
混合繊維製造装置
【課題】複数種類の繊維を略均一に混合でき、混合ムラのない高品質の混合繊維を容易且つ能率的に製造できるようにする。
【解決手段】複数種類の繊維1,2とを混合した混合繊維7を製造するに際し、外周に周方向及び軸方向に多数の粉砕刃14が設けられた回転体15の外周側に、回転体15側へと各繊維1,2を供給する複数個の供給手段16,17を上手側から下手側へと各繊維1,2の種類別に周方向に配置し、各供給手段16,17の下手側近傍に、回転体15の回転により粉砕刃14との間で繊維1,2を粉砕する固定刃18,19を配置し、下手側の固定刃19側ではその上手側に供給された繊維2と既に粉砕された繊維1とを粉砕しながら混合する。
【解決手段】複数種類の繊維1,2とを混合した混合繊維7を製造するに際し、外周に周方向及び軸方向に多数の粉砕刃14が設けられた回転体15の外周側に、回転体15側へと各繊維1,2を供給する複数個の供給手段16,17を上手側から下手側へと各繊維1,2の種類別に周方向に配置し、各供給手段16,17の下手側近傍に、回転体15の回転により粉砕刃14との間で繊維1,2を粉砕する固定刃18,19を配置し、下手側の固定刃19側ではその上手側に供給された繊維2と既に粉砕された繊維1とを粉砕しながら混合する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、竹繊維などの植物繊維と熱融着繊維とを混合した混合繊維を製造する混合繊維製造装置に関するものである。
【背景技術】
【0002】
近年は竹、ケナフ、芭蕉などの各種の植物が有する消臭性、殺菌性、抗菌性などの性質を多方面で有効に活用することが考えられている。例えば青竹を解繊して得た綿状の竹綿を熱融着繊維と混合して混合繊維とし、その後に熱融着繊維を熱融着させて竹綿混合シートとしたものがある(特許文献1)。
【0003】
この竹綿混合シートを製造するに当たっては、外周に多数の解繊針を有する解繊ドラムと、この解繊ドラムの外周に配置された竹綿供給手段及び熱融着繊維供給手段とを備えた製造装置を用いて、竹綿供給手段から供給される竹綿、熱融着繊維供給手段から供給される熱融着繊維を解繊ドラムの外周の解繊針により引っ掛けて解繊しながら竹綿と熱融着繊維とを混合して混合繊維とし、その混合繊維を積層してシート状にした後、熱融着シートに通して熱融着繊維を熱融着する方法を取っている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−143102号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の製造装置では、混合繊維中での竹綿と熱融着繊維とを均一に混合し難いという問題がある。即ち、竹綿供給手段から供給される竹綿を解繊ドラムの外周の解繊針により引っ掛けて解繊した後、その解繊針により、熱融着繊維供給手段から供給される熱融着繊維を引っ掛けて解繊して、竹綿と熱融着繊維とを混合している。
【0006】
しかし、竹綿供給手段から供給される竹綿は、解繊ドラムの外周の解繊針で引っ掛けて解繊するだけであるため、解繊針が引っ掛かったときに容易に千切れて細かく解繊できる程度まで仕上げておく必要があり、竹綿の前処理工程に工数、時間を要し作業能率の点で問題がある。また仮に解繊針により細かく解繊できる程度まで前処理をした竹綿を使用しても、竹綿の長さが比較的長く、しかもその竹綿以上に熱融着繊維の長さが長くなるため、竹綿と熱融着繊維とが満遍なく略均一に混合し難く混合ムラができる欠点がある。
【0007】
本発明は、このような従来の課題に鑑み、複数種類の繊維を混合して混合繊維を製造するに際して、その複数種類の繊維を略均一に混合でき、混合ムラのない高品質の混合繊維を容易且つ能率的に製造することができる混合繊維製造装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、複数種類の繊維1,2とを混合した混合繊維7を製造する混合繊維製造装置において、外周に周方向及び軸方向に多数の粉砕刃14が設けられた回転体15の外周側に、前記回転体15側へと各繊維1,2を供給する複数個の供給手段16,17を上手側から下手側へと各繊維1,2の種類別に周方向に配置し、前記各供給手段16,17の下手側近傍に、前記回転体15の回転により前記粉砕刃14との間で繊維1,2を粉砕する固定刃18,19を配置し、下手側の固定刃19側ではその上手側に供給された繊維2と既に粉砕された繊維1とを粉砕しながら混合するものである。
【0009】
植物繊維1を供給する前記供給手段16と、植物繊維1とは別の繊維2を供給する前記供給手段17とを備え、植物繊維1と別の繊維2との内、破砕し難い繊維1を供給する供給手段16を他の供給手段17よりも前記回転体15の上手側に備えたものでもよい。
【0010】
植物繊維は解繊された粗竹繊維4、別の繊維は前記粗竹繊維4よりも粉砕し易い熱融着繊維2とし、前記粗竹繊維4を供給する第1供給手段16を熱融着繊維2を供給する第2供給手段17よりも上手側又は下手側に配置し、前記第1供給手段16から供給された粗竹繊維4を該第1供給手段16の下手側近傍の第1固定刃18と前記粉砕刃14との間で粉砕して竹繊維1とした後、前記第2供給手段17から供給された熱融着繊維2と竹繊維1とを該第2供給手段17の下手側近傍の第2固定刃19と前記粉砕刃14との間で粉砕し混合するようにしてもよい。
【0011】
前記回転体15は外周に周方向に複数個の前記粉砕刃14が設けられた回転円板26を軸方向に複数枚積層して結合し、前記各粉砕刃14は前記回転体15の外周に螺旋状に配列してもよい。前記各固定刃18,19は前記回転体15と対向する内周側に、前記粉砕刃14のピッチP1よりも小さいピッチP2で配列された複数の刃部64を有するものでもよい。また前記各固定刃18,19は前記回転体15の前記粉砕刃14との間のクリアランスを調整可能にすることが望ましい。
【発明の効果】
【0012】
本発明では、外周に周方向及び軸方向に多数の粉砕刃14が設けられた回転体15の外周側に、前記回転体15側へと各繊維1,2を供給する複数個の供給手段16,17を上手側から下手側へと各繊維1,2の種類別に周方向に配置し、前記各供給手段16,17の下手側近傍に、前記回転体15の回転により前記粉砕刃14との間で繊維1,2を粉砕する固定刃18,19を配置し、下手側の固定刃19側ではその上手側に供給された繊維2と既に粉砕された繊維1とを粉砕しながら混合するので、複数種類の繊維1,2を略均一に混合でき、混合ムラのない高品質の混合繊維9を容易且つ能率的に製造できる利点がある。
【図面の簡単な説明】
【0013】
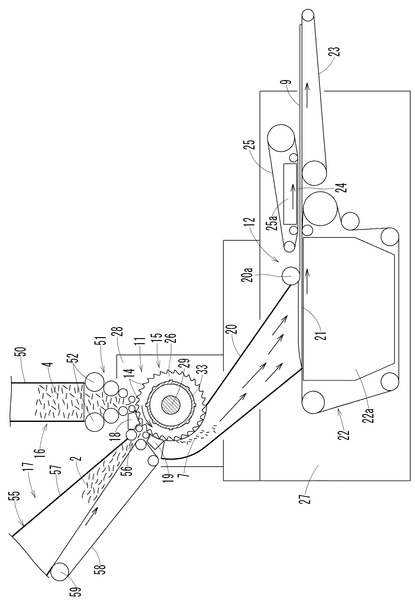
【図1】本発明の第1の実施形態を示すシート体製造装置の概略図である。
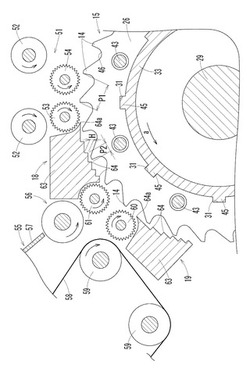
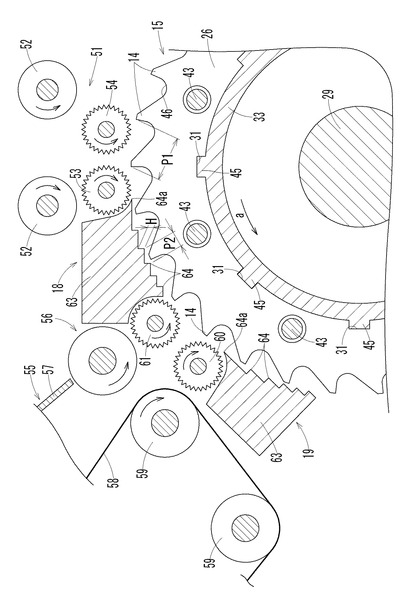
【図2】同混合繊維製造装置の拡大図である。
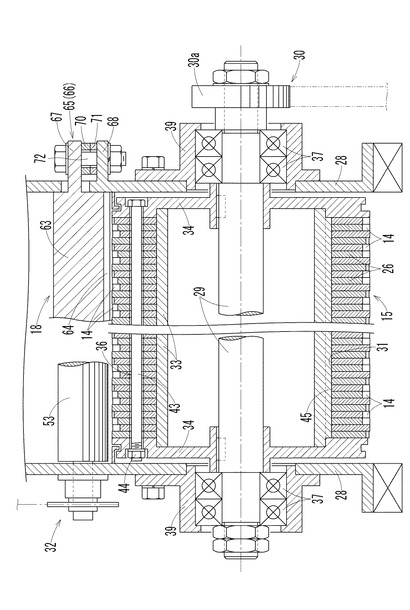
【図3】同混合繊維製造装置の断面図である。
【図4】同調整手段の平面断面図である。
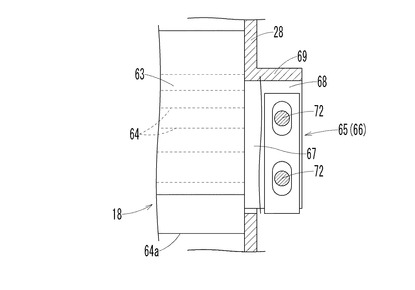
【図5】同調整手段の側面断面図である。
【図6】同回転体の正面図である。
【図7】同回転円板の分解図である。
【図8】同回転円板の説明図である。
【図9】同回転円板の説明図である。
【図10】同シート体の製造工程のブロック図である。
【図11】本発明の第2の実施形態を示す混合繊維製造装置の拡大図である。
【図12】本発明の第3の実施形態を示す固定刃の分解図である。
【発明を実施するための形態】
【0014】
以下、本発明の各実施形態を図面に基づいて詳述する。図1〜図10は本発明の第1の実施形態を例示する。図10は竹繊維1が熱融着繊維2により抱持されたシート体3を製造する製造工程を示し、図1〜図9はそのシート体3を製造するシート体製造装置を示す。
【0015】
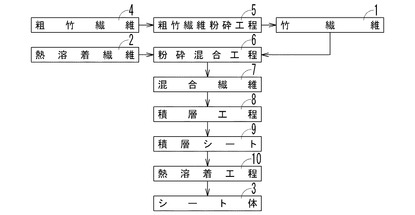
シート体3を製造する際には、図10に示すように粗竹繊維4と熱融着繊維2とを原料として使用する。そして、先ず粗竹繊維4を粗竹繊維粉砕工程5で粉砕して細く短い竹繊維(竹綿)1とする。次の粉砕混合工程6で熱融着繊維2と既に粉砕された竹繊維1とを細かく粉砕しながら混合して混合繊維7とする。続いて積層工程8で混合繊維7を所定厚さのシート状に積層して積層シート9とし、その積層シート9を熱融着工程10に送る。そして、熱融着工程10で混合繊維7内に含まれている熱融着繊維2同士を互いに熱融着させることにより、竹繊維1と熱融着繊維2とが混合され且つ熱融着繊維2により竹綿状の竹繊維1が抱持されたシート体3として仕上げる。
【0016】
シート体製造装置は、図1に示すように、竹繊維1と熱融着繊維2とを粉砕し混合する混合繊維製造装置11と、その混合繊維7をシート状に積層して積層シート9とする積層装置12と、積層後に熱融着繊維2を熱融着させる熱融着装置(図示省略)とを備えている。
【0017】
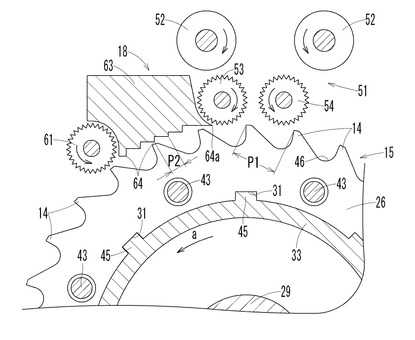
混合繊維製造装置11は解砕された粗竹繊維4と解繊された熱融着繊維2とを原料として、それらを粉砕することにより細かい竹繊維1と熱融着繊維2とが略均一に混合された混合繊維7を製造するものであって、図2〜図5に示すように、外周に周方向及び軸方向に多数の粉砕刃14が設けられた回転体15を備え、回転体15の回転方向の外周上手側に配置され且つ回転体15側へと粗竹繊維4を供給する第1供給手段16と、回転体15の回転方向の外周下手側に配置され且つ回転体15側へと熱融着繊維2を供給する第2供給手段17と、第1供給手段16の下手側近傍に配置され且つ第1供給手段16から供給された粗竹繊維4を回転体15の回転により粉砕刃14との間で粉砕する第1固定刃18と、第2供給手段17の下手側近傍に配置され且つ第2供給手段17から供給された熱融着繊維2と既に粉砕された竹繊維1とを回転体15の回転により粉砕刃14との間で粉砕して混合する第2固定刃19とを備えている。
【0018】
積層装置12は、図1に示すように、混合繊維製造装置11で製造され案内ダクト20を経て供給された混合繊維7を上面側の積層部21で吸着し積層して積層シート9とする積層コンベア22と、積層コンベア22の下手側に配置され且つ積層シート9を熱融着装置(図示省略)へと搬送する搬送コンベア23と、積層コンベア22上の積層シート9を吸着部24で吸着して搬送コンベア23上へと移載する移載コンベア25とを備えている。
【0019】
粗竹繊維4には例えば孟宗竹などの青竹を圧砕して偏平状に割った後、その割竹を高速回転する解砕ドラムの解砕爪により解砕して粗繊維を取り出したものなどが使用され、また熱融着繊維2には不織布を解繊したものなどが使用されている。熱融着繊維2としては例えばポリプロピレン、ポリエチレン、ポリエステル、生分解性プラスチックファイバーその他のものがある。
【0020】
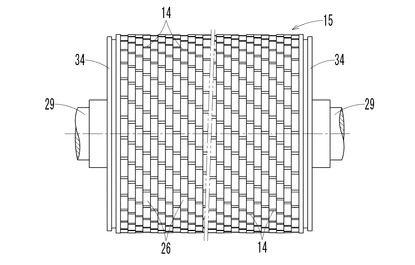
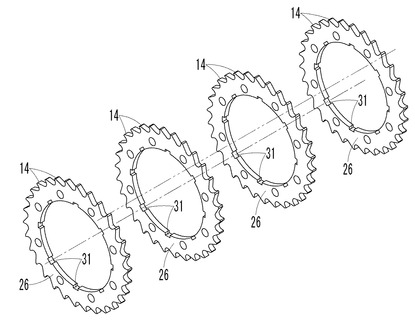
回転体15は、図2、図3、図6、図7に示すように、外周に粉砕刃14が形成された円板状の回転円板26を軸方向に多数枚重ねて結合したものであって、架台27上の一対の支持板などの支持部材28間に回転軸29を介して回転自在に配置され、図外の駆動モータにより伝動機構30を介してa矢示方向に回転駆動される。各回転円板26には円環状で、外周に周方向に等間隔をおいて複数個の粉砕刃14が設けられ、また内周に周方向に等間隔をおいて複数個のスプライン溝などの係合溝31が設けられている。各回転円板26は回転軸29の外周に同心状に設けられた支持筒体33の外周に套嵌され、両端のフランジ34間に挿通された締結手段36により着脱自在に締結されている。
【0021】
回転軸29の両端部は、図3に示すように、軸受37を介して軸受ケース39により回転自在に支持され、その軸受ケース39は支持部材28の外側面に装着されている。また回転軸29の一端には伝動機構30の伝動ギヤー30aなどが固定されている。支持筒体33の両端はフランジ34の凹部内に同心状に嵌合され、また各フランジ34は回転軸29の外周に套嵌され、キーなどを介して一体回転可能に回転軸29に結合されている。
【0022】
なお、回転軸29は伝動機構30を介さずに駆動モータにより直接駆動してもよい。支持筒体33はフランジ34にボルトなどで結合されているが、フランジ34の一方と一体に形成してもよい。締結手段36は一方のフランジ34から各回転円板26を貫通して他方のフランジ34へと挿通された締結ボルト43と、これに螺合するナット44とを備えている。
【0023】
各回転円板26は図7に示すように略同一形状であって、隣り合う回転円板26相互で周方向に順次位置が変わるように各回転円板26を支持筒体33に套嵌することにより、図6に示すように回転体15の外周で各粉砕刃14が螺旋状に配置されている。因みにこの実施形態では同一形状の回転円板26を多数枚組み合わせることにより、1枚の回転円板26の粉砕刃14の1ピッチP1間に、軸方向に3枚の回転円板26の粉砕刃14が周方向に略等間隔で配列されるように構成されている。なお、各回転円板26はその内周の係合溝31が支持筒体33の外周のスプライン歯などの係合突部45に係合している。
【0024】
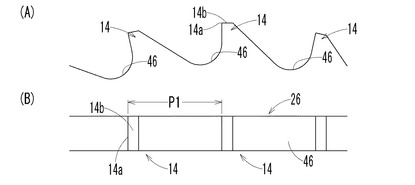
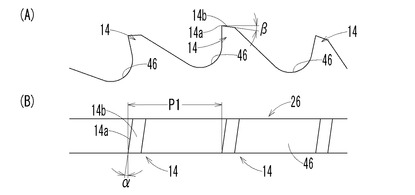
各粉砕刃14は凹部46を挟んで周方向に略等ピッチP1で形成され、図8(A)及び(B)に示すようにその刃先14aは回転軸29の軸方向と略平行に形成され、刃先面14bは刃先14aと同一円周上に位置している。しかし、各粉砕刃14は図9(A)及び(B)に示すようにその刃先14aが回転軸29の軸方向に対して角度αで回転方向の上手側へと傾斜し、また刃先面14bが刃先14aの接線に対して角度βで径方向の内側へと傾斜するようにしてもよい。
【0025】
第1供給手段16は、図1、図2に示すように、回転体15の上側に上下方向に配置されており、図外の搬送手段により搬送されて来た粗竹繊維4を収容する第1収容手段50と、この第1収容手段50の下側で回転体15との間に設けられた第1送り手段51とを備え、第1収容手段50内の粗竹繊維4を第1送り手段51により回転体15側へと定量ずつ連続的に供給するようになっている。
【0026】
第1送り手段51は回転体15の回転方向の両側に、第1収容手段50側から回転体15側へとV字状に配置された上下方向に複数個の送りローラ52を有し、その送りローラ52の回転により、粗竹繊維4を送るようになっている。複数個の送りローラ52の内、回転体15の近傍には、外周面に軸方向の突条が周方向に多数形成された固定ローラ53と可動ローラ54とが配置されている。
【0027】
固定ローラ53は回転体15の回転方向の下手側に配置されている。可動ローラ54は固定ローラ53の上手側に、固定ローラ53に対して遠近方向に移動自在に配置され、図外の付勢手段により固定ローラ53側へと付勢されている。従って、第1送り手段51は付勢手段に応じた圧力で固定ローラ53と可動ローラ54とにより粗竹繊維4を挟んだ状態で回転体15側へと送るようになっている。なお、各送りローラ52は巻き掛け式、その他の伝動機構32を介して駆動モータ(図示省略)により駆動される。
【0028】
第2供給手段17は、図1、図2に示すように、第1供給手段16に対して回転体15の回転方向の下手側に設けられ、図外の搬送手段により搬送されて来る熱融着繊維2を収容する第2収容手段55と、この第2収容手段55の下側で回転体15との間に設けられた第2送り手段56とを備え、第2収容手段55内の熱融着繊維2を第2送り手段56により回転体15の外周側へと定量ずつ連続的に供給するようになっている。
【0029】
第2収容手段55は回転体15に対して斜め方向に傾斜状に配置された収容壁57と、この収容壁57の下側に配置され且つ収容壁57との間で熱融着繊維2の収容室を形成する送りベルト58とを有し、送りベルト58の回動により熱融着繊維2を第2送り手段56側へと送るようになっている。送りベルト58は案内ローラ59に巻き掛けられており、図外の駆動手段の駆動により送り方向に駆動されながら、第2収容手段55内の熱融着繊維2を第2送り手段56側に送るようになっている。
【0030】
第2送り手段56は回転体15の回転方向の両側に回転体15の外周に近接して配置された一対の送りローラ60,61を有し、この送りローラ60,61には外周面に軸方向の突条が周方向に多数形成されている。なお、この送りローラ60,61は固定式であるが、一方を固定式とし、他方を可動式としてもよい。
【0031】
第1固定刃18は第1供給手段16から供給された粗竹繊維4を回転体15の粉砕刃14との間で粉砕するものであり、第2固定刃19は第1固定刃18による粉砕後の竹繊維1と第2供給手段17から供給された熱融着繊維2とを回転体15の粉砕刃14との間で粉砕するものである。この各固定刃18,19は図2、図3に示すように本体部63と、この本体部63の回転体15側に周方向に円弧状に配列された複数個の刃部64とを有し、回転体15の粉砕刃14との間のクリアランスを調整可能に調整手段65,66を介して支持部材28に取り付けられている。
【0032】
各固定刃18,19の刃部64は、その先端が回転軸29を中心とする略同一円周上に位置すべく回転体15の軸方向に略平行に形成されており、各刃部64間の周方向のピッチP2は回転体15の粉砕刃14のピッチP1と同程度か又はピッチP1よりも小さくなっている。また各刃部64の高さhは略同一であり、回転方向の下手側ほど順次ピッチP2が小さくなっている。
【0033】
各送り手段51,56のローラ53,60,61は各固定刃18,19に周方向に近接して配置されている。各固定刃18,19の複数の刃部64の内、回転体15の回転方向の上手側の第1刃部64aは回転体15とローラ53,60との中心間を結ぶ線分に対して回転方向の下手側に接近して配置されている。
【0034】
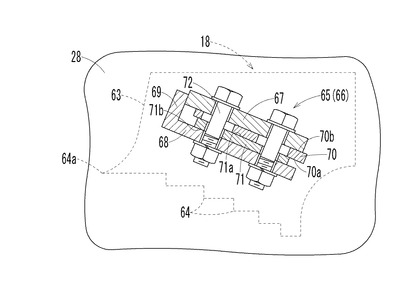
調整手段65,66は、図3、図5、図6に示すように、各固定刃18,19の左右両側から支持部材28を貫通した外側に突出する突出部67と、突出部67の下側で支持部材28に固定された固定受け部68と、支持部材28に固定され且つ突出部67を回転体15の径方向に案内する案内部69と、突出部67と固定受け部68との間に介在された楔などの調整体70,71と、突出部67と固定受け部68と調整体70,71を締結し固定するボルト・ナットなどの固定具72とを備えている。
【0035】
調整体70,71は摺動自在に接触する傾斜面70a,71aと、その反対側に形成された平行面70b,71bとを有し、その一方を傾斜面70a,71aの傾斜方向に相対摺動させることによって、固定刃18,19と回転体15の粉砕刃14とのクリアランスを調整できるようになっている。なお、突出部67、固定受け部68及び調整体70,71には固定具72用の貫通孔が形成されているが、一方の調整体70の貫通孔は長孔状になっている。
【0036】
積層コンベア22は上面側の積層部21の下側に吸着ボックス22aが設けられ、案内ダクト20を経て供給された混合繊維7を、吸着ボックス22aの吸着作用により積層部21上に吸着し積層して積層シート9とするようになっている。搬送コンベア23は積層コンベア22の下手側に積層部21側と略同高さに設けられている。移載コンベア25は下面側の吸着部24で積層コンベア22上の積層シート9を吸着して搬送コンベア23上に移載するように、その吸着部24の上側に吸着ボックス25aが設けられている。なお、吸着ボックス22a,25aは負圧源に接続されている。
【0037】
上記構成のシート体製造装置において、竹繊維1と熱融着繊維2とが混合されたシート体3を製造する際には、混合繊維製造装置11で竹繊維1と熱融着繊維2とを粉砕し混合して混合繊維7を作り、その混合繊維7を積層装置12でシート状に積層して積層シート9とし、続いて熱融着装置で積層シート9の熱融着繊維2を熱融着させて、熱融着繊維2の熱融着により竹繊維1が抱持されたシート体3とする。
【0038】
混合繊維製造装置11で混合繊維7を製造するに当たっては、青竹を破砕処理して適宜に乾燥させた粗竹繊維4と、熱融着性を有する適当な熱融着繊維2とを使用し、その粗竹繊維4は回転方向の上手側の第1供給手段16により、熱融着繊維2は下手側の第2供給手段17により夫々回転体15側へと供給する。
【0039】
第1供給手段16において第1収容手段50内の粗竹繊維4を第1送り手段51により回転体15側へと定量ずつ供給すると、その粗竹繊維4は高速回転する回転体15の粉砕刃14と第1固定刃18との間で細かく粉砕されながら、回転体15の回転に伴って下手側へと送られて行く。
【0040】
第1供給手段16で粗竹繊維4を供給する場合、回転体15の外周近傍で固定ローラ53と可動ローラ54とにより所定の圧力で挟んで送るため、粗竹繊維4に剛性があっても、その粗竹繊維4を確実に回転体15側へと供給することができる。また第1固定刃18の第1刃部64aは回転体15と固定ローラ53との中心間を結ぶ線分の下手側近傍に接近しているため、固定ローラ53と可動ローラ54とで挟持した状態で第1固定刃18と粉砕刃14とにより粗竹繊維4を剪断することができる。
【0041】
更に第1固定刃18の各刃部64間のピッチP2は回転体15の粉砕刃14のピッチP1よりも短く、小さい刃部64が周方向に連続して配置されているので、回転体15の回転方向に移動する竹繊維1は回転体15の遠心力により第1固定刃18に沿って移動することになり、回転体15の粉砕刃14が第1固定刃18の複数個の各刃部64を通過する毎に竹繊維1を細かく粉砕することができる。
【0042】
一方、第2供給手段17において第2収容手段55の第2送り手段56により熱融着繊維2を回転体15側へと定量ずつ供給すると、その熱融着繊維2と第1固定刃18を通過した竹繊維1とが回転体15の粉砕刃14と第2固定刃19との間で一緒に粉砕されながら、回転体15の回転に伴って下手側へと送られて行く。従って、この第2固定刃19と回転体15の粉砕刃14との間で熱融着繊維2と竹繊維1とを粉砕することにより、熱融着繊維2を短く粉砕できると同時に竹繊維1を再度粉砕できるので、熱融着繊維2と竹繊維1とを満遍なく略均一に混合することができる。
【0043】
このように粗竹繊維4を使用して、この粗竹繊維4を回転体15の粉砕刃14と第1固定刃18との間で粉砕して細かい竹繊維1とし、その後、この竹繊維1と熱融着繊維2とを回転体15の粉砕刃14と第2固定刃19との間で細かく粉砕しながら混合することにより、粉砕状態の短い竹繊維1と熱融着繊維2とを満遍なく略均一に混合することができ、混合ムラのない高品質の混合繊維7を容易且つ能率的に製造することができる。そのため前処理の少ない粗竹繊維4を使用しながらも混合繊維7の歩留りが向上し、高品質の製品を低コストで能率的に製造することが可能である。
【0044】
また第2固定刃19においても、その各刃部64間のピッチP2が回転体15の粉砕刃14のピッチP1よりも短く、小さい刃部64が周方向に連続しているため、回転体15の回転方向に移動する竹繊維1、熱融着繊維2は回転体15の遠心力により第2固定刃19に沿って移動することになり、第1固定刃18の場合と同様に、回転体15の粉砕刃14が第2固定刃19の複数の各刃部64を通過する毎に竹繊維1を細かく粉砕しながら両繊維を満遍なく略均一に混合することができる。因みに竹繊維1、熱融着繊維2は短繊維の綿状となるように粉砕するのが望ましい。
【0045】
竹繊維1と熱融着繊維2との混合繊維7は、案内ダクト20を経て積層コンベア22の積層部21上へと送られ、吸着ボックス22aの吸着作用を受けながら積層部21上に所定厚さに積層されて押えローラ20aにより押えられた後、その移載コンベア25の吸着部24により吸着されて搬送コンベア23に移載され、搬送コンベア23により次工程の熱融着装置へと搬送されて行く。
【0046】
各固定刃18,19は支持部材28に調整手段65,66により回転体15の径方向に調整可能に固定されており、この調整手段65,66によって、固定刃18,19と回転体15の粉砕刃14との間のクリアランスを調整可能であるので、そのクリアランスを適宜調整することにより、混合繊維7の竹繊維1、熱融着繊維2を目的とする長さに粉砕することができる。
【0047】
また回転体15は外周に周方向に複数個の粉砕刃14が設けられた回転円板26を軸方向に複数枚積層して結合して構成しているため、軸方向に一体の円筒体により回転体15を構成する場合に比較して容易且つ安価に製作でき、また一部の粉砕刃14が損傷した場合の補修も容易且つ安価に行うことができる。また各粉砕刃14は回転体15の外周に螺旋状に配列しているので、固定刃18,19の刃部64を軸方向に平行に設けても、粉砕刃14で粗竹繊維4などを粉砕する際の衝撃を小さくでき、回転体15をスムーズに回転させることができる。
【0048】
図11は本発明の第2の実施形態を例示する。この実施形態の固定刃18,19は、第1刃部64aを除く各刃部64の周方向のピッチP2を略同一としている。このような構成の各固定刃18,19でも、その各刃部64の周方向のピッチP2が回転体15の粉砕刃14のピッチP1よりも小さいので、第1の実施形態と同様に粉砕できる。
【0049】
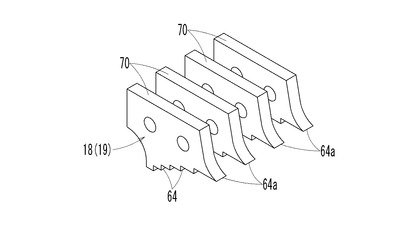
図12は本発明の第3の実施形態を例示する。固定刃18,19は回転体15の軸方向の全長にわたって一体に形成してもよいが、図に示すように所定の板厚の材料により固定刃体70を構成し、この固定刃体70をその板厚方向(回転体15の軸方向)に複数枚積層してボルト・ナットなどの締結手段により締結して構成してもよい。その場合に固定刃体70は回転体15の各回転円板26と略同一厚さにしてもよいし、1個の固定刃体70が複数枚の回転円板26に対応する厚さに構成してもよい。
【0050】
以上、本発明の各実施形態について詳述したが、本発明はこの実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の変更が可能である。例えば、実施形態では植物繊維として粗竹繊維4(竹繊維1)を例示したが、竹繊維1以外のものでもよい。また3種類以上の繊維を混合して混合繊維7を製造する場合には、3種類以上の各繊維に対応して種類別に供給手段を設けてもよい。その場合、植物繊維が複数種類でもよいし、化学繊維が複数種類でもよい。混合繊維7の用途によっては、化学繊維は熱融着繊維2以外のものでもよい。
【0051】
また植物繊維が粗竹繊維4などのように硬い場合には、その粗竹繊維4を供給する第1供給手段16を回転体15の回転方向の上手側に配置することが望ましいが、植物繊維が熱融着繊維2よりも粉砕し易い繊維材料の場合には、第2供給手段17を上手側に配置してもよい。回転体15は1個でもよいし、繊維が上手側から下手側へと流れるように2個の回転体15を連続して直列状に配置し、その回転体15に対応して供給手段を設けてもよい。
【0052】
供給手段16,17は粗竹繊維4、熱融着繊維2を収容して定量ずつ回転体15側に供給できるものであればよく、実施形態に限定されるものではない。また回転体15の構成、固定刃18,19の構成も、実施形態に限定されるものではない。送り手段51,56は竹繊維1と熱融着繊維2との割合に応じて送り量を調整できるようにしてもよい。その手段として例えば送りローラの回転速度を調整可能にしてもよい。
【0053】
竹繊維1などの植物繊維と熱融着繊維2とを粉砕し混合した混合繊維7はシート体3の成形以外に利用してもよい。また熱融着繊維2以外の化学繊維と竹繊維1などの植物繊維とを混合する場合に利用してもよい。
【符号の説明】
【0054】
1 竹繊維(植物繊維)
2 熱融着繊維
7 混合繊維
14 粉砕刃
15 回転体
16 第1供給手段
17 第2供給手段
18 第1固定刃
19 第2固定刃
26 回転円板
P1,P2 ピッチ
【技術分野】
【0001】
本発明は、竹繊維などの植物繊維と熱融着繊維とを混合した混合繊維を製造する混合繊維製造装置に関するものである。
【背景技術】
【0002】
近年は竹、ケナフ、芭蕉などの各種の植物が有する消臭性、殺菌性、抗菌性などの性質を多方面で有効に活用することが考えられている。例えば青竹を解繊して得た綿状の竹綿を熱融着繊維と混合して混合繊維とし、その後に熱融着繊維を熱融着させて竹綿混合シートとしたものがある(特許文献1)。
【0003】
この竹綿混合シートを製造するに当たっては、外周に多数の解繊針を有する解繊ドラムと、この解繊ドラムの外周に配置された竹綿供給手段及び熱融着繊維供給手段とを備えた製造装置を用いて、竹綿供給手段から供給される竹綿、熱融着繊維供給手段から供給される熱融着繊維を解繊ドラムの外周の解繊針により引っ掛けて解繊しながら竹綿と熱融着繊維とを混合して混合繊維とし、その混合繊維を積層してシート状にした後、熱融着シートに通して熱融着繊維を熱融着する方法を取っている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−143102号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の製造装置では、混合繊維中での竹綿と熱融着繊維とを均一に混合し難いという問題がある。即ち、竹綿供給手段から供給される竹綿を解繊ドラムの外周の解繊針により引っ掛けて解繊した後、その解繊針により、熱融着繊維供給手段から供給される熱融着繊維を引っ掛けて解繊して、竹綿と熱融着繊維とを混合している。
【0006】
しかし、竹綿供給手段から供給される竹綿は、解繊ドラムの外周の解繊針で引っ掛けて解繊するだけであるため、解繊針が引っ掛かったときに容易に千切れて細かく解繊できる程度まで仕上げておく必要があり、竹綿の前処理工程に工数、時間を要し作業能率の点で問題がある。また仮に解繊針により細かく解繊できる程度まで前処理をした竹綿を使用しても、竹綿の長さが比較的長く、しかもその竹綿以上に熱融着繊維の長さが長くなるため、竹綿と熱融着繊維とが満遍なく略均一に混合し難く混合ムラができる欠点がある。
【0007】
本発明は、このような従来の課題に鑑み、複数種類の繊維を混合して混合繊維を製造するに際して、その複数種類の繊維を略均一に混合でき、混合ムラのない高品質の混合繊維を容易且つ能率的に製造することができる混合繊維製造装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、複数種類の繊維1,2とを混合した混合繊維7を製造する混合繊維製造装置において、外周に周方向及び軸方向に多数の粉砕刃14が設けられた回転体15の外周側に、前記回転体15側へと各繊維1,2を供給する複数個の供給手段16,17を上手側から下手側へと各繊維1,2の種類別に周方向に配置し、前記各供給手段16,17の下手側近傍に、前記回転体15の回転により前記粉砕刃14との間で繊維1,2を粉砕する固定刃18,19を配置し、下手側の固定刃19側ではその上手側に供給された繊維2と既に粉砕された繊維1とを粉砕しながら混合するものである。
【0009】
植物繊維1を供給する前記供給手段16と、植物繊維1とは別の繊維2を供給する前記供給手段17とを備え、植物繊維1と別の繊維2との内、破砕し難い繊維1を供給する供給手段16を他の供給手段17よりも前記回転体15の上手側に備えたものでもよい。
【0010】
植物繊維は解繊された粗竹繊維4、別の繊維は前記粗竹繊維4よりも粉砕し易い熱融着繊維2とし、前記粗竹繊維4を供給する第1供給手段16を熱融着繊維2を供給する第2供給手段17よりも上手側又は下手側に配置し、前記第1供給手段16から供給された粗竹繊維4を該第1供給手段16の下手側近傍の第1固定刃18と前記粉砕刃14との間で粉砕して竹繊維1とした後、前記第2供給手段17から供給された熱融着繊維2と竹繊維1とを該第2供給手段17の下手側近傍の第2固定刃19と前記粉砕刃14との間で粉砕し混合するようにしてもよい。
【0011】
前記回転体15は外周に周方向に複数個の前記粉砕刃14が設けられた回転円板26を軸方向に複数枚積層して結合し、前記各粉砕刃14は前記回転体15の外周に螺旋状に配列してもよい。前記各固定刃18,19は前記回転体15と対向する内周側に、前記粉砕刃14のピッチP1よりも小さいピッチP2で配列された複数の刃部64を有するものでもよい。また前記各固定刃18,19は前記回転体15の前記粉砕刃14との間のクリアランスを調整可能にすることが望ましい。
【発明の効果】
【0012】
本発明では、外周に周方向及び軸方向に多数の粉砕刃14が設けられた回転体15の外周側に、前記回転体15側へと各繊維1,2を供給する複数個の供給手段16,17を上手側から下手側へと各繊維1,2の種類別に周方向に配置し、前記各供給手段16,17の下手側近傍に、前記回転体15の回転により前記粉砕刃14との間で繊維1,2を粉砕する固定刃18,19を配置し、下手側の固定刃19側ではその上手側に供給された繊維2と既に粉砕された繊維1とを粉砕しながら混合するので、複数種類の繊維1,2を略均一に混合でき、混合ムラのない高品質の混合繊維9を容易且つ能率的に製造できる利点がある。
【図面の簡単な説明】
【0013】
【図1】本発明の第1の実施形態を示すシート体製造装置の概略図である。
【図2】同混合繊維製造装置の拡大図である。
【図3】同混合繊維製造装置の断面図である。
【図4】同調整手段の平面断面図である。
【図5】同調整手段の側面断面図である。
【図6】同回転体の正面図である。
【図7】同回転円板の分解図である。
【図8】同回転円板の説明図である。
【図9】同回転円板の説明図である。
【図10】同シート体の製造工程のブロック図である。
【図11】本発明の第2の実施形態を示す混合繊維製造装置の拡大図である。
【図12】本発明の第3の実施形態を示す固定刃の分解図である。
【発明を実施するための形態】
【0014】
以下、本発明の各実施形態を図面に基づいて詳述する。図1〜図10は本発明の第1の実施形態を例示する。図10は竹繊維1が熱融着繊維2により抱持されたシート体3を製造する製造工程を示し、図1〜図9はそのシート体3を製造するシート体製造装置を示す。
【0015】
シート体3を製造する際には、図10に示すように粗竹繊維4と熱融着繊維2とを原料として使用する。そして、先ず粗竹繊維4を粗竹繊維粉砕工程5で粉砕して細く短い竹繊維(竹綿)1とする。次の粉砕混合工程6で熱融着繊維2と既に粉砕された竹繊維1とを細かく粉砕しながら混合して混合繊維7とする。続いて積層工程8で混合繊維7を所定厚さのシート状に積層して積層シート9とし、その積層シート9を熱融着工程10に送る。そして、熱融着工程10で混合繊維7内に含まれている熱融着繊維2同士を互いに熱融着させることにより、竹繊維1と熱融着繊維2とが混合され且つ熱融着繊維2により竹綿状の竹繊維1が抱持されたシート体3として仕上げる。
【0016】
シート体製造装置は、図1に示すように、竹繊維1と熱融着繊維2とを粉砕し混合する混合繊維製造装置11と、その混合繊維7をシート状に積層して積層シート9とする積層装置12と、積層後に熱融着繊維2を熱融着させる熱融着装置(図示省略)とを備えている。
【0017】
混合繊維製造装置11は解砕された粗竹繊維4と解繊された熱融着繊維2とを原料として、それらを粉砕することにより細かい竹繊維1と熱融着繊維2とが略均一に混合された混合繊維7を製造するものであって、図2〜図5に示すように、外周に周方向及び軸方向に多数の粉砕刃14が設けられた回転体15を備え、回転体15の回転方向の外周上手側に配置され且つ回転体15側へと粗竹繊維4を供給する第1供給手段16と、回転体15の回転方向の外周下手側に配置され且つ回転体15側へと熱融着繊維2を供給する第2供給手段17と、第1供給手段16の下手側近傍に配置され且つ第1供給手段16から供給された粗竹繊維4を回転体15の回転により粉砕刃14との間で粉砕する第1固定刃18と、第2供給手段17の下手側近傍に配置され且つ第2供給手段17から供給された熱融着繊維2と既に粉砕された竹繊維1とを回転体15の回転により粉砕刃14との間で粉砕して混合する第2固定刃19とを備えている。
【0018】
積層装置12は、図1に示すように、混合繊維製造装置11で製造され案内ダクト20を経て供給された混合繊維7を上面側の積層部21で吸着し積層して積層シート9とする積層コンベア22と、積層コンベア22の下手側に配置され且つ積層シート9を熱融着装置(図示省略)へと搬送する搬送コンベア23と、積層コンベア22上の積層シート9を吸着部24で吸着して搬送コンベア23上へと移載する移載コンベア25とを備えている。
【0019】
粗竹繊維4には例えば孟宗竹などの青竹を圧砕して偏平状に割った後、その割竹を高速回転する解砕ドラムの解砕爪により解砕して粗繊維を取り出したものなどが使用され、また熱融着繊維2には不織布を解繊したものなどが使用されている。熱融着繊維2としては例えばポリプロピレン、ポリエチレン、ポリエステル、生分解性プラスチックファイバーその他のものがある。
【0020】
回転体15は、図2、図3、図6、図7に示すように、外周に粉砕刃14が形成された円板状の回転円板26を軸方向に多数枚重ねて結合したものであって、架台27上の一対の支持板などの支持部材28間に回転軸29を介して回転自在に配置され、図外の駆動モータにより伝動機構30を介してa矢示方向に回転駆動される。各回転円板26には円環状で、外周に周方向に等間隔をおいて複数個の粉砕刃14が設けられ、また内周に周方向に等間隔をおいて複数個のスプライン溝などの係合溝31が設けられている。各回転円板26は回転軸29の外周に同心状に設けられた支持筒体33の外周に套嵌され、両端のフランジ34間に挿通された締結手段36により着脱自在に締結されている。
【0021】
回転軸29の両端部は、図3に示すように、軸受37を介して軸受ケース39により回転自在に支持され、その軸受ケース39は支持部材28の外側面に装着されている。また回転軸29の一端には伝動機構30の伝動ギヤー30aなどが固定されている。支持筒体33の両端はフランジ34の凹部内に同心状に嵌合され、また各フランジ34は回転軸29の外周に套嵌され、キーなどを介して一体回転可能に回転軸29に結合されている。
【0022】
なお、回転軸29は伝動機構30を介さずに駆動モータにより直接駆動してもよい。支持筒体33はフランジ34にボルトなどで結合されているが、フランジ34の一方と一体に形成してもよい。締結手段36は一方のフランジ34から各回転円板26を貫通して他方のフランジ34へと挿通された締結ボルト43と、これに螺合するナット44とを備えている。
【0023】
各回転円板26は図7に示すように略同一形状であって、隣り合う回転円板26相互で周方向に順次位置が変わるように各回転円板26を支持筒体33に套嵌することにより、図6に示すように回転体15の外周で各粉砕刃14が螺旋状に配置されている。因みにこの実施形態では同一形状の回転円板26を多数枚組み合わせることにより、1枚の回転円板26の粉砕刃14の1ピッチP1間に、軸方向に3枚の回転円板26の粉砕刃14が周方向に略等間隔で配列されるように構成されている。なお、各回転円板26はその内周の係合溝31が支持筒体33の外周のスプライン歯などの係合突部45に係合している。
【0024】
各粉砕刃14は凹部46を挟んで周方向に略等ピッチP1で形成され、図8(A)及び(B)に示すようにその刃先14aは回転軸29の軸方向と略平行に形成され、刃先面14bは刃先14aと同一円周上に位置している。しかし、各粉砕刃14は図9(A)及び(B)に示すようにその刃先14aが回転軸29の軸方向に対して角度αで回転方向の上手側へと傾斜し、また刃先面14bが刃先14aの接線に対して角度βで径方向の内側へと傾斜するようにしてもよい。
【0025】
第1供給手段16は、図1、図2に示すように、回転体15の上側に上下方向に配置されており、図外の搬送手段により搬送されて来た粗竹繊維4を収容する第1収容手段50と、この第1収容手段50の下側で回転体15との間に設けられた第1送り手段51とを備え、第1収容手段50内の粗竹繊維4を第1送り手段51により回転体15側へと定量ずつ連続的に供給するようになっている。
【0026】
第1送り手段51は回転体15の回転方向の両側に、第1収容手段50側から回転体15側へとV字状に配置された上下方向に複数個の送りローラ52を有し、その送りローラ52の回転により、粗竹繊維4を送るようになっている。複数個の送りローラ52の内、回転体15の近傍には、外周面に軸方向の突条が周方向に多数形成された固定ローラ53と可動ローラ54とが配置されている。
【0027】
固定ローラ53は回転体15の回転方向の下手側に配置されている。可動ローラ54は固定ローラ53の上手側に、固定ローラ53に対して遠近方向に移動自在に配置され、図外の付勢手段により固定ローラ53側へと付勢されている。従って、第1送り手段51は付勢手段に応じた圧力で固定ローラ53と可動ローラ54とにより粗竹繊維4を挟んだ状態で回転体15側へと送るようになっている。なお、各送りローラ52は巻き掛け式、その他の伝動機構32を介して駆動モータ(図示省略)により駆動される。
【0028】
第2供給手段17は、図1、図2に示すように、第1供給手段16に対して回転体15の回転方向の下手側に設けられ、図外の搬送手段により搬送されて来る熱融着繊維2を収容する第2収容手段55と、この第2収容手段55の下側で回転体15との間に設けられた第2送り手段56とを備え、第2収容手段55内の熱融着繊維2を第2送り手段56により回転体15の外周側へと定量ずつ連続的に供給するようになっている。
【0029】
第2収容手段55は回転体15に対して斜め方向に傾斜状に配置された収容壁57と、この収容壁57の下側に配置され且つ収容壁57との間で熱融着繊維2の収容室を形成する送りベルト58とを有し、送りベルト58の回動により熱融着繊維2を第2送り手段56側へと送るようになっている。送りベルト58は案内ローラ59に巻き掛けられており、図外の駆動手段の駆動により送り方向に駆動されながら、第2収容手段55内の熱融着繊維2を第2送り手段56側に送るようになっている。
【0030】
第2送り手段56は回転体15の回転方向の両側に回転体15の外周に近接して配置された一対の送りローラ60,61を有し、この送りローラ60,61には外周面に軸方向の突条が周方向に多数形成されている。なお、この送りローラ60,61は固定式であるが、一方を固定式とし、他方を可動式としてもよい。
【0031】
第1固定刃18は第1供給手段16から供給された粗竹繊維4を回転体15の粉砕刃14との間で粉砕するものであり、第2固定刃19は第1固定刃18による粉砕後の竹繊維1と第2供給手段17から供給された熱融着繊維2とを回転体15の粉砕刃14との間で粉砕するものである。この各固定刃18,19は図2、図3に示すように本体部63と、この本体部63の回転体15側に周方向に円弧状に配列された複数個の刃部64とを有し、回転体15の粉砕刃14との間のクリアランスを調整可能に調整手段65,66を介して支持部材28に取り付けられている。
【0032】
各固定刃18,19の刃部64は、その先端が回転軸29を中心とする略同一円周上に位置すべく回転体15の軸方向に略平行に形成されており、各刃部64間の周方向のピッチP2は回転体15の粉砕刃14のピッチP1と同程度か又はピッチP1よりも小さくなっている。また各刃部64の高さhは略同一であり、回転方向の下手側ほど順次ピッチP2が小さくなっている。
【0033】
各送り手段51,56のローラ53,60,61は各固定刃18,19に周方向に近接して配置されている。各固定刃18,19の複数の刃部64の内、回転体15の回転方向の上手側の第1刃部64aは回転体15とローラ53,60との中心間を結ぶ線分に対して回転方向の下手側に接近して配置されている。
【0034】
調整手段65,66は、図3、図5、図6に示すように、各固定刃18,19の左右両側から支持部材28を貫通した外側に突出する突出部67と、突出部67の下側で支持部材28に固定された固定受け部68と、支持部材28に固定され且つ突出部67を回転体15の径方向に案内する案内部69と、突出部67と固定受け部68との間に介在された楔などの調整体70,71と、突出部67と固定受け部68と調整体70,71を締結し固定するボルト・ナットなどの固定具72とを備えている。
【0035】
調整体70,71は摺動自在に接触する傾斜面70a,71aと、その反対側に形成された平行面70b,71bとを有し、その一方を傾斜面70a,71aの傾斜方向に相対摺動させることによって、固定刃18,19と回転体15の粉砕刃14とのクリアランスを調整できるようになっている。なお、突出部67、固定受け部68及び調整体70,71には固定具72用の貫通孔が形成されているが、一方の調整体70の貫通孔は長孔状になっている。
【0036】
積層コンベア22は上面側の積層部21の下側に吸着ボックス22aが設けられ、案内ダクト20を経て供給された混合繊維7を、吸着ボックス22aの吸着作用により積層部21上に吸着し積層して積層シート9とするようになっている。搬送コンベア23は積層コンベア22の下手側に積層部21側と略同高さに設けられている。移載コンベア25は下面側の吸着部24で積層コンベア22上の積層シート9を吸着して搬送コンベア23上に移載するように、その吸着部24の上側に吸着ボックス25aが設けられている。なお、吸着ボックス22a,25aは負圧源に接続されている。
【0037】
上記構成のシート体製造装置において、竹繊維1と熱融着繊維2とが混合されたシート体3を製造する際には、混合繊維製造装置11で竹繊維1と熱融着繊維2とを粉砕し混合して混合繊維7を作り、その混合繊維7を積層装置12でシート状に積層して積層シート9とし、続いて熱融着装置で積層シート9の熱融着繊維2を熱融着させて、熱融着繊維2の熱融着により竹繊維1が抱持されたシート体3とする。
【0038】
混合繊維製造装置11で混合繊維7を製造するに当たっては、青竹を破砕処理して適宜に乾燥させた粗竹繊維4と、熱融着性を有する適当な熱融着繊維2とを使用し、その粗竹繊維4は回転方向の上手側の第1供給手段16により、熱融着繊維2は下手側の第2供給手段17により夫々回転体15側へと供給する。
【0039】
第1供給手段16において第1収容手段50内の粗竹繊維4を第1送り手段51により回転体15側へと定量ずつ供給すると、その粗竹繊維4は高速回転する回転体15の粉砕刃14と第1固定刃18との間で細かく粉砕されながら、回転体15の回転に伴って下手側へと送られて行く。
【0040】
第1供給手段16で粗竹繊維4を供給する場合、回転体15の外周近傍で固定ローラ53と可動ローラ54とにより所定の圧力で挟んで送るため、粗竹繊維4に剛性があっても、その粗竹繊維4を確実に回転体15側へと供給することができる。また第1固定刃18の第1刃部64aは回転体15と固定ローラ53との中心間を結ぶ線分の下手側近傍に接近しているため、固定ローラ53と可動ローラ54とで挟持した状態で第1固定刃18と粉砕刃14とにより粗竹繊維4を剪断することができる。
【0041】
更に第1固定刃18の各刃部64間のピッチP2は回転体15の粉砕刃14のピッチP1よりも短く、小さい刃部64が周方向に連続して配置されているので、回転体15の回転方向に移動する竹繊維1は回転体15の遠心力により第1固定刃18に沿って移動することになり、回転体15の粉砕刃14が第1固定刃18の複数個の各刃部64を通過する毎に竹繊維1を細かく粉砕することができる。
【0042】
一方、第2供給手段17において第2収容手段55の第2送り手段56により熱融着繊維2を回転体15側へと定量ずつ供給すると、その熱融着繊維2と第1固定刃18を通過した竹繊維1とが回転体15の粉砕刃14と第2固定刃19との間で一緒に粉砕されながら、回転体15の回転に伴って下手側へと送られて行く。従って、この第2固定刃19と回転体15の粉砕刃14との間で熱融着繊維2と竹繊維1とを粉砕することにより、熱融着繊維2を短く粉砕できると同時に竹繊維1を再度粉砕できるので、熱融着繊維2と竹繊維1とを満遍なく略均一に混合することができる。
【0043】
このように粗竹繊維4を使用して、この粗竹繊維4を回転体15の粉砕刃14と第1固定刃18との間で粉砕して細かい竹繊維1とし、その後、この竹繊維1と熱融着繊維2とを回転体15の粉砕刃14と第2固定刃19との間で細かく粉砕しながら混合することにより、粉砕状態の短い竹繊維1と熱融着繊維2とを満遍なく略均一に混合することができ、混合ムラのない高品質の混合繊維7を容易且つ能率的に製造することができる。そのため前処理の少ない粗竹繊維4を使用しながらも混合繊維7の歩留りが向上し、高品質の製品を低コストで能率的に製造することが可能である。
【0044】
また第2固定刃19においても、その各刃部64間のピッチP2が回転体15の粉砕刃14のピッチP1よりも短く、小さい刃部64が周方向に連続しているため、回転体15の回転方向に移動する竹繊維1、熱融着繊維2は回転体15の遠心力により第2固定刃19に沿って移動することになり、第1固定刃18の場合と同様に、回転体15の粉砕刃14が第2固定刃19の複数の各刃部64を通過する毎に竹繊維1を細かく粉砕しながら両繊維を満遍なく略均一に混合することができる。因みに竹繊維1、熱融着繊維2は短繊維の綿状となるように粉砕するのが望ましい。
【0045】
竹繊維1と熱融着繊維2との混合繊維7は、案内ダクト20を経て積層コンベア22の積層部21上へと送られ、吸着ボックス22aの吸着作用を受けながら積層部21上に所定厚さに積層されて押えローラ20aにより押えられた後、その移載コンベア25の吸着部24により吸着されて搬送コンベア23に移載され、搬送コンベア23により次工程の熱融着装置へと搬送されて行く。
【0046】
各固定刃18,19は支持部材28に調整手段65,66により回転体15の径方向に調整可能に固定されており、この調整手段65,66によって、固定刃18,19と回転体15の粉砕刃14との間のクリアランスを調整可能であるので、そのクリアランスを適宜調整することにより、混合繊維7の竹繊維1、熱融着繊維2を目的とする長さに粉砕することができる。
【0047】
また回転体15は外周に周方向に複数個の粉砕刃14が設けられた回転円板26を軸方向に複数枚積層して結合して構成しているため、軸方向に一体の円筒体により回転体15を構成する場合に比較して容易且つ安価に製作でき、また一部の粉砕刃14が損傷した場合の補修も容易且つ安価に行うことができる。また各粉砕刃14は回転体15の外周に螺旋状に配列しているので、固定刃18,19の刃部64を軸方向に平行に設けても、粉砕刃14で粗竹繊維4などを粉砕する際の衝撃を小さくでき、回転体15をスムーズに回転させることができる。
【0048】
図11は本発明の第2の実施形態を例示する。この実施形態の固定刃18,19は、第1刃部64aを除く各刃部64の周方向のピッチP2を略同一としている。このような構成の各固定刃18,19でも、その各刃部64の周方向のピッチP2が回転体15の粉砕刃14のピッチP1よりも小さいので、第1の実施形態と同様に粉砕できる。
【0049】
図12は本発明の第3の実施形態を例示する。固定刃18,19は回転体15の軸方向の全長にわたって一体に形成してもよいが、図に示すように所定の板厚の材料により固定刃体70を構成し、この固定刃体70をその板厚方向(回転体15の軸方向)に複数枚積層してボルト・ナットなどの締結手段により締結して構成してもよい。その場合に固定刃体70は回転体15の各回転円板26と略同一厚さにしてもよいし、1個の固定刃体70が複数枚の回転円板26に対応する厚さに構成してもよい。
【0050】
以上、本発明の各実施形態について詳述したが、本発明はこの実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の変更が可能である。例えば、実施形態では植物繊維として粗竹繊維4(竹繊維1)を例示したが、竹繊維1以外のものでもよい。また3種類以上の繊維を混合して混合繊維7を製造する場合には、3種類以上の各繊維に対応して種類別に供給手段を設けてもよい。その場合、植物繊維が複数種類でもよいし、化学繊維が複数種類でもよい。混合繊維7の用途によっては、化学繊維は熱融着繊維2以外のものでもよい。
【0051】
また植物繊維が粗竹繊維4などのように硬い場合には、その粗竹繊維4を供給する第1供給手段16を回転体15の回転方向の上手側に配置することが望ましいが、植物繊維が熱融着繊維2よりも粉砕し易い繊維材料の場合には、第2供給手段17を上手側に配置してもよい。回転体15は1個でもよいし、繊維が上手側から下手側へと流れるように2個の回転体15を連続して直列状に配置し、その回転体15に対応して供給手段を設けてもよい。
【0052】
供給手段16,17は粗竹繊維4、熱融着繊維2を収容して定量ずつ回転体15側に供給できるものであればよく、実施形態に限定されるものではない。また回転体15の構成、固定刃18,19の構成も、実施形態に限定されるものではない。送り手段51,56は竹繊維1と熱融着繊維2との割合に応じて送り量を調整できるようにしてもよい。その手段として例えば送りローラの回転速度を調整可能にしてもよい。
【0053】
竹繊維1などの植物繊維と熱融着繊維2とを粉砕し混合した混合繊維7はシート体3の成形以外に利用してもよい。また熱融着繊維2以外の化学繊維と竹繊維1などの植物繊維とを混合する場合に利用してもよい。
【符号の説明】
【0054】
1 竹繊維(植物繊維)
2 熱融着繊維
7 混合繊維
14 粉砕刃
15 回転体
16 第1供給手段
17 第2供給手段
18 第1固定刃
19 第2固定刃
26 回転円板
P1,P2 ピッチ
【特許請求の範囲】
【請求項1】
複数種類の繊維(1,2)とを混合した混合繊維(7)を製造する混合繊維製造装置において、外周に周方向及び軸方向に多数の粉砕刃(14)が設けられた回転体(15)の外周側に、前記回転体(15)側へと各繊維(1,2)を供給する複数個の供給手段(16,17)を上手側から下手側へと各繊維(1,2)の種類別に周方向に配置し、前記各供給手段(16,17)の下手側近傍に、前記回転体(15)の回転により前記粉砕刃(14)との間で繊維(1,2)を粉砕する固定刃(18,19)を配置し、下手側の固定刃(19)側ではその上手側に供給された繊維(2)と既に粉砕された繊維(1)とを粉砕しながら混合することを特徴とする混合繊維製造装置。
【請求項2】
植物繊維(1)を供給する前記供給手段(16)と、植物繊維(1)とは別の繊維(2)を供給する前記供給手段(17)とを備え、植物繊維(1)と別の繊維(2)との内、破砕し難い繊維(1)を供給する供給手段(16)を他の供給手段(17)よりも前記回転体(15)の上手側に備えたことを特徴とする請求項1に記載の混合繊維製造装置。
【請求項3】
植物繊維は解繊された粗竹繊維(4)、別の繊維は前記粗竹繊維(4)よりも粉砕し易い熱融着繊維(2)とし、前記粗竹繊維(4)を供給する第1供給手段(16)を熱融着繊維(2)を供給する第2供給手段(17)よりも上手側又は下手側に配置し、前記第1供給手段(16)から供給された粗竹繊維(4)を該第1供給手段(16)の下手側近傍の第1固定刃(18)と前記粉砕刃(14)との間で粉砕して竹繊維(1)とした後、前記第2供給手段(17)から供給された熱融着繊維(2)と竹繊維(1)とを該第2供給手段(17)の下手側近傍の第2固定刃(19)と前記粉砕刃(14)との間で粉砕し混合することを特徴とする請求項2に記載の混合繊維製造装置。
【請求項4】
前記回転体(15)は外周に周方向に複数個の前記粉砕刃(14)が設けられた回転円板(26)を軸方向に複数枚積層して結合し、前記各粉砕刃(14)は前記回転体(15)の外周に螺旋状に配列したことを特徴とする請求項1〜3の何れかに記載の混合繊維製造装置。
【請求項5】
前記各固定刃(18,19)は前記回転体(15)と対向する内周側に、前記粉砕刃(14)のピッチ(P1)よりも小さいピッチ(P2)で配列された複数の刃部(64)を有することを特徴とする請求項1〜4の何れかに記載の混合繊維製造装置。
【請求項6】
前記各固定刃(18,19)は前記回転体(15)の前記粉砕刃(14)との間のクリアランスを調整可能であることを特徴とする請求項1〜5の何れかに記載の混合繊維製造装置。
【請求項1】
複数種類の繊維(1,2)とを混合した混合繊維(7)を製造する混合繊維製造装置において、外周に周方向及び軸方向に多数の粉砕刃(14)が設けられた回転体(15)の外周側に、前記回転体(15)側へと各繊維(1,2)を供給する複数個の供給手段(16,17)を上手側から下手側へと各繊維(1,2)の種類別に周方向に配置し、前記各供給手段(16,17)の下手側近傍に、前記回転体(15)の回転により前記粉砕刃(14)との間で繊維(1,2)を粉砕する固定刃(18,19)を配置し、下手側の固定刃(19)側ではその上手側に供給された繊維(2)と既に粉砕された繊維(1)とを粉砕しながら混合することを特徴とする混合繊維製造装置。
【請求項2】
植物繊維(1)を供給する前記供給手段(16)と、植物繊維(1)とは別の繊維(2)を供給する前記供給手段(17)とを備え、植物繊維(1)と別の繊維(2)との内、破砕し難い繊維(1)を供給する供給手段(16)を他の供給手段(17)よりも前記回転体(15)の上手側に備えたことを特徴とする請求項1に記載の混合繊維製造装置。
【請求項3】
植物繊維は解繊された粗竹繊維(4)、別の繊維は前記粗竹繊維(4)よりも粉砕し易い熱融着繊維(2)とし、前記粗竹繊維(4)を供給する第1供給手段(16)を熱融着繊維(2)を供給する第2供給手段(17)よりも上手側又は下手側に配置し、前記第1供給手段(16)から供給された粗竹繊維(4)を該第1供給手段(16)の下手側近傍の第1固定刃(18)と前記粉砕刃(14)との間で粉砕して竹繊維(1)とした後、前記第2供給手段(17)から供給された熱融着繊維(2)と竹繊維(1)とを該第2供給手段(17)の下手側近傍の第2固定刃(19)と前記粉砕刃(14)との間で粉砕し混合することを特徴とする請求項2に記載の混合繊維製造装置。
【請求項4】
前記回転体(15)は外周に周方向に複数個の前記粉砕刃(14)が設けられた回転円板(26)を軸方向に複数枚積層して結合し、前記各粉砕刃(14)は前記回転体(15)の外周に螺旋状に配列したことを特徴とする請求項1〜3の何れかに記載の混合繊維製造装置。
【請求項5】
前記各固定刃(18,19)は前記回転体(15)と対向する内周側に、前記粉砕刃(14)のピッチ(P1)よりも小さいピッチ(P2)で配列された複数の刃部(64)を有することを特徴とする請求項1〜4の何れかに記載の混合繊維製造装置。
【請求項6】
前記各固定刃(18,19)は前記回転体(15)の前記粉砕刃(14)との間のクリアランスを調整可能であることを特徴とする請求項1〜5の何れかに記載の混合繊維製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−180618(P2012−180618A)
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2011−44793(P2011−44793)
【出願日】平成23年3月2日(2011.3.2)
【出願人】(390018832)東亜機工株式会社 (14)
【Fターム(参考)】
【公開日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成23年3月2日(2011.3.2)
【出願人】(390018832)東亜機工株式会社 (14)
【Fターム(参考)】
[ Back to top ]