
混合成分系の濃度測定方法及び装置、及びその装置を用いた省エネルギー或いは排気浄化設備の運転制御システム。
【課題】混合成分系の各成分の濃度をそれぞれ簡易にして精度良く求める。
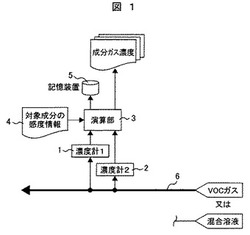
【解決手段】混合物に含まれる2種類の成分の濃度を測定する方法において、2種類の成分に対して異なる感度を有する2種類の濃度測定法(濃度計)1、2を用いて、それぞれの濃度測定法による混合物の見かけの濃度を実測する。演算部3は、その見かけの濃度値と各成分の感度とを用いて2種類の成分の濃度を算出する。
【解決手段】混合物に含まれる2種類の成分の濃度を測定する方法において、2種類の成分に対して異なる感度を有する2種類の濃度測定法(濃度計)1、2を用いて、それぞれの濃度測定法による混合物の見かけの濃度を実測する。演算部3は、その見かけの濃度値と各成分の感度とを用いて2種類の成分の濃度を算出する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、揮発性有機化合物(VOC:volatile organic compound)を含む混合成分系の濃度測定方法及び装置、及びその装置を用いた省エネルギー設備のVOC混合ガス供給システムに関する。
【背景技術】
【0002】
混合成分系の流体に含まれる各成分の濃度を測定する場合、各成分を選択的に検知するセンサがあれば、成分の数だけのセンサを用いて各成分の濃度を測定することが可能であり、工業設備などで連続的に流れている混合成分系の流体に対しても、各成分の濃度を連続的に測定することができる。
【0003】
しかしながら実際には、混合成分系を構成する全ての成分のそれぞれに対して、選択的に一つの成分だけに感応するセンサを揃えることは難しい。すなわち、センサは、検出感度の相違はあるものの複数の共存成分に反応するので、正確に特定成分の濃度を測定することが困難である。特に2種類以上のVOCを含む混合ガスにおいては、各成分濃度を簡易に自動連続するのは困難である。
【0004】
具体的に説明すると、濃度計、例えば赤外式濃度計やFID (Hydrogen Flame Ionization Detector)に対して、有機化合物はそれぞれ固有の検出感度を持っている。このため、混合物を或る濃度計で測定した場合には、各共存する成分が寄与する値の合計値が濃度計に反応し、反応する成分が一緒くたになって、見かけの濃度として表示される。したがって、その見かけの濃度検出値は、どの成分のものがどの程度の濃度であることが分らないため、正しい濃度は測定することができない。
【0005】
大気汚染防止法で規制されるVOC濃度の測定は、FID法、赤外式法などによることがJISに規定されている。これはVOCガスの構成成分を知ることや各成分の濃度を正確に測定することが目的ではなく、簡易的な測定方法でVOC混合物の見掛けの濃度を測定し、その数値で規制するためのものである。
【0006】
現状において、混合物の成分組成及び濃度を正確に求めようとする場合には、各成分を分離した後にそれぞれの成分濃度を測定する手法以外、方策がない。例えばガスクロマトグラフ法がこれにあたるもので、分離層(シリカゲル)に対する各成分の吸着力の差を利用して分離した後に各成分の濃度を測定している。
【0007】
この方法では、VOCガスが流れているラインから一定量をサンプリングしてバッチ測定するため、前回測定のガスのパージ−サンプリング−分離−濃度測定という一連のサイクルで1サンプルの測定が終了する。
【0008】
従って、1サンプルの測定には、一定の時間が掛るため簡易な装置で濃度を連続モニタすることは難しい。
【0009】
一方、ESCO(Energy Service Company)事業者等が、工場など排出されるVOC混合ガスを熱エネルギー再利用としてガスタービン(GT)、マイクロガスタービン(MGT)、ガスエンジン(GE)、脱臭炉などに供給する場合(すなわち省エネルギー設備を運用する場合)、そのエネルギー供給量(発熱量)およびそれに伴う省エネルギー性能(発電効率、蒸気効率、総合効率など)をエネルギー供給ビジネスの観点から正確に算出する必要がある。そのためには、省エネ設備の入熱量を正確に把握することが重要である。工場から排出されるVOCなどの混合ガスを燃料として利用する場合、それを利用する省エネ設備の入口濃度を連続測定できれば、入熱量の算出及びシステムの性能を連続モニタ可能となり、ESCO事業等における省エネ量が正しく算出できることになる。
【0010】
このような背景の下で、混合成分系において、各成分の濃度を簡易に自動連続測定可能な方法及び装置が求められている。
【0011】
なお、従来技術において、混合ガス中の成分濃度を連続測定する装置(方法)が幾つか公開されている。いずれも対象成分を個別に検知するセンサを成分数以上必要とする測定する装置である。
【0012】
例えば、特開平6-50920号公報の「脱臭剤の脱臭寿命評価方法および装置」では、臭い成分を含んだ混合ガスをガス成分数以上の半導体ガスセンサを用いて連続的に測定する。この従来技術によれば、各臭い成分に対応するセンサが必要となる。なお、臭いガス成分濃度とセンサ出力との関係を、重回帰分析法によって予め解析しておく必要がある。
【0013】
特開平10-239308号公報の「水素燃焼器の未燃焼ガス測定装置」では、水素の燃焼ガス中の水素ガスと酸素ガスの濃度を水素センサおよび酸素センサを用いて求め、燃料ガス(水素)や酸素ガスの供給量を制御する。
【0014】
これらの従来技術では、各成分を測定するセンサが他の共存成分に対しても感度をもつ場合、個々の成分濃度を精度良く測定することが困難である。
【0015】
特開昭62-200255号公報では、共存ガスが存在する環境下において被測定ガスのガス濃度を測定する装置において、特定の共存ガスの影響を受ける測定対象ガス検出器のほかに、特定の共存ガスのみに影響を受け測定対象ガス及びほかの共存ガスの影響を受けない特定共存ガス検出器とを用いて、この特定共存ガス検出器の測定値を補正信号として利用して被測定ガスの濃度を検出している。
【0016】
この装置は、1種の被測定ガス成分のみを他の共存ガス成分と切り離して測定するものであり、複数成分の濃度を測定することを目的としていない。また、特定共存ガス検出器は、特定の共存ガスのみに影響を受け測定対象ガス及びほかの共存ガスの影響を受けないといった制約がある。
【0017】
【特許文献1】特開平6-50920号公報
【特許文献2】特開平10-239308号公報
【特許文献3】特開昭62-200255号公報
【発明の開示】
【発明が解決しようとする課題】
【0018】
本発明は、混合物の共存成分に対しても感度を持ってしまう濃度計だけを使用しても、混合成分系の各成分の濃度をそれぞれ簡易にして精度良く求めることのできる測定方法及び装置を提供することにある。
【課題を解決するための手段】
【0019】
本発明は、基本的には、混合物に含まれる2種類の成分の濃度を測定する方法において、2種類の成分に対して異なる感度を有する2種類の濃度測定法を用いて、それぞれの濃度測定法による混合物の見かけの濃度を実測し、その見かけの混合物濃度実測値と前記2種類の濃度測定に対する各成分の感度とを用いて2種類の成分の濃度を算出する。
【発明の効果】
【0020】
上記測定法によれば、2種類の濃度測定を用いて実測した混合物の濃度実測値と各成分の感度から2種の被測定成分の混合比率を求める関係式、真の実測値を求めるための補正係数を求める関係式を成立させて、混合成分系の各成分の濃度を簡易にして精度良く測定できる。
【発明を実施するための最良の形態】
【0021】
以下、本発明の実施例を図面に基づいて説明する。
〔実施例1〕
まず、2種類の被測定成分に対して異なる検出感度を有する濃度計を用いて、混合成分系の成分濃度の測定法(測定原理に関する発明)について説明する。
【0022】
濃度計(センサ)は幾つか種類があるが、一般に濃度計の型式(計測原理)に応じて測定対象成分は固有の感度を示す。この感度の違いを利用して複数の濃度計で混合系における各成分の濃度を測定する。
【0023】
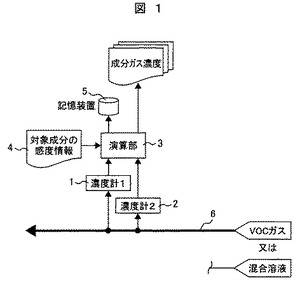
以下、濃度計1と濃度計2の2種類の濃度計(濃度測定法)を用いて、VOCガスの2種類の成分濃度を測定する方法及び装置を、図1及び図2を用いて説明する。図1は、本発明の測定法を実行する装置の概略図、図2はその測定法のフローチャートである。
【0024】
濃度計1及び2は、VOCガスの供給(送給)ライン6に設けられ、それらの濃度実測値は演算部3に入力される(図2のステップS101参照)。演算部3には、外部入力装置4を介して被測定対象ガスの相対的な感度情報が予め入力されている。
【0025】
ここでは、濃度計1は赤外線波長の吸光度を利用した赤外式濃度計であり、濃度計2はFID式濃度計とする。これらの濃度計の測定原理は周知であるので、説明を省略する。
【0026】
これらの2種類の濃度計を用いた場合を例にして、成分Aと成分Bを含む混合VOCガス系の各成分A,Bについて測定する方法及び装置を説明する。成分Aは、例えばVOC排出抑制推進セミナー関係資料集(環境省大気環境課平成17年発行)に示されているトルエンであり、成分Bは、エチレン系、スチレン、キシレン系などのいずれか一つが例示される。
【0027】
各項目を次のように表す。
【0028】
成分Aの真の濃度=CA
成分Bの真の濃度=CB
VOCガス成分の真の合計濃度=CO=CA+CB
成分Aの比率=x% [x=CA×100/(CA+ CB)]
赤外式濃度計(濃度計1)の実測値[見掛けのVOC濃度]=Cobs. IR
FID式濃度計(濃度計2)の実測値[見掛けのVOC濃度]=C obs.FID
VOC濃度を測定する場合、トルエンを標準としたトルエン換算濃度を用いることがある。これはトルエン基準で校正した濃度計でVOCガス濃度を測定した値を表すものでVOC成分がトルエン単独の場合は真の濃度を表示する。
【0029】
しかしトルエン以外の別種類の物質は、一般にはトルエンと異なる感度を持つため、トルエンとそれ以外の成分の混合物あるいは別種類の物質単独の場合には、トルエン換算濃度を用いても真の濃度を示さない。
【0030】
ここでは、成分AおよびBを含むVOCガスを考えるものとする。そして成分Aを標準とするA換算濃度で成分Bの濃度も表すこととする。濃度計に対する各成分の感度は、 A単独の場合を1.0 (基準値)とし、 Bの感度はAを1.0とした時の相対値βで表すこととする。この相対値は、用いた濃度計に固有な値であり濃度計をAで校正する時にあらかじめ測定しておき、入力装置4を介して演算部3に入力されている。
【0031】
赤外式で測定した場合の実測値 Cobs. IRは次のように表わすことができる。
【0032】
成分Aの赤外式濃度計に対する感度=1
成分Bの赤外式濃度計に対する相対感度=βIRとする。
【0033】
Cobs. IR=(成分Aの寄与分) + (成分Bの寄与分)
=[CA× (成分Aの赤外式濃度計に対する感度) ]+[CB× (成分Bの赤外式濃度計に対する感度)]
=[CO×(x/100)×1]+[CO×(1−x/100)×βIR]
…(1)
また、 FID式で測定した場合の実測値C obs.FIDは、次のように表すことができる。
【0034】
成分AのFIDに対する感度=1
成分BのFIDに対する相対感度=βFID
C obs.FID=(成分Aの寄与分)+(成分Bの寄与分)
=[CA× (成分AのFIDに対する感度) ]+[CB× (成分BのFIDに対する感度)]
=[CO×(x/100)×1]+[CO×(1−x/100)×βFID]
…(2)
(2)混合比の算出
演算部3は、赤外式とFID式の実測値から、それらの実測値の比Pを算出し、かつ成分Aの混合比率xを次の手順で算出する。
【0035】
上記(1)(2)式から赤外式及びFIB式の実測値の比Pを求めると次式が得られる。
【0036】
Cobs. IR/C obs. FID=P=[100βIR +(1−βIR)x]/[100βFID +(1−βFID)x]…(3)
さらに、(3)式から成分Aの比率xを求めると、
x=(100βIR −100βFID P)/[(1−βFID)P+(1−βIR)] …(4)
となり、赤外式とFID式の実測値からその時の成分Aの比率x%が算出できる。
【0037】
このようにして混合比率xと相対比Pとの関係を計算できる。実際には、赤外式及びFID式の実測値から相対比Pが分るので、Pの値から成分Aの比率xパーセントを(4)式により求めることになる。
(3)赤外濃度の補正
次に、演算部3は、赤外式とFID式の実測値から次の手順で赤外濃度を補正する。
【0038】
成分A及びBの混合ガスを赤外式で測定した場合、成分Bの感度βIRを反映した大きさで見掛け上の濃度は表示される。この見かけの赤外濃度を真の濃度に補正する係数を算出する。
【0039】
見かけの赤外濃度は、(1)式で表されるが、
Cobs. IR=[CO×(x/100)×1]+[CO×(1−x/100)×βIR]
…(1)
見かけの赤外濃度Cobs. IRと真の濃度COの比をKとすると、(1)式から次式が得られる。
【0040】
Cobs. IR/CO=K=[(x/100)×1]+[(1−x/100)×βIR]
…(5)
先に求めた成分Aの比率x%から、(5)式を用いて赤外濃度補正係数Kが決る。
このようにして成分Aの比率x%と赤外濃度補正係数Kとの関係を計算できる。
更に、次式で補正された赤外濃度(赤外式濃度計の見かけの実測値を補正した真の測定値)が求められる(ステップS103)。
【0041】
CO=Cobs. IR/K
(4)各成分濃度の算出
次いで演算部3は、真の赤外濃度Coと成分Aの比率x%から混合ガス中の成分A濃度及び成分B濃度を求める(ステップS103)。
【0042】
真の成分A濃度CA=Co×x/100
真の成分B濃度CB=Co×(1−x/100)
本実施例では、上記したように、2種類の濃度測定を用いて実測した混合物の濃度実測値と各成分の感度から2種の被測定成分の混合比率を求める関係式、真の実測値を求めるための補正係数を求める関係式を成立させて、混合成分系の各成分の濃度を簡易にして精度良く測定できる。
〔実施例2〕
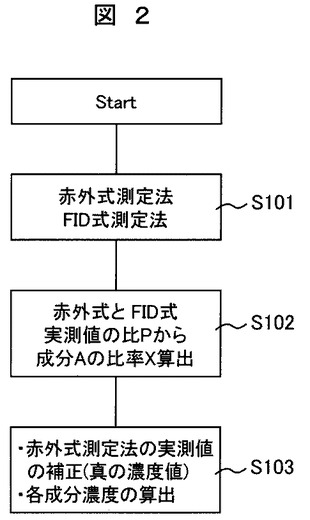
上記実施例1では、2種類の成分の濃度を求める場合に、2種類の全く異なる濃度計(赤外式濃度計、FID式濃度計)で測定した見かけの実測値を利用したが、濃度計自体は例えば赤外式濃度計1のように物理的に一つのものを使用し、二つの異なる波長の光、例えば赤外線を使って2成分混合系の成分濃度を求めることも可能である。換言すれば、この場合の2種類の濃度測定法は、二つの異なる波長の赤外線を用いて混合物の見かけの濃度を測定するそれぞれの赤外式濃度測定法により構成される。
【0043】
被測定対象成分が二つの波長の赤外線に対して異なる感度を持つ場合には、それぞれの波長の実測値をあたかも2種類の濃度計で測定した実測値と同じようにように扱える。
【0044】
すなわち、実施例1で2種類の濃度計で測定・計算したことと同じことが1つの濃度計で可能となる。
【0045】
例えば図3に示すように、2種類の成分A,Bが赤外式濃度計1の異なる波長α1及びα2に対して異なる感度を有する場合に、波長α1の赤外式で測定した場合の実測値Cobs. IR1は次のように表わすことができる。
【0046】
成分Aの波長α1における赤外式濃度計に対する感度=1
成分Bの波長α1における赤外式濃度計に対する相対感度=βIR1とする。
【0047】
Cobs. IR1=(成分Aの寄与分) + (成分Bの寄与分)
=[CA× (成分Aの波長α1における赤外式濃度計に対する感度) ]+[CB× (成分Bの波長α1における赤外式濃度計に対する感度)]
=[CO×(x/100)×1]+[CO×(1−x/100)×βIR1]
…(1´)
また、波長α2の赤外式で測定した場合の実測値Cobs. IR2は次のように表わすことができる。
【0048】
成分Aの波長α2における赤外式濃度計に対する感度=1
成分Bの波長α2における赤外式濃度計に対する相対感度=βIR2とする。
【0049】
Cobs. IR2=(成分Aの寄与分) + (成分Bの寄与分)
=[CA× (成分Aの波長α2における赤外式濃度計に対する感度) ]+[CB× (成分Bの波長α2における赤外式濃度計に対する感度)]
=[CO×(x/100)×1]+[CO×(1−x/100)×βIR2]
…(2´)
演算部3は、上記実測値Cobs. IR1、及びCobs. IR2から、それらの実測値の比Pを算出し、かつ成分Aの混合比率xを次の手順で算出する。
【0050】
上記(1´)(2´)式から波長α1及び波長α2の実測値の比Pを求めると次式が得られる。
【0051】
Cobs. IR1/C obs.IR2=P=[100βIR1 +(1−βIR1)x]/[100βIR2 +(1−βIR2)x]…(3´)
さらに、(3´)式から成分Aの比率xを求めると、
x=(100βIR1−100βIR2 P)/[(1−βIR2)P+(1−βIR1)] …(4´)
となり、赤外式の二つの異なる波長を利用した実測値からその時の成分Aの比率x%が算出できる。
【0052】
このようにして混合比率xと相対比Pとの関係を計算できる。実際には、波長α1及びα2の実測値から相対比Pが分るので、Pの値から成分Aの比率xパーセントを(4´)式により求めることになる。なお、既述した(5)式を用いた赤外濃度補正係数Kや各成分の真の濃度算出は、実施例1同様に行なわれる。
〔実施例3〕
なお、上記実施例では、混合VOCガス系の例を述べてきたが、溶液系でも上記実施例1及び2と同様な手順で混合成分の濃度を簡易的に自動連続測定することができる。
【0053】
その場合には、図1或いは図3に示すように、VOCガスの供給源を混合溶液の供給源に置き換えれば装置が成立する。
【0054】
例えば、溶液中のある成分の濃度を測定する場合には、図3の装置を利用して1種の分光光度計(濃度計)1が用いられ、二つの異なる波長の光を使って2成分混合系の成分濃度を算出する。被測定対象成分が二つの波長の光に対して異なる感度を持つ場合には、それぞれの波長の実測値をあたかも2種類の濃度計で測定した実測値と同じように扱える。すなわち、VOC排ガス系で測定・計算したことと同じことが溶液系においても可能となる。
【0055】
この場合、2台の濃度計を使用するか1台で2波長の測定が可能な濃度計を使用するかは、いずれも可能である。
〔実施例4〕
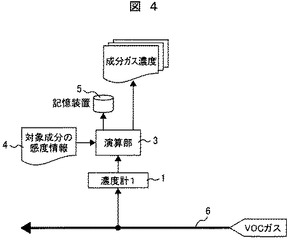
成分組成が変動しない混合系において2つの成分を測定する場合、成分比率を最初に決めておけば1種類の濃度計で連続測定することで、簡単な換算式により2成分の濃度を連続的に求めてモニタすることができる。この場合の実施例を図4に示す。
【0056】
この場合には、図4に示すように、1種類の濃度計1の実測値Cobs. IRを演算部3に入力し、また、その濃度計に対する試料成分A,Bの相対感度を1及びβIR及び2成分の混合比率x,(1−x)も既知であり入力装置4を介して演算部に入力される。それにより、既述した(5)式を実行して各成分A,Bの濃度を求めることができる。
【0057】
これまで述べた実施例は、いずれも2成分混合系であるが、主要2成分に少量の別成分が入った混合系においても、少量成分が濃度に及ぼす影響が大きくない場合には、主要2成分の混合系と仮定してその混合比と濃度の近似値を求めることができる。
【0058】
一般的にセンサは測定誤差を持つ。2種類の主成分に微量の共存成分を含む3成分以上の混合系において、微量成分がその測定誤差程度に留まる場合には、若干の誤差があることを考慮した上で本手法を適用することが可能であり、近似値であっても実務的には意義が大きい。
〔実施例5〕
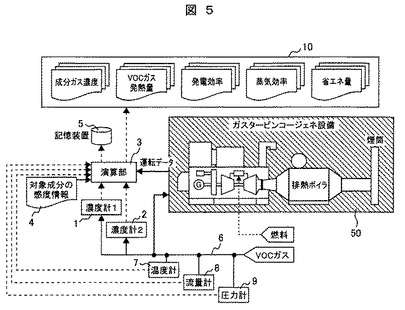
次に上記した本発明に係る濃度測定法を応用した省エネルギーシステムについて、図5の実施例を用いて説明する。図中、既述した実施例と同一符号は、同一或いは共通する要素を示す。
【0059】
ESCO(Energy Service Company)事業者等が、工場などから排出されるVOC混合ガスを熱エネルギー再利用としてガスタービン(GT)、マイクロガスタービン(MGT)、ガスエンジン(GE)などの省エネルギー設備50に供給する場合、そのエネルギー供給量(発熱量)およびそれに伴う省エネルギー性能(発電効率、蒸気効率、総合効率など)をエネルギー供給ビジネスの観点から正確に算出する必要がある。
【0060】
本実施例では、赤外式濃度計1及びFID式濃度計2を用いて、既述した図1或いは図3の実施例のようにVOC混合ガスの各成分の濃度を求める。すなわち、
(1)赤外式及びFID式測定法により見かけのVOC濃度、C obs.IR 及びC obs.FIDを実測する。
(2)実測値からC obs.IR /C obs.FID=Pを算出する。
(3)Pからの成分Aの比率x%を求める。
(4)比率x%から赤外濃度補正係数Kを求める。
(5)補正係数Kで赤外濃度実測値(見かけの濃度)を補正して真の濃度(補正濃度)Coを求める。
(6)さらに、VOC混合ガスの流量値をモニタする。
【0061】
そして、上位の演算部10が、VOC混合ガスの発熱量を、次式を用いて算出する。
【0062】
VOCガスの発熱量=成分Aの発熱量+成分Bの発熱量
=(VOCガス流量×成分Aの濃度×Aの燃焼熱)+(VOCガス流量×成分Bの濃度×Bの燃焼熱)
=[VOCガス流量×(Co×x/100)×成分Aの燃焼熱]+[VOCガス流量×〔Co×(1−x/100)×成分Bの燃焼熱]
本実施例によれば、工場から排出されるVOCなどの混合ガスを燃料として利用する場合、それを利用する省エネ設備の入口濃度を連続測定し、入熱量の算出及びシステムの性能を連続モニタ可能となり、ESCO事業等における省エネ量を正しく算出することができる。なお、図5における温度計7は、送給管6に流れるVOCガスの温度を測定し、圧力計9は、VOCガスの圧力を測定するものであり、これらの測定値はVOCガスの流量値を補正するために使用され、演算部3に入力される。後述される図8及び図9のシステムにおける温度計7及び圧力計9も同様の役割をなすものである。
〔実施例6〕
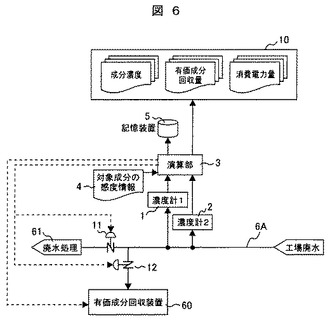
実施例3で述べた溶液系の混合成分濃度が測定できると、有価成分の回収など廃水処理設備の制御にも利用できる。有価成分回収システムに適用した実施例の概略システムを図6に示す。
【0063】
図6において、工場の排水ライン6Aには、実施例3(図1或いは図3)で述べたような濃度計1及び2(或いは濃度計1のみ)が設けられている。さらに排水ライン6Aの濃度計の下流側には、廃水を有価成分回収装置60に導いた後に廃水するか、或いは有価成分回収装置60に導かないで排水するための排水処理系61とが設けられている。
【0064】
濃度測定装置の演算部3は、入力される2種測定法による実測値から各成分の濃度値を算出し、その少なくとも一つが所定の濃度以上である時に、バルブ12を開き、バルブ11を閉じて有価成分回収装置60に廃水を導く。また、いずれの成分の濃度値も所定の濃度を満たさない場合には、バルブ12を閉じ、バルブ11を開いて廃水を有価成分回収装置60に通さずに排水する排水ルートの切り替え制御が行なわれる。
【0065】
生産プロセスの廃水には有価成分を含むものが多く回収処理が行われている。有価成分が常時発生しない場合に、廃水全量を処理するとコストが嵩むので、回収対象となる成分のうち1成分でも一定濃度以上検知された場合のみ排水ルートを切替えて回収装置で処理することで効率的運用が可能となる。
〔実施例7〕
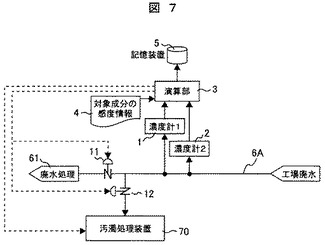
上記実施例では、廃水を効率良く有価成分に導く装置について説明したが、有価成分に変えて、図7に示すような汚濁処理設備70を備えてもよい。本実施例では、通常は放流可能な廃水が発生するルートで、廃水処理が必要な汚濁成分を含む廃水が一時的に発生する場合、汚濁処理を設備(汚濁処理装置)70で行なうように設定してある。
【0066】
図7において、工場の排水ライン6Aには、実施例3(図1或いは図3)で述べたような濃度計1及び2(或いは濃度計1のみ)が設けられている。さらに排水ライン6Aの濃度計の下流側には、廃水を汚濁処理装置70に導いた後に廃水するか、或いは汚濁処理装置70に導かないで排水するための廃水処理系61とが設けられている。
【0067】
濃度測定装置の演算部3は、入力される2種測定法による実測値から各成分の濃度値を算出し、その少なくとも一つが所定の濃度以上である時に、バルブ12を開き、バルブ11を閉じて廃水を汚濁処理装置70に導く。また、いずれの成分の濃度値も所定の濃度を満たさない場合には、バルブ12を閉じ、バルブ11を開いて廃水を汚濁処理装置70を通さずに廃水する排水ルートの切り替え制御が行なわれる。
【0068】
本実施例によれば、処理対象となる成分のうち1成分でも一定濃度以上検知された場合のみ排水ルートを切替えて、効率良く汚濁処理を実行することができる。
〔実施例8〕
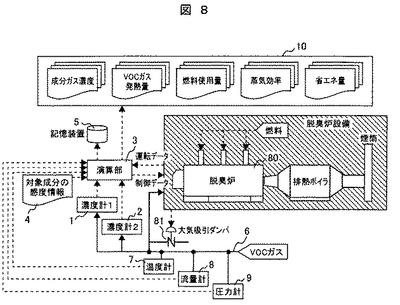
本発明に係る濃度測定法及び装置を、蓄熱式脱臭炉に適用した例を図8に示す。
【0069】
蓄熱式脱臭炉80は、セラミック製の蓄熱体(図示省略)を内蔵する。脱臭炉80内に導入されたVOC混合ガスは、蓄熱体を通過する過程で加熱されて酸化処理され、出口側の蓄熱体で熱を吸収された後、系外に排出される。脱臭炉の入口の未処理排ガス(VOC混合ガス)は加熱された蓄熱体から熱を奪い高温になり酸化処理され、同時に蓄熱体は熱を奪われ温度が下がる。この「吸熱」「放熱」が交互に繰り返される。
【0070】
蓄熱式脱臭炉においてVOCガスが炉内で自燃して炉内温度が設定値を超えると燃焼ガスを後段のボイラに引き抜くなどして炉内温度を制御する。この場合、VOC濃度が急激に増加して炉内温度が急上昇する過程では、燃焼ガスの引抜き量の制御に時間遅れが生じ炉内温度が異常上昇する可能性もある。
【0071】
本実施例では、VOCガスの送給ライン6に、実施例1或いは2で述べた濃度計1及び2(或いは濃度計1単独)を設け、演算部3は、これらの実測値を用いて既述したようにVOC混合ガスの各成分の濃度を求め、さらに成分濃度とVOCガス流量からVOCガスの発熱量を算出する。そして、この発熱量を基にして炉内温度を予測する。そして、発熱量が設定点を越える場合(炉内温度が所定温度以上になることが予測される時)には、大気吸引ダンパ81を開いて大気を脱臭炉80に吸引して炉内希釈を図ることで炉内温度の異常上昇を抑制する。
〔実施例9〕
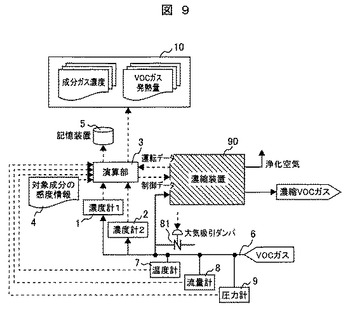
本発明に係る濃度測定法及び装置を、VOCガス濃縮装置の運転制御に適用した例を図9に示す。
【0072】
例えば有害大気汚染物質を含むVOCガスの排ガス処理を自燃(燃焼方式)により行なう場合、処理対象ガスの濃度が低い場合には、省エネルギーを図るために濃縮装置を設置し、排ガス濃度を自燃域まで高める濃縮処理を行なっている。この場合、濃縮後の各成分濃度が予め設定した管理濃度(例えば爆発限界濃度の1/4から1/3程度の値)を超える可能性がある。そこで、本実施例では、設定の管理濃度を超える可能性がある場合は、大気吸引により予め希釈して、濃縮後のVOCガス濃度が管理濃度を越えないように運転制御する。
【0073】
具体的には、VOCガスの送給ライン6に、実施例1或いは2で述べた濃度計1及び2(或いは濃度計1単独)を設け、演算部3は、これらの実測値を用いて既述したようにVOC混合ガスの各成分の濃度を求める。そして、濃縮後の各成分濃度が予め設定した管理濃度を越える場合には、大気吸引ダンパ81を開いて大気を濃縮装置90に吸引して濃縮ガスを希釈し管理濃度を越えないように予測制御する。本実施例によれば、濃縮装置の上流側のVOCガスが通常運転範囲を超える濃度で排出された場合でも、管理濃度を超えないように濃縮倍率を安全側に抑えて濃縮装置を運転することができる。
【図面の簡単な説明】
【0074】
【図1】本発明の濃度測定法を実行する装置の一例を示す概略図。
【図2】図1で実行する測定法のフローチャート。
【図3】本発明の濃度測定法を実行する装置の他の例を示す概略図。
【図4】本発明の濃度測定法を実行する装置の他の例を示す概略図。
【図5】本発明に係る濃度測定法を応用したガスタービンコージェネレーション設備のシステム概要図。
【図6】本発明に係る濃度測定法を応用した有価成分回収設備のシステム概要図。
【図7】本発明に係る濃度測定法を応用した汚濁処理装置のシステム概要図。
【図8】本発明に係る濃度測定法を応用した脱臭炉のシステム概要図。
【図9】本発明に係る濃度測定法を応用した濃縮装置のシステム概要図。
【符号の説明】
【0075】
1…濃度計(赤外式濃度計)、2…濃度計(FID式濃度計)、3…濃度演算部、6…VOCガス供給源、50…ガスタービンコージェネレーション設備、60…有価成分回収装置、70…汚濁処理装置、80…脱臭炉、90…濃縮装置。
【技術分野】
【0001】
本発明は、揮発性有機化合物(VOC:volatile organic compound)を含む混合成分系の濃度測定方法及び装置、及びその装置を用いた省エネルギー設備のVOC混合ガス供給システムに関する。
【背景技術】
【0002】
混合成分系の流体に含まれる各成分の濃度を測定する場合、各成分を選択的に検知するセンサがあれば、成分の数だけのセンサを用いて各成分の濃度を測定することが可能であり、工業設備などで連続的に流れている混合成分系の流体に対しても、各成分の濃度を連続的に測定することができる。
【0003】
しかしながら実際には、混合成分系を構成する全ての成分のそれぞれに対して、選択的に一つの成分だけに感応するセンサを揃えることは難しい。すなわち、センサは、検出感度の相違はあるものの複数の共存成分に反応するので、正確に特定成分の濃度を測定することが困難である。特に2種類以上のVOCを含む混合ガスにおいては、各成分濃度を簡易に自動連続するのは困難である。
【0004】
具体的に説明すると、濃度計、例えば赤外式濃度計やFID (Hydrogen Flame Ionization Detector)に対して、有機化合物はそれぞれ固有の検出感度を持っている。このため、混合物を或る濃度計で測定した場合には、各共存する成分が寄与する値の合計値が濃度計に反応し、反応する成分が一緒くたになって、見かけの濃度として表示される。したがって、その見かけの濃度検出値は、どの成分のものがどの程度の濃度であることが分らないため、正しい濃度は測定することができない。
【0005】
大気汚染防止法で規制されるVOC濃度の測定は、FID法、赤外式法などによることがJISに規定されている。これはVOCガスの構成成分を知ることや各成分の濃度を正確に測定することが目的ではなく、簡易的な測定方法でVOC混合物の見掛けの濃度を測定し、その数値で規制するためのものである。
【0006】
現状において、混合物の成分組成及び濃度を正確に求めようとする場合には、各成分を分離した後にそれぞれの成分濃度を測定する手法以外、方策がない。例えばガスクロマトグラフ法がこれにあたるもので、分離層(シリカゲル)に対する各成分の吸着力の差を利用して分離した後に各成分の濃度を測定している。
【0007】
この方法では、VOCガスが流れているラインから一定量をサンプリングしてバッチ測定するため、前回測定のガスのパージ−サンプリング−分離−濃度測定という一連のサイクルで1サンプルの測定が終了する。
【0008】
従って、1サンプルの測定には、一定の時間が掛るため簡易な装置で濃度を連続モニタすることは難しい。
【0009】
一方、ESCO(Energy Service Company)事業者等が、工場など排出されるVOC混合ガスを熱エネルギー再利用としてガスタービン(GT)、マイクロガスタービン(MGT)、ガスエンジン(GE)、脱臭炉などに供給する場合(すなわち省エネルギー設備を運用する場合)、そのエネルギー供給量(発熱量)およびそれに伴う省エネルギー性能(発電効率、蒸気効率、総合効率など)をエネルギー供給ビジネスの観点から正確に算出する必要がある。そのためには、省エネ設備の入熱量を正確に把握することが重要である。工場から排出されるVOCなどの混合ガスを燃料として利用する場合、それを利用する省エネ設備の入口濃度を連続測定できれば、入熱量の算出及びシステムの性能を連続モニタ可能となり、ESCO事業等における省エネ量が正しく算出できることになる。
【0010】
このような背景の下で、混合成分系において、各成分の濃度を簡易に自動連続測定可能な方法及び装置が求められている。
【0011】
なお、従来技術において、混合ガス中の成分濃度を連続測定する装置(方法)が幾つか公開されている。いずれも対象成分を個別に検知するセンサを成分数以上必要とする測定する装置である。
【0012】
例えば、特開平6-50920号公報の「脱臭剤の脱臭寿命評価方法および装置」では、臭い成分を含んだ混合ガスをガス成分数以上の半導体ガスセンサを用いて連続的に測定する。この従来技術によれば、各臭い成分に対応するセンサが必要となる。なお、臭いガス成分濃度とセンサ出力との関係を、重回帰分析法によって予め解析しておく必要がある。
【0013】
特開平10-239308号公報の「水素燃焼器の未燃焼ガス測定装置」では、水素の燃焼ガス中の水素ガスと酸素ガスの濃度を水素センサおよび酸素センサを用いて求め、燃料ガス(水素)や酸素ガスの供給量を制御する。
【0014】
これらの従来技術では、各成分を測定するセンサが他の共存成分に対しても感度をもつ場合、個々の成分濃度を精度良く測定することが困難である。
【0015】
特開昭62-200255号公報では、共存ガスが存在する環境下において被測定ガスのガス濃度を測定する装置において、特定の共存ガスの影響を受ける測定対象ガス検出器のほかに、特定の共存ガスのみに影響を受け測定対象ガス及びほかの共存ガスの影響を受けない特定共存ガス検出器とを用いて、この特定共存ガス検出器の測定値を補正信号として利用して被測定ガスの濃度を検出している。
【0016】
この装置は、1種の被測定ガス成分のみを他の共存ガス成分と切り離して測定するものであり、複数成分の濃度を測定することを目的としていない。また、特定共存ガス検出器は、特定の共存ガスのみに影響を受け測定対象ガス及びほかの共存ガスの影響を受けないといった制約がある。
【0017】
【特許文献1】特開平6-50920号公報
【特許文献2】特開平10-239308号公報
【特許文献3】特開昭62-200255号公報
【発明の開示】
【発明が解決しようとする課題】
【0018】
本発明は、混合物の共存成分に対しても感度を持ってしまう濃度計だけを使用しても、混合成分系の各成分の濃度をそれぞれ簡易にして精度良く求めることのできる測定方法及び装置を提供することにある。
【課題を解決するための手段】
【0019】
本発明は、基本的には、混合物に含まれる2種類の成分の濃度を測定する方法において、2種類の成分に対して異なる感度を有する2種類の濃度測定法を用いて、それぞれの濃度測定法による混合物の見かけの濃度を実測し、その見かけの混合物濃度実測値と前記2種類の濃度測定に対する各成分の感度とを用いて2種類の成分の濃度を算出する。
【発明の効果】
【0020】
上記測定法によれば、2種類の濃度測定を用いて実測した混合物の濃度実測値と各成分の感度から2種の被測定成分の混合比率を求める関係式、真の実測値を求めるための補正係数を求める関係式を成立させて、混合成分系の各成分の濃度を簡易にして精度良く測定できる。
【発明を実施するための最良の形態】
【0021】
以下、本発明の実施例を図面に基づいて説明する。
〔実施例1〕
まず、2種類の被測定成分に対して異なる検出感度を有する濃度計を用いて、混合成分系の成分濃度の測定法(測定原理に関する発明)について説明する。
【0022】
濃度計(センサ)は幾つか種類があるが、一般に濃度計の型式(計測原理)に応じて測定対象成分は固有の感度を示す。この感度の違いを利用して複数の濃度計で混合系における各成分の濃度を測定する。
【0023】
以下、濃度計1と濃度計2の2種類の濃度計(濃度測定法)を用いて、VOCガスの2種類の成分濃度を測定する方法及び装置を、図1及び図2を用いて説明する。図1は、本発明の測定法を実行する装置の概略図、図2はその測定法のフローチャートである。
【0024】
濃度計1及び2は、VOCガスの供給(送給)ライン6に設けられ、それらの濃度実測値は演算部3に入力される(図2のステップS101参照)。演算部3には、外部入力装置4を介して被測定対象ガスの相対的な感度情報が予め入力されている。
【0025】
ここでは、濃度計1は赤外線波長の吸光度を利用した赤外式濃度計であり、濃度計2はFID式濃度計とする。これらの濃度計の測定原理は周知であるので、説明を省略する。
【0026】
これらの2種類の濃度計を用いた場合を例にして、成分Aと成分Bを含む混合VOCガス系の各成分A,Bについて測定する方法及び装置を説明する。成分Aは、例えばVOC排出抑制推進セミナー関係資料集(環境省大気環境課平成17年発行)に示されているトルエンであり、成分Bは、エチレン系、スチレン、キシレン系などのいずれか一つが例示される。
【0027】
各項目を次のように表す。
【0028】
成分Aの真の濃度=CA
成分Bの真の濃度=CB
VOCガス成分の真の合計濃度=CO=CA+CB
成分Aの比率=x% [x=CA×100/(CA+ CB)]
赤外式濃度計(濃度計1)の実測値[見掛けのVOC濃度]=Cobs. IR
FID式濃度計(濃度計2)の実測値[見掛けのVOC濃度]=C obs.FID
VOC濃度を測定する場合、トルエンを標準としたトルエン換算濃度を用いることがある。これはトルエン基準で校正した濃度計でVOCガス濃度を測定した値を表すものでVOC成分がトルエン単独の場合は真の濃度を表示する。
【0029】
しかしトルエン以外の別種類の物質は、一般にはトルエンと異なる感度を持つため、トルエンとそれ以外の成分の混合物あるいは別種類の物質単独の場合には、トルエン換算濃度を用いても真の濃度を示さない。
【0030】
ここでは、成分AおよびBを含むVOCガスを考えるものとする。そして成分Aを標準とするA換算濃度で成分Bの濃度も表すこととする。濃度計に対する各成分の感度は、 A単独の場合を1.0 (基準値)とし、 Bの感度はAを1.0とした時の相対値βで表すこととする。この相対値は、用いた濃度計に固有な値であり濃度計をAで校正する時にあらかじめ測定しておき、入力装置4を介して演算部3に入力されている。
【0031】
赤外式で測定した場合の実測値 Cobs. IRは次のように表わすことができる。
【0032】
成分Aの赤外式濃度計に対する感度=1
成分Bの赤外式濃度計に対する相対感度=βIRとする。
【0033】
Cobs. IR=(成分Aの寄与分) + (成分Bの寄与分)
=[CA× (成分Aの赤外式濃度計に対する感度) ]+[CB× (成分Bの赤外式濃度計に対する感度)]
=[CO×(x/100)×1]+[CO×(1−x/100)×βIR]
…(1)
また、 FID式で測定した場合の実測値C obs.FIDは、次のように表すことができる。
【0034】
成分AのFIDに対する感度=1
成分BのFIDに対する相対感度=βFID
C obs.FID=(成分Aの寄与分)+(成分Bの寄与分)
=[CA× (成分AのFIDに対する感度) ]+[CB× (成分BのFIDに対する感度)]
=[CO×(x/100)×1]+[CO×(1−x/100)×βFID]
…(2)
(2)混合比の算出
演算部3は、赤外式とFID式の実測値から、それらの実測値の比Pを算出し、かつ成分Aの混合比率xを次の手順で算出する。
【0035】
上記(1)(2)式から赤外式及びFIB式の実測値の比Pを求めると次式が得られる。
【0036】
Cobs. IR/C obs. FID=P=[100βIR +(1−βIR)x]/[100βFID +(1−βFID)x]…(3)
さらに、(3)式から成分Aの比率xを求めると、
x=(100βIR −100βFID P)/[(1−βFID)P+(1−βIR)] …(4)
となり、赤外式とFID式の実測値からその時の成分Aの比率x%が算出できる。
【0037】
このようにして混合比率xと相対比Pとの関係を計算できる。実際には、赤外式及びFID式の実測値から相対比Pが分るので、Pの値から成分Aの比率xパーセントを(4)式により求めることになる。
(3)赤外濃度の補正
次に、演算部3は、赤外式とFID式の実測値から次の手順で赤外濃度を補正する。
【0038】
成分A及びBの混合ガスを赤外式で測定した場合、成分Bの感度βIRを反映した大きさで見掛け上の濃度は表示される。この見かけの赤外濃度を真の濃度に補正する係数を算出する。
【0039】
見かけの赤外濃度は、(1)式で表されるが、
Cobs. IR=[CO×(x/100)×1]+[CO×(1−x/100)×βIR]
…(1)
見かけの赤外濃度Cobs. IRと真の濃度COの比をKとすると、(1)式から次式が得られる。
【0040】
Cobs. IR/CO=K=[(x/100)×1]+[(1−x/100)×βIR]
…(5)
先に求めた成分Aの比率x%から、(5)式を用いて赤外濃度補正係数Kが決る。
このようにして成分Aの比率x%と赤外濃度補正係数Kとの関係を計算できる。
更に、次式で補正された赤外濃度(赤外式濃度計の見かけの実測値を補正した真の測定値)が求められる(ステップS103)。
【0041】
CO=Cobs. IR/K
(4)各成分濃度の算出
次いで演算部3は、真の赤外濃度Coと成分Aの比率x%から混合ガス中の成分A濃度及び成分B濃度を求める(ステップS103)。
【0042】
真の成分A濃度CA=Co×x/100
真の成分B濃度CB=Co×(1−x/100)
本実施例では、上記したように、2種類の濃度測定を用いて実測した混合物の濃度実測値と各成分の感度から2種の被測定成分の混合比率を求める関係式、真の実測値を求めるための補正係数を求める関係式を成立させて、混合成分系の各成分の濃度を簡易にして精度良く測定できる。
〔実施例2〕
上記実施例1では、2種類の成分の濃度を求める場合に、2種類の全く異なる濃度計(赤外式濃度計、FID式濃度計)で測定した見かけの実測値を利用したが、濃度計自体は例えば赤外式濃度計1のように物理的に一つのものを使用し、二つの異なる波長の光、例えば赤外線を使って2成分混合系の成分濃度を求めることも可能である。換言すれば、この場合の2種類の濃度測定法は、二つの異なる波長の赤外線を用いて混合物の見かけの濃度を測定するそれぞれの赤外式濃度測定法により構成される。
【0043】
被測定対象成分が二つの波長の赤外線に対して異なる感度を持つ場合には、それぞれの波長の実測値をあたかも2種類の濃度計で測定した実測値と同じようにように扱える。
【0044】
すなわち、実施例1で2種類の濃度計で測定・計算したことと同じことが1つの濃度計で可能となる。
【0045】
例えば図3に示すように、2種類の成分A,Bが赤外式濃度計1の異なる波長α1及びα2に対して異なる感度を有する場合に、波長α1の赤外式で測定した場合の実測値Cobs. IR1は次のように表わすことができる。
【0046】
成分Aの波長α1における赤外式濃度計に対する感度=1
成分Bの波長α1における赤外式濃度計に対する相対感度=βIR1とする。
【0047】
Cobs. IR1=(成分Aの寄与分) + (成分Bの寄与分)
=[CA× (成分Aの波長α1における赤外式濃度計に対する感度) ]+[CB× (成分Bの波長α1における赤外式濃度計に対する感度)]
=[CO×(x/100)×1]+[CO×(1−x/100)×βIR1]
…(1´)
また、波長α2の赤外式で測定した場合の実測値Cobs. IR2は次のように表わすことができる。
【0048】
成分Aの波長α2における赤外式濃度計に対する感度=1
成分Bの波長α2における赤外式濃度計に対する相対感度=βIR2とする。
【0049】
Cobs. IR2=(成分Aの寄与分) + (成分Bの寄与分)
=[CA× (成分Aの波長α2における赤外式濃度計に対する感度) ]+[CB× (成分Bの波長α2における赤外式濃度計に対する感度)]
=[CO×(x/100)×1]+[CO×(1−x/100)×βIR2]
…(2´)
演算部3は、上記実測値Cobs. IR1、及びCobs. IR2から、それらの実測値の比Pを算出し、かつ成分Aの混合比率xを次の手順で算出する。
【0050】
上記(1´)(2´)式から波長α1及び波長α2の実測値の比Pを求めると次式が得られる。
【0051】
Cobs. IR1/C obs.IR2=P=[100βIR1 +(1−βIR1)x]/[100βIR2 +(1−βIR2)x]…(3´)
さらに、(3´)式から成分Aの比率xを求めると、
x=(100βIR1−100βIR2 P)/[(1−βIR2)P+(1−βIR1)] …(4´)
となり、赤外式の二つの異なる波長を利用した実測値からその時の成分Aの比率x%が算出できる。
【0052】
このようにして混合比率xと相対比Pとの関係を計算できる。実際には、波長α1及びα2の実測値から相対比Pが分るので、Pの値から成分Aの比率xパーセントを(4´)式により求めることになる。なお、既述した(5)式を用いた赤外濃度補正係数Kや各成分の真の濃度算出は、実施例1同様に行なわれる。
〔実施例3〕
なお、上記実施例では、混合VOCガス系の例を述べてきたが、溶液系でも上記実施例1及び2と同様な手順で混合成分の濃度を簡易的に自動連続測定することができる。
【0053】
その場合には、図1或いは図3に示すように、VOCガスの供給源を混合溶液の供給源に置き換えれば装置が成立する。
【0054】
例えば、溶液中のある成分の濃度を測定する場合には、図3の装置を利用して1種の分光光度計(濃度計)1が用いられ、二つの異なる波長の光を使って2成分混合系の成分濃度を算出する。被測定対象成分が二つの波長の光に対して異なる感度を持つ場合には、それぞれの波長の実測値をあたかも2種類の濃度計で測定した実測値と同じように扱える。すなわち、VOC排ガス系で測定・計算したことと同じことが溶液系においても可能となる。
【0055】
この場合、2台の濃度計を使用するか1台で2波長の測定が可能な濃度計を使用するかは、いずれも可能である。
〔実施例4〕
成分組成が変動しない混合系において2つの成分を測定する場合、成分比率を最初に決めておけば1種類の濃度計で連続測定することで、簡単な換算式により2成分の濃度を連続的に求めてモニタすることができる。この場合の実施例を図4に示す。
【0056】
この場合には、図4に示すように、1種類の濃度計1の実測値Cobs. IRを演算部3に入力し、また、その濃度計に対する試料成分A,Bの相対感度を1及びβIR及び2成分の混合比率x,(1−x)も既知であり入力装置4を介して演算部に入力される。それにより、既述した(5)式を実行して各成分A,Bの濃度を求めることができる。
【0057】
これまで述べた実施例は、いずれも2成分混合系であるが、主要2成分に少量の別成分が入った混合系においても、少量成分が濃度に及ぼす影響が大きくない場合には、主要2成分の混合系と仮定してその混合比と濃度の近似値を求めることができる。
【0058】
一般的にセンサは測定誤差を持つ。2種類の主成分に微量の共存成分を含む3成分以上の混合系において、微量成分がその測定誤差程度に留まる場合には、若干の誤差があることを考慮した上で本手法を適用することが可能であり、近似値であっても実務的には意義が大きい。
〔実施例5〕
次に上記した本発明に係る濃度測定法を応用した省エネルギーシステムについて、図5の実施例を用いて説明する。図中、既述した実施例と同一符号は、同一或いは共通する要素を示す。
【0059】
ESCO(Energy Service Company)事業者等が、工場などから排出されるVOC混合ガスを熱エネルギー再利用としてガスタービン(GT)、マイクロガスタービン(MGT)、ガスエンジン(GE)などの省エネルギー設備50に供給する場合、そのエネルギー供給量(発熱量)およびそれに伴う省エネルギー性能(発電効率、蒸気効率、総合効率など)をエネルギー供給ビジネスの観点から正確に算出する必要がある。
【0060】
本実施例では、赤外式濃度計1及びFID式濃度計2を用いて、既述した図1或いは図3の実施例のようにVOC混合ガスの各成分の濃度を求める。すなわち、
(1)赤外式及びFID式測定法により見かけのVOC濃度、C obs.IR 及びC obs.FIDを実測する。
(2)実測値からC obs.IR /C obs.FID=Pを算出する。
(3)Pからの成分Aの比率x%を求める。
(4)比率x%から赤外濃度補正係数Kを求める。
(5)補正係数Kで赤外濃度実測値(見かけの濃度)を補正して真の濃度(補正濃度)Coを求める。
(6)さらに、VOC混合ガスの流量値をモニタする。
【0061】
そして、上位の演算部10が、VOC混合ガスの発熱量を、次式を用いて算出する。
【0062】
VOCガスの発熱量=成分Aの発熱量+成分Bの発熱量
=(VOCガス流量×成分Aの濃度×Aの燃焼熱)+(VOCガス流量×成分Bの濃度×Bの燃焼熱)
=[VOCガス流量×(Co×x/100)×成分Aの燃焼熱]+[VOCガス流量×〔Co×(1−x/100)×成分Bの燃焼熱]
本実施例によれば、工場から排出されるVOCなどの混合ガスを燃料として利用する場合、それを利用する省エネ設備の入口濃度を連続測定し、入熱量の算出及びシステムの性能を連続モニタ可能となり、ESCO事業等における省エネ量を正しく算出することができる。なお、図5における温度計7は、送給管6に流れるVOCガスの温度を測定し、圧力計9は、VOCガスの圧力を測定するものであり、これらの測定値はVOCガスの流量値を補正するために使用され、演算部3に入力される。後述される図8及び図9のシステムにおける温度計7及び圧力計9も同様の役割をなすものである。
〔実施例6〕
実施例3で述べた溶液系の混合成分濃度が測定できると、有価成分の回収など廃水処理設備の制御にも利用できる。有価成分回収システムに適用した実施例の概略システムを図6に示す。
【0063】
図6において、工場の排水ライン6Aには、実施例3(図1或いは図3)で述べたような濃度計1及び2(或いは濃度計1のみ)が設けられている。さらに排水ライン6Aの濃度計の下流側には、廃水を有価成分回収装置60に導いた後に廃水するか、或いは有価成分回収装置60に導かないで排水するための排水処理系61とが設けられている。
【0064】
濃度測定装置の演算部3は、入力される2種測定法による実測値から各成分の濃度値を算出し、その少なくとも一つが所定の濃度以上である時に、バルブ12を開き、バルブ11を閉じて有価成分回収装置60に廃水を導く。また、いずれの成分の濃度値も所定の濃度を満たさない場合には、バルブ12を閉じ、バルブ11を開いて廃水を有価成分回収装置60に通さずに排水する排水ルートの切り替え制御が行なわれる。
【0065】
生産プロセスの廃水には有価成分を含むものが多く回収処理が行われている。有価成分が常時発生しない場合に、廃水全量を処理するとコストが嵩むので、回収対象となる成分のうち1成分でも一定濃度以上検知された場合のみ排水ルートを切替えて回収装置で処理することで効率的運用が可能となる。
〔実施例7〕
上記実施例では、廃水を効率良く有価成分に導く装置について説明したが、有価成分に変えて、図7に示すような汚濁処理設備70を備えてもよい。本実施例では、通常は放流可能な廃水が発生するルートで、廃水処理が必要な汚濁成分を含む廃水が一時的に発生する場合、汚濁処理を設備(汚濁処理装置)70で行なうように設定してある。
【0066】
図7において、工場の排水ライン6Aには、実施例3(図1或いは図3)で述べたような濃度計1及び2(或いは濃度計1のみ)が設けられている。さらに排水ライン6Aの濃度計の下流側には、廃水を汚濁処理装置70に導いた後に廃水するか、或いは汚濁処理装置70に導かないで排水するための廃水処理系61とが設けられている。
【0067】
濃度測定装置の演算部3は、入力される2種測定法による実測値から各成分の濃度値を算出し、その少なくとも一つが所定の濃度以上である時に、バルブ12を開き、バルブ11を閉じて廃水を汚濁処理装置70に導く。また、いずれの成分の濃度値も所定の濃度を満たさない場合には、バルブ12を閉じ、バルブ11を開いて廃水を汚濁処理装置70を通さずに廃水する排水ルートの切り替え制御が行なわれる。
【0068】
本実施例によれば、処理対象となる成分のうち1成分でも一定濃度以上検知された場合のみ排水ルートを切替えて、効率良く汚濁処理を実行することができる。
〔実施例8〕
本発明に係る濃度測定法及び装置を、蓄熱式脱臭炉に適用した例を図8に示す。
【0069】
蓄熱式脱臭炉80は、セラミック製の蓄熱体(図示省略)を内蔵する。脱臭炉80内に導入されたVOC混合ガスは、蓄熱体を通過する過程で加熱されて酸化処理され、出口側の蓄熱体で熱を吸収された後、系外に排出される。脱臭炉の入口の未処理排ガス(VOC混合ガス)は加熱された蓄熱体から熱を奪い高温になり酸化処理され、同時に蓄熱体は熱を奪われ温度が下がる。この「吸熱」「放熱」が交互に繰り返される。
【0070】
蓄熱式脱臭炉においてVOCガスが炉内で自燃して炉内温度が設定値を超えると燃焼ガスを後段のボイラに引き抜くなどして炉内温度を制御する。この場合、VOC濃度が急激に増加して炉内温度が急上昇する過程では、燃焼ガスの引抜き量の制御に時間遅れが生じ炉内温度が異常上昇する可能性もある。
【0071】
本実施例では、VOCガスの送給ライン6に、実施例1或いは2で述べた濃度計1及び2(或いは濃度計1単独)を設け、演算部3は、これらの実測値を用いて既述したようにVOC混合ガスの各成分の濃度を求め、さらに成分濃度とVOCガス流量からVOCガスの発熱量を算出する。そして、この発熱量を基にして炉内温度を予測する。そして、発熱量が設定点を越える場合(炉内温度が所定温度以上になることが予測される時)には、大気吸引ダンパ81を開いて大気を脱臭炉80に吸引して炉内希釈を図ることで炉内温度の異常上昇を抑制する。
〔実施例9〕
本発明に係る濃度測定法及び装置を、VOCガス濃縮装置の運転制御に適用した例を図9に示す。
【0072】
例えば有害大気汚染物質を含むVOCガスの排ガス処理を自燃(燃焼方式)により行なう場合、処理対象ガスの濃度が低い場合には、省エネルギーを図るために濃縮装置を設置し、排ガス濃度を自燃域まで高める濃縮処理を行なっている。この場合、濃縮後の各成分濃度が予め設定した管理濃度(例えば爆発限界濃度の1/4から1/3程度の値)を超える可能性がある。そこで、本実施例では、設定の管理濃度を超える可能性がある場合は、大気吸引により予め希釈して、濃縮後のVOCガス濃度が管理濃度を越えないように運転制御する。
【0073】
具体的には、VOCガスの送給ライン6に、実施例1或いは2で述べた濃度計1及び2(或いは濃度計1単独)を設け、演算部3は、これらの実測値を用いて既述したようにVOC混合ガスの各成分の濃度を求める。そして、濃縮後の各成分濃度が予め設定した管理濃度を越える場合には、大気吸引ダンパ81を開いて大気を濃縮装置90に吸引して濃縮ガスを希釈し管理濃度を越えないように予測制御する。本実施例によれば、濃縮装置の上流側のVOCガスが通常運転範囲を超える濃度で排出された場合でも、管理濃度を超えないように濃縮倍率を安全側に抑えて濃縮装置を運転することができる。
【図面の簡単な説明】
【0074】
【図1】本発明の濃度測定法を実行する装置の一例を示す概略図。
【図2】図1で実行する測定法のフローチャート。
【図3】本発明の濃度測定法を実行する装置の他の例を示す概略図。
【図4】本発明の濃度測定法を実行する装置の他の例を示す概略図。
【図5】本発明に係る濃度測定法を応用したガスタービンコージェネレーション設備のシステム概要図。
【図6】本発明に係る濃度測定法を応用した有価成分回収設備のシステム概要図。
【図7】本発明に係る濃度測定法を応用した汚濁処理装置のシステム概要図。
【図8】本発明に係る濃度測定法を応用した脱臭炉のシステム概要図。
【図9】本発明に係る濃度測定法を応用した濃縮装置のシステム概要図。
【符号の説明】
【0075】
1…濃度計(赤外式濃度計)、2…濃度計(FID式濃度計)、3…濃度演算部、6…VOCガス供給源、50…ガスタービンコージェネレーション設備、60…有価成分回収装置、70…汚濁処理装置、80…脱臭炉、90…濃縮装置。
【特許請求の範囲】
【請求項1】
混合物に含まれる2種類の成分の濃度を測定する方法において、
前記2種類の成分に対して異なる感度を有する2種類の濃度測定法を用いて、それぞれの濃度測定法による混合物の見かけの濃度を実測し、その見かけの混合物濃度実測値と前記2種類の濃度測定法に対する各成分の感度とを用いて2種類の成分の濃度を求めることを特徴とする混合成分系の濃度測定方法。
【請求項2】
請求項1において、前記2種類の濃度測定法の各被測定成分に対する感度は、相対感度であることを特徴とする混合成分系の濃度測定方法。
【請求項3】
請求項1において、前記2種類の濃度測定法による見かけの濃度の実測値の比と、前記2種類の濃度測定法に対する各被測定成分の相対感度から、2種類の被測定成分の混合比率を求め、この混合比率を用いて前記2種類の濃度測定法のうちのいずれか一方の濃度測定法で実測した見かけの混合物濃度実測値を補正する補正係数を求め、補正された混合物濃度実測値対する各成分の濃度を求めることを特徴とする混合成分系の濃度測定方法。
【請求項4】
請求項1ないし3のいずれか1項において、
前記混合物は、2種類の揮発性有機化合物を含む混合ガスであり、前記2種類の濃度測定法の一つは、赤外式濃度計を用いた赤外濃度法であり、もう一つは、水素炎イオン化検出計が使用される水素炎イオン化検出法であることを特徴とする混合成分系の濃度測定方法。
【請求項5】
請求項1ないし3のいずれか1項において、
前記2種類の被測定成分は、二つの異なる波長の赤外線に対して異なる感度を有し、
前記2種類の濃度測定法は、前記二つの異なる波長の赤外線を用いて前記混合物の見かけの濃度を実測するそれぞれの赤外式濃度測定法であることを特徴とする混合成分系の濃度測定方法。
【請求項6】
混合物に含まれる2種類の成分の濃度を測定する装置において、
前記2種類の被測定成分に対して異なる感度を有する2種類の濃度測定計と、
前記それぞれの濃度計を用いて実測された見かけの混合物濃度実測値と前記2種類の濃度測定法に対する各成分の感度とを用いて2種類の成分の濃度を算出する演算部と、
を備えたことを特徴とする混合成分系の濃度測定装置。
【請求項7】
混合物に含まれる2種類の成分の濃度を測定する装置において、
波長の異なる2種類の光を利用して前記混合物の濃度実測を行う濃度計と、
前記二つの異なる波長の光を用いて実測された見かけの混合物濃度実測値と各成分の前記異なる波長に対する感度とを用いて、2種類の成分の濃度を算出する演算部と、
を備えたことを特徴とする混合成分系の濃度測定装置。
【請求項8】
2種類の揮発性有機化合物(以下、「VOC」と略称する)を含む混合ガスを省エネルギー設備に供給するVOC混合ガス供給システムにおいて、
VOC混合ガスの供給ラインに設置される前記請求項6又は7記載の混合成分系の濃度測定装置と、
前記VOC混合ガスの供給ラインに設置される流量計と、
前記濃度測定装置で算出される前記VOC混合ガスの各成分の濃度値及び前記流量計からのVOC混合ガス流量値を基にして前記省エネルギー設備の入熱量を算出する演算装置と、
を備えたことを特徴とするVOC混合ガス供給システム。
【請求項9】
工場廃水に含まれる有価成分を回収する有価成分回収装置を備えた廃水処理制御システムにおいて、
工場の排水ラインに設置される前記請求項6又は7記載の混合成分系の濃度測定装置と、
前記濃度測定装置で算出される前記各成分の濃度値の少なくとも一つが所定の濃度以上である時に前記有価成分回収装置に廃水を導き、いずれの成分の濃度値も所定の濃度を満たさない場合には、前記廃水を前記有価成分回収装置に通さずに排水する排水ルートの切り替え装置と、を備えたことを特徴とする制御処理制御システム。
【請求項10】
工場廃水に含まれる汚濁成分を処理する廃水処理設備を備えた廃水処理制御システムにおいて、
工場の排水ラインに設置される前記請求項6又は7記載の混合成分系の濃度測定装置と、
前記濃度測定装置で算出される前記各成分の濃度値の少なくとも一つが所定の濃度以上である時に前記廃水処理設備に廃水を導き、いずれの成分の濃度値も所定の濃度を満たさない場合には、前記廃水を前記廃水処理設備に通さずに排水する排水ルートの切り替え装置と、を備えたことを特徴とする制御処理制御システム。
【請求項11】
工場から送給されるVOC混合ガスを導入し、蓄熱体により高温酸化分解することにより清浄化されたガスを排出する蓄熱式脱臭炉に用いる燃焼温度制御システムにおいて、
VOC混合ガスの送給ラインに設置される前記請求項6又は7記載の混合成分系の濃度測定装置と、
前記VOC混合ガスの送給ラインに設置される流量計と、
前記濃度測定装置で算出される前記VOC混合ガスの各成分の濃度値及び前記流量計からのVOC混合ガス流量を基にして前記VOC混合ガスの発熱量を算出する演算装置と、
前記発熱量が設定点を越える場合には大気吸引により脱臭炉内を希釈する大気吸引ダンパと、を備えたことを特徴する蓄熱式脱臭炉の燃焼温度制御システム。
【請求項12】
工場から送給されるVOC混合ガスを濃縮する濃縮装置に用いられる運転制御システムにおいて、
VOC混合ガスの送給ラインに設置される前記請求項6又は7記載の混合成分系の濃度測定装置と、
濃縮後の各成分濃度が予め設定した管理濃度を超える可能性がある場合には前記濃縮装置の濃縮ガスを大気吸引により予め希釈して、濃縮後のVOCガス濃度が管理濃度を越えないように制御する大気吸引ダンパと、
を備えたことを特徴とするVOCガス濃縮装置の運転制御システム。
【請求項1】
混合物に含まれる2種類の成分の濃度を測定する方法において、
前記2種類の成分に対して異なる感度を有する2種類の濃度測定法を用いて、それぞれの濃度測定法による混合物の見かけの濃度を実測し、その見かけの混合物濃度実測値と前記2種類の濃度測定法に対する各成分の感度とを用いて2種類の成分の濃度を求めることを特徴とする混合成分系の濃度測定方法。
【請求項2】
請求項1において、前記2種類の濃度測定法の各被測定成分に対する感度は、相対感度であることを特徴とする混合成分系の濃度測定方法。
【請求項3】
請求項1において、前記2種類の濃度測定法による見かけの濃度の実測値の比と、前記2種類の濃度測定法に対する各被測定成分の相対感度から、2種類の被測定成分の混合比率を求め、この混合比率を用いて前記2種類の濃度測定法のうちのいずれか一方の濃度測定法で実測した見かけの混合物濃度実測値を補正する補正係数を求め、補正された混合物濃度実測値対する各成分の濃度を求めることを特徴とする混合成分系の濃度測定方法。
【請求項4】
請求項1ないし3のいずれか1項において、
前記混合物は、2種類の揮発性有機化合物を含む混合ガスであり、前記2種類の濃度測定法の一つは、赤外式濃度計を用いた赤外濃度法であり、もう一つは、水素炎イオン化検出計が使用される水素炎イオン化検出法であることを特徴とする混合成分系の濃度測定方法。
【請求項5】
請求項1ないし3のいずれか1項において、
前記2種類の被測定成分は、二つの異なる波長の赤外線に対して異なる感度を有し、
前記2種類の濃度測定法は、前記二つの異なる波長の赤外線を用いて前記混合物の見かけの濃度を実測するそれぞれの赤外式濃度測定法であることを特徴とする混合成分系の濃度測定方法。
【請求項6】
混合物に含まれる2種類の成分の濃度を測定する装置において、
前記2種類の被測定成分に対して異なる感度を有する2種類の濃度測定計と、
前記それぞれの濃度計を用いて実測された見かけの混合物濃度実測値と前記2種類の濃度測定法に対する各成分の感度とを用いて2種類の成分の濃度を算出する演算部と、
を備えたことを特徴とする混合成分系の濃度測定装置。
【請求項7】
混合物に含まれる2種類の成分の濃度を測定する装置において、
波長の異なる2種類の光を利用して前記混合物の濃度実測を行う濃度計と、
前記二つの異なる波長の光を用いて実測された見かけの混合物濃度実測値と各成分の前記異なる波長に対する感度とを用いて、2種類の成分の濃度を算出する演算部と、
を備えたことを特徴とする混合成分系の濃度測定装置。
【請求項8】
2種類の揮発性有機化合物(以下、「VOC」と略称する)を含む混合ガスを省エネルギー設備に供給するVOC混合ガス供給システムにおいて、
VOC混合ガスの供給ラインに設置される前記請求項6又は7記載の混合成分系の濃度測定装置と、
前記VOC混合ガスの供給ラインに設置される流量計と、
前記濃度測定装置で算出される前記VOC混合ガスの各成分の濃度値及び前記流量計からのVOC混合ガス流量値を基にして前記省エネルギー設備の入熱量を算出する演算装置と、
を備えたことを特徴とするVOC混合ガス供給システム。
【請求項9】
工場廃水に含まれる有価成分を回収する有価成分回収装置を備えた廃水処理制御システムにおいて、
工場の排水ラインに設置される前記請求項6又は7記載の混合成分系の濃度測定装置と、
前記濃度測定装置で算出される前記各成分の濃度値の少なくとも一つが所定の濃度以上である時に前記有価成分回収装置に廃水を導き、いずれの成分の濃度値も所定の濃度を満たさない場合には、前記廃水を前記有価成分回収装置に通さずに排水する排水ルートの切り替え装置と、を備えたことを特徴とする制御処理制御システム。
【請求項10】
工場廃水に含まれる汚濁成分を処理する廃水処理設備を備えた廃水処理制御システムにおいて、
工場の排水ラインに設置される前記請求項6又は7記載の混合成分系の濃度測定装置と、
前記濃度測定装置で算出される前記各成分の濃度値の少なくとも一つが所定の濃度以上である時に前記廃水処理設備に廃水を導き、いずれの成分の濃度値も所定の濃度を満たさない場合には、前記廃水を前記廃水処理設備に通さずに排水する排水ルートの切り替え装置と、を備えたことを特徴とする制御処理制御システム。
【請求項11】
工場から送給されるVOC混合ガスを導入し、蓄熱体により高温酸化分解することにより清浄化されたガスを排出する蓄熱式脱臭炉に用いる燃焼温度制御システムにおいて、
VOC混合ガスの送給ラインに設置される前記請求項6又は7記載の混合成分系の濃度測定装置と、
前記VOC混合ガスの送給ラインに設置される流量計と、
前記濃度測定装置で算出される前記VOC混合ガスの各成分の濃度値及び前記流量計からのVOC混合ガス流量を基にして前記VOC混合ガスの発熱量を算出する演算装置と、
前記発熱量が設定点を越える場合には大気吸引により脱臭炉内を希釈する大気吸引ダンパと、を備えたことを特徴する蓄熱式脱臭炉の燃焼温度制御システム。
【請求項12】
工場から送給されるVOC混合ガスを濃縮する濃縮装置に用いられる運転制御システムにおいて、
VOC混合ガスの送給ラインに設置される前記請求項6又は7記載の混合成分系の濃度測定装置と、
濃縮後の各成分濃度が予め設定した管理濃度を超える可能性がある場合には前記濃縮装置の濃縮ガスを大気吸引により予め希釈して、濃縮後のVOCガス濃度が管理濃度を越えないように制御する大気吸引ダンパと、
を備えたことを特徴とするVOCガス濃縮装置の運転制御システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2008−275383(P2008−275383A)
【公開日】平成20年11月13日(2008.11.13)
【国際特許分類】
【出願番号】特願2007−117312(P2007−117312)
【出願日】平成19年4月26日(2007.4.26)
【出願人】(000233044)株式会社日立エンジニアリング・アンド・サービス (276)
【Fターム(参考)】
【公開日】平成20年11月13日(2008.11.13)
【国際特許分類】
【出願日】平成19年4月26日(2007.4.26)
【出願人】(000233044)株式会社日立エンジニアリング・アンド・サービス (276)
【Fターム(参考)】
[ Back to top ]