
混合用袋
【課題】比較的大容量の内容物にも適し、収容室を連通する連通路の大きさを制御することを可能とし、内容物を混合する際に、一方の収容室から他方の収容室への内容物の逆流を防止し、容易に内容物を均一に分散、混合することかでき、さらに、吐出させる際には、内容物の残量を軽減させることができる混合用袋を提供することを目的とする。
【解決手段】可撓性材料からなる少なくとも前面材と後面材の周縁をヒートシールすることにより形成される袋本体の内部に、前記前面材と前記後面材の内面に山折りした可撓性材料からなるマチを形成する隔壁をヒートシールし、前記袋本体の内部を複数の収容室に区画する混合用袋であって、前記隔壁と前記前面材間及び前記隔壁と前記後面材間の少なくともどちらかに、外部から圧力を加えると剥離することにより前記収容室を連通させる連通路を形成させる弱シール部を備えていることを特徴とする。
【解決手段】可撓性材料からなる少なくとも前面材と後面材の周縁をヒートシールすることにより形成される袋本体の内部に、前記前面材と前記後面材の内面に山折りした可撓性材料からなるマチを形成する隔壁をヒートシールし、前記袋本体の内部を複数の収容室に区画する混合用袋であって、前記隔壁と前記前面材間及び前記隔壁と前記後面材間の少なくともどちらかに、外部から圧力を加えると剥離することにより前記収容室を連通させる連通路を形成させる弱シール部を備えていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、接着剤、シーリング剤、セメント、アンカー剤、薬品、食品、調味料などを収容する混合用袋に関する。
更に詳しくは、内容物を長期安定的に保存するため、仕切り部によって複数に区画された収容室に内容物が封入された袋に外部から圧力を加えることにより仕切り部を連通させることにより内容物を混合する混合用袋に関する。
【背景技術】
【0002】
例えば、可撓性プラスチックフィルムを使用するこの種の袋としては、2枚の可撓性プラスチックフィルムの周縁をヒートシールして袋状としたものに、その内部を複数の収容室に区画しするために仕切り部を形成したものが提案されている。その仕切り部は周縁よりも弱い剥離強度となるようにヒートシールされており、使用する直前に、袋に外部から圧力を加えることにより剥離強度の弱い仕切り部が引き剥がされ、収容室が連通することにより複数の内容物を混合することができるというものである(下記特許文献1参照)。
しかしながら、2枚の可撓性プラスチックフィルムのみから構成された袋は形状がほぼ平面状であるため、袋に膨らみを持たすことができない。したがって、少量の内容物には適しているが、比較的容量を必要とする内容物を収容するには、袋の幅や長さを大きくしなくてはならず、適さないという問題があった。
【0003】
また、この種の別の袋としては、可撓性プラスチックフィルムの内部に複数の収容室を区画するために隔壁を設けられ、外部から袋に圧力を加えることにより隔壁に設けられた薄肉部から開封されて内容物を混合する袋が提案されている(下記特許文献2参照)。
袋に隔壁を持たせることにより立体性を持たせることができるため、容量の多い内容物にも適している。収容室を連通させた後には、一方の収容室内において、他方の収容室から仕切り部の連通路を通って内容物を送り込み、複数の内容物を均一に分散、混合する必要がある。例えば、接着剤やセメントなどの場合には、完全に均一に分散、混合させる必要があるため、手で袋を繰り返し揉み解すことが重要な作業の一つである。
その際に、連通路が大き過ぎると、内容物が一方の収容室から連通路を越えて他方の収容室に逆流してしまい、その結果、隔壁が邪魔となって内容物を均一に分散、混合できないという問題があった。さらに、混合した内容物を吐出させる際に、隔壁と可撓性プラスチックフィルムの隙間に混合した内容物が残留するという問題があった。
【特許文献1】特開04−57766号公報
【特許文献2】特開04−102562号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
この発明は上記の問題点を解消するためになされたものであり、比較的大容量の内容物にも適し、収容室を連通する連通路の大きさを制御することを可能とし、内容物を混合する際に、一方の収容室から他方の収容室への内容物の逆流を防止し、容易に内容物を均一に分散、混合することかでき、さらに、吐出させる際には、内容物の残量を軽減させることができる混合用袋を提供することを目的とする。
【課題を解決するための手段】
【0005】
第1の課題解決手段による混合用袋は、可撓性材料からなる少なくとも前面材と後面材の周縁をヒートシールすることにより形成される袋本体の内部に、前記前面材と前記後面材の内面に山折りした可撓性材料からなるマチを形成する隔壁をヒートシールし、前記袋本体の内部を複数の収容室に区画する混合用袋であって、前記隔壁と前記前面材間及び前記隔壁と前記後面材間の少なくともどちらかに、外部から圧力を加えると剥離することにより前記収容室を連通させる連通路を形成させる弱シール部を備えていることを特徴とする。
【0006】
第2の課題解決手段による混合用袋は、第1の課題解決手段において、前記袋本体の幅方向の長さWに対する、前記隔壁のマチ幅の長さLの比であるL/Wの値が0.2〜0.5であることを特徴とする。
【0007】
第3の課題解決手段による混合用袋は、第1または第2の課題解決手段において、隔壁のシール部の山折り部側端縁が前記袋本体の幅方向中央に弱シール部と、幅方向外側の強シール部とからなることを特徴とする。
【0008】
第4の課題解決手段による混合用袋は、第1から第3の課題解決手段において、隔壁が舟底形を形成するようにヒートシールされていることを特徴とする。
【発明の効果】
【0009】
第1の課題解決手段の混合用袋によれば、マチを形成する隔壁を設けて立体的な袋形状にすることにより大容量の内容物を収納しても比較的コンパクトにすることができる。さらに、弱シール部を設けることにより確実に収容室を連通することが可能である混合用袋を提供できるという効果がある。
【0010】
第2の課題解決手段の混合用袋によれば、袋本体の幅方向の長さWに対する、隔壁のマチ幅の長さLの比であるL/Wの値を0.2〜0.5とすることで、内容物の性状、特徴に合わせた適正な連通路を形成することができる。適当な外部からの圧力で収容室を連通することができ、誤って混合用袋を落下させたときでも、収容室が連通することを防止できる。さらに、収納室を連通させ、複数の内容物を均一に攪拌、分散、混合する際に、隔壁により連通路が封止されるため、一方の収納室から他方の収納室へ内容物が逆流することを防止することができる。さらに、内容物の残量の軽減を可能とする混合用袋を提供できるという効果がある。
【0011】
第3の課題解決手段の混合用袋によれば、弱シール部に接するように幅方向両側に強シール部を設けたことにより、連通路の大きさと形状を制御できるため、収納室を連通させ、内容物を均一に攪拌、分散、混合する際に、連通路の拡張を防止することができ、内容物の性状、特徴に合わせた混合用袋を提供できるという効果がある。
【0012】
第4の課題解決手段の混合用袋によれば、マチを舟底形とすることで、隔壁が十分に広がるため、外観も優れ、コンパクトな混合用袋を提供することができる。また、圧力を加える収納室に対して、隔壁を舟底形にシールすることにより、収容室を連通する際に、隔壁の幅方向の中央部に圧力を集中させることが可能な混合用袋を提供できるという効果がある。
【発明を実施するための最良の形態】
【0013】
次に、本発明の実施形態を、図を参照しながら説明するが、本発明は実施例のみに限定されるものではない。
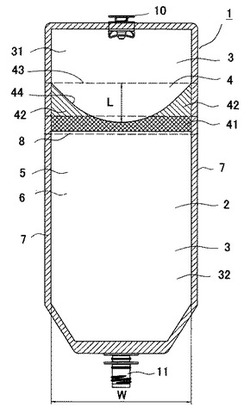
なお、ここで、「上下」「左右」は図1、図5のそれらをいい、また、図1に向かって手前側を「前」、同奥側を「後」というものとする。
袋本体2の幅方向の長さWとは、左右両側シール部の端縁内側間の長さをいうものとする。また、マチ幅の長さLとは、混合用袋1の幅方向中央における隔壁4の山折り稜線43から弱シール部41の山折り側端縁44間の長さをいうものとする。
【0014】
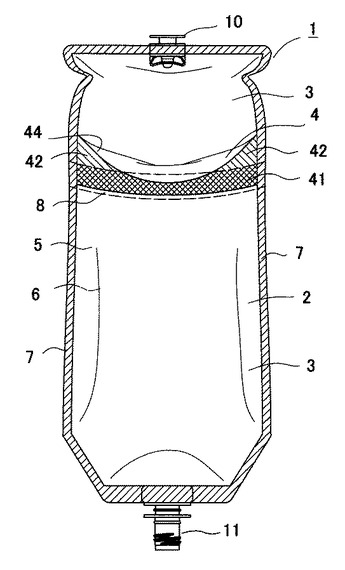
図1は本発明による混合用袋1の実施形態を示す正面図である。図2は側面を説明するための図である。
【0015】
混合用袋1は少なくとも可撓性材料からなる袋本体2と、袋本体2を複数の収容室3に区画する隔壁4を具備している。袋本体2は、ポリエチレン(PE)等の熱可塑性樹脂層を両面または片面に有する2枚の積層フィルムの前面材5と後面材6からなり、周縁7をヒートシールすることに袋状に形成される。さらに、混合用袋1の底部にマチを設けて、自立性を持たせることも可能である。
袋本体2は、例えば、外側から数μmから20μmのPETフィルム、数μmから20μmのナイロンフィルム、および数10μmから200μmのPEからなる積層フィルムである。さらにPETフィルム若しくはナイロンフィルムに、アルミナ蒸着層若しくはシリカ蒸着層を備えてもよい。積層フィルムのフィルム構成や厚みは特に限定されるものではなく、内容物の性状に合わせて、酸素バリア性や水蒸気バリア性を持たせた設計が適宜可能である。
【0016】
隔壁4は一枚の可撓性材料からなる積層フィルムで構成されている。例えば、外側から数10μmから100μmのPE、数μmから20μmのナイロンフィルム、および数10μmから100μmのPEからなる積層フィルムである。ナイロンフィルムに、アルミナ蒸着層若しくはシリカ蒸着層を備えてもよい。さらに、防湿性を向上させるためにアルミニウム箔を使用してもよい。
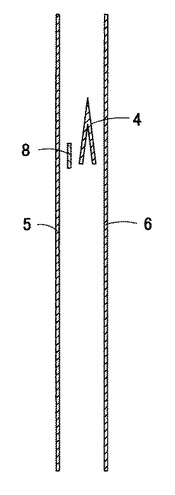
隔壁4は山折りされた状態で、前面材5と後面材6の内部に挿入され、前面材5と後面材6の内面とそれぞれヒートシールされる。隔壁4は外部から圧力を加える収容室3側に山折りに固定されている。
収容室3は、第一収容室31、第二収容室32、さらにそれ以上に区画することもでき、それぞれ、液状体、粒状体、粉状体、固体などが収容される。内容物は特に限定されるものではない。
【0017】
隔壁4と前面材5の内面及び隔壁4と後面材6の内面との間の、少なくともどちらかに弱シール部41を形成している。弱シール部41は、袋本体2の周縁7や他の隔壁4のシール部よりも剥離強度が弱いシール部分のことをいう。弱シール部41は隔壁4と前面材5及び隔壁4と後面材6の間にイージーピールフィルム8を挟んで、ヒートシールすることにより形成できる。
イージーピールフィルム8の形状、大きさは特に限定されるものではないが、袋本体2の幅方向、両側端まで直線状に挿入すれば、袋の製造が容易となり、製造コストを低減できる。
また、イージーピールフィルム8は隔壁4の下部より少しだけ下方にはみ出した状態で挿入されるのが好ましい。弱シール部41の剥離強度は5〜15N程度であり、強シール部42の剥離強度は70〜90N程度である。
【0018】
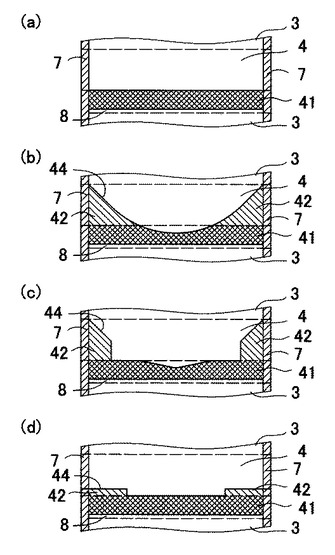
図3は隔壁4のシール形状について説明するための図である。
隔壁4のシール形状は図3(a)に示した直線の帯状の弱シール部41のみから形成することができる。また、図3(b)〜(d)に示したような、隔壁4のシール部の山折り部側の端縁44において、袋本体2の幅方向中央に弱シール部41を設け、弱シール部41の左右両側に隣接するように強シール部42を設けることもできる。強シール部42の形状は特に限定されるものではなく、袋本体2に外部から圧力を加えた場合、圧力が弱シール部41に集中し、かつ、弱シール部41に形成される連通路9の拡張を防止することができる形状であればよい。
図3(b)に示すような隔壁4のシール形状を円弧形状とし、収容室3に内容物を充填した際に、隔壁4が舟底形の形状となるようにヒートシールするのが好ましい。美的な外観を有し、かつ、大容量の内容物を収納しても比較的コンパクトにすることができるからである。
【0019】
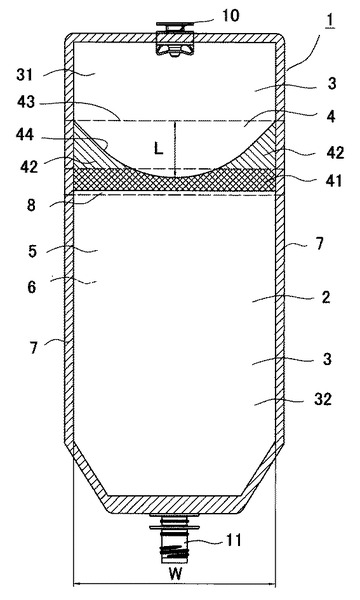
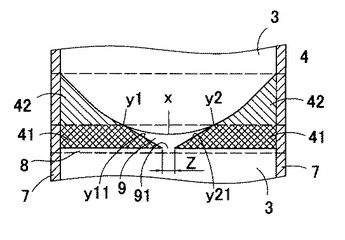
つぎに、連通路9の形成について、図4、図5を用いて説明する。図4は隔壁4のシール形状を円弧形状とし、隔壁4が舟底形である袋本体2に内容物を充填した状態の図である。図5は連通路9の形成を説明するための図である。
収容室3に外部から圧力を加えると、隔壁4のシール部の山折リ部側端縁の最下点付近xに応力が集中するため、最下点付近から剥離し始める。そして、強シール部42と弱シール部41の境界の隔壁4のシール部の山折り部側の端縁y1、y2から接線方向に剥離する。2本の接線y11、y21によってV字状に連通路9が形成される。連通路9の開口91とは、連通路9の最狭部をいい、V字状の連通路9では、隔壁4のシール部の最下部をいうものとする。
【0020】
マチ幅の長さLを袋本体2の幅方向の長さWに対して、変更することによって、連通させるために必要な応力や連通路9の開口91の幅Zを調整することができる。
【0021】
また、図1に示すように、袋本体2の各収容室3と外部を連通するように充填口及び吐出口を設けることができる。充填具材10及び吐出具材11を前面材5と後面材6との間に挿入し、周縁7をヒートシールすることに形成することができる。充填具材10としては特許第3432227号公報に記載されている構造のものが好ましい。再封止可能な連結部材であるため、空気の介入を抑制でき、内容物を充填した際に、隔壁4を十分に広げることができるからである。
【0022】
吐出具材11の上部にはシール部が設けられており、袋本体2のフィルムと固定されている。袋本体2の周縁7下部は内容物を吐出しやすいように吐出具に向かって次第に細くなる傾斜を設けることができる。
【実施例】
【0023】
次に本発明の効果を明らかにするために実施例を説明する。
[実施例1]
上記実施形態の混合用袋を使用した場合における、隔壁のシール形状における混合用袋の連通直後の連通路の開口の幅と混合・吐出後の連通路の開口の幅の変化と、排出後の内容物の残量を測定した。
【0024】
袋本体の高さ280mm、袋本体の幅の長さWを110mm、マチ幅の長さLを40mmとし、隔壁のシール形状を(A)直線形状としたものと、(B)円弧形状としたものを用いて測定した。
第一収容室には水150cm3、第二収容室には粉体のセメントモルタル550cm3を収容し、左右両側面の周縁を中心に向かって手で掴んで押えることにより、第一収容室と第二収容室を連通させた。第一収容室の水を第二収容室に送り込んで、手で揉むことにより、水とセメントを攪拌、分散、混合を行った。その後、内容物を第二収容室から全量吐出させた。表1には吐出後の内容物の残量と残量率を示した。表2には連通直後と、内容物を混合・吐出した後の連通路の開口の幅の長さを示した。連通路の開口の長さは隔壁のシール部の最下部を測定した。
【表1】

【表2】
【0025】
表1、表2から明らかなように、隔壁のシール形状を直線形状とした場合、連通直後の連通路の開口の幅が大さかった。混合、吐出によりさらに拡張した。隔壁のシール形状を円弧形状とした場合、強シール部によって制御されるため、連通直後の連通路の開口の幅は小さかった。また、混合、吐出により連通路の開口の拡張が抑制された。隔壁のシール形状を直線形状とした場合、内容物が連通路の開口から連通路を通って、他方の収容室に逆流してしまうため、隔壁に内容物が付着し、残量が多くなった。しかし、混合が容易で、内容物の残量が少ないと考えられる液体と液体の混合には直線形状も使用できる。円弧形状は、内容物の逆流が少ないため、内容物の残量を少なくすることができた。
【0026】
[実施例2]
また、上記実施形態の混合用袋における、一定の袋本体の幅方向の長さWに対して、隔壁のマチ幅の長さLを変更した場合の連通直後の連通路の開口の幅、混合・吐出後の連通路の開口の幅と、連通に必要な荷重を測定した。
袋本体の幅方向の長さWを110mmとし、袋本体の高さ280mmとした。第一収容室には水150cm3、第二収容室には水溶性接着剤550cm3を収容し、左右両側面周縁を中心に向かって手で掴んで押えることにより、第一収容室と第二収容室を連通させた。第一収容室の水を第二収容室に送り込んで、手で揉むことにより、攪拌、分散、混合を行った。その後、内容物を第二収容室から全量吐出させた。連通に必要な荷重はオートグラフにより測定した。
【0027】
【表3】
【0028】
表3から明らかなように、L/Wの値を漸次大きくすると、すなわちマチ幅Lを大きくすると、連通路の開口の大きさが小さくなり、また、連通させるために必要な荷重は大きくなった。
特にL/Wの値が0.2〜0.5が好ましい。L/Wの値が0.2より小さいときは、容易に連通してしまうため、輸送時や製品を誤って落下させた際に、連通してしまうことがある。また、連通口が大きいため、攪拌、混合、分散の際に内容物の逆流が大きく、隔壁に内容物が付着し、内容物の残量が大きくなった。
L/Wの値が0.5より大きいときは、連通させるのに過剰な荷重が必要となり、女性などは連通させることが困難であった。また、連通路が小さいため、混合が困難であった。
【図面の簡単な説明】
【0029】
【図1】本発明による混合用袋の実施形態を示す正面図である。
【図2】混合用袋の側面を説明するための図である。
【図3】隔壁のシール形状を説明するための図である。
【図4】内容物を充填した状態の図である。
【図5】連通路の形成を説明するための図である。
【符号の説明】
【0030】
1 混合用袋
2 袋本体
3 収容室
4 隔壁
41 弱シール部
42 強シール部
43 山折り稜線
44 山折り部側端縁
5 前面材
6 後面材
7 周縁
9 連通路
91 連通路の開口
【技術分野】
【0001】
この発明は、接着剤、シーリング剤、セメント、アンカー剤、薬品、食品、調味料などを収容する混合用袋に関する。
更に詳しくは、内容物を長期安定的に保存するため、仕切り部によって複数に区画された収容室に内容物が封入された袋に外部から圧力を加えることにより仕切り部を連通させることにより内容物を混合する混合用袋に関する。
【背景技術】
【0002】
例えば、可撓性プラスチックフィルムを使用するこの種の袋としては、2枚の可撓性プラスチックフィルムの周縁をヒートシールして袋状としたものに、その内部を複数の収容室に区画しするために仕切り部を形成したものが提案されている。その仕切り部は周縁よりも弱い剥離強度となるようにヒートシールされており、使用する直前に、袋に外部から圧力を加えることにより剥離強度の弱い仕切り部が引き剥がされ、収容室が連通することにより複数の内容物を混合することができるというものである(下記特許文献1参照)。
しかしながら、2枚の可撓性プラスチックフィルムのみから構成された袋は形状がほぼ平面状であるため、袋に膨らみを持たすことができない。したがって、少量の内容物には適しているが、比較的容量を必要とする内容物を収容するには、袋の幅や長さを大きくしなくてはならず、適さないという問題があった。
【0003】
また、この種の別の袋としては、可撓性プラスチックフィルムの内部に複数の収容室を区画するために隔壁を設けられ、外部から袋に圧力を加えることにより隔壁に設けられた薄肉部から開封されて内容物を混合する袋が提案されている(下記特許文献2参照)。
袋に隔壁を持たせることにより立体性を持たせることができるため、容量の多い内容物にも適している。収容室を連通させた後には、一方の収容室内において、他方の収容室から仕切り部の連通路を通って内容物を送り込み、複数の内容物を均一に分散、混合する必要がある。例えば、接着剤やセメントなどの場合には、完全に均一に分散、混合させる必要があるため、手で袋を繰り返し揉み解すことが重要な作業の一つである。
その際に、連通路が大き過ぎると、内容物が一方の収容室から連通路を越えて他方の収容室に逆流してしまい、その結果、隔壁が邪魔となって内容物を均一に分散、混合できないという問題があった。さらに、混合した内容物を吐出させる際に、隔壁と可撓性プラスチックフィルムの隙間に混合した内容物が残留するという問題があった。
【特許文献1】特開04−57766号公報
【特許文献2】特開04−102562号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
この発明は上記の問題点を解消するためになされたものであり、比較的大容量の内容物にも適し、収容室を連通する連通路の大きさを制御することを可能とし、内容物を混合する際に、一方の収容室から他方の収容室への内容物の逆流を防止し、容易に内容物を均一に分散、混合することかでき、さらに、吐出させる際には、内容物の残量を軽減させることができる混合用袋を提供することを目的とする。
【課題を解決するための手段】
【0005】
第1の課題解決手段による混合用袋は、可撓性材料からなる少なくとも前面材と後面材の周縁をヒートシールすることにより形成される袋本体の内部に、前記前面材と前記後面材の内面に山折りした可撓性材料からなるマチを形成する隔壁をヒートシールし、前記袋本体の内部を複数の収容室に区画する混合用袋であって、前記隔壁と前記前面材間及び前記隔壁と前記後面材間の少なくともどちらかに、外部から圧力を加えると剥離することにより前記収容室を連通させる連通路を形成させる弱シール部を備えていることを特徴とする。
【0006】
第2の課題解決手段による混合用袋は、第1の課題解決手段において、前記袋本体の幅方向の長さWに対する、前記隔壁のマチ幅の長さLの比であるL/Wの値が0.2〜0.5であることを特徴とする。
【0007】
第3の課題解決手段による混合用袋は、第1または第2の課題解決手段において、隔壁のシール部の山折り部側端縁が前記袋本体の幅方向中央に弱シール部と、幅方向外側の強シール部とからなることを特徴とする。
【0008】
第4の課題解決手段による混合用袋は、第1から第3の課題解決手段において、隔壁が舟底形を形成するようにヒートシールされていることを特徴とする。
【発明の効果】
【0009】
第1の課題解決手段の混合用袋によれば、マチを形成する隔壁を設けて立体的な袋形状にすることにより大容量の内容物を収納しても比較的コンパクトにすることができる。さらに、弱シール部を設けることにより確実に収容室を連通することが可能である混合用袋を提供できるという効果がある。
【0010】
第2の課題解決手段の混合用袋によれば、袋本体の幅方向の長さWに対する、隔壁のマチ幅の長さLの比であるL/Wの値を0.2〜0.5とすることで、内容物の性状、特徴に合わせた適正な連通路を形成することができる。適当な外部からの圧力で収容室を連通することができ、誤って混合用袋を落下させたときでも、収容室が連通することを防止できる。さらに、収納室を連通させ、複数の内容物を均一に攪拌、分散、混合する際に、隔壁により連通路が封止されるため、一方の収納室から他方の収納室へ内容物が逆流することを防止することができる。さらに、内容物の残量の軽減を可能とする混合用袋を提供できるという効果がある。
【0011】
第3の課題解決手段の混合用袋によれば、弱シール部に接するように幅方向両側に強シール部を設けたことにより、連通路の大きさと形状を制御できるため、収納室を連通させ、内容物を均一に攪拌、分散、混合する際に、連通路の拡張を防止することができ、内容物の性状、特徴に合わせた混合用袋を提供できるという効果がある。
【0012】
第4の課題解決手段の混合用袋によれば、マチを舟底形とすることで、隔壁が十分に広がるため、外観も優れ、コンパクトな混合用袋を提供することができる。また、圧力を加える収納室に対して、隔壁を舟底形にシールすることにより、収容室を連通する際に、隔壁の幅方向の中央部に圧力を集中させることが可能な混合用袋を提供できるという効果がある。
【発明を実施するための最良の形態】
【0013】
次に、本発明の実施形態を、図を参照しながら説明するが、本発明は実施例のみに限定されるものではない。
なお、ここで、「上下」「左右」は図1、図5のそれらをいい、また、図1に向かって手前側を「前」、同奥側を「後」というものとする。
袋本体2の幅方向の長さWとは、左右両側シール部の端縁内側間の長さをいうものとする。また、マチ幅の長さLとは、混合用袋1の幅方向中央における隔壁4の山折り稜線43から弱シール部41の山折り側端縁44間の長さをいうものとする。
【0014】
図1は本発明による混合用袋1の実施形態を示す正面図である。図2は側面を説明するための図である。
【0015】
混合用袋1は少なくとも可撓性材料からなる袋本体2と、袋本体2を複数の収容室3に区画する隔壁4を具備している。袋本体2は、ポリエチレン(PE)等の熱可塑性樹脂層を両面または片面に有する2枚の積層フィルムの前面材5と後面材6からなり、周縁7をヒートシールすることに袋状に形成される。さらに、混合用袋1の底部にマチを設けて、自立性を持たせることも可能である。
袋本体2は、例えば、外側から数μmから20μmのPETフィルム、数μmから20μmのナイロンフィルム、および数10μmから200μmのPEからなる積層フィルムである。さらにPETフィルム若しくはナイロンフィルムに、アルミナ蒸着層若しくはシリカ蒸着層を備えてもよい。積層フィルムのフィルム構成や厚みは特に限定されるものではなく、内容物の性状に合わせて、酸素バリア性や水蒸気バリア性を持たせた設計が適宜可能である。
【0016】
隔壁4は一枚の可撓性材料からなる積層フィルムで構成されている。例えば、外側から数10μmから100μmのPE、数μmから20μmのナイロンフィルム、および数10μmから100μmのPEからなる積層フィルムである。ナイロンフィルムに、アルミナ蒸着層若しくはシリカ蒸着層を備えてもよい。さらに、防湿性を向上させるためにアルミニウム箔を使用してもよい。
隔壁4は山折りされた状態で、前面材5と後面材6の内部に挿入され、前面材5と後面材6の内面とそれぞれヒートシールされる。隔壁4は外部から圧力を加える収容室3側に山折りに固定されている。
収容室3は、第一収容室31、第二収容室32、さらにそれ以上に区画することもでき、それぞれ、液状体、粒状体、粉状体、固体などが収容される。内容物は特に限定されるものではない。
【0017】
隔壁4と前面材5の内面及び隔壁4と後面材6の内面との間の、少なくともどちらかに弱シール部41を形成している。弱シール部41は、袋本体2の周縁7や他の隔壁4のシール部よりも剥離強度が弱いシール部分のことをいう。弱シール部41は隔壁4と前面材5及び隔壁4と後面材6の間にイージーピールフィルム8を挟んで、ヒートシールすることにより形成できる。
イージーピールフィルム8の形状、大きさは特に限定されるものではないが、袋本体2の幅方向、両側端まで直線状に挿入すれば、袋の製造が容易となり、製造コストを低減できる。
また、イージーピールフィルム8は隔壁4の下部より少しだけ下方にはみ出した状態で挿入されるのが好ましい。弱シール部41の剥離強度は5〜15N程度であり、強シール部42の剥離強度は70〜90N程度である。
【0018】
図3は隔壁4のシール形状について説明するための図である。
隔壁4のシール形状は図3(a)に示した直線の帯状の弱シール部41のみから形成することができる。また、図3(b)〜(d)に示したような、隔壁4のシール部の山折り部側の端縁44において、袋本体2の幅方向中央に弱シール部41を設け、弱シール部41の左右両側に隣接するように強シール部42を設けることもできる。強シール部42の形状は特に限定されるものではなく、袋本体2に外部から圧力を加えた場合、圧力が弱シール部41に集中し、かつ、弱シール部41に形成される連通路9の拡張を防止することができる形状であればよい。
図3(b)に示すような隔壁4のシール形状を円弧形状とし、収容室3に内容物を充填した際に、隔壁4が舟底形の形状となるようにヒートシールするのが好ましい。美的な外観を有し、かつ、大容量の内容物を収納しても比較的コンパクトにすることができるからである。
【0019】
つぎに、連通路9の形成について、図4、図5を用いて説明する。図4は隔壁4のシール形状を円弧形状とし、隔壁4が舟底形である袋本体2に内容物を充填した状態の図である。図5は連通路9の形成を説明するための図である。
収容室3に外部から圧力を加えると、隔壁4のシール部の山折リ部側端縁の最下点付近xに応力が集中するため、最下点付近から剥離し始める。そして、強シール部42と弱シール部41の境界の隔壁4のシール部の山折り部側の端縁y1、y2から接線方向に剥離する。2本の接線y11、y21によってV字状に連通路9が形成される。連通路9の開口91とは、連通路9の最狭部をいい、V字状の連通路9では、隔壁4のシール部の最下部をいうものとする。
【0020】
マチ幅の長さLを袋本体2の幅方向の長さWに対して、変更することによって、連通させるために必要な応力や連通路9の開口91の幅Zを調整することができる。
【0021】
また、図1に示すように、袋本体2の各収容室3と外部を連通するように充填口及び吐出口を設けることができる。充填具材10及び吐出具材11を前面材5と後面材6との間に挿入し、周縁7をヒートシールすることに形成することができる。充填具材10としては特許第3432227号公報に記載されている構造のものが好ましい。再封止可能な連結部材であるため、空気の介入を抑制でき、内容物を充填した際に、隔壁4を十分に広げることができるからである。
【0022】
吐出具材11の上部にはシール部が設けられており、袋本体2のフィルムと固定されている。袋本体2の周縁7下部は内容物を吐出しやすいように吐出具に向かって次第に細くなる傾斜を設けることができる。
【実施例】
【0023】
次に本発明の効果を明らかにするために実施例を説明する。
[実施例1]
上記実施形態の混合用袋を使用した場合における、隔壁のシール形状における混合用袋の連通直後の連通路の開口の幅と混合・吐出後の連通路の開口の幅の変化と、排出後の内容物の残量を測定した。
【0024】
袋本体の高さ280mm、袋本体の幅の長さWを110mm、マチ幅の長さLを40mmとし、隔壁のシール形状を(A)直線形状としたものと、(B)円弧形状としたものを用いて測定した。
第一収容室には水150cm3、第二収容室には粉体のセメントモルタル550cm3を収容し、左右両側面の周縁を中心に向かって手で掴んで押えることにより、第一収容室と第二収容室を連通させた。第一収容室の水を第二収容室に送り込んで、手で揉むことにより、水とセメントを攪拌、分散、混合を行った。その後、内容物を第二収容室から全量吐出させた。表1には吐出後の内容物の残量と残量率を示した。表2には連通直後と、内容物を混合・吐出した後の連通路の開口の幅の長さを示した。連通路の開口の長さは隔壁のシール部の最下部を測定した。
【表1】
【表2】
【0025】
表1、表2から明らかなように、隔壁のシール形状を直線形状とした場合、連通直後の連通路の開口の幅が大さかった。混合、吐出によりさらに拡張した。隔壁のシール形状を円弧形状とした場合、強シール部によって制御されるため、連通直後の連通路の開口の幅は小さかった。また、混合、吐出により連通路の開口の拡張が抑制された。隔壁のシール形状を直線形状とした場合、内容物が連通路の開口から連通路を通って、他方の収容室に逆流してしまうため、隔壁に内容物が付着し、残量が多くなった。しかし、混合が容易で、内容物の残量が少ないと考えられる液体と液体の混合には直線形状も使用できる。円弧形状は、内容物の逆流が少ないため、内容物の残量を少なくすることができた。
【0026】
[実施例2]
また、上記実施形態の混合用袋における、一定の袋本体の幅方向の長さWに対して、隔壁のマチ幅の長さLを変更した場合の連通直後の連通路の開口の幅、混合・吐出後の連通路の開口の幅と、連通に必要な荷重を測定した。
袋本体の幅方向の長さWを110mmとし、袋本体の高さ280mmとした。第一収容室には水150cm3、第二収容室には水溶性接着剤550cm3を収容し、左右両側面周縁を中心に向かって手で掴んで押えることにより、第一収容室と第二収容室を連通させた。第一収容室の水を第二収容室に送り込んで、手で揉むことにより、攪拌、分散、混合を行った。その後、内容物を第二収容室から全量吐出させた。連通に必要な荷重はオートグラフにより測定した。
【0027】
【表3】
【0028】
表3から明らかなように、L/Wの値を漸次大きくすると、すなわちマチ幅Lを大きくすると、連通路の開口の大きさが小さくなり、また、連通させるために必要な荷重は大きくなった。
特にL/Wの値が0.2〜0.5が好ましい。L/Wの値が0.2より小さいときは、容易に連通してしまうため、輸送時や製品を誤って落下させた際に、連通してしまうことがある。また、連通口が大きいため、攪拌、混合、分散の際に内容物の逆流が大きく、隔壁に内容物が付着し、内容物の残量が大きくなった。
L/Wの値が0.5より大きいときは、連通させるのに過剰な荷重が必要となり、女性などは連通させることが困難であった。また、連通路が小さいため、混合が困難であった。
【図面の簡単な説明】
【0029】
【図1】本発明による混合用袋の実施形態を示す正面図である。
【図2】混合用袋の側面を説明するための図である。
【図3】隔壁のシール形状を説明するための図である。
【図4】内容物を充填した状態の図である。
【図5】連通路の形成を説明するための図である。
【符号の説明】
【0030】
1 混合用袋
2 袋本体
3 収容室
4 隔壁
41 弱シール部
42 強シール部
43 山折り稜線
44 山折り部側端縁
5 前面材
6 後面材
7 周縁
9 連通路
91 連通路の開口
【特許請求の範囲】
【請求項1】
可撓性材料からなる少なくとも前面材と後面材の周縁をヒートシールすることにより形成される袋本体の内部に、前記前面材と前記後面材の内面に山折りした可撓性材料からなるマチを形成する隔壁をヒートシールし、前記袋本体の内部を複数の収容室に区画する混合用袋であって、
前記隔壁と前記前面材間及び前記隔壁と前記後面材間の少なくともどちらかに、外部から圧力を加えると剥離することにより前記収容室を連通させる連通路を形成させる弱シール部を備えていることを特徴とする混合用袋。
【請求項2】
前記袋本体の幅方向の長さWに対する、前記隔壁のマチ幅の長さLの比であるL/Wの値が0.2〜0.5であることを特徴とする請求項1記載の混合用袋。
【請求項3】
隔壁のシール部の山折り部側端縁が前記袋本体の幅方向中央に弱シール部と、幅方向外側の強シール部とからなることを特徴とする請求項1または請求項2記載の混合用袋。
【請求項4】
隔壁が舟底形を形成するようにヒートシールされていることを特徴とする請求項1から請求項3のいずれかに記載の混合用袋。
【請求項1】
可撓性材料からなる少なくとも前面材と後面材の周縁をヒートシールすることにより形成される袋本体の内部に、前記前面材と前記後面材の内面に山折りした可撓性材料からなるマチを形成する隔壁をヒートシールし、前記袋本体の内部を複数の収容室に区画する混合用袋であって、
前記隔壁と前記前面材間及び前記隔壁と前記後面材間の少なくともどちらかに、外部から圧力を加えると剥離することにより前記収容室を連通させる連通路を形成させる弱シール部を備えていることを特徴とする混合用袋。
【請求項2】
前記袋本体の幅方向の長さWに対する、前記隔壁のマチ幅の長さLの比であるL/Wの値が0.2〜0.5であることを特徴とする請求項1記載の混合用袋。
【請求項3】
隔壁のシール部の山折り部側端縁が前記袋本体の幅方向中央に弱シール部と、幅方向外側の強シール部とからなることを特徴とする請求項1または請求項2記載の混合用袋。
【請求項4】
隔壁が舟底形を形成するようにヒートシールされていることを特徴とする請求項1から請求項3のいずれかに記載の混合用袋。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−111398(P2010−111398A)
【公開日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願番号】特願2008−282986(P2008−282986)
【出願日】平成20年11月4日(2008.11.4)
【出願人】(000145987)株式会社昭和丸筒 (28)
【Fターム(参考)】
【公開日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願日】平成20年11月4日(2008.11.4)
【出願人】(000145987)株式会社昭和丸筒 (28)
【Fターム(参考)】
[ Back to top ]