
混合繊維およびそれから作製した不織布
本明細書で開示された主題は、概して、好ましくはスパンボンドプロセスによる、一成分繊維または他の多成分繊維と組合された、所定の比の多成分繊維の製造に関する。押出後に、これらの繊維は繊維網目を製造可能であり、繊維網目は次に結合されて複数のタイプの繊維で構成される不織布を製造する。網目中の多成分繊維は、溶解により1つの成分を除去するために、または個々の成分を別個の繊維に分割するために処理されることがある。結果として、布は、繊維が1種類の一成分または多成分繊維から製造された均質不織布のように緻密に充填しないように、一連の直径を有する繊維(マイクロまたはナノデニール繊維のほか、より高いデニールの繊維)によって構成される。本発明はさらに、増加された厚み(ロフト)、通気性、強度、圧縮特性、および濾過効率を備えた不織布を製造する方法に関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は一般に、混合繊維の製造およびそのような繊維から製造した不織製品に関する。
【背景技術】
【0002】
不織スパンボンド布は、多くの用途で使用され、北米でヘルスケア、衛生および使い捨て消費財の分野ならびに自動車、濾過、ジオテキスタイルなどの工業用途、および設計製品を必要とする要求の厳しい他の用途において生産または使用される製品の大部分を占めている。このような用途のほぼすべてで軽量の使い捨て布が必要とされる。したがって、大半のスパンボンド布は1回使用のために設計され、スパンボンド布が対象とされる用途にとって十分な特性を有するように設計されている。スパンボンド法とは、繊維(フィラメント)が押出、冷却、および延伸され、次に移動ベルト上で収集されて布を形成するプロセスを指す。このように収集されたウェブは結合されておらず、フィラメントは布を形成するために熱的、機械的、または化学的に共に結合される必要がある。熱結合は、布を形成するための圧倒的に効率的および経済的な手段である。水交絡法はそれほど効率的ではないが、熱結合された一成分布と比較すると、はるかに可撓性であり通常はより強力な布が得られる。
【0003】
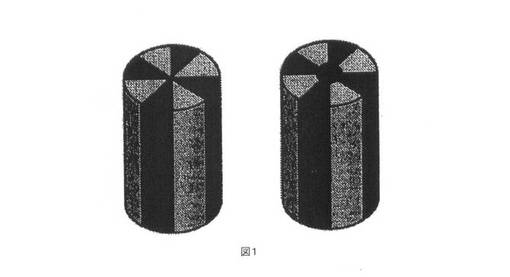
マイクロデニール繊維は、1デニール未満の繊維である。通例、マイクロデニール繊維は、分割された二成分繊維を利用して製造される。図1は、「パイウェッジ」または「セグメントパイ」と一般に呼ばれる、最もよく知られたタイプの分割可能な繊維を示す。米国特許第5,783,503号明細書は、機械処理の後に分割される代表的な溶融紡糸された多成分熱可塑性連続フィラメントを示す。記載された構成では、中空コアフィラメントを提供することが所望である。中空コアは、同様の成分のウェッジの先端がフィラメントの中心で相互に接触するのを防止して、フィラメント成分の分離を促進する。
【0004】
このような構成では、成分は通例、ナイロンおよびポリエステルから作製されたセグメントである。このような繊維は、16〜24個のセグメントを有することが普通である。このような繊維の背景にある従来の知識は、カーディングおよび/またはエアレイによってフィラメント繊維1本当り通例2〜3デニールのウェブを形成して、次に、ウェブに高圧水噴射を当てることによって、1ステップで繊維を分割して機械的に結合させて布にすることであった。得られた布はマイクロデニール繊維からなり、柔軟性、ドレープ性、カバー性、および表面積に関するマイクロデニール布の特徴すべてを有する。
【0005】
分割するための二成分繊維を製造するときには、所望の連続繊維が適切に製造されることができるように、繊維のいくつかの特徴が通例考慮されなければならない。これらの特徴は、成分の混和性、融点の差、結晶化特性、粘度、および摩擦電気電荷を発生する能力を含む。コポリマーの選択は通例、二成分繊維間のこれらの特徴が調整可能であるように、多成分フィラメントが紡糸されるようにするために行われる。ポリマーの好適な組合せは、ポリエステルおよびポリプロピレン、ポリエステルおよびポリエチレン、ナイロンおよびポリプロピレン、ナイロンおよびポリエチレン、ならびにナイロンおよびポリエステルを含む。これらの二成分繊維はセグメント化された断面で紡糸されるため、各成分は繊維の長さに沿って露出される。結果として、選択された成分が厳密に類似した特性を有さない場合、連続繊維は破壊または縮れ(crimping)などの製造中の欠陥を被ることがある。このような欠陥によって、フィラメントはさらなる処理に適さなくなる場合がある。
【0006】
米国特許第6,448,462号明細書は、パイ構成を示すオレンジ様多セグメント構造を有する別の多成分フィラメントを開示している。この特許も、並列構成を開示している。これらの構成では、連続多成分フィラメントを形成するために、ポリエステルおよびポリエチレンまたはポリアミドなどの2つの非相溶性(incompatible)ポリマーが使用される。これらのフィラメントは、溶融紡糸され、伸長されて、直接敷設されて、不織材料を形成する。水分割法と組合されたスパンボンドプロセスでのこの技術の使用は現在、EVOLON(登録商標)商標の下でFreudenbergによって販売されている市販製品を製造している。この不織布は、布地およびワイプ、カーテンおよびシェード、吸音ドレープ、ベッド用リネン、印刷媒体、および合成皮革を含む衣類などの用途で使用されている。より最近では、このような布は壁紙として使用されている。
【0007】
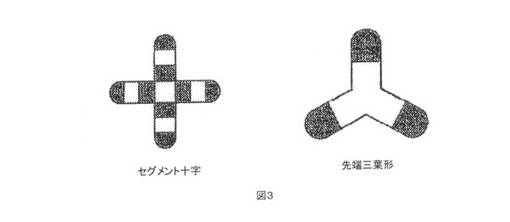
セグメントパイは、多くの考えられる分割可能な構成のうちの1つに過ぎない。セグメントパイは、固体形では紡糸が容易であるが、中空形では分割が容易である。確実に分割するために、異なるポリマーが利用される。しかし相互親和性の低いポリマーが選択されたときでも、繊維の分割の容易さに対して繊維の断面積が影響を有する可能性がある。最も容易に分割可能である断面は、図2に示すようなセグメントリボンである。セグメントリボン中のセグメントの数は、構造の「バランスを取る」ために両端が同じポリマーになるように奇数でなければならない。この繊維は異方性であり、ステープル繊維として加工するのが困難である。しかしながらフィラメントとしては、この繊維は良好に機能する。したがって、スパンボンドプロセスにおいて、この繊維は魅力的であり得る。先端三葉形(tipped trilobal)またはセグメント十字などの繊維では加工が改善され、その構造を図3に示す。
【0008】
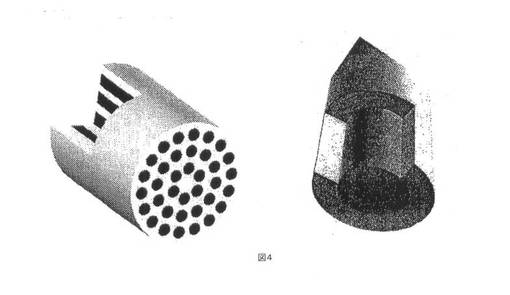
マイクロデニール繊維を作製する別の方法は、図4に示すような海島型(islands in the sea)構成の多成分繊維を利用する。米国特許第6,455,156号明細書は、このような1つの構造を開示する。海島型構成では、海である主繊維成分を利用して、島であるより小さい内部繊維を包囲する。このような構造によって製造が容易になるが、島に到達するためには海の除去が必要となる。海の除去は、島に影響を及ぼさない溶液に海を溶解させることによって行う。このような海島型構成の繊維は現在市販されている。海島型構成の繊維は、合成皮革、スエード、および特殊ワイプを作製するのに使用されることが最も多い。合成皮革の場合、次のステップは、凝固ポリウレタンを布中に導入し、トップコーティングを含むこともある。このような繊維に多くの興味を引き起こしたのは、テクニカルワイプにおける別の最終使用であり、テクニカルワイプでは細繊維が多数の細い毛細管を生じさせて、より良好な液体吸収性およびより良好な吸塵力をもたらしている。同様の理由で、このような繊維は濾過において関心を引き起こすことがある。
【0009】
しかしながら、上述したこのようなマイクロファイバーまたはナノファイバーから製造されたすべての不織材料では、全体的な布構造はむしろ高密度および緻密である。結果は、不織材料の通気性は十分でなく、ある用途では強度が不十分であるということである。さらに、これらの材料は引裂特性および引張特性が十分でないことが多い。したがってこのような高密度構造物は、エアゾール濾過、衣料および断熱を含む一部の重要な用途には好適でないことが多い。
【0010】
したがって、通気性でより低密度であり、市販の布で通例見られるよりもかさ高である、マイクロおよびナノデニール不織材料を製造可能である製造プロセスへの要求がある。
【0011】
多成分フィラメントおよび繊維の製造ならびに1種類を超える繊維からの不織布の製造について記載した従来技術で、プロセスおよび装置設計が開示されている。たとえば米国特許第5,620,644号明細書および米国特許第5,575,063号明細書は、2つの液体ポリマー流の溶融紡糸によって二成分フィラメントを製造するように設計されたスピンパックについて記載している。米国特許第5,551,588号明細書および米国特許第5,466,410号明細書は、不規則なポリマー分布を有し、断面が円形でない多成分フィラメントを製造するように設計されたスピナレットについて記載している。米国特許第6,964,931号明細書は、結合されて不織布を与えることができるフィラメントウェブを製造するスパンボンドプロセスによって、分布された一成分および/または多成分フィラメントを同時に与える方法を開示している。
【0012】
スパンボンドプロセスから異なる種類のフィラメントの交互の層を提供すること、また単一のスピナレットから多成分フィラメントおよび一成分フィラメントを同時に形成することが当分野で公知であるが、上述の材料よりもかさ高く、密度の低い不織布を製造するさらなるプロセスへの要求がある。
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明は、連続フィラメントを製造する方法、およびそれによって作製された布を提供し、製造された布は改善された可撓性、通気性、圧縮復元力、強度、ならびに濾過および熱特性を示すことが可能である。本発明の混合繊維布は、一成分フィラメントと、第1群の多成分フィラメントと比較してサイズが異なる1つ以上の成分を有する第2群の多成分フィラメントとのどちらかと組合された、第1群の多成分フィラメントで構成されている。第1群の多成分フィラメントは、多成分フィラメントの分割時または多成分フィラメントからのある成分の溶解時にマイクロデニールフィラメントを与えるようなサイズで作製された、セグメントまたは島などの成分を含む。一成分フィラメントまたは第2群の多成分フィラメントは、第1群の多成分繊維のフィラメントサイズと比較してより大きいデニールのフィラメント(すなわちより大きいマイクロデニールフィラメントまたはマイクロデニールサイズ範囲より上のサイズで作製されたフィラメント)を与えるようなサイズで作製される。
【課題を解決するための手段】
【0014】
一実施形態において、本発明は、第1群の多成分繊維であって、それぞれの少なくとも1つの成分がマイクロデニールフィラメントを与えるようなサイズで作製されている、第1群の多成分繊維と、第2群の繊維であって、第1群の多成分繊維のフィラメントよりも大きいサイズを有するフィラメントを与えるように構成され(comprise)、多成分繊維の成分と比較して異なるサイズで作製された少なくとも1つの成分を有する一成分繊維または多成分繊維で構成される、第2群の多成分繊維とで構成される1組の繊維を同時に溶融紡糸するステップと、溶融紡糸された1組の繊維を収集するステップとを含む、不織布を製造する方法を提供する。
【0015】
ある実施形態において、第1群の多成分繊維は、少なくとも1つの繊維成分の溶解または多成分繊維の別々のフィラメントへの分割によって、複数のマイクロデニールフィラメントを与えるように構成されている。たとえば、第1群の多成分繊維は、機械力の印加によって分割されるのに適した、セグメント化繊維または海島型繊維であり得る。あるいは、第1群の多成分繊維は、溶解されてマイクロデニールサイズを有する複数の島フィラメントを放出することが可能である、溶解性島成分を含む海島型繊維で構成される。
【0016】
第1および第2群の繊維のどちらも、セグメント化繊維である多成分繊維で構成されることが可能であり、第1群の多成分繊維は、第2群の多成分繊維よりも多数のセグメントを有する。別の例では、第1および第2群の繊維は、海島型繊維で構成され、第1群の多成分繊維は第2群の多成分繊維よりも多数の島を有する。
【0017】
各種の実施形態において、本発明による不織布を製造する方法は、第1の繊維タイプおよび第2の繊維タイプで構成される1組の繊維を同時に溶融紡糸するステップを含み得る。いくつかの実施形態において、方法は、第1の繊維タイプおよび第2の繊維タイプで構成される1組の繊維を同時に溶融紡糸するステップを含む。第1の繊維タイプは特に、複数の繊維を与えるために形成された二成分繊維で構成することが可能であり、複数の繊維の少なくとも1つはサイズが約1デニール未満である。複数の繊維は、二成分繊維を分割またはフィブリル化することによって、または繊維の1つの成分を化学的に除去(たとえば溶解)することによって形成できる。第2の繊維タイプは、サイズが約1デニールを超える一成分フィラメント、または少なくとも1つのサイズが約1デニールを超える複数の個々のフィラメントを与えるために形成された多成分繊維を含む、サイズが約1デニールを超える少なくとも1つの繊維で構成できる。方法は、溶融紡糸された1組の繊維を収集するステップをさらに含み得る。
【0018】
詳細な実施形態において、第1の繊維タイプは、溶解して複数の島フィラメントを放出する溶解性海成分によって形成された繊維などの海島型繊維であることが可能であり、島フィラメントの少なくとも1つのサイズは約1デニール未満である。好ましくは、各島フィラメントのサイズは、約1デニール未満であり得る。第2の繊維タイプは、サイズが約1デニールを超える少なくとも1つの繊維で構成することが可能である。方法は、溶融紡糸された1組の繊維を収集するステップをさらに含み得る。
【0019】
いくつかの実施形態において、第2の繊維タイプは、二成分繊維で構成されることが可能である。たとえば、二成分繊維は、複数の個々のセグメントに分離するセグメント化繊維であり得る。このような個々のセグメントは優先的に、サイズが約1デニールより大きいことが可能である。特に、セグメント化繊維の個々のセグメントはそれぞれ、少なくとも約2μmのフィラメント直径を有し得る。
【0020】
他の実施形態において、第2の繊維タイプは、一成分繊維で構成されることが可能である。このような実施形態において、一成分繊維がいくつかの実施形態においては、少なくとも約5μmの直径を有することが好ましい。
【0021】
第1の繊維タイプによる島フィラメントも、特定のサイズを有し得る。たとえば、いくつかの実施形態において、複数の島フィラメントのそれぞれは約1μm未満の直径を有し得る。好ましくは、島フィラメントのそれぞれは約0.2μm〜約0.8μmの直径を有し得る。
【0022】
詳細な実施形態において、第2の繊維タイプは海島型繊維であることが可能であり、溶解して複数の島フィラメントを放出する溶解性海成分によって形成されることが可能である。好ましくは、第2の繊維タイプによる各島フィラメントは、第1の繊維タイプによるフィラメントのサイズよりも大きいサイズを有し得る。同様に、第1の繊維タイプの海島型繊維は、第2の繊維タイプの海島型繊維よりも多くの数の島で構成されることが可能である。たとえば、第1および第2の繊維タイプにおける島の数は、少なくとも約2:1または少なくとも約10:1の比で存在することが可能である。
【0023】
本発明の方法は、溶融紡糸された1組の繊維で不織繊維ウェブを形成するステップと、不織繊維ウェブを機械的および/または熱的に結合するステップとをさらに含み得る。
【0024】
別の態様において、本発明は、上述の1組の繊維で構成されるステープル繊維および連続フィラメントのほか、本発明の繊維を使用して作製したヤーン(yarn)および布(たとえばニット、製織、編組、または不織)も提供する。好ましい一実施形態において、本発明の布は、水交絡(hydroentangled)および/または熱結合されたスピンボンド不織布である。
【0025】
別の態様において、本発明は、不織スパンボンド布の製造に有用である各種のスパンボンド布および繊維ウェブをさらに提供する。特に、本発明は、本明細書で開示した方法のいずれにも従って製造される布を含み得る。
【0026】
ある実施形態において、本発明は、2つの繊維タイプで構成される不織布を提供する。不織布は特にスパンボンド不織布であり得る。好ましくは、2つの繊維タイプは、第1の繊維タイプが、適切に処理されたときにサイズが約1デニール未満の複数の個々のフィラメントを与える多成分繊維で構成されるという点で識別可能である。適切な処理は、分割またはフィブリル化すること、または(特に二成分繊維であり得る)多成分繊維の1つの成分を溶解させることによって可能である。第1の繊維タイプは、多成分繊維から得られたサイズが約1デニール未満の複数の個々のフィラメントで構成され得る。第2の繊維タイプは、サイズが約1デニールを超える少なくとも1つの繊維で構成することが可能である。詳細な実施形態において、第2の繊維タイプは、布の少なくとも約20重量%を構成する。第2の繊維タイプは特に、一成分繊維で構成され得る。第2の繊維タイプは、サイズが約1デニールを超える複数の個々のフィラメントに分割される多成分繊維で構成され得る。
【0027】
本発明を実施するために設計された方法およびシステムを、その他の特徴と共に以下で説明する。本発明は、以下の明細書を読むことから、およびその一部を形成する添付図面を参照することによって、より容易に理解される。
【図面の簡単な説明】
【0028】
【図1】代表的な二成分セグメントパイ繊維、中実(左)および中空(右)の概略断面図である。
【図2】代表的なセグメントリボン繊維の概略断面図である。
【図3】代表的なセグメント十字および先端三葉形(tipped trilobal)繊維の概略断面図である。
【図4】代表的な海島型繊維(左)およびシース/コア繊維(右)の概略断面図である。
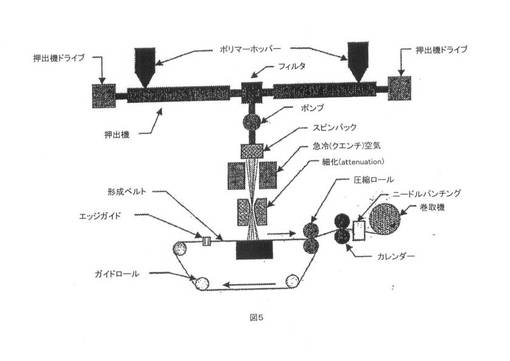
【図5】代表的な二成分スパンボンドプロセスを示す。
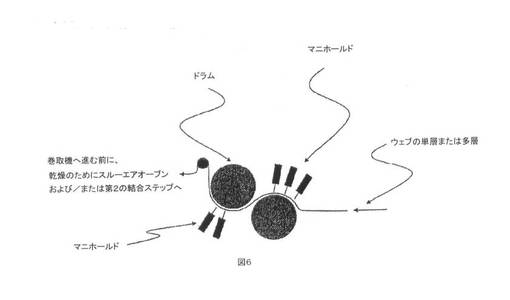
【図6】ドラム交絡装置を使用する、代表的な水交絡プロセスを示す。
【図7】混合−交互スパンボンドスピンパック用のスピナレットの配置断面の概略図である。
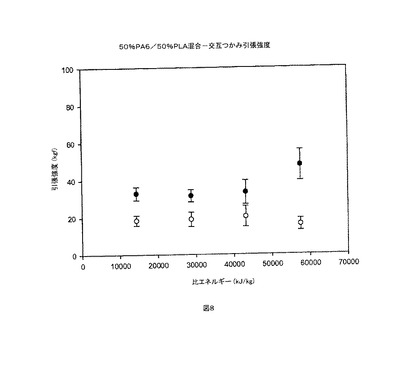
【図8】混合−交互スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PLA不織布のつかみ(grab)引張強度対水交絡エネルギーのグラフ表示である。
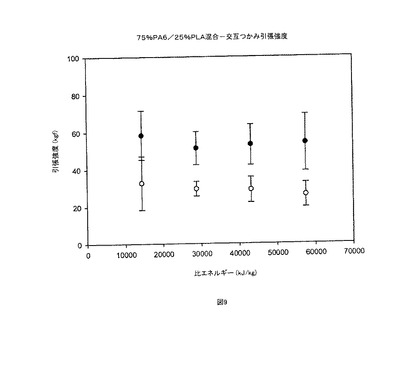
【図9】混合−交互スピンパックを使用して本発明の一実施形態によって製造した75/25 PA6/PLA不織布のつかみ引張強度対水交絡エネルギーのグラフ表示である。
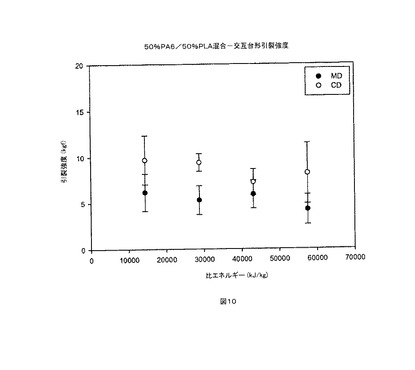
【図10】混合−交互スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PLA不織布の台形引裂強度対水交絡エネルギーのグラフ表示である。
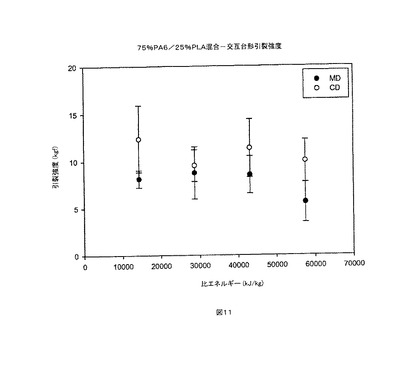
【図11】混合−交互スピンパックを使用して本発明の一実施形態によって製造した75/25 PA6/PLA不織布の台形引裂強度対水交絡エネルギーのグラフ表示である。
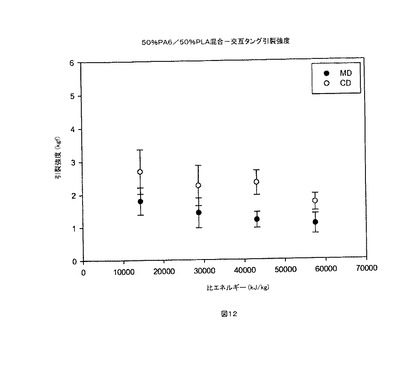
【図12】混合−交互スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PLA不織布のタング引裂強度対水交絡エネルギーのグラフ表示である。
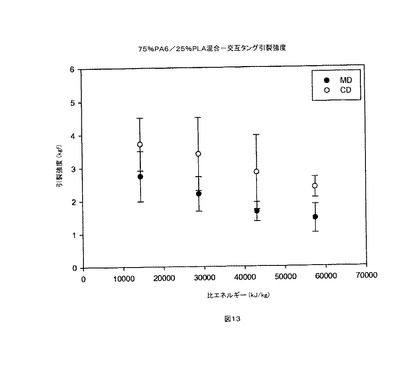
【図13】混合−交互スピンパックを使用して本発明の一実施形態によって製造した75/25 PA6/PLA不織布のタング引裂強度対水交絡エネルギーのグラフ表示である。
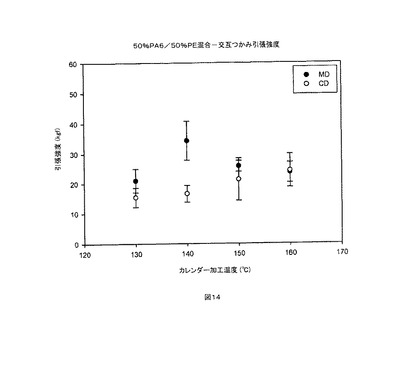
【図14】混合−交互スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PE不織布のつかみ引張強度対カレンダー加工温度のグラフ表示である。
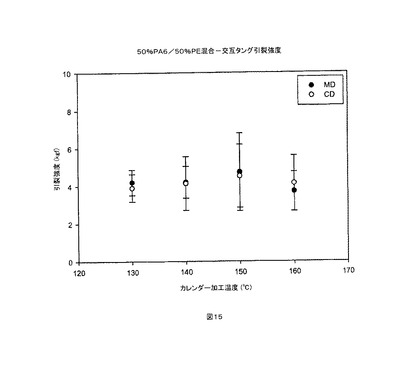
【図15】混合−交互スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PE不織布のタング引裂強度対カレンダー加工温度のグラフ表示である。
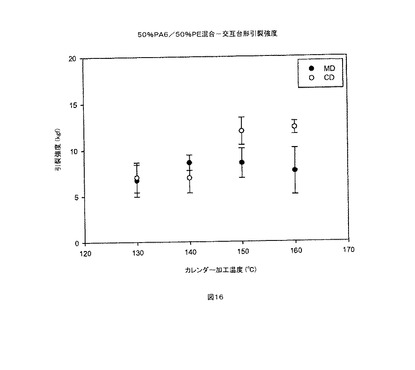
【図16】混合−交互スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PE不織布の台形引裂強度対カレンダー加工温度のグラフ表示である。
【図17】列混合スパンボンドスピンパック用のスピナレットの配置断面の概略図である。
【図18】列混合スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PLA不織布のつかみ引張強度対水交絡エネルギーのグラフ表示である。
【図19】列混合スピンパックを使用して本発明の一実施形態によって製造した75/25 PA6/PLA不織布のつかみ引張強度対水交絡エネルギーのグラフ表示である。
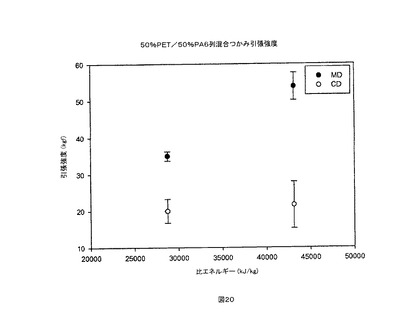
【図20】列混合スピンパックを使用して本発明の一実施形態によって製造した50/50 PET/PA6不織布のつかみ引張強度対水交絡エネルギーのグラフ表示である。
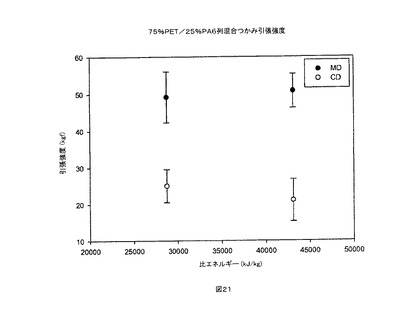
【図21】列混合スピンパックを使用して本発明の一実施形態によって製造した75/25 PET/PA6不織布のつかみ引張強度対水交絡エネルギーのグラフ表示である。
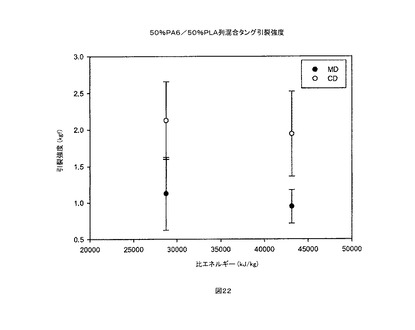
【図22】列混合スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PLA不織布のタング引裂強度対水交絡エネルギーのグラフ表示である。
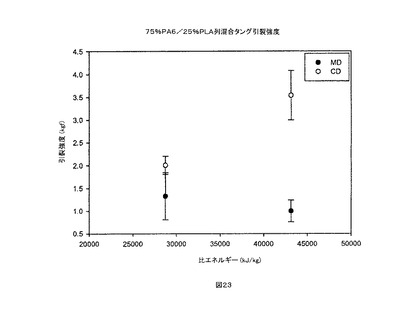
【図23】列混合スピンパックを使用して本発明の一実施形態によって製造した75/25 PA6/PLA不織布のタング引裂強度対水交絡エネルギーのグラフ表示である。
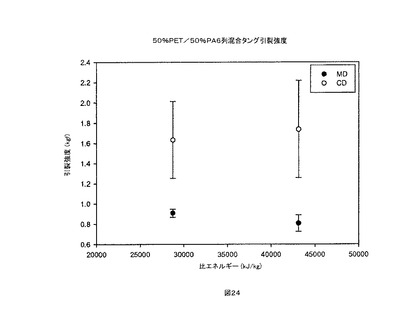
【図24】列混合スピンパックを使用して本発明の一実施形態によって製造した50/50 PET/PA6不織布のタング引裂強度対水交絡エネルギーのグラフ表示である。
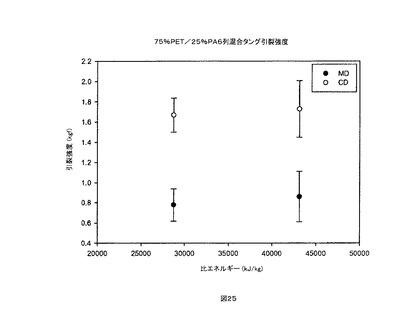
【図25】列混合スピンパックを使用して本発明の一実施形態によって製造した75/25 PET/PA6不織布のタング引裂強度対水交絡エネルギーのグラフ表示である。
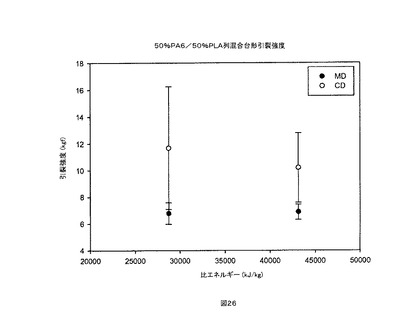
【図26】列混合スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PLA不織布の台形引裂強度対水交絡エネルギーのグラフ表示である。
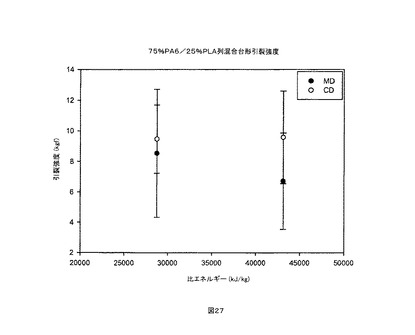
【図27】列混合スピンパックを使用して本発明の一実施形態によって製造した75/25 PA6/PLA不織布の台形引裂強度対水交絡エネルギーのグラフ表示である。
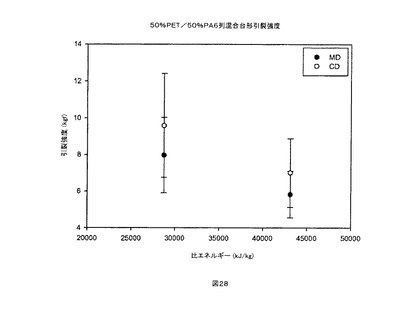
【図28】列混合スピンパックを使用して本発明の一実施形態によって製造した50/50 PET/PA6不織布の台形引裂強度対水交絡エネルギーのグラフ表示である。
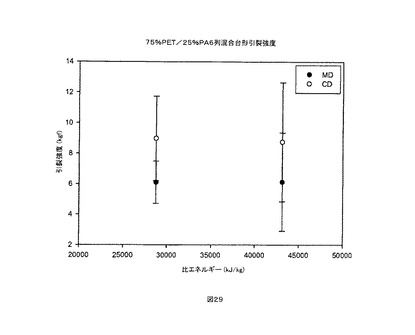
【図29】列混合スピンパックを使用して本発明の一実施形態によって製造した75/25 PET/PA6不織布の台形引裂強度対水交絡エネルギーのグラフ表示である。
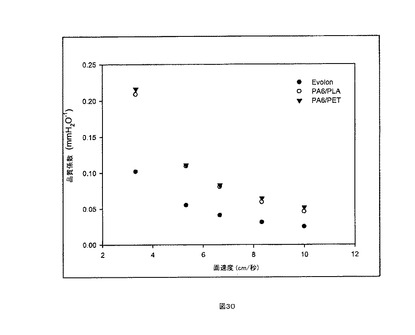
【図30】エアゾール濾過について試験した3つの布の面速度に対する品質係数(QF)を示すグラフである。
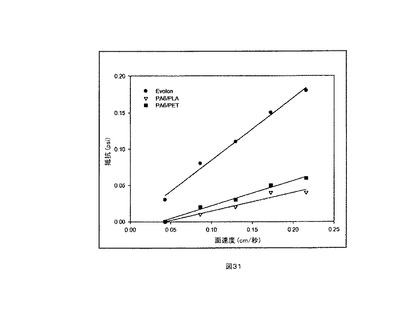
【図31】液体濾過について試験した3つの布の面速度の係数としての流動抵抗を示すグラフである。
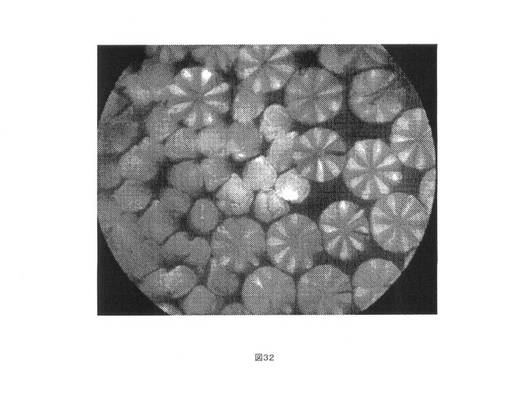
【図32】ポリアミド6(PA6)およびポリ乳酸(PLA)の50/50混合物を使用して、PA6の一成分繊維と、繊維1本当り16個のセグメントを有し、PA6およびPLAで形成されているパイ/ウェッジ二成分繊維とを、列混合スピンパック設計を使用して同時に押し出すことによって、本発明の実施形態に従って製造した布の断面の光学画像である。
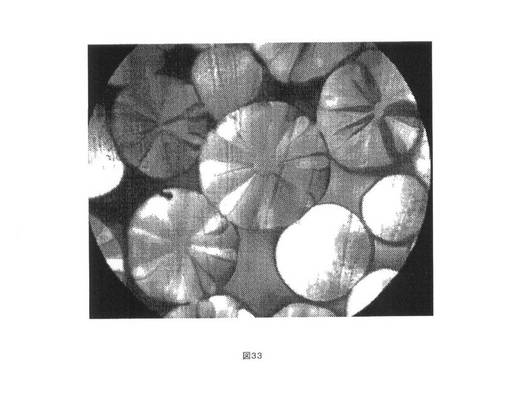
【図33】PA6およびPLAの50/50混合物を使用して、PA6の一成分繊維と、繊維1本当り16セグメントを有し、PA6およびPLAで形成されているパイ/ウェッジ二成分繊維とを、混合−交互スピンパック設計を使用して同時に押し出すことによって、本発明の実施形態に従って製造した布の断面の光学画像である。
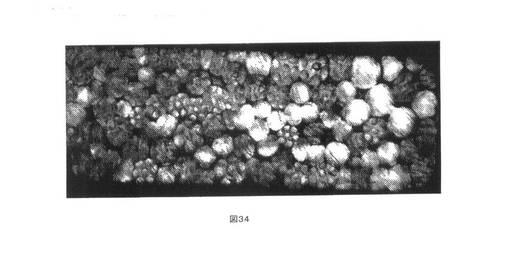
【図34】ポリエチレンテレフタレート(PET)およびPA6の75/25混合物を使用して、PETの一成分繊維と、繊維1本当り7個の島を有し、PETおよびPLAで形成されている海島型繊維とを、混合−交互スピンパック設計を使用して同時に押し出すことによって、本発明の実施形態に従って製造した布の断面の光学画像である。
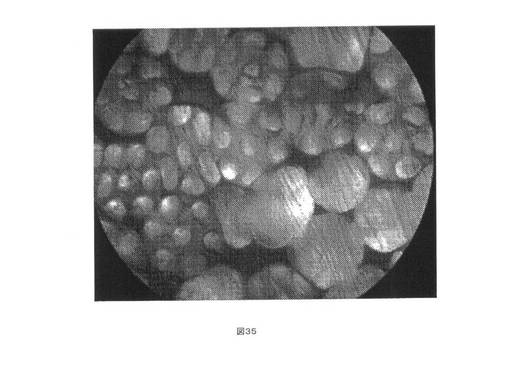
【図35】図34に示した繊維の断面の拡大図を示す光学画像である。
【発明を実施するための形態】
【0029】
ここでは本発明を、本発明のすべての実施形態ではないが、いくつかの実施形態が示されている添付図面を参照しながら、以下でさらに十分に説明する。実際に、本発明は多くの異なる形式で具体化することができ、本明細書で述べる実施形態に限定されると解釈すべきではない。むしろこれらの実施形態は、本開示が適用される法的要件を満足できるように提供される。本明細書および添付請求項で使用するように、単数形「a」、「an」および「the」は、文脈が別途明確に指示しない限り、複数指示対象を含む。
【0030】
本明細書で開示する主題は、連続フィラメントを製造する方法ならびに改善された可撓性、通気性、圧縮復元力、強度、ならびに濾過および熱特性を示すことが可能である、このようなフィラメントによる布に関するものである。本発明の基礎は、第1の多成分フィラメント(または複数のこのようなフィラメント)と第2の異なる多成分フィラメントまたは一成分フィラメント(または複数のこのようなフィラメント)との組合せである。
【0031】
特に、本発明は、複数の繊維構成が同じ繊維グルーピングで(すなわち同じスピナレットアセンブリから)与えられる、スパンボンド不織材料を製造する方法に関するものである。得られる不織繊維構造は、多成分マイクロデニールまたはナノデニール繊維とより高いデニールの一成分または多成分繊維との組合せからなる。得られる不織布はしたがって、種々の直径の繊維からなり、市販の布よりも改善された断熱および濾過特性を提供可能である。本発明の布はまた、ある実施形態において、他の従来の不織材料よりも強力で通気性である。
【0032】
本発明の布は、複数の繊維タイプ(または群)を含むことが可能であり、各繊維タイプは単一の一成分または二成分フィラメントであり得るか、または複数の一成分フィラメント、二成分フィラメント、または一成分および二成分フィラメントの混合物であり得る。第1の繊維タイプは多成分繊維構成で構成することが可能であり、繊維が海島型、セグメントパイ、セグメントリボン、先端三葉形(tipped trilobal)、並列、シース−コア、またはセグメント十字などの秩序正しい構成で組合された2つ以上のポリマーで構成されていることを意味する。本発明で使用可能である例示的な海島型繊維は、参照により本明細書に組み込まれる、Pourdeyhimi et al.に対する米国特許出願公開第2006/0292355号に記載された繊維を含む。本発明で使用する多成分繊維は、引用することにより本明細書に組み込まれる、Pourdeyhimi et al.に対する米国特許出願公開第2008/0003912号に記載された種類の多葉形繊維も含み得る。好ましくは、多成分繊維は、繊維の一部の機械的分割または溶解によってマイクロデニール繊維を製造するのに適した繊維構成を示す。
【0033】
本発明の布は、また単一の繊維または複数の繊維であり得る、第2の繊維タイプも含む。第2の繊維タイプの繊維は好ましくは、第1の繊維タイプの繊維とは構造が異なる。第2の繊維タイプは、第1の繊維タイプに有用として示されたいずれの多成分形も含む、多成分形であることもできる。第2の繊維タイプの多成分繊維は好ましくは、海島型繊維の島成分のサイズまたはセグメントパイもしくはセグメントリボン繊維のセグメントのサイズなどの繊維中に含有されたフィラメントのサイズが第1群とは異なる。通例、サイズの違いは、多成分繊維の第2群のセグメントまたは島の数を第1群と変えることによって達成される。言い換えれば、多成分繊維の第2群は、海島型繊維の場合には異なる数の島を有し、またはセグメントパイもしくはセグメントリボン繊維の場合には異なる数のセグメントを有する。あるいは、第2群の繊維は一成分繊維であり得る。しかしながら、本発明は一成分繊維の存在を必要としないことに留意されたい。代わりに、ある実施形態において、本発明は一成分繊維の非存在下で複数の繊維を与え、すべての繊維の構成が多成分であることを意味する。ある実施形態において、第2群の繊維はサイズがマイクロデニールである繊維を提供し、第2群の一成分繊維または多成分繊維はサイズが1デニールより大きい繊維成分で構成されていることを意味する。
【0034】
さらなる群の異なる繊維も本発明の布に導入することが可能であり、布が、たとえば第1および第2群と比較して異なる数の島を有する第3群の海島型繊維で構成される、第3群の繊維を含み得ることを意味する。
【0035】
各群の繊維は、セグメント化繊維および海島型繊維の混合物などの異なる繊維タイプの混合物で構成され得ることに留意されたい。たとえば、第1群の多成分繊維はセグメントパイおよび海島型繊維の混合物であることが可能であり、パイのセグメントおよび島フィラメントはマイクロデニールサイズのフィラメントを与えるようなサイズで作製される。第2群の繊維は、セグメント化繊維および海島型繊維の混合物、またはシース−コア形繊維および先端多葉形繊維の混合物などの異なる繊維タイプの混合物で構成されることが可能である。
【0036】
各群からの繊維の相対数は、得られる布の所望の特性によって変化することが可能である。たとえば、第1群および第2群の繊維はどちらも、特定のスピナレットから出る繊維の総数の約1〜約99%を構成することが可能である。通例、一方の群の繊維は繊維の総数の約5〜約50%の量で存在して、他方の群は約50〜約95%の量で存在する。一実施形態において、一方の群は20%〜約50%の量で存在し、他方の群は約50%〜約80%の量で存在する。布に3つの異なる繊維グルーピングが存在する場合、それぞれの相対量は変化することが可能である。たとえば各群は約1%〜約80%、さらに通例は約5%〜約66%、最も多くは約10%〜約50%の量で存在することが可能である。
【0037】
特定の実施形態において、布は、布の総重量に対して、マイクロデニール繊維でない存在する繊維の重量パーセンテージで特徴付けることが可能である。特に、一成分繊維が使用されるときには、本発明による布は、少なくとも10重量%、少なくとも15%、少なくとも20%、少なくとも25%、少なくとも30%、少なくとも35%、少なくとも40%、少なくとも45%、または少なくとも50重量%の一成分繊維で構成されることが可能である。ある実施形態において、一成分繊維は、布全体の約10%〜約60重量%、約15%〜約60%、約20%〜約60%、約25%〜約60%、約30%〜約60%、約20%〜約50%、約25%〜約50%、または約25%〜40重量%を構成し得る。
【0038】
異なる構造を有する複数の群の繊維は、用途に応じて各種の方法で布構造へ混合することが可能である。たとえば、各種の群の繊維は、スピンパックの設計を調整するだけで、列に配置する、または他の形態を構成することが可能である。スピンパックは所望のポリマーの溶融流をスピナレットへ送達し、スピナレットは数千個のオリフィス開口部で構成され、生じた各種の多成分フィラメントの組合せまたは多成分および一成分フィラメントの組合せはオリフィス開口部を通じて押出される。
【0039】
異なるサイズの繊維(すなわち異なる繊維群)を、太い繊維がより細い繊維の2つの層のまん中にある列として配置することが可能である。または、異なるサイズの繊維はランダム構成で配置される。また別の実施において、異なるサイズの繊維は、より細い繊維がより太い繊維の2つの層のまん中にある列として配置される。第2タイプの繊維の列と交互になった第1タイプの繊維の列のいずれの組合せも、本発明によって使用され得る。
【0040】
本発明の布によって、構造内のより大きいデニールの繊維の存在による良好な強度および圧縮可撓性と、マイクロデニール繊維の存在による良好な断熱および濾過特性との両方が与えられることが期待できる。
【0041】
本発明の一実施形態において、第1群の多成分繊維は海島型繊維で構成され、第2群の繊維は、海島型繊維の島または海と同じポリマーで構成される一成分繊維などの一成分繊維で構成される。固体一成分繊維は、円形、楕円形、多葉形などのいずれの断面形状も有し得る。
【0042】
別の実施形態において、第1群の多成分繊維は海島型繊維で構成され、第2群の繊維も海島型繊維で構成され、2つの群の繊維は島の数が異なる。たとえば、第1群は各繊維中に約400個を超える島を有することが可能であり、第2群は各繊維中に約300個未満の島を有し得る。また第1群は各繊維中に約100個を超える島を有することが可能であり、第2群は各繊維中に約20個未満の島を有し得る。詳細な実施形態は、300/600個の島の組合せ(すなわち300個の島繊維および600個の島繊維)、300/16個の島の組合せ、600/16個の島の組合せ、100/300個の島の組合せなどを含む。布は、第1および第2群の島の数とは異なる第3の島の数を有する第3群の海島型繊維を含み得る。特定の実施形態は、600/300/18個の島の組合せ、600/300/100個の島の組合せ、18/50/100個の島の組合せなどを含む。
【0043】
また別の実施形態において、第1群の多成分繊維は、第1の数のセグメントを有するセグメント化繊維(たとえばセグメントリボン、セグメントパイ、セグメント十字など)であり、第2群の繊維は、第1群のセグメント数とは異なる第2の数のセグメントを有するセグメント化繊維である。たとえば、第1群は約10個を超えるセグメントを有する繊維を含むことが可能であり、第2群は約8個未満のセグメントを有し得る。例示的なセグメントの組合せは、32/16個のセグメント組合せ、16/8個のセグメント組合せ、4/8個のセグメント組合せ、16/4個の組合せなどを含む。32/16/4個の組合せ、16/8/4個の組合せなどの異なる数のセグメントを有する3つ以上の群のセグメント化繊維も使用可能である。
【0044】
さらなる実施形態において、第1群の多成分繊維は、第1の数のセグメントを有するセグメント化繊維(たとえばセグメントリボン、セグメントパイ、セグメント十字など)であり、第2群の繊維は、第1群のセグメント化繊維に使用されたポリマーの1つで構成される一成分繊維などの、一成分繊維である。固体一成分繊維は、円形、楕円形、多葉形などのいずれの断面形状も有し得る。
【0045】
本発明のなおさらなる詳細な例は、以下の繊維グルーピングで構成された布を含む。
(a)300個の島を有する海島型繊維50%と、18個の島を有する海島型繊維50%、
(b)300個の島を有する海島型繊維70%と、島と同じポリマーで作製された一成分繊維30%、
(c)600個の島を有する海島型繊維80%と、海島型繊維の海成分と同じポリマーで作製された一成分繊維20%、
(d)300個の島を有する海島型30%と、600個の島を有する海島型繊維30%と、18個の島を有する海島型繊維である残り、
(e)16個のセグメントを有するセグメントパイ繊維50%と、4個のセグメントを有するセグメントパイ繊維50%、
(f)16個のセグメントを有するセグメントパイ繊維50%と、セグメントパイ繊維で使用したポリマーで構成される一成分繊維50%、
(g)セグメント4個を有するセグメントパイ繊維30%と、セグメント16個を有するセグメントパイ繊維30%と、32個のセグメントを有するセグメントパイ繊維である残り。
【0046】
本発明で使用するための繊維は、約0.1μm〜約25μmの範囲の直径を有し得る。一成分繊維は、少なくとも約4μm、少なくとも約5μm、少なくとも約6μm、少なくとも約8μm、少なくとも約10μm、少なくとも約12μm、または少なくとも約15μmの直径を有し得る。一成分繊維は特に、約10μm〜約25μm、約12μm〜約20μm、または約15μm〜約20μmの範囲の直径を有し得る。同様に、分離前の二成分繊維は、約10μm〜約25μm、約12μm〜約20μm、または約15μm〜約20μmの範囲の直径を有し得る。有利なことに、本発明の二成分繊維は分離されてより小さい直径を有する繊維を形成可能である。たとえば、セグメント化繊維(たとえばパイ/ウェッジ繊維)は、約1μm〜約5μm、約1μm〜約4μm、約1μm〜約3μm、約1μm〜約2μmの範囲の直径を有する個々のフィラメントに分離されることが可能である。本発明による海島型繊維は、なお小さい直径を有し得る。たとえば、海成分の除去後に、本発明による海島型繊維は、約2μm未満、約1μm未満、または約0.8μm未満の直径を有する個々のフィラメントを与えることができる。他の実施形態において、個々のフィラメントは、約0.1μm〜約5μm、約0.15μm〜約3μm、約0.2μm〜約2μm、約0.2μm〜約1μm、または約0.2μm〜約0.8μmの範囲の直径を有する。
【0047】
海島型繊維がセグメント化繊維と混合されるような、ある実施形態において、セグメント化繊維の個々の繊維が、海成分からの分離後に遊離された島によって形成された個々のフィラメントのサイズよりも大きいサイズを有することが有用であり得る。一実施形態において、遊離した島によって形成された個々のフィラメントは約1デニール未満のサイズを有することが可能であり、セグメント化繊維の個々のセグメントは約1デニールを超えるサイズを有し得る。さらなる実施形態において、遊離した島によって形成された個々のフィラメントは、上述のような直径を有することが可能であり、セグメント化繊維の個々のセグメントはより大きい直径を有し得る。たとえば、セグメント化繊維の個々のセグメントは、少なくとも約2μm、少なくとも約3μm、少なくとも約4μm、少なくとも約5μm、少なくとも約6μm、少なくとも約7μm、または少なくとも約8μmの直径を有し得る。特定の実施形態において、セグメント化繊維の個々のセグメントは、約2μm〜約8μm、約2μm〜約6μm、または約3μm〜約6μmの範囲の直径を有し得る。
【0048】
第1の海島型繊維が第2の海島型繊維と混合されたような、さらなる実施形態において、第1の繊維から放出された複数の島フィラメントは、第2の繊維から放出された複数の島フィラメントよりもサイズが大きいことが有利である。特定の実施形態において、このことは第2の繊維よりも島の数が多い第1の繊維を提供することによって達成可能である。たとえば、繊維は各繊維タイプの島の数の比に基づいて形成可能である。たとえば、ある実施形態において、各繊維タイプの島の数は少なくとも約2:1の比であり、第1の繊維タイプが、第2の繊維タイプの島1個に付き2個の島を有することを意味する。さらなる実施形態において、第1の繊維タイプの島の、第2の繊維タイプの島に対する比は、少なくとも約3:1、少なくとも約4:1、少なくとも約5:1、少なくとも約10:1、少なくとも約12:1、少なくとも約15:1、少なくとも約20:1、少なくとも約25:1、少なくとも約30:1、少なくとも約40:1、または少なくとも約50:1である。特定の実施形態において、比は、約2:1〜約50:1、約5:1〜約40:1、約10:1〜約40:1、または約15:1〜約30:1である。
【0049】
特定の実施形態において、本発明は、第1の繊維タイプおよび第2の繊維タイプで構成される混合フィラメントスパンボンド布を提供する。第1の繊維タイプは、個々のセグメントそれぞれが本明細書に記載するようなサイズ(特に約2μm未満、約1.5μm未満、または1μm未満)を有するような断面を有する、セグメント化二成分繊維で構成することが可能である。第1の繊維タイプは、個々の島それぞれが本明細書に記載するようなサイズ(特に約2μm未満、約1μm未満、または0.8μm未満)を有するような断面を有する、海島型二成分繊維で構成することが可能である。第2の繊維タイプは、本明細書に記載するようなサイズ(特に約2μmを超える、約3μmを超える、または5μmを超える)を有する一成分繊維で構成することが可能である。優先的に、一成分繊維は布の繊維の少なくとも約20重量%を構成する。
【0050】
他の実施形態において、第1の繊維タイプは、約2μm未満、約1μm未満、または約0.8μm未満のサイズを有する複数の個々のフィラメントで構成することが可能である。第2の繊維タイプは、本明細書に記載するようなサイズ(特に約2μmを超える、約3μmを超える、または約5μmを超える)を有する一成分繊維で構成することが可能である。このような布は、水交絡(本明細書で記載したような)および熱結合(本明細書で記載したような)の一方または両方であり得る。
【0051】
押出後に、不織布を形成する繊維のウェブに、機械結合(たとえばニードルパンチ、水交絡)、熱結合(たとえばカレンダー加工)、スチームジェット結合、または当業者によって想定されたその他の結合を改善するのに有用な技法のほか、上の結合技法の組合せなどのさらなる処理技法も受けさせることが可能である。したがって本発明のプロセスは、直径が変化する精密な一連の繊維によって最終不織材料を製造する。いくつかの好ましい実施形態において、様々な直径の繊維からなる布は、さらなる強度のために点結合させることが可能である。
【0052】
二成分繊維スパンボンドプロセスの代表的な構成の概略図を図5に示す。図示するように、少なくとも2個の異なるポリマーホッパーは溶融押出ポリマーを供給して、ポリマーは濾過されてスピンパックまでポンプ注入され、スピンパックはポリマーを合わせて所望の断面の多成分構成とする。溶融された繊維は次に空気によって急冷され、細化されるか、または延伸されて、移動ベルトに配置され、繊維ウェブを形成する。図示したように、プロセスは場合により、加熱されたカレンダロールおよび/またはニードル・パンチ・ステーションを使用して、繊維ウェブを熱結合することを含み得る。繊維ウェブは次に図5に示すように収集可能であるが、繊維ウェブの収集前に繊維ウェブを図6に示す水交絡プロセスに通過させることもできる。図6に示すように、代表的な水交絡プロセスは、繊維ウェブの両側に複数の水交絡マニホールドによる水圧を受けさせることを含み得るが、プロセスは片側のみに水を衝突させることも含み得る。本発明は、不織布を製造するスパンボンドプロセスに限定されず、たとえばウェブに形成されたステープル繊維を使用して形成された不織布も含む。本発明のある実施形態を製造するために使用可能である1つの例示的なスパンボンド技法は、引用することにより本明細書に組み込まれる、米国特許第6,964,931号明細書に示されている。
【0053】
好ましい一実施形態において、混合された繊維は紡糸され、同じスピンビームを使用して同時に押出される。または、繊維は別のスピンビームを使用して同時に押出してもよい。別の実施形態において、多成分フィラメントおよび一成分もしくは他の多成分フィラメントの不連続繊維は、密接に混合されて、エアレイ、ウェットレイ、カーディング、またはその組合せなどのステープル繊維プロセスでウェブに形成されることがある。または、各種の多成分フィラメントまたは多成分フィラメントおよびホモフィラメントの不連続繊維ウェブは積層化されて、エアレイ、ウェットレイ、カーディング、またはその組合せなどのステープル繊維プロセスによって混合繊維ウェブを与えることがある。
【0054】
本発明の繊維は、フィラメントヤーンおよびステープルヤーンを形成するために使用可能である。このような実施形態において、繊維の分割またはフィブリル化は、所望である場合、繊維をテクスチャリング、延伸、撚合せ、または溶媒で洗浄することにより達成可能である。または、製織、製編、編組、および不織布を含む布は、本発明の繊維を使用して作製可能である。
【0055】
不織材料を構成する繊維の1つ以上が海島型構成を有する場合、繊維の海部分を構成するポリマーは、布が結合された後に化学処理によって除去することが可能である。島繊維は残存して、得られた材料は多少多孔性であり、あまり高密度でない布を必要とする用途で利用できる繊維の網目を与える。
【0056】
不織材料を構成する繊維の1つ以上がセグメント化構成を有する場合、成分セグメントは、水交絡による1ステップで機械的に分解させて結合され得る。ドラム交絡装置を使用する、代表的な水交絡プロセスを図6に示す。得られた一成分繊維は、構造を補強するように作用可能であり、より高強度の材料をもたらす。構造は、1つの成分がその後除去されて、たとえば濾過用途で使用するためのより多孔性の網目を生じるために、熱結合させることもできる。
【0057】
分割可能な繊維のフィブリル化は、各種の手段を使用して本発明の多成分繊維に機械エネルギーを与えることを含む。たとえば、フィブリル化は、熱によって、または水交絡によって機械的に実施され得る。
【0058】
繊維をフィブリル化するのに必要な機械エネルギーの量は、フィブリル化の所望のレベル(すなわち分割される繊維のパーセンテージ)、繊維の各種の成分で使用されるポリマー、多成分繊維の各種の成分の体積パーセンテージ、および利用されるフィブリル化技法を含む、多くの因子に依存する。水交絡をフィブリル化エネルギー源として使用する場合、通例必要なエネルギーの量は、約2000Kj/Kg〜約6000Kj/Kgである。一実施形態において、水交絡法は、本発明の多成分繊維のウェブを、10バール〜1000バールの範囲の水圧で1個以上の水交絡マニホールドからの水圧に曝露することを含む。
【0059】
例示的なフィブリル化技法は、
(a)ニードルパンチ後、いずれの熱結合も伴わずに水交絡すること(ニードルパンチおよび水交絡エネルギーの両方が多成分繊維の部分または完全分割を引き起こす)、
(b)いずれのニードルパンチまたはその後の熱結合を伴わずにウェブに水交絡のみを行うこと(水交絡エネルギーが多成分繊維の部分または完全分割を引き起こす)、
(c)上の(a)に記載したようにウェブを水交絡して、次にカレンダーで熱結合すること、または
(d)上の(a)に記載したようにウェブを水交絡後、外部(すなわち露出された)繊維成分の溶融温度またはそれ以上の温度のスルーエアオーブンでの熱結合により、より強い布を形成することを含む。
【0060】
本発明による不織布を形成するのに水交絡を使用するとき、二成分繊維の十分な交絡および/または機械分離は、本明細書に記載するように、水交絡装置への1回通過を使用することによって達成され得る。他の実施形態において、水交絡プロセスを繰り返すことが有用であり得る。たとえば、一部の実施形態において、本発明の方法は、水交絡装置への2回の通過、3回の通過、4回の通過、5回の通過、またはなおさらなる通過を含み得る。言い換えれば、同じ不織布片に複数の水交絡手順またはステップを受けさせてもよい。
【0061】
熱結合(たとえばカレンダー加工)を本発明で使用するとき、このような熱結合は各種の温度にて実施可能である。いくつかの実施形態において、熱結合は、約80℃〜約200℃、約90℃〜約180℃、約100℃〜約170℃、約110℃〜約170℃、または約120℃〜約170℃の温度にて実施される。
【0062】
本発明は、異なる直径の繊維の存在による結合プロセス中にフィラメントウェブ内の繊維の充填の緊密度(packing tightness)を低下させる能力によって特に特徴付けることができる。したがって、得られた不織布が著しく低下した密度を有し得るのは、中に含有されたより高いデニールの繊維が通例の均質不織材料に対する圧密を低下させるように機能することが可能なためである。これらの直径がより大きい繊維は、比較的大きい直径の島/セグメントを中に含有する多成分フィラメントを備えていること、または上述のような比較的大きい直径の一成分フィラメントを備えていることのいずれかの結果として、不織材料内に存在することが可能である。より大きい直径のより高いデニールの繊維は圧縮復元力を与えるが、これに対して、他の多成分フィラメントからのより細いマイクロまたはナノデニール繊維は、不織布に断熱または濾過機能を与える。得られた材料は、その低い引裂特性も維持することが可能である。この特性の組合せは、たとえばエアゾール濾過媒体および特殊断熱媒体などの用途のほか、ワイプ、衣服、および人工皮革などに特に有利である。
【0063】
特定の実施形態において、多成分および一成分繊維は、異なる断面形状(たとえば円形、楕円形、多葉形など)を有し得る。これらの各種の断面形状は、布によりかさ高性を与える可能性があり、不織布に含有された繊維に、中に平坦またはウェッジ形状繊維が含有されているときよりも動きを多くすることができる。加えて、このような断面形状の繊維は、引裂耐性が向上した、輸送特性が改善された不織布を生じ得る。
【0064】
繊維成分の材料を選択するにあたって、海島型構成を有する繊維または分割するための任意の繊維構造に関して、各種の繊維成分が非相溶性(incompatible)である限り、各種のポリマーが利用され得る。非相溶性は本明細書では、2つの繊維成分で一方が他方の中に拡散しないように、2つの間に明確な界面が形成されることとして定義される。よりよい例の1つは、2つの各種成分へのナイロンおよびポリエステルの利用を含むが、本発明はいずれの特定のタイプのポリマーには限定されない。
【0065】
一実施形態において、本発明で利用されるいずれの多成分または一成分繊維も、ポリエステル、ポリアミド、コポリエーテルエステルエラストマー、ポリオレフィン、ポリウレタン、ポリアクリレート、セルロースエステル、液体結晶性ポリマー、およびその混合物より選択される1つ以上の熱可塑性ポリマーで構成される。好ましいコポリエーテルエステルエラストマーは、エステル結合によって頭−尾結合された長鎖エーテルエステル単位および短鎖エステル単位を有する。好ましい一実施形態において、本発明の多成分繊維の少なくとも1つの成分は、ナイロン6、ナイロン6/6、ナイロン6,6/6、ナイロン6/10、ナイロン6/11、ナイロン6/12、およびその混合物からなる群から選択されるポリマーで構成される。なお別の実施形態において、本発明の多成分繊維は、1つの成分(たとえば海島型繊維構成の島)としてのポリアミドまたはポリエステルポリマーおよび第2の成分(たとえば海島型繊維の海成分)としてのポリオレフィン、ポリアミド、ポリエステル、またはコポリエステルで構成され、2つの成分は異なる。シース/コアまたは海島型繊維構成の外部成分は好ましくは、繊維の内部成分(たとえばコアまたは島成分)よりも低い粘度を有する。
【0066】
ある実施形態において、処理中に繊維成分が繊維(または繊維で構成される布)から除去できるように、本発明の多成分繊維の1つの成分が特定の溶媒に溶解することが所望であり得る。繊維形成後の任意の時点において溶解性ポリマー成分を除去するために、当分野で公知の任意の溶媒抽出技法が使用可能である。たとえば、溶解性繊維成分は、ポリグリコール酸(PGA)、ポリ乳酸(PLA)、ポリカプロラクトン(PCL)、およびそのコポリマーまたはブレンドなどの苛性水溶液に溶解性であるポリマーから形成可能である。別の実施形態において、溶解性繊維成分は、スルホン化ポリエステル、ポリビニルアルコール、スルホン化ポリスチレン、およびこのようなポリマーを含有するコポリマーまたはポリマーブレンドなどの水に溶解性であるポリマーから形成可能である。
【0067】
本発明による不織布は、いくつかの実施形態において、布の製造に使用されるポリマーの比に関して特徴付けることが可能である。たとえば、布は、ポリマーAおよびポリマーBで形成される二成分繊維を使用し、またポリマーAまたはポリマーBで形成されるホモポリマーを使用し形成できる。
【0068】
他の実施形態において、布は、ポリマーAおよびポリマーBで形成される第1の二成分繊維ならびにポリマーAおよびポリマーBで形成されるが第1の二成分繊維の寸法とは異なる寸法を有する第2の二成分繊維を使用して形成できる。
【0069】
本発明による混合繊維不織布を製造するのに2つのポリマーのみが使用されるとき、ポリマーAのポリマーBに対する比は、ポリマーの総重量に基づいて約50/50〜約5/95であり得る。さらなる実施形態において、ポリマー比は、約50/50〜約10/90、約50/50〜約15/85、約50/50〜約20/80、または約50/50〜約25/75であり得る。詳細な実施形態において、不織布全体のポリマー比は、約50/50、約55/45、約60/40、約65/35、約70/30、約75/25、約80/20、約85/15または約90/10であり得る。
【0070】
本発明の繊維のポリマー成分は、その所望の特性に悪影響を及ぼさない他の成分または物質を場合により含み得る。存在し得る例示的な物質は、制限なく、酸化防止剤、安定剤、界面活性剤、ワックス、流動促進剤、固体溶媒、微粒子(particulate)、およびポリマー成分の加工性または最終使用特性を向上させるために添加された他の物質を含む。このような添加剤は従来の量で使用可能である。
【0071】
本発明は、開示されている、改善された可撓性、通気性、圧縮復元力、強度、ならびに濾過および熱特性を有するスパンボンドまたはメルトブロー不織布を製造する方法に関する。本発明の基礎は、全体の構造が結合中に一成分または多成分均質材料で発生するほど著しく緻密化しない繊維を生成するための、各種の直径の繊維の組合せ(他のより高いデニールの多成分繊維または一成分マクロデニール繊維のどちらかと組合された、分割/処理後にマイクロデニールまたはナノデニール繊維を製造する多成分繊維)である。
【0072】
本発明は、改善された特性を有する不織布を製造する能力の観点から特に有利である。たとえば、布は有利な透気度(permeability)および濾過を示し得る。本発明による布は、つかみ(grab)引張強度、タング引裂強度、または台形引裂強度の1つ以上の向上を示すこともできる。
【0073】
エアゾール濾過は一般に、エアゾール化された粒子を捕捉する能力に関連し得る。エアゾール濾過の作用機構は、単純なふるい分けではなく、むしろ粒子沈着に関連している。したがって、多孔性膜フィルタの高い収集効率は、単なるフィルタの孔径よりもはるかに小さいエアゾール粒径にまでおよぶ。材料(たとえば不織布)のエアゾール濾過性能は、粒子透過、粒子捕捉効率、および空気流抵抗などの特徴を評価することによって決定できる。このような試験を実施するために使用され得る装置の1つは、TSI自動化フィルタ試験装置(TSI Incorporated,Shoreview,MN)である。
【0074】
評価した特徴を使用して、フィルタ材料の品質係数(QF)を決定することが可能である。フィルタ品質係数は、収集効率および圧力降下を組合せて以下の式に従って計算される、フィルタ評価に使用されるパラメータである。
【数1】

(上式中、Pは試験中のエアゾールの透過率であり、ΔPは、試験材料を通じた流動に対する抵抗である。)
【0075】
上に示すように、QFはmmH2O−1の単位で報告され、QFは試験布を通じた試験中のエアゾールの面速度に基づいて変化し得る。いくつかの実施形態において、混合繊維を使用して本発明に従って製造した不織布は、3.3cm/秒の面速度で測定したときに、約0.10を超える、少なくとも約0.12、少なくとも約0.14、少なくとも約0.15、少なくとも約0.16、少なくとも約0.18、少なくとも約0.21、少なくとも約0.22、約0.11〜約0.25、約0.12〜約0.22、または約0.15〜約0.25のQFを有し得る。他の実施形態において、混合繊維を使用して本発明に従って製造した不織布は、5.3cm/秒の面速度で測定したときに、約0.05を超える、少なくとも約0.06、少なくとも約0.07、少なくとも約0.08、少なくとも約0.09、少なくとも約0.10、少なくとも約0.11、約0.06〜約0.12、約0.08〜約0.12、または約0.10〜約0.15のQFを有し得る。
【0076】
液体濾過は、微粒子(particulate)物質を液体流中に保持して、微粒子が液体中では流動させながら、濾過材料中で流動するのを防止する能力に関連する。液体濾過性能は、各種の方法によって試験することが可能である。1つの方法は、試験微粒子材料を既知の濃度で脱イオン水に単に添加するステップと、試験微粒子材料と共に液体を試験フィルタ材料に既知の面速度で通過させるストップと、フィルタ通過後に試験微粒子材料の濃度を測定するステップとを含む。微粒子の濃度は、Hach Company,Loveland,COより入手できるような濁度計を使用して測定できる。使用可能である微粒子材料の一例は、既知のふるいサイズ分布を有するシリカ粒子の混合物である、SIL−CO−SIL(登録商標)106(U.S.Silica Co.,Mill Creek,OKより入手可能)である。
【0077】
濾過効率は、フィルタ本体を通過したときの、上流の粒子濃度の、下流濃度と比較したパーセンテージ比として定義することが可能である。濾過効率は、次の式によって計算可能である。
【数2】
(上式中、C0は、脱イオン水中の微粒子材料の初期濃度であり、Cは、1分間動作させた後(すなわちフィルタ材料に液体を1分間流した後)の脱イオン水中の微粒子材料の濃度である。)
【0078】
フィルタ抵抗も、定義した面速度にてフィルタ材料を貫流する抵抗(たとえば平方インチ当りのポンド)として測定できる。良好なフィルタ効率が所望であるが、高い効率は対応する高い抵抗によって無効にされ得る。言い換えれば、有効液体濾過は、液体流を比較的容易になお通過させながら、微粒子物体を効果的に捕捉する能力に依存する。したがって低い抵抗が非常に望ましい。
【0079】
いくつかの実施形態において、本発明による不織布は、0.04cm/秒の面速度にて約0.03psi未満、約0.02psi未満、または約0.01psi未満の流動抵抗を示しながら、少なくとも約65%の上述したような液体濾過効率を示すことが可能である。他の実施形態において、本発明による不織布は、0.13cm/秒の面速度にて約0.11psi未満、約0.10psi未満、約0.09psi未満、約0.08未満、約0.06未満、または約0.05psi未満の流動抵抗を示しながら、少なくとも約65%の液体濾過効率を示すことが可能である。さらなる実施形態において、本発明による不織布は、0.22cm/秒の面速度にて約0.18psi未満、約0.16psi未満、約0.14psi未満、約0.12未満、約0.10未満、または約0.08未満の流動抵抗を示しながら、少なくとも約65%の液体濾過効率を示すことが可能である。なおさらなる実施形態において、上の流動抵抗値は、少なくとも約70%の液体濾過効率を同様に示しながら、示されることがある。言い換えれば、液体サンプル中の微粒子物質の少なくとも約65%または少なくとも約70%がフィルタによって保持されている。
【0080】
透気度(permeability)は、テキスタイルの性能、特にフィルタ材料における重要な因子である。透気度は、ASTM D 737−04(2004年版)に従って特に試験することが可能であり、より高い透気度が通例好ましい。
【0081】
ある実施形態において、本発明によって製造した不織布は、少なくとも約10ft3/ft2分の透気度を示す。他の実施形態において、不織布は、少なくとも約12ft3/ft2分、少なくとも約15ft3/ft2分、少なくとも約18ft3/ft2分、少なくとも約20ft3/ft2分、少なくとも約30ft3/ft2分、少なくとも約40ft3/ft2分、少なくとも約50ft3/ft2分、少なくとも約60ft3/ft2分、少なくとも約70ft3/ft2分、少なくとも約80ft3/ft2分、少なくとも約90ft3/ft2分の透気度を示す。なおさらなる実施形態において、不織布は、約10ft3/ft2分〜約100ft3/ft2分、15ft3/ft2分〜約90ft3/ft2分、10ft3/ft2分〜約80ft3/ft2分、10ft3/ft2分〜約70ft3/ft2分、約10ft3/ft2分〜約60ft3/ft2分、約10ft3/ft2分〜約50ft3/ft2分、約15ft3/ft2分〜約50ft3/ft2分、または約20ft3/ft2分〜約50ft3/ft2分の透気度を示すことが可能である。
【0082】
つかみ(grab)引張強度は、布の破壊強度の尺度であり、ASTM D5034(2008年版)に示す方法によって測定できる。ASTM D5034に従って、布サンプルを引張試験機に置き、2個のクランプで布を把握し、一方のクランプを静止したままの他方のクランプからゆっくりと移動させる。つかみ引張強度は、布が裂けるまたは破断する直前に達成される最高引張荷重である。つかみ引張強度は、布の縦方向(machine direction)および横方向(cross machine direction)に測定できる。
【0083】
ある実施形態において、本発明に従って製造した不織布は、少なくとも約20キログラム重(kgf)、少なくとも約25kgf、少なくとも約30kgf、少なくとも約35kgf、少なくとも約40kgf、少なくとも約45kgf、少なくとも約50kgf、少なくとも約55kgf、または少なくとも約60kgfの、縦方向(machine direction: MD)のつかみ引張強度を示す。特に、MDつかみ引張強度は、約10kgf〜約70kgf、約20kgf〜約70kgf、約20kgf〜約60kgf、または約30kgf〜約60kgfであり得る。特定の実施形態において、上述のMDつかみ引張強度は、100gsmの坪量(basis weight)を有する本発明による不織布に対してであり得る。他の実施形態において、上述のMDつかみ引張強度は、より大きい坪量(たとえば150gsm)を有する本発明による不織布では、比例してより高くなり得る。
【0084】
さらなる実施形態において、本発明に従って製造した不織布は、少なくとも約10kgf、少なくとも約15kgf、少なくとも約20kgf、少なくとも約25kgf、少なくとも約30kgf、少なくとも約35kgf、または少なくとも40kgfの、横方向(cross-machine direction:CD)のつかみ引張強度を示す。特に、CDつかみ引張強度は、約10kgf〜約50kgf、約10kgf〜約40kgf、約20kgf〜約50kgf、または約20kgf〜約40kgfであり得る。特定の実施形態において、上述のCDつかみ引張強度は、100gsmの坪量を有する本発明による不織布に対してであり得る。他の実施形態において、上述のCDつかみ引張強度は、より大きい坪量(たとえば150gsm)を有する本発明による不織布では、比例してより高くなり得る。
【0085】
タング引裂強度(tongue tear strength)は、布の引裂を続けるのに必要な力の尺度であり、ASTM D2261(2007年版)に示す方法によって測定できる。ASTM D2261に従って、特定の寸法の長方形布片の中央にて布の短手方向へほぼ半分までスリットを入れる。スリット片の2端に引張強度試験を受けさせる。タング引裂強度は、布が引裂または破断を開始する直前に達成される最高引張荷重である。タング引裂強度は、布の縦方向および横方向に測定できる。
【0086】
ある実施形態において、本発明に従って製造した不織布は、少なくとも約1kgf、少なくとも約2kgf、少なくとも約3kgf、少なくとも約4kgf、少なくとも約5kgf、少なくとも約6kgf、少なくとも約7kgf、少なくとも約8kgf、少なくとも約9kgf、または少なくとも約10kgfの縦方向(MD)のタング引裂強度を示す。特に、MDタング引裂強度は、約1kgf〜約12kgf、約2kgf〜約12kgf、約3kgf〜約12kgf、約4kgf〜約5kgf、または約5kgf〜約10kgfであり得る。特定の実施形態において、上述のMDタング引裂強度は、100gsmの坪量を有する本発明による不織布に対してであり得る。他の実施形態において、上述のMDタング引裂強度は、より大きい坪量(たとえば150gsm)を有する本発明による不織布では、比例してより高くなり得る。
【0087】
さらなる実施形態において、本発明に従って製造した不織布は、少なくとも約1kgf、少なくとも約2kgf、少なくとも約3kgf、少なくとも約4kgf、少なくとも約5kgf、少なくとも約6kgf、少なくとも約7kgf、少なくとも約8kgf、少なくとも約9kgf、または少なくとも約10kgfの横方向(CD)のタング引裂強度を示す。特に、CDタング引裂強度は、約1kgf〜約12kgf、約2kgf〜約12kgf、約3kgf〜約12kgf、約4kgf〜約5kgf、または約5kgf〜約10kgfであり得る。特定の実施形態において、上述のCDタング引裂強度は、100gsmの坪量を有する本発明による不織布に対してであり得る。他の実施形態において、上述のCDタング引裂強度は、より大きい坪量(たとえば150gsm)を有する本発明による不織布では、比例してより高くなり得る。
【0088】
台形引裂強度は、記録定速伸長(recording consatant-rate-of- extenstion:CRE)引張試験機を使用する台形手順による不織布の引裂強度の尺度であり、ASTM D5733(1999年版)に記載された方法によって測定できる。この試験方法で測定されるような台形引裂強度は、試験片で以前に始まった引裂を継続または伝播するのに必要な最大引裂力である。報告された値は、引裂を誘発または開始するのに必要な力に直接関連していない。台形引裂強度は、布の縦方向および横方向に測定できる。
【0089】
ある実施形態において、本発明に従って製造した不織布は、少なくとも約1kgf、少なくとも約2kgf、少なくとも約3kgf、少なくとも約4kgf、少なくとも約5kgf、少なくとも約6kgf、少なくとも約7kgf、少なくとも約8kgf、少なくとも約9kgf、少なくとも約10kgf、少なくとも約15kgf、少なくとも約20kgf、少なくとも約25kgf、または少なくとも約30kgfの縦方向(MD)の台形引裂強度を示す。特に、MD台形引裂強度は、約1kgf〜約30kgf、約5kgf〜約30kgf、約10kgf〜約30kgf、約1kgf〜約20kgf、約5kgf〜約20kgf、約1kgf〜約12kgf、または約1kgf〜約10kgfであり得る。特定の実施形態において、上述のMD台形引裂強度は、100gsmの坪量を有する本発明による不織布に対してであり得る。他の実施形態において、上述のMD台形引裂強度は、より大きい坪量(たとえば150gsm)を有する本発明による不織布では、比例してより高くなり得る。
【0090】
さらなる実施形態において、本発明に従って製造した不織布は、少なくとも約1kgf、少なくとも約2kgf、少なくとも約3kgf、少なくとも約4kgf、少なくとも約5kgf、少なくとも約6kgf、少なくとも約7kgf、少なくとも約8kgf、少なくとも約9kgf、少なくとも約10kgf、少なくとも約15kgf、少なくとも約20kgf、少なくとも約25kgf、または少なくとも約30kgfの横方向(CD)の台形引裂強度を示す。特に、MD台形引裂強度は、約1kgf〜約30kgf、約5kgf〜約30kgf、約10kgf〜約30kgf、約1kgf〜約20kgf、約5kgf〜約20kgf、約1kgf〜約12kgf、または約1kgf〜約10kgfであり得る。特定の実施形態において、上述のCD台形引裂強度は、100gsmの坪量を有する本発明による不織布に対してであり得る。他の実施形態において、上述のCD台形引裂強度は、より大きい坪量(たとえば150gsm)を有する本発明による不織布では、比例してより高くなり得る。
【0091】
本発明のある実施形態において、本発明による不織布の坪量(basis weight)、または単位表面積当りの重量は、布のある特性に影響を及ぼし得る。詳細な実施形態において、布の坪量は、少なくとも約50グラム/平方メートル(gsm)、少なくとも約60gsm、少なくとも約70gsm、少なくとも約80gsm、少なくとも約90gsm、少なくとも約100gsm、少なくとも約110gsm、少なくとも約120gsm、少なくとも約130gsm、少なくとも約140gsm、少なくとも約150gsm、少なくとも約160gsm、少なくとも約170gsm、少なくとも約180gsm、または少なくとも約200gsmであり得る。制限されるものではないが、一般に、他のすべての因子が一定であるとき、不織布の坪量の増加によって、強度または、さらに詳細には、不織布の強度に関連する特性測定値が増加するようになる。
【0092】
実験
本発明は、本発明のある実施形態を例証するために示され、限定するものとして見なされるべきでない、以下の実施例によってさらに十分に説明される。
【実施例1】
【0093】
混合−交互スピンパック設計によってセグメントパイ二成分繊維および一成分繊維を使用して製造した布
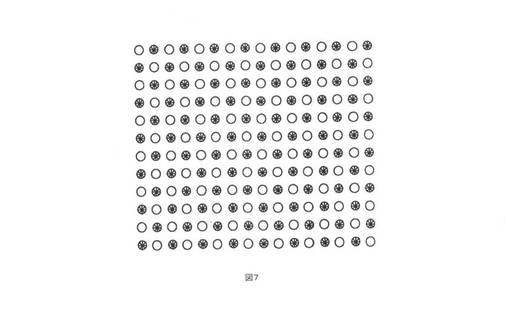
繊維1本当り16個のセグメントを有するパイ/ウェッジ二成分繊維を一成分繊維と組合せて使用して不織布を製造した。水交絡を受けた布は、規定の比のポリアミド6(PA6)およびポリ乳酸(PLA)を使用して製造した。カレンダー加工を受けた布は、規定の比のポリアミド6(PA6)およびポリエチレン(PE)を使用して製造した。それぞれの場合で、白円が一成分フィラメントの紡糸用のオリフィスを表し、分割円が二成分フィラメントの紡糸用のオリフィスを表している図7に示すパターンを有する同じスピナレットを通じて、一成分フィラメントおよび二成分フィラメントを押出した。この設計は、混合−交互スピンパック設計と呼ばれる。
【0094】
各布は、100gsmの坪量を有するように形成され、水交絡またはカレンダー加工のどちらかが行われた。次に布を、本明細書に記載した方法を使用して、つかみ引張強度、タング引裂強度、および台形引裂強度について試験した。各布の具体的なポリマー組成、処理、および試験特性を表1、2、および3に示す。各種の布のつかみ引張強度、タング引裂強度、および台形引裂強度を図8〜16に示す。
【0095】
【表1】
【0096】
【表2】
【0097】
【表3】
【実施例2】
【0098】
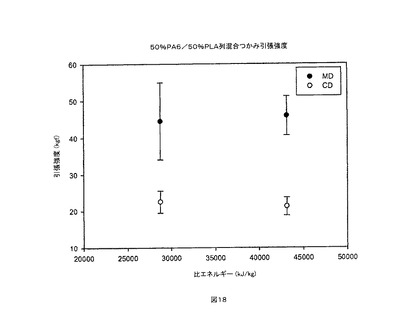
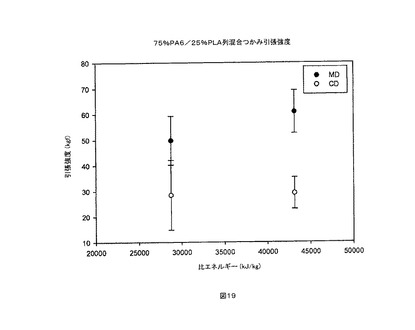
列混合スピンパック設計によってセグメントパイ二成分繊維および一成分繊維を使用して製造した布
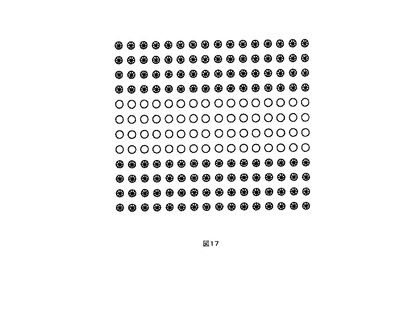
繊維1本当り16個のセグメントを有するパイ/ウェッジ二成分繊維を一成分繊維と組合せて使用して不織布を製造した。布は、水交絡を受けさせて、規定の比のPA6およびPLAと、規定の比のポリエチレンテレフタレート(PET)およびPA6とのどちらかを使用して製造した。それぞれの場合で、白円が一成分フィラメントの紡糸用のオリフィスを表し、分割円が二成分フィラメントの紡糸用のオリフィスを表している図17に示すようなパターンを有する同じスピナレットを通じて、一成分フィラメントおよび二成分フィラメントを押出した。この設計は、列混合スピンパック設計と呼ばれる。
【0099】
各布は100gsmの坪量を有するように形成され、本明細書に記載する方法を使用して、つかみ引張強度、タング引裂強度、および台形引裂強度について試験した。各布のポリマー組成、処理、および試験特性を表4、5、および6に示す。布のつかみ引張強度、タング引裂強度、および台形引裂強度を図18〜29に示す。
【0100】
【表4】
【0101】
【表5】
【0102】
【表6】
【実施例3】
【0103】
列混合スピンパック設計によって海島型二成分繊維および一成分繊維を使用して製造した布
繊維1本当り7個の島を有する海島型二成分繊維を一成分繊維と組合せて使用して不織布を製造した。布は、水交絡またはカレンダー加工を受けさせて、規定の比のPETおよびPA6、規定の比のPETおよびPLA、または規定の比のPETおよびPEを使用して製造した。それぞれの場合で、一成分フィラメントおよび二成分フィラメントは、図17に示すような列混合スピンパック設計を有する同じスピナレットを通じて押出した。
【0104】
各布は、100gsmの坪量を有するように形成され、水交絡またはカレンダー加工のどちらかが行われた。次に布を、本明細書に記載した方法を使用して、つかみ引張強度、タング引裂強度、および台形引裂強度について試験した。各布の具体的なポリマー組成、処理、および試験特性を表7、8、9、および10に示す。表7、8および9の布は水交絡させた。表10の布は熱結合させた。
【0105】
【表7】
【0106】
【表8】
【0107】
【表9】
【0108】
【表10】
【実施例4】
【0109】
エアゾール濾過
繊維1本当り16個のセグメントを有するパイ/ウェッジ二成分繊維を一成分繊維と組合せて使用して不織布を製造して、水交絡を受けさせた。試験布1は、50/50PA6/PLA二成分繊維およびPA6一成分繊維で形成された。試験布2は、50/50PA6/PET二成分繊維およびPA6一成分繊維で形成された。各試験布は、列混合スピンパック設計を使用して100gsmの坪量を有するように形成した。比較として、135gsmの坪量を有するEVOLON(登録商標)布にも試験を行った。エアゾール濾過性能を評価して、浸透、効率および抵抗を決定して、これらの値を使用して各布の品質係数(QF)を計算した。試験は、TSI自動化フィルタ試験装置(モデル3160)を使用して、3.3〜10.0cm/秒の面速度として実施した。サイズが0.3μmのエアゾール化粒子ジオクチルフタレート(DOP)油を試験用エアゾールとして使用した。計算したQF値を下の表11に示す。図30に値をグラフで示す。
【0110】
【表11】
【実施例5】
【0111】
液体濾過
繊維1本当り16個のセグメントを有するパイ/ウェッジ二成分繊維を一成分繊維と組合せて使用して不織布を製造して、水交絡を受けさせた。試験布1は、50/50PA6/PLA二成分繊維およびPA6一成分繊維で形成された。試験布2は、50/50PA6/PET二成分繊維およびPA6一成分繊維で形成された。各試験布は、列混合スピンパック設計を使用して100gsmの坪量を有するように形成した。比較として、135gsmの坪量を有するEVOLON(登録商標)布にも試験を行った。
【0112】
液体濾過性能は、脱イオン水中のSIL−CO−SIL(登録商標)106を使用して評価した。最初の微粒子濃度は、ハック濁度計を使用して測定した。フィルタ媒体の流動抵抗は、0.04〜0.22cm/秒の面速度で測定した。最終微粒子濃度は、試験布に液体を微粒子物質と共に流した後に測定した。試験布の効率値は、71.7%(50/50PA6/PLA)、69.5%(50/50PA6/PLA)、および80.3%(EVOLON(登録商標))と計算された。EVOLON(登録商標)布の効率値は、布の閉じた構造を反映している。言い換えれば、EVOLON(登録商標)布は、粒子を布の中に閉じ込めるのではなく、布の表面に粒子を「捉える」傾向がある。しかしながら、発明の布のより「開放された」構造は、表12および図31に示すような優れた抵抗値(0.04cm/秒の面速度にてゼロという低さ)によって反映されている。したがってEVOLON(登録商標)布で形成されるフィルタは、「目詰まり」して、発明の布で形成されるフィルタよりもはるかに短時間で流れを制限することが予想される。さらに、本発明の布は、EVOLON(登録商標)布に匹敵する全体的な効率を与えながら、優れた(すなわち低い)抵抗値を与える。
【0113】
【表12】
【実施例6】
【0114】
透気度
繊維1本当り16個のセグメントを有するパイ/ウェッジ二成分繊維を一成分繊維と組合せて使用して不織布を製造した。布は、水交絡を受けさせて、列混合スピンパック設計または混合−交互スピンパック設計を使用してスピナレットを通じて押出すことによって、PA6およびPLAの二成分繊維およびPA6の一成分繊維またはPETおよびPA6の二成分繊維およびPETの一成分繊維を使用して製造した。各布は、100gsmの坪量を有するように形成した。繊維ごとに7個の島を有する海島型二成分繊維を一成分繊維と組合せて使用した不織布も製造した。布は、水交絡を受けさせて、PA6およびPLAの二成分繊維およびPA6の一成分繊維またはPETおよびPA6の二成分繊維およびPETの一成分繊維を使用して製造した。それぞれの場合で、一成分フィラメントおよび二成分フィラメントは、混合−交互スピンパック設計を有する同じスピナレットを通じて押出した。各布は、100gsmの坪量を有するように形成した。比較として、135gsmの坪量を有するEVOLON(登録商標)布にも試験を行った。上の布は、ASTM D 737−04に従って試験した。試験結果を下の表13に示す。
【0115】
【表13】
【0116】
上の例に記載したような複数の布の光学画像を図32〜35に示す。各画像は各種の繊維の断面であり、二成分繊維および一成分繊維の存在を明確に示している。これらの画像は、一成分繊維が圧縮に対してより大きい抵抗を与え、二成分繊維が、いったん分割されると(セグメント構成で)または海成分の除去を受けると(海島構成で)、優れたかさ高特性および断熱特性を与える非常に細い繊維を生じるために、本発明が混合媒体不織布を製造するのにどれだけ有用であるかを示している。
【0117】
上述の説明に示された教示の利益を有する、本明細書で示した本発明の多くの修正形態および他の実施形態は、これらの発明が関連する当業者が思いつく。したがって、本発明は開示された具体的な実施形態に限定すべきではないことと、修正形態および他の実施形態が本発明の範囲に含まれるものであることが理解されるたい。本明細書では具体的な用語が利用されているが、それらは一般的かつ説明的な意味で使用され、限定するためのものではない。
【技術分野】
【0001】
本発明は一般に、混合繊維の製造およびそのような繊維から製造した不織製品に関する。
【背景技術】
【0002】
不織スパンボンド布は、多くの用途で使用され、北米でヘルスケア、衛生および使い捨て消費財の分野ならびに自動車、濾過、ジオテキスタイルなどの工業用途、および設計製品を必要とする要求の厳しい他の用途において生産または使用される製品の大部分を占めている。このような用途のほぼすべてで軽量の使い捨て布が必要とされる。したがって、大半のスパンボンド布は1回使用のために設計され、スパンボンド布が対象とされる用途にとって十分な特性を有するように設計されている。スパンボンド法とは、繊維(フィラメント)が押出、冷却、および延伸され、次に移動ベルト上で収集されて布を形成するプロセスを指す。このように収集されたウェブは結合されておらず、フィラメントは布を形成するために熱的、機械的、または化学的に共に結合される必要がある。熱結合は、布を形成するための圧倒的に効率的および経済的な手段である。水交絡法はそれほど効率的ではないが、熱結合された一成分布と比較すると、はるかに可撓性であり通常はより強力な布が得られる。
【0003】
マイクロデニール繊維は、1デニール未満の繊維である。通例、マイクロデニール繊維は、分割された二成分繊維を利用して製造される。図1は、「パイウェッジ」または「セグメントパイ」と一般に呼ばれる、最もよく知られたタイプの分割可能な繊維を示す。米国特許第5,783,503号明細書は、機械処理の後に分割される代表的な溶融紡糸された多成分熱可塑性連続フィラメントを示す。記載された構成では、中空コアフィラメントを提供することが所望である。中空コアは、同様の成分のウェッジの先端がフィラメントの中心で相互に接触するのを防止して、フィラメント成分の分離を促進する。
【0004】
このような構成では、成分は通例、ナイロンおよびポリエステルから作製されたセグメントである。このような繊維は、16〜24個のセグメントを有することが普通である。このような繊維の背景にある従来の知識は、カーディングおよび/またはエアレイによってフィラメント繊維1本当り通例2〜3デニールのウェブを形成して、次に、ウェブに高圧水噴射を当てることによって、1ステップで繊維を分割して機械的に結合させて布にすることであった。得られた布はマイクロデニール繊維からなり、柔軟性、ドレープ性、カバー性、および表面積に関するマイクロデニール布の特徴すべてを有する。
【0005】
分割するための二成分繊維を製造するときには、所望の連続繊維が適切に製造されることができるように、繊維のいくつかの特徴が通例考慮されなければならない。これらの特徴は、成分の混和性、融点の差、結晶化特性、粘度、および摩擦電気電荷を発生する能力を含む。コポリマーの選択は通例、二成分繊維間のこれらの特徴が調整可能であるように、多成分フィラメントが紡糸されるようにするために行われる。ポリマーの好適な組合せは、ポリエステルおよびポリプロピレン、ポリエステルおよびポリエチレン、ナイロンおよびポリプロピレン、ナイロンおよびポリエチレン、ならびにナイロンおよびポリエステルを含む。これらの二成分繊維はセグメント化された断面で紡糸されるため、各成分は繊維の長さに沿って露出される。結果として、選択された成分が厳密に類似した特性を有さない場合、連続繊維は破壊または縮れ(crimping)などの製造中の欠陥を被ることがある。このような欠陥によって、フィラメントはさらなる処理に適さなくなる場合がある。
【0006】
米国特許第6,448,462号明細書は、パイ構成を示すオレンジ様多セグメント構造を有する別の多成分フィラメントを開示している。この特許も、並列構成を開示している。これらの構成では、連続多成分フィラメントを形成するために、ポリエステルおよびポリエチレンまたはポリアミドなどの2つの非相溶性(incompatible)ポリマーが使用される。これらのフィラメントは、溶融紡糸され、伸長されて、直接敷設されて、不織材料を形成する。水分割法と組合されたスパンボンドプロセスでのこの技術の使用は現在、EVOLON(登録商標)商標の下でFreudenbergによって販売されている市販製品を製造している。この不織布は、布地およびワイプ、カーテンおよびシェード、吸音ドレープ、ベッド用リネン、印刷媒体、および合成皮革を含む衣類などの用途で使用されている。より最近では、このような布は壁紙として使用されている。
【0007】
セグメントパイは、多くの考えられる分割可能な構成のうちの1つに過ぎない。セグメントパイは、固体形では紡糸が容易であるが、中空形では分割が容易である。確実に分割するために、異なるポリマーが利用される。しかし相互親和性の低いポリマーが選択されたときでも、繊維の分割の容易さに対して繊維の断面積が影響を有する可能性がある。最も容易に分割可能である断面は、図2に示すようなセグメントリボンである。セグメントリボン中のセグメントの数は、構造の「バランスを取る」ために両端が同じポリマーになるように奇数でなければならない。この繊維は異方性であり、ステープル繊維として加工するのが困難である。しかしながらフィラメントとしては、この繊維は良好に機能する。したがって、スパンボンドプロセスにおいて、この繊維は魅力的であり得る。先端三葉形(tipped trilobal)またはセグメント十字などの繊維では加工が改善され、その構造を図3に示す。
【0008】
マイクロデニール繊維を作製する別の方法は、図4に示すような海島型(islands in the sea)構成の多成分繊維を利用する。米国特許第6,455,156号明細書は、このような1つの構造を開示する。海島型構成では、海である主繊維成分を利用して、島であるより小さい内部繊維を包囲する。このような構造によって製造が容易になるが、島に到達するためには海の除去が必要となる。海の除去は、島に影響を及ぼさない溶液に海を溶解させることによって行う。このような海島型構成の繊維は現在市販されている。海島型構成の繊維は、合成皮革、スエード、および特殊ワイプを作製するのに使用されることが最も多い。合成皮革の場合、次のステップは、凝固ポリウレタンを布中に導入し、トップコーティングを含むこともある。このような繊維に多くの興味を引き起こしたのは、テクニカルワイプにおける別の最終使用であり、テクニカルワイプでは細繊維が多数の細い毛細管を生じさせて、より良好な液体吸収性およびより良好な吸塵力をもたらしている。同様の理由で、このような繊維は濾過において関心を引き起こすことがある。
【0009】
しかしながら、上述したこのようなマイクロファイバーまたはナノファイバーから製造されたすべての不織材料では、全体的な布構造はむしろ高密度および緻密である。結果は、不織材料の通気性は十分でなく、ある用途では強度が不十分であるということである。さらに、これらの材料は引裂特性および引張特性が十分でないことが多い。したがってこのような高密度構造物は、エアゾール濾過、衣料および断熱を含む一部の重要な用途には好適でないことが多い。
【0010】
したがって、通気性でより低密度であり、市販の布で通例見られるよりもかさ高である、マイクロおよびナノデニール不織材料を製造可能である製造プロセスへの要求がある。
【0011】
多成分フィラメントおよび繊維の製造ならびに1種類を超える繊維からの不織布の製造について記載した従来技術で、プロセスおよび装置設計が開示されている。たとえば米国特許第5,620,644号明細書および米国特許第5,575,063号明細書は、2つの液体ポリマー流の溶融紡糸によって二成分フィラメントを製造するように設計されたスピンパックについて記載している。米国特許第5,551,588号明細書および米国特許第5,466,410号明細書は、不規則なポリマー分布を有し、断面が円形でない多成分フィラメントを製造するように設計されたスピナレットについて記載している。米国特許第6,964,931号明細書は、結合されて不織布を与えることができるフィラメントウェブを製造するスパンボンドプロセスによって、分布された一成分および/または多成分フィラメントを同時に与える方法を開示している。
【0012】
スパンボンドプロセスから異なる種類のフィラメントの交互の層を提供すること、また単一のスピナレットから多成分フィラメントおよび一成分フィラメントを同時に形成することが当分野で公知であるが、上述の材料よりもかさ高く、密度の低い不織布を製造するさらなるプロセスへの要求がある。
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明は、連続フィラメントを製造する方法、およびそれによって作製された布を提供し、製造された布は改善された可撓性、通気性、圧縮復元力、強度、ならびに濾過および熱特性を示すことが可能である。本発明の混合繊維布は、一成分フィラメントと、第1群の多成分フィラメントと比較してサイズが異なる1つ以上の成分を有する第2群の多成分フィラメントとのどちらかと組合された、第1群の多成分フィラメントで構成されている。第1群の多成分フィラメントは、多成分フィラメントの分割時または多成分フィラメントからのある成分の溶解時にマイクロデニールフィラメントを与えるようなサイズで作製された、セグメントまたは島などの成分を含む。一成分フィラメントまたは第2群の多成分フィラメントは、第1群の多成分繊維のフィラメントサイズと比較してより大きいデニールのフィラメント(すなわちより大きいマイクロデニールフィラメントまたはマイクロデニールサイズ範囲より上のサイズで作製されたフィラメント)を与えるようなサイズで作製される。
【課題を解決するための手段】
【0014】
一実施形態において、本発明は、第1群の多成分繊維であって、それぞれの少なくとも1つの成分がマイクロデニールフィラメントを与えるようなサイズで作製されている、第1群の多成分繊維と、第2群の繊維であって、第1群の多成分繊維のフィラメントよりも大きいサイズを有するフィラメントを与えるように構成され(comprise)、多成分繊維の成分と比較して異なるサイズで作製された少なくとも1つの成分を有する一成分繊維または多成分繊維で構成される、第2群の多成分繊維とで構成される1組の繊維を同時に溶融紡糸するステップと、溶融紡糸された1組の繊維を収集するステップとを含む、不織布を製造する方法を提供する。
【0015】
ある実施形態において、第1群の多成分繊維は、少なくとも1つの繊維成分の溶解または多成分繊維の別々のフィラメントへの分割によって、複数のマイクロデニールフィラメントを与えるように構成されている。たとえば、第1群の多成分繊維は、機械力の印加によって分割されるのに適した、セグメント化繊維または海島型繊維であり得る。あるいは、第1群の多成分繊維は、溶解されてマイクロデニールサイズを有する複数の島フィラメントを放出することが可能である、溶解性島成分を含む海島型繊維で構成される。
【0016】
第1および第2群の繊維のどちらも、セグメント化繊維である多成分繊維で構成されることが可能であり、第1群の多成分繊維は、第2群の多成分繊維よりも多数のセグメントを有する。別の例では、第1および第2群の繊維は、海島型繊維で構成され、第1群の多成分繊維は第2群の多成分繊維よりも多数の島を有する。
【0017】
各種の実施形態において、本発明による不織布を製造する方法は、第1の繊維タイプおよび第2の繊維タイプで構成される1組の繊維を同時に溶融紡糸するステップを含み得る。いくつかの実施形態において、方法は、第1の繊維タイプおよび第2の繊維タイプで構成される1組の繊維を同時に溶融紡糸するステップを含む。第1の繊維タイプは特に、複数の繊維を与えるために形成された二成分繊維で構成することが可能であり、複数の繊維の少なくとも1つはサイズが約1デニール未満である。複数の繊維は、二成分繊維を分割またはフィブリル化することによって、または繊維の1つの成分を化学的に除去(たとえば溶解)することによって形成できる。第2の繊維タイプは、サイズが約1デニールを超える一成分フィラメント、または少なくとも1つのサイズが約1デニールを超える複数の個々のフィラメントを与えるために形成された多成分繊維を含む、サイズが約1デニールを超える少なくとも1つの繊維で構成できる。方法は、溶融紡糸された1組の繊維を収集するステップをさらに含み得る。
【0018】
詳細な実施形態において、第1の繊維タイプは、溶解して複数の島フィラメントを放出する溶解性海成分によって形成された繊維などの海島型繊維であることが可能であり、島フィラメントの少なくとも1つのサイズは約1デニール未満である。好ましくは、各島フィラメントのサイズは、約1デニール未満であり得る。第2の繊維タイプは、サイズが約1デニールを超える少なくとも1つの繊維で構成することが可能である。方法は、溶融紡糸された1組の繊維を収集するステップをさらに含み得る。
【0019】
いくつかの実施形態において、第2の繊維タイプは、二成分繊維で構成されることが可能である。たとえば、二成分繊維は、複数の個々のセグメントに分離するセグメント化繊維であり得る。このような個々のセグメントは優先的に、サイズが約1デニールより大きいことが可能である。特に、セグメント化繊維の個々のセグメントはそれぞれ、少なくとも約2μmのフィラメント直径を有し得る。
【0020】
他の実施形態において、第2の繊維タイプは、一成分繊維で構成されることが可能である。このような実施形態において、一成分繊維がいくつかの実施形態においては、少なくとも約5μmの直径を有することが好ましい。
【0021】
第1の繊維タイプによる島フィラメントも、特定のサイズを有し得る。たとえば、いくつかの実施形態において、複数の島フィラメントのそれぞれは約1μm未満の直径を有し得る。好ましくは、島フィラメントのそれぞれは約0.2μm〜約0.8μmの直径を有し得る。
【0022】
詳細な実施形態において、第2の繊維タイプは海島型繊維であることが可能であり、溶解して複数の島フィラメントを放出する溶解性海成分によって形成されることが可能である。好ましくは、第2の繊維タイプによる各島フィラメントは、第1の繊維タイプによるフィラメントのサイズよりも大きいサイズを有し得る。同様に、第1の繊維タイプの海島型繊維は、第2の繊維タイプの海島型繊維よりも多くの数の島で構成されることが可能である。たとえば、第1および第2の繊維タイプにおける島の数は、少なくとも約2:1または少なくとも約10:1の比で存在することが可能である。
【0023】
本発明の方法は、溶融紡糸された1組の繊維で不織繊維ウェブを形成するステップと、不織繊維ウェブを機械的および/または熱的に結合するステップとをさらに含み得る。
【0024】
別の態様において、本発明は、上述の1組の繊維で構成されるステープル繊維および連続フィラメントのほか、本発明の繊維を使用して作製したヤーン(yarn)および布(たとえばニット、製織、編組、または不織)も提供する。好ましい一実施形態において、本発明の布は、水交絡(hydroentangled)および/または熱結合されたスピンボンド不織布である。
【0025】
別の態様において、本発明は、不織スパンボンド布の製造に有用である各種のスパンボンド布および繊維ウェブをさらに提供する。特に、本発明は、本明細書で開示した方法のいずれにも従って製造される布を含み得る。
【0026】
ある実施形態において、本発明は、2つの繊維タイプで構成される不織布を提供する。不織布は特にスパンボンド不織布であり得る。好ましくは、2つの繊維タイプは、第1の繊維タイプが、適切に処理されたときにサイズが約1デニール未満の複数の個々のフィラメントを与える多成分繊維で構成されるという点で識別可能である。適切な処理は、分割またはフィブリル化すること、または(特に二成分繊維であり得る)多成分繊維の1つの成分を溶解させることによって可能である。第1の繊維タイプは、多成分繊維から得られたサイズが約1デニール未満の複数の個々のフィラメントで構成され得る。第2の繊維タイプは、サイズが約1デニールを超える少なくとも1つの繊維で構成することが可能である。詳細な実施形態において、第2の繊維タイプは、布の少なくとも約20重量%を構成する。第2の繊維タイプは特に、一成分繊維で構成され得る。第2の繊維タイプは、サイズが約1デニールを超える複数の個々のフィラメントに分割される多成分繊維で構成され得る。
【0027】
本発明を実施するために設計された方法およびシステムを、その他の特徴と共に以下で説明する。本発明は、以下の明細書を読むことから、およびその一部を形成する添付図面を参照することによって、より容易に理解される。
【図面の簡単な説明】
【0028】
【図1】代表的な二成分セグメントパイ繊維、中実(左)および中空(右)の概略断面図である。
【図2】代表的なセグメントリボン繊維の概略断面図である。
【図3】代表的なセグメント十字および先端三葉形(tipped trilobal)繊維の概略断面図である。
【図4】代表的な海島型繊維(左)およびシース/コア繊維(右)の概略断面図である。
【図5】代表的な二成分スパンボンドプロセスを示す。
【図6】ドラム交絡装置を使用する、代表的な水交絡プロセスを示す。
【図7】混合−交互スパンボンドスピンパック用のスピナレットの配置断面の概略図である。
【図8】混合−交互スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PLA不織布のつかみ(grab)引張強度対水交絡エネルギーのグラフ表示である。
【図9】混合−交互スピンパックを使用して本発明の一実施形態によって製造した75/25 PA6/PLA不織布のつかみ引張強度対水交絡エネルギーのグラフ表示である。
【図10】混合−交互スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PLA不織布の台形引裂強度対水交絡エネルギーのグラフ表示である。
【図11】混合−交互スピンパックを使用して本発明の一実施形態によって製造した75/25 PA6/PLA不織布の台形引裂強度対水交絡エネルギーのグラフ表示である。
【図12】混合−交互スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PLA不織布のタング引裂強度対水交絡エネルギーのグラフ表示である。
【図13】混合−交互スピンパックを使用して本発明の一実施形態によって製造した75/25 PA6/PLA不織布のタング引裂強度対水交絡エネルギーのグラフ表示である。
【図14】混合−交互スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PE不織布のつかみ引張強度対カレンダー加工温度のグラフ表示である。
【図15】混合−交互スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PE不織布のタング引裂強度対カレンダー加工温度のグラフ表示である。
【図16】混合−交互スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PE不織布の台形引裂強度対カレンダー加工温度のグラフ表示である。
【図17】列混合スパンボンドスピンパック用のスピナレットの配置断面の概略図である。
【図18】列混合スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PLA不織布のつかみ引張強度対水交絡エネルギーのグラフ表示である。
【図19】列混合スピンパックを使用して本発明の一実施形態によって製造した75/25 PA6/PLA不織布のつかみ引張強度対水交絡エネルギーのグラフ表示である。
【図20】列混合スピンパックを使用して本発明の一実施形態によって製造した50/50 PET/PA6不織布のつかみ引張強度対水交絡エネルギーのグラフ表示である。
【図21】列混合スピンパックを使用して本発明の一実施形態によって製造した75/25 PET/PA6不織布のつかみ引張強度対水交絡エネルギーのグラフ表示である。
【図22】列混合スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PLA不織布のタング引裂強度対水交絡エネルギーのグラフ表示である。
【図23】列混合スピンパックを使用して本発明の一実施形態によって製造した75/25 PA6/PLA不織布のタング引裂強度対水交絡エネルギーのグラフ表示である。
【図24】列混合スピンパックを使用して本発明の一実施形態によって製造した50/50 PET/PA6不織布のタング引裂強度対水交絡エネルギーのグラフ表示である。
【図25】列混合スピンパックを使用して本発明の一実施形態によって製造した75/25 PET/PA6不織布のタング引裂強度対水交絡エネルギーのグラフ表示である。
【図26】列混合スピンパックを使用して本発明の一実施形態によって製造した50/50 PA6/PLA不織布の台形引裂強度対水交絡エネルギーのグラフ表示である。
【図27】列混合スピンパックを使用して本発明の一実施形態によって製造した75/25 PA6/PLA不織布の台形引裂強度対水交絡エネルギーのグラフ表示である。
【図28】列混合スピンパックを使用して本発明の一実施形態によって製造した50/50 PET/PA6不織布の台形引裂強度対水交絡エネルギーのグラフ表示である。
【図29】列混合スピンパックを使用して本発明の一実施形態によって製造した75/25 PET/PA6不織布の台形引裂強度対水交絡エネルギーのグラフ表示である。
【図30】エアゾール濾過について試験した3つの布の面速度に対する品質係数(QF)を示すグラフである。
【図31】液体濾過について試験した3つの布の面速度の係数としての流動抵抗を示すグラフである。
【図32】ポリアミド6(PA6)およびポリ乳酸(PLA)の50/50混合物を使用して、PA6の一成分繊維と、繊維1本当り16個のセグメントを有し、PA6およびPLAで形成されているパイ/ウェッジ二成分繊維とを、列混合スピンパック設計を使用して同時に押し出すことによって、本発明の実施形態に従って製造した布の断面の光学画像である。
【図33】PA6およびPLAの50/50混合物を使用して、PA6の一成分繊維と、繊維1本当り16セグメントを有し、PA6およびPLAで形成されているパイ/ウェッジ二成分繊維とを、混合−交互スピンパック設計を使用して同時に押し出すことによって、本発明の実施形態に従って製造した布の断面の光学画像である。
【図34】ポリエチレンテレフタレート(PET)およびPA6の75/25混合物を使用して、PETの一成分繊維と、繊維1本当り7個の島を有し、PETおよびPLAで形成されている海島型繊維とを、混合−交互スピンパック設計を使用して同時に押し出すことによって、本発明の実施形態に従って製造した布の断面の光学画像である。
【図35】図34に示した繊維の断面の拡大図を示す光学画像である。
【発明を実施するための形態】
【0029】
ここでは本発明を、本発明のすべての実施形態ではないが、いくつかの実施形態が示されている添付図面を参照しながら、以下でさらに十分に説明する。実際に、本発明は多くの異なる形式で具体化することができ、本明細書で述べる実施形態に限定されると解釈すべきではない。むしろこれらの実施形態は、本開示が適用される法的要件を満足できるように提供される。本明細書および添付請求項で使用するように、単数形「a」、「an」および「the」は、文脈が別途明確に指示しない限り、複数指示対象を含む。
【0030】
本明細書で開示する主題は、連続フィラメントを製造する方法ならびに改善された可撓性、通気性、圧縮復元力、強度、ならびに濾過および熱特性を示すことが可能である、このようなフィラメントによる布に関するものである。本発明の基礎は、第1の多成分フィラメント(または複数のこのようなフィラメント)と第2の異なる多成分フィラメントまたは一成分フィラメント(または複数のこのようなフィラメント)との組合せである。
【0031】
特に、本発明は、複数の繊維構成が同じ繊維グルーピングで(すなわち同じスピナレットアセンブリから)与えられる、スパンボンド不織材料を製造する方法に関するものである。得られる不織繊維構造は、多成分マイクロデニールまたはナノデニール繊維とより高いデニールの一成分または多成分繊維との組合せからなる。得られる不織布はしたがって、種々の直径の繊維からなり、市販の布よりも改善された断熱および濾過特性を提供可能である。本発明の布はまた、ある実施形態において、他の従来の不織材料よりも強力で通気性である。
【0032】
本発明の布は、複数の繊維タイプ(または群)を含むことが可能であり、各繊維タイプは単一の一成分または二成分フィラメントであり得るか、または複数の一成分フィラメント、二成分フィラメント、または一成分および二成分フィラメントの混合物であり得る。第1の繊維タイプは多成分繊維構成で構成することが可能であり、繊維が海島型、セグメントパイ、セグメントリボン、先端三葉形(tipped trilobal)、並列、シース−コア、またはセグメント十字などの秩序正しい構成で組合された2つ以上のポリマーで構成されていることを意味する。本発明で使用可能である例示的な海島型繊維は、参照により本明細書に組み込まれる、Pourdeyhimi et al.に対する米国特許出願公開第2006/0292355号に記載された繊維を含む。本発明で使用する多成分繊維は、引用することにより本明細書に組み込まれる、Pourdeyhimi et al.に対する米国特許出願公開第2008/0003912号に記載された種類の多葉形繊維も含み得る。好ましくは、多成分繊維は、繊維の一部の機械的分割または溶解によってマイクロデニール繊維を製造するのに適した繊維構成を示す。
【0033】
本発明の布は、また単一の繊維または複数の繊維であり得る、第2の繊維タイプも含む。第2の繊維タイプの繊維は好ましくは、第1の繊維タイプの繊維とは構造が異なる。第2の繊維タイプは、第1の繊維タイプに有用として示されたいずれの多成分形も含む、多成分形であることもできる。第2の繊維タイプの多成分繊維は好ましくは、海島型繊維の島成分のサイズまたはセグメントパイもしくはセグメントリボン繊維のセグメントのサイズなどの繊維中に含有されたフィラメントのサイズが第1群とは異なる。通例、サイズの違いは、多成分繊維の第2群のセグメントまたは島の数を第1群と変えることによって達成される。言い換えれば、多成分繊維の第2群は、海島型繊維の場合には異なる数の島を有し、またはセグメントパイもしくはセグメントリボン繊維の場合には異なる数のセグメントを有する。あるいは、第2群の繊維は一成分繊維であり得る。しかしながら、本発明は一成分繊維の存在を必要としないことに留意されたい。代わりに、ある実施形態において、本発明は一成分繊維の非存在下で複数の繊維を与え、すべての繊維の構成が多成分であることを意味する。ある実施形態において、第2群の繊維はサイズがマイクロデニールである繊維を提供し、第2群の一成分繊維または多成分繊維はサイズが1デニールより大きい繊維成分で構成されていることを意味する。
【0034】
さらなる群の異なる繊維も本発明の布に導入することが可能であり、布が、たとえば第1および第2群と比較して異なる数の島を有する第3群の海島型繊維で構成される、第3群の繊維を含み得ることを意味する。
【0035】
各群の繊維は、セグメント化繊維および海島型繊維の混合物などの異なる繊維タイプの混合物で構成され得ることに留意されたい。たとえば、第1群の多成分繊維はセグメントパイおよび海島型繊維の混合物であることが可能であり、パイのセグメントおよび島フィラメントはマイクロデニールサイズのフィラメントを与えるようなサイズで作製される。第2群の繊維は、セグメント化繊維および海島型繊維の混合物、またはシース−コア形繊維および先端多葉形繊維の混合物などの異なる繊維タイプの混合物で構成されることが可能である。
【0036】
各群からの繊維の相対数は、得られる布の所望の特性によって変化することが可能である。たとえば、第1群および第2群の繊維はどちらも、特定のスピナレットから出る繊維の総数の約1〜約99%を構成することが可能である。通例、一方の群の繊維は繊維の総数の約5〜約50%の量で存在して、他方の群は約50〜約95%の量で存在する。一実施形態において、一方の群は20%〜約50%の量で存在し、他方の群は約50%〜約80%の量で存在する。布に3つの異なる繊維グルーピングが存在する場合、それぞれの相対量は変化することが可能である。たとえば各群は約1%〜約80%、さらに通例は約5%〜約66%、最も多くは約10%〜約50%の量で存在することが可能である。
【0037】
特定の実施形態において、布は、布の総重量に対して、マイクロデニール繊維でない存在する繊維の重量パーセンテージで特徴付けることが可能である。特に、一成分繊維が使用されるときには、本発明による布は、少なくとも10重量%、少なくとも15%、少なくとも20%、少なくとも25%、少なくとも30%、少なくとも35%、少なくとも40%、少なくとも45%、または少なくとも50重量%の一成分繊維で構成されることが可能である。ある実施形態において、一成分繊維は、布全体の約10%〜約60重量%、約15%〜約60%、約20%〜約60%、約25%〜約60%、約30%〜約60%、約20%〜約50%、約25%〜約50%、または約25%〜40重量%を構成し得る。
【0038】
異なる構造を有する複数の群の繊維は、用途に応じて各種の方法で布構造へ混合することが可能である。たとえば、各種の群の繊維は、スピンパックの設計を調整するだけで、列に配置する、または他の形態を構成することが可能である。スピンパックは所望のポリマーの溶融流をスピナレットへ送達し、スピナレットは数千個のオリフィス開口部で構成され、生じた各種の多成分フィラメントの組合せまたは多成分および一成分フィラメントの組合せはオリフィス開口部を通じて押出される。
【0039】
異なるサイズの繊維(すなわち異なる繊維群)を、太い繊維がより細い繊維の2つの層のまん中にある列として配置することが可能である。または、異なるサイズの繊維はランダム構成で配置される。また別の実施において、異なるサイズの繊維は、より細い繊維がより太い繊維の2つの層のまん中にある列として配置される。第2タイプの繊維の列と交互になった第1タイプの繊維の列のいずれの組合せも、本発明によって使用され得る。
【0040】
本発明の布によって、構造内のより大きいデニールの繊維の存在による良好な強度および圧縮可撓性と、マイクロデニール繊維の存在による良好な断熱および濾過特性との両方が与えられることが期待できる。
【0041】
本発明の一実施形態において、第1群の多成分繊維は海島型繊維で構成され、第2群の繊維は、海島型繊維の島または海と同じポリマーで構成される一成分繊維などの一成分繊維で構成される。固体一成分繊維は、円形、楕円形、多葉形などのいずれの断面形状も有し得る。
【0042】
別の実施形態において、第1群の多成分繊維は海島型繊維で構成され、第2群の繊維も海島型繊維で構成され、2つの群の繊維は島の数が異なる。たとえば、第1群は各繊維中に約400個を超える島を有することが可能であり、第2群は各繊維中に約300個未満の島を有し得る。また第1群は各繊維中に約100個を超える島を有することが可能であり、第2群は各繊維中に約20個未満の島を有し得る。詳細な実施形態は、300/600個の島の組合せ(すなわち300個の島繊維および600個の島繊維)、300/16個の島の組合せ、600/16個の島の組合せ、100/300個の島の組合せなどを含む。布は、第1および第2群の島の数とは異なる第3の島の数を有する第3群の海島型繊維を含み得る。特定の実施形態は、600/300/18個の島の組合せ、600/300/100個の島の組合せ、18/50/100個の島の組合せなどを含む。
【0043】
また別の実施形態において、第1群の多成分繊維は、第1の数のセグメントを有するセグメント化繊維(たとえばセグメントリボン、セグメントパイ、セグメント十字など)であり、第2群の繊維は、第1群のセグメント数とは異なる第2の数のセグメントを有するセグメント化繊維である。たとえば、第1群は約10個を超えるセグメントを有する繊維を含むことが可能であり、第2群は約8個未満のセグメントを有し得る。例示的なセグメントの組合せは、32/16個のセグメント組合せ、16/8個のセグメント組合せ、4/8個のセグメント組合せ、16/4個の組合せなどを含む。32/16/4個の組合せ、16/8/4個の組合せなどの異なる数のセグメントを有する3つ以上の群のセグメント化繊維も使用可能である。
【0044】
さらなる実施形態において、第1群の多成分繊維は、第1の数のセグメントを有するセグメント化繊維(たとえばセグメントリボン、セグメントパイ、セグメント十字など)であり、第2群の繊維は、第1群のセグメント化繊維に使用されたポリマーの1つで構成される一成分繊維などの、一成分繊維である。固体一成分繊維は、円形、楕円形、多葉形などのいずれの断面形状も有し得る。
【0045】
本発明のなおさらなる詳細な例は、以下の繊維グルーピングで構成された布を含む。
(a)300個の島を有する海島型繊維50%と、18個の島を有する海島型繊維50%、
(b)300個の島を有する海島型繊維70%と、島と同じポリマーで作製された一成分繊維30%、
(c)600個の島を有する海島型繊維80%と、海島型繊維の海成分と同じポリマーで作製された一成分繊維20%、
(d)300個の島を有する海島型30%と、600個の島を有する海島型繊維30%と、18個の島を有する海島型繊維である残り、
(e)16個のセグメントを有するセグメントパイ繊維50%と、4個のセグメントを有するセグメントパイ繊維50%、
(f)16個のセグメントを有するセグメントパイ繊維50%と、セグメントパイ繊維で使用したポリマーで構成される一成分繊維50%、
(g)セグメント4個を有するセグメントパイ繊維30%と、セグメント16個を有するセグメントパイ繊維30%と、32個のセグメントを有するセグメントパイ繊維である残り。
【0046】
本発明で使用するための繊維は、約0.1μm〜約25μmの範囲の直径を有し得る。一成分繊維は、少なくとも約4μm、少なくとも約5μm、少なくとも約6μm、少なくとも約8μm、少なくとも約10μm、少なくとも約12μm、または少なくとも約15μmの直径を有し得る。一成分繊維は特に、約10μm〜約25μm、約12μm〜約20μm、または約15μm〜約20μmの範囲の直径を有し得る。同様に、分離前の二成分繊維は、約10μm〜約25μm、約12μm〜約20μm、または約15μm〜約20μmの範囲の直径を有し得る。有利なことに、本発明の二成分繊維は分離されてより小さい直径を有する繊維を形成可能である。たとえば、セグメント化繊維(たとえばパイ/ウェッジ繊維)は、約1μm〜約5μm、約1μm〜約4μm、約1μm〜約3μm、約1μm〜約2μmの範囲の直径を有する個々のフィラメントに分離されることが可能である。本発明による海島型繊維は、なお小さい直径を有し得る。たとえば、海成分の除去後に、本発明による海島型繊維は、約2μm未満、約1μm未満、または約0.8μm未満の直径を有する個々のフィラメントを与えることができる。他の実施形態において、個々のフィラメントは、約0.1μm〜約5μm、約0.15μm〜約3μm、約0.2μm〜約2μm、約0.2μm〜約1μm、または約0.2μm〜約0.8μmの範囲の直径を有する。
【0047】
海島型繊維がセグメント化繊維と混合されるような、ある実施形態において、セグメント化繊維の個々の繊維が、海成分からの分離後に遊離された島によって形成された個々のフィラメントのサイズよりも大きいサイズを有することが有用であり得る。一実施形態において、遊離した島によって形成された個々のフィラメントは約1デニール未満のサイズを有することが可能であり、セグメント化繊維の個々のセグメントは約1デニールを超えるサイズを有し得る。さらなる実施形態において、遊離した島によって形成された個々のフィラメントは、上述のような直径を有することが可能であり、セグメント化繊維の個々のセグメントはより大きい直径を有し得る。たとえば、セグメント化繊維の個々のセグメントは、少なくとも約2μm、少なくとも約3μm、少なくとも約4μm、少なくとも約5μm、少なくとも約6μm、少なくとも約7μm、または少なくとも約8μmの直径を有し得る。特定の実施形態において、セグメント化繊維の個々のセグメントは、約2μm〜約8μm、約2μm〜約6μm、または約3μm〜約6μmの範囲の直径を有し得る。
【0048】
第1の海島型繊維が第2の海島型繊維と混合されたような、さらなる実施形態において、第1の繊維から放出された複数の島フィラメントは、第2の繊維から放出された複数の島フィラメントよりもサイズが大きいことが有利である。特定の実施形態において、このことは第2の繊維よりも島の数が多い第1の繊維を提供することによって達成可能である。たとえば、繊維は各繊維タイプの島の数の比に基づいて形成可能である。たとえば、ある実施形態において、各繊維タイプの島の数は少なくとも約2:1の比であり、第1の繊維タイプが、第2の繊維タイプの島1個に付き2個の島を有することを意味する。さらなる実施形態において、第1の繊維タイプの島の、第2の繊維タイプの島に対する比は、少なくとも約3:1、少なくとも約4:1、少なくとも約5:1、少なくとも約10:1、少なくとも約12:1、少なくとも約15:1、少なくとも約20:1、少なくとも約25:1、少なくとも約30:1、少なくとも約40:1、または少なくとも約50:1である。特定の実施形態において、比は、約2:1〜約50:1、約5:1〜約40:1、約10:1〜約40:1、または約15:1〜約30:1である。
【0049】
特定の実施形態において、本発明は、第1の繊維タイプおよび第2の繊維タイプで構成される混合フィラメントスパンボンド布を提供する。第1の繊維タイプは、個々のセグメントそれぞれが本明細書に記載するようなサイズ(特に約2μm未満、約1.5μm未満、または1μm未満)を有するような断面を有する、セグメント化二成分繊維で構成することが可能である。第1の繊維タイプは、個々の島それぞれが本明細書に記載するようなサイズ(特に約2μm未満、約1μm未満、または0.8μm未満)を有するような断面を有する、海島型二成分繊維で構成することが可能である。第2の繊維タイプは、本明細書に記載するようなサイズ(特に約2μmを超える、約3μmを超える、または5μmを超える)を有する一成分繊維で構成することが可能である。優先的に、一成分繊維は布の繊維の少なくとも約20重量%を構成する。
【0050】
他の実施形態において、第1の繊維タイプは、約2μm未満、約1μm未満、または約0.8μm未満のサイズを有する複数の個々のフィラメントで構成することが可能である。第2の繊維タイプは、本明細書に記載するようなサイズ(特に約2μmを超える、約3μmを超える、または約5μmを超える)を有する一成分繊維で構成することが可能である。このような布は、水交絡(本明細書で記載したような)および熱結合(本明細書で記載したような)の一方または両方であり得る。
【0051】
押出後に、不織布を形成する繊維のウェブに、機械結合(たとえばニードルパンチ、水交絡)、熱結合(たとえばカレンダー加工)、スチームジェット結合、または当業者によって想定されたその他の結合を改善するのに有用な技法のほか、上の結合技法の組合せなどのさらなる処理技法も受けさせることが可能である。したがって本発明のプロセスは、直径が変化する精密な一連の繊維によって最終不織材料を製造する。いくつかの好ましい実施形態において、様々な直径の繊維からなる布は、さらなる強度のために点結合させることが可能である。
【0052】
二成分繊維スパンボンドプロセスの代表的な構成の概略図を図5に示す。図示するように、少なくとも2個の異なるポリマーホッパーは溶融押出ポリマーを供給して、ポリマーは濾過されてスピンパックまでポンプ注入され、スピンパックはポリマーを合わせて所望の断面の多成分構成とする。溶融された繊維は次に空気によって急冷され、細化されるか、または延伸されて、移動ベルトに配置され、繊維ウェブを形成する。図示したように、プロセスは場合により、加熱されたカレンダロールおよび/またはニードル・パンチ・ステーションを使用して、繊維ウェブを熱結合することを含み得る。繊維ウェブは次に図5に示すように収集可能であるが、繊維ウェブの収集前に繊維ウェブを図6に示す水交絡プロセスに通過させることもできる。図6に示すように、代表的な水交絡プロセスは、繊維ウェブの両側に複数の水交絡マニホールドによる水圧を受けさせることを含み得るが、プロセスは片側のみに水を衝突させることも含み得る。本発明は、不織布を製造するスパンボンドプロセスに限定されず、たとえばウェブに形成されたステープル繊維を使用して形成された不織布も含む。本発明のある実施形態を製造するために使用可能である1つの例示的なスパンボンド技法は、引用することにより本明細書に組み込まれる、米国特許第6,964,931号明細書に示されている。
【0053】
好ましい一実施形態において、混合された繊維は紡糸され、同じスピンビームを使用して同時に押出される。または、繊維は別のスピンビームを使用して同時に押出してもよい。別の実施形態において、多成分フィラメントおよび一成分もしくは他の多成分フィラメントの不連続繊維は、密接に混合されて、エアレイ、ウェットレイ、カーディング、またはその組合せなどのステープル繊維プロセスでウェブに形成されることがある。または、各種の多成分フィラメントまたは多成分フィラメントおよびホモフィラメントの不連続繊維ウェブは積層化されて、エアレイ、ウェットレイ、カーディング、またはその組合せなどのステープル繊維プロセスによって混合繊維ウェブを与えることがある。
【0054】
本発明の繊維は、フィラメントヤーンおよびステープルヤーンを形成するために使用可能である。このような実施形態において、繊維の分割またはフィブリル化は、所望である場合、繊維をテクスチャリング、延伸、撚合せ、または溶媒で洗浄することにより達成可能である。または、製織、製編、編組、および不織布を含む布は、本発明の繊維を使用して作製可能である。
【0055】
不織材料を構成する繊維の1つ以上が海島型構成を有する場合、繊維の海部分を構成するポリマーは、布が結合された後に化学処理によって除去することが可能である。島繊維は残存して、得られた材料は多少多孔性であり、あまり高密度でない布を必要とする用途で利用できる繊維の網目を与える。
【0056】
不織材料を構成する繊維の1つ以上がセグメント化構成を有する場合、成分セグメントは、水交絡による1ステップで機械的に分解させて結合され得る。ドラム交絡装置を使用する、代表的な水交絡プロセスを図6に示す。得られた一成分繊維は、構造を補強するように作用可能であり、より高強度の材料をもたらす。構造は、1つの成分がその後除去されて、たとえば濾過用途で使用するためのより多孔性の網目を生じるために、熱結合させることもできる。
【0057】
分割可能な繊維のフィブリル化は、各種の手段を使用して本発明の多成分繊維に機械エネルギーを与えることを含む。たとえば、フィブリル化は、熱によって、または水交絡によって機械的に実施され得る。
【0058】
繊維をフィブリル化するのに必要な機械エネルギーの量は、フィブリル化の所望のレベル(すなわち分割される繊維のパーセンテージ)、繊維の各種の成分で使用されるポリマー、多成分繊維の各種の成分の体積パーセンテージ、および利用されるフィブリル化技法を含む、多くの因子に依存する。水交絡をフィブリル化エネルギー源として使用する場合、通例必要なエネルギーの量は、約2000Kj/Kg〜約6000Kj/Kgである。一実施形態において、水交絡法は、本発明の多成分繊維のウェブを、10バール〜1000バールの範囲の水圧で1個以上の水交絡マニホールドからの水圧に曝露することを含む。
【0059】
例示的なフィブリル化技法は、
(a)ニードルパンチ後、いずれの熱結合も伴わずに水交絡すること(ニードルパンチおよび水交絡エネルギーの両方が多成分繊維の部分または完全分割を引き起こす)、
(b)いずれのニードルパンチまたはその後の熱結合を伴わずにウェブに水交絡のみを行うこと(水交絡エネルギーが多成分繊維の部分または完全分割を引き起こす)、
(c)上の(a)に記載したようにウェブを水交絡して、次にカレンダーで熱結合すること、または
(d)上の(a)に記載したようにウェブを水交絡後、外部(すなわち露出された)繊維成分の溶融温度またはそれ以上の温度のスルーエアオーブンでの熱結合により、より強い布を形成することを含む。
【0060】
本発明による不織布を形成するのに水交絡を使用するとき、二成分繊維の十分な交絡および/または機械分離は、本明細書に記載するように、水交絡装置への1回通過を使用することによって達成され得る。他の実施形態において、水交絡プロセスを繰り返すことが有用であり得る。たとえば、一部の実施形態において、本発明の方法は、水交絡装置への2回の通過、3回の通過、4回の通過、5回の通過、またはなおさらなる通過を含み得る。言い換えれば、同じ不織布片に複数の水交絡手順またはステップを受けさせてもよい。
【0061】
熱結合(たとえばカレンダー加工)を本発明で使用するとき、このような熱結合は各種の温度にて実施可能である。いくつかの実施形態において、熱結合は、約80℃〜約200℃、約90℃〜約180℃、約100℃〜約170℃、約110℃〜約170℃、または約120℃〜約170℃の温度にて実施される。
【0062】
本発明は、異なる直径の繊維の存在による結合プロセス中にフィラメントウェブ内の繊維の充填の緊密度(packing tightness)を低下させる能力によって特に特徴付けることができる。したがって、得られた不織布が著しく低下した密度を有し得るのは、中に含有されたより高いデニールの繊維が通例の均質不織材料に対する圧密を低下させるように機能することが可能なためである。これらの直径がより大きい繊維は、比較的大きい直径の島/セグメントを中に含有する多成分フィラメントを備えていること、または上述のような比較的大きい直径の一成分フィラメントを備えていることのいずれかの結果として、不織材料内に存在することが可能である。より大きい直径のより高いデニールの繊維は圧縮復元力を与えるが、これに対して、他の多成分フィラメントからのより細いマイクロまたはナノデニール繊維は、不織布に断熱または濾過機能を与える。得られた材料は、その低い引裂特性も維持することが可能である。この特性の組合せは、たとえばエアゾール濾過媒体および特殊断熱媒体などの用途のほか、ワイプ、衣服、および人工皮革などに特に有利である。
【0063】
特定の実施形態において、多成分および一成分繊維は、異なる断面形状(たとえば円形、楕円形、多葉形など)を有し得る。これらの各種の断面形状は、布によりかさ高性を与える可能性があり、不織布に含有された繊維に、中に平坦またはウェッジ形状繊維が含有されているときよりも動きを多くすることができる。加えて、このような断面形状の繊維は、引裂耐性が向上した、輸送特性が改善された不織布を生じ得る。
【0064】
繊維成分の材料を選択するにあたって、海島型構成を有する繊維または分割するための任意の繊維構造に関して、各種の繊維成分が非相溶性(incompatible)である限り、各種のポリマーが利用され得る。非相溶性は本明細書では、2つの繊維成分で一方が他方の中に拡散しないように、2つの間に明確な界面が形成されることとして定義される。よりよい例の1つは、2つの各種成分へのナイロンおよびポリエステルの利用を含むが、本発明はいずれの特定のタイプのポリマーには限定されない。
【0065】
一実施形態において、本発明で利用されるいずれの多成分または一成分繊維も、ポリエステル、ポリアミド、コポリエーテルエステルエラストマー、ポリオレフィン、ポリウレタン、ポリアクリレート、セルロースエステル、液体結晶性ポリマー、およびその混合物より選択される1つ以上の熱可塑性ポリマーで構成される。好ましいコポリエーテルエステルエラストマーは、エステル結合によって頭−尾結合された長鎖エーテルエステル単位および短鎖エステル単位を有する。好ましい一実施形態において、本発明の多成分繊維の少なくとも1つの成分は、ナイロン6、ナイロン6/6、ナイロン6,6/6、ナイロン6/10、ナイロン6/11、ナイロン6/12、およびその混合物からなる群から選択されるポリマーで構成される。なお別の実施形態において、本発明の多成分繊維は、1つの成分(たとえば海島型繊維構成の島)としてのポリアミドまたはポリエステルポリマーおよび第2の成分(たとえば海島型繊維の海成分)としてのポリオレフィン、ポリアミド、ポリエステル、またはコポリエステルで構成され、2つの成分は異なる。シース/コアまたは海島型繊維構成の外部成分は好ましくは、繊維の内部成分(たとえばコアまたは島成分)よりも低い粘度を有する。
【0066】
ある実施形態において、処理中に繊維成分が繊維(または繊維で構成される布)から除去できるように、本発明の多成分繊維の1つの成分が特定の溶媒に溶解することが所望であり得る。繊維形成後の任意の時点において溶解性ポリマー成分を除去するために、当分野で公知の任意の溶媒抽出技法が使用可能である。たとえば、溶解性繊維成分は、ポリグリコール酸(PGA)、ポリ乳酸(PLA)、ポリカプロラクトン(PCL)、およびそのコポリマーまたはブレンドなどの苛性水溶液に溶解性であるポリマーから形成可能である。別の実施形態において、溶解性繊維成分は、スルホン化ポリエステル、ポリビニルアルコール、スルホン化ポリスチレン、およびこのようなポリマーを含有するコポリマーまたはポリマーブレンドなどの水に溶解性であるポリマーから形成可能である。
【0067】
本発明による不織布は、いくつかの実施形態において、布の製造に使用されるポリマーの比に関して特徴付けることが可能である。たとえば、布は、ポリマーAおよびポリマーBで形成される二成分繊維を使用し、またポリマーAまたはポリマーBで形成されるホモポリマーを使用し形成できる。
【0068】
他の実施形態において、布は、ポリマーAおよびポリマーBで形成される第1の二成分繊維ならびにポリマーAおよびポリマーBで形成されるが第1の二成分繊維の寸法とは異なる寸法を有する第2の二成分繊維を使用して形成できる。
【0069】
本発明による混合繊維不織布を製造するのに2つのポリマーのみが使用されるとき、ポリマーAのポリマーBに対する比は、ポリマーの総重量に基づいて約50/50〜約5/95であり得る。さらなる実施形態において、ポリマー比は、約50/50〜約10/90、約50/50〜約15/85、約50/50〜約20/80、または約50/50〜約25/75であり得る。詳細な実施形態において、不織布全体のポリマー比は、約50/50、約55/45、約60/40、約65/35、約70/30、約75/25、約80/20、約85/15または約90/10であり得る。
【0070】
本発明の繊維のポリマー成分は、その所望の特性に悪影響を及ぼさない他の成分または物質を場合により含み得る。存在し得る例示的な物質は、制限なく、酸化防止剤、安定剤、界面活性剤、ワックス、流動促進剤、固体溶媒、微粒子(particulate)、およびポリマー成分の加工性または最終使用特性を向上させるために添加された他の物質を含む。このような添加剤は従来の量で使用可能である。
【0071】
本発明は、開示されている、改善された可撓性、通気性、圧縮復元力、強度、ならびに濾過および熱特性を有するスパンボンドまたはメルトブロー不織布を製造する方法に関する。本発明の基礎は、全体の構造が結合中に一成分または多成分均質材料で発生するほど著しく緻密化しない繊維を生成するための、各種の直径の繊維の組合せ(他のより高いデニールの多成分繊維または一成分マクロデニール繊維のどちらかと組合された、分割/処理後にマイクロデニールまたはナノデニール繊維を製造する多成分繊維)である。
【0072】
本発明は、改善された特性を有する不織布を製造する能力の観点から特に有利である。たとえば、布は有利な透気度(permeability)および濾過を示し得る。本発明による布は、つかみ(grab)引張強度、タング引裂強度、または台形引裂強度の1つ以上の向上を示すこともできる。
【0073】
エアゾール濾過は一般に、エアゾール化された粒子を捕捉する能力に関連し得る。エアゾール濾過の作用機構は、単純なふるい分けではなく、むしろ粒子沈着に関連している。したがって、多孔性膜フィルタの高い収集効率は、単なるフィルタの孔径よりもはるかに小さいエアゾール粒径にまでおよぶ。材料(たとえば不織布)のエアゾール濾過性能は、粒子透過、粒子捕捉効率、および空気流抵抗などの特徴を評価することによって決定できる。このような試験を実施するために使用され得る装置の1つは、TSI自動化フィルタ試験装置(TSI Incorporated,Shoreview,MN)である。
【0074】
評価した特徴を使用して、フィルタ材料の品質係数(QF)を決定することが可能である。フィルタ品質係数は、収集効率および圧力降下を組合せて以下の式に従って計算される、フィルタ評価に使用されるパラメータである。
【数1】
(上式中、Pは試験中のエアゾールの透過率であり、ΔPは、試験材料を通じた流動に対する抵抗である。)
【0075】
上に示すように、QFはmmH2O−1の単位で報告され、QFは試験布を通じた試験中のエアゾールの面速度に基づいて変化し得る。いくつかの実施形態において、混合繊維を使用して本発明に従って製造した不織布は、3.3cm/秒の面速度で測定したときに、約0.10を超える、少なくとも約0.12、少なくとも約0.14、少なくとも約0.15、少なくとも約0.16、少なくとも約0.18、少なくとも約0.21、少なくとも約0.22、約0.11〜約0.25、約0.12〜約0.22、または約0.15〜約0.25のQFを有し得る。他の実施形態において、混合繊維を使用して本発明に従って製造した不織布は、5.3cm/秒の面速度で測定したときに、約0.05を超える、少なくとも約0.06、少なくとも約0.07、少なくとも約0.08、少なくとも約0.09、少なくとも約0.10、少なくとも約0.11、約0.06〜約0.12、約0.08〜約0.12、または約0.10〜約0.15のQFを有し得る。
【0076】
液体濾過は、微粒子(particulate)物質を液体流中に保持して、微粒子が液体中では流動させながら、濾過材料中で流動するのを防止する能力に関連する。液体濾過性能は、各種の方法によって試験することが可能である。1つの方法は、試験微粒子材料を既知の濃度で脱イオン水に単に添加するステップと、試験微粒子材料と共に液体を試験フィルタ材料に既知の面速度で通過させるストップと、フィルタ通過後に試験微粒子材料の濃度を測定するステップとを含む。微粒子の濃度は、Hach Company,Loveland,COより入手できるような濁度計を使用して測定できる。使用可能である微粒子材料の一例は、既知のふるいサイズ分布を有するシリカ粒子の混合物である、SIL−CO−SIL(登録商標)106(U.S.Silica Co.,Mill Creek,OKより入手可能)である。
【0077】
濾過効率は、フィルタ本体を通過したときの、上流の粒子濃度の、下流濃度と比較したパーセンテージ比として定義することが可能である。濾過効率は、次の式によって計算可能である。
【数2】
(上式中、C0は、脱イオン水中の微粒子材料の初期濃度であり、Cは、1分間動作させた後(すなわちフィルタ材料に液体を1分間流した後)の脱イオン水中の微粒子材料の濃度である。)
【0078】
フィルタ抵抗も、定義した面速度にてフィルタ材料を貫流する抵抗(たとえば平方インチ当りのポンド)として測定できる。良好なフィルタ効率が所望であるが、高い効率は対応する高い抵抗によって無効にされ得る。言い換えれば、有効液体濾過は、液体流を比較的容易になお通過させながら、微粒子物体を効果的に捕捉する能力に依存する。したがって低い抵抗が非常に望ましい。
【0079】
いくつかの実施形態において、本発明による不織布は、0.04cm/秒の面速度にて約0.03psi未満、約0.02psi未満、または約0.01psi未満の流動抵抗を示しながら、少なくとも約65%の上述したような液体濾過効率を示すことが可能である。他の実施形態において、本発明による不織布は、0.13cm/秒の面速度にて約0.11psi未満、約0.10psi未満、約0.09psi未満、約0.08未満、約0.06未満、または約0.05psi未満の流動抵抗を示しながら、少なくとも約65%の液体濾過効率を示すことが可能である。さらなる実施形態において、本発明による不織布は、0.22cm/秒の面速度にて約0.18psi未満、約0.16psi未満、約0.14psi未満、約0.12未満、約0.10未満、または約0.08未満の流動抵抗を示しながら、少なくとも約65%の液体濾過効率を示すことが可能である。なおさらなる実施形態において、上の流動抵抗値は、少なくとも約70%の液体濾過効率を同様に示しながら、示されることがある。言い換えれば、液体サンプル中の微粒子物質の少なくとも約65%または少なくとも約70%がフィルタによって保持されている。
【0080】
透気度(permeability)は、テキスタイルの性能、特にフィルタ材料における重要な因子である。透気度は、ASTM D 737−04(2004年版)に従って特に試験することが可能であり、より高い透気度が通例好ましい。
【0081】
ある実施形態において、本発明によって製造した不織布は、少なくとも約10ft3/ft2分の透気度を示す。他の実施形態において、不織布は、少なくとも約12ft3/ft2分、少なくとも約15ft3/ft2分、少なくとも約18ft3/ft2分、少なくとも約20ft3/ft2分、少なくとも約30ft3/ft2分、少なくとも約40ft3/ft2分、少なくとも約50ft3/ft2分、少なくとも約60ft3/ft2分、少なくとも約70ft3/ft2分、少なくとも約80ft3/ft2分、少なくとも約90ft3/ft2分の透気度を示す。なおさらなる実施形態において、不織布は、約10ft3/ft2分〜約100ft3/ft2分、15ft3/ft2分〜約90ft3/ft2分、10ft3/ft2分〜約80ft3/ft2分、10ft3/ft2分〜約70ft3/ft2分、約10ft3/ft2分〜約60ft3/ft2分、約10ft3/ft2分〜約50ft3/ft2分、約15ft3/ft2分〜約50ft3/ft2分、または約20ft3/ft2分〜約50ft3/ft2分の透気度を示すことが可能である。
【0082】
つかみ(grab)引張強度は、布の破壊強度の尺度であり、ASTM D5034(2008年版)に示す方法によって測定できる。ASTM D5034に従って、布サンプルを引張試験機に置き、2個のクランプで布を把握し、一方のクランプを静止したままの他方のクランプからゆっくりと移動させる。つかみ引張強度は、布が裂けるまたは破断する直前に達成される最高引張荷重である。つかみ引張強度は、布の縦方向(machine direction)および横方向(cross machine direction)に測定できる。
【0083】
ある実施形態において、本発明に従って製造した不織布は、少なくとも約20キログラム重(kgf)、少なくとも約25kgf、少なくとも約30kgf、少なくとも約35kgf、少なくとも約40kgf、少なくとも約45kgf、少なくとも約50kgf、少なくとも約55kgf、または少なくとも約60kgfの、縦方向(machine direction: MD)のつかみ引張強度を示す。特に、MDつかみ引張強度は、約10kgf〜約70kgf、約20kgf〜約70kgf、約20kgf〜約60kgf、または約30kgf〜約60kgfであり得る。特定の実施形態において、上述のMDつかみ引張強度は、100gsmの坪量(basis weight)を有する本発明による不織布に対してであり得る。他の実施形態において、上述のMDつかみ引張強度は、より大きい坪量(たとえば150gsm)を有する本発明による不織布では、比例してより高くなり得る。
【0084】
さらなる実施形態において、本発明に従って製造した不織布は、少なくとも約10kgf、少なくとも約15kgf、少なくとも約20kgf、少なくとも約25kgf、少なくとも約30kgf、少なくとも約35kgf、または少なくとも40kgfの、横方向(cross-machine direction:CD)のつかみ引張強度を示す。特に、CDつかみ引張強度は、約10kgf〜約50kgf、約10kgf〜約40kgf、約20kgf〜約50kgf、または約20kgf〜約40kgfであり得る。特定の実施形態において、上述のCDつかみ引張強度は、100gsmの坪量を有する本発明による不織布に対してであり得る。他の実施形態において、上述のCDつかみ引張強度は、より大きい坪量(たとえば150gsm)を有する本発明による不織布では、比例してより高くなり得る。
【0085】
タング引裂強度(tongue tear strength)は、布の引裂を続けるのに必要な力の尺度であり、ASTM D2261(2007年版)に示す方法によって測定できる。ASTM D2261に従って、特定の寸法の長方形布片の中央にて布の短手方向へほぼ半分までスリットを入れる。スリット片の2端に引張強度試験を受けさせる。タング引裂強度は、布が引裂または破断を開始する直前に達成される最高引張荷重である。タング引裂強度は、布の縦方向および横方向に測定できる。
【0086】
ある実施形態において、本発明に従って製造した不織布は、少なくとも約1kgf、少なくとも約2kgf、少なくとも約3kgf、少なくとも約4kgf、少なくとも約5kgf、少なくとも約6kgf、少なくとも約7kgf、少なくとも約8kgf、少なくとも約9kgf、または少なくとも約10kgfの縦方向(MD)のタング引裂強度を示す。特に、MDタング引裂強度は、約1kgf〜約12kgf、約2kgf〜約12kgf、約3kgf〜約12kgf、約4kgf〜約5kgf、または約5kgf〜約10kgfであり得る。特定の実施形態において、上述のMDタング引裂強度は、100gsmの坪量を有する本発明による不織布に対してであり得る。他の実施形態において、上述のMDタング引裂強度は、より大きい坪量(たとえば150gsm)を有する本発明による不織布では、比例してより高くなり得る。
【0087】
さらなる実施形態において、本発明に従って製造した不織布は、少なくとも約1kgf、少なくとも約2kgf、少なくとも約3kgf、少なくとも約4kgf、少なくとも約5kgf、少なくとも約6kgf、少なくとも約7kgf、少なくとも約8kgf、少なくとも約9kgf、または少なくとも約10kgfの横方向(CD)のタング引裂強度を示す。特に、CDタング引裂強度は、約1kgf〜約12kgf、約2kgf〜約12kgf、約3kgf〜約12kgf、約4kgf〜約5kgf、または約5kgf〜約10kgfであり得る。特定の実施形態において、上述のCDタング引裂強度は、100gsmの坪量を有する本発明による不織布に対してであり得る。他の実施形態において、上述のCDタング引裂強度は、より大きい坪量(たとえば150gsm)を有する本発明による不織布では、比例してより高くなり得る。
【0088】
台形引裂強度は、記録定速伸長(recording consatant-rate-of- extenstion:CRE)引張試験機を使用する台形手順による不織布の引裂強度の尺度であり、ASTM D5733(1999年版)に記載された方法によって測定できる。この試験方法で測定されるような台形引裂強度は、試験片で以前に始まった引裂を継続または伝播するのに必要な最大引裂力である。報告された値は、引裂を誘発または開始するのに必要な力に直接関連していない。台形引裂強度は、布の縦方向および横方向に測定できる。
【0089】
ある実施形態において、本発明に従って製造した不織布は、少なくとも約1kgf、少なくとも約2kgf、少なくとも約3kgf、少なくとも約4kgf、少なくとも約5kgf、少なくとも約6kgf、少なくとも約7kgf、少なくとも約8kgf、少なくとも約9kgf、少なくとも約10kgf、少なくとも約15kgf、少なくとも約20kgf、少なくとも約25kgf、または少なくとも約30kgfの縦方向(MD)の台形引裂強度を示す。特に、MD台形引裂強度は、約1kgf〜約30kgf、約5kgf〜約30kgf、約10kgf〜約30kgf、約1kgf〜約20kgf、約5kgf〜約20kgf、約1kgf〜約12kgf、または約1kgf〜約10kgfであり得る。特定の実施形態において、上述のMD台形引裂強度は、100gsmの坪量を有する本発明による不織布に対してであり得る。他の実施形態において、上述のMD台形引裂強度は、より大きい坪量(たとえば150gsm)を有する本発明による不織布では、比例してより高くなり得る。
【0090】
さらなる実施形態において、本発明に従って製造した不織布は、少なくとも約1kgf、少なくとも約2kgf、少なくとも約3kgf、少なくとも約4kgf、少なくとも約5kgf、少なくとも約6kgf、少なくとも約7kgf、少なくとも約8kgf、少なくとも約9kgf、少なくとも約10kgf、少なくとも約15kgf、少なくとも約20kgf、少なくとも約25kgf、または少なくとも約30kgfの横方向(CD)の台形引裂強度を示す。特に、MD台形引裂強度は、約1kgf〜約30kgf、約5kgf〜約30kgf、約10kgf〜約30kgf、約1kgf〜約20kgf、約5kgf〜約20kgf、約1kgf〜約12kgf、または約1kgf〜約10kgfであり得る。特定の実施形態において、上述のCD台形引裂強度は、100gsmの坪量を有する本発明による不織布に対してであり得る。他の実施形態において、上述のCD台形引裂強度は、より大きい坪量(たとえば150gsm)を有する本発明による不織布では、比例してより高くなり得る。
【0091】
本発明のある実施形態において、本発明による不織布の坪量(basis weight)、または単位表面積当りの重量は、布のある特性に影響を及ぼし得る。詳細な実施形態において、布の坪量は、少なくとも約50グラム/平方メートル(gsm)、少なくとも約60gsm、少なくとも約70gsm、少なくとも約80gsm、少なくとも約90gsm、少なくとも約100gsm、少なくとも約110gsm、少なくとも約120gsm、少なくとも約130gsm、少なくとも約140gsm、少なくとも約150gsm、少なくとも約160gsm、少なくとも約170gsm、少なくとも約180gsm、または少なくとも約200gsmであり得る。制限されるものではないが、一般に、他のすべての因子が一定であるとき、不織布の坪量の増加によって、強度または、さらに詳細には、不織布の強度に関連する特性測定値が増加するようになる。
【0092】
実験
本発明は、本発明のある実施形態を例証するために示され、限定するものとして見なされるべきでない、以下の実施例によってさらに十分に説明される。
【実施例1】
【0093】
混合−交互スピンパック設計によってセグメントパイ二成分繊維および一成分繊維を使用して製造した布
繊維1本当り16個のセグメントを有するパイ/ウェッジ二成分繊維を一成分繊維と組合せて使用して不織布を製造した。水交絡を受けた布は、規定の比のポリアミド6(PA6)およびポリ乳酸(PLA)を使用して製造した。カレンダー加工を受けた布は、規定の比のポリアミド6(PA6)およびポリエチレン(PE)を使用して製造した。それぞれの場合で、白円が一成分フィラメントの紡糸用のオリフィスを表し、分割円が二成分フィラメントの紡糸用のオリフィスを表している図7に示すパターンを有する同じスピナレットを通じて、一成分フィラメントおよび二成分フィラメントを押出した。この設計は、混合−交互スピンパック設計と呼ばれる。
【0094】
各布は、100gsmの坪量を有するように形成され、水交絡またはカレンダー加工のどちらかが行われた。次に布を、本明細書に記載した方法を使用して、つかみ引張強度、タング引裂強度、および台形引裂強度について試験した。各布の具体的なポリマー組成、処理、および試験特性を表1、2、および3に示す。各種の布のつかみ引張強度、タング引裂強度、および台形引裂強度を図8〜16に示す。
【0095】
【表1】
【0096】
【表2】
【0097】
【表3】
【実施例2】
【0098】
列混合スピンパック設計によってセグメントパイ二成分繊維および一成分繊維を使用して製造した布
繊維1本当り16個のセグメントを有するパイ/ウェッジ二成分繊維を一成分繊維と組合せて使用して不織布を製造した。布は、水交絡を受けさせて、規定の比のPA6およびPLAと、規定の比のポリエチレンテレフタレート(PET)およびPA6とのどちらかを使用して製造した。それぞれの場合で、白円が一成分フィラメントの紡糸用のオリフィスを表し、分割円が二成分フィラメントの紡糸用のオリフィスを表している図17に示すようなパターンを有する同じスピナレットを通じて、一成分フィラメントおよび二成分フィラメントを押出した。この設計は、列混合スピンパック設計と呼ばれる。
【0099】
各布は100gsmの坪量を有するように形成され、本明細書に記載する方法を使用して、つかみ引張強度、タング引裂強度、および台形引裂強度について試験した。各布のポリマー組成、処理、および試験特性を表4、5、および6に示す。布のつかみ引張強度、タング引裂強度、および台形引裂強度を図18〜29に示す。
【0100】
【表4】
【0101】
【表5】
【0102】
【表6】
【実施例3】
【0103】
列混合スピンパック設計によって海島型二成分繊維および一成分繊維を使用して製造した布
繊維1本当り7個の島を有する海島型二成分繊維を一成分繊維と組合せて使用して不織布を製造した。布は、水交絡またはカレンダー加工を受けさせて、規定の比のPETおよびPA6、規定の比のPETおよびPLA、または規定の比のPETおよびPEを使用して製造した。それぞれの場合で、一成分フィラメントおよび二成分フィラメントは、図17に示すような列混合スピンパック設計を有する同じスピナレットを通じて押出した。
【0104】
各布は、100gsmの坪量を有するように形成され、水交絡またはカレンダー加工のどちらかが行われた。次に布を、本明細書に記載した方法を使用して、つかみ引張強度、タング引裂強度、および台形引裂強度について試験した。各布の具体的なポリマー組成、処理、および試験特性を表7、8、9、および10に示す。表7、8および9の布は水交絡させた。表10の布は熱結合させた。
【0105】
【表7】
【0106】
【表8】
【0107】
【表9】
【0108】
【表10】
【実施例4】
【0109】
エアゾール濾過
繊維1本当り16個のセグメントを有するパイ/ウェッジ二成分繊維を一成分繊維と組合せて使用して不織布を製造して、水交絡を受けさせた。試験布1は、50/50PA6/PLA二成分繊維およびPA6一成分繊維で形成された。試験布2は、50/50PA6/PET二成分繊維およびPA6一成分繊維で形成された。各試験布は、列混合スピンパック設計を使用して100gsmの坪量を有するように形成した。比較として、135gsmの坪量を有するEVOLON(登録商標)布にも試験を行った。エアゾール濾過性能を評価して、浸透、効率および抵抗を決定して、これらの値を使用して各布の品質係数(QF)を計算した。試験は、TSI自動化フィルタ試験装置(モデル3160)を使用して、3.3〜10.0cm/秒の面速度として実施した。サイズが0.3μmのエアゾール化粒子ジオクチルフタレート(DOP)油を試験用エアゾールとして使用した。計算したQF値を下の表11に示す。図30に値をグラフで示す。
【0110】
【表11】
【実施例5】
【0111】
液体濾過
繊維1本当り16個のセグメントを有するパイ/ウェッジ二成分繊維を一成分繊維と組合せて使用して不織布を製造して、水交絡を受けさせた。試験布1は、50/50PA6/PLA二成分繊維およびPA6一成分繊維で形成された。試験布2は、50/50PA6/PET二成分繊維およびPA6一成分繊維で形成された。各試験布は、列混合スピンパック設計を使用して100gsmの坪量を有するように形成した。比較として、135gsmの坪量を有するEVOLON(登録商標)布にも試験を行った。
【0112】
液体濾過性能は、脱イオン水中のSIL−CO−SIL(登録商標)106を使用して評価した。最初の微粒子濃度は、ハック濁度計を使用して測定した。フィルタ媒体の流動抵抗は、0.04〜0.22cm/秒の面速度で測定した。最終微粒子濃度は、試験布に液体を微粒子物質と共に流した後に測定した。試験布の効率値は、71.7%(50/50PA6/PLA)、69.5%(50/50PA6/PLA)、および80.3%(EVOLON(登録商標))と計算された。EVOLON(登録商標)布の効率値は、布の閉じた構造を反映している。言い換えれば、EVOLON(登録商標)布は、粒子を布の中に閉じ込めるのではなく、布の表面に粒子を「捉える」傾向がある。しかしながら、発明の布のより「開放された」構造は、表12および図31に示すような優れた抵抗値(0.04cm/秒の面速度にてゼロという低さ)によって反映されている。したがってEVOLON(登録商標)布で形成されるフィルタは、「目詰まり」して、発明の布で形成されるフィルタよりもはるかに短時間で流れを制限することが予想される。さらに、本発明の布は、EVOLON(登録商標)布に匹敵する全体的な効率を与えながら、優れた(すなわち低い)抵抗値を与える。
【0113】
【表12】
【実施例6】
【0114】
透気度
繊維1本当り16個のセグメントを有するパイ/ウェッジ二成分繊維を一成分繊維と組合せて使用して不織布を製造した。布は、水交絡を受けさせて、列混合スピンパック設計または混合−交互スピンパック設計を使用してスピナレットを通じて押出すことによって、PA6およびPLAの二成分繊維およびPA6の一成分繊維またはPETおよびPA6の二成分繊維およびPETの一成分繊維を使用して製造した。各布は、100gsmの坪量を有するように形成した。繊維ごとに7個の島を有する海島型二成分繊維を一成分繊維と組合せて使用した不織布も製造した。布は、水交絡を受けさせて、PA6およびPLAの二成分繊維およびPA6の一成分繊維またはPETおよびPA6の二成分繊維およびPETの一成分繊維を使用して製造した。それぞれの場合で、一成分フィラメントおよび二成分フィラメントは、混合−交互スピンパック設計を有する同じスピナレットを通じて押出した。各布は、100gsmの坪量を有するように形成した。比較として、135gsmの坪量を有するEVOLON(登録商標)布にも試験を行った。上の布は、ASTM D 737−04に従って試験した。試験結果を下の表13に示す。
【0115】
【表13】
【0116】
上の例に記載したような複数の布の光学画像を図32〜35に示す。各画像は各種の繊維の断面であり、二成分繊維および一成分繊維の存在を明確に示している。これらの画像は、一成分繊維が圧縮に対してより大きい抵抗を与え、二成分繊維が、いったん分割されると(セグメント構成で)または海成分の除去を受けると(海島構成で)、優れたかさ高特性および断熱特性を与える非常に細い繊維を生じるために、本発明が混合媒体不織布を製造するのにどれだけ有用であるかを示している。
【0117】
上述の説明に示された教示の利益を有する、本明細書で示した本発明の多くの修正形態および他の実施形態は、これらの発明が関連する当業者が思いつく。したがって、本発明は開示された具体的な実施形態に限定すべきではないことと、修正形態および他の実施形態が本発明の範囲に含まれるものであることが理解されるたい。本明細書では具体的な用語が利用されているが、それらは一般的かつ説明的な意味で使用され、限定するためのものではない。
【特許請求の範囲】
【請求項1】
溶解してサイズがそれぞれ約1デニール未満の複数の島フィラメントを放出する溶解性海成分によって形成された海島型繊維で構成される第1の繊維タイプと、サイズが約1デニールを超える少なくとも1本の繊維で構成される第2の繊維タイプとで構成される1組の繊維を同時に溶融紡糸するステップと、
溶融紡糸された1組の繊維を収集するステップとを含む、不織布を製造する方法。
【請求項2】
前記第2の繊維タイプが、二成分繊維で構成される請求項1に記載の方法。
【請求項3】
前記二成分繊維が、複数の個々のセグメントに分離するセグメント化繊維である請求項2に記載の方法。
【請求項4】
前記セグメント化繊維の個々のセグメントそれぞれのサイズが、約1デニールを超える請求項3に記載の方法。
【請求項5】
前記セグメント化繊維の個々のセグメントそれぞれが、少なくとも約2μmのフィラメント直径を有する請求項3に記載の方法。
【請求項6】
前記第2の繊維タイプが、一成分繊維で構成される請求項1に記載の方法。
【請求項7】
前記一成分繊維が、少なくとも約5μmの直径を有する請求項6に記載の方法。
【請求項8】
前記布が、該布の総重量に基づいて少なくとも約20重量%の前記一成分繊維を含む請求項6に記載の方法。
【請求項9】
前記複数の島フィラメントが、それぞれ約1μm未満の直径を有する請求項1に記載の方法。
【請求項10】
前記複数の島フィラメントが、それぞれ約0.2μm〜約0.8μmの直径を有する請求項9に記載の方法。
【請求項11】
前記第2の繊維タイプが、溶解して前記第1の繊維タイプからの前記フィラメントのサイズよりも大きいサイズをそれぞれ有する複数の島フィラメントを放出する溶解性海成分によって形成された海島型繊維で構成される請求項1に記載の方法。
【請求項12】
前記第1の繊維タイプの前記海島型繊維が、前記第2の繊維タイプの前記海島型繊維よりも多くの数の島を含む請求項11に記載の方法。
【請求項13】
前記第1および第2の繊維タイプでの島の数が、少なくとも2:1の比で存在する請求項12に記載の方法。
【請求項14】
前記第1および第2の繊維タイプでの島の数が、少なくとも10:1の比で存在する、請求項12に記載の方法。
【請求項15】
前記溶融紡糸された1組の繊維で不織繊維ウェブを形成するステップをさらに含む請求項1に記載の方法。
【請求項16】
前記不織繊維ウェブを機械的に結合する、熱的に結合する、または機械的および熱的の両方で結合するステップをさらに含む請求項15に記載の方法。
【請求項17】
前記溶融紡糸するステップが、前記第1の繊維タイプおよび前記第2の繊維タイプを列に配置するように構成されたスピナレットを通じて押出すことを含み、各列が単一のタイプの繊維のみを含む請求項1に記載の方法。
【請求項18】
前記第2のタイプの繊維が、前記第1のタイプの繊維の2つの層のまん中にある請求項17に記載の方法。
【請求項19】
前記第1のタイプの繊維が、前記第2のタイプの繊維の2つの層のまん中にある請求項17に記載の方法。
【請求項20】
前記溶融紡糸するステップが、前記第1の繊維タイプおよび前記第2の繊維タイプをランダム構成で配置するように構成されたスピナレットを通じて押出すことを含む請求項1に記載の方法。
【請求項21】
前記第2の繊維タイプが、前記溶融紡糸された繊維の総重量の少なくとも約20重量%を構成する請求項1に記載の方法。
【請求項22】
請求項1に記載の方法に従って製造された不織布。
【請求項23】
3.3cm/秒の面速度で測定したときに、前記布が約0.10mmH2O−1を超えるエアゾール濾過品質係数(QF)を示す請求項22に記載の不織布。
【請求項24】
0.13cm/秒の面速度で測定したときに、前記布が少なくとも約65%の液体濾過効率を示し、同時に約0.10psi未満の流動抵抗も示す請求項22に記載の不織布。
【請求項25】
ASTM D 737−04に従って試験したときに、布が少なくとも約10ft3/ft2分の透気度を示す請求項22に記載の不織布。
【請求項26】
分割またはフィブリル化するまたは二成分繊維の1つの成分を溶解することによって、サイズが約1デニール未満の複数の個々のフィラメントを提供するように形成された前記二成分繊維で構成される第1の繊維タイプと、少なくとも約20重量%の、サイズが約1デニールを超える少なくとも1本の繊維で構成される第2の繊維タイプとで構成される1組の繊維を同時に溶融紡糸するステップと、
前記溶融紡糸された1組の繊維を収集するステップとを含む、不織布を製造する方法。
【請求項27】
前記第2の繊維タイプが、一成分繊維で構成される請求項26に記載の方法。
【請求項28】
前記第1の繊維タイプが、海島型繊維で構成される請求項26に記載の方法。
【請求項29】
前記第1の繊維タイプが、セグメント化繊維で構成される請求項26に記載の方法。
【請求項30】
第1の繊維タイプおよび第2の繊維タイプで構成される混合フィラメントスパンボンド布であって、前記第1の繊維タイプが、個々のセグメントがそれぞれ約2μm未満のサイズを有するような断面を有するセグメント化二成分繊維で構成されるまたは個々の島がそれぞれ約1μm未満のサイズを有するような断面を有する海島型二成分繊維で構成され、前記第2の繊維タイプが、約2μmを超えるサイズを有する一成分繊維で構成され、前記一成分繊維が前記布中の繊維の少なくとも約20重量%を構成する、混合フィラメントスパンボンド布。
【請求項31】
第1の繊維タイプおよび第2の繊維タイプで構成される混合フィラメントスパンボンド布であって、前記第1の繊維タイプが、約2μm未満のサイズをそれぞれ有する複数の個々のフィラメントで構成され、前記第2の繊維タイプが、約2μmを超えるサイズを有する一成分繊維で構成され、前記一成分繊維が前記布中の繊維の少なくとも約20重量%を構成する、混合フィラメントスパンボンド布。
【請求項32】
前記布が、水交絡、熱結合、または水交絡および熱結合の両方がなされた請求項31に記載の方法。
【請求項33】
3.3cm/秒の面速度で測定したときに、前記布が約0.10mmH2O−1を超えるエアゾール濾過品質係数(QF)を示す請求項31に記載の不織布。
【請求項34】
0.13cm/秒の面速度で測定したときに、前記布が少なくとも約65%の液体濾過効率を示し、同時に約0.10psi未満の流動抵抗も示す請求項31に記載の不織布。
【請求項35】
ASTM D 737−04に従って試験したときに、前記布が少なくとも約10ft3/ft2分の透気度を示す請求項31に記載の不織布。
【請求項36】
前記第1の繊維タイプの前記複数のフィラメントが、二成分繊維から得られる請求項31に記載の不織布。
【請求項1】
溶解してサイズがそれぞれ約1デニール未満の複数の島フィラメントを放出する溶解性海成分によって形成された海島型繊維で構成される第1の繊維タイプと、サイズが約1デニールを超える少なくとも1本の繊維で構成される第2の繊維タイプとで構成される1組の繊維を同時に溶融紡糸するステップと、
溶融紡糸された1組の繊維を収集するステップとを含む、不織布を製造する方法。
【請求項2】
前記第2の繊維タイプが、二成分繊維で構成される請求項1に記載の方法。
【請求項3】
前記二成分繊維が、複数の個々のセグメントに分離するセグメント化繊維である請求項2に記載の方法。
【請求項4】
前記セグメント化繊維の個々のセグメントそれぞれのサイズが、約1デニールを超える請求項3に記載の方法。
【請求項5】
前記セグメント化繊維の個々のセグメントそれぞれが、少なくとも約2μmのフィラメント直径を有する請求項3に記載の方法。
【請求項6】
前記第2の繊維タイプが、一成分繊維で構成される請求項1に記載の方法。
【請求項7】
前記一成分繊維が、少なくとも約5μmの直径を有する請求項6に記載の方法。
【請求項8】
前記布が、該布の総重量に基づいて少なくとも約20重量%の前記一成分繊維を含む請求項6に記載の方法。
【請求項9】
前記複数の島フィラメントが、それぞれ約1μm未満の直径を有する請求項1に記載の方法。
【請求項10】
前記複数の島フィラメントが、それぞれ約0.2μm〜約0.8μmの直径を有する請求項9に記載の方法。
【請求項11】
前記第2の繊維タイプが、溶解して前記第1の繊維タイプからの前記フィラメントのサイズよりも大きいサイズをそれぞれ有する複数の島フィラメントを放出する溶解性海成分によって形成された海島型繊維で構成される請求項1に記載の方法。
【請求項12】
前記第1の繊維タイプの前記海島型繊維が、前記第2の繊維タイプの前記海島型繊維よりも多くの数の島を含む請求項11に記載の方法。
【請求項13】
前記第1および第2の繊維タイプでの島の数が、少なくとも2:1の比で存在する請求項12に記載の方法。
【請求項14】
前記第1および第2の繊維タイプでの島の数が、少なくとも10:1の比で存在する、請求項12に記載の方法。
【請求項15】
前記溶融紡糸された1組の繊維で不織繊維ウェブを形成するステップをさらに含む請求項1に記載の方法。
【請求項16】
前記不織繊維ウェブを機械的に結合する、熱的に結合する、または機械的および熱的の両方で結合するステップをさらに含む請求項15に記載の方法。
【請求項17】
前記溶融紡糸するステップが、前記第1の繊維タイプおよび前記第2の繊維タイプを列に配置するように構成されたスピナレットを通じて押出すことを含み、各列が単一のタイプの繊維のみを含む請求項1に記載の方法。
【請求項18】
前記第2のタイプの繊維が、前記第1のタイプの繊維の2つの層のまん中にある請求項17に記載の方法。
【請求項19】
前記第1のタイプの繊維が、前記第2のタイプの繊維の2つの層のまん中にある請求項17に記載の方法。
【請求項20】
前記溶融紡糸するステップが、前記第1の繊維タイプおよび前記第2の繊維タイプをランダム構成で配置するように構成されたスピナレットを通じて押出すことを含む請求項1に記載の方法。
【請求項21】
前記第2の繊維タイプが、前記溶融紡糸された繊維の総重量の少なくとも約20重量%を構成する請求項1に記載の方法。
【請求項22】
請求項1に記載の方法に従って製造された不織布。
【請求項23】
3.3cm/秒の面速度で測定したときに、前記布が約0.10mmH2O−1を超えるエアゾール濾過品質係数(QF)を示す請求項22に記載の不織布。
【請求項24】
0.13cm/秒の面速度で測定したときに、前記布が少なくとも約65%の液体濾過効率を示し、同時に約0.10psi未満の流動抵抗も示す請求項22に記載の不織布。
【請求項25】
ASTM D 737−04に従って試験したときに、布が少なくとも約10ft3/ft2分の透気度を示す請求項22に記載の不織布。
【請求項26】
分割またはフィブリル化するまたは二成分繊維の1つの成分を溶解することによって、サイズが約1デニール未満の複数の個々のフィラメントを提供するように形成された前記二成分繊維で構成される第1の繊維タイプと、少なくとも約20重量%の、サイズが約1デニールを超える少なくとも1本の繊維で構成される第2の繊維タイプとで構成される1組の繊維を同時に溶融紡糸するステップと、
前記溶融紡糸された1組の繊維を収集するステップとを含む、不織布を製造する方法。
【請求項27】
前記第2の繊維タイプが、一成分繊維で構成される請求項26に記載の方法。
【請求項28】
前記第1の繊維タイプが、海島型繊維で構成される請求項26に記載の方法。
【請求項29】
前記第1の繊維タイプが、セグメント化繊維で構成される請求項26に記載の方法。
【請求項30】
第1の繊維タイプおよび第2の繊維タイプで構成される混合フィラメントスパンボンド布であって、前記第1の繊維タイプが、個々のセグメントがそれぞれ約2μm未満のサイズを有するような断面を有するセグメント化二成分繊維で構成されるまたは個々の島がそれぞれ約1μm未満のサイズを有するような断面を有する海島型二成分繊維で構成され、前記第2の繊維タイプが、約2μmを超えるサイズを有する一成分繊維で構成され、前記一成分繊維が前記布中の繊維の少なくとも約20重量%を構成する、混合フィラメントスパンボンド布。
【請求項31】
第1の繊維タイプおよび第2の繊維タイプで構成される混合フィラメントスパンボンド布であって、前記第1の繊維タイプが、約2μm未満のサイズをそれぞれ有する複数の個々のフィラメントで構成され、前記第2の繊維タイプが、約2μmを超えるサイズを有する一成分繊維で構成され、前記一成分繊維が前記布中の繊維の少なくとも約20重量%を構成する、混合フィラメントスパンボンド布。
【請求項32】
前記布が、水交絡、熱結合、または水交絡および熱結合の両方がなされた請求項31に記載の方法。
【請求項33】
3.3cm/秒の面速度で測定したときに、前記布が約0.10mmH2O−1を超えるエアゾール濾過品質係数(QF)を示す請求項31に記載の不織布。
【請求項34】
0.13cm/秒の面速度で測定したときに、前記布が少なくとも約65%の液体濾過効率を示し、同時に約0.10psi未満の流動抵抗も示す請求項31に記載の不織布。
【請求項35】
ASTM D 737−04に従って試験したときに、前記布が少なくとも約10ft3/ft2分の透気度を示す請求項31に記載の不織布。
【請求項36】
前記第1の繊維タイプの前記複数のフィラメントが、二成分繊維から得られる請求項31に記載の不織布。
【図8】

【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図1】
【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図32】
【図33】
【図34】
【図35】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図1】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図32】
【図33】
【図34】
【図35】
【公表番号】特表2010−535294(P2010−535294A)
【公表日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願番号】特願2010−519249(P2010−519249)
【出願日】平成20年8月1日(2008.8.1)
【国際出願番号】PCT/US2008/071980
【国際公開番号】WO2009/029391
【国際公開日】平成21年3月5日(2009.3.5)
【出願人】(507326836)ノース・キャロライナ・ステイト・ユニヴァーシティ (6)
【Fターム(参考)】
【公表日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願日】平成20年8月1日(2008.8.1)
【国際出願番号】PCT/US2008/071980
【国際公開番号】WO2009/029391
【国際公開日】平成21年3月5日(2009.3.5)
【出願人】(507326836)ノース・キャロライナ・ステイト・ユニヴァーシティ (6)
【Fターム(参考)】
[ Back to top ]