
液滴吐出ヘッドおよびそれを備えた液滴吐出装置、画像形成装置

【課題】共通供給流路形成部材の剛性を高めて取扱性の向上を図り、吐出特性が安定した動作信頼性の高い液滴吐出ヘッドを提供する。
【解決手段】列状に配置された複数のノズル1と、各ノズル1にそれぞれ個別に連通して設けられた圧力室3と、圧力室3に圧力の変動を与える圧力発生手段17と、圧力室3に個別に連通して設けられた個別供給流路4と、各個別供給流路4と連通する共通供給流路8を形成した共通供給流路形成部材10を備え、共通供給流路8を通して供給された液体を各個別供給流路4を通して各圧力室3に導入し、圧力発生手段17により圧力室3に圧力の変動を与えて、ノズル1から液滴を吐出する液滴吐出ヘッドにおいて、共通供給流路形成部材10の共通供給流路8内に、ノズル配列方向と直交する方向に延びる格子部9をノズル配列方向に沿って所定の間隔をおいて複数形成したことを特徴とする。
【解決手段】列状に配置された複数のノズル1と、各ノズル1にそれぞれ個別に連通して設けられた圧力室3と、圧力室3に圧力の変動を与える圧力発生手段17と、圧力室3に個別に連通して設けられた個別供給流路4と、各個別供給流路4と連通する共通供給流路8を形成した共通供給流路形成部材10を備え、共通供給流路8を通して供給された液体を各個別供給流路4を通して各圧力室3に導入し、圧力発生手段17により圧力室3に圧力の変動を与えて、ノズル1から液滴を吐出する液滴吐出ヘッドにおいて、共通供給流路形成部材10の共通供給流路8内に、ノズル配列方向と直交する方向に延びる格子部9をノズル配列方向に沿って所定の間隔をおいて複数形成したことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えばインクジェット記録ヘッドなどの液滴吐出ヘッドに係り、特に個別供給流路に例えばインクなどの液体を分散して導入する前の共通供給流路の構成に関するものである。
【背景技術】
【0002】
液滴吐出ヘッドおよびそれを備えた画像形成装置として、インクジェット記録ヘッドおよびインクジェットプリンタを例にとって以下説明する。
【0003】
(背景技術1)
インクジェット記録ヘッドにおいて、インクタンクからインク供給チューブを通って導入されたインクは、共通供給流路を経由し、さらに複数の個別供給流路、圧力室へと供給される。そして各圧力室に供給されたインクに選択的に圧力を付与することにより、ノズルからインク滴を吐出する機構になっている。
【0004】
供給するインクに不純物や汚染物質などが混入していると個別流路が塞がれたり、ノズルでの詰りからインクが吐出できなくなる。インクジェット記録ヘッドは複数配列されたノズルが一つでも詰まりを起こすと、印字品質に大きく影響を及ぼす。そのため、一般にインクタンク導入部への接続前にフィルタを設けて、インク流路への不純物などの侵入を防止している。
【0005】
しかし、インクジェット記録ヘッドの製造時に発生するゴミ(例えば製作時に発生するフレームのバリ、稜線部、角部の欠けなど)を除去することができない。その対応策として、特許文献1には流路内にゴミを除去するためのフィルタを設けることが開示されており、具体的には共通液室から個別圧力室に繋がる直前の個別供給流路内にフィルタを設けている。特許文献2でも個別供給流路直前の個別流路インク導入部にシート状のフィルタを設けている。個別供給流路へ連通する部分の仕切りがないため、フィルタ詰りに対するゴミの排除性は向上し、特許文献1に比べてフィルタ詰りによる寿命は長寿命化される。
【0006】
特許文献3には、1枚のフィルタプレートのフィルタ部の取扱の性能を向上させるために、エッチング等の構成材料を等方的に除去する方法を用いて凹部を形成し、凹部にフィルタ孔を設けて、フィルタ部以外を厚肉部として取扱性をよくすることが開示されている。また凹部にフィルタ孔を設けているため、薄肉部にフィルタを設けることで圧力損失を低減することができる。
【0007】
フィルタを形成するにあたっては、フィルタは、金属プレートの一面側から所定領域内にエッチング等の構成材料を等方的に除去することにより、その深さが前記金属プレートの厚みよりも小さい複数の小孔が形成され、前記凹部は金属プレートの前記一面の反対面から前記所定領域の全域に亘って、凹部をエッチング等の構成材料を等方的に除去することにより形成されて複数の小孔を貫通させてフィルタ孔を形成する。このプレートを複数枚積層することにより前記インク流路内にフィルタ部を構成し、このフィルタ部は凹部と、その凹部の底面部に形成された複数のフィルタ孔とを有している。
【0008】
(背景技術2)
現在、インクジェットプリンタは高速印字と高画質印字の両立などのニーズが高まってきている。一般にインクジェットプリンタはサーマル方式、圧電素子方式に大別される。サーマル方式はインク加熱時にヒータ上にコゲーションと呼ばれる堆積物が発生することにより加熱性能が劣化するため、インクジェット記録ヘッドの吐出特性が低下し、インクジェット記録ヘッドの長寿命化が難しい。また加熱部が直接インクに接触して腐食、劣化が生じ易いから、使用可能なインクの種類が制限されるなどの問題がある。
【0009】
これに対して圧電素子方式のインクジェット記録ヘッドは、振動板を用いるので圧電振動子はインクと接触せず、圧電振動子がインクによって腐食、劣化されることがなく、そのため様々なインクに対応できるという利点がある。
【0010】
近年、印刷の分野で紫外線硬化型インク(UVインク)の需要が高まってきている。UVインクは常温状態では比較的高粘度のものが多い。UVインクのような高粘度のインクを圧電素子方式で吐出させる場合、インクを低粘度化させるためヒータを用いて、インクを予め加熱する方式が採られている。
【0011】
ヒータで加熱するに際してインクジェット記録ヘッド内での熱伝達に分布があると、各チャンネルに供給されるインクの粘度が不均一になり、印字品質に関連する液滴吐出速度、液滴重量の基本吐出特性に大きく影響を及ぼす。
【0012】
インクジェット記録ヘッド内部のインク温度を均一にする方法として、ヒータの発熱密度をノズルの配列方向に沿って変化させて、共通供給流路内のインク温度(インク粘度)を均一化する技術が特許文献4に開示されている。
【発明の概要】
【発明が解決しようとする課題】
【0013】
(課題1)
近年のインクジェット記録ヘッドは、高密度化、微小液滴吐出が要求されている。そのためインクを吐出する一つのチャンネルの個別液室(ノズル、圧力室、個別供給流路)は小型化する必要がある。
【0014】
特許文献1のように一つの個別液室供給部の内部に対応して1対のフィルタ部を設けると、フィルタの透過面積は小さくなってしまう。特許文献2も同様にフィルタ下流側はすぐに個別液室となっているために個別液室に割り当てられるフィルタ面積は同様に小さくなってしまう。この場合、僅かなゴミが発生、堆積しただけでも、フィルタ透過有効面積が縮小される。個別液室が小型になればなるほど、フィルタ面積に対する機能しないフィルタ部の割合が大きくなる。この場合フィルタ部の圧力損失は大きくなってしまい、その結果インク供給性能が低下する。
【0015】
しかも特許文献1の場合、液室は個別に一つの液室に対して区切られているため、フィルタ部に溜まったゴミを流路内に強制的な圧力によって、流速の速い流れを発生させて排除することは困難である。
【0016】
また特許文献2の場合、フィルタがシート状であるためゴミを強制的な流れによって排除することは可能だが、シート状フィルタの取扱性を確保するため強度が必要であり、フィルタをある程度厚くしなければならない。
【0017】
近年、インクジェット記録ヘッドは高解像度、小液滴吐出のともに、高速印字という観点から単位時間あたりの吐出量を多くすることも必要とされる。そのため高速印字するために単位時間あたりに流路を通過する流量も大きくなる。流路への供給流量が大きい場合、圧力損失が大きくなることが予想される。
【0018】
一般に圧力損失は、(圧力損失)=(流路の流体抵抗)×(流量)で定義される。インク供給流量を大きくしつつ、圧力損失を小さくするためには、流体抵抗を減らさなければならない。同一ろ過精度、開口率を有するフィルタの場合、透過方向のフィルタの厚みは極力薄くした方が流体抵抗を減らすことができる。前述のように特許文献2は取扱性のためにある程度のフィルタ厚を確保しなければならず、そのために高速印字に対応したインクジェット記録ヘッドを作るのには適していない。
【0019】
特許文献3の場合、ハンドリング性の強度を増すことができるが、凹部の裏面側はフィルタ面とハンドリング面は同一平面状にあるために、作業上、フィルタ部に接触しやすい状態であり、接触などによってフィルタ部が損傷、破損することがある。
【0020】
また、エッチングでフィルタ穴を形成しているが、ステンレス材や樹脂のエッチングにあたって、板厚は一般に板厚10〜20μm程度が限界とされている。それ以上薄いとエッチング工程中のレジスト液の洗浄時における洗浄圧や、もともと構成部材が有している僅かな折れなどにより破損してしまうことがあり、フィルタ製造の歩留りが悪くコスト高になる。
【0021】
特許文献3のように小さい開口部では、中央部に格子部を一本配すれば十分かもしれないが、A4やA3の広幅サイズの対応したライン式のインクジェット記録ヘッドでは、格子部は前記では十分ではない。しかし、格子部の数を多くするとフィルタの透過面積が小さくなり、圧力損失が大きくなる。反対に格子部の数が少なすぎると、フィルタの取扱性が悪いなどの欠点がある。
【0022】
(課題2)
特許文献4に開示されている技術では、ノズルの配列方向にはインク温度を均一にでるが、インクが共通供給流路からリストリクタを通り圧力室に導入される方向に対しては温度分布が発生してしまい、インクジェット記録ヘッドの駆動周波数が高くなった場合、インクの加熱が十分でなく、低粘度のインクがノズルに供給されてしまい、所望の吐出特性が得られないという問題がある。
【0023】
このような加熱の問題を解決するために、1つの供給インク流路に対して両側面からヒータによって加熱する構成も考えられるが、1つのマニホールド部に対してヒータが2つ必要になり、部品点数が増え、コスト高となる。またこの構成であると、供給インク流路を確保するために空間部が多くなり、マニホールド部の剛性が低下し、長手方向のインク流路に反りが発生する。この反りの発生により、圧電振動子とその変位を圧力室に圧力の変動として伝える振動板のギャップがチャンネル毎に不揃いになり、その影響で各ノズルの吐出特性が違ってしまい、印字品質に大きく影響を及ぼす。
【0024】
本発明の目的は、前述のような従来技術の欠点を解消し、共通供給流路形成部材の剛性を高めて取扱性の向上を図り、吐出特性が安定した動作信頼性の高い液滴吐出ヘッドおよびそれを備えた液滴吐出装置、画像形成装置を提供することにある。
【課題を解決するための手段】
【0025】
前記目的を達成するため、本発明の第1の手段は、列状に配置された複数のノズルと、各ノズルにそれぞれ個別に連通して設けられた圧力室と、その圧力室に圧力の変動を与える圧力発生手段と、前記各圧力室にそれぞれ個別に連通して設けられた個別供給流路と、各個別供給流路と連通する共通供給流路を形成した共通供給流路形成部材を備え、
前記共通供給流路を通して供給された液体を前記各個別供給流路を通して前記各圧力室に導入し、前記圧力発生手段により圧力室に圧力の変動を与えて、前記ノズルから液滴を被着媒体に着弾する液滴吐出ヘッドを対象とするものである。
【0026】
そして前記共通供給流路形成部材の共通供給流路内に、前記ノズルの配列方向と直交する方向に延びる格子部をノズルの配列方向に沿って所定の間隔をおいて複数形成したことを特徴とするものである。
【0027】
本発明の第2の手段は前記第1の手段において、前記格子部のノズル配列方向の厚さが、前記個別供給流路を区画形成する隔壁のノズル配列方向の厚さとほぼ同寸であることを特徴とするものである。
【0028】
本発明の第3の手段は前記第2の手段において、前記共通供給流路から個別供給流路への液体の流れ方向に沿って前記格子部が前記隔壁と対応する位置に配置されていることを特徴とするものである。
【0029】
本発明の第4の手段は前記第1の手段において、前記共通供給流路形成部材が熱伝導性の良好な材料で構成され、その共通供給流路形成部材の一側面に前記ノズル配列方向に沿って延びたヒータが取り付けられ、そのヒータから発せられた熱を前記共通供給流路形成部材ならびに前記複数の格子部を介して、前記共通供給流路を通過する液体に供給される構成になっていることを特徴とするものである。
【0030】
本発明の第5の手段は前記第4の手段において、前記液体が紫外線硬化型液体であることを特徴とするものである。
【0031】
前記目的を達成するため、本発明の第6の手段は、列状に配置された複数のノズルと、各ノズルにそれぞれ個別に連通して設けられた圧力室と、その圧力室に圧力の変動を与える圧力発生手段と、前記各圧力室にそれぞれ個別に連通して設けられた個別供給流路と、各個別供給流路と連通する共通供給流路を形成した共通供給流路形成部材を備え、
前記共通供給流路を通して供給された液体を前記各個別供給流路を通して前記各圧力室に導入し、前記圧力発生手段により圧力室に圧力の変動を与えて、前記ノズルから液滴を被着媒体に着弾する液滴吐出ヘッドを対象とするものである。
【0032】
そして前記共通供給流路形成部材の前記共通供給流路内にフィルタが設けられ、
そのフィルタを間にして前記共通供給流路内が、フィルタよりも液体流れ方向上流側に形成された上流側共通供給流路と、フィルタよりも液体流れ方向下流側に形成された下流側共通供給流路に分かれており、
前記上流側共通供給流路内ならびに下流側共通供給流路内に、それぞれ前記ノズルの配列方向と直交する方向に延びる上流側格子部と下流側格子部をノズルの配列方向に沿って所定の間隔をおいて複数それぞれ形成したことを特徴とするものである。
【0033】
本発明の第7の手段は前記第6の手段において、前記共通供給流路形成部材と前記フィルタと前記上流側格子部ならびに下流側格子部が一体に形成されていることを特徴とするものである。
【0034】
本発明の第8の手段は前記第6または第7の手段において、前記上流側格子部ならびに下流側格子部のノズル配列方向の厚さが、前記個別供給流路を区画形成する隔壁のノズル配列方向の厚さとほぼ同寸であることを特徴とするものである。
【0035】
本発明の第9の手段は前記第6ないし第8の手段において、前記共通供給流路から個別供給流路への液体の流れ方向に沿って前記上流側格子部ならびに下流側格子部が前記隔壁と対応する位置に配置されていることを特徴とするものである。
【0036】
本発明の第10の手段は前記第6ないし第9の手段において、前記上流側格子部ならびに下流側格子部が、前記共通供給流路から個別供給流路への液体の流れ方向に沿ってほぼ同一線上に配置されていることを特徴とするものである。
【0037】
本発明の第11の手段は前記第6ないし第9の手段において、前記上流側格子部が前記下流側格子部の格子間隔の中間位置に配置されていることを特徴とするものである。
【0038】
本発明の第12の手段は前記第9ないし第11の手段において、前記上流側格子部ならびに下流側格子部が前記個別供給流路の4〜16流路毎の隔壁に対応した位置に設けられていることを特徴とするものである。
【0039】
本発明の第13の手段は前記第6ないし第12の手段において、前記共通供給流路形成部材が熱伝導性の良好な材料で構成され、その共通供給流路形成部材の一側面に前記ノズル配列方向に沿って延びたヒータが取り付けられ、そのヒータから発せられた熱を前記共通供給流路形成部材と前記上流側格子部と下流側格子部を介して、前記共通供給流路を通過する液体に供給される構成になっていることを特徴とするものである。
【0040】
本発明の第14の手段は前記第13の手段において、前記液体が紫外線硬化型液体であることを特徴とするものである。
【0041】
前記目的を達成するため、本発明の第15の手段は、列状に配置された複数のノズルを有するオリフィスプレートと、
各ノズルにそれぞれ個別に連通して設けられた圧力室と、各圧力室にそれぞれ個別に連通して設けられた個別供給流路を有する圧力室・個別流路形成プレートと、
前記圧力室の一側面を形成する振動板と、前記個別供給流路と対応するように配置されたフィルタを有するダイアフラムプレートと、
前記圧力室に圧力の変動を与える圧力発生手段と、
前記振動板と対応する位置に形成されたプレート側挿入開口部と、前記フィルタと対応する位置に形成されたプレート側共通供給流路を有するマニホールドプレートと、
前記プレート側挿入開口部と対応する位置に形成されたフレーム側挿入開口部と、前記プレート側共通供給流路と対応する位置に形成されたフレーム側共通供給流路を有するハウジングを備え、
前記フレーム側挿入開口部からプレート側挿入開口部にかけて前記圧力発生手段を挿入して、圧力発生手段の自由端を前記振動板に接合し、
前記フレーム側共通供給流路からプレート側共通供給流路を経て供給された液体を前記各個別供給流路を通して前記各圧力室に導入し、前記圧力発生手段により圧力室に圧力の変動を与えて、前記ノズルから液滴を被着媒体に着弾する液滴吐出ヘッドを対象とするものである。
【0042】
そして前記プレート側共通供給流路ならびにフレーム側共通供給流路のうちの少なくともいずれか一方の共通供給流路内に、前記ノズルの配列方向と直交する方向に延びる格子部をノズルの配列方向に沿って所定の間隔をおいて複数形成したことを特徴とするものである。
【0043】
本発明の第16の手段は前記第15の手段において、前記マニホールドプレートと前記プレート側共通供給流路内に設けられた格子部が一体に形成されていることを特徴とするものである。
【0044】
本発明の第17の手段は前記第15または第16の手段において、前記プレート側共通供給流路内に設けられた前記格子部は、前記個別供給流路を区画形成する隔壁に対応して配置されていることを特徴とするものである。
【0045】
本発明の第18の手段は前記第15または第16の手段において、前記プレート側共通供給流路内に設けられた格子部は、前記個別供給流路を区画形成する隔壁の間隔の中間位置に対応して配置されていることを特徴とするものである。
【0046】
本発明の第19の手段は前記第17の手段において、前記プレート側共通供給流路内に設けられた格子部のノズル配列方向の厚さが、前記隔壁のノズル配列方向の厚さとほぼ同寸であることを特徴とするものである。
【0047】
本発明の第20の手段は前記第16ないし第19の手段において、前記プレート側共通供給流路内に設けられた格子部は、前記マニホールドプレートの厚さ方向の前記ハウジング寄り設けられて、その格子部と前記フィルタとの間に隙間が形成されていることを特徴とするものである。
【0048】
本発明の第21の手段は前記第20の手段において、前記ハウジングと対向する側に格子部を有するプレート半体と、前記フィルタと対向する側に格子部を有しないプレート半体とを重ね合わせて前記マニホールドプレートが構成されていることを特徴とするものである。
【0049】
本発明の第22の手段は前記第15ないし第21の手段において、前記マニホールドプレートならびにハウジングが熱伝導性の良好な材料で構成され、前記ハウジングの一側面に前記ノズル配列方向に沿って延びたヒータが取り付けられ、そのヒータから発せられた熱を前記ハウジング、マニホールドプレートならびに格子部を介して、前記フレーム側共通供給流路からプレート側共通供給流路を通過する液体に供給される構成になっていることを特徴とするものである。
【0050】
本発明の第23の手段は前記22の手段において、前記液体が紫外線硬化型液体であることを特徴とするものである。
【0051】
前記目的を達成するため、本発明の第24の手段は、吐出する液体を貯留する液体タンクと、液滴吐出ヘッドと、前記液体タンクに貯留している液体を前記液滴吐出ヘッドに供給する液体供給手段を備え、前記液滴吐出ヘッドから吐出した液滴を被着媒体に着弾する液滴吐出装置において、
前記液滴吐出ヘッドが前記第1のないし第23の手段の液滴吐出ヘッドであることを特徴とするものである。
【0052】
前記目的を達成するため、本発明の第25の手段は、画像形成装置において、液体が画像形成用インクであって、前記被着媒体が記録媒体で、前記第24の手段の液滴吐出装置を備えたことを特徴とするものである。
【発明の効果】
【0053】
本発明は前述のような構成になっており、吐出特性が安定した動作信頼性の高い液滴吐出ヘッドおよびそれを備えた液滴吐出装置、画像形成装置を提供することができる。
【図面の簡単な説明】
【0054】
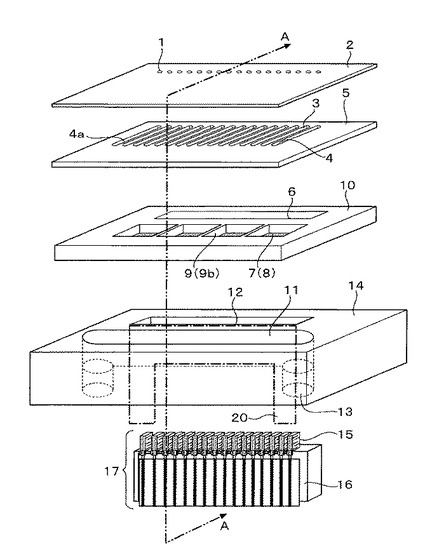
【図1】本発明の実施例1に係るインクジェット記録ヘッドの主要部の分解斜視図である。
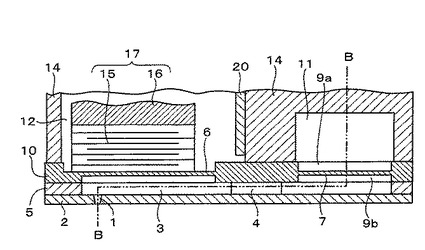
【図2】そのインクジェット記録ヘッドを組み立てた状態での図1A−A線上での断面図である。
【図3】図2B−B線上での断面図である。
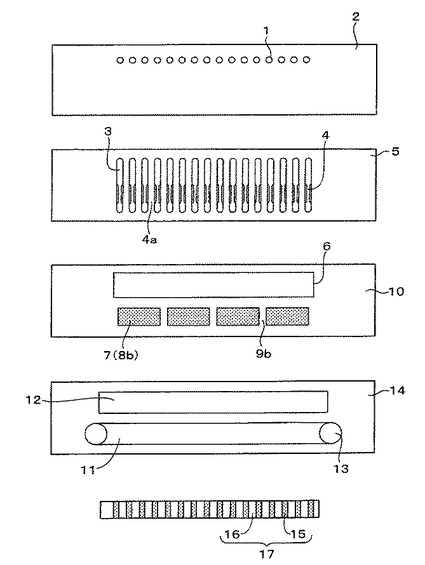
【図4】そのインクジェット記録ヘッドの各構成部品をノズル側から見た平面図である。
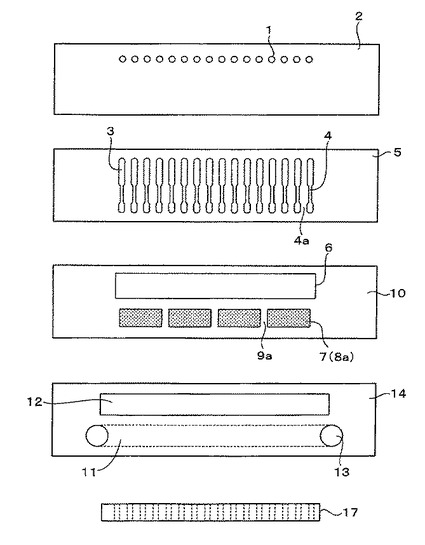
【図5】そのインクジェット記録ヘッドの各構成部品を圧電アクチュエータ側から見た平面図である。
【図6】(a),(b)は、インクジェット記録ヘッドにおけるノズルの配置例を示す拡大平面図である。
【図7】ノズル実装密度と格子部比率の関係を表した図である。
【図8】格子部の配置間隔とその時のフィルタでの圧力損失の関係を表した図である。
【図9】(a),(b)は、実施例と比較例での共通供給流路内でのインクの流れを比較して示す図である。
【図10】(a),(b)は、実施例と比較例のインクジェット記録ヘッド内における熱対流の流れを比較して示す図である。
【図11】本発明の実施例2に係るインクジェット記録ヘッドを断面図である。
【図12】そのインクジェット記録ヘッドのノズル側から見たダイアフラムプレートの平面図(a)と、圧電アクチュエータ側から見たダイアフラムプレートの平面図(b)である。
【図13】本発明の実施例3に係るインクジェット記録ヘッドの分解斜視図である。
【図14】そのインクジェット記録ヘッドをノズル配列方向と直交する方向で切断した断面図である。
【図15】そのインクジェット記録ヘッドをノズル形成面側から透視した模式図である。
【図16】そのインクジェット記録ヘッドをノズル配列方向の側面から透視した模式図である。
【図17】本発明の実施例4に係るインクジェット記録ヘッドをノズル配列方向と直交する方向で切断した断面図である。
【図18】本発明の実施例5に係るインクジェット記録ヘッドをノズル形成面側から透視した模式図である。
【図19】そのインクジェット記録ヘッドをノズル配列方向の側面から透視した模式図である。
【図20】本発明の各実施例に係るインクジェット記録ヘッドが搭載可能な画像形成装置の斜視図である。
【発明を実施するための形態】
【0055】
次に本発明の各実施例を図面と共に説明する。
【実施例1】
【0056】
図1〜図6は本発明の実施例1に係るインクジェット記録ヘッドを説明するための図で、図1はそのインクジェット記録ヘッドの主要部の分解斜視図、図2そのインクジェット記録ヘッドを組み立てた状態での図1A−A線上での断面図、図3は図2B−B線上での断面図、図4はそのインクジェット記録ヘッドの各構成部品をノズル側から見た平面図、図5はそのインクジェット記録ヘッドの各構成部品を圧電アクチュエータ側から見た平面図、図6(a),(b)はノズルの配置例を示す拡大平面図である。
【0057】
これらの図において、2は複数のノズル1を列状に形成したオリフィスプレートである。ノズル1の開口形状の加工精度はインクジェット記録ヘッドのインク吐出特性に大きな影響を及ぼす。複数のノズル1間において、これらのノズル精度ばらつきを低く抑えるため、オリフィスプレート2の製法は高い加工精度が要求される。このためオリフィスプレート2は、ステンレスの精密プレス法、レーザー加工法あるいはニッケルの電鋳加工法等により形成される。
【0058】
5は圧力室3と、その圧力室3と共通供給流路8を連結して圧力室3へのインク流入を制御する個別供給流路4を形成したリストリクタプレートである。前記圧力室3、個別供給流路4が前記ノズル1に対応するように配置されている。リストリクタプレート5は、ステンレス材、シリコンのエッチング加工法または精密プレス法で作られる。
【0059】
10は圧電アクチュエータ17の変位を効率よく圧力室3に伝えるための振動板6と、共通供給流路8から個別供給流路4に流入するインク中のゴミ等を取り除くフィルタ7とを形成したダイアフラムプレートである。前記振動板6とフィルタ7とダイアフラムプレート10は、一体物で構成されている。
【0060】
14はフレーム側共通供給流路11とアクチュエータ挿入開口部12が形成され、前述の各プレート2,5,10を保持固定するハウジングである。ハウジング14はステンレス材の切削加工等で形成され、図示しないインクタンクからインクをフレーム側共通供給流路11に導くインク導入通路13が形成されている。
【0061】
図2に示すように、ハウジング14のフレーム側共通供給流路11を区画形成する壁部の一方の側面にはヒータ20が取り付けられている。またこのヒータ20は図1に示すように、ノズル1の配列方向に沿って、かつフレーム側共通供給流路11のほぼ全長にわたって延びている。
【0062】
前述のように近年、印刷の分野でUVインクの需要が高まっている。このUVインクは常温では比較的高粘度のものが多い。UVインクのような高粘度のインクをノズル1から吐出させるために、前記ヒータ20を用いてインクを予め加熱して、低粘度化する手段が用いられている。
【0063】
本実施例では図1に示すように圧電アクチュエータ挿入開口部12が1つ大きく形成されているが、圧電振動子15毎に仕切りを付けて圧電アクチュエータ挿入開口部12の剛性を高めることもできる。剛性を高めることにより、クロストーク:チャンネル間の相互干渉の機械的要因を低減することができる。
【0064】
17は圧電振動子15と固定部材16からなる圧電アクチュエータである。圧電振動子15の一端は固定部材16の一端面に接着剤を用いて固着され、圧電振動子15の他端(自由端)は前記振動板6に接合される。圧電アクチュエータ17の個別電極パターンと共通電極パターンには図示しないFPCを介して電気信号が入力され、圧電振動子15の自由端に変位を生じさせる。この変位は振動板6を介して圧力室3に伝えられ、それに伴って圧力室3の容積が膨張、収縮することにより、圧力室3の中で圧力の変動が生じ、ノズル1からインク液滴を吐出させ、図示しない記録媒体上に着弾して画像を形成する。
【0065】
次に前記フィルタ7の周辺の具体的な構成について説明する。
図3に示すように、ダイアフラムプレート10内のフィルタ7はダイアフラムプレート10の厚さ方向のほぼ中間位置にあって、上流側格子部9aと下流側格子部9bの間に設けられている。なお、本明細書において「上流側」、「下流側」は、インクジェット記録ヘッド内において、インクがフレーム側共通供給流路11から共通供給流路8、個別供給流路4ならびに圧力室3を通ってノズル1から吐出する流れに対して、フレーム側共通供給流路11側を「上流側」、個別供給流路4(圧力室3)側を「下流側」としている。
【0066】
上流側格子部9aならびに下流側格子部9bは共に図1に示すように、ノズル1の配列方向と直交する方向に延びており、かつ、ノズル1の配列方向に沿って等間隔に複数本形成されている。
【0067】
本実施例の場合、上流側格子部9aと下流側格子部9bは上下一対になって同じ位置に設けられている。この上流側格子部9aと下流側格子部9bは、図2ならびに図3に示すようにフィルタ7と、また図1に示すようにダイアフラムプレート10と連続して一体に形成されている。この上流側格子部9a(下流側格子部9b)の設置間隔については後で説明する。
【0068】
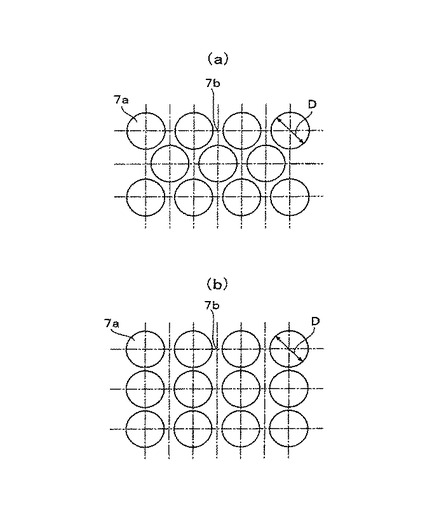
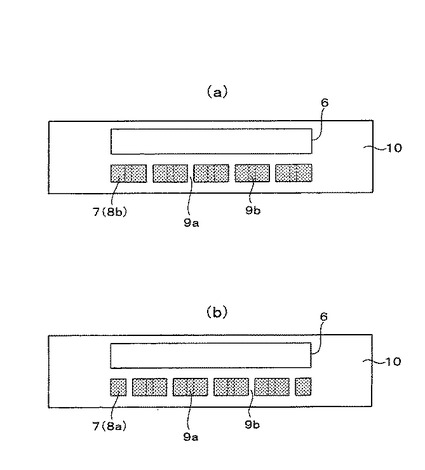
前記フィルタ7は約3μm〜20μmの厚さを有し、流路の最小寸法(ノズル1の内径)より小さい径Dを有するフィルタ孔7a(図6参照)が多数接近して形成されている。フィルタ孔7aの配置は、図6(a)に示すように互いにずらして千鳥状に配置してもよいし、また図6(b)に示すようにずらさないで縦横格子状に配置してもよい。図6(a)に示す千鳥状配置では、図6(b)に示す格子状配置に比べて、フィルタの全体の面積に対するフィルタ孔7aのトータル面積の割合(フィルタ孔トータル面積/フィルタ全体面積)、いわゆる開口率を大きくとることができて好適である。開口率は圧力損失に大きく影響を及ぼすので極力大きくした方が良い。
【0069】
図中の符号7bは、フィルタ孔7aとフィルタ孔7aの間に設けられた連結部である。フィルタ7に流路圧力を加えて耐え得る強度を確保するためと、製作上のばらつきによって、フィルタ孔間が繋がってしまうことがないようにするために、前記連結部7bの幅は10μm以上確保する必要がある。
【0070】
フィルタ7を有するダイアフラムプレート10は、ニッケルの電鋳加工によって製造した方が、薄くて圧力損失の少ないフィルタ7を得ることができる。また、ステンレス材などをエッチングすることによってフィルタ7を形成することもできる。
【0071】
このようにダイアフラムプレート10は、ニッケルやステンレス材などのように熱伝導性が良く耐食性に優れた材料であることが望ましい。ダイアフラムプレート10を熱伝導性の良い材料で構成すると、前記格子部9a、9bを分散して設けることにより、前記ヒータ20からの熱が効率よく各チャンネルに伝わるため、ヒータ20が取り付けられている近辺だけ温度が高くなるという問題が解消される。そして各チャンネル(加圧室3)に供給されているインクの粘度を均一にして、吐出特性のばらつきが少ないイングシェット記録へドを提供するこができる。
【0072】
また、圧電アクチュエータ17からの変位を効率よく伝えるために振動板6も薄肉にした方が好ましく、振動板6の厚さとフィルタ7の厚さをほぼ同一にすることにより、従来の振動板機能を有する薄肉のダイアフラムプレートとフィルタを有するプレートを各々に積層していたものを、同一の部品として扱うことができる。そしてフィルタ形成領域内にはダイアフラムプレート10とほぼ同寸の厚さを有する格子部9a、9bが所定の間隔をおいて形成される。
【0073】
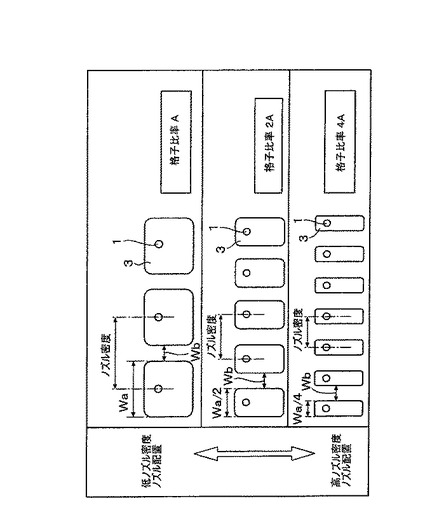
図7は、ノズル実装密度と格子部比率の関係を表した図である。同図に示すように圧力室3のノズル配列方向の幅寸法をWa、格子部9のノズル配列方向の幅寸法をWbとした場合、前記格子部比率は、Wb/Waで表せる。なお図3に示すように、各圧力室3(個別供給流路4)を区画形成する隔壁4aのノズル配列方向の幅寸法は格子部9のノズル配列方向の幅寸法Wbと同寸としている。
【0074】
図7の上段は、圧力室3の幅寸法をWa、格子部9の幅寸法をWbとしたときの格子部比率をAとする。同図の中段は、圧力室3の幅寸法をWa/2とし、格子部9の幅寸法はそのままのWbとしたとき、格子部比率は2Aになる。さらに同図の下段は、圧力室3の幅寸法をWa/4とし、格子部9の幅寸法はそのままのWbとしたとき、格子部比率は4Aになる。同図に示すようにノズル1は圧力室3の中央位置に配置されるから、同図の上段は低ノズル密度のノズル配置となり、同図の下段は高ノズル密度のノズル配置となる。
【0075】
この図7に示すように高密度実装を達成するために、圧力室3を小さくする必要があるが、フィルタ7は取扱性の強度、プレートを積層する場合は接着圧力に耐え得る強度が要求されるため、圧力室の比率と同等に格子部9の幅を狭くすることはできない。
【0076】
図8は、前記格子部9の配置間隔とその時のフィルタ7での圧力損失の関係を表した図である。縦軸の圧力損失比率は、図3に示す各圧力室3を区画形成する隔壁4a(1チャンネル)毎に格子部9を配置した場合(すなわち、格子部9の設置数が隔壁4aの設置数と同じ場合)を1として、その比率(その格子部配置条件での圧力損失/1チャンネル毎に格子部を配置した場合の圧力損失)として表示してある。横軸の格子部位置は格子部の配置間隔を示しており、例えば格子部位置(格子部の配置間隔)が4ということは、図3に示すように格子部9と隣の格子部9との間に4つの個別供給流路4(4流路)があることを示している。
【0077】
図中の曲線Aは前記格子部比率が0.3、曲線Bは前記格子部比率が0.6の場合の格子部位置(格子部の配置間隔)と圧力損失比率との関係を示す特性曲線である。
【0078】
この図から明らかなように、曲線A,Bとも格子部位置(格子部の配置間隔)が2流路の場合は圧力損失比率がまだ高いが、格子部位置(格子部の配置間隔)が4→8→16流路と間隔があくことにより、圧力損失が小さくなっていることが分かる。なお同図に示すように、格子部位置(格子部の配置間隔)が16流路を超えても(格子部位置が32,64,128,192流路のものも)圧力損失の低減効果は殆ど変わらず、むしろ全体的に格子部の設置数が減り、それに伴って格子部の設置によるフィルタ部分の機械的強度の増大ならびにヒータからの熱の均一分布などの効果が十分に得られなくなる。このような理由から、格子部位置(格子部の配置間隔)は4〜16流路の範囲に規制するとよい。
【0079】
また、格子部比率についても検討を行った結果、格子部比率が大きくなるに従ってフィルタのトータル面積を増やすことができ、圧力損失を低減できるという観点から、図8の曲線A,Bのように格子部比率を0.3以上にすることが好ましい。
【0080】
またフィルタ7の両面に格子部9a,9bを所定の間隔をおいて周期的に配置し、フィルタ7の上下両方が凹部になるように形成することにより、フィルタ7部の取扱性の向上が図れる。
【0081】
フィルタ7を仕切る各下流側格子部9bは圧力室3を区画形成する隔壁部4aに対向しており、隔壁部4aと格子部9bの接触面は接着剤で一体に接着される。
【0082】
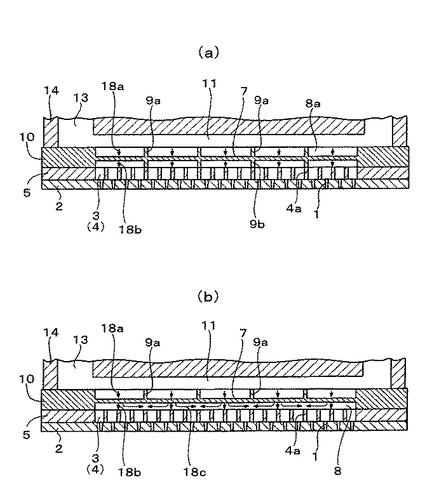
図9の(a),(b)は、実施例と比較例での共通供給流路8内でのインクの流れを比較して示す図である。同図(a)は前記実施例1に係るインクジェット記録ヘッドでのインクの流れを模式的に示しており、同図(b)は下流側格子部9bを設けない比較例のインクジェット記録ヘッドでのインクの流れを模式的に示している。
【0083】
同図(b)に示すように下流側格子部9bを設けない場合、フィルタ7の下に共通供給流路8のままの広い面積の空間が形成される。そのためフィルタ7の通過前後の断面積に急激な変化があり拡乱流18cが発生し、そのために圧力損失が生じる。また、拡乱流18cの発生に伴ってフィルタ7の近傍においてインク流れに淀みが出て気泡が発生して、インクの吐出特性に悪影響を及ぼす。
【0084】
これに対して同図(a)に示すようにフィルタ7を境にして、その上流側と下流側の同じ位置に上流側格子部9aと下流側格子部9bを設けることにより、フィルタ7の上流側が複数の上流側インク室8aに、下流側が複数の下流側インク室8bにそれぞれ分割されている。従ってフィルタ透過前後の断面積は同じである。前記上流側インク室8aに流れ込んだインク流18aは、フィルタ7を通過して、インク流18bとしてそのまま下流側インク室8bを通過する。従って下流側格子部9bがインクの整流板としても機能し、前述のような拡乱流18cの発生、フィルタ7の近傍での流れの淀みあるいは気泡の発生といった問題は生じない。
【0085】
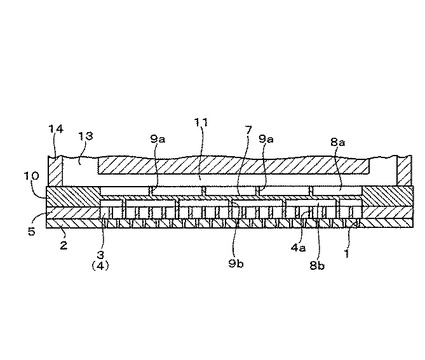
図10(a),(b)は、実施例と比較例のインクジェット記録ヘッド内における熱対流の流れを比較して示す図である。同図(a)は実施例1に係るインクジェット記録ヘッドでの熱対流を模式的に示しており、同図(b)は下流側格子部9bを設けない比較例のインクジェット記録ヘッドでの熱対流を模式的に示している。
【0086】
図2に示すように、ヒータ20によってインクを加熱し低粘度化してインクを吐出させるインクジェット記録ヘッドにおいて、高速印字のため単位時間あたりの液適量の多い吐出の場合、インク導入部13付近では十分に加温されずインク温度は低い。一方、フレーム側共通供給流路11付近ではヒータ20によって加熱されるため共通供給流路11側のインク温度は高い。
【0087】
そのため図10(a),(b)とも、フレーム側共通供給流路11内では比較的大きな熱対流21aを生じ、次の上流側格子部9aで区切られた上流側共通供給流路8aでは比較的小さな熱対流21bを生じる。
【0088】
同図(b)に示すように下流側格子部9bを設けない場合、フィルタ7の下に共通供給流路8のままの広い面積の空間が形成される。そのためここでインク導入部13付近はインク温度が低く、フレーム側共通供給流路11付近はインク温度が高いという影響が出て、比較的大きな熱対流21cを生じる。このように大きな空間の共通供給流路8内で熱対流21cが起こると、共通供給流路8内で温度分布が生じ、それによって各圧力室3へ供給されるインク粘度が変わってしまい、ノズル1間の吐出性能にばらつきが生じるという問題がある。
【0089】
これに対して同図(a)に示すようにフィルタ7の下流側にも複数の下流側格子部9bを設けて、複数の下流側インク室8bに分割することにより、各下流側インク室8b内で生じる熱対流21cは前述の同図(b)に示すものに比べて小さくなる。そのためインク粘度の分布を低減し、ノズル1間の吐出性能のばらつきが少ないインクジェット記録ヘッドを提供することができる。
【0090】
本実施例では図1に示すように、圧力室3と個別供給流路4を一体に形成したリストリアクタプレート5を用いたが、後述する図13に示すように圧力室33を形成したチャンバプレート34と、リストリアクタ35を形成したリストリアクタプレート36を重ねて用いることも可能である。
【実施例2】
【0091】
図11は本発明の実施例2に係るインクジェット記録ヘッドを断面図、図12(a)はノズル側から見たダイアフラムプレートの平面図、同図(b)圧電アクチュエータ側から見たダイアフラムプレートの平面図である。
【0092】
フィルタ7を仕切る上流側格子部9aと下流側格子部9bの設置位置が、投影面上において異なっており、図11に示すように、各上流側格子部9aは下流側格子部9bの配置間隔の中間に位置している。なお、この実施例の場合も上流側格子部9aどうしの配置間隔、ならびに下流側格子部9bどうしの配置間隔は等間隔である。また、下流側格子部9bと圧力室3を区画形成している隔壁4aとは接着剤で接着されている。
【0093】
なお図11に示すように、上流側格子部9a(下流側格子部9b)の配置間隔を、個別供給流路の4,6,8,・・・流路毎のように複数流路毎の隔壁4aと対応するように設計すれば、上流側格子部9aと隔壁4aが上下同一直線上に配置され、上流側格子部9aと下流側格子部9bの設置位置を互いにずらすことによる圧力損失の増大は実質的にない。本実施例においても、上流側格子部9aならびに下流側格子部9bのノズル配列方向の幅寸法は、個別供給流路4を区画形成する隔壁4aのノズル配列方向の幅寸法とほぼ同寸になっている。
【0094】
本実施例のようにフィルタ7に対して上流側格子部9aと下流側格子部9bを互いにずらして設けることにより、フィルタ7における格子部と接合する厚肉部面積を2倍とすることができ、フィルタ7の機械的強度を増し、作業上での破断リスクを低減することができる。同様の効果を得ようと単純に2倍の配置ピッチで格子部9を設けると、フィルタ7の透過面積が減少し、圧力損失が増加してしまう。従ってこの実施例によって、格子部9の配置による圧力損失の増大を抑えつつ、取扱性能を向上することができる。
【0095】
なお、本実施例においても、図9で説明したインク流れの乱れ抑制効果ならびに図10で説明したインク粘度の分布低減効果は発揮できる。
【実施例3】
【0096】
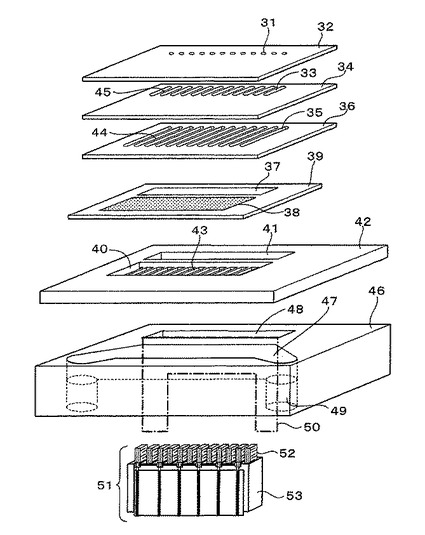
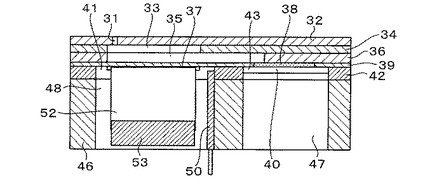
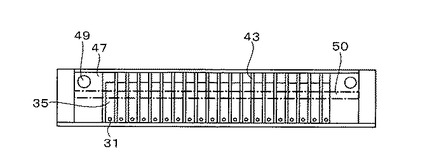
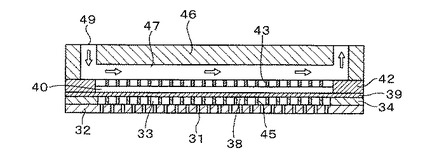
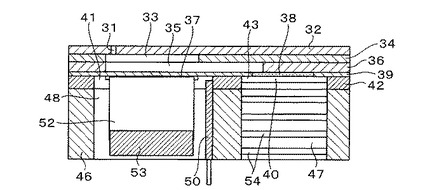
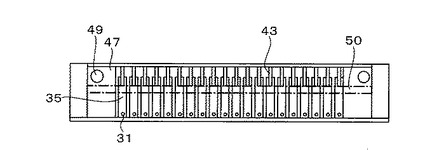
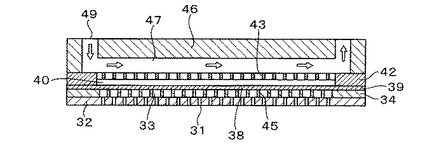
次に実施例3に係るインクジェット記録ヘッドについて図13〜図16を用いて説明する。図13は本実施例に係るインクジェット記録ヘッドの分解斜視図、図14はそのインクジェット記録ヘッドをノズル配列方向と直交する方向で切断した断面図、図15はそのインクジェット記録ヘッドをノズル形成面側から透視した模式図、図16はそのインクジェット記録ヘッドをノズル配列方向の側面から透視した模式図である。
【0097】
本実施例に係るインクジェット記録ヘッドの全体的な構成について図13を用いて説明する。
32は複数のノズル31を列状に形成したオリフィスプレートである。34は圧力室33が形成されたチャンバプレートであり、圧力室33が前記ノズル31と対応するように配置されている。
【0098】
36はリストリクタ35を形成したリストリクタプレートで、リストリクタ35が圧力室3と対応するように配置されている。39は振動板37とフィルタ38を形成した弾性を有するダイアフラムプレートである。前記チャンバプレート34、リストリクタプレート36、ダイアフラムプレート39は、ステンレス材のエッチング加工法またはニッケル材の電鋳加工法あるいは精密プレス法で作られる。
【0099】
42は、プレート側共通供給流路40とプレート側挿入開口部41を形成したマニホールドプレートである。マニホールドプレート42は熱伝導性が良好で耐食性に優れた材料で構成され、例えばステンレス材のエッチング加工法で作られる。前記プレート側共通供給流路40には、チャンネル毎にそのプレート側共通供給流路40をノズル配列方向と直交する方向に横切る格子部43がマニホールドプレート42と一体に形成されている。
【0100】
この格子部43は、各リストリクタ35を区画形成するリストリクタ隔壁44(図13参照)ならびに圧力室33を区画形成する圧力室隔壁45(図13、図16参照)と対向するように設けられている。また図13ならびに図16に示すように、格子部43はマニホールドプレート42の板厚方向の中間位置に設けられるのではなく、後述するハウジング46側に片寄るように設けられており、インクジェット記録ヘッドの組立状態において、格子部43とフィルタ38の間にプレート側共通供給流路40と同じ面積の隙間が形成される。
【0101】
このように格子部43を片側に有する断面形状が凹部状のマニホールドプレート42を製作するのに、圧力室33側に格子部43を有さないマニホールドプレート半体と、ハウジング46側に格子部43を有するマニホールドプレート半体を重ね合わせてマニホールドプレート42を製作することもできる。その方が、マニホールドプレート42の製作が容易である。
【0102】
46は、フレーム側共通供給流路47とフレーム側挿入開口部48が形成され、前述の各プレート32,34,36,39,42を保持固定するハウジングである。ハウジング46はステンレス材の切削加工等で形成され、図示しないインクタンクからインクをフレーム側共通供給流路47に導くインク導入通路49が形成されている。
【0103】
図13に示すように、このハウジング46のフレーム側挿入開口部48ならびにマニホールドプレート42プレート側挿入開口部41は大きく開口しているが、後述する圧電振動子52毎に仕切り部を一体に設けて剛性を高めることにより、クロストーク:チャンネル間の相互干渉の機械的要因を低減することができる。
【0104】
図14に示すように、マニホールドプレート42のプレート側共通供給流路40ならびにハウジング46のフレーム側共通供給流路47を区画形成する隔壁の一方の側面には、ヒータ50が接着固定されている。このヒータ50は図13ならびに図15に示すように、ノズル31の配列方向に沿って延び、かつ、プレート側共通供給流路40ならびにフレーム側共通供給流路47のほぼ全長にわたって形成されている。
【0105】
UVインクのような高粘度のインクをノズル31から吐出させるために、前記ヒータ50を用いてインクを予め加熱して、低粘度化する手段がとられている。このヒータ50をマニホールドプレート42ならびにハウジング46の外側から貼り付けることも可能であるが、インクジェット記録ヘッドのコンパクト化ならびに安全性を考慮して、図14に示すようにマニホールドプレート42ならびにハウジング46の挿入開口部41,48側からヒータ50を貼り付けている。
【0106】
51は圧電振動子52と固定部材53からなる圧電アクチュエータである。圧電振動子52の一端は固定部材53の一端面に接着剤を用いて固着され、圧電振動子52の他端(自由端)は前記振動板37に接合される。圧電アクチュエータ51の個別電極パターンと共通電極パターンには図示しないFPCを介して電気信号が入力され、圧電振動子52の自由端に変位を生じさせる。この変位は振動板37を介して圧力室33に伝えられ、それに伴って圧力室33の容積が膨張、収縮することにより、ノズル31からインク液滴を吐出させ、図示しない記録媒体上に画像を形成する。
【0107】
図14に示すようにマニホールドプレート42ならびにハウジング46の共通供給流路40,47の隔壁片側にヒータ50を取り付けると、ノズル31配列方向に対して直交する方向に温度分布をもってしまう。
【0108】
そこで本実施例では、前記マニホールドプレート42の共通供給流路40内に、その共通供給流路40を横切る方向、すなわちノズル配列方向に対して直交する方向に延びた格子部43をマニホールドプレート42に一体に設けた。マニホールドプレート42は熱伝導性の良好な材料で構成されているから、前記格子部43の働きによりチャンネル毎にノズル配列方向に対して直交する方向にも均一に、かつ素早く熱が伝達され、インクの温度分布が殆どなくなり、インク粘度の均一化が図れる。
【0109】
図示していないが共通供給流路47(40)の近傍には温度を検出して、インク温度を制御するためのサーミスタが取り付けられている。これにより共通供給流路47、40内のインク温度を一定に制御し、チャンネル毎に吐出特性のばらつきの少ないインクジェット記録ヘッドを提供することができる。
【0110】
本実施例では図13に示すように、マニホールドプレート42に格子部43を設けたが、フィルタ38の形成領域にもノズル31の配列方向と直交する方向に延びた格子部を形成することも可能である。
【0111】
本実施例では図13に示すように、圧力室33を形成したチャンバプレート34と、リストリアクタ35を形成したリストリアクタプレート36を別体にしたが、図13に示すように圧力室3と個別供給流路4を一体に形成したリストリアクタプレート5を用いることも可能である。
【実施例4】
【0112】
次に実施例4に係るインクジェット記録ヘッドをノズル配列方向と直交する方向で切断した断面図を図17に示す。
【0113】
本実施例では同図に示すように、ハウジング46の共通供給流路47にも、その共通供給流路47を横切る方向、すなわちノズル配列方向に対して直交する方向に延びた格子部54を多段に設けている。このハウジング46もステンレス材などの熱伝導性の良好な材料で構成されている。
【0114】
このようにハウジング46の共通供給流路47にも格子部54を設けることにより、インクに対する伝熱効率をさらに高めることができる。印字速度を速くするために吐出駆動周波数が高くなり、インク供給流量が多くなった場合でも、十分にインク温度を均一化し、粘度の一様なインクを各チャンネル毎に供給できるため、高速化に適用できしかも吐出特性のばらつきの少ないインクジェット記録ヘッドを提供することができる。
【実施例5】
【0115】
次に実施例5に係るインクジェット記録ヘッドを図18、図19を用いて説明する。図18はそのインクジェット記録ヘッドをノズル形成面側から透視した模式図、図19はそのインクジェット記録ヘッドをノズル配列方向の側面から透視した模式図である。
【0116】
前記実施例3では図16に示すように格子部43を圧力室隔壁45と対向する位置に設けたが、本実施例では図19に示すように格子部43を各圧力室33(各リストラクタ35)の中心位置と対向する位置に設けた。
【0117】
なお、本実施例の場合も、格子部43はマニホールドプレート42の板厚方向の中間位置に設けられるのではなく、ハウジング46側に片寄るように設けられており、インクジェット記録ヘッドの組立状態において、格子部43とフィルタ38の間にプレート側共通供給流路40の広い空間部が形成される。
【実施例6】
【0118】
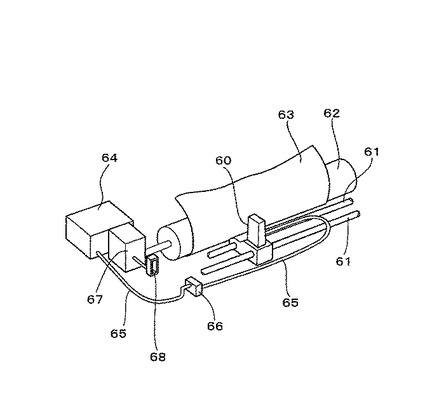
図20は、前記各実施例に係るインクジェット記録ヘッドが搭載可能なインクジェットプリンタの斜視図である。
【0119】
インクジェット記録ヘッド60は、図示していないタイミングベルトに連結された駆動モータの正逆転によりフレームから延びたガイド軸61,61上を往復移動しながら、搬送ローラ62によって搬送されて来た記録媒体63上にインク滴を吐出して文字や図形などの画像を印刷する。
【0120】
インクジェット記録ヘッド60へのインクの供給は、メインインクタンク64からフレキシブルチューブ65を経由してサブインクタンク66へ送られ、さらにフレキシブルチューブ65を経由してインクジェット記録ヘッド60へ供給される。図示していないが、フレキシブルチューブ65の途中には供給ポンプが設けられている。
【0121】
ヘッド保全部67は、印刷しないときにインクジェット記録ヘッド60のノズル1(31)からインクの乾燥や異物の付着を防止するためにキャップ68、或いは図示していないが、ノズル面に付着したインクなどを除去するためのワイパーブレードなどが設けられている。前記キャップ68は、サブインクタンク66からインクジェット記録ヘッド60内にインクを充填するときやインクジェット記録ヘッド60内に滞留した気泡などを除去する目的で実施されるパージ動作時の吸引キャップとしても利用される。
【0122】
インクジェット記録ヘッド60の各ノズルにはシアン、マゼンタ、イエロー、黒のインクが個別に供給されて吐出され、記録媒体63上で各色にインクを重ね合わせてカラー画像を形成することができる。
【0123】
この実施例において本発明に係る液滴吐出装置は、吐出する液体を貯留するメインインクタンク64ならびにサブインクタンク66などの液体タンクと、インクジェット記録ヘッド60からなる液滴吐出ヘッドと、前記液体タンクに貯留されている液体を前記液滴吐出ヘッドに供給するフレキシブルチューブ65や供給ポンプなどからなる液体供給手段を備えている。
【0124】
次に本発明の請求項毎の作用効果を示せば下記の通りである。
請求項1、6ならびに15に記載の発明によれば、共通供給流路内に複数の格子部を形成することにより、ダイアフレームプレートやマニホールドプレートなどの共通供給流路形成部材の剛性を高めることができ、取扱性の向上が図れる。
【0125】
請求項2、3、8、9ならびに19に記載の発明によれば、複数の格子部を形成しても圧力損失の増大が抑えられ、液滴吐出ヘッド内での液体の流通がスムーズで、液滴吐出特性が安定している。
【0126】
請求項4、5、13、14ならびに22,23に記載の発明によれば、ヒータが一側面に設けられていても、複数の格子部を介しての熱伝導性が良好で、液体の温度を均一に保つことができ、紫外線硬化型液体などの常温で高い粘度の液体でも低粘度化が図れ、液滴吐出特性が安定している。
【0127】
請求項7に記載の発明によれば、共通供給流路形成部材とフィルタと上流側格子部ならびに下流側格子部が一体に形成されているから、フィルタ形成領域の剛性が高められ、フィルタの耐用寿命が長くなり、共通供給流路形成部材の取扱性が良好である。
【0128】
請求項10に記載の発明によれば、上流側格子部ならびに下流側格子部が、共通供給流路から個別供給流路への液体の流れ方向に沿ってほぼ同一線上に配置されているから、圧力損失の増大が抑えられ、液滴吐出ヘッド内での液体の流通がスムーズで、液滴吐出特性が安定している。
【0129】
請求項12に記載の発明によれば、上流側格子部ならびに下流側格子部が個別供給流路の4〜16流路毎の隔壁に対応した位置に設けられているから、格子部が無い状態で共通供給流路全面にわたってフィルタを設けた場合とほぼ同等のフィルタ透過性能を得ることができる。さらに取扱時のハンドリングの強度を上げることが可能である。
【0130】
請求項16に記載の発明によれば、マニホールドプレートとプレート側共通供給流路内に設けられた格子部が一体に形成されているから、マニホールドプレートの剛性が高められて、取扱性が良好である。
【0131】
請求項17に記載の発明によれば、プレート側共通供給流路内に設けられた格子部が個別供給流路を区画形成する隔壁に対応して配置されているから、液滴吐出ヘッド内での液体の流通がスムーズで、液滴吐出特性が安定している。
【0132】
請求項21に記載の発明によれば、ハウジングと対向する側に格子部を有するプレート半体と、フィルタと対向する側に格子部を有しないプレート半体とを重ね合わせてマニホールドプレートが構成されているから、マニホールドプレートの製作が容易である
請求項24に記載の発明によれば、前述のような特長を有する液滴吐出装置を提供することである。
【0133】
請求項25に記載の発明によれば、高密度、高速印字に対応した画像形成装置を提供することである。
【産業上の利用可能性】
【0134】
前記実施例ではインクジェット記録装置の場合について説明したが、本発明はこれに限定されるものではなく、液晶ディスプレイのカラーフィルターの製造に用いられる色材液、有機ELディスプレイなどの電極膜形成に用いられる電極材料液など他の液体を吐出する液滴吐出装置にも適用可能である。
【符号の説明】
【0135】
1:ノズル、2:オリフィスプレート、3:圧力室、4:個別供給流路、4a:隔壁、5:リストリクタプレート、6:振動板、7:フィルタ、7a:フィルタ孔、7b:連結部、8:共通供給流路、8a:上流側共通供給流路、8b:下流側共通供給流路、9:格子部、9a:上流側格子部、9b:下流側格子部、10:ダイアフラムプレート、11:フレーム側共通供給流路、12:アクチュエータ挿入開口部、13:インク導入通路、14:ハウジング、15:圧電振動子、16:固定部材、17:圧電アクチュエータ、20:ヒータ、31:ノズル、32:オリフィスプレート、33:圧力室、35:リストリクタ、36:リストリクタプレート、37:振動板、38:フィルタ、39:ダイアフラムプレート、40:プレート側共通供給流路、41:プレート側挿入開口部、42:マニホールドプレート、43:格子部、44:リストリクタ隔壁、45:圧力室隔壁、46:ハウジング、47:フレーム側共通供給流路、48:フレーム側挿入開口部、49:インク導入通路、50:ヒータ、51:圧電アクチュエータ、52:圧電振動子、53:固定部材、54:格子部、60:インクジェット記録ヘッド、61:ガイド軸、62:搬送ローラ、63:記録媒体、64:メインインクタンク、65:フレキシブルチューブ、66:サブインクタンク、67:ヘッド保全部、68:キャップ。
【先行技術文献】
【特許文献】
【0136】
【特許文献1】特許第4006957号公報
【特許文献2】特開2006−305767号公報
【特許文献3】特開2005−161617号公報
【特許文献4】特開2005−81597号公報
【技術分野】
【0001】
本発明は、例えばインクジェット記録ヘッドなどの液滴吐出ヘッドに係り、特に個別供給流路に例えばインクなどの液体を分散して導入する前の共通供給流路の構成に関するものである。
【背景技術】
【0002】
液滴吐出ヘッドおよびそれを備えた画像形成装置として、インクジェット記録ヘッドおよびインクジェットプリンタを例にとって以下説明する。
【0003】
(背景技術1)
インクジェット記録ヘッドにおいて、インクタンクからインク供給チューブを通って導入されたインクは、共通供給流路を経由し、さらに複数の個別供給流路、圧力室へと供給される。そして各圧力室に供給されたインクに選択的に圧力を付与することにより、ノズルからインク滴を吐出する機構になっている。
【0004】
供給するインクに不純物や汚染物質などが混入していると個別流路が塞がれたり、ノズルでの詰りからインクが吐出できなくなる。インクジェット記録ヘッドは複数配列されたノズルが一つでも詰まりを起こすと、印字品質に大きく影響を及ぼす。そのため、一般にインクタンク導入部への接続前にフィルタを設けて、インク流路への不純物などの侵入を防止している。
【0005】
しかし、インクジェット記録ヘッドの製造時に発生するゴミ(例えば製作時に発生するフレームのバリ、稜線部、角部の欠けなど)を除去することができない。その対応策として、特許文献1には流路内にゴミを除去するためのフィルタを設けることが開示されており、具体的には共通液室から個別圧力室に繋がる直前の個別供給流路内にフィルタを設けている。特許文献2でも個別供給流路直前の個別流路インク導入部にシート状のフィルタを設けている。個別供給流路へ連通する部分の仕切りがないため、フィルタ詰りに対するゴミの排除性は向上し、特許文献1に比べてフィルタ詰りによる寿命は長寿命化される。
【0006】
特許文献3には、1枚のフィルタプレートのフィルタ部の取扱の性能を向上させるために、エッチング等の構成材料を等方的に除去する方法を用いて凹部を形成し、凹部にフィルタ孔を設けて、フィルタ部以外を厚肉部として取扱性をよくすることが開示されている。また凹部にフィルタ孔を設けているため、薄肉部にフィルタを設けることで圧力損失を低減することができる。
【0007】
フィルタを形成するにあたっては、フィルタは、金属プレートの一面側から所定領域内にエッチング等の構成材料を等方的に除去することにより、その深さが前記金属プレートの厚みよりも小さい複数の小孔が形成され、前記凹部は金属プレートの前記一面の反対面から前記所定領域の全域に亘って、凹部をエッチング等の構成材料を等方的に除去することにより形成されて複数の小孔を貫通させてフィルタ孔を形成する。このプレートを複数枚積層することにより前記インク流路内にフィルタ部を構成し、このフィルタ部は凹部と、その凹部の底面部に形成された複数のフィルタ孔とを有している。
【0008】
(背景技術2)
現在、インクジェットプリンタは高速印字と高画質印字の両立などのニーズが高まってきている。一般にインクジェットプリンタはサーマル方式、圧電素子方式に大別される。サーマル方式はインク加熱時にヒータ上にコゲーションと呼ばれる堆積物が発生することにより加熱性能が劣化するため、インクジェット記録ヘッドの吐出特性が低下し、インクジェット記録ヘッドの長寿命化が難しい。また加熱部が直接インクに接触して腐食、劣化が生じ易いから、使用可能なインクの種類が制限されるなどの問題がある。
【0009】
これに対して圧電素子方式のインクジェット記録ヘッドは、振動板を用いるので圧電振動子はインクと接触せず、圧電振動子がインクによって腐食、劣化されることがなく、そのため様々なインクに対応できるという利点がある。
【0010】
近年、印刷の分野で紫外線硬化型インク(UVインク)の需要が高まってきている。UVインクは常温状態では比較的高粘度のものが多い。UVインクのような高粘度のインクを圧電素子方式で吐出させる場合、インクを低粘度化させるためヒータを用いて、インクを予め加熱する方式が採られている。
【0011】
ヒータで加熱するに際してインクジェット記録ヘッド内での熱伝達に分布があると、各チャンネルに供給されるインクの粘度が不均一になり、印字品質に関連する液滴吐出速度、液滴重量の基本吐出特性に大きく影響を及ぼす。
【0012】
インクジェット記録ヘッド内部のインク温度を均一にする方法として、ヒータの発熱密度をノズルの配列方向に沿って変化させて、共通供給流路内のインク温度(インク粘度)を均一化する技術が特許文献4に開示されている。
【発明の概要】
【発明が解決しようとする課題】
【0013】
(課題1)
近年のインクジェット記録ヘッドは、高密度化、微小液滴吐出が要求されている。そのためインクを吐出する一つのチャンネルの個別液室(ノズル、圧力室、個別供給流路)は小型化する必要がある。
【0014】
特許文献1のように一つの個別液室供給部の内部に対応して1対のフィルタ部を設けると、フィルタの透過面積は小さくなってしまう。特許文献2も同様にフィルタ下流側はすぐに個別液室となっているために個別液室に割り当てられるフィルタ面積は同様に小さくなってしまう。この場合、僅かなゴミが発生、堆積しただけでも、フィルタ透過有効面積が縮小される。個別液室が小型になればなるほど、フィルタ面積に対する機能しないフィルタ部の割合が大きくなる。この場合フィルタ部の圧力損失は大きくなってしまい、その結果インク供給性能が低下する。
【0015】
しかも特許文献1の場合、液室は個別に一つの液室に対して区切られているため、フィルタ部に溜まったゴミを流路内に強制的な圧力によって、流速の速い流れを発生させて排除することは困難である。
【0016】
また特許文献2の場合、フィルタがシート状であるためゴミを強制的な流れによって排除することは可能だが、シート状フィルタの取扱性を確保するため強度が必要であり、フィルタをある程度厚くしなければならない。
【0017】
近年、インクジェット記録ヘッドは高解像度、小液滴吐出のともに、高速印字という観点から単位時間あたりの吐出量を多くすることも必要とされる。そのため高速印字するために単位時間あたりに流路を通過する流量も大きくなる。流路への供給流量が大きい場合、圧力損失が大きくなることが予想される。
【0018】
一般に圧力損失は、(圧力損失)=(流路の流体抵抗)×(流量)で定義される。インク供給流量を大きくしつつ、圧力損失を小さくするためには、流体抵抗を減らさなければならない。同一ろ過精度、開口率を有するフィルタの場合、透過方向のフィルタの厚みは極力薄くした方が流体抵抗を減らすことができる。前述のように特許文献2は取扱性のためにある程度のフィルタ厚を確保しなければならず、そのために高速印字に対応したインクジェット記録ヘッドを作るのには適していない。
【0019】
特許文献3の場合、ハンドリング性の強度を増すことができるが、凹部の裏面側はフィルタ面とハンドリング面は同一平面状にあるために、作業上、フィルタ部に接触しやすい状態であり、接触などによってフィルタ部が損傷、破損することがある。
【0020】
また、エッチングでフィルタ穴を形成しているが、ステンレス材や樹脂のエッチングにあたって、板厚は一般に板厚10〜20μm程度が限界とされている。それ以上薄いとエッチング工程中のレジスト液の洗浄時における洗浄圧や、もともと構成部材が有している僅かな折れなどにより破損してしまうことがあり、フィルタ製造の歩留りが悪くコスト高になる。
【0021】
特許文献3のように小さい開口部では、中央部に格子部を一本配すれば十分かもしれないが、A4やA3の広幅サイズの対応したライン式のインクジェット記録ヘッドでは、格子部は前記では十分ではない。しかし、格子部の数を多くするとフィルタの透過面積が小さくなり、圧力損失が大きくなる。反対に格子部の数が少なすぎると、フィルタの取扱性が悪いなどの欠点がある。
【0022】
(課題2)
特許文献4に開示されている技術では、ノズルの配列方向にはインク温度を均一にでるが、インクが共通供給流路からリストリクタを通り圧力室に導入される方向に対しては温度分布が発生してしまい、インクジェット記録ヘッドの駆動周波数が高くなった場合、インクの加熱が十分でなく、低粘度のインクがノズルに供給されてしまい、所望の吐出特性が得られないという問題がある。
【0023】
このような加熱の問題を解決するために、1つの供給インク流路に対して両側面からヒータによって加熱する構成も考えられるが、1つのマニホールド部に対してヒータが2つ必要になり、部品点数が増え、コスト高となる。またこの構成であると、供給インク流路を確保するために空間部が多くなり、マニホールド部の剛性が低下し、長手方向のインク流路に反りが発生する。この反りの発生により、圧電振動子とその変位を圧力室に圧力の変動として伝える振動板のギャップがチャンネル毎に不揃いになり、その影響で各ノズルの吐出特性が違ってしまい、印字品質に大きく影響を及ぼす。
【0024】
本発明の目的は、前述のような従来技術の欠点を解消し、共通供給流路形成部材の剛性を高めて取扱性の向上を図り、吐出特性が安定した動作信頼性の高い液滴吐出ヘッドおよびそれを備えた液滴吐出装置、画像形成装置を提供することにある。
【課題を解決するための手段】
【0025】
前記目的を達成するため、本発明の第1の手段は、列状に配置された複数のノズルと、各ノズルにそれぞれ個別に連通して設けられた圧力室と、その圧力室に圧力の変動を与える圧力発生手段と、前記各圧力室にそれぞれ個別に連通して設けられた個別供給流路と、各個別供給流路と連通する共通供給流路を形成した共通供給流路形成部材を備え、
前記共通供給流路を通して供給された液体を前記各個別供給流路を通して前記各圧力室に導入し、前記圧力発生手段により圧力室に圧力の変動を与えて、前記ノズルから液滴を被着媒体に着弾する液滴吐出ヘッドを対象とするものである。
【0026】
そして前記共通供給流路形成部材の共通供給流路内に、前記ノズルの配列方向と直交する方向に延びる格子部をノズルの配列方向に沿って所定の間隔をおいて複数形成したことを特徴とするものである。
【0027】
本発明の第2の手段は前記第1の手段において、前記格子部のノズル配列方向の厚さが、前記個別供給流路を区画形成する隔壁のノズル配列方向の厚さとほぼ同寸であることを特徴とするものである。
【0028】
本発明の第3の手段は前記第2の手段において、前記共通供給流路から個別供給流路への液体の流れ方向に沿って前記格子部が前記隔壁と対応する位置に配置されていることを特徴とするものである。
【0029】
本発明の第4の手段は前記第1の手段において、前記共通供給流路形成部材が熱伝導性の良好な材料で構成され、その共通供給流路形成部材の一側面に前記ノズル配列方向に沿って延びたヒータが取り付けられ、そのヒータから発せられた熱を前記共通供給流路形成部材ならびに前記複数の格子部を介して、前記共通供給流路を通過する液体に供給される構成になっていることを特徴とするものである。
【0030】
本発明の第5の手段は前記第4の手段において、前記液体が紫外線硬化型液体であることを特徴とするものである。
【0031】
前記目的を達成するため、本発明の第6の手段は、列状に配置された複数のノズルと、各ノズルにそれぞれ個別に連通して設けられた圧力室と、その圧力室に圧力の変動を与える圧力発生手段と、前記各圧力室にそれぞれ個別に連通して設けられた個別供給流路と、各個別供給流路と連通する共通供給流路を形成した共通供給流路形成部材を備え、
前記共通供給流路を通して供給された液体を前記各個別供給流路を通して前記各圧力室に導入し、前記圧力発生手段により圧力室に圧力の変動を与えて、前記ノズルから液滴を被着媒体に着弾する液滴吐出ヘッドを対象とするものである。
【0032】
そして前記共通供給流路形成部材の前記共通供給流路内にフィルタが設けられ、
そのフィルタを間にして前記共通供給流路内が、フィルタよりも液体流れ方向上流側に形成された上流側共通供給流路と、フィルタよりも液体流れ方向下流側に形成された下流側共通供給流路に分かれており、
前記上流側共通供給流路内ならびに下流側共通供給流路内に、それぞれ前記ノズルの配列方向と直交する方向に延びる上流側格子部と下流側格子部をノズルの配列方向に沿って所定の間隔をおいて複数それぞれ形成したことを特徴とするものである。
【0033】
本発明の第7の手段は前記第6の手段において、前記共通供給流路形成部材と前記フィルタと前記上流側格子部ならびに下流側格子部が一体に形成されていることを特徴とするものである。
【0034】
本発明の第8の手段は前記第6または第7の手段において、前記上流側格子部ならびに下流側格子部のノズル配列方向の厚さが、前記個別供給流路を区画形成する隔壁のノズル配列方向の厚さとほぼ同寸であることを特徴とするものである。
【0035】
本発明の第9の手段は前記第6ないし第8の手段において、前記共通供給流路から個別供給流路への液体の流れ方向に沿って前記上流側格子部ならびに下流側格子部が前記隔壁と対応する位置に配置されていることを特徴とするものである。
【0036】
本発明の第10の手段は前記第6ないし第9の手段において、前記上流側格子部ならびに下流側格子部が、前記共通供給流路から個別供給流路への液体の流れ方向に沿ってほぼ同一線上に配置されていることを特徴とするものである。
【0037】
本発明の第11の手段は前記第6ないし第9の手段において、前記上流側格子部が前記下流側格子部の格子間隔の中間位置に配置されていることを特徴とするものである。
【0038】
本発明の第12の手段は前記第9ないし第11の手段において、前記上流側格子部ならびに下流側格子部が前記個別供給流路の4〜16流路毎の隔壁に対応した位置に設けられていることを特徴とするものである。
【0039】
本発明の第13の手段は前記第6ないし第12の手段において、前記共通供給流路形成部材が熱伝導性の良好な材料で構成され、その共通供給流路形成部材の一側面に前記ノズル配列方向に沿って延びたヒータが取り付けられ、そのヒータから発せられた熱を前記共通供給流路形成部材と前記上流側格子部と下流側格子部を介して、前記共通供給流路を通過する液体に供給される構成になっていることを特徴とするものである。
【0040】
本発明の第14の手段は前記第13の手段において、前記液体が紫外線硬化型液体であることを特徴とするものである。
【0041】
前記目的を達成するため、本発明の第15の手段は、列状に配置された複数のノズルを有するオリフィスプレートと、
各ノズルにそれぞれ個別に連通して設けられた圧力室と、各圧力室にそれぞれ個別に連通して設けられた個別供給流路を有する圧力室・個別流路形成プレートと、
前記圧力室の一側面を形成する振動板と、前記個別供給流路と対応するように配置されたフィルタを有するダイアフラムプレートと、
前記圧力室に圧力の変動を与える圧力発生手段と、
前記振動板と対応する位置に形成されたプレート側挿入開口部と、前記フィルタと対応する位置に形成されたプレート側共通供給流路を有するマニホールドプレートと、
前記プレート側挿入開口部と対応する位置に形成されたフレーム側挿入開口部と、前記プレート側共通供給流路と対応する位置に形成されたフレーム側共通供給流路を有するハウジングを備え、
前記フレーム側挿入開口部からプレート側挿入開口部にかけて前記圧力発生手段を挿入して、圧力発生手段の自由端を前記振動板に接合し、
前記フレーム側共通供給流路からプレート側共通供給流路を経て供給された液体を前記各個別供給流路を通して前記各圧力室に導入し、前記圧力発生手段により圧力室に圧力の変動を与えて、前記ノズルから液滴を被着媒体に着弾する液滴吐出ヘッドを対象とするものである。
【0042】
そして前記プレート側共通供給流路ならびにフレーム側共通供給流路のうちの少なくともいずれか一方の共通供給流路内に、前記ノズルの配列方向と直交する方向に延びる格子部をノズルの配列方向に沿って所定の間隔をおいて複数形成したことを特徴とするものである。
【0043】
本発明の第16の手段は前記第15の手段において、前記マニホールドプレートと前記プレート側共通供給流路内に設けられた格子部が一体に形成されていることを特徴とするものである。
【0044】
本発明の第17の手段は前記第15または第16の手段において、前記プレート側共通供給流路内に設けられた前記格子部は、前記個別供給流路を区画形成する隔壁に対応して配置されていることを特徴とするものである。
【0045】
本発明の第18の手段は前記第15または第16の手段において、前記プレート側共通供給流路内に設けられた格子部は、前記個別供給流路を区画形成する隔壁の間隔の中間位置に対応して配置されていることを特徴とするものである。
【0046】
本発明の第19の手段は前記第17の手段において、前記プレート側共通供給流路内に設けられた格子部のノズル配列方向の厚さが、前記隔壁のノズル配列方向の厚さとほぼ同寸であることを特徴とするものである。
【0047】
本発明の第20の手段は前記第16ないし第19の手段において、前記プレート側共通供給流路内に設けられた格子部は、前記マニホールドプレートの厚さ方向の前記ハウジング寄り設けられて、その格子部と前記フィルタとの間に隙間が形成されていることを特徴とするものである。
【0048】
本発明の第21の手段は前記第20の手段において、前記ハウジングと対向する側に格子部を有するプレート半体と、前記フィルタと対向する側に格子部を有しないプレート半体とを重ね合わせて前記マニホールドプレートが構成されていることを特徴とするものである。
【0049】
本発明の第22の手段は前記第15ないし第21の手段において、前記マニホールドプレートならびにハウジングが熱伝導性の良好な材料で構成され、前記ハウジングの一側面に前記ノズル配列方向に沿って延びたヒータが取り付けられ、そのヒータから発せられた熱を前記ハウジング、マニホールドプレートならびに格子部を介して、前記フレーム側共通供給流路からプレート側共通供給流路を通過する液体に供給される構成になっていることを特徴とするものである。
【0050】
本発明の第23の手段は前記22の手段において、前記液体が紫外線硬化型液体であることを特徴とするものである。
【0051】
前記目的を達成するため、本発明の第24の手段は、吐出する液体を貯留する液体タンクと、液滴吐出ヘッドと、前記液体タンクに貯留している液体を前記液滴吐出ヘッドに供給する液体供給手段を備え、前記液滴吐出ヘッドから吐出した液滴を被着媒体に着弾する液滴吐出装置において、
前記液滴吐出ヘッドが前記第1のないし第23の手段の液滴吐出ヘッドであることを特徴とするものである。
【0052】
前記目的を達成するため、本発明の第25の手段は、画像形成装置において、液体が画像形成用インクであって、前記被着媒体が記録媒体で、前記第24の手段の液滴吐出装置を備えたことを特徴とするものである。
【発明の効果】
【0053】
本発明は前述のような構成になっており、吐出特性が安定した動作信頼性の高い液滴吐出ヘッドおよびそれを備えた液滴吐出装置、画像形成装置を提供することができる。
【図面の簡単な説明】
【0054】
【図1】本発明の実施例1に係るインクジェット記録ヘッドの主要部の分解斜視図である。
【図2】そのインクジェット記録ヘッドを組み立てた状態での図1A−A線上での断面図である。
【図3】図2B−B線上での断面図である。
【図4】そのインクジェット記録ヘッドの各構成部品をノズル側から見た平面図である。
【図5】そのインクジェット記録ヘッドの各構成部品を圧電アクチュエータ側から見た平面図である。
【図6】(a),(b)は、インクジェット記録ヘッドにおけるノズルの配置例を示す拡大平面図である。
【図7】ノズル実装密度と格子部比率の関係を表した図である。
【図8】格子部の配置間隔とその時のフィルタでの圧力損失の関係を表した図である。
【図9】(a),(b)は、実施例と比較例での共通供給流路内でのインクの流れを比較して示す図である。
【図10】(a),(b)は、実施例と比較例のインクジェット記録ヘッド内における熱対流の流れを比較して示す図である。
【図11】本発明の実施例2に係るインクジェット記録ヘッドを断面図である。
【図12】そのインクジェット記録ヘッドのノズル側から見たダイアフラムプレートの平面図(a)と、圧電アクチュエータ側から見たダイアフラムプレートの平面図(b)である。
【図13】本発明の実施例3に係るインクジェット記録ヘッドの分解斜視図である。
【図14】そのインクジェット記録ヘッドをノズル配列方向と直交する方向で切断した断面図である。
【図15】そのインクジェット記録ヘッドをノズル形成面側から透視した模式図である。
【図16】そのインクジェット記録ヘッドをノズル配列方向の側面から透視した模式図である。
【図17】本発明の実施例4に係るインクジェット記録ヘッドをノズル配列方向と直交する方向で切断した断面図である。
【図18】本発明の実施例5に係るインクジェット記録ヘッドをノズル形成面側から透視した模式図である。
【図19】そのインクジェット記録ヘッドをノズル配列方向の側面から透視した模式図である。
【図20】本発明の各実施例に係るインクジェット記録ヘッドが搭載可能な画像形成装置の斜視図である。
【発明を実施するための形態】
【0055】
次に本発明の各実施例を図面と共に説明する。
【実施例1】
【0056】
図1〜図6は本発明の実施例1に係るインクジェット記録ヘッドを説明するための図で、図1はそのインクジェット記録ヘッドの主要部の分解斜視図、図2そのインクジェット記録ヘッドを組み立てた状態での図1A−A線上での断面図、図3は図2B−B線上での断面図、図4はそのインクジェット記録ヘッドの各構成部品をノズル側から見た平面図、図5はそのインクジェット記録ヘッドの各構成部品を圧電アクチュエータ側から見た平面図、図6(a),(b)はノズルの配置例を示す拡大平面図である。
【0057】
これらの図において、2は複数のノズル1を列状に形成したオリフィスプレートである。ノズル1の開口形状の加工精度はインクジェット記録ヘッドのインク吐出特性に大きな影響を及ぼす。複数のノズル1間において、これらのノズル精度ばらつきを低く抑えるため、オリフィスプレート2の製法は高い加工精度が要求される。このためオリフィスプレート2は、ステンレスの精密プレス法、レーザー加工法あるいはニッケルの電鋳加工法等により形成される。
【0058】
5は圧力室3と、その圧力室3と共通供給流路8を連結して圧力室3へのインク流入を制御する個別供給流路4を形成したリストリクタプレートである。前記圧力室3、個別供給流路4が前記ノズル1に対応するように配置されている。リストリクタプレート5は、ステンレス材、シリコンのエッチング加工法または精密プレス法で作られる。
【0059】
10は圧電アクチュエータ17の変位を効率よく圧力室3に伝えるための振動板6と、共通供給流路8から個別供給流路4に流入するインク中のゴミ等を取り除くフィルタ7とを形成したダイアフラムプレートである。前記振動板6とフィルタ7とダイアフラムプレート10は、一体物で構成されている。
【0060】
14はフレーム側共通供給流路11とアクチュエータ挿入開口部12が形成され、前述の各プレート2,5,10を保持固定するハウジングである。ハウジング14はステンレス材の切削加工等で形成され、図示しないインクタンクからインクをフレーム側共通供給流路11に導くインク導入通路13が形成されている。
【0061】
図2に示すように、ハウジング14のフレーム側共通供給流路11を区画形成する壁部の一方の側面にはヒータ20が取り付けられている。またこのヒータ20は図1に示すように、ノズル1の配列方向に沿って、かつフレーム側共通供給流路11のほぼ全長にわたって延びている。
【0062】
前述のように近年、印刷の分野でUVインクの需要が高まっている。このUVインクは常温では比較的高粘度のものが多い。UVインクのような高粘度のインクをノズル1から吐出させるために、前記ヒータ20を用いてインクを予め加熱して、低粘度化する手段が用いられている。
【0063】
本実施例では図1に示すように圧電アクチュエータ挿入開口部12が1つ大きく形成されているが、圧電振動子15毎に仕切りを付けて圧電アクチュエータ挿入開口部12の剛性を高めることもできる。剛性を高めることにより、クロストーク:チャンネル間の相互干渉の機械的要因を低減することができる。
【0064】
17は圧電振動子15と固定部材16からなる圧電アクチュエータである。圧電振動子15の一端は固定部材16の一端面に接着剤を用いて固着され、圧電振動子15の他端(自由端)は前記振動板6に接合される。圧電アクチュエータ17の個別電極パターンと共通電極パターンには図示しないFPCを介して電気信号が入力され、圧電振動子15の自由端に変位を生じさせる。この変位は振動板6を介して圧力室3に伝えられ、それに伴って圧力室3の容積が膨張、収縮することにより、圧力室3の中で圧力の変動が生じ、ノズル1からインク液滴を吐出させ、図示しない記録媒体上に着弾して画像を形成する。
【0065】
次に前記フィルタ7の周辺の具体的な構成について説明する。
図3に示すように、ダイアフラムプレート10内のフィルタ7はダイアフラムプレート10の厚さ方向のほぼ中間位置にあって、上流側格子部9aと下流側格子部9bの間に設けられている。なお、本明細書において「上流側」、「下流側」は、インクジェット記録ヘッド内において、インクがフレーム側共通供給流路11から共通供給流路8、個別供給流路4ならびに圧力室3を通ってノズル1から吐出する流れに対して、フレーム側共通供給流路11側を「上流側」、個別供給流路4(圧力室3)側を「下流側」としている。
【0066】
上流側格子部9aならびに下流側格子部9bは共に図1に示すように、ノズル1の配列方向と直交する方向に延びており、かつ、ノズル1の配列方向に沿って等間隔に複数本形成されている。
【0067】
本実施例の場合、上流側格子部9aと下流側格子部9bは上下一対になって同じ位置に設けられている。この上流側格子部9aと下流側格子部9bは、図2ならびに図3に示すようにフィルタ7と、また図1に示すようにダイアフラムプレート10と連続して一体に形成されている。この上流側格子部9a(下流側格子部9b)の設置間隔については後で説明する。
【0068】
前記フィルタ7は約3μm〜20μmの厚さを有し、流路の最小寸法(ノズル1の内径)より小さい径Dを有するフィルタ孔7a(図6参照)が多数接近して形成されている。フィルタ孔7aの配置は、図6(a)に示すように互いにずらして千鳥状に配置してもよいし、また図6(b)に示すようにずらさないで縦横格子状に配置してもよい。図6(a)に示す千鳥状配置では、図6(b)に示す格子状配置に比べて、フィルタの全体の面積に対するフィルタ孔7aのトータル面積の割合(フィルタ孔トータル面積/フィルタ全体面積)、いわゆる開口率を大きくとることができて好適である。開口率は圧力損失に大きく影響を及ぼすので極力大きくした方が良い。
【0069】
図中の符号7bは、フィルタ孔7aとフィルタ孔7aの間に設けられた連結部である。フィルタ7に流路圧力を加えて耐え得る強度を確保するためと、製作上のばらつきによって、フィルタ孔間が繋がってしまうことがないようにするために、前記連結部7bの幅は10μm以上確保する必要がある。
【0070】
フィルタ7を有するダイアフラムプレート10は、ニッケルの電鋳加工によって製造した方が、薄くて圧力損失の少ないフィルタ7を得ることができる。また、ステンレス材などをエッチングすることによってフィルタ7を形成することもできる。
【0071】
このようにダイアフラムプレート10は、ニッケルやステンレス材などのように熱伝導性が良く耐食性に優れた材料であることが望ましい。ダイアフラムプレート10を熱伝導性の良い材料で構成すると、前記格子部9a、9bを分散して設けることにより、前記ヒータ20からの熱が効率よく各チャンネルに伝わるため、ヒータ20が取り付けられている近辺だけ温度が高くなるという問題が解消される。そして各チャンネル(加圧室3)に供給されているインクの粘度を均一にして、吐出特性のばらつきが少ないイングシェット記録へドを提供するこができる。
【0072】
また、圧電アクチュエータ17からの変位を効率よく伝えるために振動板6も薄肉にした方が好ましく、振動板6の厚さとフィルタ7の厚さをほぼ同一にすることにより、従来の振動板機能を有する薄肉のダイアフラムプレートとフィルタを有するプレートを各々に積層していたものを、同一の部品として扱うことができる。そしてフィルタ形成領域内にはダイアフラムプレート10とほぼ同寸の厚さを有する格子部9a、9bが所定の間隔をおいて形成される。
【0073】
図7は、ノズル実装密度と格子部比率の関係を表した図である。同図に示すように圧力室3のノズル配列方向の幅寸法をWa、格子部9のノズル配列方向の幅寸法をWbとした場合、前記格子部比率は、Wb/Waで表せる。なお図3に示すように、各圧力室3(個別供給流路4)を区画形成する隔壁4aのノズル配列方向の幅寸法は格子部9のノズル配列方向の幅寸法Wbと同寸としている。
【0074】
図7の上段は、圧力室3の幅寸法をWa、格子部9の幅寸法をWbとしたときの格子部比率をAとする。同図の中段は、圧力室3の幅寸法をWa/2とし、格子部9の幅寸法はそのままのWbとしたとき、格子部比率は2Aになる。さらに同図の下段は、圧力室3の幅寸法をWa/4とし、格子部9の幅寸法はそのままのWbとしたとき、格子部比率は4Aになる。同図に示すようにノズル1は圧力室3の中央位置に配置されるから、同図の上段は低ノズル密度のノズル配置となり、同図の下段は高ノズル密度のノズル配置となる。
【0075】
この図7に示すように高密度実装を達成するために、圧力室3を小さくする必要があるが、フィルタ7は取扱性の強度、プレートを積層する場合は接着圧力に耐え得る強度が要求されるため、圧力室の比率と同等に格子部9の幅を狭くすることはできない。
【0076】
図8は、前記格子部9の配置間隔とその時のフィルタ7での圧力損失の関係を表した図である。縦軸の圧力損失比率は、図3に示す各圧力室3を区画形成する隔壁4a(1チャンネル)毎に格子部9を配置した場合(すなわち、格子部9の設置数が隔壁4aの設置数と同じ場合)を1として、その比率(その格子部配置条件での圧力損失/1チャンネル毎に格子部を配置した場合の圧力損失)として表示してある。横軸の格子部位置は格子部の配置間隔を示しており、例えば格子部位置(格子部の配置間隔)が4ということは、図3に示すように格子部9と隣の格子部9との間に4つの個別供給流路4(4流路)があることを示している。
【0077】
図中の曲線Aは前記格子部比率が0.3、曲線Bは前記格子部比率が0.6の場合の格子部位置(格子部の配置間隔)と圧力損失比率との関係を示す特性曲線である。
【0078】
この図から明らかなように、曲線A,Bとも格子部位置(格子部の配置間隔)が2流路の場合は圧力損失比率がまだ高いが、格子部位置(格子部の配置間隔)が4→8→16流路と間隔があくことにより、圧力損失が小さくなっていることが分かる。なお同図に示すように、格子部位置(格子部の配置間隔)が16流路を超えても(格子部位置が32,64,128,192流路のものも)圧力損失の低減効果は殆ど変わらず、むしろ全体的に格子部の設置数が減り、それに伴って格子部の設置によるフィルタ部分の機械的強度の増大ならびにヒータからの熱の均一分布などの効果が十分に得られなくなる。このような理由から、格子部位置(格子部の配置間隔)は4〜16流路の範囲に規制するとよい。
【0079】
また、格子部比率についても検討を行った結果、格子部比率が大きくなるに従ってフィルタのトータル面積を増やすことができ、圧力損失を低減できるという観点から、図8の曲線A,Bのように格子部比率を0.3以上にすることが好ましい。
【0080】
またフィルタ7の両面に格子部9a,9bを所定の間隔をおいて周期的に配置し、フィルタ7の上下両方が凹部になるように形成することにより、フィルタ7部の取扱性の向上が図れる。
【0081】
フィルタ7を仕切る各下流側格子部9bは圧力室3を区画形成する隔壁部4aに対向しており、隔壁部4aと格子部9bの接触面は接着剤で一体に接着される。
【0082】
図9の(a),(b)は、実施例と比較例での共通供給流路8内でのインクの流れを比較して示す図である。同図(a)は前記実施例1に係るインクジェット記録ヘッドでのインクの流れを模式的に示しており、同図(b)は下流側格子部9bを設けない比較例のインクジェット記録ヘッドでのインクの流れを模式的に示している。
【0083】
同図(b)に示すように下流側格子部9bを設けない場合、フィルタ7の下に共通供給流路8のままの広い面積の空間が形成される。そのためフィルタ7の通過前後の断面積に急激な変化があり拡乱流18cが発生し、そのために圧力損失が生じる。また、拡乱流18cの発生に伴ってフィルタ7の近傍においてインク流れに淀みが出て気泡が発生して、インクの吐出特性に悪影響を及ぼす。
【0084】
これに対して同図(a)に示すようにフィルタ7を境にして、その上流側と下流側の同じ位置に上流側格子部9aと下流側格子部9bを設けることにより、フィルタ7の上流側が複数の上流側インク室8aに、下流側が複数の下流側インク室8bにそれぞれ分割されている。従ってフィルタ透過前後の断面積は同じである。前記上流側インク室8aに流れ込んだインク流18aは、フィルタ7を通過して、インク流18bとしてそのまま下流側インク室8bを通過する。従って下流側格子部9bがインクの整流板としても機能し、前述のような拡乱流18cの発生、フィルタ7の近傍での流れの淀みあるいは気泡の発生といった問題は生じない。
【0085】
図10(a),(b)は、実施例と比較例のインクジェット記録ヘッド内における熱対流の流れを比較して示す図である。同図(a)は実施例1に係るインクジェット記録ヘッドでの熱対流を模式的に示しており、同図(b)は下流側格子部9bを設けない比較例のインクジェット記録ヘッドでの熱対流を模式的に示している。
【0086】
図2に示すように、ヒータ20によってインクを加熱し低粘度化してインクを吐出させるインクジェット記録ヘッドにおいて、高速印字のため単位時間あたりの液適量の多い吐出の場合、インク導入部13付近では十分に加温されずインク温度は低い。一方、フレーム側共通供給流路11付近ではヒータ20によって加熱されるため共通供給流路11側のインク温度は高い。
【0087】
そのため図10(a),(b)とも、フレーム側共通供給流路11内では比較的大きな熱対流21aを生じ、次の上流側格子部9aで区切られた上流側共通供給流路8aでは比較的小さな熱対流21bを生じる。
【0088】
同図(b)に示すように下流側格子部9bを設けない場合、フィルタ7の下に共通供給流路8のままの広い面積の空間が形成される。そのためここでインク導入部13付近はインク温度が低く、フレーム側共通供給流路11付近はインク温度が高いという影響が出て、比較的大きな熱対流21cを生じる。このように大きな空間の共通供給流路8内で熱対流21cが起こると、共通供給流路8内で温度分布が生じ、それによって各圧力室3へ供給されるインク粘度が変わってしまい、ノズル1間の吐出性能にばらつきが生じるという問題がある。
【0089】
これに対して同図(a)に示すようにフィルタ7の下流側にも複数の下流側格子部9bを設けて、複数の下流側インク室8bに分割することにより、各下流側インク室8b内で生じる熱対流21cは前述の同図(b)に示すものに比べて小さくなる。そのためインク粘度の分布を低減し、ノズル1間の吐出性能のばらつきが少ないインクジェット記録ヘッドを提供することができる。
【0090】
本実施例では図1に示すように、圧力室3と個別供給流路4を一体に形成したリストリアクタプレート5を用いたが、後述する図13に示すように圧力室33を形成したチャンバプレート34と、リストリアクタ35を形成したリストリアクタプレート36を重ねて用いることも可能である。
【実施例2】
【0091】
図11は本発明の実施例2に係るインクジェット記録ヘッドを断面図、図12(a)はノズル側から見たダイアフラムプレートの平面図、同図(b)圧電アクチュエータ側から見たダイアフラムプレートの平面図である。
【0092】
フィルタ7を仕切る上流側格子部9aと下流側格子部9bの設置位置が、投影面上において異なっており、図11に示すように、各上流側格子部9aは下流側格子部9bの配置間隔の中間に位置している。なお、この実施例の場合も上流側格子部9aどうしの配置間隔、ならびに下流側格子部9bどうしの配置間隔は等間隔である。また、下流側格子部9bと圧力室3を区画形成している隔壁4aとは接着剤で接着されている。
【0093】
なお図11に示すように、上流側格子部9a(下流側格子部9b)の配置間隔を、個別供給流路の4,6,8,・・・流路毎のように複数流路毎の隔壁4aと対応するように設計すれば、上流側格子部9aと隔壁4aが上下同一直線上に配置され、上流側格子部9aと下流側格子部9bの設置位置を互いにずらすことによる圧力損失の増大は実質的にない。本実施例においても、上流側格子部9aならびに下流側格子部9bのノズル配列方向の幅寸法は、個別供給流路4を区画形成する隔壁4aのノズル配列方向の幅寸法とほぼ同寸になっている。
【0094】
本実施例のようにフィルタ7に対して上流側格子部9aと下流側格子部9bを互いにずらして設けることにより、フィルタ7における格子部と接合する厚肉部面積を2倍とすることができ、フィルタ7の機械的強度を増し、作業上での破断リスクを低減することができる。同様の効果を得ようと単純に2倍の配置ピッチで格子部9を設けると、フィルタ7の透過面積が減少し、圧力損失が増加してしまう。従ってこの実施例によって、格子部9の配置による圧力損失の増大を抑えつつ、取扱性能を向上することができる。
【0095】
なお、本実施例においても、図9で説明したインク流れの乱れ抑制効果ならびに図10で説明したインク粘度の分布低減効果は発揮できる。
【実施例3】
【0096】
次に実施例3に係るインクジェット記録ヘッドについて図13〜図16を用いて説明する。図13は本実施例に係るインクジェット記録ヘッドの分解斜視図、図14はそのインクジェット記録ヘッドをノズル配列方向と直交する方向で切断した断面図、図15はそのインクジェット記録ヘッドをノズル形成面側から透視した模式図、図16はそのインクジェット記録ヘッドをノズル配列方向の側面から透視した模式図である。
【0097】
本実施例に係るインクジェット記録ヘッドの全体的な構成について図13を用いて説明する。
32は複数のノズル31を列状に形成したオリフィスプレートである。34は圧力室33が形成されたチャンバプレートであり、圧力室33が前記ノズル31と対応するように配置されている。
【0098】
36はリストリクタ35を形成したリストリクタプレートで、リストリクタ35が圧力室3と対応するように配置されている。39は振動板37とフィルタ38を形成した弾性を有するダイアフラムプレートである。前記チャンバプレート34、リストリクタプレート36、ダイアフラムプレート39は、ステンレス材のエッチング加工法またはニッケル材の電鋳加工法あるいは精密プレス法で作られる。
【0099】
42は、プレート側共通供給流路40とプレート側挿入開口部41を形成したマニホールドプレートである。マニホールドプレート42は熱伝導性が良好で耐食性に優れた材料で構成され、例えばステンレス材のエッチング加工法で作られる。前記プレート側共通供給流路40には、チャンネル毎にそのプレート側共通供給流路40をノズル配列方向と直交する方向に横切る格子部43がマニホールドプレート42と一体に形成されている。
【0100】
この格子部43は、各リストリクタ35を区画形成するリストリクタ隔壁44(図13参照)ならびに圧力室33を区画形成する圧力室隔壁45(図13、図16参照)と対向するように設けられている。また図13ならびに図16に示すように、格子部43はマニホールドプレート42の板厚方向の中間位置に設けられるのではなく、後述するハウジング46側に片寄るように設けられており、インクジェット記録ヘッドの組立状態において、格子部43とフィルタ38の間にプレート側共通供給流路40と同じ面積の隙間が形成される。
【0101】
このように格子部43を片側に有する断面形状が凹部状のマニホールドプレート42を製作するのに、圧力室33側に格子部43を有さないマニホールドプレート半体と、ハウジング46側に格子部43を有するマニホールドプレート半体を重ね合わせてマニホールドプレート42を製作することもできる。その方が、マニホールドプレート42の製作が容易である。
【0102】
46は、フレーム側共通供給流路47とフレーム側挿入開口部48が形成され、前述の各プレート32,34,36,39,42を保持固定するハウジングである。ハウジング46はステンレス材の切削加工等で形成され、図示しないインクタンクからインクをフレーム側共通供給流路47に導くインク導入通路49が形成されている。
【0103】
図13に示すように、このハウジング46のフレーム側挿入開口部48ならびにマニホールドプレート42プレート側挿入開口部41は大きく開口しているが、後述する圧電振動子52毎に仕切り部を一体に設けて剛性を高めることにより、クロストーク:チャンネル間の相互干渉の機械的要因を低減することができる。
【0104】
図14に示すように、マニホールドプレート42のプレート側共通供給流路40ならびにハウジング46のフレーム側共通供給流路47を区画形成する隔壁の一方の側面には、ヒータ50が接着固定されている。このヒータ50は図13ならびに図15に示すように、ノズル31の配列方向に沿って延び、かつ、プレート側共通供給流路40ならびにフレーム側共通供給流路47のほぼ全長にわたって形成されている。
【0105】
UVインクのような高粘度のインクをノズル31から吐出させるために、前記ヒータ50を用いてインクを予め加熱して、低粘度化する手段がとられている。このヒータ50をマニホールドプレート42ならびにハウジング46の外側から貼り付けることも可能であるが、インクジェット記録ヘッドのコンパクト化ならびに安全性を考慮して、図14に示すようにマニホールドプレート42ならびにハウジング46の挿入開口部41,48側からヒータ50を貼り付けている。
【0106】
51は圧電振動子52と固定部材53からなる圧電アクチュエータである。圧電振動子52の一端は固定部材53の一端面に接着剤を用いて固着され、圧電振動子52の他端(自由端)は前記振動板37に接合される。圧電アクチュエータ51の個別電極パターンと共通電極パターンには図示しないFPCを介して電気信号が入力され、圧電振動子52の自由端に変位を生じさせる。この変位は振動板37を介して圧力室33に伝えられ、それに伴って圧力室33の容積が膨張、収縮することにより、ノズル31からインク液滴を吐出させ、図示しない記録媒体上に画像を形成する。
【0107】
図14に示すようにマニホールドプレート42ならびにハウジング46の共通供給流路40,47の隔壁片側にヒータ50を取り付けると、ノズル31配列方向に対して直交する方向に温度分布をもってしまう。
【0108】
そこで本実施例では、前記マニホールドプレート42の共通供給流路40内に、その共通供給流路40を横切る方向、すなわちノズル配列方向に対して直交する方向に延びた格子部43をマニホールドプレート42に一体に設けた。マニホールドプレート42は熱伝導性の良好な材料で構成されているから、前記格子部43の働きによりチャンネル毎にノズル配列方向に対して直交する方向にも均一に、かつ素早く熱が伝達され、インクの温度分布が殆どなくなり、インク粘度の均一化が図れる。
【0109】
図示していないが共通供給流路47(40)の近傍には温度を検出して、インク温度を制御するためのサーミスタが取り付けられている。これにより共通供給流路47、40内のインク温度を一定に制御し、チャンネル毎に吐出特性のばらつきの少ないインクジェット記録ヘッドを提供することができる。
【0110】
本実施例では図13に示すように、マニホールドプレート42に格子部43を設けたが、フィルタ38の形成領域にもノズル31の配列方向と直交する方向に延びた格子部を形成することも可能である。
【0111】
本実施例では図13に示すように、圧力室33を形成したチャンバプレート34と、リストリアクタ35を形成したリストリアクタプレート36を別体にしたが、図13に示すように圧力室3と個別供給流路4を一体に形成したリストリアクタプレート5を用いることも可能である。
【実施例4】
【0112】
次に実施例4に係るインクジェット記録ヘッドをノズル配列方向と直交する方向で切断した断面図を図17に示す。
【0113】
本実施例では同図に示すように、ハウジング46の共通供給流路47にも、その共通供給流路47を横切る方向、すなわちノズル配列方向に対して直交する方向に延びた格子部54を多段に設けている。このハウジング46もステンレス材などの熱伝導性の良好な材料で構成されている。
【0114】
このようにハウジング46の共通供給流路47にも格子部54を設けることにより、インクに対する伝熱効率をさらに高めることができる。印字速度を速くするために吐出駆動周波数が高くなり、インク供給流量が多くなった場合でも、十分にインク温度を均一化し、粘度の一様なインクを各チャンネル毎に供給できるため、高速化に適用できしかも吐出特性のばらつきの少ないインクジェット記録ヘッドを提供することができる。
【実施例5】
【0115】
次に実施例5に係るインクジェット記録ヘッドを図18、図19を用いて説明する。図18はそのインクジェット記録ヘッドをノズル形成面側から透視した模式図、図19はそのインクジェット記録ヘッドをノズル配列方向の側面から透視した模式図である。
【0116】
前記実施例3では図16に示すように格子部43を圧力室隔壁45と対向する位置に設けたが、本実施例では図19に示すように格子部43を各圧力室33(各リストラクタ35)の中心位置と対向する位置に設けた。
【0117】
なお、本実施例の場合も、格子部43はマニホールドプレート42の板厚方向の中間位置に設けられるのではなく、ハウジング46側に片寄るように設けられており、インクジェット記録ヘッドの組立状態において、格子部43とフィルタ38の間にプレート側共通供給流路40の広い空間部が形成される。
【実施例6】
【0118】
図20は、前記各実施例に係るインクジェット記録ヘッドが搭載可能なインクジェットプリンタの斜視図である。
【0119】
インクジェット記録ヘッド60は、図示していないタイミングベルトに連結された駆動モータの正逆転によりフレームから延びたガイド軸61,61上を往復移動しながら、搬送ローラ62によって搬送されて来た記録媒体63上にインク滴を吐出して文字や図形などの画像を印刷する。
【0120】
インクジェット記録ヘッド60へのインクの供給は、メインインクタンク64からフレキシブルチューブ65を経由してサブインクタンク66へ送られ、さらにフレキシブルチューブ65を経由してインクジェット記録ヘッド60へ供給される。図示していないが、フレキシブルチューブ65の途中には供給ポンプが設けられている。
【0121】
ヘッド保全部67は、印刷しないときにインクジェット記録ヘッド60のノズル1(31)からインクの乾燥や異物の付着を防止するためにキャップ68、或いは図示していないが、ノズル面に付着したインクなどを除去するためのワイパーブレードなどが設けられている。前記キャップ68は、サブインクタンク66からインクジェット記録ヘッド60内にインクを充填するときやインクジェット記録ヘッド60内に滞留した気泡などを除去する目的で実施されるパージ動作時の吸引キャップとしても利用される。
【0122】
インクジェット記録ヘッド60の各ノズルにはシアン、マゼンタ、イエロー、黒のインクが個別に供給されて吐出され、記録媒体63上で各色にインクを重ね合わせてカラー画像を形成することができる。
【0123】
この実施例において本発明に係る液滴吐出装置は、吐出する液体を貯留するメインインクタンク64ならびにサブインクタンク66などの液体タンクと、インクジェット記録ヘッド60からなる液滴吐出ヘッドと、前記液体タンクに貯留されている液体を前記液滴吐出ヘッドに供給するフレキシブルチューブ65や供給ポンプなどからなる液体供給手段を備えている。
【0124】
次に本発明の請求項毎の作用効果を示せば下記の通りである。
請求項1、6ならびに15に記載の発明によれば、共通供給流路内に複数の格子部を形成することにより、ダイアフレームプレートやマニホールドプレートなどの共通供給流路形成部材の剛性を高めることができ、取扱性の向上が図れる。
【0125】
請求項2、3、8、9ならびに19に記載の発明によれば、複数の格子部を形成しても圧力損失の増大が抑えられ、液滴吐出ヘッド内での液体の流通がスムーズで、液滴吐出特性が安定している。
【0126】
請求項4、5、13、14ならびに22,23に記載の発明によれば、ヒータが一側面に設けられていても、複数の格子部を介しての熱伝導性が良好で、液体の温度を均一に保つことができ、紫外線硬化型液体などの常温で高い粘度の液体でも低粘度化が図れ、液滴吐出特性が安定している。
【0127】
請求項7に記載の発明によれば、共通供給流路形成部材とフィルタと上流側格子部ならびに下流側格子部が一体に形成されているから、フィルタ形成領域の剛性が高められ、フィルタの耐用寿命が長くなり、共通供給流路形成部材の取扱性が良好である。
【0128】
請求項10に記載の発明によれば、上流側格子部ならびに下流側格子部が、共通供給流路から個別供給流路への液体の流れ方向に沿ってほぼ同一線上に配置されているから、圧力損失の増大が抑えられ、液滴吐出ヘッド内での液体の流通がスムーズで、液滴吐出特性が安定している。
【0129】
請求項12に記載の発明によれば、上流側格子部ならびに下流側格子部が個別供給流路の4〜16流路毎の隔壁に対応した位置に設けられているから、格子部が無い状態で共通供給流路全面にわたってフィルタを設けた場合とほぼ同等のフィルタ透過性能を得ることができる。さらに取扱時のハンドリングの強度を上げることが可能である。
【0130】
請求項16に記載の発明によれば、マニホールドプレートとプレート側共通供給流路内に設けられた格子部が一体に形成されているから、マニホールドプレートの剛性が高められて、取扱性が良好である。
【0131】
請求項17に記載の発明によれば、プレート側共通供給流路内に設けられた格子部が個別供給流路を区画形成する隔壁に対応して配置されているから、液滴吐出ヘッド内での液体の流通がスムーズで、液滴吐出特性が安定している。
【0132】
請求項21に記載の発明によれば、ハウジングと対向する側に格子部を有するプレート半体と、フィルタと対向する側に格子部を有しないプレート半体とを重ね合わせてマニホールドプレートが構成されているから、マニホールドプレートの製作が容易である
請求項24に記載の発明によれば、前述のような特長を有する液滴吐出装置を提供することである。
【0133】
請求項25に記載の発明によれば、高密度、高速印字に対応した画像形成装置を提供することである。
【産業上の利用可能性】
【0134】
前記実施例ではインクジェット記録装置の場合について説明したが、本発明はこれに限定されるものではなく、液晶ディスプレイのカラーフィルターの製造に用いられる色材液、有機ELディスプレイなどの電極膜形成に用いられる電極材料液など他の液体を吐出する液滴吐出装置にも適用可能である。
【符号の説明】
【0135】
1:ノズル、2:オリフィスプレート、3:圧力室、4:個別供給流路、4a:隔壁、5:リストリクタプレート、6:振動板、7:フィルタ、7a:フィルタ孔、7b:連結部、8:共通供給流路、8a:上流側共通供給流路、8b:下流側共通供給流路、9:格子部、9a:上流側格子部、9b:下流側格子部、10:ダイアフラムプレート、11:フレーム側共通供給流路、12:アクチュエータ挿入開口部、13:インク導入通路、14:ハウジング、15:圧電振動子、16:固定部材、17:圧電アクチュエータ、20:ヒータ、31:ノズル、32:オリフィスプレート、33:圧力室、35:リストリクタ、36:リストリクタプレート、37:振動板、38:フィルタ、39:ダイアフラムプレート、40:プレート側共通供給流路、41:プレート側挿入開口部、42:マニホールドプレート、43:格子部、44:リストリクタ隔壁、45:圧力室隔壁、46:ハウジング、47:フレーム側共通供給流路、48:フレーム側挿入開口部、49:インク導入通路、50:ヒータ、51:圧電アクチュエータ、52:圧電振動子、53:固定部材、54:格子部、60:インクジェット記録ヘッド、61:ガイド軸、62:搬送ローラ、63:記録媒体、64:メインインクタンク、65:フレキシブルチューブ、66:サブインクタンク、67:ヘッド保全部、68:キャップ。
【先行技術文献】
【特許文献】
【0136】
【特許文献1】特許第4006957号公報
【特許文献2】特開2006−305767号公報
【特許文献3】特開2005−161617号公報
【特許文献4】特開2005−81597号公報
【特許請求の範囲】
【請求項1】
列状に配置された複数のノズルと、各ノズルにそれぞれ個別に連通して設けられた圧力室と、その圧力室に圧力の変動を与える圧力発生手段と、前記各圧力室にそれぞれ個別に連通して設けられた個別供給流路と、各個別供給流路と連通する共通供給流路を形成した共通供給流路形成部材を備え、
前記共通供給流路を通して供給された液体を前記各個別供給流路を通して前記各圧力室に導入し、前記圧力発生手段により圧力室に圧力の変動を与えて、前記ノズルから液滴を被着媒体に着弾する液滴吐出ヘッドにおいて、
前記共通供給流路形成部材の共通供給流路内に、前記ノズルの配列方向と直交する方向に延びる格子部をノズルの配列方向に沿って所定の間隔をおいて複数形成したことを特徴とする液滴吐出ヘッド。
【請求項2】
請求項1記載の液滴吐出ヘッドにおいて、前記格子部のノズル配列方向の厚さが、前記個別供給流路を区画形成する隔壁のノズル配列方向の厚さとほぼ同寸であることを特徴とする液滴吐出ヘッド。
【請求項3】
請求項2記載の液滴吐出ヘッドにおいて、前記共通供給流路から個別供給流路への液体の流れ方向に沿って前記格子部が前記隔壁と対応する位置に配置されていることを特徴とする液滴吐出ヘッド。
【請求項4】
請求項1記載の液滴吐出ヘッドにおいて、前記共通供給流路形成部材が熱伝導性の良好な材料で構成され、その共通供給流路形成部材の一側面に前記ノズル配列方向に沿って延びたヒータが取り付けられ、そのヒータから発せられた熱を前記共通供給流路形成部材ならびに前記複数の格子部を介して、前記共通供給流路を通過する液体に供給される構成になっていることを特徴とする液滴吐出ヘッド。
【請求項5】
請求項4記載の液滴吐出ヘッドにおいて、前記液体が紫外線硬化型液体であることを特徴とする液滴吐出ヘッド。
【請求項6】
列状に配置された複数のノズルと、各ノズルにそれぞれ個別に連通して設けられた圧力室と、その圧力室に圧力の変動を与える圧力発生手段と、前記各圧力室にそれぞれ個別に連通して設けられた個別供給流路と、各個別供給流路と連通する共通供給流路を形成した共通供給流路形成部材を備え、
前記共通供給流路を通して供給された液体を前記各個別供給流路を通して前記各圧力室に導入し、前記圧力発生手段により圧力室に圧力の変動を与えて、前記ノズルから液滴を被着媒体に着弾する液滴吐出ヘッドにおいて、
前記共通供給流路形成部材の前記共通供給流路内にフィルタが設けられ、
そのフィルタを間にして前記共通供給流路内が、フィルタよりも液体流れ方向上流側に形成された上流側共通供給流路と、フィルタよりも液体流れ方向下流側に形成された下流側共通供給流路に分かれており、
前記上流側共通供給流路内ならびに下流側共通供給流路内に、それぞれ前記ノズルの配列方向と直交する方向に延びる上流側格子部と下流側格子部をノズルの配列方向に沿って所定の間隔をおいて複数それぞれ形成したことを特徴とする液滴吐出ヘッド。
【請求項7】
請求項6記載の液滴吐出ヘッドにおいて、前記共通供給流路形成部材と前記フィルタと前記上流側格子部ならびに下流側格子部が一体に形成されていることを特徴とする液滴吐出ヘッド。
【請求項8】
請求項6または7記載の液滴吐出ヘッドにおいて、前記上流側格子部ならびに下流側格子部のノズル配列方向の厚さが、前記個別供給流路を区画形成する隔壁のノズル配列方向の厚さとほぼ同寸であることを特徴とする液滴吐出ヘッド。
【請求項9】
請求項6ないし8のいずれか1項記載の液滴吐出ヘッドにおいて、前記共通供給流路から個別供給流路への液体の流れ方向に沿って前記上流側格子部ならびに下流側格子部が前記隔壁と対応する位置に配置されていることを特徴とする液滴吐出ヘッド。
【請求項10】
請求項6ないし9のいずれか1項記載の液滴吐出ヘッドにおいて、前記上流側格子部ならびに下流側格子部が、前記共通供給流路から個別供給流路への液体の流れ方向に沿ってほぼ同一線上に配置されていることを特徴とする液滴吐出ヘッド。
【請求項11】
請求項6ないし9のいずれか1項記載の液滴吐出ヘッドにおいて、前記上流側格子部が前記下流側格子部の格子間隔の中間位置に配置されていることを特徴とする液滴吐出ヘッド。
【請求項12】
請求項9ないし11のいずれか1項記載の液滴吐出ヘッドにおいて、前記上流側格子部ならびに下流側格子部が前記個別供給流路の4〜16流路毎の隔壁に対応した位置に設けられていることを特徴とする液滴吐出ヘッド。
【請求項13】
請求項6ないし12のいずれか1項記載の液滴吐出ヘッドにおいて、前記共通供給流路形成部材が熱伝導性の良好な材料で構成され、その共通供給流路形成部材の一側面に前記ノズル配列方向に沿って延びたヒータが取り付けられ、そのヒータから発せられた熱を前記共通供給流路形成部材と前記上流側格子部と下流側格子部を介して、前記共通供給流路を通過する液体に供給される構成になっていることを特徴とする液滴吐出ヘッド。
【請求項14】
請求項13記載の液滴吐出ヘッドにおいて、前記液体が紫外線硬化型液体であることを特徴とする液滴吐出ヘッド。
【請求項15】
列状に配置された複数のノズルを有するオリフィスプレートと、
各ノズルにそれぞれ個別に連通して設けられた圧力室と、各圧力室にそれぞれ個別に連通して設けられた個別供給流路を有する圧力室・個別流路形成プレートと、
前記圧力室の一側面を形成する振動板と、前記個別供給流路と対応するように配置されたフィルタを有するダイアフラムプレートと、
前記圧力室に圧力の変動を与える圧力発生手段と、
前記振動板と対応する位置に形成されたプレート側挿入開口部と、前記フィルタと対応する位置に形成されたプレート側共通供給流路を有するマニホールドプレートと、
前記プレート側挿入開口部と対応する位置に形成されたフレーム側挿入開口部と、前記プレート側共通供給流路と対応する位置に形成されたフレーム側共通供給流路を有するハウジングを備え、
前記フレーム側挿入開口部からプレート側挿入開口部にかけて前記圧力発生手段を挿入して、圧力発生手段の自由端を前記振動板に接合し、
前記フレーム側共通供給流路からプレート側共通供給流路を経て供給された液体を前記各個別供給流路を通して前記各圧力室に導入し、前記圧力発生手段により圧力室に圧力の変動を与えて、前記ノズルから液滴を被着媒体に着弾する液滴吐出ヘッドにおいて、
前記プレート側共通供給流路ならびにフレーム側共通供給流路のうちの少なくともいずれか一方の共通供給流路内に、前記ノズルの配列方向と直交する方向に延びる格子部をノズルの配列方向に沿って所定の間隔をおいて複数形成したことを特徴とする液滴吐出ヘッド。
【請求項16】
請求項15記載の液滴吐出ヘッドにおいて、前記マニホールドプレートと前記プレート側共通供給流路内に設けられた格子部が一体に形成されていることを特徴とする液滴吐出ヘッド。
【請求項17】
請求項15または16記載の液滴吐出ヘッドにおいて、前記プレート側共通供給流路内に設けられた前記格子部は、前記個別供給流路を区画形成する隔壁に対応して配置されていることを特徴とする液滴吐出ヘッド。
【請求項18】
請求項15または16記載の液滴吐出ヘッドにおいて、前記プレート側共通供給流路内に設けられた格子部は、前記個別供給流路を区画形成する隔壁の間隔の中間位置に対応して配置されていることを特徴とする液滴吐出ヘッド。
【請求項19】
請求項17記載の液滴吐出ヘッドにおいて、前記プレート側共通供給流路内に設けられた格子部のノズル配列方向の厚さが、前記隔壁のノズル配列方向の厚さとほぼ同寸であることを特徴とする液滴吐出ヘッド。
【請求項20】
請求項16ないし19のいずれか1項記載の液滴吐出ヘッドにおいて、前記プレート側共通供給流路内に設けられた格子部は、前記マニホールドプレートの厚さ方向の前記ハウジング寄り設けられて、その格子部と前記フィルタとの間に隙間が形成されていることを特徴とする液滴吐出ヘッド。
【請求項21】
請求項20記載の液滴吐出ヘッドにおいて、前記ハウジングと対向する側に格子部を有するプレート半体と、前記フィルタと対向する側に格子部を有しないプレート半体とを重ね合わせて前記マニホールドプレートが構成されていることを特徴とする液滴吐出ヘッド。
【請求項22】
請求項15ないし21のいずれか1項記載の液滴吐出ヘッドにおいて、前記マニホールドプレートならびにハウジングが熱伝導性の良好な材料で構成され、前記ハウジングの一側面に前記ノズル配列方向に沿って延びたヒータが取り付けられ、そのヒータから発せられた熱を前記ハウジング、マニホールドプレートならびに格子部を介して、前記フレーム側共通供給流路からプレート側共通供給流路を通過する液体に供給される構成になっていることを特徴とする液滴吐出ヘッド。
【請求項23】
請求項22記載の液滴吐出ヘッドにおいて、前記液体が紫外線硬化型液体であることを特徴とする液滴吐出ヘッド。
【請求項24】
吐出する液体を貯留する液体タンクと、液滴吐出ヘッドと、前記液体タンクに貯留している液体を前記液滴吐出ヘッドに供給する液体供給手段を備え、前記液滴吐出ヘッドから吐出した液滴を被着媒体に着弾する液滴吐出装置において、
前記液滴吐出ヘッドが請求項1のないし23のいずれか1項記載の液滴吐出ヘッドであることを特徴とする液滴吐出装置。
【請求項25】
前記液体が画像形成用インクであって、前記被着媒体が記録媒体で、請求項24記載の液滴吐出装置を備えたことを特徴とする画像形成装置。
【請求項1】
列状に配置された複数のノズルと、各ノズルにそれぞれ個別に連通して設けられた圧力室と、その圧力室に圧力の変動を与える圧力発生手段と、前記各圧力室にそれぞれ個別に連通して設けられた個別供給流路と、各個別供給流路と連通する共通供給流路を形成した共通供給流路形成部材を備え、
前記共通供給流路を通して供給された液体を前記各個別供給流路を通して前記各圧力室に導入し、前記圧力発生手段により圧力室に圧力の変動を与えて、前記ノズルから液滴を被着媒体に着弾する液滴吐出ヘッドにおいて、
前記共通供給流路形成部材の共通供給流路内に、前記ノズルの配列方向と直交する方向に延びる格子部をノズルの配列方向に沿って所定の間隔をおいて複数形成したことを特徴とする液滴吐出ヘッド。
【請求項2】
請求項1記載の液滴吐出ヘッドにおいて、前記格子部のノズル配列方向の厚さが、前記個別供給流路を区画形成する隔壁のノズル配列方向の厚さとほぼ同寸であることを特徴とする液滴吐出ヘッド。
【請求項3】
請求項2記載の液滴吐出ヘッドにおいて、前記共通供給流路から個別供給流路への液体の流れ方向に沿って前記格子部が前記隔壁と対応する位置に配置されていることを特徴とする液滴吐出ヘッド。
【請求項4】
請求項1記載の液滴吐出ヘッドにおいて、前記共通供給流路形成部材が熱伝導性の良好な材料で構成され、その共通供給流路形成部材の一側面に前記ノズル配列方向に沿って延びたヒータが取り付けられ、そのヒータから発せられた熱を前記共通供給流路形成部材ならびに前記複数の格子部を介して、前記共通供給流路を通過する液体に供給される構成になっていることを特徴とする液滴吐出ヘッド。
【請求項5】
請求項4記載の液滴吐出ヘッドにおいて、前記液体が紫外線硬化型液体であることを特徴とする液滴吐出ヘッド。
【請求項6】
列状に配置された複数のノズルと、各ノズルにそれぞれ個別に連通して設けられた圧力室と、その圧力室に圧力の変動を与える圧力発生手段と、前記各圧力室にそれぞれ個別に連通して設けられた個別供給流路と、各個別供給流路と連通する共通供給流路を形成した共通供給流路形成部材を備え、
前記共通供給流路を通して供給された液体を前記各個別供給流路を通して前記各圧力室に導入し、前記圧力発生手段により圧力室に圧力の変動を与えて、前記ノズルから液滴を被着媒体に着弾する液滴吐出ヘッドにおいて、
前記共通供給流路形成部材の前記共通供給流路内にフィルタが設けられ、
そのフィルタを間にして前記共通供給流路内が、フィルタよりも液体流れ方向上流側に形成された上流側共通供給流路と、フィルタよりも液体流れ方向下流側に形成された下流側共通供給流路に分かれており、
前記上流側共通供給流路内ならびに下流側共通供給流路内に、それぞれ前記ノズルの配列方向と直交する方向に延びる上流側格子部と下流側格子部をノズルの配列方向に沿って所定の間隔をおいて複数それぞれ形成したことを特徴とする液滴吐出ヘッド。
【請求項7】
請求項6記載の液滴吐出ヘッドにおいて、前記共通供給流路形成部材と前記フィルタと前記上流側格子部ならびに下流側格子部が一体に形成されていることを特徴とする液滴吐出ヘッド。
【請求項8】
請求項6または7記載の液滴吐出ヘッドにおいて、前記上流側格子部ならびに下流側格子部のノズル配列方向の厚さが、前記個別供給流路を区画形成する隔壁のノズル配列方向の厚さとほぼ同寸であることを特徴とする液滴吐出ヘッド。
【請求項9】
請求項6ないし8のいずれか1項記載の液滴吐出ヘッドにおいて、前記共通供給流路から個別供給流路への液体の流れ方向に沿って前記上流側格子部ならびに下流側格子部が前記隔壁と対応する位置に配置されていることを特徴とする液滴吐出ヘッド。
【請求項10】
請求項6ないし9のいずれか1項記載の液滴吐出ヘッドにおいて、前記上流側格子部ならびに下流側格子部が、前記共通供給流路から個別供給流路への液体の流れ方向に沿ってほぼ同一線上に配置されていることを特徴とする液滴吐出ヘッド。
【請求項11】
請求項6ないし9のいずれか1項記載の液滴吐出ヘッドにおいて、前記上流側格子部が前記下流側格子部の格子間隔の中間位置に配置されていることを特徴とする液滴吐出ヘッド。
【請求項12】
請求項9ないし11のいずれか1項記載の液滴吐出ヘッドにおいて、前記上流側格子部ならびに下流側格子部が前記個別供給流路の4〜16流路毎の隔壁に対応した位置に設けられていることを特徴とする液滴吐出ヘッド。
【請求項13】
請求項6ないし12のいずれか1項記載の液滴吐出ヘッドにおいて、前記共通供給流路形成部材が熱伝導性の良好な材料で構成され、その共通供給流路形成部材の一側面に前記ノズル配列方向に沿って延びたヒータが取り付けられ、そのヒータから発せられた熱を前記共通供給流路形成部材と前記上流側格子部と下流側格子部を介して、前記共通供給流路を通過する液体に供給される構成になっていることを特徴とする液滴吐出ヘッド。
【請求項14】
請求項13記載の液滴吐出ヘッドにおいて、前記液体が紫外線硬化型液体であることを特徴とする液滴吐出ヘッド。
【請求項15】
列状に配置された複数のノズルを有するオリフィスプレートと、
各ノズルにそれぞれ個別に連通して設けられた圧力室と、各圧力室にそれぞれ個別に連通して設けられた個別供給流路を有する圧力室・個別流路形成プレートと、
前記圧力室の一側面を形成する振動板と、前記個別供給流路と対応するように配置されたフィルタを有するダイアフラムプレートと、
前記圧力室に圧力の変動を与える圧力発生手段と、
前記振動板と対応する位置に形成されたプレート側挿入開口部と、前記フィルタと対応する位置に形成されたプレート側共通供給流路を有するマニホールドプレートと、
前記プレート側挿入開口部と対応する位置に形成されたフレーム側挿入開口部と、前記プレート側共通供給流路と対応する位置に形成されたフレーム側共通供給流路を有するハウジングを備え、
前記フレーム側挿入開口部からプレート側挿入開口部にかけて前記圧力発生手段を挿入して、圧力発生手段の自由端を前記振動板に接合し、
前記フレーム側共通供給流路からプレート側共通供給流路を経て供給された液体を前記各個別供給流路を通して前記各圧力室に導入し、前記圧力発生手段により圧力室に圧力の変動を与えて、前記ノズルから液滴を被着媒体に着弾する液滴吐出ヘッドにおいて、
前記プレート側共通供給流路ならびにフレーム側共通供給流路のうちの少なくともいずれか一方の共通供給流路内に、前記ノズルの配列方向と直交する方向に延びる格子部をノズルの配列方向に沿って所定の間隔をおいて複数形成したことを特徴とする液滴吐出ヘッド。
【請求項16】
請求項15記載の液滴吐出ヘッドにおいて、前記マニホールドプレートと前記プレート側共通供給流路内に設けられた格子部が一体に形成されていることを特徴とする液滴吐出ヘッド。
【請求項17】
請求項15または16記載の液滴吐出ヘッドにおいて、前記プレート側共通供給流路内に設けられた前記格子部は、前記個別供給流路を区画形成する隔壁に対応して配置されていることを特徴とする液滴吐出ヘッド。
【請求項18】
請求項15または16記載の液滴吐出ヘッドにおいて、前記プレート側共通供給流路内に設けられた格子部は、前記個別供給流路を区画形成する隔壁の間隔の中間位置に対応して配置されていることを特徴とする液滴吐出ヘッド。
【請求項19】
請求項17記載の液滴吐出ヘッドにおいて、前記プレート側共通供給流路内に設けられた格子部のノズル配列方向の厚さが、前記隔壁のノズル配列方向の厚さとほぼ同寸であることを特徴とする液滴吐出ヘッド。
【請求項20】
請求項16ないし19のいずれか1項記載の液滴吐出ヘッドにおいて、前記プレート側共通供給流路内に設けられた格子部は、前記マニホールドプレートの厚さ方向の前記ハウジング寄り設けられて、その格子部と前記フィルタとの間に隙間が形成されていることを特徴とする液滴吐出ヘッド。
【請求項21】
請求項20記載の液滴吐出ヘッドにおいて、前記ハウジングと対向する側に格子部を有するプレート半体と、前記フィルタと対向する側に格子部を有しないプレート半体とを重ね合わせて前記マニホールドプレートが構成されていることを特徴とする液滴吐出ヘッド。
【請求項22】
請求項15ないし21のいずれか1項記載の液滴吐出ヘッドにおいて、前記マニホールドプレートならびにハウジングが熱伝導性の良好な材料で構成され、前記ハウジングの一側面に前記ノズル配列方向に沿って延びたヒータが取り付けられ、そのヒータから発せられた熱を前記ハウジング、マニホールドプレートならびに格子部を介して、前記フレーム側共通供給流路からプレート側共通供給流路を通過する液体に供給される構成になっていることを特徴とする液滴吐出ヘッド。
【請求項23】
請求項22記載の液滴吐出ヘッドにおいて、前記液体が紫外線硬化型液体であることを特徴とする液滴吐出ヘッド。
【請求項24】
吐出する液体を貯留する液体タンクと、液滴吐出ヘッドと、前記液体タンクに貯留している液体を前記液滴吐出ヘッドに供給する液体供給手段を備え、前記液滴吐出ヘッドから吐出した液滴を被着媒体に着弾する液滴吐出装置において、
前記液滴吐出ヘッドが請求項1のないし23のいずれか1項記載の液滴吐出ヘッドであることを特徴とする液滴吐出装置。
【請求項25】
前記液体が画像形成用インクであって、前記被着媒体が記録媒体で、請求項24記載の液滴吐出装置を備えたことを特徴とする画像形成装置。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】

【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【公開番号】特開2010−241100(P2010−241100A)
【公開日】平成22年10月28日(2010.10.28)
【国際特許分類】
【出願番号】特願2009−154029(P2009−154029)
【出願日】平成21年6月29日(2009.6.29)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
【公開日】平成22年10月28日(2010.10.28)
【国際特許分類】
【出願日】平成21年6月29日(2009.6.29)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
[ Back to top ]