
混合紡糸用口金およびそれを用いた極細繊維の製造方法
【課題】非相溶性の添加剤が混練されたポリマーの混合紡糸において、島成分を均一に繊維軸方向に引き伸ばし高アスペクト比の島成分を有する混合紡糸繊維を安定的に得ることのできる、混合紡糸用口金を提供すること。
【解決手段】紡糸口金内部を通過流動する混合樹脂に対し、伸長流動場及びせん断流動場を適切に組み合わせた流動場とすることにより、島相の形状及び配向状態を制御する。
【解決手段】紡糸口金内部を通過流動する混合樹脂に対し、伸長流動場及びせん断流動場を適切に組み合わせた流動場とすることにより、島相の形状及び配向状態を制御する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、紡糸用口金に関する。更に詳しくは非相溶混合紡糸に用いる混合紡糸用口金およびそれを用いた極細繊維の製造方法に関する。
【背景技術】
【0002】
近年では、繊維に様々な機能を持たせるために、複数成分のポリマーを組み合わせて紡糸する様々な手法が考案されている。例えば、非相溶混合紡糸、複合紡糸などが挙げられる(例えば、特許文献1、2等)。このうち、非相溶混合紡糸とは互いに非相溶である複数成分のポリマーや樹脂をあらかじめ混合しておき、この混合樹脂を通常の単成分紡糸と同様にして紡糸する方法である。非相溶紡糸した場合、繊維の断面からみた成分の混合状態は海島構造を形成し、島成分が混合紡糸繊維自体の添加剤として機能する他、海成分を溶剤等の除去手段を用いて溶解除去させ島成分を取り出すことにより1μm以下の繊維径の極細繊維または不織布を容易に得ることができる。海島相の構造形成には混合樹脂の混合組成、溶融粘度、相溶性、機械的混合条件など様々な決定因子が存在し、これらの因子を制御し調整することで、目的とする所定の構造を形成することができる。
【0003】
このようにして作成された極細繊維は人工皮革の基材、樹脂補強用フィラーなどとして用いられており(例えば、特許文献3参照)、それ以外への用途展開も期待されている。
【0004】
また、繊維径が細くなるほど特有の機能を発現することが可能であるため、島成分をより引き伸ばす技術が望まれるが、海成分に比べて島成分の軟化点が高い海島型混合紡糸繊維の製造過程においては、形成した糸条を延伸することにより島成分を引き伸ばそうとしても、島成分が先に固化しているため変形し難く、海成分のみが引き伸ばされることとなり、島相のアスペクト比を制御することが困難であるという問題があった。
【0005】
一方、樹脂などの高分子溶融体が輸送される際に受ける影響に関し、流動場に対する高分子鎖の応答は、せん断流動場と伸長流動場で本質的に異なると言われており、せん断流動場では分子の回転が引き起こされるのに対して、伸長流動場では鎖状分子が引き伸ばされると言われている。よって、島成分を制御する技術として紡糸口金部の構造に着目することができる。紡糸口金を通過することにより混合紡糸繊維中の島成分の状態は大きな影響を受けることが知られており、せん断付与方法を制御することにより添加成分を微細化・分散させる技術などが挙げられる(例えば、特許文献4参照)。
【0006】
特に、上記のように海成分に比べて島成分の軟化点が高い海島型混合紡糸繊維の製造過程においては、糸形成後に固化しやすい島成分を引き伸ばすことが困難であることから、糸形成前である紡糸口金通過時に島成分を引き伸ばし高アスペクト比とする技術として、伸長流動場を効率よく付与することができる紡糸口金構造が望まれる。
【0007】
【特許文献1】特開平6−158431号公報
【特許文献2】特開平8−296123号公報
【特許文献3】特開平5−156579号公報
【特許文献4】特開2003−193322号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、上記従来技術が有していた問題点を解消し、島成分を均一に繊維軸方向に引き伸ばし高アスペクト比の島成分を有する混合紡糸繊維を安定的に得ることのできる、混合紡糸用口金を提供することにある。
更に本発明の他の目的は、上記混合紡糸用口金を用いた極細繊維の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは上記従来技術に鑑み鋭意検討を重ねた結果、紡糸口金内部を通過流動する混合樹脂に対し、伸長流動場及びせん断流動場を適切に組み合わせた流動場とすることにより、島相の形状及び配向状態を制御できることを見出し、本発明を完成するに至った。
【0010】
即ち、本発明における目的は、
樹脂組成物から海島型混合紡糸繊維を製造するために用いる紡糸用口金であって、海島型混合紡糸繊維を形成するための樹脂組成物を導入するための導入孔部、絞り部及びキャピラリの順に組み合わせられて、樹脂吐出方向に連続的に小径化した流路を備えることを特徴とする、混合紡糸用口金によって達成される。
【0011】
上記発明には、連続的に小径化する導入孔部において孔壁面と中心軸との間になす角度αが0度〜30度、該導入孔部とキャピラリとの接続箇所である絞り部において、絞り部壁面と中心軸との間になす角度βが10度〜60度、キャピラリのLc/Dc(キャピラリ長/キャピラリ径)が0.1〜10であって、該導入孔及び該絞り部各々の角度α、βが樹脂吐出方向に向かって連続的に小さくなるも包含される。
【0012】
また、本発明の他の目的は、
海成分と島成分とを有する海島型混合紡糸繊維を製造し、該海島型混合紡糸繊維から海成分を除去して島成分を極細繊維として得る方法であって、軟化点が50℃〜350℃である熱可塑性樹脂を海成分として用い、該海成分に対して互いに非相溶であり該海成分の軟化点よりも50℃〜200℃高い軟化点を持つピッチ、ポリアクリロニトリル、ポリカルボジイミド、ポリイミド、ポリベンゾアゾールおよびアラミド類よりなる群から選ばれる少なくとも1種の熱可塑性炭素前駆体を島成分として容量分率(Vf)0.5%〜150%の範囲で添加した後に溶融混練し、導入孔部、絞り部及びキャピラリの順に組み合わせられて、樹脂吐出方向に連続的に小径化した流路を備える口金より吐出、固化させて海島型混合紡糸繊維を得て、次いで該海島型混合紡糸繊維の海成分を除去し島成分を極細繊維として得る、極細繊維の製造方法によって達成される。
【0013】
上記発明には、連続的に小径化する導入孔部において孔壁面と中心軸との間になす角度αが0度〜30度、該導入孔部とキャピラリとの接続箇所である絞り部において、絞り部壁面と中心軸との間になす角度βが10度〜60度、キャピラリのLc/Dc(キャピラリ長/キャピラリ径)が0.1〜10であって、該導入孔及び該絞り部各々の角度α、βが樹脂吐出方向に向かって連続的に小さくなること、海成分の除去を、島成分は形状を保持する条件で焼成処理を施すことにより行うこと、海成分の除去を、島成分は形状を保持する条件で海成分の溶解能を有する溶液と接触させることにより行うこと、混合紡糸繊維中の島成分のアスペクト比(=島相繊維長(l)/島相繊維径(d))が1より大きく100万未満であること、海成分がポリエチレン、ポリ−4−メチルペンテン−1及び/又はその共重合体であること、も包含される。
【発明の効果】
【0014】
本発明の混合紡糸用口金によれば、混合紡糸繊維内部の添加成分を効果的に延伸することができる。また、長期間の連続紡糸でも繊維表面の状態は良好なまま持続するため、口金面の清掃周期(面掃周期)時間を延長することができるので、生産性も格段に向上させることが可能である。
【発明を実施するための最良の形態】
【0015】
以下、本発明を詳細に説明する。
本発明の混合紡糸用口金は、樹脂組成物から海島型混合紡糸繊維を製造するために用いる紡糸用口金であって、海島型混合紡糸繊維を形成するための樹脂組成物を導入するための導入孔部、絞り部及びキャピラリの順に組み合わせられて、樹脂吐出方向に連続的に小径化した流路を備えることを特徴とし、連続的に小径化する導入孔部において孔壁面と中心軸との間になす角度αが0度〜30度、該導入孔部とキャピラリとの接続箇所である絞り部において、絞り部壁面と中心軸との間になす角度βが10度〜60度、キャピラリのLc/Dc(キャピラリ長/キャピラリ径)が0.1〜10であって、該導入孔及び該絞り部各々の角度α、βが樹脂吐出方向に向かって連続的に小さくなることが好ましい。
【0016】
ここで、本発明の紡糸口金について、好ましい態様例を記載した図面を用いて説明する。
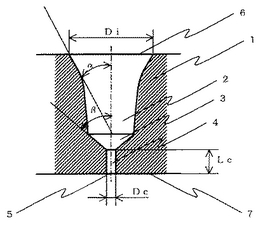
本発明による紡糸口金1は、図1の模式図で示すように導入孔2、絞り部3、キャピラリ4からなる流路で構成される。
【0017】
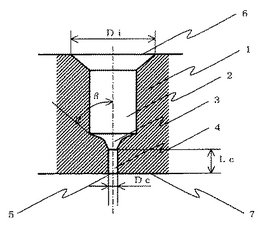
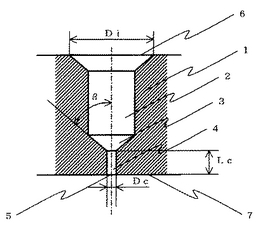
従来通常用いられる紡糸口金は、図3の模式図で示すように該導入孔2が流路断面積が変わらない円筒状となっているが、本発明においては樹脂吐出方向に連続して小径化することを特徴とする。また、該絞り部3においても従来通常用いられる紡糸口金は図3の模式図で示すように壁面と中心軸との間になす角度が一定となっているが、本発明においては図2の模式図で示すように樹脂吐出方向に連続して該角度が小さくなることを特徴とする。これら吐出方向に連続して小径化する箇所は、該導入孔2、絞り部3の各々であっても良いし、組み合わせたものでも良い。
【0018】
溶融混練された混合樹脂は、紡糸口金1の樹脂流入面6より導入孔2へ流入し、絞り部3で絞られた後、キャピラリ(細孔)4を通過し樹脂吐出面7より吐出孔5を通じて吐出され、冷却固化され糸条として引き取られる。
【0019】
小径化する該導入孔部2において、壁面と中心軸との間になす角度αが0度〜30度であることが好ましく、樹脂吐出方向に向かうに従い該角度が連続して小さくなることが通過樹脂に伸長流動を与える構造として望ましい。この角度αが30度以内であるときには、ポリマーが急縮小しないので、伸長流動よりもせん断流動が支配的になることがなく効果が大きくなる。ここで、壁面と中心軸との間になす角度が徐々に変化しない図2および図3の場合には、αは0度である。また、効率よく伸長流動を起こすため、該導入孔2での流路表面は鏡面仕上げであることが好ましい。
【0020】
また、導入孔2とキャピラリ4の接続箇所である絞り部3において、壁面と中心軸との間になす角度βは10度〜60度であることが好ましく、更に好ましくは15度〜30度である。
【0021】
この角度を上回ると該絞り部3周縁がデッドスペースとなりポリマー滞留が発生しポリマーの変質、熱劣化等品質上の問題が生じるため好ましくない。この角度を下回ると、ノズル加工が困難となるため口金コストが上がり好ましくない。
【0022】
更に、キャピラリ4のLc/Dc(=キャピラリ長/キャピラリ径)は0.1〜10であることが好ましく、更に好ましくは0.5〜6である。
この値を下回ると、圧力損失が小さく吐出圧が小さくなるため、紡糸口金が複数の吐出孔を有する場合、紡糸口金1外周部付近の導入孔に導入されるポリマー量が少なく口金中央部で多くなり、吐出孔間で吐出されるポリマー量にバラツキが生じやすくなるため好ましくない。Lc/Dcがこの値を上回ると、該紡糸口金1通過時の吐出圧が上昇し、計量ポンプの定量性、装置の耐圧といった生産上の問題が生じるため好ましくない。
【0023】
次に、本発明の極細繊維の製造方法について説明する。
本発明の製造方法は、海成分と島成分とを有する海島型混合紡糸繊維を製造し、該海島型混合紡糸繊維から海成分を除去して島成分を極細繊維として得る方法であって、
軟化点が50℃〜350℃である熱可塑性樹脂を海成分として用い、該海成分に対して互いに非相溶であり該海成分の軟化点よりも50℃〜200℃高い軟化点を持つピッチ、ポリアクリロニトリル、ポリカルボジイミド、ポリイミド、ポリベンゾアゾールおよびアラミド類よりなる群から選ばれる少なくとも1種の熱可塑性炭素前駆体を島成分として容量分率(Vf)0.5%〜150%の範囲で添加した後に溶融混練し、導入孔部、絞り部及びキャピラリの順に組み合わせられて、樹脂吐出方向に連続的に小径化した流路を備える口金より吐出、固化させて海島型混合紡糸繊維を得て、次いで該海島型混合紡糸繊維の海成分を除去し島成分を極細繊維として得る、極細繊維の製造方法である。
【0024】
この時、容量分率(Vf)が0.5%未満であると、最終的に海成分を除去し、島成分のみを製品として得る場合には歩留まりが低いものとなり、一方、150%を越えると、混合紡糸繊維中の島相の存在比率が高くなりすぎ、島成分を海成分中に微分散させることが困難なものとなる。
【0025】
一方、流動場に対する高分子鎖の応答は、せん断流動場と伸長流動場で本質的に異なると言われており、せん断流動場では分子の回転が引き起こされるのに対して、伸長流動場では鎖状分子が引き伸ばされると言われている。よって、せん断流動と伸長流動を適切に組合せ与えることにより紡糸口金通過時に島成分を制御することが可能となる。すなわち、島成分の配向を揃えたい場合にはせん断流動場を付与し、島成分を細長く伸長させたい場合には伸長流動場を付与することが有効である。
【0026】
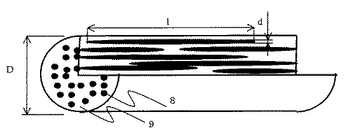
このようにして得られた混合紡糸繊維は図4の模式図で示すように、海島構造の混合形態を取る。島相繊維の形態を特徴付けるパラメータのひとつにアスペクト比(島相繊維軸方向長(l)/島相繊維横断面方向径(d))が挙げられるが、島相繊維のアスペクト比が1より大きく100万未満であること、島相繊維径(d)が0.001μm〜2μm、好ましくは0.001μm〜1μmであることが海成分を除去した後不織布の基材、樹脂補強用フィラーなどとして使用する際に好ましい。
【0027】
また混合紡糸繊維径(D)は0.5μm〜200μmであることが好ましい。この径を下回ると糸条の強度が下がることにより巻取り工程などで断糸が発生しやすくなり、生産性が悪化し好ましくない。この径を上回ると混合紡糸繊維の海成分を溶剤等で融解除去する場合には時間と手間がかかり生産性が悪化し好ましくない。
【0028】
また、海成分として、ポリエチレン、ポリ−4−メチルペンテン−1またはその共重合体のうちの少なくとも1種の熱可塑性樹脂を用い、島成分として、ピッチ、ポリアクリロニトリル、ポリカルボジイミド、ポリイミド、ポリベンゾアゾールおよびアラミド類よりなる群から選ばれる少なくとも1種の熱可塑性炭素前駆体を用いて、熱可塑性炭素前駆体を焼成して得られる炭素繊維を得ようとする場合には、海成分を除去する際、前処理として島成分である熱可塑性炭素前駆体を安定化処理し、安定化前駆体成形体を形成する。ここで、熱可塑性炭素前駆体の安定化は炭素化もしくは黒鉛化された炭素繊維を得るために必要な工程であり、これを実施せず次工程である熱可塑性樹脂の除去を行った場合、熱可塑性炭素前駆体が熱分解したり融着したりするなどの問題が生じる。
【0029】
安定化の方法としては酸素などのガス気流処理、酸性水溶液などの溶液処理など公知の方法で行う事ができるが、生産性の面からガス気流下での不融化が好ましい。使用するガス成分としては前記熱可塑性樹脂への浸透性および熱可塑性炭素前駆体への吸着性の点から、また熱可塑性炭素前駆体を低温で速やかに不融化させうるという点から酸素および/またはハロゲンガスを含む混合ガスである事が好ましい。ハロゲンガスとしては、フッ素ガス、塩素ガス、臭素ガス、沃素ガスを挙げることができるが、これらの中でも臭素ガス、沃素ガスが特に好ましい。ガス気流下での不融化の具体的な方法としては、温度50〜350℃、好ましくは80〜300℃で、5時間以下、好ましくは2時間以下、さらには30分間以下で所望のガス雰囲気下に曝すことが好ましい。
【0030】
また、上記不融化により前駆体成形体中に含まれる熱可塑性炭素前駆体の軟化点は著しく上昇し、所望の炭素繊維を得るという目的から軟化点が400℃以上となる事が好ましく、500℃以上である事がさらに好ましい。
【0031】
次いで、安定化前駆体成形体中に含まれる熱可塑性樹脂を除去し、繊維状炭素前駆体のみを分離するが、この工程では、炭素繊維前駆体の熱分解をできるだけ抑え、かつ熱可塑性樹脂を分解除去し、繊維状炭素前駆体のみを分離する必要がある。熱可塑性樹脂を分解除去する方法としては、例えば溶剤により熱可塑性樹脂を溶解させる方法、熱分解により熱可塑性樹脂を分解除去する方法を例示することができる。
【0032】
最後に、熱可塑性樹脂を除いた繊維状炭素前駆体を不活性ガス雰囲気中で炭素化もしくは黒鉛化して炭素繊維を製造するが、得られる炭素繊維の繊維径としては0.001μm〜2μmであり、0.001μm〜1μmである事が好ましい。
また、本発明の紡糸口金に用いられる口金板単体の材質、寸法は特に限定されるものではなく、使用するポリマーの条件下で変形や歪みが発生しなければ良い。
【0033】
本発明の口金を用いて得られる繊維の断面形状は、特に限定されるものではなく、丸型、三角型、中空型、十字型で代表され、異なる断面の集合体であっても良い。またその異形度や中空率は特に限定されない。
【実施例】
【0034】
以下、本発明を実施例により更に具体的に説明するが、本発明はこれにより何等限定を受けるものではない。
島成分の延伸程度を評価するため、島成分のアスペクト比(島相繊維軸方向長(l)/島相繊維横断面径(d))を下記の通りの操作により求めた。
即ち、試料を任意の面で切断したときの切断面を走査型電子顕微鏡(株式会社日立製作所製、S−2400)を用いて観察し、海相に分散している島成分の繊維径、繊維長を求め、これらの値を用いて島相繊維のアスペクト比を導出した。
【0035】
また、紡糸の安定性を評価するパラメータとして、口金面掃周期を利用した。口金面掃とは、紡糸時に紡糸口金吐出孔の周縁部にポリマーの劣化物や添加物質が経時的に堆積することにより吐出糸のベンディングや断糸が頻発する現象を防止するために、堆積異物を除去する作業である。本実施例においては、紡糸口金面を観察し異物が目視できる度に実施したが、この口金面掃時には複合糸の製造が中断することになるため、口金面掃周期すなわち口金面掃から次の口金面掃までの間隔が長ければ長いほど、安定した紡糸が行われると言える。
【0036】
海成分としてポリ−4−メチルペンテン−1(融点約220℃)を用い、島成分としてメソフェーズピッチ(軟化点約280℃)を容量分率10%ブレンドし、同方向回転型2軸式溶融混練押出し機(株式会社神戸製鋼所製、KTX30)を用いて溶融混練した後、紡糸口金温度345℃にて、キャピラリ径Dc=0.1mm、キャピラリ長Lc=0.1mmのキャピラリから吐出させフィラメント数20本の糸条を引き取り速度1200m/分で製造した。
口金種類を変えて、添加成分である島相繊維径と口金面掃周期を比較した結果を表1に示す。
【0037】
【表1】

【0038】
上表のように、紡糸口金の流路形状を徐々に変化させることにより、繊維内部の添加成分を効果的に延伸できることが確認できた。また、口金面掃周期時間が延長できたことにより、繊維の表面性が向上し、吐出孔周縁への堆積物が減少していることが推測される。
【図面の簡単な説明】
【0039】
【図1】本発明の製造方法に用いる混合紡糸用口金の流路構成を模式的に示した図である。
【図2】本発明の製造方法に用いる混合紡糸用口金の流路構成を模式的に示した図である。
【図3】従来の製造方法に用いる混合紡糸用口金を模式的に示した図である。
【図4】本発明の製造方法によって得られる混合紡糸繊維の断面と、該繊維の四分の一円を切り抜いた時の内部構造を模式的に示した図である。
【符号の説明】
【0040】
1 紡糸口金
2 導入孔
3 絞り部
4 キャピラリ(細孔)
5 吐出孔
6 樹脂流入面
7 樹脂吐出面
8 添加成分
9 海成分
Di 樹脂流入部径
Dc キャピラリ径
Lc キャピラリ長
D 混合紡糸繊維径
d 島相繊維径
l 島相繊維長
【技術分野】
【0001】
本発明は、紡糸用口金に関する。更に詳しくは非相溶混合紡糸に用いる混合紡糸用口金およびそれを用いた極細繊維の製造方法に関する。
【背景技術】
【0002】
近年では、繊維に様々な機能を持たせるために、複数成分のポリマーを組み合わせて紡糸する様々な手法が考案されている。例えば、非相溶混合紡糸、複合紡糸などが挙げられる(例えば、特許文献1、2等)。このうち、非相溶混合紡糸とは互いに非相溶である複数成分のポリマーや樹脂をあらかじめ混合しておき、この混合樹脂を通常の単成分紡糸と同様にして紡糸する方法である。非相溶紡糸した場合、繊維の断面からみた成分の混合状態は海島構造を形成し、島成分が混合紡糸繊維自体の添加剤として機能する他、海成分を溶剤等の除去手段を用いて溶解除去させ島成分を取り出すことにより1μm以下の繊維径の極細繊維または不織布を容易に得ることができる。海島相の構造形成には混合樹脂の混合組成、溶融粘度、相溶性、機械的混合条件など様々な決定因子が存在し、これらの因子を制御し調整することで、目的とする所定の構造を形成することができる。
【0003】
このようにして作成された極細繊維は人工皮革の基材、樹脂補強用フィラーなどとして用いられており(例えば、特許文献3参照)、それ以外への用途展開も期待されている。
【0004】
また、繊維径が細くなるほど特有の機能を発現することが可能であるため、島成分をより引き伸ばす技術が望まれるが、海成分に比べて島成分の軟化点が高い海島型混合紡糸繊維の製造過程においては、形成した糸条を延伸することにより島成分を引き伸ばそうとしても、島成分が先に固化しているため変形し難く、海成分のみが引き伸ばされることとなり、島相のアスペクト比を制御することが困難であるという問題があった。
【0005】
一方、樹脂などの高分子溶融体が輸送される際に受ける影響に関し、流動場に対する高分子鎖の応答は、せん断流動場と伸長流動場で本質的に異なると言われており、せん断流動場では分子の回転が引き起こされるのに対して、伸長流動場では鎖状分子が引き伸ばされると言われている。よって、島成分を制御する技術として紡糸口金部の構造に着目することができる。紡糸口金を通過することにより混合紡糸繊維中の島成分の状態は大きな影響を受けることが知られており、せん断付与方法を制御することにより添加成分を微細化・分散させる技術などが挙げられる(例えば、特許文献4参照)。
【0006】
特に、上記のように海成分に比べて島成分の軟化点が高い海島型混合紡糸繊維の製造過程においては、糸形成後に固化しやすい島成分を引き伸ばすことが困難であることから、糸形成前である紡糸口金通過時に島成分を引き伸ばし高アスペクト比とする技術として、伸長流動場を効率よく付与することができる紡糸口金構造が望まれる。
【0007】
【特許文献1】特開平6−158431号公報
【特許文献2】特開平8−296123号公報
【特許文献3】特開平5−156579号公報
【特許文献4】特開2003−193322号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、上記従来技術が有していた問題点を解消し、島成分を均一に繊維軸方向に引き伸ばし高アスペクト比の島成分を有する混合紡糸繊維を安定的に得ることのできる、混合紡糸用口金を提供することにある。
更に本発明の他の目的は、上記混合紡糸用口金を用いた極細繊維の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは上記従来技術に鑑み鋭意検討を重ねた結果、紡糸口金内部を通過流動する混合樹脂に対し、伸長流動場及びせん断流動場を適切に組み合わせた流動場とすることにより、島相の形状及び配向状態を制御できることを見出し、本発明を完成するに至った。
【0010】
即ち、本発明における目的は、
樹脂組成物から海島型混合紡糸繊維を製造するために用いる紡糸用口金であって、海島型混合紡糸繊維を形成するための樹脂組成物を導入するための導入孔部、絞り部及びキャピラリの順に組み合わせられて、樹脂吐出方向に連続的に小径化した流路を備えることを特徴とする、混合紡糸用口金によって達成される。
【0011】
上記発明には、連続的に小径化する導入孔部において孔壁面と中心軸との間になす角度αが0度〜30度、該導入孔部とキャピラリとの接続箇所である絞り部において、絞り部壁面と中心軸との間になす角度βが10度〜60度、キャピラリのLc/Dc(キャピラリ長/キャピラリ径)が0.1〜10であって、該導入孔及び該絞り部各々の角度α、βが樹脂吐出方向に向かって連続的に小さくなるも包含される。
【0012】
また、本発明の他の目的は、
海成分と島成分とを有する海島型混合紡糸繊維を製造し、該海島型混合紡糸繊維から海成分を除去して島成分を極細繊維として得る方法であって、軟化点が50℃〜350℃である熱可塑性樹脂を海成分として用い、該海成分に対して互いに非相溶であり該海成分の軟化点よりも50℃〜200℃高い軟化点を持つピッチ、ポリアクリロニトリル、ポリカルボジイミド、ポリイミド、ポリベンゾアゾールおよびアラミド類よりなる群から選ばれる少なくとも1種の熱可塑性炭素前駆体を島成分として容量分率(Vf)0.5%〜150%の範囲で添加した後に溶融混練し、導入孔部、絞り部及びキャピラリの順に組み合わせられて、樹脂吐出方向に連続的に小径化した流路を備える口金より吐出、固化させて海島型混合紡糸繊維を得て、次いで該海島型混合紡糸繊維の海成分を除去し島成分を極細繊維として得る、極細繊維の製造方法によって達成される。
【0013】
上記発明には、連続的に小径化する導入孔部において孔壁面と中心軸との間になす角度αが0度〜30度、該導入孔部とキャピラリとの接続箇所である絞り部において、絞り部壁面と中心軸との間になす角度βが10度〜60度、キャピラリのLc/Dc(キャピラリ長/キャピラリ径)が0.1〜10であって、該導入孔及び該絞り部各々の角度α、βが樹脂吐出方向に向かって連続的に小さくなること、海成分の除去を、島成分は形状を保持する条件で焼成処理を施すことにより行うこと、海成分の除去を、島成分は形状を保持する条件で海成分の溶解能を有する溶液と接触させることにより行うこと、混合紡糸繊維中の島成分のアスペクト比(=島相繊維長(l)/島相繊維径(d))が1より大きく100万未満であること、海成分がポリエチレン、ポリ−4−メチルペンテン−1及び/又はその共重合体であること、も包含される。
【発明の効果】
【0014】
本発明の混合紡糸用口金によれば、混合紡糸繊維内部の添加成分を効果的に延伸することができる。また、長期間の連続紡糸でも繊維表面の状態は良好なまま持続するため、口金面の清掃周期(面掃周期)時間を延長することができるので、生産性も格段に向上させることが可能である。
【発明を実施するための最良の形態】
【0015】
以下、本発明を詳細に説明する。
本発明の混合紡糸用口金は、樹脂組成物から海島型混合紡糸繊維を製造するために用いる紡糸用口金であって、海島型混合紡糸繊維を形成するための樹脂組成物を導入するための導入孔部、絞り部及びキャピラリの順に組み合わせられて、樹脂吐出方向に連続的に小径化した流路を備えることを特徴とし、連続的に小径化する導入孔部において孔壁面と中心軸との間になす角度αが0度〜30度、該導入孔部とキャピラリとの接続箇所である絞り部において、絞り部壁面と中心軸との間になす角度βが10度〜60度、キャピラリのLc/Dc(キャピラリ長/キャピラリ径)が0.1〜10であって、該導入孔及び該絞り部各々の角度α、βが樹脂吐出方向に向かって連続的に小さくなることが好ましい。
【0016】
ここで、本発明の紡糸口金について、好ましい態様例を記載した図面を用いて説明する。
本発明による紡糸口金1は、図1の模式図で示すように導入孔2、絞り部3、キャピラリ4からなる流路で構成される。
【0017】
従来通常用いられる紡糸口金は、図3の模式図で示すように該導入孔2が流路断面積が変わらない円筒状となっているが、本発明においては樹脂吐出方向に連続して小径化することを特徴とする。また、該絞り部3においても従来通常用いられる紡糸口金は図3の模式図で示すように壁面と中心軸との間になす角度が一定となっているが、本発明においては図2の模式図で示すように樹脂吐出方向に連続して該角度が小さくなることを特徴とする。これら吐出方向に連続して小径化する箇所は、該導入孔2、絞り部3の各々であっても良いし、組み合わせたものでも良い。
【0018】
溶融混練された混合樹脂は、紡糸口金1の樹脂流入面6より導入孔2へ流入し、絞り部3で絞られた後、キャピラリ(細孔)4を通過し樹脂吐出面7より吐出孔5を通じて吐出され、冷却固化され糸条として引き取られる。
【0019】
小径化する該導入孔部2において、壁面と中心軸との間になす角度αが0度〜30度であることが好ましく、樹脂吐出方向に向かうに従い該角度が連続して小さくなることが通過樹脂に伸長流動を与える構造として望ましい。この角度αが30度以内であるときには、ポリマーが急縮小しないので、伸長流動よりもせん断流動が支配的になることがなく効果が大きくなる。ここで、壁面と中心軸との間になす角度が徐々に変化しない図2および図3の場合には、αは0度である。また、効率よく伸長流動を起こすため、該導入孔2での流路表面は鏡面仕上げであることが好ましい。
【0020】
また、導入孔2とキャピラリ4の接続箇所である絞り部3において、壁面と中心軸との間になす角度βは10度〜60度であることが好ましく、更に好ましくは15度〜30度である。
【0021】
この角度を上回ると該絞り部3周縁がデッドスペースとなりポリマー滞留が発生しポリマーの変質、熱劣化等品質上の問題が生じるため好ましくない。この角度を下回ると、ノズル加工が困難となるため口金コストが上がり好ましくない。
【0022】
更に、キャピラリ4のLc/Dc(=キャピラリ長/キャピラリ径)は0.1〜10であることが好ましく、更に好ましくは0.5〜6である。
この値を下回ると、圧力損失が小さく吐出圧が小さくなるため、紡糸口金が複数の吐出孔を有する場合、紡糸口金1外周部付近の導入孔に導入されるポリマー量が少なく口金中央部で多くなり、吐出孔間で吐出されるポリマー量にバラツキが生じやすくなるため好ましくない。Lc/Dcがこの値を上回ると、該紡糸口金1通過時の吐出圧が上昇し、計量ポンプの定量性、装置の耐圧といった生産上の問題が生じるため好ましくない。
【0023】
次に、本発明の極細繊維の製造方法について説明する。
本発明の製造方法は、海成分と島成分とを有する海島型混合紡糸繊維を製造し、該海島型混合紡糸繊維から海成分を除去して島成分を極細繊維として得る方法であって、
軟化点が50℃〜350℃である熱可塑性樹脂を海成分として用い、該海成分に対して互いに非相溶であり該海成分の軟化点よりも50℃〜200℃高い軟化点を持つピッチ、ポリアクリロニトリル、ポリカルボジイミド、ポリイミド、ポリベンゾアゾールおよびアラミド類よりなる群から選ばれる少なくとも1種の熱可塑性炭素前駆体を島成分として容量分率(Vf)0.5%〜150%の範囲で添加した後に溶融混練し、導入孔部、絞り部及びキャピラリの順に組み合わせられて、樹脂吐出方向に連続的に小径化した流路を備える口金より吐出、固化させて海島型混合紡糸繊維を得て、次いで該海島型混合紡糸繊維の海成分を除去し島成分を極細繊維として得る、極細繊維の製造方法である。
【0024】
この時、容量分率(Vf)が0.5%未満であると、最終的に海成分を除去し、島成分のみを製品として得る場合には歩留まりが低いものとなり、一方、150%を越えると、混合紡糸繊維中の島相の存在比率が高くなりすぎ、島成分を海成分中に微分散させることが困難なものとなる。
【0025】
一方、流動場に対する高分子鎖の応答は、せん断流動場と伸長流動場で本質的に異なると言われており、せん断流動場では分子の回転が引き起こされるのに対して、伸長流動場では鎖状分子が引き伸ばされると言われている。よって、せん断流動と伸長流動を適切に組合せ与えることにより紡糸口金通過時に島成分を制御することが可能となる。すなわち、島成分の配向を揃えたい場合にはせん断流動場を付与し、島成分を細長く伸長させたい場合には伸長流動場を付与することが有効である。
【0026】
このようにして得られた混合紡糸繊維は図4の模式図で示すように、海島構造の混合形態を取る。島相繊維の形態を特徴付けるパラメータのひとつにアスペクト比(島相繊維軸方向長(l)/島相繊維横断面方向径(d))が挙げられるが、島相繊維のアスペクト比が1より大きく100万未満であること、島相繊維径(d)が0.001μm〜2μm、好ましくは0.001μm〜1μmであることが海成分を除去した後不織布の基材、樹脂補強用フィラーなどとして使用する際に好ましい。
【0027】
また混合紡糸繊維径(D)は0.5μm〜200μmであることが好ましい。この径を下回ると糸条の強度が下がることにより巻取り工程などで断糸が発生しやすくなり、生産性が悪化し好ましくない。この径を上回ると混合紡糸繊維の海成分を溶剤等で融解除去する場合には時間と手間がかかり生産性が悪化し好ましくない。
【0028】
また、海成分として、ポリエチレン、ポリ−4−メチルペンテン−1またはその共重合体のうちの少なくとも1種の熱可塑性樹脂を用い、島成分として、ピッチ、ポリアクリロニトリル、ポリカルボジイミド、ポリイミド、ポリベンゾアゾールおよびアラミド類よりなる群から選ばれる少なくとも1種の熱可塑性炭素前駆体を用いて、熱可塑性炭素前駆体を焼成して得られる炭素繊維を得ようとする場合には、海成分を除去する際、前処理として島成分である熱可塑性炭素前駆体を安定化処理し、安定化前駆体成形体を形成する。ここで、熱可塑性炭素前駆体の安定化は炭素化もしくは黒鉛化された炭素繊維を得るために必要な工程であり、これを実施せず次工程である熱可塑性樹脂の除去を行った場合、熱可塑性炭素前駆体が熱分解したり融着したりするなどの問題が生じる。
【0029】
安定化の方法としては酸素などのガス気流処理、酸性水溶液などの溶液処理など公知の方法で行う事ができるが、生産性の面からガス気流下での不融化が好ましい。使用するガス成分としては前記熱可塑性樹脂への浸透性および熱可塑性炭素前駆体への吸着性の点から、また熱可塑性炭素前駆体を低温で速やかに不融化させうるという点から酸素および/またはハロゲンガスを含む混合ガスである事が好ましい。ハロゲンガスとしては、フッ素ガス、塩素ガス、臭素ガス、沃素ガスを挙げることができるが、これらの中でも臭素ガス、沃素ガスが特に好ましい。ガス気流下での不融化の具体的な方法としては、温度50〜350℃、好ましくは80〜300℃で、5時間以下、好ましくは2時間以下、さらには30分間以下で所望のガス雰囲気下に曝すことが好ましい。
【0030】
また、上記不融化により前駆体成形体中に含まれる熱可塑性炭素前駆体の軟化点は著しく上昇し、所望の炭素繊維を得るという目的から軟化点が400℃以上となる事が好ましく、500℃以上である事がさらに好ましい。
【0031】
次いで、安定化前駆体成形体中に含まれる熱可塑性樹脂を除去し、繊維状炭素前駆体のみを分離するが、この工程では、炭素繊維前駆体の熱分解をできるだけ抑え、かつ熱可塑性樹脂を分解除去し、繊維状炭素前駆体のみを分離する必要がある。熱可塑性樹脂を分解除去する方法としては、例えば溶剤により熱可塑性樹脂を溶解させる方法、熱分解により熱可塑性樹脂を分解除去する方法を例示することができる。
【0032】
最後に、熱可塑性樹脂を除いた繊維状炭素前駆体を不活性ガス雰囲気中で炭素化もしくは黒鉛化して炭素繊維を製造するが、得られる炭素繊維の繊維径としては0.001μm〜2μmであり、0.001μm〜1μmである事が好ましい。
また、本発明の紡糸口金に用いられる口金板単体の材質、寸法は特に限定されるものではなく、使用するポリマーの条件下で変形や歪みが発生しなければ良い。
【0033】
本発明の口金を用いて得られる繊維の断面形状は、特に限定されるものではなく、丸型、三角型、中空型、十字型で代表され、異なる断面の集合体であっても良い。またその異形度や中空率は特に限定されない。
【実施例】
【0034】
以下、本発明を実施例により更に具体的に説明するが、本発明はこれにより何等限定を受けるものではない。
島成分の延伸程度を評価するため、島成分のアスペクト比(島相繊維軸方向長(l)/島相繊維横断面径(d))を下記の通りの操作により求めた。
即ち、試料を任意の面で切断したときの切断面を走査型電子顕微鏡(株式会社日立製作所製、S−2400)を用いて観察し、海相に分散している島成分の繊維径、繊維長を求め、これらの値を用いて島相繊維のアスペクト比を導出した。
【0035】
また、紡糸の安定性を評価するパラメータとして、口金面掃周期を利用した。口金面掃とは、紡糸時に紡糸口金吐出孔の周縁部にポリマーの劣化物や添加物質が経時的に堆積することにより吐出糸のベンディングや断糸が頻発する現象を防止するために、堆積異物を除去する作業である。本実施例においては、紡糸口金面を観察し異物が目視できる度に実施したが、この口金面掃時には複合糸の製造が中断することになるため、口金面掃周期すなわち口金面掃から次の口金面掃までの間隔が長ければ長いほど、安定した紡糸が行われると言える。
【0036】
海成分としてポリ−4−メチルペンテン−1(融点約220℃)を用い、島成分としてメソフェーズピッチ(軟化点約280℃)を容量分率10%ブレンドし、同方向回転型2軸式溶融混練押出し機(株式会社神戸製鋼所製、KTX30)を用いて溶融混練した後、紡糸口金温度345℃にて、キャピラリ径Dc=0.1mm、キャピラリ長Lc=0.1mmのキャピラリから吐出させフィラメント数20本の糸条を引き取り速度1200m/分で製造した。
口金種類を変えて、添加成分である島相繊維径と口金面掃周期を比較した結果を表1に示す。
【0037】
【表1】
【0038】
上表のように、紡糸口金の流路形状を徐々に変化させることにより、繊維内部の添加成分を効果的に延伸できることが確認できた。また、口金面掃周期時間が延長できたことにより、繊維の表面性が向上し、吐出孔周縁への堆積物が減少していることが推測される。
【図面の簡単な説明】
【0039】
【図1】本発明の製造方法に用いる混合紡糸用口金の流路構成を模式的に示した図である。
【図2】本発明の製造方法に用いる混合紡糸用口金の流路構成を模式的に示した図である。
【図3】従来の製造方法に用いる混合紡糸用口金を模式的に示した図である。
【図4】本発明の製造方法によって得られる混合紡糸繊維の断面と、該繊維の四分の一円を切り抜いた時の内部構造を模式的に示した図である。
【符号の説明】
【0040】
1 紡糸口金
2 導入孔
3 絞り部
4 キャピラリ(細孔)
5 吐出孔
6 樹脂流入面
7 樹脂吐出面
8 添加成分
9 海成分
Di 樹脂流入部径
Dc キャピラリ径
Lc キャピラリ長
D 混合紡糸繊維径
d 島相繊維径
l 島相繊維長
【特許請求の範囲】
【請求項1】
樹脂組成物から海島型混合紡糸繊維を製造するために用いる紡糸用口金であって、
海島型混合紡糸繊維を形成するための樹脂組成物を導入するための導入孔部、絞り部及びキャピラリの順に組み合わせられて、樹脂吐出方向に連続的に小径化した流路を備えることを特徴とする、混合紡糸用口金。
【請求項2】
連続的に小径化する導入孔部において孔壁面と中心軸との間になす角度αが0度〜30度、該導入孔部とキャピラリとの接続箇所である絞り部において、絞り部壁面と中心軸との間になす角度βが10度〜60度、キャピラリのLc/Dc(キャピラリ長/キャピラリ径)が0.1〜10であって、該導入孔及び該絞り部各々の角度α、βが樹脂吐出方向に向かって連続的に小さくなる、請求項1記載の混合紡糸用口金。
【請求項3】
海成分と島成分とを有する海島型混合紡糸繊維を製造し、該海島型混合紡糸繊維から海成分を除去して島成分を極細繊維として得る方法であって、
軟化点が50℃〜350℃である熱可塑性樹脂を海成分として用い、該海成分に対して互いに非相溶であり該海成分の軟化点よりも50℃〜200℃高い軟化点を持つピッチ、ポリアクリロニトリル、ポリカルボジイミド、ポリイミド、ポリベンゾアゾールおよびアラミド類よりなる群から選ばれる少なくとも1種の熱可塑性炭素前駆体を島成分として容量分率(Vf)0.5%〜150%の範囲で添加した後に溶融混練し、導入孔部、絞り部及びキャピラリの順に組み合わせられて、樹脂吐出方向に連続的に小径化した流路を備える口金より吐出、固化させて海島型混合紡糸繊維を得て、次いで該海島型混合紡糸繊維の海成分を除去し島成分を極細繊維として得る、極細繊維の製造方法。
【請求項4】
連続的に小径化する導入孔部において孔壁面と中心軸との間になす角度αが0度〜30度、該導入孔部とキャピラリとの接続箇所である絞り部において、絞り部壁面と中心軸との間になす角度βが10度〜60度、キャピラリのLc/Dc(キャピラリ長/キャピラリ径)が0.1〜10であって、該導入孔及び該絞り部各々の角度α、βが樹脂吐出方向に向かって連続的に小さくなる、請求項3記載の混合紡糸用口金。
【請求項5】
海成分の除去を、島成分は形状を保持する条件で焼成処理を施すことにより行う、請求項3記載の製造方法。
【請求項6】
海成分の除去を、島成分は形状を保持する条件で海成分の溶解能を有する溶液と接触させることにより行う、請求項3記載の製造方法。
【請求項7】
混合紡糸繊維中の島成分のアスペクト比(=島相繊維長(l)/島相繊維径(d))が1より大きく100万未満である、請求項3記載の製造方法。
【請求項8】
海成分がポリエチレン、ポリ−4−メチルペンテン−1及び/又はその共重合体である、請求項3記載の製造方法。
【請求項1】
樹脂組成物から海島型混合紡糸繊維を製造するために用いる紡糸用口金であって、
海島型混合紡糸繊維を形成するための樹脂組成物を導入するための導入孔部、絞り部及びキャピラリの順に組み合わせられて、樹脂吐出方向に連続的に小径化した流路を備えることを特徴とする、混合紡糸用口金。
【請求項2】
連続的に小径化する導入孔部において孔壁面と中心軸との間になす角度αが0度〜30度、該導入孔部とキャピラリとの接続箇所である絞り部において、絞り部壁面と中心軸との間になす角度βが10度〜60度、キャピラリのLc/Dc(キャピラリ長/キャピラリ径)が0.1〜10であって、該導入孔及び該絞り部各々の角度α、βが樹脂吐出方向に向かって連続的に小さくなる、請求項1記載の混合紡糸用口金。
【請求項3】
海成分と島成分とを有する海島型混合紡糸繊維を製造し、該海島型混合紡糸繊維から海成分を除去して島成分を極細繊維として得る方法であって、
軟化点が50℃〜350℃である熱可塑性樹脂を海成分として用い、該海成分に対して互いに非相溶であり該海成分の軟化点よりも50℃〜200℃高い軟化点を持つピッチ、ポリアクリロニトリル、ポリカルボジイミド、ポリイミド、ポリベンゾアゾールおよびアラミド類よりなる群から選ばれる少なくとも1種の熱可塑性炭素前駆体を島成分として容量分率(Vf)0.5%〜150%の範囲で添加した後に溶融混練し、導入孔部、絞り部及びキャピラリの順に組み合わせられて、樹脂吐出方向に連続的に小径化した流路を備える口金より吐出、固化させて海島型混合紡糸繊維を得て、次いで該海島型混合紡糸繊維の海成分を除去し島成分を極細繊維として得る、極細繊維の製造方法。
【請求項4】
連続的に小径化する導入孔部において孔壁面と中心軸との間になす角度αが0度〜30度、該導入孔部とキャピラリとの接続箇所である絞り部において、絞り部壁面と中心軸との間になす角度βが10度〜60度、キャピラリのLc/Dc(キャピラリ長/キャピラリ径)が0.1〜10であって、該導入孔及び該絞り部各々の角度α、βが樹脂吐出方向に向かって連続的に小さくなる、請求項3記載の混合紡糸用口金。
【請求項5】
海成分の除去を、島成分は形状を保持する条件で焼成処理を施すことにより行う、請求項3記載の製造方法。
【請求項6】
海成分の除去を、島成分は形状を保持する条件で海成分の溶解能を有する溶液と接触させることにより行う、請求項3記載の製造方法。
【請求項7】
混合紡糸繊維中の島成分のアスペクト比(=島相繊維長(l)/島相繊維径(d))が1より大きく100万未満である、請求項3記載の製造方法。
【請求項8】
海成分がポリエチレン、ポリ−4−メチルペンテン−1及び/又はその共重合体である、請求項3記載の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−214033(P2006−214033A)
【公開日】平成18年8月17日(2006.8.17)
【国際特許分類】
【出願番号】特願2005−27675(P2005−27675)
【出願日】平成17年2月3日(2005.2.3)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
【公開日】平成18年8月17日(2006.8.17)
【国際特許分類】
【出願日】平成17年2月3日(2005.2.3)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
[ Back to top ]