であることが好ましい。
【0012】
後述する実施例に示すように、上記割合が0.4%の場合は、成形品をリフローに供した後の露出面積増量は見られないが、スクラッチ試験において比較的強い荷重を負荷すると、樹脂くずの発生が見られた。一方、上記割合が0.3%以下の場合は、上記露出面積増量は観察されず、かつ、スクラッチ試験供試後も樹脂くずの発生も見られなかった。
【0013】
それゆえ、上記構成によれば、成形品により強い力がかかった場合も繊維状フィラーの脱落や、樹脂くずの発生を抑制することができる。そのため、有接点電子部品に用いた場合に、接触不良の発生をより一層少なくすることができる。
【0014】
本発明にかかる成形品に含有される繊維状フィラーは、繊維長が200μm以上の繊維状フィラーの含有率(以下、「長繊維割合」と称する)が2.5%以下であることが好ましい。
【0015】
本発明者は、繊維長が200μm以上という長い繊維状フィラーが、成形品表面において露出しやすく、成形品表面からの繊維状フィラーの脱落および樹脂くず発生の主たる原因となることを突き止めた。
【0016】
上記構成によれば、長繊維割合が2.5%以下と非常に低いため、成形品表面における繊維状フィラーの露出の原因となる、長い繊維状フィラーの影響を受けることが少ない。それゆえ、有接点電子部品に用いた場合に、接触不良の発生をより一層少なくすることができる。
【0017】
本発明にかかる成形品に含有される繊維状フィラーは、数平均繊維長が76μm以下であることが好ましい。
【0018】
上記構成によれば、長繊維割合が2.5%以下であると共に、数平均繊維長も低く抑えられているので、成形品表面における繊維状フィラーの露出の原因となる、長い繊維状フィラーの含有量がより少ないことになる。そのため、成形品表面からの繊維状フィラーの脱落および樹脂くずの発生を一層抑制することができる。
【0019】
本発明にかかる成形品に含有される繊維状フィラーは、繊維長が200μm以上の繊維状フィラーが占める割合が2.5%以下、かつ、数平均繊維長が76μm以下であり、上記成形品の表面ヤング率は3700MPa以下であることであることが好ましい。
【0020】
上記構成によれば、繊維状フィラーの露出が抑制され、長繊維割合および繊維状フィラーの数平均繊維長も小さい。しかも、表面ヤング率が3700MPa以下であるため成形品が比較的たわみやすいことから、強い荷重の負荷にも耐性を有する。それゆえ、繊維状フィラーの脱落や、樹脂くずの発生を強力に抑制することができ、リフロー等による熱履歴を経た後の露出面積増量を十分に抑制することもできる。
【0021】
本発明にかかる有接点電子部品用の液晶性樹脂組成物は、繊維状フィラーおよび液晶性ポリマーを含有する、有接点電子部品用の液晶性樹脂組成物であって、上記繊維状フィラーは、繊維長が200μm以上の繊維状フィラーの含有率が2.5%以下であることを特徴としている。
【0022】
上記構成によれば、成形品表面における繊維状フィラーの露出の原因となる、長い繊維状フィラーの含有率が低いため、射出成形に供することにより、繊維状フィラーの脱落および樹脂くずの発生が抑制された成形品を提供することができる。そのため、有接点電子部品用の材料として好適に用いることができる。
【0023】
本発明にかかる有接点電子部品用の液晶性樹脂組成物は、上記繊維状フィラーの数平均繊維長が76μm以下であることが好ましい。
【0024】
上記構成によれば、長繊維割合が2.5%以下であると共に、数平均繊維長も低く抑えられているので、成形した場合に、成形品表面からの繊維状フィラーの脱落および樹脂くずの発生を一層抑制することができる。そのため、有接点電子部品用の材料としてより好適に用いることができる。
【0025】
本発明にかかる有接点電子部品用の液晶性樹脂組成物は、表面ヤング率が3700MPa以下であることが好ましい。
【0026】
上記構成によれば、長繊維割合および繊維状フィラーの数平均繊維長が小さく、しかも、比較的たわみやすい液晶性樹脂組成物となるため、射出成形することにより、強い荷重の負荷にも耐えうる成形品を提供することができる。それゆえ、接点電子部品製造用の材料としてより好適に用いることができる。
【0027】
本発明にかかる有接点電子部品用の液晶性樹脂組成物は、繊維長が200μm以上の繊維状フィラーの含有率が2.5%以下、かつ、数平均繊維長が76μm以下である繊維状フィラーを33重量%以上37重量%以下含有することが好ましい。
【0028】
繊維状フィラーは、液晶性樹脂組成物中において、主として液晶性ポリマーの流動方向を調整し、成形を行いやすくする目的で用いられる。上記構成によれば、繊維状フィラーの含有量が上記目的を達するために適当な量となると共に、液晶性樹脂組成物を成形した場合に、十分に繊維状フィラーの脱落や、樹脂くずの発生を抑制することができ、リフロー等による熱履歴を経た後の露出面積増量を十分に抑制することもできる。
【0029】
本発明にかかる成形品は、繊維状フィラーおよび液晶性ポリマーを含有する、有接点電子部品用の液晶性樹脂組成物であって、上記繊維状フィラーの、繊維長が200μm以上の繊維状フィラーの含有率が2.5%以下である液晶性樹脂組成物を射出成形してなることを特徴としている。
【0030】
上記構成によれば、長い繊維状フィラーの含有量が非常に低い液晶性樹脂組成物を射出成形しているので、成形品は、繊維状フィラーの脱落および樹脂くずの発生を十分に抑制することができるものとなる。そのため、有接点電子部品の材料として好適に用いることができる。
【0031】
本発明にかかる有接点電子部品は、本発明にかかる成形品を含有することを特徴としている。
【0032】
本発明にかかる成形品は、上述のように、繊維状フィラーの脱落や、樹脂くずの発生を十分に抑制することができ、リフロー等の熱履歴を経た後の露出面積増量を十分に抑制することもできる。よって、上記構成によれば、接触不良の発生が非常に少なく、安定して所望の性能を発揮できるリレー、スイッチ、コネクタなどの有接点電子部品を提供することができる。
【発明の効果】
【0033】
本発明にかかる成形品は、繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品であって、上記成形品の表面に露出した上記繊維状フィラーの面積が、上記成形品の表面積に占める割合が0.4%以下であるという構成である。
【0034】
それゆえ、摩擦などの力が加わった場合も繊維状フィラーの脱落や、樹脂くずの発生を十分に抑制することができる。また、リフローのような実用途において熱履歴を経た後も、成形品表面への繊維状フィラーの露出を抑制することができる。そのため、接触不良の発生頻度が非常に低く、安定的に所望の性能を発揮可能な有接点電子部品を提供することができるという効果を奏する。
【図面の簡単な説明】
【0035】
【図1】成形品の最終末端部の位置を模式的に示す図である。
【図2】成形品における表面ヤング率測定部位の選択の様子を示す概念図である。
【図3】スクラッチ試験、およびスクラッチ痕のFE−SEMによる観察を示す模式図である。
【発明を実施するための形態】
【0036】
以下、本発明の実施の形態について、詳細に説明する。なお、本明細書において、範囲を示す「A〜B」は、A以上B以下であることを表す。また、本明細書中に記載された特許文献は、本明細書中において参考として援用される。
【0037】
(1.繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品)
本発明にかかる、繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品は、上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合が0.4%以下である。
【0038】
本明細書において、「繊維状フィラー」とは、針状または繊維状の無機フィラーをいい、具体的には例えば、ガラスファイバー、ウォラストナイト、PAN系やピッチ系等の炭素繊維;ステンレス繊維、アルミニウム繊維、黄銅繊維などの金属繊維;セラミック繊維等が挙げられる。また、上記フィラーはエチレン/酢酸ビニル共重合体などの熱可塑性樹脂、エポキシ樹脂などの熱硬化性樹脂、シラン化合物、チタネート系化合物、アルミ系化合物で被覆あるいは修飾されていてもよい。針状または繊維状の無機フィラーは、平均アスペクト比が2以上であることが好ましい。
【0039】
上記液晶性ポリマーとしては、特に限定されるものではないが、異方性溶融相を形成し得る樹脂であり、エステル結合を有するものが好ましい。例えば芳香族オキシカルボニル単位、芳香族ジオキシ単位、芳香族および/または脂肪族ジカルボニル単位、アルキレンジオキシ単位などから選ばれた構造単位からなり、かつ異方性溶融相を形成する液晶性ポリエステル樹脂、あるいは、上記構造単位と芳香族イミノカルボニル単位、芳香族ジイミノ単位、芳香族イミノオキシ単位などから選ばれた構造単位からなり、かつ異方性溶融相を形成する液晶性ポリエステルアミド樹脂などが挙げられる。
【0040】
具体的には、例えば、p−ヒドロキシ安息香酸および6−ヒドロキシ−2−ナフトエ酸から生成した構造単位からなる液晶性ポリエステル、p−ヒドロキシ安息香酸から生成した構造単位、6−ヒドロキシ−2−ナフトエ酸から生成した構造単位、芳香族ジヒドロキシ化合物および/または芳香族ジカルボン酸から生成した構造単位からなる液晶性ポリエステル、p−ヒドロキシ安息香酸から生成した構造単位、4,4’−ジヒドロキシビフェニルから生成した構造単位、テレフタル酸、イソフタル酸等の芳香族ジカルボン酸および/またはアジピン酸、セバシン酸等の脂肪族ジカルボン酸から生成した構造単位からなる液晶性ポリエステル、p−ヒドロキシ安息香酸から生成した構造単位、エチレングリコールから生成した構造単位、テレフタル酸から生成した構造単位からなる液晶性ポリエステル、p−ヒドロキシ安息香酸から生成した構造単位、エチレングリコールから生成した構造単位、4,4’−ジヒドロキシビフェニルから生成した構造単位、テレフタル酸から生成した構造単位からなる液晶性ポリエステル、p−ヒドロキシ安息香酸から生成した構造単位、エチレングリコールから生成した構造単位、テレフタル酸およびイソフタル酸から生成した構造単位からなる液晶性ポリエステル、p−ヒドロキシ安息香酸から生成した構造単位、ハイドロキノンから生成した構造単位、4,4’−ジヒドロキシビフェニルから生成した構造単位、テレフタル酸およびイソフタル酸から生成した構造単位からなる液晶性ポリエステル、p−ヒドロキシ安息香酸から生成した構造単位、エチレングリコールから生成した構造単位、芳香族ジヒドロキシ化合物から生成した構造単位、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸などの芳香族ジカルボン酸から生成した構造単位からなる液晶性ポリエステルなど、また液晶性ポリエステルアミド樹脂としては、芳香族オキシカルボニル単位、芳香族ジオキシ単位、芳香族および/または脂肪族ジカルボニル単位、アルキレンジオキシ単位などから選ばれた構造単位以外にさらにp−アミノフェノールから生成したp−イミノフェノキシ単位を含有した異方性溶融相を形成するポリエステルアミドを挙げることができる。
【0041】
上記液晶性樹脂組成物に含有される繊維状フィラーと液晶性ポリマーとの重量比は特に限定されるものではないが、液晶性ポリマーの成形を容易にする観点から、繊維状フィラーが25重量%以上40重量%以下含有されることが好ましく、33重量%以上40重量%以下含有されることがより好ましく、33重量%以上37重量%以下含有されることがさらに好ましい。
【0042】
なお、上記重量比は、上記液晶性樹脂組成物を射出成形して得られた成形品においても保持される。例えば、繊維状フィラーを35重量%、液晶性ポリマーを65重量%含有する液晶性樹脂組成物を射出成形して得られた成形品においても、繊維状フィラーが35重量%、液晶性ポリマーが65重量%含有されることになる。
【0043】
上記液晶性樹脂組成物は、該液晶性樹脂組成物の特性を損なわない程度に、シリカ、ガラスビーズ、金属酸化物、カーボン粉末などの他の無機フィラーを含有していてもよい。上記他の無機フィラーは、球形または塊状であることが好ましく、平均アスペクト比が2未満であることが好ましい。
【0044】
上記液晶性樹脂組成物は、溶融混練により製造することが好ましい。溶融混練は例えば、バンバリーミキサー、ゴムロール機、ニーダー、単軸もしくは二軸押出機などの従来公知の装置を用いて行うことができる。さらに、上記液晶性樹脂組成物は射出成形に供することにより、所望の形状に成形され、成形品とすることができる。
【0045】
「上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合が0.4%以下である」とは、上記成形品の表面をFE−SEM(走査電子顕微鏡)で観察した場合に、表面に露出していることが観察される繊維状フィラーが占める面積の総和が、成形品において観察対象となっている表面の面積に占める割合(本明細書において「繊維状フィラー露出面積率」と称する)が0.4%以下であることをいう。繊維状フィラー露出面積率は、低いほど本発明の課題を解決する上で有利であるため、下限値は特に限定されるものではなく、0%であることが最も好ましい。
【0046】
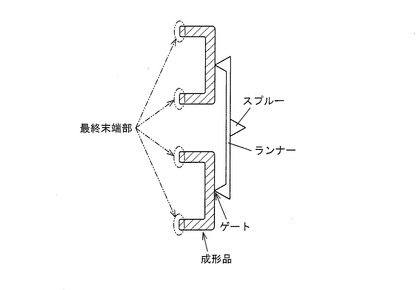
上記繊維状フィラー露出面積率は、以下の方法で求めることができる。すなわち、成形品において、射出成形に用いられるゲートから最も離れた位置である末端部(以下「最終末端部」という)の表面を、FE−SEMを用いて加速電圧15KV、倍率70倍で観察し、YAG検出器によって得られた反射電子組成像を、画像処理ソフトを用いて解析する。そして、表面に露出していることが観察される繊維状フィラーが占める面積の総和が、観察対象である上記最終末端部の表面の面積に占める割合を求めることにより、繊維状フィラー露出面積率を求めることができる。なお、上記「成形品の表面」には、FE−SEMによって観察する成形品の表面から3μmの深さまでが含まれる。
【0047】
図1は、上記最終末端部の位置を模式的に示すものである。液晶性樹脂組成物を金型内に導入するための入り口であるゲートから最も離れた位置である「最終末端部」と記載された部位の表面が観察対象となる。例えば、図1のように最終末端部が複数ある場合は、全ての最終末端部を観察対象とし、各最終末端部における繊維状フィラー露出面積率の平均値を、成形品の繊維状フィラー露出面積率とすればよい。
【0048】
上記繊維状フィラー露出面積率が0.4%以下である成形品は、上記成形品に含有される繊維状フィラーの長繊維割合が2.5%以下であることがさらに好ましい。これにより、成形品表面に露出しやすい繊維長が200μm以上の繊維状フィラーの含有量が非常に少なくなるため、繊維状フィラーの脱落および樹脂くずの発生がより起こりにくい成形品とすることができる。上記長繊維割合は、低いほど本発明の課題を解決する上で有利であるため、下限値は特に限定されるものではなく、0%であることが最も好ましい。
【0049】
なお、「繊維長」とは、例えば、繊維状フィラーを顕微鏡で観察し、その二次元形状が実質的に円形状である場合はその円の直径が意図され、実質的に楕円形状である場合はその楕円の長径が意図され、実質的に正方形状である場合はその正方形の辺の長さが意図され、実質的に長方形状である場合はその長方形の長辺の長さが意図される。また、繊維状フィラーの二次元形状が不定形である場合、繊維長が200μm以上とは、該二次元形状の外周上の二点間の距離が200μm以上となる場合があることが意図される。
【0050】
さらに、上記成形品に含有される繊維状フィラーの数平均繊維長が76μm以下であればより好ましい。これは、上記成形品に含有される繊維状フィラーの長繊維割合が2.5%以下であり、かつ、数平均繊維長が76μm以下であれば、繊維状フィラーの露出の原因となる、繊維長の長い繊維状フィラーの含有量が非常に少なくなり、本発明の目的をより容易に達成可能だからである。
【0051】
数平均繊維長が短いほど、長い繊維の含有率は小さくなるため、数平均繊維長の下限値は特に限定されるものではないが、実使用上は20μmであることが好ましい。数平均繊維長が20μm以上76μm以下のとき、機械的強度を十分に保った上で繊維長の長い繊維状フィラーの影響を十分に低減することができる。ただし、数平均繊維長が20μm未満であっても、数平均繊維長が20μm以上76μm以下のときよりも機械的強度は劣るが、長い繊維の含有率は小さくなるため、本発明の効果を奏することは可能である。
【0052】
上記繊維状フィラー露出面積率は、0.3%以下であることがより好ましい。これによって、外部から加わる力に対する上記成形品の耐性がより向上する。例えば、後述するスクラッチ試験のように強い力がかかった場合であっても、繊維状フィラーの脱落や、樹脂くずの発生を抑制することができ、上記成形品は、有接点電子部品を製造するためにさらに好適に用いることができるようになる。上述のように、繊維状フィラー露出面積率は、低いほど本発明の課題を解決する上で有利であるため、下限値は特に限定されるものではなく、0%であることが最も好ましい。
【0053】
上記繊維状フィラー露出面積率が0.3%以下である成形品は、上記成形品に含有される繊維状フィラーの長繊維割合が2.5%以下であることが好ましく、さらに数平均繊維長が76μm以下であることがより好ましく、さらに上記成形品の表面ヤング率が3700MPa以下であることが特に好ましい。これにより、繊維状フィラーの脱落および樹脂くずの発生が抑制され、かつ、比較的たわみやすい成形品となるため、有接点電子部品に用いた場合、接触不良を非常に効果的に抑制することができる。
【0054】
上記長繊維割合は、上述のように0%であることが最も好ましい。また、数平均繊維長の下限値は特に限定されるものではないが、上述のように実使用上は20μmであることが好ましい。表面ヤング率の下限値は、特に限定されるものではないが、実在する液晶性ポリマーのヤング率が2000MPa以上であるため、2000MPaにできるだけ近いものを用いることが好ましい。
【0055】
上記長繊維割合および数平均繊維長の測定法は、後述の実施例に記載した方法を用いることができる。表面ヤング率とは、成形品表面のうち、繊維状フィラーが露出していない部分を測定部位として測定したヤング率のことである。測定法は後述の実施例において述べる。
【0056】
上記繊維状フィラー露出面積率が0.4%以下である成形品は、例えば、長繊維割合が2.5%以下である繊維状フィラーと、液晶性ポリマーとを含有する液晶性樹脂組成物を射出成形することによって製造することができる。また、長繊維割合が2.5%を超える繊維状フィラーを用いる場合は、成形可能な範囲で繊維状フィラーの含有率を減らした液晶性樹脂組成物を射出成形することによって、上記繊維状フィラー露出面積率が0.4%以下である成形品を製造することができる。本明細書において、射出成形の条件については特に限定されるものではないが、射出成形温度が300〜400℃であることが好ましい。
【0057】
また、長繊維割合が2.5%以下であり、かつ、数平均繊維長が76μm以下である繊維状フィラーと、液晶性ポリマーとを含有する液晶性樹脂組成物を射出成形することによって、上記繊維状フィラー露出面積率が0.4%以下、長繊維割合が2.5%以下であり、かつ、数平均繊維長が76μm以下である繊維状フィラーを含有する成形品を製造することができる。
【0058】
上記繊維状フィラー露出面積率が0.4%以下である成形品の製造に用いられる液晶性樹脂組成物における繊維状フィラーの含有率は、25重量%〜40重量%であることが好ましく、33重量%〜40重量%であることがより好ましく、33重量%〜37重量%であることが特に好ましい。
【0059】
上記繊維状フィラー露出面積率が0.3%以下である成形品は、例えば、長繊維割合が2.5%以下、かつ、数平均繊維長が76μm以下である繊維状フィラーと、液晶性ポリマーとを含有し、表面ヤング率が3700MPa以下である液晶性樹脂組成物を射出成形することによって製造することができる。上記液晶性樹脂組成物における繊維状フィラーの含有率は33重量%〜37重量%であることが好ましい。
【0060】
長繊維割合が2.5%以下、かつ、数平均繊維長が76μm以下という条件を満たさない繊維状フィラーを用いる場合は、表面ヤング率が3700MPa以下であって、成形可能な範囲で繊維状フィラーの含有率を減らした液晶性樹脂組成物を射出成形することにより、上記繊維状フィラー露出面積率が0.3%以下である成形品を製造することができる。
【0061】
(2.有接点電子部品用の液晶性樹脂組成物)
本発明にかかる有接点電子部品用の液晶性樹脂組成物は、繊維状フィラーおよび液晶性ポリマーを含有する、有接点電子部品用の液晶性樹脂組成物であって、上記繊維状フィラーは、繊維長が200μm以上の繊維状フィラーが占める割合が2.5%以下である。
【0062】
各構成については、既に説明したとおりである。上述のように、上記有接点電子部品用の液晶性樹脂組成物は、射出成形することによって、上記繊維状フィラー露出面積率が0.4%以下である成形品を製造することができる。
【0063】
上記繊維状フィラーの数平均繊維長は、76μm以下であることが好ましい。また、上記液晶性樹脂組成物の表面ヤング率は3700MPa以下であることが好ましい。上述のように数平均繊維長の下限値は特に限定されるものではないが、実使用上は20μmであることが好ましい。表面ヤング率の下限値は、特に限定されるものではないが、実在する液晶性ポリマーのヤング率が2000MPa以上であるため、2000MPaにできるだけ近いものを用いることが好ましい。
【0064】
ここで、本発明にかかる液晶性樹脂組成物の原料となる長繊維割合が2.5%以下の繊維状フィラー、および、長繊維割合が2.5%以下、かつ、数平均繊維長が76μm以下である繊維状フィラーとしては、例えばセントラル硝子(株)製のミルドファイバーEFH100−01や日本電気硝子(株)製のミルドファイバーEPG70M−01Nなどを用いることができる。液晶性ポリマーとしては、上述の(1.)に記載の液晶性ポリマーを用いることができ、市販品でも合成品でもかまわない。
【0065】
液晶性ポリマーの合成方法としては特に限定されるものではなく、従来公知の方法を用いることができる。例えば、反応容器にp−ヒドロキシ安息香酸、4,4’−ジヒドロキシビフェニル、ハイドロキノン、テレフタル酸、イソフタル酸および無水酢酸を必要量仕込んで重縮合反応を行い、反応終了後、加圧下でポリマーを吐出させ、ペレタイズすることによって製造することができる。
【0066】
本発明にかかる液晶性樹脂組成物は、(i)長繊維割合が2.5%以下の繊維状フィラー、または、(ii)長繊維割合が2.5%以下、かつ、数平均繊維長が76μm以下である繊維状フィラーを、好ましくは25重量%〜40重量%、より好ましくは33〜40重量%用い、液晶性ポリマーと混合して100重量%となるようにし、溶融混練等の方法に供することによって得ることができる。
【0067】
また、長繊維割合が2.5%以下、かつ、数平均繊維長が76μm以下である繊維状フィラー、および液晶性ポリマーを含有する液晶性樹脂組成物であって、表面ヤング率が3700MPa以下である液晶性樹脂組成物は、長繊維割合が2.5%以下、かつ、数平均繊維長が76μm以下である繊維状フィラーを、好ましくは33〜37重量%用い、ヤング率が3700MPa以下である液晶性ポリマーと混合して100重量%となるようにし、溶融混練等の方法に供することによって得ることができる。液晶性樹脂組成物の表面ヤング率は、用いる液晶性ポリマーのヤング率によって決まるため、用いる液晶性ポリマーを変更することによって、上記表面ヤング率を適宜変更することができる。
【0068】
なお、液晶性樹脂組成物に含有される繊維状フィラーの数平均繊維長、長繊維割合、表面ヤング率は、後述する実施例に記載した測定法によって測定することができる。
【0069】
(3.有接点電子部品)
本発明にかかる有接点電子部品は、本発明にかかる成形品を含有する。有接点電子部品としては、可動接点を有するものであれば限定されるものではない。例えばリレー、スイッチ、コネクタ等を挙げることができる。
【0070】
有接点電子部品における接触不良は、多くが、成形品から脱落した繊維状フィラーや樹脂くずなどの絶縁物が接点間に挟まってしまうことに起因する。本発明にかかる成形品は、成形品表面への繊維状フィラーの露出が抑制されているため、摩擦などの力が加わった際に繊維状フィラーの脱落や樹脂くずの発生を防ぐことができる。それゆえ、本発明にかかる有接点電子部品は、接触不良の発生頻度を従来よりも大幅に減らすことができ、所望の性能を安定的に発揮することができる。
【0071】
上記有接点電子部品は従来公知の方法によって製造することができる。上記有接点電子部品に用いる本発明にかかる成形品は、本発明にかかる液晶性樹脂組成物を射出成形することにより、それぞれの部品に求められる形状に加工すればよい。
【実施例】
【0072】
以下、実施例に基づいて本発明をより詳細に説明するが、本発明は以下の実施例に限定されるものではない。
【0073】
〔測定法〕
(1.数平均繊維長、長繊維割合、表面ヤング率、繊維状フィラー露出面積率の測定)
実施例および比較例において、繊維状フィラーの数平均繊維長は、以下の測定法により測定した。すなわち、成形品をISO6245に従い灰化して繊維状フィラーを採取し、採取した繊維状フィラー1000本以上を、顕微鏡(オリンパス(株)製、BX60M−VM−1)にて倍率70倍で観察し、画像処理ソフト(イノテック(株)製、Quick Grain)を用いて繊維長を測定した。そして、測定した繊維長の数平均繊維長を求めて、繊維状フィラーの数平均繊維長とした。
【0074】
長繊維割合は、成形品に含有される繊維状フィラーにおける、繊維長が200μm以上の繊維状フィラーの含有率であり、上記数平均繊維長と、繊維長の分散(σ2)とから算出した正規分布から、繊維長が200μm以上の繊維状フィラーの割合を算出することによって求めることができる。
【0075】
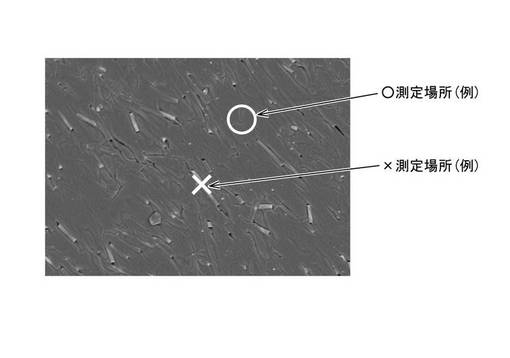
実施例および比較例において、表面ヤング率は、成形品表面のうち、繊維状フィラーが露出していない部分を測定部位として選択し、フィッシャー硬度計((株)フィッシャー・インストルメンツ製、H100C)を用いて、測定深さ10μm、試験荷重150mN、アプリケーション時間10秒、クリープ1秒の条件でヤング率を測定し、表面ヤング率とした。図2は、上記測定部位の選択の様子を示す概念図である。図中、明るく見える部分は表面に露出している繊維状フィラーであり、それ以外の部分は液晶性ポリマーである。「○測定場所(例)」と記載した部分は、成形品表面に露出した繊維状フィラーが見られない部分であるため、このような部分を測定部位とする。「×測定場所(例)」と記載した部分は、露出した繊維状フィラーが存在している部分であるため、ヤング率の測定には不適である。
【0076】
実施例および比較例において、繊維状フィラー露出面積率は、以下のように測定した。すなわち、成形品の最終末端部の表面を観察部位とし、FE−SEM(日立製作所(株)製、S−4700)を用いて、倍率70倍、加速電圧15kVの条件で該表面を観察し、YAG検出器によって得られた反射電子組成像を画像処理ソフト(イノテック(株)製、Quick Grain)を用いて解析して、上記観察部位の面積に占める繊維状フィラーの面積の割合を求め、繊維状フィラー露出面積率とした。なお、上記「表面」には、表面から3μmの深さまでが含まれる。
【0077】
(2.テープ剥離試験)
後述する実施例および比較例において述べる液晶性樹脂組成物のペレットを射出成形機(ファナック(株)製、Fanuc30αB)を用いて射出成形温度300℃〜400℃で成形し、薄肉の一面側開放形状の箱型成形品を得た。該箱型成形品の寸法は、W18mm×D10mm×H10mm、t=0.3mmであった。
【0078】
該箱型成形品の表面に、セロハンテープを、フォースゲージ((株)イマダ製、ZP−500N)を用いて定荷重(5.0N〜5.3N)を加えることによって貼り付け、定時間(0.5秒〜1.0秒)内にセロハンテープを剥離した。次に、剥離したセロハンテープに付着した液晶性ポリマーの面積が、上記セロハンテープのうち、上記箱型成形品に付着させた部分の面積(W18mm×D10mmの面の面積)に占める割合を画像処理ソフト(Adobe,PhotoShop)を用いて算出した。
【0079】
結果は、上記割合が11%以上の場合を不良品として判定した。これは、上記割合が11%以上になると成形品において接触不良の問題が生じる傾向があるためである。
【0080】
(3.リフロー後の露出面積増量の測定)
実施例および比較例において得られた成形品をリフロースコープ((株)コアーズ製、core9050b)を用いて、160〜220℃で120秒、220〜250℃で60秒、250〜260℃で10秒というリフロー温度条件に供する試験を行った。1回試験後、成形品表面の繊維状フィラー露出面積率を(1.)で述べた方法によって測定し、上記試験に供した後の繊維状フィラー露出面積率が、上記試験に供する前の繊維状フィラー露出面積率に対して増加した割合を求め、リフロー後の露出面積増量とした。
【0081】
結果は、リフロー後の露出面積増量が0.2%以上の場合を不良品として判定した。これは、リフロー後の露出面積増量が0.2%以上になると、成形品表面から露出した繊維状フィラーが、例えば他の物体と接触した場合等に脱落することが多くなる傾向があり、実用上好ましくないためである。後述する表1では、リフロー後の露出面積増量が0.2%未満であった場合、結果を「無」と表記し、例えばリフロー後の露出面積増量が0.2%であった場合、結果を「+0.2」と表記している。
【0082】
(4.スクラッチ試験)
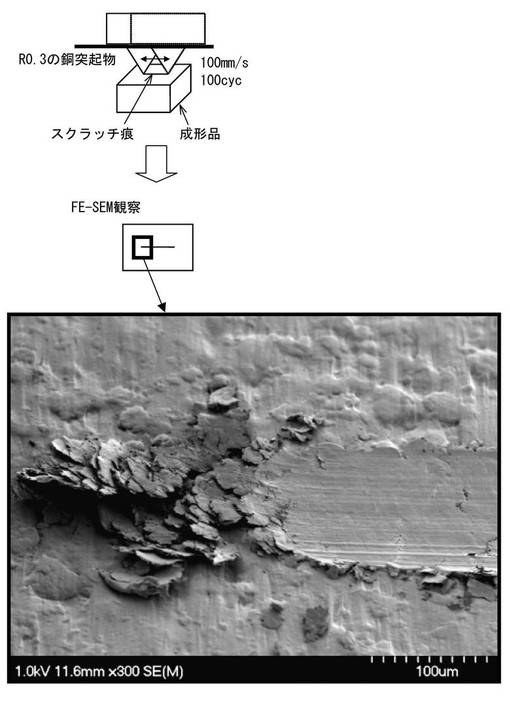
実施例および比較例において得られた成形品に、R=0.3mmの銅突起物で定荷重(1N)を加え、上記銅突起物を、長さ10mmの一直線上を摺動するように100mm/sで100回摺動させ、該摺動によって得られたスクラッチ痕の端部をFE−SEM(日立製作所(株)製、S−4700)を用いて倍率300倍で観察した。スクラッチ痕の溝の深さは10μmであった。
【0083】
図3は、スクラッチ試験、およびスクラッチ痕のFE−SEMによる観察を示す模式図である。上記「スクラッチ痕の端部」とは、上記銅突起物の摺動によって成形品に生じたスクラッチ痕の両端部分をいう。
【0084】
結果は、50μm以上の樹脂くずの発生がない場合を合格とした。これは、50μm以上の樹脂くずが発生すると、摩擦等の力が加わった際に脱落し、有接点電子部品に用いた場合に接点間に混入して接触不良の原因となる可能性が高いためである。
【0085】
なお、「樹脂くず」とは、上記スクラッチ痕の端部において成形品の表面から剥離した液晶性ポリマーのことであり、「50μm以上の樹脂くず」とは、樹脂くずの長さが50μm以上であることをいう。樹脂くずの長さが50μm以上とは、例えば、樹脂くずを顕微鏡で観察し、その二次元形状が実質的に円形状である場合はその円の直径、実質的に楕円形状である場合はその楕円の長径、実質的に正方形状である場合は辺の長さ、実質的に長方形状である場合は長辺の長さが50μm以上であることが意図される。また、樹脂くずの二次元形状が不定形である場合は、該二次元形状の外周上の二点間の距離が50μm以上となる場合があることが意図される。
【0086】
〔実施例1〕
繊維状フィラーとしてEPG70M−01N(日本電気硝子(株)製)を35重量%、液晶ポリマーとして繊維状フィラーを含んでいないLX70G35F(東レ製)を65重量%用い、これらを二軸押出機KZW15TW−45MG−NH(テクノベル製)に供して、溶融混練を行い、ペレットを得た。なお、実施例1〜6で用いた繊維状フィラーはすべてガラスファイバーである。
【0087】
次いで該ペレットを射出成形機(ファナック(株)製、Fanuc30αB)を用いて射出成形温度320℃で成形し、成形品を得た。該成形品に含まれる繊維状フィラーの数平均繊維長、該繊維状フィラーの長繊維割合、該成形品の表面ヤング率、および繊維状フィラー露出面積率を測定した。測定値は表1に示すとおりであった。また、得られた上記成形品を、上述のテープ剥離試験、スクラッチ試験に供した結果、およびリフロー後の露出面積増量を測定した結果も表1に示した。
【0088】
【表1】

【0089】
〔実施例2〕
繊維状フィラーとしてEPG70M−01N(日本電気硝子(株)製)を33重量%、液晶ポリマーとして繊維状フィラーを含んでいないLX70G35F(東レ製)を67重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0090】
〔実施例3〕
繊維状フィラーとしてEPG70M−01N(日本電気硝子(株)製)を37重量%、液晶ポリマーとして繊維状フィラーを含んでいないLX70G35F(東レ製)を63重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0091】
〔実施例4〕
繊維状フィラーとしてEPG70M−01N(日本電気硝子(株)製)を35重量%、液晶ポリマーとして繊維状フィラーを含んでいないLX70G35F(東レ製)を65重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0092】
〔実施例5〕
繊維状フィラーとしてPF70E−001(日東紡績製)を40重量%、液晶ポリマーとして繊維状フィラーを含んでいないE6008MR(住友化学製)を60重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0093】
〔実施例6〕
繊維状フィラーとしてEPG70M−011N(日本電気硝子(株)製)を40重量%、液晶ポリマーとして繊維状フィラーを含んでいないE6008MR(住友化学製)を60重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0094】
〔比較例1〕
繊維状フィラーとしてSS05C−404(日東紡績製)を35重量%、液晶ポリマーとして繊維状フィラーを含んでいないLX70G35F(東レ製)を65重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0095】
〔比較例2〕
繊維状フィラーとしてEFH100−01(セントラル硝子製)を40重量%、液晶ポリマーとして繊維状フィラーを含んでいないE6008MRB(住友化学製)を60重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0096】
〔比較例3〕
繊維状フィラーとしてEPG70M−80A(日本電気硝子(株)製)を30重量%、液晶ポリマーとして繊維状フィラーを含んでいないLX70G35F(東レ製)を70重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0097】
表1に示すように、実施例1〜6で得られた成形品は、繊維状フィラー露出面積率が0.4%以下であり、繊維状フィラーの露出が低く抑えられていた。このとき、リフロー後の露出面積増量が0.2%未満となり、熱履歴後であっても繊維状フィラーの脱落が生じにくい成形品となっていた。また、テープ剥離試験の結果も良好であった。スクラッチ試験では、実施例1〜4において50μm以上の樹脂くずの発生が見られなかった。
【0098】
実施例5ではテープ剥離試験の結果は良好であったが、スクラッチ試験では、記樹脂くずの発生が観察されていた。これは、実施例5および6で得られた成形品は、テープ剥離試験で加えた比較的弱い荷重には十分に耐えうるが、スクラッチ試験で加えたような強い荷重に対しては、樹脂くずの発生を抑制できるまでに至らなかったためであると考えられる。
【0099】
この結果は、実施例5および6で得られた成形品は、繊維状フィラーの含有率が40重量%であり、実施例1〜4と比較して高いため、実施例1〜4よりも繊維状フィラーと液晶ポリマーとの接合部に摩擦が生じる確率が比較的高いことと、表面ヤング率が実施例5は4200MPa、実施例6は4000MPaであり、実施例1〜4と比較して高いため、液晶性ポリマーと液晶性ポリマーとの間に、接合力よりも強い力が加わると、樹脂くずが発生しやすくなる傾向があることが原因として考えられる。
【0100】
しかしながら、リフロー後の露出面積増量は0.2%未満に抑制されているため、熱履歴後であっても成形品からの繊維状フィラーの脱落は十分に抑制されていると言える。実用上、リフロー後の露出面積増量の抑制は、繊維状フィラーの脱落および樹脂くずの発生が少ない成形品を得る上で非常に重要なファクターであるため、実施例5および6で得られた成形品は、本発明の課題を解決する上で十分利用価値があると言える。したがって、繊維状フィラー露出面積率が0.4%以下である成形品も本発明の範囲に含まれる。
【0101】
そして、実施例1〜4で得られた、繊維状フィラー露出面積率が0.3%以下である成形品は、テープ剥離試験、リフロー後の露出面積増量、スクラッチ試験のいずれにおいても優れた結果を示すことができているため、繊維状フィラーの脱落および樹脂くずの発生をより効果的に抑制できるということが言える。
【0102】
繊維状フィラー露出面積率が0.4%を超える比較例1〜3では、テープ剥離試験、リフロー後の露出面積増量、スクラッチ試験のいずれにおいても満足な結果は得られなかった。これは、成形品における長繊維割合が2.5%を超えており、大きいため、繊維状フィラーの脱落、樹脂くずの発生が非常に起こりやすい状態になっているためであると考えられる。
【0103】
本発明は上述した各実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
【産業上の利用可能性】
【0104】
本発明にかかる、繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品は、成形品表面への繊維状フィラーの露出が抑制されており、摩擦などの力が加わった際に繊維状フィラーの脱落や樹脂くずの発生を防ぐことができるため、リレー、スイッチ、コネクタ等の有接点電子部品の接触不良を大幅に低減することができる。したがって、本発明は各種電気産業、電子産業等において幅広く利用することができる。
【技術分野】
【0001】
本発明は、液晶性樹脂組成物を射出成形してなる成形品、有接点電子部品用の液晶性樹脂組成物および有接点電子部品に関し、より詳しくは、成形品の表面に露出した繊維状フィラーの面積の、成形品の表面積に占める割合が所定の値以下となっており、繊維状フィラーの脱落および樹脂くずの発生が抑制された成形品、繊維長が200μm以上の繊維状フィラーの含有率等が所定の値を示す有接点電子部品用の液晶性樹脂組成物、および上記成形品を用いた有接点電子部品に関する。
【背景技術】
【0002】
リレー、スイッチ、コネクタの等の有接点電子部品においては、小型で、かつ高耐熱性であることへの要求が高まっており、薄肉成形が可能で、高耐熱性の液晶性樹脂組成物が用いられている。しかし、このような液晶性樹脂組成物は、液晶ポリマーの成形性を改良するためにガラスファイバー等の繊維状フィラーを含有している。そのため、該液晶性樹脂組成物を射出成形してなる成形品は、その性質上、繊維状フィラーの脱落や、樹脂くずの発生を起こす可能性がある。脱落した繊維状フィラーや樹脂くずは、絶縁物であり、接点間に挟まってしまうことにより、有接点電子部品において接触不良の原因となり、問題となっている。
【0003】
これまでに、繊維状フィラーの脱落を抑制することを目的として、繊維状フィラー長を限定した液晶性樹脂組成物や、繊維状フィラーの分布を限定した液晶性樹脂組成物を用いることが提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−191088号公報(2009年8月27日公開)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の技術では、例えばリフローのような実用途において、熱履歴後の成形品表面への繊維状フィラーの露出をなくすまでには至っていない。リレー等の有接点部品を製造する場合に、リフローに供することが必要とされるが、リフロー後に成形品表面へ繊維状フィラーが露出してしまうと、繊維状フィラーが脱落し易い状態になり、上記有接点部品は接触不良を起こしやすい部品となってしまう。また、特許文献1には樹脂くずの発生に関する記述はなく、成形品表面の樹脂くず発生を抑制する技術としては未だ満足できるものは存在しない状況にある。
【0006】
本発明は、このような問題点に鑑みなされたものであり、その目的は、成形品の表面に露出した繊維状フィラーの面積の、成形品の表面積に占める割合が所定の値以下となっており、繊維状フィラーの脱落および樹脂くずの発生が抑制された成形品、繊維長が200μm以上の繊維状フィラーの含有率等が所定の値を示す有接点電子部品用の液晶性樹脂組成物、および上記成形品を用いた有接点電子部品を提供することにある。
【課題を解決するための手段】
【0007】
本発明者は、上記の課題を解決するために、繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品において、上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合を所定の値以下とした場合に、成形品からの繊維状フィラーの脱落および樹脂くずの発生を効果的に抑制できることを見出し、本発明を完成するに至った。
【0008】
すなわち、本発明にかかる成形品は、繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品であって、上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合が0.4%以下であることを特徴としている。
【0009】
上記成形品において、繊維状フィラーと液晶性ポリマーとは、アンカー効果によって接合している。アンカー効果による接合は、樹脂と樹脂との接合における化学結合と比較すると接合力が弱いので、成形品の表面に繊維状フィラーが露出すると、摩擦などの力が加わったときに、繊維状フィラーと液晶性ポリマーとの接合面に力がかかりやすくなる。その結果、繊維状フィラーの脱落や、液晶性ポリマーが樹脂くずとなって脱落することにつながる。
【0010】
上記構成によれば、上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合が0.4%以下と低いため、摩擦などの力が加わった場合も繊維状フィラーの脱落や、樹脂くずの発生を抑制することができる。また、後述するように、リフローのような実用途において熱履歴を経た後も、成形品表面への繊維状フィラーの露出を抑制することができ、有接点電子部品に用いた場合に、接触不良の発生を非常に少なくすることができる。
【0011】
本発明にかかる成形品は、上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合が0.3%以下であることが好ましい。
【0012】
後述する実施例に示すように、上記割合が0.4%の場合は、成形品をリフローに供した後の露出面積増量は見られないが、スクラッチ試験において比較的強い荷重を負荷すると、樹脂くずの発生が見られた。一方、上記割合が0.3%以下の場合は、上記露出面積増量は観察されず、かつ、スクラッチ試験供試後も樹脂くずの発生も見られなかった。
【0013】
それゆえ、上記構成によれば、成形品により強い力がかかった場合も繊維状フィラーの脱落や、樹脂くずの発生を抑制することができる。そのため、有接点電子部品に用いた場合に、接触不良の発生をより一層少なくすることができる。
【0014】
本発明にかかる成形品に含有される繊維状フィラーは、繊維長が200μm以上の繊維状フィラーの含有率(以下、「長繊維割合」と称する)が2.5%以下であることが好ましい。
【0015】
本発明者は、繊維長が200μm以上という長い繊維状フィラーが、成形品表面において露出しやすく、成形品表面からの繊維状フィラーの脱落および樹脂くず発生の主たる原因となることを突き止めた。
【0016】
上記構成によれば、長繊維割合が2.5%以下と非常に低いため、成形品表面における繊維状フィラーの露出の原因となる、長い繊維状フィラーの影響を受けることが少ない。それゆえ、有接点電子部品に用いた場合に、接触不良の発生をより一層少なくすることができる。
【0017】
本発明にかかる成形品に含有される繊維状フィラーは、数平均繊維長が76μm以下であることが好ましい。
【0018】
上記構成によれば、長繊維割合が2.5%以下であると共に、数平均繊維長も低く抑えられているので、成形品表面における繊維状フィラーの露出の原因となる、長い繊維状フィラーの含有量がより少ないことになる。そのため、成形品表面からの繊維状フィラーの脱落および樹脂くずの発生を一層抑制することができる。
【0019】
本発明にかかる成形品に含有される繊維状フィラーは、繊維長が200μm以上の繊維状フィラーが占める割合が2.5%以下、かつ、数平均繊維長が76μm以下であり、上記成形品の表面ヤング率は3700MPa以下であることであることが好ましい。
【0020】
上記構成によれば、繊維状フィラーの露出が抑制され、長繊維割合および繊維状フィラーの数平均繊維長も小さい。しかも、表面ヤング率が3700MPa以下であるため成形品が比較的たわみやすいことから、強い荷重の負荷にも耐性を有する。それゆえ、繊維状フィラーの脱落や、樹脂くずの発生を強力に抑制することができ、リフロー等による熱履歴を経た後の露出面積増量を十分に抑制することもできる。
【0021】
本発明にかかる有接点電子部品用の液晶性樹脂組成物は、繊維状フィラーおよび液晶性ポリマーを含有する、有接点電子部品用の液晶性樹脂組成物であって、上記繊維状フィラーは、繊維長が200μm以上の繊維状フィラーの含有率が2.5%以下であることを特徴としている。
【0022】
上記構成によれば、成形品表面における繊維状フィラーの露出の原因となる、長い繊維状フィラーの含有率が低いため、射出成形に供することにより、繊維状フィラーの脱落および樹脂くずの発生が抑制された成形品を提供することができる。そのため、有接点電子部品用の材料として好適に用いることができる。
【0023】
本発明にかかる有接点電子部品用の液晶性樹脂組成物は、上記繊維状フィラーの数平均繊維長が76μm以下であることが好ましい。
【0024】
上記構成によれば、長繊維割合が2.5%以下であると共に、数平均繊維長も低く抑えられているので、成形した場合に、成形品表面からの繊維状フィラーの脱落および樹脂くずの発生を一層抑制することができる。そのため、有接点電子部品用の材料としてより好適に用いることができる。
【0025】
本発明にかかる有接点電子部品用の液晶性樹脂組成物は、表面ヤング率が3700MPa以下であることが好ましい。
【0026】
上記構成によれば、長繊維割合および繊維状フィラーの数平均繊維長が小さく、しかも、比較的たわみやすい液晶性樹脂組成物となるため、射出成形することにより、強い荷重の負荷にも耐えうる成形品を提供することができる。それゆえ、接点電子部品製造用の材料としてより好適に用いることができる。
【0027】
本発明にかかる有接点電子部品用の液晶性樹脂組成物は、繊維長が200μm以上の繊維状フィラーの含有率が2.5%以下、かつ、数平均繊維長が76μm以下である繊維状フィラーを33重量%以上37重量%以下含有することが好ましい。
【0028】
繊維状フィラーは、液晶性樹脂組成物中において、主として液晶性ポリマーの流動方向を調整し、成形を行いやすくする目的で用いられる。上記構成によれば、繊維状フィラーの含有量が上記目的を達するために適当な量となると共に、液晶性樹脂組成物を成形した場合に、十分に繊維状フィラーの脱落や、樹脂くずの発生を抑制することができ、リフロー等による熱履歴を経た後の露出面積増量を十分に抑制することもできる。
【0029】
本発明にかかる成形品は、繊維状フィラーおよび液晶性ポリマーを含有する、有接点電子部品用の液晶性樹脂組成物であって、上記繊維状フィラーの、繊維長が200μm以上の繊維状フィラーの含有率が2.5%以下である液晶性樹脂組成物を射出成形してなることを特徴としている。
【0030】
上記構成によれば、長い繊維状フィラーの含有量が非常に低い液晶性樹脂組成物を射出成形しているので、成形品は、繊維状フィラーの脱落および樹脂くずの発生を十分に抑制することができるものとなる。そのため、有接点電子部品の材料として好適に用いることができる。
【0031】
本発明にかかる有接点電子部品は、本発明にかかる成形品を含有することを特徴としている。
【0032】
本発明にかかる成形品は、上述のように、繊維状フィラーの脱落や、樹脂くずの発生を十分に抑制することができ、リフロー等の熱履歴を経た後の露出面積増量を十分に抑制することもできる。よって、上記構成によれば、接触不良の発生が非常に少なく、安定して所望の性能を発揮できるリレー、スイッチ、コネクタなどの有接点電子部品を提供することができる。
【発明の効果】
【0033】
本発明にかかる成形品は、繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品であって、上記成形品の表面に露出した上記繊維状フィラーの面積が、上記成形品の表面積に占める割合が0.4%以下であるという構成である。
【0034】
それゆえ、摩擦などの力が加わった場合も繊維状フィラーの脱落や、樹脂くずの発生を十分に抑制することができる。また、リフローのような実用途において熱履歴を経た後も、成形品表面への繊維状フィラーの露出を抑制することができる。そのため、接触不良の発生頻度が非常に低く、安定的に所望の性能を発揮可能な有接点電子部品を提供することができるという効果を奏する。
【図面の簡単な説明】
【0035】
【図1】成形品の最終末端部の位置を模式的に示す図である。
【図2】成形品における表面ヤング率測定部位の選択の様子を示す概念図である。
【図3】スクラッチ試験、およびスクラッチ痕のFE−SEMによる観察を示す模式図である。
【発明を実施するための形態】
【0036】
以下、本発明の実施の形態について、詳細に説明する。なお、本明細書において、範囲を示す「A〜B」は、A以上B以下であることを表す。また、本明細書中に記載された特許文献は、本明細書中において参考として援用される。
【0037】
(1.繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品)
本発明にかかる、繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品は、上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合が0.4%以下である。
【0038】
本明細書において、「繊維状フィラー」とは、針状または繊維状の無機フィラーをいい、具体的には例えば、ガラスファイバー、ウォラストナイト、PAN系やピッチ系等の炭素繊維;ステンレス繊維、アルミニウム繊維、黄銅繊維などの金属繊維;セラミック繊維等が挙げられる。また、上記フィラーはエチレン/酢酸ビニル共重合体などの熱可塑性樹脂、エポキシ樹脂などの熱硬化性樹脂、シラン化合物、チタネート系化合物、アルミ系化合物で被覆あるいは修飾されていてもよい。針状または繊維状の無機フィラーは、平均アスペクト比が2以上であることが好ましい。
【0039】
上記液晶性ポリマーとしては、特に限定されるものではないが、異方性溶融相を形成し得る樹脂であり、エステル結合を有するものが好ましい。例えば芳香族オキシカルボニル単位、芳香族ジオキシ単位、芳香族および/または脂肪族ジカルボニル単位、アルキレンジオキシ単位などから選ばれた構造単位からなり、かつ異方性溶融相を形成する液晶性ポリエステル樹脂、あるいは、上記構造単位と芳香族イミノカルボニル単位、芳香族ジイミノ単位、芳香族イミノオキシ単位などから選ばれた構造単位からなり、かつ異方性溶融相を形成する液晶性ポリエステルアミド樹脂などが挙げられる。
【0040】
具体的には、例えば、p−ヒドロキシ安息香酸および6−ヒドロキシ−2−ナフトエ酸から生成した構造単位からなる液晶性ポリエステル、p−ヒドロキシ安息香酸から生成した構造単位、6−ヒドロキシ−2−ナフトエ酸から生成した構造単位、芳香族ジヒドロキシ化合物および/または芳香族ジカルボン酸から生成した構造単位からなる液晶性ポリエステル、p−ヒドロキシ安息香酸から生成した構造単位、4,4’−ジヒドロキシビフェニルから生成した構造単位、テレフタル酸、イソフタル酸等の芳香族ジカルボン酸および/またはアジピン酸、セバシン酸等の脂肪族ジカルボン酸から生成した構造単位からなる液晶性ポリエステル、p−ヒドロキシ安息香酸から生成した構造単位、エチレングリコールから生成した構造単位、テレフタル酸から生成した構造単位からなる液晶性ポリエステル、p−ヒドロキシ安息香酸から生成した構造単位、エチレングリコールから生成した構造単位、4,4’−ジヒドロキシビフェニルから生成した構造単位、テレフタル酸から生成した構造単位からなる液晶性ポリエステル、p−ヒドロキシ安息香酸から生成した構造単位、エチレングリコールから生成した構造単位、テレフタル酸およびイソフタル酸から生成した構造単位からなる液晶性ポリエステル、p−ヒドロキシ安息香酸から生成した構造単位、ハイドロキノンから生成した構造単位、4,4’−ジヒドロキシビフェニルから生成した構造単位、テレフタル酸およびイソフタル酸から生成した構造単位からなる液晶性ポリエステル、p−ヒドロキシ安息香酸から生成した構造単位、エチレングリコールから生成した構造単位、芳香族ジヒドロキシ化合物から生成した構造単位、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸などの芳香族ジカルボン酸から生成した構造単位からなる液晶性ポリエステルなど、また液晶性ポリエステルアミド樹脂としては、芳香族オキシカルボニル単位、芳香族ジオキシ単位、芳香族および/または脂肪族ジカルボニル単位、アルキレンジオキシ単位などから選ばれた構造単位以外にさらにp−アミノフェノールから生成したp−イミノフェノキシ単位を含有した異方性溶融相を形成するポリエステルアミドを挙げることができる。
【0041】
上記液晶性樹脂組成物に含有される繊維状フィラーと液晶性ポリマーとの重量比は特に限定されるものではないが、液晶性ポリマーの成形を容易にする観点から、繊維状フィラーが25重量%以上40重量%以下含有されることが好ましく、33重量%以上40重量%以下含有されることがより好ましく、33重量%以上37重量%以下含有されることがさらに好ましい。
【0042】
なお、上記重量比は、上記液晶性樹脂組成物を射出成形して得られた成形品においても保持される。例えば、繊維状フィラーを35重量%、液晶性ポリマーを65重量%含有する液晶性樹脂組成物を射出成形して得られた成形品においても、繊維状フィラーが35重量%、液晶性ポリマーが65重量%含有されることになる。
【0043】
上記液晶性樹脂組成物は、該液晶性樹脂組成物の特性を損なわない程度に、シリカ、ガラスビーズ、金属酸化物、カーボン粉末などの他の無機フィラーを含有していてもよい。上記他の無機フィラーは、球形または塊状であることが好ましく、平均アスペクト比が2未満であることが好ましい。
【0044】
上記液晶性樹脂組成物は、溶融混練により製造することが好ましい。溶融混練は例えば、バンバリーミキサー、ゴムロール機、ニーダー、単軸もしくは二軸押出機などの従来公知の装置を用いて行うことができる。さらに、上記液晶性樹脂組成物は射出成形に供することにより、所望の形状に成形され、成形品とすることができる。
【0045】
「上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合が0.4%以下である」とは、上記成形品の表面をFE−SEM(走査電子顕微鏡)で観察した場合に、表面に露出していることが観察される繊維状フィラーが占める面積の総和が、成形品において観察対象となっている表面の面積に占める割合(本明細書において「繊維状フィラー露出面積率」と称する)が0.4%以下であることをいう。繊維状フィラー露出面積率は、低いほど本発明の課題を解決する上で有利であるため、下限値は特に限定されるものではなく、0%であることが最も好ましい。
【0046】
上記繊維状フィラー露出面積率は、以下の方法で求めることができる。すなわち、成形品において、射出成形に用いられるゲートから最も離れた位置である末端部(以下「最終末端部」という)の表面を、FE−SEMを用いて加速電圧15KV、倍率70倍で観察し、YAG検出器によって得られた反射電子組成像を、画像処理ソフトを用いて解析する。そして、表面に露出していることが観察される繊維状フィラーが占める面積の総和が、観察対象である上記最終末端部の表面の面積に占める割合を求めることにより、繊維状フィラー露出面積率を求めることができる。なお、上記「成形品の表面」には、FE−SEMによって観察する成形品の表面から3μmの深さまでが含まれる。
【0047】
図1は、上記最終末端部の位置を模式的に示すものである。液晶性樹脂組成物を金型内に導入するための入り口であるゲートから最も離れた位置である「最終末端部」と記載された部位の表面が観察対象となる。例えば、図1のように最終末端部が複数ある場合は、全ての最終末端部を観察対象とし、各最終末端部における繊維状フィラー露出面積率の平均値を、成形品の繊維状フィラー露出面積率とすればよい。
【0048】
上記繊維状フィラー露出面積率が0.4%以下である成形品は、上記成形品に含有される繊維状フィラーの長繊維割合が2.5%以下であることがさらに好ましい。これにより、成形品表面に露出しやすい繊維長が200μm以上の繊維状フィラーの含有量が非常に少なくなるため、繊維状フィラーの脱落および樹脂くずの発生がより起こりにくい成形品とすることができる。上記長繊維割合は、低いほど本発明の課題を解決する上で有利であるため、下限値は特に限定されるものではなく、0%であることが最も好ましい。
【0049】
なお、「繊維長」とは、例えば、繊維状フィラーを顕微鏡で観察し、その二次元形状が実質的に円形状である場合はその円の直径が意図され、実質的に楕円形状である場合はその楕円の長径が意図され、実質的に正方形状である場合はその正方形の辺の長さが意図され、実質的に長方形状である場合はその長方形の長辺の長さが意図される。また、繊維状フィラーの二次元形状が不定形である場合、繊維長が200μm以上とは、該二次元形状の外周上の二点間の距離が200μm以上となる場合があることが意図される。
【0050】
さらに、上記成形品に含有される繊維状フィラーの数平均繊維長が76μm以下であればより好ましい。これは、上記成形品に含有される繊維状フィラーの長繊維割合が2.5%以下であり、かつ、数平均繊維長が76μm以下であれば、繊維状フィラーの露出の原因となる、繊維長の長い繊維状フィラーの含有量が非常に少なくなり、本発明の目的をより容易に達成可能だからである。
【0051】
数平均繊維長が短いほど、長い繊維の含有率は小さくなるため、数平均繊維長の下限値は特に限定されるものではないが、実使用上は20μmであることが好ましい。数平均繊維長が20μm以上76μm以下のとき、機械的強度を十分に保った上で繊維長の長い繊維状フィラーの影響を十分に低減することができる。ただし、数平均繊維長が20μm未満であっても、数平均繊維長が20μm以上76μm以下のときよりも機械的強度は劣るが、長い繊維の含有率は小さくなるため、本発明の効果を奏することは可能である。
【0052】
上記繊維状フィラー露出面積率は、0.3%以下であることがより好ましい。これによって、外部から加わる力に対する上記成形品の耐性がより向上する。例えば、後述するスクラッチ試験のように強い力がかかった場合であっても、繊維状フィラーの脱落や、樹脂くずの発生を抑制することができ、上記成形品は、有接点電子部品を製造するためにさらに好適に用いることができるようになる。上述のように、繊維状フィラー露出面積率は、低いほど本発明の課題を解決する上で有利であるため、下限値は特に限定されるものではなく、0%であることが最も好ましい。
【0053】
上記繊維状フィラー露出面積率が0.3%以下である成形品は、上記成形品に含有される繊維状フィラーの長繊維割合が2.5%以下であることが好ましく、さらに数平均繊維長が76μm以下であることがより好ましく、さらに上記成形品の表面ヤング率が3700MPa以下であることが特に好ましい。これにより、繊維状フィラーの脱落および樹脂くずの発生が抑制され、かつ、比較的たわみやすい成形品となるため、有接点電子部品に用いた場合、接触不良を非常に効果的に抑制することができる。
【0054】
上記長繊維割合は、上述のように0%であることが最も好ましい。また、数平均繊維長の下限値は特に限定されるものではないが、上述のように実使用上は20μmであることが好ましい。表面ヤング率の下限値は、特に限定されるものではないが、実在する液晶性ポリマーのヤング率が2000MPa以上であるため、2000MPaにできるだけ近いものを用いることが好ましい。
【0055】
上記長繊維割合および数平均繊維長の測定法は、後述の実施例に記載した方法を用いることができる。表面ヤング率とは、成形品表面のうち、繊維状フィラーが露出していない部分を測定部位として測定したヤング率のことである。測定法は後述の実施例において述べる。
【0056】
上記繊維状フィラー露出面積率が0.4%以下である成形品は、例えば、長繊維割合が2.5%以下である繊維状フィラーと、液晶性ポリマーとを含有する液晶性樹脂組成物を射出成形することによって製造することができる。また、長繊維割合が2.5%を超える繊維状フィラーを用いる場合は、成形可能な範囲で繊維状フィラーの含有率を減らした液晶性樹脂組成物を射出成形することによって、上記繊維状フィラー露出面積率が0.4%以下である成形品を製造することができる。本明細書において、射出成形の条件については特に限定されるものではないが、射出成形温度が300〜400℃であることが好ましい。
【0057】
また、長繊維割合が2.5%以下であり、かつ、数平均繊維長が76μm以下である繊維状フィラーと、液晶性ポリマーとを含有する液晶性樹脂組成物を射出成形することによって、上記繊維状フィラー露出面積率が0.4%以下、長繊維割合が2.5%以下であり、かつ、数平均繊維長が76μm以下である繊維状フィラーを含有する成形品を製造することができる。
【0058】
上記繊維状フィラー露出面積率が0.4%以下である成形品の製造に用いられる液晶性樹脂組成物における繊維状フィラーの含有率は、25重量%〜40重量%であることが好ましく、33重量%〜40重量%であることがより好ましく、33重量%〜37重量%であることが特に好ましい。
【0059】
上記繊維状フィラー露出面積率が0.3%以下である成形品は、例えば、長繊維割合が2.5%以下、かつ、数平均繊維長が76μm以下である繊維状フィラーと、液晶性ポリマーとを含有し、表面ヤング率が3700MPa以下である液晶性樹脂組成物を射出成形することによって製造することができる。上記液晶性樹脂組成物における繊維状フィラーの含有率は33重量%〜37重量%であることが好ましい。
【0060】
長繊維割合が2.5%以下、かつ、数平均繊維長が76μm以下という条件を満たさない繊維状フィラーを用いる場合は、表面ヤング率が3700MPa以下であって、成形可能な範囲で繊維状フィラーの含有率を減らした液晶性樹脂組成物を射出成形することにより、上記繊維状フィラー露出面積率が0.3%以下である成形品を製造することができる。
【0061】
(2.有接点電子部品用の液晶性樹脂組成物)
本発明にかかる有接点電子部品用の液晶性樹脂組成物は、繊維状フィラーおよび液晶性ポリマーを含有する、有接点電子部品用の液晶性樹脂組成物であって、上記繊維状フィラーは、繊維長が200μm以上の繊維状フィラーが占める割合が2.5%以下である。
【0062】
各構成については、既に説明したとおりである。上述のように、上記有接点電子部品用の液晶性樹脂組成物は、射出成形することによって、上記繊維状フィラー露出面積率が0.4%以下である成形品を製造することができる。
【0063】
上記繊維状フィラーの数平均繊維長は、76μm以下であることが好ましい。また、上記液晶性樹脂組成物の表面ヤング率は3700MPa以下であることが好ましい。上述のように数平均繊維長の下限値は特に限定されるものではないが、実使用上は20μmであることが好ましい。表面ヤング率の下限値は、特に限定されるものではないが、実在する液晶性ポリマーのヤング率が2000MPa以上であるため、2000MPaにできるだけ近いものを用いることが好ましい。
【0064】
ここで、本発明にかかる液晶性樹脂組成物の原料となる長繊維割合が2.5%以下の繊維状フィラー、および、長繊維割合が2.5%以下、かつ、数平均繊維長が76μm以下である繊維状フィラーとしては、例えばセントラル硝子(株)製のミルドファイバーEFH100−01や日本電気硝子(株)製のミルドファイバーEPG70M−01Nなどを用いることができる。液晶性ポリマーとしては、上述の(1.)に記載の液晶性ポリマーを用いることができ、市販品でも合成品でもかまわない。
【0065】
液晶性ポリマーの合成方法としては特に限定されるものではなく、従来公知の方法を用いることができる。例えば、反応容器にp−ヒドロキシ安息香酸、4,4’−ジヒドロキシビフェニル、ハイドロキノン、テレフタル酸、イソフタル酸および無水酢酸を必要量仕込んで重縮合反応を行い、反応終了後、加圧下でポリマーを吐出させ、ペレタイズすることによって製造することができる。
【0066】
本発明にかかる液晶性樹脂組成物は、(i)長繊維割合が2.5%以下の繊維状フィラー、または、(ii)長繊維割合が2.5%以下、かつ、数平均繊維長が76μm以下である繊維状フィラーを、好ましくは25重量%〜40重量%、より好ましくは33〜40重量%用い、液晶性ポリマーと混合して100重量%となるようにし、溶融混練等の方法に供することによって得ることができる。
【0067】
また、長繊維割合が2.5%以下、かつ、数平均繊維長が76μm以下である繊維状フィラー、および液晶性ポリマーを含有する液晶性樹脂組成物であって、表面ヤング率が3700MPa以下である液晶性樹脂組成物は、長繊維割合が2.5%以下、かつ、数平均繊維長が76μm以下である繊維状フィラーを、好ましくは33〜37重量%用い、ヤング率が3700MPa以下である液晶性ポリマーと混合して100重量%となるようにし、溶融混練等の方法に供することによって得ることができる。液晶性樹脂組成物の表面ヤング率は、用いる液晶性ポリマーのヤング率によって決まるため、用いる液晶性ポリマーを変更することによって、上記表面ヤング率を適宜変更することができる。
【0068】
なお、液晶性樹脂組成物に含有される繊維状フィラーの数平均繊維長、長繊維割合、表面ヤング率は、後述する実施例に記載した測定法によって測定することができる。
【0069】
(3.有接点電子部品)
本発明にかかる有接点電子部品は、本発明にかかる成形品を含有する。有接点電子部品としては、可動接点を有するものであれば限定されるものではない。例えばリレー、スイッチ、コネクタ等を挙げることができる。
【0070】
有接点電子部品における接触不良は、多くが、成形品から脱落した繊維状フィラーや樹脂くずなどの絶縁物が接点間に挟まってしまうことに起因する。本発明にかかる成形品は、成形品表面への繊維状フィラーの露出が抑制されているため、摩擦などの力が加わった際に繊維状フィラーの脱落や樹脂くずの発生を防ぐことができる。それゆえ、本発明にかかる有接点電子部品は、接触不良の発生頻度を従来よりも大幅に減らすことができ、所望の性能を安定的に発揮することができる。
【0071】
上記有接点電子部品は従来公知の方法によって製造することができる。上記有接点電子部品に用いる本発明にかかる成形品は、本発明にかかる液晶性樹脂組成物を射出成形することにより、それぞれの部品に求められる形状に加工すればよい。
【実施例】
【0072】
以下、実施例に基づいて本発明をより詳細に説明するが、本発明は以下の実施例に限定されるものではない。
【0073】
〔測定法〕
(1.数平均繊維長、長繊維割合、表面ヤング率、繊維状フィラー露出面積率の測定)
実施例および比較例において、繊維状フィラーの数平均繊維長は、以下の測定法により測定した。すなわち、成形品をISO6245に従い灰化して繊維状フィラーを採取し、採取した繊維状フィラー1000本以上を、顕微鏡(オリンパス(株)製、BX60M−VM−1)にて倍率70倍で観察し、画像処理ソフト(イノテック(株)製、Quick Grain)を用いて繊維長を測定した。そして、測定した繊維長の数平均繊維長を求めて、繊維状フィラーの数平均繊維長とした。
【0074】
長繊維割合は、成形品に含有される繊維状フィラーにおける、繊維長が200μm以上の繊維状フィラーの含有率であり、上記数平均繊維長と、繊維長の分散(σ2)とから算出した正規分布から、繊維長が200μm以上の繊維状フィラーの割合を算出することによって求めることができる。
【0075】
実施例および比較例において、表面ヤング率は、成形品表面のうち、繊維状フィラーが露出していない部分を測定部位として選択し、フィッシャー硬度計((株)フィッシャー・インストルメンツ製、H100C)を用いて、測定深さ10μm、試験荷重150mN、アプリケーション時間10秒、クリープ1秒の条件でヤング率を測定し、表面ヤング率とした。図2は、上記測定部位の選択の様子を示す概念図である。図中、明るく見える部分は表面に露出している繊維状フィラーであり、それ以外の部分は液晶性ポリマーである。「○測定場所(例)」と記載した部分は、成形品表面に露出した繊維状フィラーが見られない部分であるため、このような部分を測定部位とする。「×測定場所(例)」と記載した部分は、露出した繊維状フィラーが存在している部分であるため、ヤング率の測定には不適である。
【0076】
実施例および比較例において、繊維状フィラー露出面積率は、以下のように測定した。すなわち、成形品の最終末端部の表面を観察部位とし、FE−SEM(日立製作所(株)製、S−4700)を用いて、倍率70倍、加速電圧15kVの条件で該表面を観察し、YAG検出器によって得られた反射電子組成像を画像処理ソフト(イノテック(株)製、Quick Grain)を用いて解析して、上記観察部位の面積に占める繊維状フィラーの面積の割合を求め、繊維状フィラー露出面積率とした。なお、上記「表面」には、表面から3μmの深さまでが含まれる。
【0077】
(2.テープ剥離試験)
後述する実施例および比較例において述べる液晶性樹脂組成物のペレットを射出成形機(ファナック(株)製、Fanuc30αB)を用いて射出成形温度300℃〜400℃で成形し、薄肉の一面側開放形状の箱型成形品を得た。該箱型成形品の寸法は、W18mm×D10mm×H10mm、t=0.3mmであった。
【0078】
該箱型成形品の表面に、セロハンテープを、フォースゲージ((株)イマダ製、ZP−500N)を用いて定荷重(5.0N〜5.3N)を加えることによって貼り付け、定時間(0.5秒〜1.0秒)内にセロハンテープを剥離した。次に、剥離したセロハンテープに付着した液晶性ポリマーの面積が、上記セロハンテープのうち、上記箱型成形品に付着させた部分の面積(W18mm×D10mmの面の面積)に占める割合を画像処理ソフト(Adobe,PhotoShop)を用いて算出した。
【0079】
結果は、上記割合が11%以上の場合を不良品として判定した。これは、上記割合が11%以上になると成形品において接触不良の問題が生じる傾向があるためである。
【0080】
(3.リフロー後の露出面積増量の測定)
実施例および比較例において得られた成形品をリフロースコープ((株)コアーズ製、core9050b)を用いて、160〜220℃で120秒、220〜250℃で60秒、250〜260℃で10秒というリフロー温度条件に供する試験を行った。1回試験後、成形品表面の繊維状フィラー露出面積率を(1.)で述べた方法によって測定し、上記試験に供した後の繊維状フィラー露出面積率が、上記試験に供する前の繊維状フィラー露出面積率に対して増加した割合を求め、リフロー後の露出面積増量とした。
【0081】
結果は、リフロー後の露出面積増量が0.2%以上の場合を不良品として判定した。これは、リフロー後の露出面積増量が0.2%以上になると、成形品表面から露出した繊維状フィラーが、例えば他の物体と接触した場合等に脱落することが多くなる傾向があり、実用上好ましくないためである。後述する表1では、リフロー後の露出面積増量が0.2%未満であった場合、結果を「無」と表記し、例えばリフロー後の露出面積増量が0.2%であった場合、結果を「+0.2」と表記している。
【0082】
(4.スクラッチ試験)
実施例および比較例において得られた成形品に、R=0.3mmの銅突起物で定荷重(1N)を加え、上記銅突起物を、長さ10mmの一直線上を摺動するように100mm/sで100回摺動させ、該摺動によって得られたスクラッチ痕の端部をFE−SEM(日立製作所(株)製、S−4700)を用いて倍率300倍で観察した。スクラッチ痕の溝の深さは10μmであった。
【0083】
図3は、スクラッチ試験、およびスクラッチ痕のFE−SEMによる観察を示す模式図である。上記「スクラッチ痕の端部」とは、上記銅突起物の摺動によって成形品に生じたスクラッチ痕の両端部分をいう。
【0084】
結果は、50μm以上の樹脂くずの発生がない場合を合格とした。これは、50μm以上の樹脂くずが発生すると、摩擦等の力が加わった際に脱落し、有接点電子部品に用いた場合に接点間に混入して接触不良の原因となる可能性が高いためである。
【0085】
なお、「樹脂くず」とは、上記スクラッチ痕の端部において成形品の表面から剥離した液晶性ポリマーのことであり、「50μm以上の樹脂くず」とは、樹脂くずの長さが50μm以上であることをいう。樹脂くずの長さが50μm以上とは、例えば、樹脂くずを顕微鏡で観察し、その二次元形状が実質的に円形状である場合はその円の直径、実質的に楕円形状である場合はその楕円の長径、実質的に正方形状である場合は辺の長さ、実質的に長方形状である場合は長辺の長さが50μm以上であることが意図される。また、樹脂くずの二次元形状が不定形である場合は、該二次元形状の外周上の二点間の距離が50μm以上となる場合があることが意図される。
【0086】
〔実施例1〕
繊維状フィラーとしてEPG70M−01N(日本電気硝子(株)製)を35重量%、液晶ポリマーとして繊維状フィラーを含んでいないLX70G35F(東レ製)を65重量%用い、これらを二軸押出機KZW15TW−45MG−NH(テクノベル製)に供して、溶融混練を行い、ペレットを得た。なお、実施例1〜6で用いた繊維状フィラーはすべてガラスファイバーである。
【0087】
次いで該ペレットを射出成形機(ファナック(株)製、Fanuc30αB)を用いて射出成形温度320℃で成形し、成形品を得た。該成形品に含まれる繊維状フィラーの数平均繊維長、該繊維状フィラーの長繊維割合、該成形品の表面ヤング率、および繊維状フィラー露出面積率を測定した。測定値は表1に示すとおりであった。また、得られた上記成形品を、上述のテープ剥離試験、スクラッチ試験に供した結果、およびリフロー後の露出面積増量を測定した結果も表1に示した。
【0088】
【表1】
【0089】
〔実施例2〕
繊維状フィラーとしてEPG70M−01N(日本電気硝子(株)製)を33重量%、液晶ポリマーとして繊維状フィラーを含んでいないLX70G35F(東レ製)を67重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0090】
〔実施例3〕
繊維状フィラーとしてEPG70M−01N(日本電気硝子(株)製)を37重量%、液晶ポリマーとして繊維状フィラーを含んでいないLX70G35F(東レ製)を63重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0091】
〔実施例4〕
繊維状フィラーとしてEPG70M−01N(日本電気硝子(株)製)を35重量%、液晶ポリマーとして繊維状フィラーを含んでいないLX70G35F(東レ製)を65重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0092】
〔実施例5〕
繊維状フィラーとしてPF70E−001(日東紡績製)を40重量%、液晶ポリマーとして繊維状フィラーを含んでいないE6008MR(住友化学製)を60重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0093】
〔実施例6〕
繊維状フィラーとしてEPG70M−011N(日本電気硝子(株)製)を40重量%、液晶ポリマーとして繊維状フィラーを含んでいないE6008MR(住友化学製)を60重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0094】
〔比較例1〕
繊維状フィラーとしてSS05C−404(日東紡績製)を35重量%、液晶ポリマーとして繊維状フィラーを含んでいないLX70G35F(東レ製)を65重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0095】
〔比較例2〕
繊維状フィラーとしてEFH100−01(セントラル硝子製)を40重量%、液晶ポリマーとして繊維状フィラーを含んでいないE6008MRB(住友化学製)を60重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0096】
〔比較例3〕
繊維状フィラーとしてEPG70M−80A(日本電気硝子(株)製)を30重量%、液晶ポリマーとして繊維状フィラーを含んでいないLX70G35F(東レ製)を70重量%用い、実施例1と同様の方法によって成形品を得た。結果を表1に示す。
【0097】
表1に示すように、実施例1〜6で得られた成形品は、繊維状フィラー露出面積率が0.4%以下であり、繊維状フィラーの露出が低く抑えられていた。このとき、リフロー後の露出面積増量が0.2%未満となり、熱履歴後であっても繊維状フィラーの脱落が生じにくい成形品となっていた。また、テープ剥離試験の結果も良好であった。スクラッチ試験では、実施例1〜4において50μm以上の樹脂くずの発生が見られなかった。
【0098】
実施例5ではテープ剥離試験の結果は良好であったが、スクラッチ試験では、記樹脂くずの発生が観察されていた。これは、実施例5および6で得られた成形品は、テープ剥離試験で加えた比較的弱い荷重には十分に耐えうるが、スクラッチ試験で加えたような強い荷重に対しては、樹脂くずの発生を抑制できるまでに至らなかったためであると考えられる。
【0099】
この結果は、実施例5および6で得られた成形品は、繊維状フィラーの含有率が40重量%であり、実施例1〜4と比較して高いため、実施例1〜4よりも繊維状フィラーと液晶ポリマーとの接合部に摩擦が生じる確率が比較的高いことと、表面ヤング率が実施例5は4200MPa、実施例6は4000MPaであり、実施例1〜4と比較して高いため、液晶性ポリマーと液晶性ポリマーとの間に、接合力よりも強い力が加わると、樹脂くずが発生しやすくなる傾向があることが原因として考えられる。
【0100】
しかしながら、リフロー後の露出面積増量は0.2%未満に抑制されているため、熱履歴後であっても成形品からの繊維状フィラーの脱落は十分に抑制されていると言える。実用上、リフロー後の露出面積増量の抑制は、繊維状フィラーの脱落および樹脂くずの発生が少ない成形品を得る上で非常に重要なファクターであるため、実施例5および6で得られた成形品は、本発明の課題を解決する上で十分利用価値があると言える。したがって、繊維状フィラー露出面積率が0.4%以下である成形品も本発明の範囲に含まれる。
【0101】
そして、実施例1〜4で得られた、繊維状フィラー露出面積率が0.3%以下である成形品は、テープ剥離試験、リフロー後の露出面積増量、スクラッチ試験のいずれにおいても優れた結果を示すことができているため、繊維状フィラーの脱落および樹脂くずの発生をより効果的に抑制できるということが言える。
【0102】
繊維状フィラー露出面積率が0.4%を超える比較例1〜3では、テープ剥離試験、リフロー後の露出面積増量、スクラッチ試験のいずれにおいても満足な結果は得られなかった。これは、成形品における長繊維割合が2.5%を超えており、大きいため、繊維状フィラーの脱落、樹脂くずの発生が非常に起こりやすい状態になっているためであると考えられる。
【0103】
本発明は上述した各実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
【産業上の利用可能性】
【0104】
本発明にかかる、繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品は、成形品表面への繊維状フィラーの露出が抑制されており、摩擦などの力が加わった際に繊維状フィラーの脱落や樹脂くずの発生を防ぐことができるため、リレー、スイッチ、コネクタ等の有接点電子部品の接触不良を大幅に低減することができる。したがって、本発明は各種電気産業、電子産業等において幅広く利用することができる。
【特許請求の範囲】
【請求項1】
繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品であって、上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合が0.4%以下であることを特徴とする成形品。
【請求項2】
上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合が0.3%以下であることを特徴とする請求項1に記載の成形品。
【請求項3】
上記成形品に含有される繊維状フィラーは、繊維長が200μm以上の繊維状フィラーの含有率が2.5%以下であることを特徴とする請求項1に記載の成形品。
【請求項4】
上記成形品に含有される繊維状フィラーは、数平均繊維長が76μm以下であることを特徴とする請求項3に記載の成形品。
【請求項5】
上記成形品に含有される繊維状フィラーは、繊維長が200μm以上の繊維状フィラーの含有率が2.5%以下、かつ、数平均繊維長が76μm以下であり、上記成形品の表面ヤング率は3700MPa以下であることを特徴とする請求項2に記載の成形品。
【請求項6】
繊維状フィラーおよび液晶性ポリマーを含有する、有接点電子部品用の液晶性樹脂組成物であって、上記繊維状フィラーは、繊維長が200μm以上の繊維状フィラーの含有率が2.5%以下であることを特徴とする液晶性樹脂組成物。
【請求項7】
上記液晶性樹脂組成物に含有される繊維状フィラーは、数平均繊維長が76μm以下であることを特徴とする請求項6に記載の液晶性樹脂組成物。
【請求項8】
表面ヤング率が3700MPa以下であることを特徴とする請求項7に記載の液晶性樹脂組成物。
【請求項9】
繊維長が200μm以上の繊維状フィラーの含有率が2.5%以下、かつ、数平均繊維長が76μm以下である繊維状フィラーを33重量%以上37重量%以下含有することを特徴とする請求項8に記載の液晶性樹脂組成物。
【請求項10】
請求項6に記載の液晶性樹脂組成物を射出成形してなることを特徴とする成形品。
【請求項11】
請求項1に記載の成形品を含有することを特徴とする有接点電子部品。
【請求項1】
繊維状フィラーおよび液晶性ポリマーを含有する液晶性樹脂組成物を射出成形してなる成形品であって、上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合が0.4%以下であることを特徴とする成形品。
【請求項2】
上記成形品の表面に露出した上記繊維状フィラーの面積の、上記成形品の表面積に占める割合が0.3%以下であることを特徴とする請求項1に記載の成形品。
【請求項3】
上記成形品に含有される繊維状フィラーは、繊維長が200μm以上の繊維状フィラーの含有率が2.5%以下であることを特徴とする請求項1に記載の成形品。
【請求項4】
上記成形品に含有される繊維状フィラーは、数平均繊維長が76μm以下であることを特徴とする請求項3に記載の成形品。
【請求項5】
上記成形品に含有される繊維状フィラーは、繊維長が200μm以上の繊維状フィラーの含有率が2.5%以下、かつ、数平均繊維長が76μm以下であり、上記成形品の表面ヤング率は3700MPa以下であることを特徴とする請求項2に記載の成形品。
【請求項6】
繊維状フィラーおよび液晶性ポリマーを含有する、有接点電子部品用の液晶性樹脂組成物であって、上記繊維状フィラーは、繊維長が200μm以上の繊維状フィラーの含有率が2.5%以下であることを特徴とする液晶性樹脂組成物。
【請求項7】
上記液晶性樹脂組成物に含有される繊維状フィラーは、数平均繊維長が76μm以下であることを特徴とする請求項6に記載の液晶性樹脂組成物。
【請求項8】
表面ヤング率が3700MPa以下であることを特徴とする請求項7に記載の液晶性樹脂組成物。
【請求項9】
繊維長が200μm以上の繊維状フィラーの含有率が2.5%以下、かつ、数平均繊維長が76μm以下である繊維状フィラーを33重量%以上37重量%以下含有することを特徴とする請求項8に記載の液晶性樹脂組成物。
【請求項10】
請求項6に記載の液晶性樹脂組成物を射出成形してなることを特徴とする成形品。
【請求項11】
請求項1に記載の成形品を含有することを特徴とする有接点電子部品。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−116942(P2012−116942A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−267625(P2010−267625)
【出願日】平成22年11月30日(2010.11.30)
【特許番号】特許第4821927号(P4821927)
【特許公報発行日】平成23年11月24日(2011.11.24)
【出願人】(000002945)オムロン株式会社 (3,542)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年11月30日(2010.11.30)
【特許番号】特許第4821927号(P4821927)
【特許公報発行日】平成23年11月24日(2011.11.24)
【出願人】(000002945)オムロン株式会社 (3,542)
【Fターム(参考)】
[ Back to top ]