
混合繊維からなる不織布及びその製造方法
【課題】 ポリオレフィン類とエラストマーとが有している特性を併せ持つ、触感が良く、伸縮性に優れる不織布及びその製造方法を提供する。
【解決手段】 同一ダイに配設された異なるノズルから、ポリオレフィン類とエラストマーからなる異種の溶融ポリマーを同時に押出してスパンボンド法により溶融紡糸し、ポリオレフィン類からなる繊維とエラストマーからなる繊維が混合された混合繊維からなる不織布ウェブに熱エンボス加工により交絡処理を施した不織布及びその製造方法が提供される。
【解決手段】 同一ダイに配設された異なるノズルから、ポリオレフィン類とエラストマーからなる異種の溶融ポリマーを同時に押出してスパンボンド法により溶融紡糸し、ポリオレフィン類からなる繊維とエラストマーからなる繊維が混合された混合繊維からなる不織布ウェブに熱エンボス加工により交絡処理を施した不織布及びその製造方法が提供される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリオレフィン類からなる繊維とエラストマーからなる繊維が微細に分散されて混合され形成されている不織布及びその製造方法に関する。
【背景技術】
【0002】
近年、不織布はさまざまな用途に使用されてきており、その用途に応じて各種特性の向上が要求される。例えば、紙おむつ、生理用ナプキン等の衛生材料の一部、湿布材の基布等に用いられる不織布は、触感が良く、耐水性があり透湿性に優れることが要求される。また使用される箇所によっては加えて伸縮性も求められる。さらには、衛生材料などを構成する不織布素材間では、接着の際にヒートシール性が求められる。
【0003】
これらの特性は、単一のポリマーからなる繊維で構成される不織布では、達成が難しく、たとえば強度と柔軟性を兼ね備えた不織布とするためスパンボンド不織布をバイコンポネーント繊維からなるものとしたり、加えて耐水性を向上させたりするために、メルトブロー不織布を積層することが行われている。また、伸縮性を有し触感にも優れていてべとつきのない不織布とするために、伸縮性素材からなる不織布に、伸長性の不織布を積層することが行われる。そして不織布を積層するためには層間接着性に優れた素材の組み合わせとしなければならなかった。さらには、異種のポリマーからなる不織布同士のヒートシールには、加工が複雑となるホットメルト等による接着工程が必要となる。
【0004】
また、異なる素材が有している両方の特性を併せ持つ不織布とするために、異種のポリマーからなる長繊維不織布層を積層して、ウォータージェットや、ニードルパンチなどの機械的な交絡を行う方法、あるいは接着剤を用いるケミカルボンドを行う方法がある。機械的な交絡方法では、生産性が落ちるし、得られたウェブの強度、毛羽立ち等、特におむつ等吸収性物品で求められる低目付(30g/m2以下)に対して実用性がない。ケミカルボンドによる方法では、加工が複雑になるという問題点があった。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、ポリオレフィン類とエラストマーとが有している特性を併せ持つ、触感が良く、伸縮性に優れる不織布を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明によれば、 本発明によれば、同一ダイに配設された異なるノズルから、ポリオレフィン類とエラストマーからなる異種の溶融ポリマーを同時に押出してスパンボンド法により溶融紡糸し、ポリオレフィン類からなる繊維とエラストマーからなる繊維が混合された混合繊維からなる不織布ウェブに熱エンボス加工により交絡処理を施した不織布が提供される。
が提供される。
【0007】
本発明においては、ポリオレフィン類が、ポリエチレンおよびポリプロピレンから選ばれた少なくとも1種であることが好ましい。
【0008】
本発明においては、エラストマーがポリスチレン系エラストマーであることが好ましい。
【0009】
本発明により、同一ダイに配設された異なるノズルから、ポリオレフィン類とエラストマーからなる異種の溶融ポリマーを同時に押出してスパンボンド法により溶融紡糸し、ポリオレフィン類からなる繊維とエラストマーからなる繊維が混合された混合繊維からなる不織布ウェブに熱エンボス加工により交絡処理を施す不織布の製造方法が提供される。
が提供される。
【0010】
また、本発明により、前記の混合繊維からなる不織布を、少なくとも1層有する積層体が提供される。
【発明の効果】
【0011】
本発明の混合繊維からなる不織布は、ポリオレフィン類とエラストマーとが有している特性を併せ持つ不織布となるので、触感が良く、伸縮性に優れる単一層の不織布ができる。本発明の混合繊維からなる不織布を積層した積層体では、ポリオレフィン類とエラストマーとが有している特性を併せ持つ不織布層が介在するので、従来のものよりも柔軟性、耐水性及び層間接着性などに優れた積層不織布が得られる。本発明の混合繊維からなる不織布の製造方法によれば、ポリオレフィン類からなる繊維とエラストマーからなる繊維が微細に分散されて混合されているので、ポリオレフィン類とエラストマーとが有している特性を併せ持つ不織布を得ることができる。
【図面の簡単な説明】
【0012】
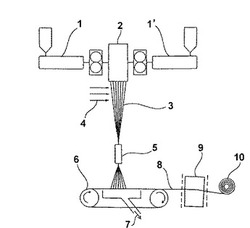
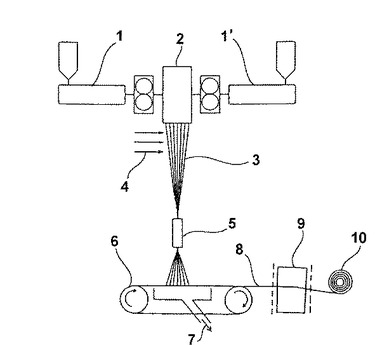
【図1】本発明に係る混合繊維からなる不織布を製造するための、スパンボンド不織布製造装置の一例を示す概略図である。
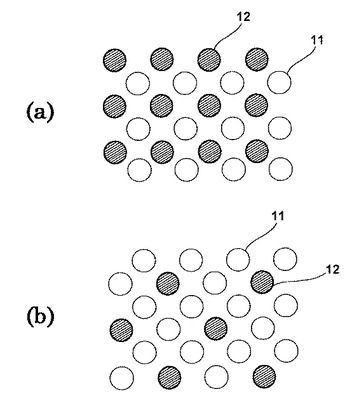
【図2】本発明に係る混合繊維からなる不織布を製造するための、スパンボンド不織布製造ノズルのパターン配置図の部分図例である。
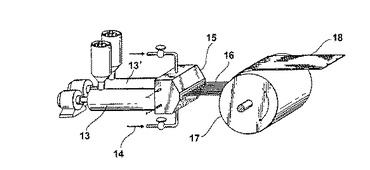
【図3】本発明に係る混合繊維からなる不織布を製造するための、メルトブロー不織布製造装置の一例を示す概略図である。
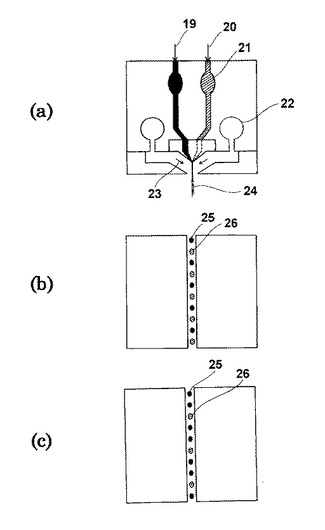
【図4】本発明に係る混合繊維からなる不織布を製造するための、メルトブロー不織布製造用紡糸口金の断面図の一例(a)、及び紡糸口金ノズル部を下方より見た部分平面図の例(b)および(c)である。
【発明を実施するための形態】
【0013】
本発明に係る混合繊維からなる不織布及びその製造方法並びに該不織布からなる積層体について具体的に説明する。
本発明の不織布に用いられる混合繊維は、同一ダイに配設された異なるノズルから、異種の溶融ポリマーを同時に押出して溶融紡糸し、異種のポリマーからなる繊維が混合されたものである。
【0014】
本発明において、異種のポリマーとは、ポリエチレンやポリプロピレン等のポリオレフィン類と、ポリオレフィン系エラストマー、ポリスチレン系エラストマー、ポリエステル系エラストマーポリアミド系エラストマー及びポリウレタン等のエラストマーからなる組み合せである。
【0015】
混合繊維は、スパンボンド法により溶融紡糸されて得られるものが好ましい。また、混合繊維は、メルトブロー法により溶融紡糸されて得られるものが好ましい。以下それぞれについて、説明する。
スパンボンド法による混合繊維の製造においては、ポリオレフィン類とエラストマーから選ばれた2種のポリマーを、別々の押出機等により溶融する。溶融されたポリマーは、同一のダイに導かれ、ダイに設けられた多数のノズルから吐出されて紡糸される。2種類のポリマーは、ダイに配設された異なるノズルから吐出される。このとき、2種類のポリマーの吐出ノズルを、例えば、図2のように配置しておけば、2種類の繊維の混合状態や割合を自由に制御できる。ノズルから吐出されたフィラメントは、高速のエア流により冷却、延伸されて捕集コンベアーに堆積され不織布ウェブが形成される。
【0016】
その後不織布ウェブは交絡処理されてスパンボンド不織布が得られる。交絡処理の方法としては、エンボスロールを用いた熱エンボス加工、超音波による融着、ウォータージェットによる交絡、ホットエアースルーによる繊維の融着、ニードルパンチを用いた交絡などを挙げることができる。
【0017】
メルトブロー法による混合繊維の製造においては、ポリオレフィン類とエラストマーから選ばれた2種のポリマーを、別々の押出機等により溶融する。溶融されたポリマーは、同一のメルトブローダイに導かれ、ダイに設けられ一列に並んだ多数のノズルから空気の二つの収束する高速加熱気流中に吐出されて紡糸される。2種類のポリマーは、ダイに配設された異なるノズルから吐出される。このとき、2種類のポリマーの吐出ノズルを、例えば、図4のように配置しておけば、2種類の繊維の混合状態や割合を自由に制御できる。ノズルから吐出されたマイクロファイバーは、捕集スクリーン上に堆積されメルトブロー不織布が得られる。メルトブロー不織布の場合にも、必要に応じて、後工程で交絡処理を施しても良い。
【0018】
伸長性素材となるポリエチレンやポリプロピレンと伸縮性素材となるエラストマーとを用いた混合繊維からなる不織布を製造すれば、伸縮性に優れる単一層の不織布が得られる。
【0019】
このように本発明の不織布は、従来得られなかった特性を併せ持つ単一層の不織布並びに積層体が得られる。そして、積層体の層間接着性の良い素材の組み合せに対する自由度も増え、これにより、不織布の飛躍的な用途の拡大が期待されるものである。
【実施例】
【0020】
以下、本発明を実施例により説明する。実施例および比較例で用いた破断伸度、100%伸長後の歪の測定は、以下の方法により行った。
【0021】
(1)破断伸度
JIS L1906に準拠し、幅50mm、長さ200mmの試験片について引張試験機を用いて、室温下、チャック間隔100mm、引張速度100mm/分で測定した。
(2)100%伸長後の歪
上記(1)の引張試験と同様の条件で引張り、伸度100%まで伸長させた後、同じ速度で戻し、応力が0となったときの伸び率を歪として求めた。
【0022】
(実施例1)
MFR(ASTM D1238準拠し温度230℃、荷重2.16kgで測定)60g/10分、密度0.91g/cm3、融点160℃のプロピレンホモポリマー95重量部と、MFR(ASTM D1238準拠し温度190℃、荷重2.16kgで測定)5g/10分、密度0.97g/cm3、融点134℃の高密度ポリエチレン5重量部との混合物と、SEBS(スチレン・エチレン・ブチレン・スチレンブロック共重合体、旭化成(株)製タフテックTM1052)とを原料とし、同一ダイに配設された異なるノズルから、それぞれ繊維Aおよび繊維Bとして、スパンボンド法により樹脂温度、ダイ温度とも200℃、冷却風温度20℃、延伸エア風速4000m/分で溶融紡糸した。
【0023】
その際、紡糸口金の繊維Aおよび繊維Bのノズル配置パターンは図2(b)(ノズルのピッチは縦方向8mm、横方向9mm)であり、ノズル径0.6mmφ、ノズル数の比は繊維A:繊維B=3:1とし、繊維Aの単孔吐出量0.6g/分/孔、繊維Bの単孔吐出量0.8g/分/孔とした。得られたフィラメント径の平均値から、繊維速度は、繊維Aが1500m/分、繊維Bが800m/分であった。ウェブフォーマー速度を30m/分とし、120℃でエンボス加工(エンボス面積率:7%、刻印ピッチ:縦方向および横方向2.1mm、刻印形状:ひし形)を行って、目付30g/m2のスパンボンド不織布を製造した。得られたスパンボンド不織布の測定結果を表1に示す。
【0024】
(比較例)
SEBS原料を使用せず、すべてプロピレンホモポリマー95重量部と、高密度ポリエチレン5重量部との混合物を用いた繊維Aとした以外は、実施例1と同様にして、目付28g/m2のスパンボンド不織布を製造した。得られたスパンボンド不織布の測定結果を表1に示す。
【0025】
【表1】

実施例のスパンボンド不織布は、積層によらないでも十分な伸縮性を示した。
【符号の説明】
【0026】
1 押出機
1’ 1とは異種のポリマー用押出機
2 紡糸口金
3 連続フィラメント
4 冷却風
5 エジェクター
6 捕集装置
7 吸引
8 ウェブ
9 交絡処理
10 巻き取りロール
11 スパンボンド不織布溶融紡糸用ポリマーのノズル
12 11とは異種のスパンボンド不織布溶融紡糸用ポリマーのノズル
13 押出機
13’ 13とは異種のポリマー用押出機
14 高圧加熱空気流入口
15 紡糸口金
16 マイクロファイバー
17 捕集装置
18 ウェブ
19 溶融ポリマーの流入口
20 19とは異種の溶融ポリマーの流入口
21 マニホールド
22 エアホルダー
23 エアの流れ
24 マイクロファイバー
25 メルトブロー不織布溶融紡糸用ポリマーのノズル
26 25とは異種のメルトブロー不織布溶融紡糸用ポリマーのノズル
【技術分野】
【0001】
本発明は、ポリオレフィン類からなる繊維とエラストマーからなる繊維が微細に分散されて混合され形成されている不織布及びその製造方法に関する。
【背景技術】
【0002】
近年、不織布はさまざまな用途に使用されてきており、その用途に応じて各種特性の向上が要求される。例えば、紙おむつ、生理用ナプキン等の衛生材料の一部、湿布材の基布等に用いられる不織布は、触感が良く、耐水性があり透湿性に優れることが要求される。また使用される箇所によっては加えて伸縮性も求められる。さらには、衛生材料などを構成する不織布素材間では、接着の際にヒートシール性が求められる。
【0003】
これらの特性は、単一のポリマーからなる繊維で構成される不織布では、達成が難しく、たとえば強度と柔軟性を兼ね備えた不織布とするためスパンボンド不織布をバイコンポネーント繊維からなるものとしたり、加えて耐水性を向上させたりするために、メルトブロー不織布を積層することが行われている。また、伸縮性を有し触感にも優れていてべとつきのない不織布とするために、伸縮性素材からなる不織布に、伸長性の不織布を積層することが行われる。そして不織布を積層するためには層間接着性に優れた素材の組み合わせとしなければならなかった。さらには、異種のポリマーからなる不織布同士のヒートシールには、加工が複雑となるホットメルト等による接着工程が必要となる。
【0004】
また、異なる素材が有している両方の特性を併せ持つ不織布とするために、異種のポリマーからなる長繊維不織布層を積層して、ウォータージェットや、ニードルパンチなどの機械的な交絡を行う方法、あるいは接着剤を用いるケミカルボンドを行う方法がある。機械的な交絡方法では、生産性が落ちるし、得られたウェブの強度、毛羽立ち等、特におむつ等吸収性物品で求められる低目付(30g/m2以下)に対して実用性がない。ケミカルボンドによる方法では、加工が複雑になるという問題点があった。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、ポリオレフィン類とエラストマーとが有している特性を併せ持つ、触感が良く、伸縮性に優れる不織布を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明によれば、 本発明によれば、同一ダイに配設された異なるノズルから、ポリオレフィン類とエラストマーからなる異種の溶融ポリマーを同時に押出してスパンボンド法により溶融紡糸し、ポリオレフィン類からなる繊維とエラストマーからなる繊維が混合された混合繊維からなる不織布ウェブに熱エンボス加工により交絡処理を施した不織布が提供される。
が提供される。
【0007】
本発明においては、ポリオレフィン類が、ポリエチレンおよびポリプロピレンから選ばれた少なくとも1種であることが好ましい。
【0008】
本発明においては、エラストマーがポリスチレン系エラストマーであることが好ましい。
【0009】
本発明により、同一ダイに配設された異なるノズルから、ポリオレフィン類とエラストマーからなる異種の溶融ポリマーを同時に押出してスパンボンド法により溶融紡糸し、ポリオレフィン類からなる繊維とエラストマーからなる繊維が混合された混合繊維からなる不織布ウェブに熱エンボス加工により交絡処理を施す不織布の製造方法が提供される。
が提供される。
【0010】
また、本発明により、前記の混合繊維からなる不織布を、少なくとも1層有する積層体が提供される。
【発明の効果】
【0011】
本発明の混合繊維からなる不織布は、ポリオレフィン類とエラストマーとが有している特性を併せ持つ不織布となるので、触感が良く、伸縮性に優れる単一層の不織布ができる。本発明の混合繊維からなる不織布を積層した積層体では、ポリオレフィン類とエラストマーとが有している特性を併せ持つ不織布層が介在するので、従来のものよりも柔軟性、耐水性及び層間接着性などに優れた積層不織布が得られる。本発明の混合繊維からなる不織布の製造方法によれば、ポリオレフィン類からなる繊維とエラストマーからなる繊維が微細に分散されて混合されているので、ポリオレフィン類とエラストマーとが有している特性を併せ持つ不織布を得ることができる。
【図面の簡単な説明】
【0012】
【図1】本発明に係る混合繊維からなる不織布を製造するための、スパンボンド不織布製造装置の一例を示す概略図である。
【図2】本発明に係る混合繊維からなる不織布を製造するための、スパンボンド不織布製造ノズルのパターン配置図の部分図例である。
【図3】本発明に係る混合繊維からなる不織布を製造するための、メルトブロー不織布製造装置の一例を示す概略図である。
【図4】本発明に係る混合繊維からなる不織布を製造するための、メルトブロー不織布製造用紡糸口金の断面図の一例(a)、及び紡糸口金ノズル部を下方より見た部分平面図の例(b)および(c)である。
【発明を実施するための形態】
【0013】
本発明に係る混合繊維からなる不織布及びその製造方法並びに該不織布からなる積層体について具体的に説明する。
本発明の不織布に用いられる混合繊維は、同一ダイに配設された異なるノズルから、異種の溶融ポリマーを同時に押出して溶融紡糸し、異種のポリマーからなる繊維が混合されたものである。
【0014】
本発明において、異種のポリマーとは、ポリエチレンやポリプロピレン等のポリオレフィン類と、ポリオレフィン系エラストマー、ポリスチレン系エラストマー、ポリエステル系エラストマーポリアミド系エラストマー及びポリウレタン等のエラストマーからなる組み合せである。
【0015】
混合繊維は、スパンボンド法により溶融紡糸されて得られるものが好ましい。また、混合繊維は、メルトブロー法により溶融紡糸されて得られるものが好ましい。以下それぞれについて、説明する。
スパンボンド法による混合繊維の製造においては、ポリオレフィン類とエラストマーから選ばれた2種のポリマーを、別々の押出機等により溶融する。溶融されたポリマーは、同一のダイに導かれ、ダイに設けられた多数のノズルから吐出されて紡糸される。2種類のポリマーは、ダイに配設された異なるノズルから吐出される。このとき、2種類のポリマーの吐出ノズルを、例えば、図2のように配置しておけば、2種類の繊維の混合状態や割合を自由に制御できる。ノズルから吐出されたフィラメントは、高速のエア流により冷却、延伸されて捕集コンベアーに堆積され不織布ウェブが形成される。
【0016】
その後不織布ウェブは交絡処理されてスパンボンド不織布が得られる。交絡処理の方法としては、エンボスロールを用いた熱エンボス加工、超音波による融着、ウォータージェットによる交絡、ホットエアースルーによる繊維の融着、ニードルパンチを用いた交絡などを挙げることができる。
【0017】
メルトブロー法による混合繊維の製造においては、ポリオレフィン類とエラストマーから選ばれた2種のポリマーを、別々の押出機等により溶融する。溶融されたポリマーは、同一のメルトブローダイに導かれ、ダイに設けられ一列に並んだ多数のノズルから空気の二つの収束する高速加熱気流中に吐出されて紡糸される。2種類のポリマーは、ダイに配設された異なるノズルから吐出される。このとき、2種類のポリマーの吐出ノズルを、例えば、図4のように配置しておけば、2種類の繊維の混合状態や割合を自由に制御できる。ノズルから吐出されたマイクロファイバーは、捕集スクリーン上に堆積されメルトブロー不織布が得られる。メルトブロー不織布の場合にも、必要に応じて、後工程で交絡処理を施しても良い。
【0018】
伸長性素材となるポリエチレンやポリプロピレンと伸縮性素材となるエラストマーとを用いた混合繊維からなる不織布を製造すれば、伸縮性に優れる単一層の不織布が得られる。
【0019】
このように本発明の不織布は、従来得られなかった特性を併せ持つ単一層の不織布並びに積層体が得られる。そして、積層体の層間接着性の良い素材の組み合せに対する自由度も増え、これにより、不織布の飛躍的な用途の拡大が期待されるものである。
【実施例】
【0020】
以下、本発明を実施例により説明する。実施例および比較例で用いた破断伸度、100%伸長後の歪の測定は、以下の方法により行った。
【0021】
(1)破断伸度
JIS L1906に準拠し、幅50mm、長さ200mmの試験片について引張試験機を用いて、室温下、チャック間隔100mm、引張速度100mm/分で測定した。
(2)100%伸長後の歪
上記(1)の引張試験と同様の条件で引張り、伸度100%まで伸長させた後、同じ速度で戻し、応力が0となったときの伸び率を歪として求めた。
【0022】
(実施例1)
MFR(ASTM D1238準拠し温度230℃、荷重2.16kgで測定)60g/10分、密度0.91g/cm3、融点160℃のプロピレンホモポリマー95重量部と、MFR(ASTM D1238準拠し温度190℃、荷重2.16kgで測定)5g/10分、密度0.97g/cm3、融点134℃の高密度ポリエチレン5重量部との混合物と、SEBS(スチレン・エチレン・ブチレン・スチレンブロック共重合体、旭化成(株)製タフテックTM1052)とを原料とし、同一ダイに配設された異なるノズルから、それぞれ繊維Aおよび繊維Bとして、スパンボンド法により樹脂温度、ダイ温度とも200℃、冷却風温度20℃、延伸エア風速4000m/分で溶融紡糸した。
【0023】
その際、紡糸口金の繊維Aおよび繊維Bのノズル配置パターンは図2(b)(ノズルのピッチは縦方向8mm、横方向9mm)であり、ノズル径0.6mmφ、ノズル数の比は繊維A:繊維B=3:1とし、繊維Aの単孔吐出量0.6g/分/孔、繊維Bの単孔吐出量0.8g/分/孔とした。得られたフィラメント径の平均値から、繊維速度は、繊維Aが1500m/分、繊維Bが800m/分であった。ウェブフォーマー速度を30m/分とし、120℃でエンボス加工(エンボス面積率:7%、刻印ピッチ:縦方向および横方向2.1mm、刻印形状:ひし形)を行って、目付30g/m2のスパンボンド不織布を製造した。得られたスパンボンド不織布の測定結果を表1に示す。
【0024】
(比較例)
SEBS原料を使用せず、すべてプロピレンホモポリマー95重量部と、高密度ポリエチレン5重量部との混合物を用いた繊維Aとした以外は、実施例1と同様にして、目付28g/m2のスパンボンド不織布を製造した。得られたスパンボンド不織布の測定結果を表1に示す。
【0025】
【表1】
実施例のスパンボンド不織布は、積層によらないでも十分な伸縮性を示した。
【符号の説明】
【0026】
1 押出機
1’ 1とは異種のポリマー用押出機
2 紡糸口金
3 連続フィラメント
4 冷却風
5 エジェクター
6 捕集装置
7 吸引
8 ウェブ
9 交絡処理
10 巻き取りロール
11 スパンボンド不織布溶融紡糸用ポリマーのノズル
12 11とは異種のスパンボンド不織布溶融紡糸用ポリマーのノズル
13 押出機
13’ 13とは異種のポリマー用押出機
14 高圧加熱空気流入口
15 紡糸口金
16 マイクロファイバー
17 捕集装置
18 ウェブ
19 溶融ポリマーの流入口
20 19とは異種の溶融ポリマーの流入口
21 マニホールド
22 エアホルダー
23 エアの流れ
24 マイクロファイバー
25 メルトブロー不織布溶融紡糸用ポリマーのノズル
26 25とは異種のメルトブロー不織布溶融紡糸用ポリマーのノズル
【特許請求の範囲】
【請求項1】
同一ダイに配設された異なるノズルから、ポリオレフィン類とエラストマーからなる異種の溶融ポリマーを同時に押出してスパンボンド法により溶融紡糸し、ポリオレフィン類からなる繊維とエラストマーからなる繊維が混合された混合繊維からなる不織布ウェブに熱エンボス加工により交絡処理を施した不織布。
【請求項2】
ポリオレフィン類が、ポリエチレンおよびポリプロピレンから選ばれた少なくとも1種である請求項1に記載の不織布。
【請求項3】
前記エラストマーが、ポリスチレン系エラストマーである請求項1に記載の不織布。
【請求項4】
同一ダイに配設された異なるノズルから、ポリオレフィン類とエラストマーからなる異種の溶融ポリマーを同時に押出してスパンボンド法により溶融紡糸し、ポリオレフィン類からなる繊維とエラストマーからなる繊維が混合された混合繊維からなる不織布ウェブに熱エンボス加工により交絡処理を施す不織布の製造方法。
【請求項5】
請求項1〜3のいずれかに記載の混合繊維からなる不織布を、少なくとも1層有する積層体。
【請求項1】
同一ダイに配設された異なるノズルから、ポリオレフィン類とエラストマーからなる異種の溶融ポリマーを同時に押出してスパンボンド法により溶融紡糸し、ポリオレフィン類からなる繊維とエラストマーからなる繊維が混合された混合繊維からなる不織布ウェブに熱エンボス加工により交絡処理を施した不織布。
【請求項2】
ポリオレフィン類が、ポリエチレンおよびポリプロピレンから選ばれた少なくとも1種である請求項1に記載の不織布。
【請求項3】
前記エラストマーが、ポリスチレン系エラストマーである請求項1に記載の不織布。
【請求項4】
同一ダイに配設された異なるノズルから、ポリオレフィン類とエラストマーからなる異種の溶融ポリマーを同時に押出してスパンボンド法により溶融紡糸し、ポリオレフィン類からなる繊維とエラストマーからなる繊維が混合された混合繊維からなる不織布ウェブに熱エンボス加工により交絡処理を施す不織布の製造方法。
【請求項5】
請求項1〜3のいずれかに記載の混合繊維からなる不織布を、少なくとも1層有する積層体。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−144840(P2012−144840A)
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願番号】特願2012−106210(P2012−106210)
【出願日】平成24年5月7日(2012.5.7)
【分割の表示】特願2009−231614(P2009−231614)の分割
【原出願日】平成13年2月15日(2001.2.15)
【出願人】(000005887)三井化学株式会社 (2,318)
【Fターム(参考)】
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願日】平成24年5月7日(2012.5.7)
【分割の表示】特願2009−231614(P2009−231614)の分割
【原出願日】平成13年2月15日(2001.2.15)
【出願人】(000005887)三井化学株式会社 (2,318)
【Fターム(参考)】
[ Back to top ]