
混合系の非溶融加工性フッ素樹脂
【目的】相当量の加熱済の非溶融加工性フッ素樹脂(代表的には、フッ素樹脂廃材)と未加熱(いわゆる、重合上がり)の非溶融加工性フッ素樹脂との混合系が未加熱の非溶融加工性フッ素樹脂と同等・近似の特性を備えるようにされて、フッ素樹脂廃材の工業的規模によるリサイクル・再原料化が可能にされる。
【構成】加熱済の非溶融加工性フッ素樹脂が未加熱の非溶融加工性フッ素樹脂(代表的には、ポリテトラフルオロエチレン樹脂)の微細体よりも最大直線長さが大きい形状の微細体若しくはそれらの形状を含む微細体にされて、それらを含む未加熱の非溶融加工性フッ素樹脂との混合系が未加熱の非溶融加工性フッ素樹脂の65%以上の引張り強度にされて、混合系が未加熱の非溶融加工性フッ素樹脂と同等・近似の特性にされる。
【構成】加熱済の非溶融加工性フッ素樹脂が未加熱の非溶融加工性フッ素樹脂(代表的には、ポリテトラフルオロエチレン樹脂)の微細体よりも最大直線長さが大きい形状の微細体若しくはそれらの形状を含む微細体にされて、それらを含む未加熱の非溶融加工性フッ素樹脂との混合系が未加熱の非溶融加工性フッ素樹脂の65%以上の引張り強度にされて、混合系が未加熱の非溶融加工性フッ素樹脂と同等・近似の特性にされる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、機械加工の過程で多量に発生する切削屑・端屑等の廃材の加熱済の非溶融加工性フッ素樹脂をリサイクル・混合して、未加熱(いわゆる、重合上がり)の非溶融加工性フッ素樹脂と同等・近似の機械的特性・熱的特性を成形品に与える混合系の非溶融加工性フッ素樹脂に関する。
本発明は、具体的には、機械加工の過程で多量に発生する切削屑・端屑等の廃材を工業的規模で再原料化することを可能にする混合系の非溶融加工性フッ素樹脂に関する。
【背景技術】
【0002】
熱溶融流動性による成形が可能な熱可塑性樹脂(例えば、ポリエチレン樹脂、ポリプロピレン樹脂及びポリエチレンテレフタレート樹脂等の汎用性の熱可塑性樹脂)は、いずれもが、成形品をペレット化して融点以上の加熱によって熱溶融流動性を利用する成形(例えば、押出成形、射出成形等)が可能であるところから、成形品のリサイクル・再原料化が工業的にも行われていて、リサイクルに関連する多くの提案が行われている(例えば、特許文献1〜5を参照)。
【0003】
【特許文献1】特許3220141号
【特許文献2】特許3158520号
【特許文献3】特許3110207号
【特許文献4】特許2707900号
【特許文献5】特許2643643号
【0004】
一方、超高分子量(例えば、分子量1000万以上)で結晶化度が高く融点以上で熱溶融流動性を有しない高溶融粘度(例えば、108Pa・s以上)のポリテトラフルオロエチレン樹脂(以下において、PTFE樹脂ということがある)は、300℃以上の融点の熱的特性、汎用性熱可塑性樹脂にない高機械的特性、酸、アルカリ及び有機溶剤に殆ど侵されない高耐薬品性、0.45MPa負荷での熱変形温度120℃の高耐熱性、>1018の体積抵抗率(Ω・cm(50%RH,23℃))を有する高電気絶縁性及び低摩擦性等を備えるので、IT産業その他のハイテク産業に用いる機器類、化学工業及薬品工業で用いる装置類・機器類等に不可欠な材料になっている。
【0005】
PTFE樹脂による成形加工は、PTFE樹脂の粉末(いわゆる、モールディンパウダー)から予備的に加工用素材を形成して、それを切削加工等の機械加工により成形品にする方法で行われていて、工業的には、フリーシンター法、フリーベーキング法、ホットコイニング法、ホットモールディング法及びアイソスタティックモールディング法等の成形加工法が用いられる(詳細は後述する)。
ただし、PTFE樹脂の成形加工では、機械加工の過程で切削屑・端屑等の廃材PTFE樹脂が多量に発生し、しかも、その廃材PTFE樹脂の処理については、下記(i)〜(vi)等の問題点が存在していた。
(i)廃材PTFE樹脂を粉末化して成形用原料として再使用すると成形品の機械的物性が約30%程度に不可逆的に低下して品質の点から成形加工の原料にはなり得ず、しかも、加熱済PTFE樹脂を未加熱のPTFE樹脂の機械的物性若しくはそれに近似の物性に戻す方法が存在しないとの問題点が存在していた。
(ii)廃材PTFE樹脂は、上記(i)等の理由から、成形用原料に使用できないとの問題点が存在していた。
(iii)廃材PTFE樹脂は、殆どが廃棄処分に付されていて、重合上がりのPTFE樹脂の約30%以上が廃材として廃棄処分されているとの問題点が存在していた。
(iv)廃材PTFE樹脂は、焼却すると有害なフッ素ガスが発生するところから殆どが埋め立てにより廃棄処分せざるを得ないとの問題点が存在していた。
(v)廃材PTFE樹脂を粉砕して低分子量化する電子線照射処理により固体潤滑剤にするリサイクル法は、電子線照射処理のための費用により固体潤滑剤のコストが上昇し、しかも、廃材PTFE樹脂の発生量に比較して固体潤滑剤の使用量が著しく少ないので、大量に発生する廃材PTFE樹脂の処理を解決するリサイクル法になり得ないとの問題点が存在していた。
(vi)廃材PTFE樹脂を化学的に分解・還元してテトラフルオロエチレン単量体(すなわち、PTFE樹脂重合用の単量体)にする方法は、PTFE樹脂重合用の高耐食性材質の大規模装置の建設が必要になるので、大量に発生する廃材PTFE樹脂の処理を解決するリサイクル法になり得ないとの問題点が存在していた。
なお、フッ素樹脂には、共重合化等による分子量及び分子構造等の調整によって一般的な熱溶融流動性を利用する成形(射出成形、押出成形等)が可能にされて、リサイクル可能なものもある。しかし、それらの共重合化フッ素樹脂は、超高分子量のPTFE樹脂とは異なる用途に使用される。
【発明の開示】
【発明が解決しようとする課題】
【0006】
従来にあっては、大量に発生する廃材PTFE樹脂をリサイクル・再原料化するという発想自体が存在せず、リサイクル・再原料化についての検討及び提案も殆ど行われていなかった。
かかる状況下において、加熱済(廃材PTFE樹脂等)及び未加熱の非溶融加工性フッ素樹脂(以下において、非溶融フッ素樹脂と略称することがある)の混合物に関する特性が、本発明者により数多くの実験を通じて詳細に検討されて、それらの特性に関する新たな自然科学上の事実が見出されて本発明が創案された。
(a)本発明は、加熱済の非溶融フッ素樹脂を含有して、未加熱の非溶融フッ素樹脂と同等・近似の特性(代表的には、種々の機械的特性及び熱的特性等の特性)を成形品に与える混合系の非溶融加工性フッ素樹脂を提供すること、を目的とする。
(b)本発明は、非溶融フッ素樹脂用のいずれの成形加工法によって加工し得る混合系の非溶融加工性フッ素樹脂を提供すること、をも目的とする。
(c)本発明は、加熱済の非溶融フッ素樹脂の工業的規模でのリサイクル・再原料化を可能にする混合系の非溶融加工性フッ素樹脂を提供すること、をも目的とする。
(d)加熱済の非溶融フッ素樹脂の工業的規模のリサイクル・再原料化に際して新たな設備投資を必要としない混合系の非溶融加工性フッ素樹脂を提供すること、をも目的とする。
(e)本発明は、成形加工による成形品の品質の制御を正解に行い得る混合系の非溶融加工性フッ素樹脂を提供すること、をも目的とする。
【課題を解決するための手段】
【0007】
本発明による混合系の非溶融フッ素樹脂は、加熱済の非溶融フッ素樹脂が、未加熱の非溶融フッ素樹脂に含まれる混合系の非溶融フッ素樹脂であって、
(1)加熱済の非溶融フッ素樹脂が、未加熱の非溶融フッ素樹脂の微細体よりも最大直線長さが大きい形状の微細体若しくはそれらの形状を含む微細体であって、
(2)混合系の非溶融フッ素樹脂が、未加熱非溶融フッ素樹脂の65%以上の引張り強度にされていること、を特徴とする混合系の非溶融フッ素樹脂。
【発明の効果】
【0008】
本発明によれば、下記(a)〜(e)に代表される種々の効果が得られる。
(a)加熱済の非溶融フッ素樹脂(例えば、廃材等)の相当量を含む状態で、未加熱の非溶融フッ素樹脂と同等・近似の物理的特性(例えば、密度)及び機械的特性(伸び、圧縮強さ、衝撃強さ、硬さ、弾性率等)等を成形品に与えることができる。
(b)加熱済の非溶融フッ素樹脂(例えば、廃材等)の工業的規模によるリサイクル・再原料化が可能になる。
(c)工業的規模のリサイクル・再原料化を行うに際しての新たな設備投資を必要としない。
(d)非溶融フッ素樹脂用の成形加工法であれば、成形加工法において制約を受けない。
(e)原料樹脂の制御(例えば、混合系の引張り強度、微細体の最大直線長さ等の制御)により成形品の品質を制御することが可能になる。
【発明を実施するための最良の形態】
【0009】
加熱済及び未加熱の非溶融フッ素樹脂の混合物に関して本発明で見出された自然科学上の新たな事実は、下記(イ)〜(ハ)等で、本発明の基礎にされている。なお、本発明の「混合系の非溶融加工性フッ素樹脂」を以下において、「混合系」と略称することがある。
(イ)加熱済の非溶融フッ素樹脂と未加熱の非溶融フッ素樹脂の混合物は、条件によって、加成性及び非加成性の特性(特に、機械的特性、物理的特性)を示すという事実である(図6を参照)。
(ロ)その混合物が非加成性領域で示す特性を、未加熱の非溶融フッ素樹脂の特性(機械的特性、物理的特性、熱的特性等)と同等・近似にすることが可能であるという事実である(図6を参照)。
(ハ)その混合物が示す未加熱の非溶融フッ素樹脂と同等・近似の特性は、加熱済及び未加熱の非溶融フッ素樹脂の微細体の形状の相対的関係により生ずる場合があるという事実である。
【0010】
〈本発明の概要〉:
本発明の混合系は、未加熱の非溶融フッ素樹脂の微細体よりも最大直線長さが大きい形状にして、しかも、混合系を未加熱の非溶融フッ素樹脂の65%以上の引張り強度にして、それによって、混合系に非加成性の特性を生じさせて、機械的特性(引張り強度を除く)、物理的特性及び熱的特性等を未加熱の非溶融フッ素樹脂と同等・近似にする等の様々な本発明の効果を享受可能にされている(後記実施例2の実験結果を参照)。
加熱済の非溶融フッ素樹脂の微細体の変形化及び含有量は、混合系を未加熱の非溶融フッ素樹脂の65%以上の引張り強度を与えることを基準にすると、それらの設定が容易である。
また、混合系が未加熱の非溶融フッ素樹脂の65%以上の引張り強度であると、混合系が非加成性領域の特性を示す傾向が明らかになる。混合系はその引張り強度を未加熱の非溶融フッ素樹脂の約98%程度にも設定することが可能である。
本発明の混合系は、非溶融フッ素樹脂の複合材に配合される充填剤(例えば、カーボン、グラファイト、二硫化モリブデン、ブロンズ粉若しくはガラス繊維等)を含むことが可能で、この場合には、加熱済の非溶融フッ素樹脂の微細体と、未加熱の非溶融フッ素樹脂の微細体及び充填剤との混合物と混合することにより、本発明の効果を増大させることが可能である。充填剤は、非溶融フッ素樹脂での成形加工での充填剤混合許容量が配合されても本発明の効果が維持される。
【0011】
〈非溶融フッ素樹脂〉:
本発明の「非溶融フッ素樹脂」は、融点以上に加熱されても、溶融流動性を示さず、溶融流動性によらない成形加工法に使用されるフッ素樹脂で、代表的には、PTFE樹脂ではあるが、それ以外でも、溶融流動性によらない成形加工法によるフッ素樹脂は、本発明の対象とすることが可能である。代表的には、例えば、PTFE樹脂及びCnF2n+1C=CF2(n=1〜12)、CnF2n+1O〔CF(CF3)CF2O〕mCF=CF2(n=1〜5、m=0〜10)、ClCF=CF2等の共単量体とのPTFE共重合樹脂が挙げられる。共単量体は、一般的には、少量(例えば、2%未満)であっても、成形性及び成形品の耐クリープ性を向上させて、透明性を向上させて、しかも、本発明の効果が享受される。
本発明の「未加熱の非溶融フッ素樹脂」としては、例えば、市販の重合上がり(いわゆる、バージン)の成形用の非溶融フッ素樹脂粉末を用いることが可能である。本発明の「混合系の65%以上の引張り強度」の基準となる未加熱の非溶融フッ素樹脂の引張り強度は、一般的には、本発明の実施例1の実験例2と同条件で測定する測定値及び同様の測定条件で測定される測定値が基準になる。
【0012】
本発明の「加熱済の非溶融フッ素樹脂」は、成形加工法において、融点付近若しくは融点以上(融点以上が一般的)に加熱される工程を含む成形品加工法から排出される切削屑・端屑の廃材等のフッ素樹脂である。
なお、成形加工法によっては、機械加工用素材の形成工程での加熱を「焼成」と称される場合もあるが、本発明の「加熱済」には、「焼成済」も含まれる。
本発明では、加熱済の非溶融フッ素樹脂の微細体が、変形化処理されて未加熱の非溶融フッ素樹脂の微細体よりも最大直線長さ(特に、最大直線長さ及びアスペクト比)が大きい形状に変形化されている。なお、最大直線長さが大きい形状の微細体の加熱済の非溶融フッ素樹脂が混合されて、混合系が未加熱の非溶融フッ素樹脂の同等・近似の特性(機械的特性、物理的特性等)を維持することは、本発明で見出された事実である。
なお、最大直線長さが大きい形状の微細体の加熱済の非溶融フッ素樹脂が部分的に含まれる場合であっても、本発明の効果が享受可能になることがある。本発明の「それらの形状を含む微細体」は、そのことを意味している。
なお、以下において、「未加熱の非溶融フッ素樹脂」を理解を容易にするために便宜上「重合上がりの非溶融フッ素樹脂」ということがある。但し、現存の重合法での重合上がりの非溶融フッ素樹脂に限定するものではない。
【0013】
〈加熱済の非溶融フッ素樹脂の変形化〉:
加熱済の非溶融フッ素樹脂(例えば、フッ素樹脂廃材等)は、粉砕等により微細化されて、変形化処理により重合上がりの非溶融フッ素樹脂の微細体よりも最大直線長さが大きい形状にされる。ただし、フッ素樹脂廃材の粉砕化の過程で、未加熱の非溶融フッ素樹脂の微細体よりも最大直線長さが大きい形状になる場合には、変形化処理の工程が不要である。
重合上がりの成形用非溶融フッ素樹脂粉末が、例えば、平均粒子径がおおよそ20〜100ミクロンメータで、最大粒子径がおおよそ110〜200ミクロンメータ程度ある場合には、フッ素樹脂廃材を機械的粉砕等により平均粒子径が約20〜100ミクロンメータ(好ましくは、20〜70ミクロンメータ)、最大粒子径が約110〜380ミクロンメータの粒子状に粉砕する。ただし、非溶融フッ素樹脂は、ガラス移転温度が低いので(PTFE樹脂のガラス移転温度は−100℃)、冷凍粉砕すると所望の微細粒子に粉砕容易である。
なお、平均粒子径が約20ミクロンメータ未満では粉砕の収率が低下して工業的実施が困難になり、平均粒子径が100ミクロンメータを超えると
変形化の制御に困難を伴うようになる。また、粉砕時の粒度分布は、できるだけシャープな形状であるのが本発明の効果を享受するのに適している。
次に、粉砕したフッ素樹脂廃材の粒子状物をせん断力により変形化して重合上がり非溶融フッ素樹脂の粒子状物よりも最大直線長さが大きい形状にする。フッ素樹脂廃材の粒子状物の変形化は、少なくとも、最大直線長さが重合上がり非溶融フッ素樹脂の粒子状物よりも大きい形状であることが必要であって、例えば、最大直線長さが、非溶融フッ素樹脂の粒子状物よりも、1.2〜10.0倍であれば、本発明の効果の享受に適している。
また、フッ素樹脂廃材の粒子状物の変形化は、アスペクト比(変形化したフッ素樹脂廃材の粒子状物)/アスペクト比(重合上がり非溶融フッ素樹脂の粒子状物)の比率は、約1.7倍〜4.2倍の場合に本発明の効果が最大に享受されて(後記の実施例2を参照)、おおよそ1.1倍〜12倍程度で本発明の効果を享受することができる。
加熱済の非溶融フッ素樹脂の最大直線長さ及びアスペクト比の組み合わせを、混合系について本発明の効果を最大に享受可能に設定することが可能である。
なお、アスペクト比は、フッ素樹脂を含むプラスチック業界でも通用性が高い技術用語であって、プラスチック粒子の長い部分/短い部分の長さの比であって、必ずしも、縦・横の長さの比率ではない。
なお、重合上がりの非溶融フッ素樹脂が、工業的に異なる粒子径を使用する場合には、加熱済の非溶融フッ素樹脂も平均粒子径及び最大粒子径に対応する粒子径に粉砕して、その粉砕物を重合上がり非溶融フッ素樹脂の粒子径と略同様の粒子に粉砕してせん断力により変形化するのが適している。
【0014】
変形化に際してのせん断力負荷手段は、加熱済の非溶融フッ素樹脂の粒子を最大直線長さが重合上がり非溶融フッ素樹脂の微細体よりも大きい形状への変形が可能であれば、装置及び条件において任意である。
例えば、混練押出機によりスクリュー混練部で機械的せん断力が負荷される条件で混練して、粒子を引き伸ばして変形化すると、粒子の立体性が減少する変形により最大直線長さが大きい形状になる。
【0015】
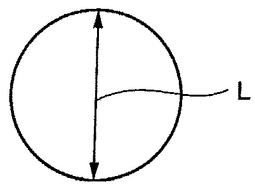
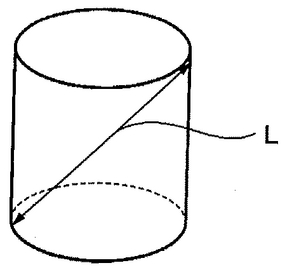
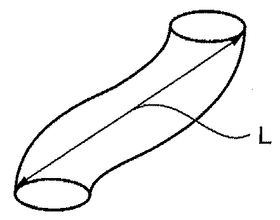
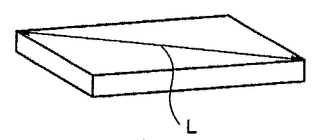
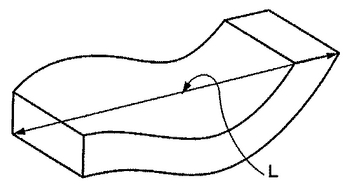
図1〜図5は、各種形状とその最大直線長さLの関係を示す説明図である。図1は、球体でその最大直線長さLは直径である。しかし、図1の球体をせん断力の負荷により変形化して図5の形状にすると、最大直線長さLは相当に大きくなる。本発明では、加熱済の非溶融フッ素樹脂の微細体が、その最大直線長さLにおいて、重合上がり非溶融フッ素樹脂粒子よりも大きい場合に本発明の効果をもたらす非加成性が生じることが見出されている。なお、本発明の「微細体の最大直線長さ」は、微細体外形の一端から他端を結ぶ直線長さが最大になる直線長さである。
【0016】
本発明の効果をもたらす非加成性については、本発明者によって理論的根拠を予測する幾つかの案が提案されている。その一つは、本発明者による走査型電子顕微鏡による観察では、重合上がり非溶融フッ素樹脂粒子がせん断力を受けると粒子表面が繊維上に毛羽たちし易くなって(すなわち、フイブリル化しやくなって)、常温での強い圧縮でも粒子同士の密着状態により成形品の機械的特性向上に寄与することが確認できるところから、粒子同士の密着状態と他の要素との複合化を発展させた推論である。
【0017】
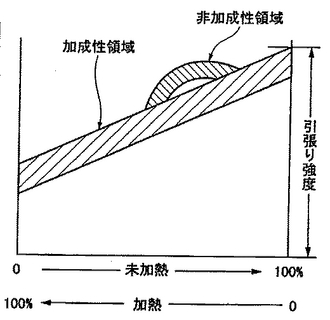
図6は、本発明の混合系と本発明の効果をもたらす非加成性との関係を示す線図である。
図6において、横線の未加熱は未加熱の非溶融フッ素樹脂の量を表していて、横線の加熱は加熱済の非溶融フッ素樹脂の量を表している。図面右端が未加熱の非溶融フッ素樹脂が100%の場合を示して、図面左端が加熱済の非溶融フッ素樹脂が100%の場合を示している。そして、通常の両者の間に相互作用が働かない場合には、加成性領域で引っ張り強度が変化する。しかし、本発明で見出されて非加成性領域で引っ張り強度を変化させると、加熱済の非溶融フッ素樹脂が含まれていても、引っ張り強度が未加熱の非溶融フッ素樹脂と同等・近似になり(後記実施例2の実験結果を参照)、引っ張り強度以外の機械的特性及び熱的特性も未加熱の非溶融フッ素樹脂の特性と同等・近似になる。
【0018】
〈混合系の調整〉:
混合系は、重合上がりの非溶融フッ素樹脂の65%以上の引張り強度なるように加熱済の非溶融フッ素樹脂の微細体の混合量と最大直線長さが調整される。
また、混合系は、加熱済の非溶融フッ素樹脂の微細体の混合量と最大直線長さとアスペクト比とを重合上がりの非溶融フッ素樹脂の65%以上の引張り強度になるように調整してもよく、重合上がりの非溶融フッ素樹脂の引張り強度と、加熱済の非溶融フッ素樹脂の微細体の最大直線長さとを本発明の混合系の条件に合致させてもよい。加熱済の非溶融フッ素樹脂の微細体のアスペクト比についても同様である。
フッ素樹脂微細体の混合は、混合装置において任意であるが、ヘンシェルミキサーによる混合が混合効率の点から好適であり、常温において1000〜2500rpmの回転速度で短時間、例えば、1〜8分間、好ましくは、1〜3分間の混合で成形加工に供される。混合装置の攪拌羽根は汎用型の使用が可能である。
混合系は、加熱済の非溶融フッ素樹脂として、最大直線長さを大きくする変形化処理を施していない微細体とが部分的に含まれていてもよく、その場合であっても、本発明の条件を充足する限りにおいては、本発明の効果の享受が可能になるからである。本発明の「若しくはそれらの形状を含む微細体であって」は、そのことを明確にしている。
混合系は、量的には、例えば、未加熱の成形用溶融フッ素樹脂90〜50重量部(好ましくは、79.5〜58重量部)、加熱済の非溶融フッ素樹脂10〜40重量部(好ましくは、20〜40重量部)、未加熱の微粉状の非溶融フッ素樹脂0〜4重量部(好ましくは、0.5〜〜2重量部)である。ただし、これ以外の量的比率であることが可能である。
【0019】
〈混合系による成形加工〉:
混合系は、非溶融フッ素樹脂用のいずれの成形加工法によってもよく、例えば、フリーシンター法、フリーベーキング法、ホットコイニング法、ホットモールディング法及びアイソスタティックモールディング法等が用いられる。
フリーシンター法は、成形用の非溶融フッ素樹脂粉末を常温の金型に均一に充填し、成形圧が例えば20〜50MPa等により圧縮成形(予備成形とも称される)して予備成形品を形成し、予備成形品を熱風循環炉等で樹脂の融点以上で一定時間(例えば、4〜10時間)焼成し、冷却によって加工用素材(切削用素材であるビレット)を形成して、それを機械加工して所望形状の成形品に仕上げる成形加工法である。
ホットコイニング法は、成形用の非溶融フッ素樹脂粉末を常温の金型に充填して熱風循環炉若しくはバンドヒータ等で金型を樹脂の融点以上に加熱し、例えば10〜20MPa等の成形圧により圧縮後、圧縮状態を維持して冷却して加工用素材を形成し、フリーシンター法と同様にそれを機械加工して所望形状の成形品に仕上げる成形加工法である。
なお、混合系による成形加工は、加熱時の昇温速度及び冷却速度の制御により混合系の非溶融フッ素樹脂の結晶化を向上させることが可能である。
なお、本発明においては、本発明の目的に沿うものであって、本発明の効果を特に害さない限りにおいては、改変あるいは部分的な変更及び付加は任意であって、いずれも本発明の範囲である。
次に、本発明を実施例に基づいて具体的に説明するが、実施例は例示であって本発明を拘束するものではない。
【実施例1】
【0020】
〔実験例1〕
〈未加熱の成形用PTFE樹脂の特性〉:
市販の重合上がりの成形用PTFE樹脂粉末(商品名:テフロン7J、三井デュポンフロロケミカル(株)製)を示差走査熱量計により昇温速度10℃/分で窒素雰囲気下により測定すると、結晶融解熱が65J/g、融解ピーク温度(結晶融点)が345℃であった。
別の製造メーカの成形用PTFE樹脂粉末(商品名:ポリフロンM−12、ダイキン工業(株)製)を同様の装置・条件で測定すると、結晶融解熱が65J/g、融解ピーク温度(結晶融点)が339℃であった。
〈加熱済のPTFE粉砕粒子の調製〉:
それら製造メーカが異なるそれぞれの成形用のPTFE樹脂粉末を直径100mmで長さが100mmのロッド金型に充填し、常温において成形圧力30MPaで予備成形し、360℃で10時間焼成して機械加工用素材を形成した。この機械加工用素材を機械加工して、その際にでた加工クズを採取して冷凍粉砕して、メーカ毎の加熱済PTFE粉砕粒子を調製した。
これらの加熱済PTFE粉砕粒子は、レーザ回析/散乱式粒度分布測定装置(堀場製作所LA−910)による粒度測定によると、最大粒子径が、160ミクロンメータ(商品名:テフロン7J)、130ミクロンメータ(商品名:ポリフロンM−12)で、平均粒子径が、70ミクロンメータ(商品名:テフロン7J)、40ミクロンメータ(商品名:ポリフロンM−12)であった。
これらの加熱済のPTFE粉砕粒子は、示差走査熱量計により同条件で測定すると、結晶融解熱20〜30J/g、融解ピーク温度(結晶融点)が325〜335℃の範囲で、光学顕微鏡により200倍の倍率で観察すると、形状はほぼ等方性で、アスペクト比が平均1.2であった。
〈加熱済PTFE粉砕粒子の変形化処理〉:
加熱済のPTFE粉砕粒子をストランドダイを取り外した2軸混練押出機((株)池貝製)により溶融させずにバレル出口より直接に粒子をだして変形化した。
この変形化処理した粒子は、細長く引き伸ばされた形状で、アスペクト比が2〜5の範囲にあった。未加熱の成形用PTFE樹脂粉末は、変形化処理前の加熱済PTFE粉砕粒子と同程度のアスペクト比(すなわち、平均1.2)であった。そのために、変形化処理した粒子は、未加熱の成形用PTFE樹脂粉末の約1.7倍〜4.2倍であった。
変形化処理粒子の最大直線長さは、未加熱の成形用PTFE樹脂粉末よりも相当に大きかった。
【0021】
〔実験例2〕
〈混合系からの試験片の調製及び試験〉:
実験例1の成形用PTFE樹脂粉末(商品名:テフロン7J)を65%、変形化処理粒子(平均粒子径が40ミクロンメータ)35%の量的比率(全体重量を基準)にして、ヘンシェルミキサー(三井鉱山(株)製)により2000rpmで2分間混合して、次に、65mm×130mm平板金型に均一に充填し、常温において成形圧力30MPで圧縮し、厚さ3mmの板状予備成形品を形成し、それを熱風循環炉において焼成温度360℃で5時間焼成して板状成形品を形成した。この加熱済の板状成形品からASTM−D1457に準拠して、マイクロダンベル(全長:40mm、平行部寸法:20mm×4.5mm)を製作し、引張り試験(試験速度200mm/分)を行った。
【0022】
〔実験例3〕
〈混合系からの試験片の調製及び試験〉:
実験例1の平均粒子径が70ミクロンメータ(商品名:テフロン7J)である加熱済のPTFE粉砕粒子を実験例1の変形化処理と同様の処理を行って、
それを実験例2の変形化処理粒子(平均粒子径が40ミクロンメータ)35%に代えて実験例2と量的比率を同様にし、実験例2と同条件で試験片を戸調製して、実験例2と同条件で引張り試験を行った。
【0023】
〔実験例4〕
〈混合系からの試験片の調製及び試験〉:
成形用のPTFE樹脂粉末(商品名:テフロン7J)59%と、加熱済のPTFE粉砕粒子の変形化処理粒子(平均粒子径が50ミクロンメータ)40%と、PTFE樹脂超微粉末(商品名:K−10J、三井デュポンフロロケミカル(株)製)1%との混合系から実験例2と同方法により試験片を調製して、実験例2と同条件で引張り試験を行った。
【0024】
〔実験例5〕
〈混合系からの試験片の調製及び試験〉:
重合上がりの成形用PTFE樹脂粉末(商品名:ホリフロンM−12)60%と、加熱済のPTFE粉砕粒子の変形化処理粒子(平均粒子径が30ミクロンメータ)40%との混合系から実験例2と同方法により試験片を調製して、実験例2と同条件で引張り試験を行った。
【0025】
〔比較例1〕
重合上がりの成形用PTFE樹脂粉末のみから実験例2と同条件で板状予備成形品を形成し、実験例2と同方法により試験片を調製して、実験例2と同条件で引張り試験を行った。
【0026】
〔比較例2〕
加熱済のPTFE粉砕粒子(変形化処理していない)80%、残量が成形用のPTFE樹脂粉末粒子の混合系から実験例2と同条件で板状予備成形品を形成し、実験例2と同方法により試験片を調製して、実験例2と同条件で引張り試験を行った。
【実施例2】
【0027】
以下の表1及び表2は、実施例1での実験結果を示している。
表1の実験例2〜5の引張り強度の対比は、表1の比較例1の重合上がり(すなわち、未加熱)の成形用PTFE樹脂粉末のみからの試験片の引張強度との対比を示していて、実験例2の場合では、引張強度(実験例2)/引張強度(比較例1)×100で計算された数値を示している。表2の引張り破断伸びの場合も同様である。
【0028】
【表1】

【表2】
【0029】
そして、実験結果によれば、本発明の混合系は、加熱済の溶融フッ素樹脂の相当量を含むにもかかわらず、成形品に未加熱の非溶融フッ素樹脂が与えるのと同等・近似の特性を成形品与えている。
【実施例3】
【0030】
上記実施例1と同様の実験を引張り強度及び引張破断伸び以外の機械的特性及物理的特性についても試験したが同様であった。
【産業上の利用可能性】
【0031】
本発明によれば、成形加工法の工程から多量に廃材として排出される加熱済の非溶融フッ素樹脂を工業的規模でリサイクルして成形用原料として活用される。また、PTFE樹脂においても、重合上がりの樹脂量の約30%以上が廃材となる大規模な資源浪費・環境保護の問題点が工業的規模で解決される。
【図面の簡単な説明】
【0032】
【図1】 形状とその最大直線長さLの関係を示す説明図である。
【図2】 形状とその最大直線長さLの関係を示す説明図である。
【図3】 形状とその最大直線長さLの関係を示す説明図である。
【図4】 形状とその最大直線長さLの関係を示す説明図である。
【図5】 形状とその最大直線長さLの関係を示す説明図である。
【図6】 本発明の混合系と本発明の効果をもたらす非加成性との関係を示す線図である。
【技術分野】
【0001】
本発明は、機械加工の過程で多量に発生する切削屑・端屑等の廃材の加熱済の非溶融加工性フッ素樹脂をリサイクル・混合して、未加熱(いわゆる、重合上がり)の非溶融加工性フッ素樹脂と同等・近似の機械的特性・熱的特性を成形品に与える混合系の非溶融加工性フッ素樹脂に関する。
本発明は、具体的には、機械加工の過程で多量に発生する切削屑・端屑等の廃材を工業的規模で再原料化することを可能にする混合系の非溶融加工性フッ素樹脂に関する。
【背景技術】
【0002】
熱溶融流動性による成形が可能な熱可塑性樹脂(例えば、ポリエチレン樹脂、ポリプロピレン樹脂及びポリエチレンテレフタレート樹脂等の汎用性の熱可塑性樹脂)は、いずれもが、成形品をペレット化して融点以上の加熱によって熱溶融流動性を利用する成形(例えば、押出成形、射出成形等)が可能であるところから、成形品のリサイクル・再原料化が工業的にも行われていて、リサイクルに関連する多くの提案が行われている(例えば、特許文献1〜5を参照)。
【0003】
【特許文献1】特許3220141号
【特許文献2】特許3158520号
【特許文献3】特許3110207号
【特許文献4】特許2707900号
【特許文献5】特許2643643号
【0004】
一方、超高分子量(例えば、分子量1000万以上)で結晶化度が高く融点以上で熱溶融流動性を有しない高溶融粘度(例えば、108Pa・s以上)のポリテトラフルオロエチレン樹脂(以下において、PTFE樹脂ということがある)は、300℃以上の融点の熱的特性、汎用性熱可塑性樹脂にない高機械的特性、酸、アルカリ及び有機溶剤に殆ど侵されない高耐薬品性、0.45MPa負荷での熱変形温度120℃の高耐熱性、>1018の体積抵抗率(Ω・cm(50%RH,23℃))を有する高電気絶縁性及び低摩擦性等を備えるので、IT産業その他のハイテク産業に用いる機器類、化学工業及薬品工業で用いる装置類・機器類等に不可欠な材料になっている。
【0005】
PTFE樹脂による成形加工は、PTFE樹脂の粉末(いわゆる、モールディンパウダー)から予備的に加工用素材を形成して、それを切削加工等の機械加工により成形品にする方法で行われていて、工業的には、フリーシンター法、フリーベーキング法、ホットコイニング法、ホットモールディング法及びアイソスタティックモールディング法等の成形加工法が用いられる(詳細は後述する)。
ただし、PTFE樹脂の成形加工では、機械加工の過程で切削屑・端屑等の廃材PTFE樹脂が多量に発生し、しかも、その廃材PTFE樹脂の処理については、下記(i)〜(vi)等の問題点が存在していた。
(i)廃材PTFE樹脂を粉末化して成形用原料として再使用すると成形品の機械的物性が約30%程度に不可逆的に低下して品質の点から成形加工の原料にはなり得ず、しかも、加熱済PTFE樹脂を未加熱のPTFE樹脂の機械的物性若しくはそれに近似の物性に戻す方法が存在しないとの問題点が存在していた。
(ii)廃材PTFE樹脂は、上記(i)等の理由から、成形用原料に使用できないとの問題点が存在していた。
(iii)廃材PTFE樹脂は、殆どが廃棄処分に付されていて、重合上がりのPTFE樹脂の約30%以上が廃材として廃棄処分されているとの問題点が存在していた。
(iv)廃材PTFE樹脂は、焼却すると有害なフッ素ガスが発生するところから殆どが埋め立てにより廃棄処分せざるを得ないとの問題点が存在していた。
(v)廃材PTFE樹脂を粉砕して低分子量化する電子線照射処理により固体潤滑剤にするリサイクル法は、電子線照射処理のための費用により固体潤滑剤のコストが上昇し、しかも、廃材PTFE樹脂の発生量に比較して固体潤滑剤の使用量が著しく少ないので、大量に発生する廃材PTFE樹脂の処理を解決するリサイクル法になり得ないとの問題点が存在していた。
(vi)廃材PTFE樹脂を化学的に分解・還元してテトラフルオロエチレン単量体(すなわち、PTFE樹脂重合用の単量体)にする方法は、PTFE樹脂重合用の高耐食性材質の大規模装置の建設が必要になるので、大量に発生する廃材PTFE樹脂の処理を解決するリサイクル法になり得ないとの問題点が存在していた。
なお、フッ素樹脂には、共重合化等による分子量及び分子構造等の調整によって一般的な熱溶融流動性を利用する成形(射出成形、押出成形等)が可能にされて、リサイクル可能なものもある。しかし、それらの共重合化フッ素樹脂は、超高分子量のPTFE樹脂とは異なる用途に使用される。
【発明の開示】
【発明が解決しようとする課題】
【0006】
従来にあっては、大量に発生する廃材PTFE樹脂をリサイクル・再原料化するという発想自体が存在せず、リサイクル・再原料化についての検討及び提案も殆ど行われていなかった。
かかる状況下において、加熱済(廃材PTFE樹脂等)及び未加熱の非溶融加工性フッ素樹脂(以下において、非溶融フッ素樹脂と略称することがある)の混合物に関する特性が、本発明者により数多くの実験を通じて詳細に検討されて、それらの特性に関する新たな自然科学上の事実が見出されて本発明が創案された。
(a)本発明は、加熱済の非溶融フッ素樹脂を含有して、未加熱の非溶融フッ素樹脂と同等・近似の特性(代表的には、種々の機械的特性及び熱的特性等の特性)を成形品に与える混合系の非溶融加工性フッ素樹脂を提供すること、を目的とする。
(b)本発明は、非溶融フッ素樹脂用のいずれの成形加工法によって加工し得る混合系の非溶融加工性フッ素樹脂を提供すること、をも目的とする。
(c)本発明は、加熱済の非溶融フッ素樹脂の工業的規模でのリサイクル・再原料化を可能にする混合系の非溶融加工性フッ素樹脂を提供すること、をも目的とする。
(d)加熱済の非溶融フッ素樹脂の工業的規模のリサイクル・再原料化に際して新たな設備投資を必要としない混合系の非溶融加工性フッ素樹脂を提供すること、をも目的とする。
(e)本発明は、成形加工による成形品の品質の制御を正解に行い得る混合系の非溶融加工性フッ素樹脂を提供すること、をも目的とする。
【課題を解決するための手段】
【0007】
本発明による混合系の非溶融フッ素樹脂は、加熱済の非溶融フッ素樹脂が、未加熱の非溶融フッ素樹脂に含まれる混合系の非溶融フッ素樹脂であって、
(1)加熱済の非溶融フッ素樹脂が、未加熱の非溶融フッ素樹脂の微細体よりも最大直線長さが大きい形状の微細体若しくはそれらの形状を含む微細体であって、
(2)混合系の非溶融フッ素樹脂が、未加熱非溶融フッ素樹脂の65%以上の引張り強度にされていること、を特徴とする混合系の非溶融フッ素樹脂。
【発明の効果】
【0008】
本発明によれば、下記(a)〜(e)に代表される種々の効果が得られる。
(a)加熱済の非溶融フッ素樹脂(例えば、廃材等)の相当量を含む状態で、未加熱の非溶融フッ素樹脂と同等・近似の物理的特性(例えば、密度)及び機械的特性(伸び、圧縮強さ、衝撃強さ、硬さ、弾性率等)等を成形品に与えることができる。
(b)加熱済の非溶融フッ素樹脂(例えば、廃材等)の工業的規模によるリサイクル・再原料化が可能になる。
(c)工業的規模のリサイクル・再原料化を行うに際しての新たな設備投資を必要としない。
(d)非溶融フッ素樹脂用の成形加工法であれば、成形加工法において制約を受けない。
(e)原料樹脂の制御(例えば、混合系の引張り強度、微細体の最大直線長さ等の制御)により成形品の品質を制御することが可能になる。
【発明を実施するための最良の形態】
【0009】
加熱済及び未加熱の非溶融フッ素樹脂の混合物に関して本発明で見出された自然科学上の新たな事実は、下記(イ)〜(ハ)等で、本発明の基礎にされている。なお、本発明の「混合系の非溶融加工性フッ素樹脂」を以下において、「混合系」と略称することがある。
(イ)加熱済の非溶融フッ素樹脂と未加熱の非溶融フッ素樹脂の混合物は、条件によって、加成性及び非加成性の特性(特に、機械的特性、物理的特性)を示すという事実である(図6を参照)。
(ロ)その混合物が非加成性領域で示す特性を、未加熱の非溶融フッ素樹脂の特性(機械的特性、物理的特性、熱的特性等)と同等・近似にすることが可能であるという事実である(図6を参照)。
(ハ)その混合物が示す未加熱の非溶融フッ素樹脂と同等・近似の特性は、加熱済及び未加熱の非溶融フッ素樹脂の微細体の形状の相対的関係により生ずる場合があるという事実である。
【0010】
〈本発明の概要〉:
本発明の混合系は、未加熱の非溶融フッ素樹脂の微細体よりも最大直線長さが大きい形状にして、しかも、混合系を未加熱の非溶融フッ素樹脂の65%以上の引張り強度にして、それによって、混合系に非加成性の特性を生じさせて、機械的特性(引張り強度を除く)、物理的特性及び熱的特性等を未加熱の非溶融フッ素樹脂と同等・近似にする等の様々な本発明の効果を享受可能にされている(後記実施例2の実験結果を参照)。
加熱済の非溶融フッ素樹脂の微細体の変形化及び含有量は、混合系を未加熱の非溶融フッ素樹脂の65%以上の引張り強度を与えることを基準にすると、それらの設定が容易である。
また、混合系が未加熱の非溶融フッ素樹脂の65%以上の引張り強度であると、混合系が非加成性領域の特性を示す傾向が明らかになる。混合系はその引張り強度を未加熱の非溶融フッ素樹脂の約98%程度にも設定することが可能である。
本発明の混合系は、非溶融フッ素樹脂の複合材に配合される充填剤(例えば、カーボン、グラファイト、二硫化モリブデン、ブロンズ粉若しくはガラス繊維等)を含むことが可能で、この場合には、加熱済の非溶融フッ素樹脂の微細体と、未加熱の非溶融フッ素樹脂の微細体及び充填剤との混合物と混合することにより、本発明の効果を増大させることが可能である。充填剤は、非溶融フッ素樹脂での成形加工での充填剤混合許容量が配合されても本発明の効果が維持される。
【0011】
〈非溶融フッ素樹脂〉:
本発明の「非溶融フッ素樹脂」は、融点以上に加熱されても、溶融流動性を示さず、溶融流動性によらない成形加工法に使用されるフッ素樹脂で、代表的には、PTFE樹脂ではあるが、それ以外でも、溶融流動性によらない成形加工法によるフッ素樹脂は、本発明の対象とすることが可能である。代表的には、例えば、PTFE樹脂及びCnF2n+1C=CF2(n=1〜12)、CnF2n+1O〔CF(CF3)CF2O〕mCF=CF2(n=1〜5、m=0〜10)、ClCF=CF2等の共単量体とのPTFE共重合樹脂が挙げられる。共単量体は、一般的には、少量(例えば、2%未満)であっても、成形性及び成形品の耐クリープ性を向上させて、透明性を向上させて、しかも、本発明の効果が享受される。
本発明の「未加熱の非溶融フッ素樹脂」としては、例えば、市販の重合上がり(いわゆる、バージン)の成形用の非溶融フッ素樹脂粉末を用いることが可能である。本発明の「混合系の65%以上の引張り強度」の基準となる未加熱の非溶融フッ素樹脂の引張り強度は、一般的には、本発明の実施例1の実験例2と同条件で測定する測定値及び同様の測定条件で測定される測定値が基準になる。
【0012】
本発明の「加熱済の非溶融フッ素樹脂」は、成形加工法において、融点付近若しくは融点以上(融点以上が一般的)に加熱される工程を含む成形品加工法から排出される切削屑・端屑の廃材等のフッ素樹脂である。
なお、成形加工法によっては、機械加工用素材の形成工程での加熱を「焼成」と称される場合もあるが、本発明の「加熱済」には、「焼成済」も含まれる。
本発明では、加熱済の非溶融フッ素樹脂の微細体が、変形化処理されて未加熱の非溶融フッ素樹脂の微細体よりも最大直線長さ(特に、最大直線長さ及びアスペクト比)が大きい形状に変形化されている。なお、最大直線長さが大きい形状の微細体の加熱済の非溶融フッ素樹脂が混合されて、混合系が未加熱の非溶融フッ素樹脂の同等・近似の特性(機械的特性、物理的特性等)を維持することは、本発明で見出された事実である。
なお、最大直線長さが大きい形状の微細体の加熱済の非溶融フッ素樹脂が部分的に含まれる場合であっても、本発明の効果が享受可能になることがある。本発明の「それらの形状を含む微細体」は、そのことを意味している。
なお、以下において、「未加熱の非溶融フッ素樹脂」を理解を容易にするために便宜上「重合上がりの非溶融フッ素樹脂」ということがある。但し、現存の重合法での重合上がりの非溶融フッ素樹脂に限定するものではない。
【0013】
〈加熱済の非溶融フッ素樹脂の変形化〉:
加熱済の非溶融フッ素樹脂(例えば、フッ素樹脂廃材等)は、粉砕等により微細化されて、変形化処理により重合上がりの非溶融フッ素樹脂の微細体よりも最大直線長さが大きい形状にされる。ただし、フッ素樹脂廃材の粉砕化の過程で、未加熱の非溶融フッ素樹脂の微細体よりも最大直線長さが大きい形状になる場合には、変形化処理の工程が不要である。
重合上がりの成形用非溶融フッ素樹脂粉末が、例えば、平均粒子径がおおよそ20〜100ミクロンメータで、最大粒子径がおおよそ110〜200ミクロンメータ程度ある場合には、フッ素樹脂廃材を機械的粉砕等により平均粒子径が約20〜100ミクロンメータ(好ましくは、20〜70ミクロンメータ)、最大粒子径が約110〜380ミクロンメータの粒子状に粉砕する。ただし、非溶融フッ素樹脂は、ガラス移転温度が低いので(PTFE樹脂のガラス移転温度は−100℃)、冷凍粉砕すると所望の微細粒子に粉砕容易である。
なお、平均粒子径が約20ミクロンメータ未満では粉砕の収率が低下して工業的実施が困難になり、平均粒子径が100ミクロンメータを超えると
変形化の制御に困難を伴うようになる。また、粉砕時の粒度分布は、できるだけシャープな形状であるのが本発明の効果を享受するのに適している。
次に、粉砕したフッ素樹脂廃材の粒子状物をせん断力により変形化して重合上がり非溶融フッ素樹脂の粒子状物よりも最大直線長さが大きい形状にする。フッ素樹脂廃材の粒子状物の変形化は、少なくとも、最大直線長さが重合上がり非溶融フッ素樹脂の粒子状物よりも大きい形状であることが必要であって、例えば、最大直線長さが、非溶融フッ素樹脂の粒子状物よりも、1.2〜10.0倍であれば、本発明の効果の享受に適している。
また、フッ素樹脂廃材の粒子状物の変形化は、アスペクト比(変形化したフッ素樹脂廃材の粒子状物)/アスペクト比(重合上がり非溶融フッ素樹脂の粒子状物)の比率は、約1.7倍〜4.2倍の場合に本発明の効果が最大に享受されて(後記の実施例2を参照)、おおよそ1.1倍〜12倍程度で本発明の効果を享受することができる。
加熱済の非溶融フッ素樹脂の最大直線長さ及びアスペクト比の組み合わせを、混合系について本発明の効果を最大に享受可能に設定することが可能である。
なお、アスペクト比は、フッ素樹脂を含むプラスチック業界でも通用性が高い技術用語であって、プラスチック粒子の長い部分/短い部分の長さの比であって、必ずしも、縦・横の長さの比率ではない。
なお、重合上がりの非溶融フッ素樹脂が、工業的に異なる粒子径を使用する場合には、加熱済の非溶融フッ素樹脂も平均粒子径及び最大粒子径に対応する粒子径に粉砕して、その粉砕物を重合上がり非溶融フッ素樹脂の粒子径と略同様の粒子に粉砕してせん断力により変形化するのが適している。
【0014】
変形化に際してのせん断力負荷手段は、加熱済の非溶融フッ素樹脂の粒子を最大直線長さが重合上がり非溶融フッ素樹脂の微細体よりも大きい形状への変形が可能であれば、装置及び条件において任意である。
例えば、混練押出機によりスクリュー混練部で機械的せん断力が負荷される条件で混練して、粒子を引き伸ばして変形化すると、粒子の立体性が減少する変形により最大直線長さが大きい形状になる。
【0015】
図1〜図5は、各種形状とその最大直線長さLの関係を示す説明図である。図1は、球体でその最大直線長さLは直径である。しかし、図1の球体をせん断力の負荷により変形化して図5の形状にすると、最大直線長さLは相当に大きくなる。本発明では、加熱済の非溶融フッ素樹脂の微細体が、その最大直線長さLにおいて、重合上がり非溶融フッ素樹脂粒子よりも大きい場合に本発明の効果をもたらす非加成性が生じることが見出されている。なお、本発明の「微細体の最大直線長さ」は、微細体外形の一端から他端を結ぶ直線長さが最大になる直線長さである。
【0016】
本発明の効果をもたらす非加成性については、本発明者によって理論的根拠を予測する幾つかの案が提案されている。その一つは、本発明者による走査型電子顕微鏡による観察では、重合上がり非溶融フッ素樹脂粒子がせん断力を受けると粒子表面が繊維上に毛羽たちし易くなって(すなわち、フイブリル化しやくなって)、常温での強い圧縮でも粒子同士の密着状態により成形品の機械的特性向上に寄与することが確認できるところから、粒子同士の密着状態と他の要素との複合化を発展させた推論である。
【0017】
図6は、本発明の混合系と本発明の効果をもたらす非加成性との関係を示す線図である。
図6において、横線の未加熱は未加熱の非溶融フッ素樹脂の量を表していて、横線の加熱は加熱済の非溶融フッ素樹脂の量を表している。図面右端が未加熱の非溶融フッ素樹脂が100%の場合を示して、図面左端が加熱済の非溶融フッ素樹脂が100%の場合を示している。そして、通常の両者の間に相互作用が働かない場合には、加成性領域で引っ張り強度が変化する。しかし、本発明で見出されて非加成性領域で引っ張り強度を変化させると、加熱済の非溶融フッ素樹脂が含まれていても、引っ張り強度が未加熱の非溶融フッ素樹脂と同等・近似になり(後記実施例2の実験結果を参照)、引っ張り強度以外の機械的特性及び熱的特性も未加熱の非溶融フッ素樹脂の特性と同等・近似になる。
【0018】
〈混合系の調整〉:
混合系は、重合上がりの非溶融フッ素樹脂の65%以上の引張り強度なるように加熱済の非溶融フッ素樹脂の微細体の混合量と最大直線長さが調整される。
また、混合系は、加熱済の非溶融フッ素樹脂の微細体の混合量と最大直線長さとアスペクト比とを重合上がりの非溶融フッ素樹脂の65%以上の引張り強度になるように調整してもよく、重合上がりの非溶融フッ素樹脂の引張り強度と、加熱済の非溶融フッ素樹脂の微細体の最大直線長さとを本発明の混合系の条件に合致させてもよい。加熱済の非溶融フッ素樹脂の微細体のアスペクト比についても同様である。
フッ素樹脂微細体の混合は、混合装置において任意であるが、ヘンシェルミキサーによる混合が混合効率の点から好適であり、常温において1000〜2500rpmの回転速度で短時間、例えば、1〜8分間、好ましくは、1〜3分間の混合で成形加工に供される。混合装置の攪拌羽根は汎用型の使用が可能である。
混合系は、加熱済の非溶融フッ素樹脂として、最大直線長さを大きくする変形化処理を施していない微細体とが部分的に含まれていてもよく、その場合であっても、本発明の条件を充足する限りにおいては、本発明の効果の享受が可能になるからである。本発明の「若しくはそれらの形状を含む微細体であって」は、そのことを明確にしている。
混合系は、量的には、例えば、未加熱の成形用溶融フッ素樹脂90〜50重量部(好ましくは、79.5〜58重量部)、加熱済の非溶融フッ素樹脂10〜40重量部(好ましくは、20〜40重量部)、未加熱の微粉状の非溶融フッ素樹脂0〜4重量部(好ましくは、0.5〜〜2重量部)である。ただし、これ以外の量的比率であることが可能である。
【0019】
〈混合系による成形加工〉:
混合系は、非溶融フッ素樹脂用のいずれの成形加工法によってもよく、例えば、フリーシンター法、フリーベーキング法、ホットコイニング法、ホットモールディング法及びアイソスタティックモールディング法等が用いられる。
フリーシンター法は、成形用の非溶融フッ素樹脂粉末を常温の金型に均一に充填し、成形圧が例えば20〜50MPa等により圧縮成形(予備成形とも称される)して予備成形品を形成し、予備成形品を熱風循環炉等で樹脂の融点以上で一定時間(例えば、4〜10時間)焼成し、冷却によって加工用素材(切削用素材であるビレット)を形成して、それを機械加工して所望形状の成形品に仕上げる成形加工法である。
ホットコイニング法は、成形用の非溶融フッ素樹脂粉末を常温の金型に充填して熱風循環炉若しくはバンドヒータ等で金型を樹脂の融点以上に加熱し、例えば10〜20MPa等の成形圧により圧縮後、圧縮状態を維持して冷却して加工用素材を形成し、フリーシンター法と同様にそれを機械加工して所望形状の成形品に仕上げる成形加工法である。
なお、混合系による成形加工は、加熱時の昇温速度及び冷却速度の制御により混合系の非溶融フッ素樹脂の結晶化を向上させることが可能である。
なお、本発明においては、本発明の目的に沿うものであって、本発明の効果を特に害さない限りにおいては、改変あるいは部分的な変更及び付加は任意であって、いずれも本発明の範囲である。
次に、本発明を実施例に基づいて具体的に説明するが、実施例は例示であって本発明を拘束するものではない。
【実施例1】
【0020】
〔実験例1〕
〈未加熱の成形用PTFE樹脂の特性〉:
市販の重合上がりの成形用PTFE樹脂粉末(商品名:テフロン7J、三井デュポンフロロケミカル(株)製)を示差走査熱量計により昇温速度10℃/分で窒素雰囲気下により測定すると、結晶融解熱が65J/g、融解ピーク温度(結晶融点)が345℃であった。
別の製造メーカの成形用PTFE樹脂粉末(商品名:ポリフロンM−12、ダイキン工業(株)製)を同様の装置・条件で測定すると、結晶融解熱が65J/g、融解ピーク温度(結晶融点)が339℃であった。
〈加熱済のPTFE粉砕粒子の調製〉:
それら製造メーカが異なるそれぞれの成形用のPTFE樹脂粉末を直径100mmで長さが100mmのロッド金型に充填し、常温において成形圧力30MPaで予備成形し、360℃で10時間焼成して機械加工用素材を形成した。この機械加工用素材を機械加工して、その際にでた加工クズを採取して冷凍粉砕して、メーカ毎の加熱済PTFE粉砕粒子を調製した。
これらの加熱済PTFE粉砕粒子は、レーザ回析/散乱式粒度分布測定装置(堀場製作所LA−910)による粒度測定によると、最大粒子径が、160ミクロンメータ(商品名:テフロン7J)、130ミクロンメータ(商品名:ポリフロンM−12)で、平均粒子径が、70ミクロンメータ(商品名:テフロン7J)、40ミクロンメータ(商品名:ポリフロンM−12)であった。
これらの加熱済のPTFE粉砕粒子は、示差走査熱量計により同条件で測定すると、結晶融解熱20〜30J/g、融解ピーク温度(結晶融点)が325〜335℃の範囲で、光学顕微鏡により200倍の倍率で観察すると、形状はほぼ等方性で、アスペクト比が平均1.2であった。
〈加熱済PTFE粉砕粒子の変形化処理〉:
加熱済のPTFE粉砕粒子をストランドダイを取り外した2軸混練押出機((株)池貝製)により溶融させずにバレル出口より直接に粒子をだして変形化した。
この変形化処理した粒子は、細長く引き伸ばされた形状で、アスペクト比が2〜5の範囲にあった。未加熱の成形用PTFE樹脂粉末は、変形化処理前の加熱済PTFE粉砕粒子と同程度のアスペクト比(すなわち、平均1.2)であった。そのために、変形化処理した粒子は、未加熱の成形用PTFE樹脂粉末の約1.7倍〜4.2倍であった。
変形化処理粒子の最大直線長さは、未加熱の成形用PTFE樹脂粉末よりも相当に大きかった。
【0021】
〔実験例2〕
〈混合系からの試験片の調製及び試験〉:
実験例1の成形用PTFE樹脂粉末(商品名:テフロン7J)を65%、変形化処理粒子(平均粒子径が40ミクロンメータ)35%の量的比率(全体重量を基準)にして、ヘンシェルミキサー(三井鉱山(株)製)により2000rpmで2分間混合して、次に、65mm×130mm平板金型に均一に充填し、常温において成形圧力30MPで圧縮し、厚さ3mmの板状予備成形品を形成し、それを熱風循環炉において焼成温度360℃で5時間焼成して板状成形品を形成した。この加熱済の板状成形品からASTM−D1457に準拠して、マイクロダンベル(全長:40mm、平行部寸法:20mm×4.5mm)を製作し、引張り試験(試験速度200mm/分)を行った。
【0022】
〔実験例3〕
〈混合系からの試験片の調製及び試験〉:
実験例1の平均粒子径が70ミクロンメータ(商品名:テフロン7J)である加熱済のPTFE粉砕粒子を実験例1の変形化処理と同様の処理を行って、
それを実験例2の変形化処理粒子(平均粒子径が40ミクロンメータ)35%に代えて実験例2と量的比率を同様にし、実験例2と同条件で試験片を戸調製して、実験例2と同条件で引張り試験を行った。
【0023】
〔実験例4〕
〈混合系からの試験片の調製及び試験〉:
成形用のPTFE樹脂粉末(商品名:テフロン7J)59%と、加熱済のPTFE粉砕粒子の変形化処理粒子(平均粒子径が50ミクロンメータ)40%と、PTFE樹脂超微粉末(商品名:K−10J、三井デュポンフロロケミカル(株)製)1%との混合系から実験例2と同方法により試験片を調製して、実験例2と同条件で引張り試験を行った。
【0024】
〔実験例5〕
〈混合系からの試験片の調製及び試験〉:
重合上がりの成形用PTFE樹脂粉末(商品名:ホリフロンM−12)60%と、加熱済のPTFE粉砕粒子の変形化処理粒子(平均粒子径が30ミクロンメータ)40%との混合系から実験例2と同方法により試験片を調製して、実験例2と同条件で引張り試験を行った。
【0025】
〔比較例1〕
重合上がりの成形用PTFE樹脂粉末のみから実験例2と同条件で板状予備成形品を形成し、実験例2と同方法により試験片を調製して、実験例2と同条件で引張り試験を行った。
【0026】
〔比較例2〕
加熱済のPTFE粉砕粒子(変形化処理していない)80%、残量が成形用のPTFE樹脂粉末粒子の混合系から実験例2と同条件で板状予備成形品を形成し、実験例2と同方法により試験片を調製して、実験例2と同条件で引張り試験を行った。
【実施例2】
【0027】
以下の表1及び表2は、実施例1での実験結果を示している。
表1の実験例2〜5の引張り強度の対比は、表1の比較例1の重合上がり(すなわち、未加熱)の成形用PTFE樹脂粉末のみからの試験片の引張強度との対比を示していて、実験例2の場合では、引張強度(実験例2)/引張強度(比較例1)×100で計算された数値を示している。表2の引張り破断伸びの場合も同様である。
【0028】
【表1】
【表2】
【0029】
そして、実験結果によれば、本発明の混合系は、加熱済の溶融フッ素樹脂の相当量を含むにもかかわらず、成形品に未加熱の非溶融フッ素樹脂が与えるのと同等・近似の特性を成形品与えている。
【実施例3】
【0030】
上記実施例1と同様の実験を引張り強度及び引張破断伸び以外の機械的特性及物理的特性についても試験したが同様であった。
【産業上の利用可能性】
【0031】
本発明によれば、成形加工法の工程から多量に廃材として排出される加熱済の非溶融フッ素樹脂を工業的規模でリサイクルして成形用原料として活用される。また、PTFE樹脂においても、重合上がりの樹脂量の約30%以上が廃材となる大規模な資源浪費・環境保護の問題点が工業的規模で解決される。
【図面の簡単な説明】
【0032】
【図1】 形状とその最大直線長さLの関係を示す説明図である。
【図2】 形状とその最大直線長さLの関係を示す説明図である。
【図3】 形状とその最大直線長さLの関係を示す説明図である。
【図4】 形状とその最大直線長さLの関係を示す説明図である。
【図5】 形状とその最大直線長さLの関係を示す説明図である。
【図6】 本発明の混合系と本発明の効果をもたらす非加成性との関係を示す線図である。
【特許請求の範囲】
【請求項1】
加熱済の非溶融加工性フッ素樹脂が、未加熱の非溶融加工性フッ素樹脂に含まれる混合系の非溶融加工性フッ素樹脂であって、
(1)加熱済の非溶融加工性フッ素樹脂が、未加熱の非溶融加工性フッ素樹脂の微細体よりも最大直線長さが大きい形状の微細体若しくはそれらの形状を含む微細体であって、
(2)混合系の非溶融加工性フッ素樹脂が、未加熱の非溶融加工性フッ素樹脂の65%以上の引張り強度にされていること、を特徴とする混合系の非溶融加工性フッ素樹脂。
【請求項2】
加熱済の非溶融加工性フッ素樹脂が、未加熱でフイブリル化性の非溶融加工性フッ素樹脂に含まれる混合系の非溶融加工性フッ素樹脂であって、
(1)加熱済の非溶融加工性フッ素樹脂が、未加熱の非溶融加工性フッ素樹脂の微細体よりも最大直線長さが及びアスペクト比が大きい形状の微細体であって、
(2)混合系の非溶融加工性フッ素樹脂が、未加熱の非溶融加工性フッ素樹脂の65%以上の引張り強度にされていること、を特徴とする混合系の非溶融加工性フッ素樹脂。
【請求項3】
下記(1)〜(4)の特徴の一つ若しくは複数を備えること、を特徴とする請求項1若しくは2に記載の混合系の非溶融加工性フッ素樹脂。
(1)前記非溶融加工性フッ素樹脂が、ポリテトラフルオロエチレン樹脂からなる。
(2)前記非溶融加工性フッ素樹脂が、ポリテトラフルオロエチレン樹脂共重合樹脂からなる。
(3)前記加熱済の非溶融加工性フッ素樹脂の微細体は、その形状の最大直線長さが、未加熱の非溶融加工性フッ素樹脂の微細体の1.2〜10.0倍からなる。
(4)前記加熱済の非溶融加工性フッ素樹脂の微細体は、そのアスペクト比が未加熱の非溶融加工性フッ素樹脂の微細体の1.1〜12倍からなる。
【請求項1】
加熱済の非溶融加工性フッ素樹脂が、未加熱の非溶融加工性フッ素樹脂に含まれる混合系の非溶融加工性フッ素樹脂であって、
(1)加熱済の非溶融加工性フッ素樹脂が、未加熱の非溶融加工性フッ素樹脂の微細体よりも最大直線長さが大きい形状の微細体若しくはそれらの形状を含む微細体であって、
(2)混合系の非溶融加工性フッ素樹脂が、未加熱の非溶融加工性フッ素樹脂の65%以上の引張り強度にされていること、を特徴とする混合系の非溶融加工性フッ素樹脂。
【請求項2】
加熱済の非溶融加工性フッ素樹脂が、未加熱でフイブリル化性の非溶融加工性フッ素樹脂に含まれる混合系の非溶融加工性フッ素樹脂であって、
(1)加熱済の非溶融加工性フッ素樹脂が、未加熱の非溶融加工性フッ素樹脂の微細体よりも最大直線長さが及びアスペクト比が大きい形状の微細体であって、
(2)混合系の非溶融加工性フッ素樹脂が、未加熱の非溶融加工性フッ素樹脂の65%以上の引張り強度にされていること、を特徴とする混合系の非溶融加工性フッ素樹脂。
【請求項3】
下記(1)〜(4)の特徴の一つ若しくは複数を備えること、を特徴とする請求項1若しくは2に記載の混合系の非溶融加工性フッ素樹脂。
(1)前記非溶融加工性フッ素樹脂が、ポリテトラフルオロエチレン樹脂からなる。
(2)前記非溶融加工性フッ素樹脂が、ポリテトラフルオロエチレン樹脂共重合樹脂からなる。
(3)前記加熱済の非溶融加工性フッ素樹脂の微細体は、その形状の最大直線長さが、未加熱の非溶融加工性フッ素樹脂の微細体の1.2〜10.0倍からなる。
(4)前記加熱済の非溶融加工性フッ素樹脂の微細体は、そのアスペクト比が未加熱の非溶融加工性フッ素樹脂の微細体の1.1〜12倍からなる。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−70233(P2006−70233A)
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願番号】特願2004−285424(P2004−285424)
【出願日】平成16年8月31日(2004.8.31)
【出願人】(000107619)スターライト工業株式会社 (62)
【Fターム(参考)】
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願日】平成16年8月31日(2004.8.31)
【出願人】(000107619)スターライト工業株式会社 (62)
【Fターム(参考)】
[ Back to top ]