
液状体塗布方法
【課題】液状体塗布方法に関し、塗布速度が低速領域でも品質、生産性を向上させ、更にコストを低減する。
【解決手段】被塗布物にシーラー、接着剤等の液状体を塗布する液状体塗布方法であって、塗布速度Vが所定速度Vsよりも遅い領域では、所定速度Vsで連続塗布するときの吐出圧力PLと同一又は略同一の吐出圧力PLで液状体を吐出するとともに、塗布速度Vに応じて塗布を間引く。塗布速度Vが所定速度Vsよりも遅い領域で、連続塗布時の吐出圧力Pを越える吐出圧力PLまで液状体の吐出圧力Pを高め、液状体の吐出を安定させる。
【解決手段】被塗布物にシーラー、接着剤等の液状体を塗布する液状体塗布方法であって、塗布速度Vが所定速度Vsよりも遅い領域では、所定速度Vsで連続塗布するときの吐出圧力PLと同一又は略同一の吐出圧力PLで液状体を吐出するとともに、塗布速度Vに応じて塗布を間引く。塗布速度Vが所定速度Vsよりも遅い領域で、連続塗布時の吐出圧力Pを越える吐出圧力PLまで液状体の吐出圧力Pを高め、液状体の吐出を安定させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シーラー、接着剤等の液状体を塗布する液状体塗布方法の改良に関するものである。
【背景技術】
【0002】
従来の液状体塗布方法として、液状体を塗布物にドッド状に塗布するものが知られている(例えば、特許文献1参照。)。
【特許文献1】特開平11−57594号公報
【0003】
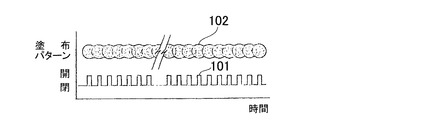
特許文献1の図1を以下の図5で説明する。なお、符号は振り直した。
図5は従来の液状体塗布方法を示すグラフであり、横軸に時間を取り、下側に液状体を吐出する吐出ガンの弁機構のパルス状開閉タイミング101を示し、上側にそのパルス状開閉タイミングによって吐出された液状体のドット状の塗布パターン102を示したものである。
【発明の開示】
【発明が解決しようとする課題】
【0004】
例えば、液状体の塗布速度、即ち吐出ガンの移動速度が低速域のときに、液状体をドット状に吐出して液状体の量を絞っても、吐出圧力が小さいと、液状体が狙った位置に飛ばず、シール性や接着性が損なわれたり液状体が被塗布物からはみ出したりするため、塗布の追加やはみ出した部分の除去が必要になり、品質や生産性が低下することがあり、また、液状体が無駄になってコストアップを招く。
また、ドット状塗布のみでは、弁の開閉回数を減少させることはできず、機器の耐久性が課題となる。
【0005】
本発明の目的は、液状体塗布方法に関し、塗布速度が低速領域でも品質、生産性を向上させ、更にコストを低減することにある。
【課題を解決するための手段】
【0006】
請求項1に係る発明は、被塗布物にシーラー、接着剤等の液状体を塗布する液状体塗布方法であって、塗布速度が所定速度よりも遅い領域では、所定速度で連続塗布するときの吐出圧力と同一又は略同一の吐出圧力で液状体を吐出するとともに、塗布速度に応じて塗布を間引くことを特徴とする。
【0007】
通常、液状体を連続塗布する場合には、塗布速度が大きくなるにつれて液状体の吐出圧力を大きくし、塗布速度が小さくなるにつれて液状体の吐出圧力を小さくする。塗布速度が所定速度よりも遅ければ、所定速度のときよりも小さい吐出圧力で液状体を吐出するが、本発明では、塗布速度が所定速度よりも遅い領域では、液状体の吐出圧力を高め、所定速度で連続塗布するときの吐出圧力と同一の吐出圧力で液状体を吐出する。これによって、塗布速度が低速域での液状体の吐出を安定させる。このとき、塗布速度が低速域で塗布速度に応じて塗布を間引くことで、液状体の単位長さ当たりの塗布量を一定にする。
【0008】
請求項2に係る発明は、被塗布物にシーラー、接着剤等の液状体を塗布する液状体塗布方法であって、塗布速度が所定速度よりも遅い領域では、所定速度で連続塗布するときの吐出圧力よりも大きな吐出圧力で液状体を吐出するとともに、所定速度より速い領域で連続塗布に切り替えることを特徴とする。
【0009】
通常、液状体を連続塗布する場合には、塗布速度が大きくなるにつれて液状体の吐出圧力を大きくし、塗布速度が小さくなるにつれて液状体の吐出圧力を小さくする。塗布速度が所定速度よりも遅ければ、所定速度のときよりも小さい吐出圧力で液状体を吐出するが、本発明では、塗布速度が所定速度よりも遅い領域では、液状体の吐出圧力を高め、所定速度で連続塗布するときの吐出圧力よりも大きな吐出圧力で液状体を吐出する。このとき、塗装ビード外観は、ドット塗布の間、速度が変わっても一定となる。このように、塗布速度が低速域で液状体の単位長さ当たりの塗布量を一定にする。
【発明の効果】
【0010】
請求項1に係る発明では、塗布速度が所定速度よりも遅い領域では、所定速度で連続塗布するときの吐出圧力と同一又は略同一の吐出圧力で液状体を吐出するとともに、塗布速度に応じて塗布を間引くので、塗布速度が所定速度よりも遅い低速域では、連続塗布時の吐出圧力を超える吐出圧力を維持しつつ液状体の吐出量を絞ることができ、塗布速度が所定速度以上の高速域では、間引く量を少なくするか、間引くのを止めることで、低速域及び高速域で塗布が安定し、品質及び生産性を向上させることができ、更に、低速域で液状体が無駄にならないので、コストを低減することができる。
また、本発明では、弁の開閉回数を減少させることができるので、耐久性の向上が可能になる。
【0011】
請求項2に係る発明では、塗布速度が所定速度よりも遅い領域では、所定速度で連続塗布するときの吐出圧力よりも大きな吐出圧力で液状体を吐出するとともに、所定速度より速い領域で連続塗布に切り替えるので、塗布速度が所定速度よりも遅い低速域では、連続塗布時の吐出圧力を超える吐出圧力を維持しつつ液状体の吐出量を絞ることができ、塗布速度が所定速度より高速域では連続塗布に切り替えることで、低速域及び高速域で塗布が安定し、品質及び生産性を向上させることができ、更に、低速域で液状体が無駄にならないので、コストを低減することができる。
【発明を実施するための最良の形態】
【0012】
本発明を実施するための最良の形態を添付図に基づいて以下に説明する。なお、図面は符号の向きに見るものとする。
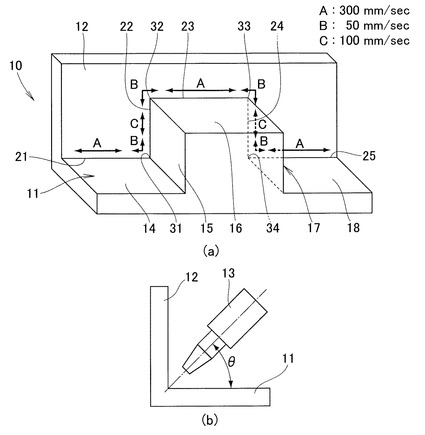
図1(a),(b)は本発明に係る液状体塗布方法を示す斜視図である。
(a),(b)において、液状体が塗布される被塗布物10は、凹凸の有る底壁11と、この底壁11の端に設けられた縦壁12とからなり、これらの底壁11と縦壁12との隅部に塗布ガン13で液状体を塗布する要領を示している。
塗布ガン13は、底壁11に対して角度θ(例えば、θ=45°)傾けて、底壁11と縦壁12との境界に沿って液状体を吐出する。
【0013】
底壁11は、水平な第1壁14と、この第1壁14の端から鉛直に立ち上がる第1鉛直壁15と、この第1鉛直壁15の端から水平に延びる第2水平壁16と、この第2水平壁16の端から鉛直に下がる第2鉛直壁17と、この第2鉛直壁17の端から水平に延びる第3水平壁18とからなる。
【0014】
例えば、縦壁12と、水平な第1壁14、第1鉛直壁15、第2水平壁16、第2鉛直壁17、第3水平壁18のそれぞれとの境界線21,22,23,24,25に沿って液状体を塗布する場合、境界線21では塗布速度、即ち液状体を吐出する塗布ガンの移動速度を高速域であるA(例えば、300mm/sec)、境界線21と境界線22との隅部31付近では塗布速度を低速域であるB(例えば、50mm/sec)、隅部31から離れた境界線22では塗布速度を低速域であるC(例えば、100mm/sec)とし、同様に、境界線22と境界線23との角部32付近では塗布速度をB、角32部から離れた境界線23では塗布速度をA、境界線23と境界線24との角部33付近では塗布速度をB、角部33から離れた境界線24では塗布速度をC、境界線24と境界線25との隅部34付近では塗布速度をB、隅部34から離れた境界線25では塗布速度をAとする。
【0015】
このように、距離が長く、直線状あるいは曲率の大きい曲線状の箇所(即ち、速度変化が小さい箇所)では高速域である塗布速度A、隅部31,34及び角部32,33(即ち、速度変化が大きい箇所)では低速域である塗布速度B、直線状あるいは曲率の大きい曲線状でも距離が短い箇所では塗布速度Bよりも大きい低速域である塗布速度Cに設定する。
【0016】
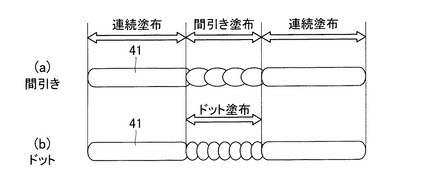
図2(a),(b)は本発明に係る液状体の塗布形状を示す説明図である。
(a)は、塗布速度が高速域で液状体41を連続塗布した後に、塗布速度が低速域で所定時間液状体41を塗布しない間引き塗布を行い、再び塗布速度が高速域で液状体41を連続塗布した状態を示している。
【0017】
(b)は、塗布速度が高速域で液状体41を連続塗布した後に、塗布速度が低速域で間欠的に液状体41を塗布するドット塗布を行い、再び塗布速度が高速域で液状体41を連続塗布した状態を示している。
上記の(a),(b)のように、塗布速度の低速域で、間引き塗布、あるいはドット塗布を行うことで、単位長さ当たりの液状体の塗布量を一定にすることができる。
【0018】
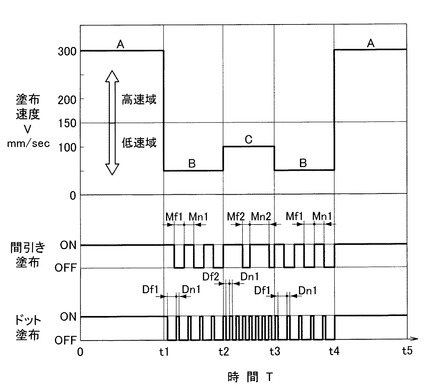
図3は本発明に係る間引き塗布及びドット塗布の塗布要領と塗布速度、時間との関係を示すグラフである。縦軸は間引き塗布及びドット塗布のそれぞれの液状体の吐出(ON)と吐出停止(OFF)、塗布速度V、横軸は時間Tを表している。
【0019】
時間Tが時刻ゼロ〜時刻t1の間では、塗布速度Vが高速域の300mm/secであり、常にONとなる連続塗布が行われる。塗布速度が150mm/secよりも遅い領域は低速域、150mm/sec以上の領域は高速域である。
【0020】
時間Tが時刻t1〜時刻t2の間では、塗布速度が50mm/secであり、間引き塗布において、OFFとなる時間、即ちOFF時間はMf1、間引きと間引きとの間のONとなる時間、即ちON時間はMn1である。また、ドット塗布において、OFF時間はDf1、ON時間はDn1である。
【0021】
時間Tが時刻t2〜t3の間では、塗布速度が100mm/secであり、間引き塗布において、OFF時間はMf2(Mf2<Mf1)、間引きと間引きとの間のON時間はMn2(Mn2>Mn1)である。また、ドット塗布において、OFF時間はDf2(Df2<Df1)、ON時間はDn1である。
【0022】
時間Tが時刻t3〜t4の間では、塗布速度V、間引き塗布のOFF時間及びON時間、ドット塗布のOFF時間及びON時間は、時刻t1〜時刻t2の間と同一である。
時間Tが時刻t4〜t5の間では、塗布速度V、間引き塗布のOFF時間及びON時間、ドット塗布のOFF時間及びON時間は、時刻ゼロ〜時刻t1の間と同一である。
【0023】
以上のように、間引き塗布では、低速域で塗布速度が上昇すれば、OFF時間は次第に短くなり、ON時間は次第に長くなる。また、ドット塗布では、低速域で塗布速度が上昇すれば、OFF時間は次第に短くなり、ON時間は変化しない。
【0024】
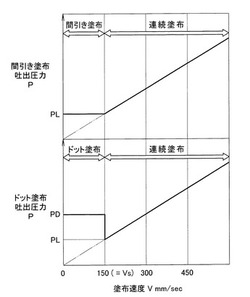
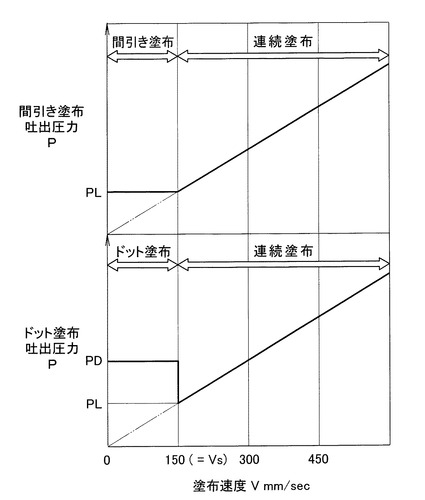
図4は本発明に係る間引き塗布及びドット塗布のそれぞれの液状体の吐出圧力と塗布速度との関係を示すグラフであり、縦軸は間引き塗布及びドット塗布の吐出圧力P、横軸は塗布速度V(単位はmm/sec)を表している。
【0025】
間引き塗布の場合には、塗布速度が150mm/sec未満の低速域では、吐出圧力Pが塗布速度Vに比例する連続塗布時の下限値である所定塗布速度(=Vs)150mm/secの吐出圧力PLと同一圧力又は略同一圧力である吐出圧力PLで吐出する。
【0026】
吐出圧力PLは、塗布速度Vが150mm/sec未満の低速域での連続塗布時の吐出圧力(二点鎖線で示された部分の吐出圧力)Pよりも高い。
塗布速度が150mm/sec以上の高速域では、吐出圧力Pが塗布速度Vに比例するように連続塗布に切り替える。
【0027】
ドット塗布の場合には、塗布速度Vが150mm/sec未満の低速域では、連続塗布時の下限値である所定塗布速度150mm/secの吐出圧力PLよりも大きい圧力である吐出圧力PDで吐出する。
【0028】
吐出圧力PDを吐出圧力PLよりも大きくするのは、吐出OFFの間の吐出量を補い、吐出量を一定にすることの理由による。
吐出圧力PDは、塗布速度Vが150mm/sec未満の低速域での連続塗布時の吐出圧力(二点鎖線で示された部分の吐出圧力)Pよりも高い。
塗布速度が150mm/sec以上の高速域では、吐出圧力Pが塗布速度Vに比例するように連続塗布に切り替える。
【0029】
このように、塗布速度Vが150mm/sec未満の低速域では、間引き塗布及びドット塗布共に、吐出圧力Pが塗布速度Vに比例する連続塗布時の吐出圧力(図中の二点鎖線で示される部分の吐出圧力)よりも大きな吐出圧力PL又は吐出圧力PDで塗布することで、液状体を狙った箇所に塗布しやすくなり、塗り直しやはみ出しを防止することができて、塗布品質や生産性を向上させることができる。
【0030】
以上の図4に示したように、本発明は、被塗布物10にシーラー、接着剤等の液状体41(図2(a)参照)を塗布する液状体塗布方法であって、塗布速度Vが所定速度Vsよりも遅い領域では、所定速度Vsで連続塗布するときの吐出圧力PLと同一又は略同一の吐出圧力PLで液状体を吐出するとともに、塗布速度Vに応じて塗布を間引くことを特徴とする。
【0031】
これにより、塗布速度Vが所定速度Vsよりも遅い低速域では、連続塗布時の吐出圧力Pを越える吐出圧力PLを維持しつつ液状体41の吐出量を絞ることができ、塗布速度Vが所定速度Vs以上の高速域では、間引く量を少なくするか、間引くのを止めることで、低速域及び高速域で塗布が安定し、品質及び生産性を向上させることができ、更に、低速域で液状体41が無駄にならないので、コストを低減することができる。
【0032】
また、本発明は、塗布速度Vが所定速度Vsよりも遅い領域では、所定速度Vsで連続塗布するときの吐出圧力PLよりも大きな吐出圧力PDで液状体41を吐出するとともに、塗布速度Vに応じて液状体41を間欠的に被塗布物10(図1(a)参照)に塗布するドット塗布の時間間隔、即ちOFF時間Df1,Df2(図3参照)を変え、所定速度Vsより速い領域で連続塗布に切り替えることを特徴とする。
【0033】
これにより、塗布速度Vが所定速度Vsよりも遅い低速域では、連続塗布時の吐出圧力Pを越える吐出圧力PDを維持しつつ液状体41の吐出量を絞ることができ、塗布速度Vが所定速度Vs以上の高速域では、ドット塗布の時間間隔(OFF時間)を小さくするか、連続塗布とすることで、低速域及び高速域で塗布が安定し、品質及び生産性を向上させることができ、更に、低速域で液状体41が無駄にならないので、コストを低減することができる。
【0034】
尚、本実施形態では、図4に示したように、塗布速度Vとして所定速度Vsを150mm/secとしたが、その所定速度Vsを、塗布ガンの吐出流量、液状体の種類、粘度によっては、上記の150mm/secに対して変更してもよい。
【産業上の利用可能性】
【0035】
本発明の液状体塗布方法は、塗布速度変化が大きい箇所の塗布に好適である。
【図面の簡単な説明】
【0036】
【図1】本発明に係る液状体塗布方法を示す斜視図である。
【図2】本発明に係る液状体の塗布形状を示す説明図である。
【図3】本発明に係る間引き塗布及びドット塗布の塗布要領と塗布速度、時間との関係を示すグラフである。
【図4】本発明に係る間引き塗布及びドット塗布のそれぞれの液状体の吐出圧力と塗布速度との関係を示すグラフである。
【図5】従来の液状体塗布方法を示すグラフである。
【符号の説明】
【0037】
10…被塗布物、41…液状体、PD…ドット塗布での吐出圧力、PL…間引き塗布での吐出圧力、V…塗布速度、Vs…所定塗布速度。
【技術分野】
【0001】
本発明は、シーラー、接着剤等の液状体を塗布する液状体塗布方法の改良に関するものである。
【背景技術】
【0002】
従来の液状体塗布方法として、液状体を塗布物にドッド状に塗布するものが知られている(例えば、特許文献1参照。)。
【特許文献1】特開平11−57594号公報
【0003】
特許文献1の図1を以下の図5で説明する。なお、符号は振り直した。
図5は従来の液状体塗布方法を示すグラフであり、横軸に時間を取り、下側に液状体を吐出する吐出ガンの弁機構のパルス状開閉タイミング101を示し、上側にそのパルス状開閉タイミングによって吐出された液状体のドット状の塗布パターン102を示したものである。
【発明の開示】
【発明が解決しようとする課題】
【0004】
例えば、液状体の塗布速度、即ち吐出ガンの移動速度が低速域のときに、液状体をドット状に吐出して液状体の量を絞っても、吐出圧力が小さいと、液状体が狙った位置に飛ばず、シール性や接着性が損なわれたり液状体が被塗布物からはみ出したりするため、塗布の追加やはみ出した部分の除去が必要になり、品質や生産性が低下することがあり、また、液状体が無駄になってコストアップを招く。
また、ドット状塗布のみでは、弁の開閉回数を減少させることはできず、機器の耐久性が課題となる。
【0005】
本発明の目的は、液状体塗布方法に関し、塗布速度が低速領域でも品質、生産性を向上させ、更にコストを低減することにある。
【課題を解決するための手段】
【0006】
請求項1に係る発明は、被塗布物にシーラー、接着剤等の液状体を塗布する液状体塗布方法であって、塗布速度が所定速度よりも遅い領域では、所定速度で連続塗布するときの吐出圧力と同一又は略同一の吐出圧力で液状体を吐出するとともに、塗布速度に応じて塗布を間引くことを特徴とする。
【0007】
通常、液状体を連続塗布する場合には、塗布速度が大きくなるにつれて液状体の吐出圧力を大きくし、塗布速度が小さくなるにつれて液状体の吐出圧力を小さくする。塗布速度が所定速度よりも遅ければ、所定速度のときよりも小さい吐出圧力で液状体を吐出するが、本発明では、塗布速度が所定速度よりも遅い領域では、液状体の吐出圧力を高め、所定速度で連続塗布するときの吐出圧力と同一の吐出圧力で液状体を吐出する。これによって、塗布速度が低速域での液状体の吐出を安定させる。このとき、塗布速度が低速域で塗布速度に応じて塗布を間引くことで、液状体の単位長さ当たりの塗布量を一定にする。
【0008】
請求項2に係る発明は、被塗布物にシーラー、接着剤等の液状体を塗布する液状体塗布方法であって、塗布速度が所定速度よりも遅い領域では、所定速度で連続塗布するときの吐出圧力よりも大きな吐出圧力で液状体を吐出するとともに、所定速度より速い領域で連続塗布に切り替えることを特徴とする。
【0009】
通常、液状体を連続塗布する場合には、塗布速度が大きくなるにつれて液状体の吐出圧力を大きくし、塗布速度が小さくなるにつれて液状体の吐出圧力を小さくする。塗布速度が所定速度よりも遅ければ、所定速度のときよりも小さい吐出圧力で液状体を吐出するが、本発明では、塗布速度が所定速度よりも遅い領域では、液状体の吐出圧力を高め、所定速度で連続塗布するときの吐出圧力よりも大きな吐出圧力で液状体を吐出する。このとき、塗装ビード外観は、ドット塗布の間、速度が変わっても一定となる。このように、塗布速度が低速域で液状体の単位長さ当たりの塗布量を一定にする。
【発明の効果】
【0010】
請求項1に係る発明では、塗布速度が所定速度よりも遅い領域では、所定速度で連続塗布するときの吐出圧力と同一又は略同一の吐出圧力で液状体を吐出するとともに、塗布速度に応じて塗布を間引くので、塗布速度が所定速度よりも遅い低速域では、連続塗布時の吐出圧力を超える吐出圧力を維持しつつ液状体の吐出量を絞ることができ、塗布速度が所定速度以上の高速域では、間引く量を少なくするか、間引くのを止めることで、低速域及び高速域で塗布が安定し、品質及び生産性を向上させることができ、更に、低速域で液状体が無駄にならないので、コストを低減することができる。
また、本発明では、弁の開閉回数を減少させることができるので、耐久性の向上が可能になる。
【0011】
請求項2に係る発明では、塗布速度が所定速度よりも遅い領域では、所定速度で連続塗布するときの吐出圧力よりも大きな吐出圧力で液状体を吐出するとともに、所定速度より速い領域で連続塗布に切り替えるので、塗布速度が所定速度よりも遅い低速域では、連続塗布時の吐出圧力を超える吐出圧力を維持しつつ液状体の吐出量を絞ることができ、塗布速度が所定速度より高速域では連続塗布に切り替えることで、低速域及び高速域で塗布が安定し、品質及び生産性を向上させることができ、更に、低速域で液状体が無駄にならないので、コストを低減することができる。
【発明を実施するための最良の形態】
【0012】
本発明を実施するための最良の形態を添付図に基づいて以下に説明する。なお、図面は符号の向きに見るものとする。
図1(a),(b)は本発明に係る液状体塗布方法を示す斜視図である。
(a),(b)において、液状体が塗布される被塗布物10は、凹凸の有る底壁11と、この底壁11の端に設けられた縦壁12とからなり、これらの底壁11と縦壁12との隅部に塗布ガン13で液状体を塗布する要領を示している。
塗布ガン13は、底壁11に対して角度θ(例えば、θ=45°)傾けて、底壁11と縦壁12との境界に沿って液状体を吐出する。
【0013】
底壁11は、水平な第1壁14と、この第1壁14の端から鉛直に立ち上がる第1鉛直壁15と、この第1鉛直壁15の端から水平に延びる第2水平壁16と、この第2水平壁16の端から鉛直に下がる第2鉛直壁17と、この第2鉛直壁17の端から水平に延びる第3水平壁18とからなる。
【0014】
例えば、縦壁12と、水平な第1壁14、第1鉛直壁15、第2水平壁16、第2鉛直壁17、第3水平壁18のそれぞれとの境界線21,22,23,24,25に沿って液状体を塗布する場合、境界線21では塗布速度、即ち液状体を吐出する塗布ガンの移動速度を高速域であるA(例えば、300mm/sec)、境界線21と境界線22との隅部31付近では塗布速度を低速域であるB(例えば、50mm/sec)、隅部31から離れた境界線22では塗布速度を低速域であるC(例えば、100mm/sec)とし、同様に、境界線22と境界線23との角部32付近では塗布速度をB、角32部から離れた境界線23では塗布速度をA、境界線23と境界線24との角部33付近では塗布速度をB、角部33から離れた境界線24では塗布速度をC、境界線24と境界線25との隅部34付近では塗布速度をB、隅部34から離れた境界線25では塗布速度をAとする。
【0015】
このように、距離が長く、直線状あるいは曲率の大きい曲線状の箇所(即ち、速度変化が小さい箇所)では高速域である塗布速度A、隅部31,34及び角部32,33(即ち、速度変化が大きい箇所)では低速域である塗布速度B、直線状あるいは曲率の大きい曲線状でも距離が短い箇所では塗布速度Bよりも大きい低速域である塗布速度Cに設定する。
【0016】
図2(a),(b)は本発明に係る液状体の塗布形状を示す説明図である。
(a)は、塗布速度が高速域で液状体41を連続塗布した後に、塗布速度が低速域で所定時間液状体41を塗布しない間引き塗布を行い、再び塗布速度が高速域で液状体41を連続塗布した状態を示している。
【0017】
(b)は、塗布速度が高速域で液状体41を連続塗布した後に、塗布速度が低速域で間欠的に液状体41を塗布するドット塗布を行い、再び塗布速度が高速域で液状体41を連続塗布した状態を示している。
上記の(a),(b)のように、塗布速度の低速域で、間引き塗布、あるいはドット塗布を行うことで、単位長さ当たりの液状体の塗布量を一定にすることができる。
【0018】
図3は本発明に係る間引き塗布及びドット塗布の塗布要領と塗布速度、時間との関係を示すグラフである。縦軸は間引き塗布及びドット塗布のそれぞれの液状体の吐出(ON)と吐出停止(OFF)、塗布速度V、横軸は時間Tを表している。
【0019】
時間Tが時刻ゼロ〜時刻t1の間では、塗布速度Vが高速域の300mm/secであり、常にONとなる連続塗布が行われる。塗布速度が150mm/secよりも遅い領域は低速域、150mm/sec以上の領域は高速域である。
【0020】
時間Tが時刻t1〜時刻t2の間では、塗布速度が50mm/secであり、間引き塗布において、OFFとなる時間、即ちOFF時間はMf1、間引きと間引きとの間のONとなる時間、即ちON時間はMn1である。また、ドット塗布において、OFF時間はDf1、ON時間はDn1である。
【0021】
時間Tが時刻t2〜t3の間では、塗布速度が100mm/secであり、間引き塗布において、OFF時間はMf2(Mf2<Mf1)、間引きと間引きとの間のON時間はMn2(Mn2>Mn1)である。また、ドット塗布において、OFF時間はDf2(Df2<Df1)、ON時間はDn1である。
【0022】
時間Tが時刻t3〜t4の間では、塗布速度V、間引き塗布のOFF時間及びON時間、ドット塗布のOFF時間及びON時間は、時刻t1〜時刻t2の間と同一である。
時間Tが時刻t4〜t5の間では、塗布速度V、間引き塗布のOFF時間及びON時間、ドット塗布のOFF時間及びON時間は、時刻ゼロ〜時刻t1の間と同一である。
【0023】
以上のように、間引き塗布では、低速域で塗布速度が上昇すれば、OFF時間は次第に短くなり、ON時間は次第に長くなる。また、ドット塗布では、低速域で塗布速度が上昇すれば、OFF時間は次第に短くなり、ON時間は変化しない。
【0024】
図4は本発明に係る間引き塗布及びドット塗布のそれぞれの液状体の吐出圧力と塗布速度との関係を示すグラフであり、縦軸は間引き塗布及びドット塗布の吐出圧力P、横軸は塗布速度V(単位はmm/sec)を表している。
【0025】
間引き塗布の場合には、塗布速度が150mm/sec未満の低速域では、吐出圧力Pが塗布速度Vに比例する連続塗布時の下限値である所定塗布速度(=Vs)150mm/secの吐出圧力PLと同一圧力又は略同一圧力である吐出圧力PLで吐出する。
【0026】
吐出圧力PLは、塗布速度Vが150mm/sec未満の低速域での連続塗布時の吐出圧力(二点鎖線で示された部分の吐出圧力)Pよりも高い。
塗布速度が150mm/sec以上の高速域では、吐出圧力Pが塗布速度Vに比例するように連続塗布に切り替える。
【0027】
ドット塗布の場合には、塗布速度Vが150mm/sec未満の低速域では、連続塗布時の下限値である所定塗布速度150mm/secの吐出圧力PLよりも大きい圧力である吐出圧力PDで吐出する。
【0028】
吐出圧力PDを吐出圧力PLよりも大きくするのは、吐出OFFの間の吐出量を補い、吐出量を一定にすることの理由による。
吐出圧力PDは、塗布速度Vが150mm/sec未満の低速域での連続塗布時の吐出圧力(二点鎖線で示された部分の吐出圧力)Pよりも高い。
塗布速度が150mm/sec以上の高速域では、吐出圧力Pが塗布速度Vに比例するように連続塗布に切り替える。
【0029】
このように、塗布速度Vが150mm/sec未満の低速域では、間引き塗布及びドット塗布共に、吐出圧力Pが塗布速度Vに比例する連続塗布時の吐出圧力(図中の二点鎖線で示される部分の吐出圧力)よりも大きな吐出圧力PL又は吐出圧力PDで塗布することで、液状体を狙った箇所に塗布しやすくなり、塗り直しやはみ出しを防止することができて、塗布品質や生産性を向上させることができる。
【0030】
以上の図4に示したように、本発明は、被塗布物10にシーラー、接着剤等の液状体41(図2(a)参照)を塗布する液状体塗布方法であって、塗布速度Vが所定速度Vsよりも遅い領域では、所定速度Vsで連続塗布するときの吐出圧力PLと同一又は略同一の吐出圧力PLで液状体を吐出するとともに、塗布速度Vに応じて塗布を間引くことを特徴とする。
【0031】
これにより、塗布速度Vが所定速度Vsよりも遅い低速域では、連続塗布時の吐出圧力Pを越える吐出圧力PLを維持しつつ液状体41の吐出量を絞ることができ、塗布速度Vが所定速度Vs以上の高速域では、間引く量を少なくするか、間引くのを止めることで、低速域及び高速域で塗布が安定し、品質及び生産性を向上させることができ、更に、低速域で液状体41が無駄にならないので、コストを低減することができる。
【0032】
また、本発明は、塗布速度Vが所定速度Vsよりも遅い領域では、所定速度Vsで連続塗布するときの吐出圧力PLよりも大きな吐出圧力PDで液状体41を吐出するとともに、塗布速度Vに応じて液状体41を間欠的に被塗布物10(図1(a)参照)に塗布するドット塗布の時間間隔、即ちOFF時間Df1,Df2(図3参照)を変え、所定速度Vsより速い領域で連続塗布に切り替えることを特徴とする。
【0033】
これにより、塗布速度Vが所定速度Vsよりも遅い低速域では、連続塗布時の吐出圧力Pを越える吐出圧力PDを維持しつつ液状体41の吐出量を絞ることができ、塗布速度Vが所定速度Vs以上の高速域では、ドット塗布の時間間隔(OFF時間)を小さくするか、連続塗布とすることで、低速域及び高速域で塗布が安定し、品質及び生産性を向上させることができ、更に、低速域で液状体41が無駄にならないので、コストを低減することができる。
【0034】
尚、本実施形態では、図4に示したように、塗布速度Vとして所定速度Vsを150mm/secとしたが、その所定速度Vsを、塗布ガンの吐出流量、液状体の種類、粘度によっては、上記の150mm/secに対して変更してもよい。
【産業上の利用可能性】
【0035】
本発明の液状体塗布方法は、塗布速度変化が大きい箇所の塗布に好適である。
【図面の簡単な説明】
【0036】
【図1】本発明に係る液状体塗布方法を示す斜視図である。
【図2】本発明に係る液状体の塗布形状を示す説明図である。
【図3】本発明に係る間引き塗布及びドット塗布の塗布要領と塗布速度、時間との関係を示すグラフである。
【図4】本発明に係る間引き塗布及びドット塗布のそれぞれの液状体の吐出圧力と塗布速度との関係を示すグラフである。
【図5】従来の液状体塗布方法を示すグラフである。
【符号の説明】
【0037】
10…被塗布物、41…液状体、PD…ドット塗布での吐出圧力、PL…間引き塗布での吐出圧力、V…塗布速度、Vs…所定塗布速度。
【特許請求の範囲】
【請求項1】
被塗布物にシーラー、接着剤等の液状体を塗布する液状体塗布方法であって、
塗布速度が所定速度よりも遅い領域では、前記所定速度で連続塗布するときの吐出圧力と同一又は略同一の吐出圧力で前記液状体を吐出するとともに、塗布速度に応じて塗布を間引くことを特徴とする液状体塗布方法。
【請求項2】
被塗布物にシーラー、接着剤等の液状体を塗布する液状体塗布方法であって、
塗布速度が所定速度よりも遅い領域では、前記所定速度で連続塗布するときの吐出圧力よりも大きな吐出圧力で前記液状体を吐出するとともに、所定速度より速い領域で連続塗布に切り替えることを特徴とする液状体塗布方法。
【請求項1】
被塗布物にシーラー、接着剤等の液状体を塗布する液状体塗布方法であって、
塗布速度が所定速度よりも遅い領域では、前記所定速度で連続塗布するときの吐出圧力と同一又は略同一の吐出圧力で前記液状体を吐出するとともに、塗布速度に応じて塗布を間引くことを特徴とする液状体塗布方法。
【請求項2】
被塗布物にシーラー、接着剤等の液状体を塗布する液状体塗布方法であって、
塗布速度が所定速度よりも遅い領域では、前記所定速度で連続塗布するときの吐出圧力よりも大きな吐出圧力で前記液状体を吐出するとともに、所定速度より速い領域で連続塗布に切り替えることを特徴とする液状体塗布方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−246423(P2008−246423A)
【公開日】平成20年10月16日(2008.10.16)
【国際特許分類】
【出願番号】特願2007−93114(P2007−93114)
【出願日】平成19年3月30日(2007.3.30)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成20年10月16日(2008.10.16)
【国際特許分類】
【出願日】平成19年3月30日(2007.3.30)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]