
清掃シート
【課題】十分な捕集性及び強度、更に凹凸への追従性やボリューム感を有する清掃シートを提供すること。
【解決手段】清掃シート10は、繊維集合体20が、基材シート11の少なくとも一面に接合されて清掃部12が形成されたものである。繊維集合体20は、支持用糸31が撚り合わされてなる支持部30と、支持用糸31の長さ方向に沿って、支持用糸31の撚り合わせによって支持部30に支持された複数のごみ捕集部40とからなる。ごみ捕集部40は、複数本の短繊維からなり、かつ繊維間にごみの保持が可能な繊維自由度を有する短繊維集合体41からなる。
【解決手段】清掃シート10は、繊維集合体20が、基材シート11の少なくとも一面に接合されて清掃部12が形成されたものである。繊維集合体20は、支持用糸31が撚り合わされてなる支持部30と、支持用糸31の長さ方向に沿って、支持用糸31の撚り合わせによって支持部30に支持された複数のごみ捕集部40とからなる。ごみ捕集部40は、複数本の短繊維からなり、かつ繊維間にごみの保持が可能な繊維自由度を有する短繊維集合体41からなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、床や畳、壁、窓等のゴミ等を拭き取るための清掃シートに関する。
【背景技術】
【0002】
短繊維を使用した清掃具としては、モップや織布としての雑巾等が古くから広く使用されてきた。これらは繰り返し使用されることから耐久性が必要とされていた。また、一般的には水等で濡らして使用されるため、繊維が強く撚られて形成されており繊維自身が動いてダスト等を絡め取るという機能は持っていなかった。
【0003】
このような従来の清掃具とは別に、短繊維から形成された清掃具として、現在広く普及している不織布状の清掃具が知られている。例えば特許文献1には、低絡合の不織布と強度を保持するためのネットとを一体化して形成されたシート状の清掃具が開示されている。この清掃具においては、人が行う清掃の動作をエネルギーとして利用して短繊維が動き、それによって該短繊維の端部がダストを抱え込むように動き、ダストを絡め取り易いよう短繊維を低交絡に設計することで、効率良くダストを捕集できるようになっている。更に、低交絡にすることに起因する強度低下を補うため、樹脂ネットと一体化することで強度と捕集性を満足している。しかし、このような形態の清掃具には、溝や凹凸面への追従性や、ボリューム感を更に高めることが要求されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平7−184815号公報
【特許文献2】特開平11−276402号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、前述した従来技術が有する欠点を解消し得る清掃シートを提供するものである。
【課題を解決するための手段】
【0006】
本発明は、繊維集合体が、基材シートの少なくとも一面に接合されて清掃部が形成されている清掃シートであって、
前記繊維集合体が、複数本の支持用糸が撚り合わされてなる支持部と、該支持用糸の長さ方向に沿って、該支持用糸の撚り合わせによって該支持部に支持された複数のごみ捕集部とからなり、
前記ごみ捕集部が、複数本の短繊維からなり、かつ繊維間にごみの保持が可能な繊維自由度を有する短繊維集合体からなる清掃シートを提供するものである。
【発明の効果】
【0007】
本発明の清掃シートによれば、これまで達成し得なかった十分な捕集性及び強度、更に凹凸への追従性やボリューム感が達成される。
【図面の簡単な説明】
【0008】
【図1】図1は、本発明の清掃シートの第1の実施形態を示す斜視図である。
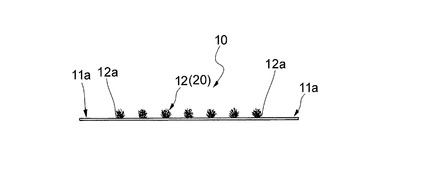
【図2】図2は、図1におけるII-II線断面図である。
【図3】図3は、図1に示す清掃シートにおける繊維集合体の要部を拡大して示す模式図である。
【図4】図4は、図1に示す清掃シートの一使用形態を示す斜視図である。
【図5】図5は、図1に示す清掃シートの清掃装置を示す模式図である。
【図6】図6は、本発明の清掃シートの別の実施形態における繊維集合体の要部を拡大して示す模式図(図3相当図)である。
【図7】図7は、本発明の清掃シートの別の実施形態における繊維集合体の要部を拡大して示す模式図(図3相当図)である。
【図8】図8は、本発明の清掃シートの別の実施形態における繊維集合体の要部を拡大して示す模式図(図3相当図)である。
【図9】図9は、本発明の清掃シートの別の実施形態を示す斜視図(図1相当図)である。
【図10】図10は、本発明の清掃シートの別の実施形態を示す斜視図(図1相当図)である。
【図11】図11は、本発明の清掃シートの別の実施形態を示す斜視図(図1相当図)である。
【発明を実施するための形態】
【0009】
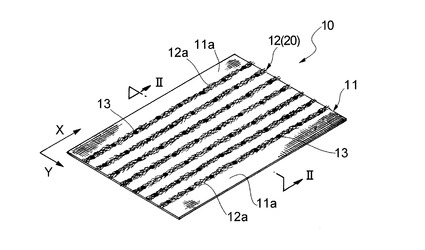
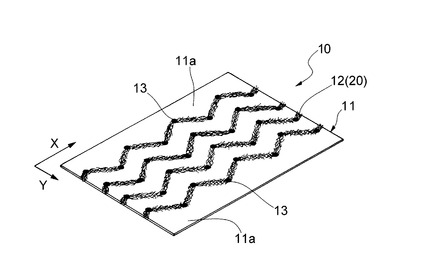
以下本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。図1及び図2に示す第1の実施形態の清掃シート10は、基材シート11を備えている。基材シート11は、長手方向X及びそれに直交する幅方向Yを有する矩形のものである。清掃シート10は、基材シート11の一方の面上に、清掃部12を有している。清掃部12は、基材シート11の幅方向Yの中央域に位置している。基材シート11は、清掃部12の左右の両側縁12aから側方に延出して一対のフラップ11aを形成している。一方、長手方向Xに関し、清掃部12は、基材シート11の長手方向Xの全域に延びている。清掃部12は繊維集合体からなり、所定の厚みをもって形成されている。
【0010】
清掃部12を構成する繊維集合体20は、一方向に延びるひも状のものである(以下、ひも状繊維集合体という)。以下、このひも状繊維集合体20について説明する。ひも状繊維集合体20は、所定の太さを有し、その太さよりも十分に大きな長さを有する形状をしている。
【0011】
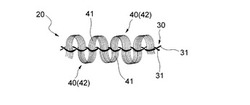
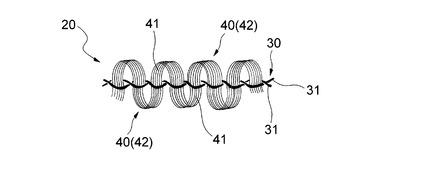
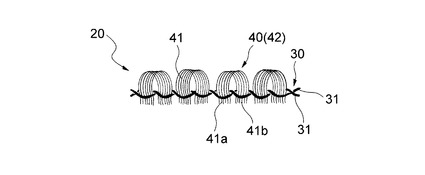
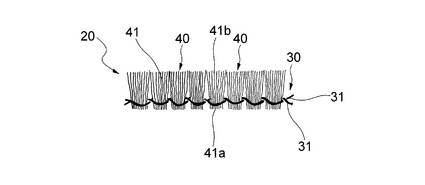
図3には、ひも状繊維集合体20の要部を拡大した模式図が示されている。ひも状繊維集合体20は、複数本の支持用糸31が撚り合わされてなる支持部30を有している。図3においては、2本の支持用糸31が用いられている。また、ひも状繊維集合体20は、支持用糸31の撚り合わせによって、支持部30に支持された複数のごみ捕集部40を有している。ごみ捕集部40は、複数本の短繊維からなるひも状の短繊維集合体41から構成されている。
【0012】
ひも状繊維集合体20について更に説明すると、ひも状繊維集合体20は、2本の支持用糸31と1本のひも状の短繊維集合体41とが、ともに撚り合わされて構成された撚糸構造体から構成されている。この撚糸構造体においては、短繊維集合体41が、撚糸構造体の長さ方向に沿って複数のループ状弛み部42が形成されるように撚り合わされている。そして、このループ状弛み部42が、上述したごみ捕集部40を構成している。
【0013】
短繊維集合体41は、上述のとおり、複数本の繊維からなるものである。ここで言う短繊維集合体41とは、複数本の短繊維が概ね一方向を向いて全体として集合体をなしているものを広く包含する。また短繊維とは、紡績するために使用される繊維状の原材料をいい、一般的には長繊維をカットして得られるものである。その長さは一般的に38〜200mmである。短繊維集合体41としては、例えば短繊維を原料とする弱撚糸などを用いることができる。短繊維集合体41は、繊維集合体20の長さ方向全域にわたって存在している。そして、短繊維集合体41は、これが蛇行した状態で2本の支持用糸31からなる支持部30に支持されることで、複数のループ状弛み部42を形成している。
【0014】
本実施形態の清掃シート10の使用時には、ループ状弛み部42から構成されるごみ捕集部40における繊維間にごみが捕集されて保持される。この観点からループ状弛み部42は、ごみを捕集し、かつこれを保持しうる繊維自由度(易動度)を有している。したがって、ループ状弛み部42を構成する短繊維集合体41が、短繊維を原料とする弱撚糸からなる場合、該弱撚糸におけるより数(JIS L1095)は、10T/m以下、特に5T/m以下であることが好ましい。繊維集合体としての形態を維持できる限り、より数は0(無撚糸)でも差し支えない。
【0015】
ループ状弛み部42について詳述すると、該弛み部42はその幅、すなわち該弛み部42の裾野の最も広い部分における長さが、ごみの捕集及び保持性の観点から、好ましくは1〜15mm、更に好ましくは3〜10mmである。同様の観点から、ループ状弛み部42の高さ、すなわち支持体30からループ状弛み部42の頂部までの長さは、好ましくは2〜15mm、更に好ましくは5〜10mmである。
【0016】
短繊維集合体41を構成する繊維の本数は、該短繊維集合体41の一部を構成するループ状弛み部42によるごみの捕集及び保持性能に影響を及ぼす。この観点から、短繊維集合体41はその繊度が1.0〜8.0dtex、特に1.4〜6.6dtexであることが好ましい。短繊維集合体41を構成する繊維の種類に特に制限はなく、短繊維集合体41の具体的な形態や、ごみの捕集及び保持性能に応じて適切な繊維が用いられる。例えば短繊維集合体41が、短繊維からなる弱撚糸である場合には、コットン等の天然繊維から短繊維集合体41を構成することができる。あるいはポリエステル繊維やアクリル繊維等の合成繊維から短繊維集合体41を構成することができる。これらの形態からなる短繊維集合体41においては、これを構成する個々の繊維の繊度は1.0〜8.0dtex、特に1.4〜6.6dtexであることが、使用者の捕集動作により、繊維自身が受ける応力によって繊維が動きやすくなる点から好ましい。
【0017】
短繊維集合体41は、その構成繊維間にごみを捕集しかつ保持し得る繊維自由度を有しているので、嵩高な状態になっている。したがって、短繊維集合体41の太さを厳密に測定することは容易ではないが、例えばJIS 1級のスケールの上において測定した場合の太さが、2〜20mm、特に3〜10mmであることが凹凸面や溝への追従性が高くなる点から好ましい。
【0018】
短繊維集合体41とともに繊維集合体20を構成する支持用糸31に関しては、該支持用糸31の長さは、繊維集合体20の長さと実質的に同じになっている。上述のとおり、支持用糸31は複数本用いられている。複数の支持用糸31は同一でもよく、あるいは異なっていてもよい。支持用糸31は、短繊維集合体41を保持する役割を有するとともに、繊維集合体20の基本骨格を構成する役割を有する。したがって、先に説明した短繊維集合体41と異なり、支持用糸31は強度の高い糸から構成される。この観点から、支持用糸31は例えば連続フィラメントからなる単糸、強撚糸、短繊維の強撚糸等から構成されることが好ましい。
【0019】
支持用糸31の繊度に関しては、上述した強度の観点から1.0〜8.0dtex、特に1.4〜6.6dtexであることが好ましい。支持用糸31は、例えばコットン等の天然繊維や、ポリエステル、アクリル等の合成繊維から構成することができる。
【0020】
繊維集合体20は、先に述べたとおり、支持用糸31とひも状の短繊維集合体41との撚り合わせによって形成されている。詳細には、公知のリング型撚糸機を用い、該撚糸機に複数の支持用糸31及びひも状の短繊維集合体41を供給して撚糸を行う。この場合、各支持用糸31の供給速度は同一にしておき、短繊維集合体41の供給速度を支持用糸31の供給速度よりも早くする。このような条件を採用することで、支持用糸31に対して短繊維集合体41が弛んだ状態で撚糸が行われる。その結果、得られた繊維集合体20においては、短繊維集合体41が蛇行した状態になり、多数のループ状弛み部42が形成される。
【0021】
支持用糸31及び短繊維集合体41から構成されるひも状繊維集合体20は、本実施形態においては、基材シート10の全長にわたり配置されている。したがって、ひも状繊維集合体20の長さは基材シート10の長さと実質的に同じである。しかしながら、これに代えて、ひも状繊維集合体20の長さを基材シート10の長さよりも短くしてもよい。
【0022】
清掃シート10においては、複数のひも状繊維集合体20が、基材シート11の一面に、互いに間隔をおいて同一方向に延びるように直線状に配置されることで清掃部12が形成されている。したがって、ひも状繊維集合体20の太さが、清掃部12の厚みに相当する。図1及び図2においては、隣り合うひも状繊維集合体20は所定の距離を隔てている。
【0023】
図1に示すように、基材シート11とひも状繊維集合体20とは、接合点13において接合されている。接合点13は、例えば基材シート11とひも状繊維集合体20の構成繊維との融着で形成されている。あるいは、基材シート11とひも状繊維集合体20の構成繊維との接着で形成されている。接合点13は規則的に配置されていてもよく、あるいはランダムに配置されていてもよい。後述する製造方法に従えば、接合点13は、規則的に配置される。各ひも状繊維集合体20においては、接合点13は、該ひも状繊維集合体20の延びる方向に沿って、所定の間隔をおいて形成されている。各ひも状繊維集合体20に形成される接合点13の数は、該ひも状繊維集合体20と基材シート11との固定が十分に行われるのに足る程度でよい。接合点13の数が多すぎると、短繊維の繊維自由度が低下し、捕集性が低下する傾向にある。これらの観点から、隣り合う接合点13の間隔は10〜100mm、特に20〜70mmであることが好ましい。また、ひも状繊維集合体20の長さを、基材シート10の長さより長くし、接合点13の間でループを描くように該ひも状繊維集合体20を基材シート10に固定し、ひも状繊維集合体20と基材シート10との間に空隙を有するようにしてもよい。ひも状繊維集合体20をこのように固定することで、ボリュームが増し段差や溝部等への追従性が更に向上する。
【0024】
ひも状繊維集合体20の長さを、基材シート11の長さより長くしてもよい。この場合には、ひも状繊維集合体20を基材シート11に固定するときに、ひも状繊維集合体20を接合点13の間でループを描くように弛ませて、ひも状繊維集合体20と基材シート11との間に空隙を有するようにしてもよい。ひも状繊維集合体20をこのように固定することで、清掃用シート10のボリュームが増し、段差や溝部等への追従性が更に向上する。
【0025】
清掃部12における清掃シート10の厚みは300Pa荷重下において、2〜20mm、特に3〜10mmであることが好ましい。
【0026】
ひも状繊維集合体20を構成する繊維には薬剤が塗工されていてもよい。ドライな乾式清掃を目的とした薬剤の塗工によって、ごみの吸着を利用した捕集性が高まる。そのような薬剤としては各種油剤成分が挙げられる。油剤成分としては、例えば、鉱物油、合成油、シリコーン油などの油剤、及び該油剤成分に界面活性剤、溶剤、酸化防止剤、香料などを混合したものを用いることができる。油剤成分をはじめとする薬剤の塗工量は、塗工前のひも状繊維集合体20の重量に対して0.1〜50重量%程度とすることができる。
【0027】
清掃シート10をウエットな湿式清掃の目的ために用いる場合には、これに洗浄剤を含浸することによって、シミ汚れや固形物のこびりつき汚れが溶解して洗浄性が高まる。洗浄剤としては、界面活性剤、溶剤、除菌剤、防腐剤、香料、水などを混合したものを用いることができる。洗浄剤の含浸量は、短繊維の重量に対して、20〜500重量%程度とすることができる。
【0028】
ドライな乾式清掃及びウエットな湿式清掃の目的のために用いられることに加え、本実施形態の清掃シート10は、水、市販されている洗浄剤、ワックス剤等の液を拭き伸ばしたり、拭き取ったり、含浸したりするといった、雑巾のような使い方をすることもできる。
【0029】
ひも状繊維集合体20が固定される基材シート11としては、ひも状繊維集合体20との接合の容易さの点から、例えば合成樹脂からなる各種不織布やフィルム、パルプからなる抄紙板紙、パルプに合成樹脂を混抄した抄紙板紙、あるいはそれらの複合材を用いることができる。不織布を用いる場合には、例えばエアスルー不織布、スパンボンド不織布、エアレイド不織布などが好適な例として挙げられる。これらの不織布の坪量は、強度やこしの強さ等の点から、3〜200g/m2、特に10〜100g/m2であることが好ましい。同様の理由から、フィルムを用いる場合、その坪量は3〜500g/m2、特に10〜250g/m2であることが好ましい。抄紙板紙を用いる場合、その坪量は10〜500g/m2、特に20〜250g/m2であることが好ましい。基材シート11を構成する合成樹脂としては、ポリエチレンやポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレート等のポリエステル系樹脂、アクリル系樹脂、ビニル系樹脂などを用いることができる。
【0030】
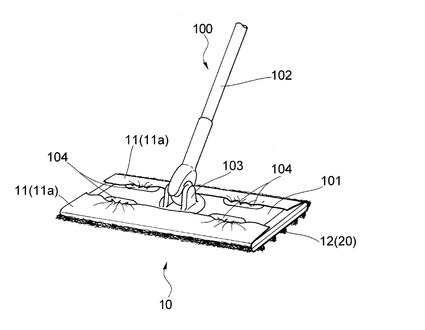
清掃シート10は、例えば図4に示すように、清掃具100に装着されて使用される。清掃具100は、清掃シート10が装着可能なヘッド部101及びヘッド部101に自在継ぎ手103を介して連結された棒状の柄102から構成されている。ヘッド部101の装着面(底面)は、平面視で長方形状であり、通常の使用態様においては、清掃具100は、ヘッド部101をその幅方向に移動(特に往復移動)させて清掃を行う。清掃シート10は、基材シート11を利用して、ヘッド部101及びヘッド部101に連結された柄102を備えた清掃具100におけるヘッド部101に装着される。清掃シート10は、基材シート11における清掃部12が設けられていない側がヘッド部101の装着面(底面)に対向するように、ヘッド部101に装着される。次に、基材シート11におけるフラップ11aをヘッド部101の上面側に折り返す。更にフラップ11aを、ヘッド部101における、放射状のスリットを有する可撓性の複数のシート保持部104内に押し込む。このように、基材シート11のフラップ11aを利用して、清掃シート10を清掃具100のヘッド部101に固定することができる。なお、基材シート11が、後述する図10及び図11に示す実施形態のようにネット(スクリム)を含んでいる場合には、基材シート11とシート保持部104との係合力が高くなるので好ましい。本実施形態の清掃シート10は、この状態で、例えば、フローリング、壁、天井、ガラス、畳、鏡や家具、家電製品、家の外壁、自動車のボディなどの硬質表面の拭き清掃に用いることができる。捕集・保持可能なごみの種類としては、綿ぼこり、毛髪、ペット毛、土埃、パンくず、砂やごまなどの粒ゴミなどが挙げられる。
【0031】
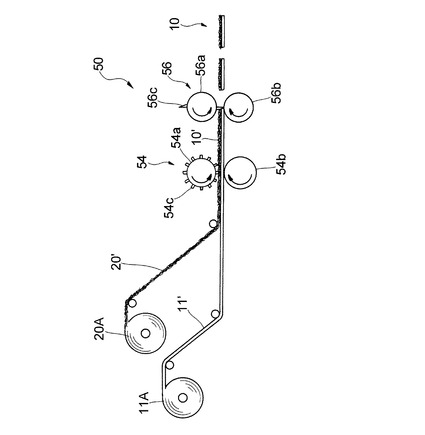
次に、本実施形態の清掃シート10の好適な製造方法について図5を参照しながら説明する。図5に示す製造装置50においては、先ず、基材シート11の原反ロール11Aから原反11’が繰り出される。これとは別に、予め製造されたひも状繊維集合体20の巻き取りロール20Aからひも状繊維集合体20’の長尺状原料20’が繰り出される。繰り出された原反11’の一方の面上に、長尺状原料20’が配置される。なお、図5においては、ひも状繊維集合体20’の長尺状原料20’が1本繰り出されているように表されているが、実際は複数本が繰り出されている。
【0032】
長尺状原料20’が載置された原反11’は、エンボス装置54に導入される。エンボス装置54は、周面に多数の突起54cが分散配置された第1のロール54aと、該第1のロール54aに対向配置されたアンビルロール54bとを備えている。両ロール54a,54bは、第1のロール54aにおける突起54cが、アンビルロール54bの周面と接触するか、又は該周面に近接するような距離関係で配置されている。両ロール54a,54bのうち、少なくとも第1のロール54aは加熱されている。このようなエンボス54装置の他に、ロール54aに対向配置されたアンビルロール54bのロールに代えて、第1のロール54aの突起54cと同様のロールを配置し、突起54cどうしを接触させるエンボス方法(Tip to Tip方式)を用いることもできる。エンボス装置54を用いた熱及び圧力の作用によって、長尺状原料20’を構成する繊維及び原反11’が溶融固化し、該長尺状原料20’と原反11’とが接合する。この接合によって、複数の接合点13(図1参照)が形成される。接合点13の形状は、概ねドット(円形)状で示されているが、これに代えて楕円状、三角状、四角状やV字状、十字状などのドット(円形)状以外の形状を用いることもできる。
【0033】
このようにして、長尺状の清掃シート10’が得られる。このシート10’は幅方向裁断装置56に導入される。幅方向裁断装置56は、ロールの軸方向に延びる凸条刃56cが、周方向に所定間隔をおいて配置された第1のロール56aと、該第1のロール56aに対向配置されたアンビルロール56bとを備えている。両ロール56a,56bは、第1のロール56aにおける凸条刃56cが、アンビルロール56bの周面と接触するか、又は該周面に近接するような距離関係で配置されている。シート10’が、幅方向裁断装置56に導入されることで、該シート10’は、所定間隔をおいて幅方向に沿って切断される。この切断によってシート10’は枚葉のものとなり、目的とする清掃シート10が得られる。
【0034】
なお、本製造方法においては、薬剤塗工装置を、図5に示すエンボス装置54のすぐ下流の位置に設置してもよい。薬剤の塗工には、例えば噴霧装置が用いられる。また、薬剤の塗工にグラビアロール塗工方法を用いてもよい。
【0035】
次に、本発明の他の実施形態を、図6ないし図11を参照しながら説明する。これらの実施形態については、第1の実施形態と異なる点についてのみ説明し、特に説明しない点については第1の実施形態に関する説明が適宜適用される。また、図6ないし図11において、図1ないし図5と同じ部材には同じ符号を付してある。
【0036】
図6に示す実施形態においては、ごみ捕集部40を構成する短繊維集合体41が複数個からなっている。各短繊維集合体41は、2つの端部41a,41bを有している。各端部41a,41bは、支持用糸31との撚り合わせによって、該支持用糸31からなる支持部30に支持されている。その結果、各短繊維集合体41は、その両端部間41a,41bにおいてループ状弛み部を形成している。このループ状弛み部が、ごみ捕集部40として機能する。本実施形態の清掃シートによれば、ループ状弛み部が効率的に清掃面に向きやすくなるという利点がある。
【0037】
本実施形態の清掃シートにおいては、繊維集合体20は、次の方法によって好適に製造される。すなわち、図1に示す実施形態の清掃シートにおける繊維集合体20の製造方法にしたがって同実施形態の繊維集合体20を製造した後、蛇行している短繊維集合体41におけるループ状弛み部を1カ所おきに切断する。切断にはリング型撚糸機に備えられているカッターを用いればよい。そのようなカッターは当該技術分野において公知のものである。
【0038】
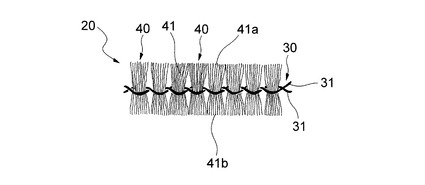
図7に示す実施形態も、図6に示す実施形態と同様に、ごみ捕集部40を構成する短繊維集合体41が複数個からなっている。各短繊維集合体41は、2つの端部41a,41bを有している。各短繊維集合体41は、両端部41a,41b間の位置において、支持用糸31との撚り合わせによって、該支持用糸31からなる支持部30に支持されている。その結果、短繊維集合体41が支持部30に支持されている位置から各端部41a,41bまでの領域が、ごみ捕集部40として機能する。本実施形態の清掃シートによれば、ごみ捕集部40の長さを長くすることが容易になるので、凹凸面に対する追従性が向上し、凹凸面の捕集性が向上するという利点がある。
【0039】
本実施形態の清掃シートを製造するには、図1に示す実施形態の清掃シートにおけるひも状繊維集合体20の製造方法にしたがって同実施形態のひも状繊維集合体20を製造した後、各ループ状弛み部におけるループ頂部を切断する。切断にはリング型撚糸機に備えられているカッターを用いればよい。
【0040】
図8に示す実施形態においても、ごみ捕集部40を構成する短繊維集合体41が複数個からなっている。各短繊維集合体41は、2つの端部41a,41bを有している。各短繊維集合体41は、一方の端部41aにおいて、支持用糸31との撚り合わせによって、該支持用糸31からなる支持部30に支持されている。その結果、短繊維集合体41が支持部30に支持されている位置から他方の端部41bまでの領域が、ごみ捕集部40として機能する。本実施形態の清掃シートによれば、ごみ捕集部40の長さを長くすることが容易になるので、凹凸面に対する追従性が向上し、凹凸面の捕集性が向上するという利点がある。
【0041】
本実施形態の清掃シートを製造するには、図1に示す実施形態の清掃シートにおけるひも状繊維集合体20の製造方法にしたがって同実施形態のひも状繊維集合体20を製造した後、蛇行している短繊維集合体41におけるループ状弛み部を1カ所おきに切断する。更に、残った各ループ状弛み部におけるループ頂部を切断する。あるいはこの逆に、蛇行している短繊維集合体41におけるループ状弛み部におけるループ頂部を1カ所おきに切断する。更に、残った各ループ状弛み部を切断する。切断にはリング型撚糸機に備えられているカッターを用いればよい。
【0042】
図9に示す実施形態においては、複数のひも状繊維集合体20が、同一方向に延びるように波線状に配置されている。各ひも状繊維集合体20は、互いに間隔をおいて配置されている。波線状に配置されたひも状繊維集合体20は、その頂点の位置に接合部13が形成されている。本実施形態によれば、第1の実施形態に比べ、流れ方向(X方向)のダストを効率良く捕集することができる。
【0043】
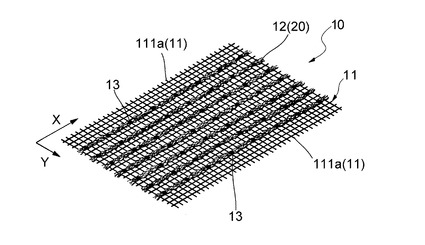
図10に示す第実施形態の清掃シート10は、基材シート11の種類が第1の実施形態と相違する。詳細には、本実施形態における基材シート11は、ネット(スクリム)111aから構成されている。ネット111aは格子状のものである。そのメッシュサイズ、線径、線間距離は、清掃シート10の強度や、清掃部12を構成するひも状繊維集合体20との接合性等を考慮して決定される。具体的には、ネット111aの線径は10〜5000μmが好ましく、更に好ましくは50〜1000μmである。ネット111aはその線径が部分的に異なっていてもよく、その場合は太い部分の線径が前記の値であることが好ましい。ネット111aの線間距離は0.1〜30mmが好ましく、更に好ましくは5〜15mmである。ネット111aは、例えば合成樹脂から構成されている。本実施形態の清掃シート10によれば、これを図4に示す清掃具100に装着した状態で、シート保持部104とネット111aとの係合力が高まるという利点がある。
【0044】
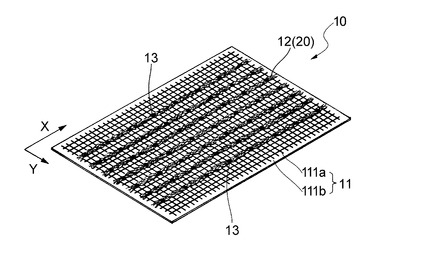
図11に示す実施形態の清掃シート10も、基材シート11の種類が第1の実施形態と相違する。詳細には、本実施形態における基材シート11は、ネット(スクリム)111aと不織布111bとの複合体から構成されている。ネット111aとしては、図10に示す実施形態と同様のものを用いることができる。不織布111bとしては、第1の実施形態と同様のものを用いることができる。ネット111aと不織布111bとは、例えば熱融着や接着剤による接着で接合されている。基材シート11においては、ネット111aが清掃部12側を向き、不織布111bが清掃部12と反対側を向いている。本実施形態の清掃シート10によれば、図10に示す実施形態の清掃シートと同様の効果が奏される。
【0045】
以上、本発明をその好ましい実施形態に基づき説明したが、本発明は前記の実施形態に制限されない。前記の実施形態においては、清掃シート10を、図4に示す清掃具に装着して使用した例を示したが、これに代えて清掃シート10を、本出願人の先の出願に係る特開平9−299305号公報に記載の、挿入空間を有する扁平な袋状に形成された清掃シートとなし、該清掃シートを、同公報に記載のハンディワイパータイプの清掃具に装着してもよい。あるいは清掃シート10を手で直接把持して清掃を行ってもよい。
【0046】
また、前記実施形態においては、基材シート11の片面にのみ清掃部12を形成したが、これに代えて基材シート11の両面に清掃部12を形成してもよい。
【0047】
更に、前記の各実施形態を適宜組み合わせて別の実施形態となしてもよい。
【実施例】
【0048】
以下、実施例により本発明を更に詳細に説明する。しかしながら本発明の範囲は、かかる実施例に制限されない。
【0049】
〔実施例1〕
図1に示す清掃シートを製造した。基材シート11として、坪量30g/m2のスパンボンドを使用した。この不織布は2.2dtexのポリエステル繊維から構成されていた。基材シート11は、長手方向Xの長さが280mm、幅方向Yの長さが210mmであった。この基材シート11の一面上に、ひも状繊維集合体20を8mm間隔で直線状に配置した。配置した領域は、基材シート11の幅方向Yの中央域の長さ105mmの範囲において、長手方向Xの全域(280mm)にわたる領域であった。ひも状繊維集合体20は、2本の支持用糸31及び1本のひも状短繊維集合体41から構成されていた。各支持用糸31は、繊維長120mmのポリエステル短繊維からなる強撚糸(より数1800T/m、繊度2.2dtex)であった。ひも状短繊維集合体41は、繊維長120mmのポリエステル短繊維の交絡体から構成される無撚糸(より数0T/m、繊度1.4dtex)であった。2本の支持用糸31及び1本のひも状短繊維集合体41を、リング撚糸機を使用して撚り合わせた。撚り合わせにおいては、撚糸機に供給する2本の支持用糸31の速度よりも、1本のひも状短繊維集合体41の速度を早くした。ひも状短繊維集合体41の供給速度は、ループ状弛み部42の高さが6mmになるよう調整した。
【0050】
〔実施例2〕
実施例1で製造したひも状繊維集合体20のループ状弛み部42をカットしたものを、ひも状繊維集合体として用いた以外は、実施例1と同様にして、清掃シートを得た。
【0051】
〔比較例1〕
不織布と樹脂ネットの組合せからなる花王株式会社製の清掃シート(商品名:クイックル(登録商標)ワイパー)を、清掃シートとして用いた。
【0052】
〔評価〕
実施例及び比較例で得られた清掃シートを、花王株式会社製のクイックル(登録商標)ワイパーのヘッド部に装着し、ごみの捕集性を次の方法で評価した。清掃対象面として、木製のフローリングの溝(National社製KER7UE V溝深さ1mm、幅2mm)を使用した。捕集性は、長さ3cmの毛髪を20本散布した後、清掃面を追従させるように5往復清拭した。清拭後、清掃面に残ったモデルダストを目視観察して判定を行った。この評価とは別に、清掃シートの床面への追従性も評価した。追従性は、引き戸用のレールにコットンリンタを適量まき、縦拭き2回、横拭き2回を1セットとし、レールにまいたコットンリンタを完全に拭き取る回数を目視観察して判定を行った。それらの結果を表1に示す。
・ごみの捕集性
○:凹凸部分及びその周辺部にモデルダストが残らない。
△:凹凸部分及びその周辺部に散布量の約1/4以下のモデルダストが残る。
×:凹凸部分及びその周辺部に散布量の約1/2超のモデルダストが残る。
・床面への追従性
○: 拭き取る回数が5セット以下で、撒布したコットンリンタを完全に捕集する。
△:拭き取る回数が10セット以下で、撒布したコットンリンタを完全に捕集する。
×:拭き取る回数が11セット以上でも、撒布したコットンリンタを完全に捕集できない。
【0053】
【表1】

【0054】
表1に示す結果から明らかなように、各実施例の清掃シートは、ごみの捕集性に優れ、かつ床面への追従性にも優れることが判る。
【符号の説明】
【0055】
10 清掃シート
11 基材シート
12 清掃部
20 繊維集合体
30 支持部
31 支持用糸
40 ごみ捕集部
41 短繊維集合体
【技術分野】
【0001】
本発明は、床や畳、壁、窓等のゴミ等を拭き取るための清掃シートに関する。
【背景技術】
【0002】
短繊維を使用した清掃具としては、モップや織布としての雑巾等が古くから広く使用されてきた。これらは繰り返し使用されることから耐久性が必要とされていた。また、一般的には水等で濡らして使用されるため、繊維が強く撚られて形成されており繊維自身が動いてダスト等を絡め取るという機能は持っていなかった。
【0003】
このような従来の清掃具とは別に、短繊維から形成された清掃具として、現在広く普及している不織布状の清掃具が知られている。例えば特許文献1には、低絡合の不織布と強度を保持するためのネットとを一体化して形成されたシート状の清掃具が開示されている。この清掃具においては、人が行う清掃の動作をエネルギーとして利用して短繊維が動き、それによって該短繊維の端部がダストを抱え込むように動き、ダストを絡め取り易いよう短繊維を低交絡に設計することで、効率良くダストを捕集できるようになっている。更に、低交絡にすることに起因する強度低下を補うため、樹脂ネットと一体化することで強度と捕集性を満足している。しかし、このような形態の清掃具には、溝や凹凸面への追従性や、ボリューム感を更に高めることが要求されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平7−184815号公報
【特許文献2】特開平11−276402号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、前述した従来技術が有する欠点を解消し得る清掃シートを提供するものである。
【課題を解決するための手段】
【0006】
本発明は、繊維集合体が、基材シートの少なくとも一面に接合されて清掃部が形成されている清掃シートであって、
前記繊維集合体が、複数本の支持用糸が撚り合わされてなる支持部と、該支持用糸の長さ方向に沿って、該支持用糸の撚り合わせによって該支持部に支持された複数のごみ捕集部とからなり、
前記ごみ捕集部が、複数本の短繊維からなり、かつ繊維間にごみの保持が可能な繊維自由度を有する短繊維集合体からなる清掃シートを提供するものである。
【発明の効果】
【0007】
本発明の清掃シートによれば、これまで達成し得なかった十分な捕集性及び強度、更に凹凸への追従性やボリューム感が達成される。
【図面の簡単な説明】
【0008】
【図1】図1は、本発明の清掃シートの第1の実施形態を示す斜視図である。
【図2】図2は、図1におけるII-II線断面図である。
【図3】図3は、図1に示す清掃シートにおける繊維集合体の要部を拡大して示す模式図である。
【図4】図4は、図1に示す清掃シートの一使用形態を示す斜視図である。
【図5】図5は、図1に示す清掃シートの清掃装置を示す模式図である。
【図6】図6は、本発明の清掃シートの別の実施形態における繊維集合体の要部を拡大して示す模式図(図3相当図)である。
【図7】図7は、本発明の清掃シートの別の実施形態における繊維集合体の要部を拡大して示す模式図(図3相当図)である。
【図8】図8は、本発明の清掃シートの別の実施形態における繊維集合体の要部を拡大して示す模式図(図3相当図)である。
【図9】図9は、本発明の清掃シートの別の実施形態を示す斜視図(図1相当図)である。
【図10】図10は、本発明の清掃シートの別の実施形態を示す斜視図(図1相当図)である。
【図11】図11は、本発明の清掃シートの別の実施形態を示す斜視図(図1相当図)である。
【発明を実施するための形態】
【0009】
以下本発明を、その好ましい実施形態に基づき図面を参照しながら説明する。図1及び図2に示す第1の実施形態の清掃シート10は、基材シート11を備えている。基材シート11は、長手方向X及びそれに直交する幅方向Yを有する矩形のものである。清掃シート10は、基材シート11の一方の面上に、清掃部12を有している。清掃部12は、基材シート11の幅方向Yの中央域に位置している。基材シート11は、清掃部12の左右の両側縁12aから側方に延出して一対のフラップ11aを形成している。一方、長手方向Xに関し、清掃部12は、基材シート11の長手方向Xの全域に延びている。清掃部12は繊維集合体からなり、所定の厚みをもって形成されている。
【0010】
清掃部12を構成する繊維集合体20は、一方向に延びるひも状のものである(以下、ひも状繊維集合体という)。以下、このひも状繊維集合体20について説明する。ひも状繊維集合体20は、所定の太さを有し、その太さよりも十分に大きな長さを有する形状をしている。
【0011】
図3には、ひも状繊維集合体20の要部を拡大した模式図が示されている。ひも状繊維集合体20は、複数本の支持用糸31が撚り合わされてなる支持部30を有している。図3においては、2本の支持用糸31が用いられている。また、ひも状繊維集合体20は、支持用糸31の撚り合わせによって、支持部30に支持された複数のごみ捕集部40を有している。ごみ捕集部40は、複数本の短繊維からなるひも状の短繊維集合体41から構成されている。
【0012】
ひも状繊維集合体20について更に説明すると、ひも状繊維集合体20は、2本の支持用糸31と1本のひも状の短繊維集合体41とが、ともに撚り合わされて構成された撚糸構造体から構成されている。この撚糸構造体においては、短繊維集合体41が、撚糸構造体の長さ方向に沿って複数のループ状弛み部42が形成されるように撚り合わされている。そして、このループ状弛み部42が、上述したごみ捕集部40を構成している。
【0013】
短繊維集合体41は、上述のとおり、複数本の繊維からなるものである。ここで言う短繊維集合体41とは、複数本の短繊維が概ね一方向を向いて全体として集合体をなしているものを広く包含する。また短繊維とは、紡績するために使用される繊維状の原材料をいい、一般的には長繊維をカットして得られるものである。その長さは一般的に38〜200mmである。短繊維集合体41としては、例えば短繊維を原料とする弱撚糸などを用いることができる。短繊維集合体41は、繊維集合体20の長さ方向全域にわたって存在している。そして、短繊維集合体41は、これが蛇行した状態で2本の支持用糸31からなる支持部30に支持されることで、複数のループ状弛み部42を形成している。
【0014】
本実施形態の清掃シート10の使用時には、ループ状弛み部42から構成されるごみ捕集部40における繊維間にごみが捕集されて保持される。この観点からループ状弛み部42は、ごみを捕集し、かつこれを保持しうる繊維自由度(易動度)を有している。したがって、ループ状弛み部42を構成する短繊維集合体41が、短繊維を原料とする弱撚糸からなる場合、該弱撚糸におけるより数(JIS L1095)は、10T/m以下、特に5T/m以下であることが好ましい。繊維集合体としての形態を維持できる限り、より数は0(無撚糸)でも差し支えない。
【0015】
ループ状弛み部42について詳述すると、該弛み部42はその幅、すなわち該弛み部42の裾野の最も広い部分における長さが、ごみの捕集及び保持性の観点から、好ましくは1〜15mm、更に好ましくは3〜10mmである。同様の観点から、ループ状弛み部42の高さ、すなわち支持体30からループ状弛み部42の頂部までの長さは、好ましくは2〜15mm、更に好ましくは5〜10mmである。
【0016】
短繊維集合体41を構成する繊維の本数は、該短繊維集合体41の一部を構成するループ状弛み部42によるごみの捕集及び保持性能に影響を及ぼす。この観点から、短繊維集合体41はその繊度が1.0〜8.0dtex、特に1.4〜6.6dtexであることが好ましい。短繊維集合体41を構成する繊維の種類に特に制限はなく、短繊維集合体41の具体的な形態や、ごみの捕集及び保持性能に応じて適切な繊維が用いられる。例えば短繊維集合体41が、短繊維からなる弱撚糸である場合には、コットン等の天然繊維から短繊維集合体41を構成することができる。あるいはポリエステル繊維やアクリル繊維等の合成繊維から短繊維集合体41を構成することができる。これらの形態からなる短繊維集合体41においては、これを構成する個々の繊維の繊度は1.0〜8.0dtex、特に1.4〜6.6dtexであることが、使用者の捕集動作により、繊維自身が受ける応力によって繊維が動きやすくなる点から好ましい。
【0017】
短繊維集合体41は、その構成繊維間にごみを捕集しかつ保持し得る繊維自由度を有しているので、嵩高な状態になっている。したがって、短繊維集合体41の太さを厳密に測定することは容易ではないが、例えばJIS 1級のスケールの上において測定した場合の太さが、2〜20mm、特に3〜10mmであることが凹凸面や溝への追従性が高くなる点から好ましい。
【0018】
短繊維集合体41とともに繊維集合体20を構成する支持用糸31に関しては、該支持用糸31の長さは、繊維集合体20の長さと実質的に同じになっている。上述のとおり、支持用糸31は複数本用いられている。複数の支持用糸31は同一でもよく、あるいは異なっていてもよい。支持用糸31は、短繊維集合体41を保持する役割を有するとともに、繊維集合体20の基本骨格を構成する役割を有する。したがって、先に説明した短繊維集合体41と異なり、支持用糸31は強度の高い糸から構成される。この観点から、支持用糸31は例えば連続フィラメントからなる単糸、強撚糸、短繊維の強撚糸等から構成されることが好ましい。
【0019】
支持用糸31の繊度に関しては、上述した強度の観点から1.0〜8.0dtex、特に1.4〜6.6dtexであることが好ましい。支持用糸31は、例えばコットン等の天然繊維や、ポリエステル、アクリル等の合成繊維から構成することができる。
【0020】
繊維集合体20は、先に述べたとおり、支持用糸31とひも状の短繊維集合体41との撚り合わせによって形成されている。詳細には、公知のリング型撚糸機を用い、該撚糸機に複数の支持用糸31及びひも状の短繊維集合体41を供給して撚糸を行う。この場合、各支持用糸31の供給速度は同一にしておき、短繊維集合体41の供給速度を支持用糸31の供給速度よりも早くする。このような条件を採用することで、支持用糸31に対して短繊維集合体41が弛んだ状態で撚糸が行われる。その結果、得られた繊維集合体20においては、短繊維集合体41が蛇行した状態になり、多数のループ状弛み部42が形成される。
【0021】
支持用糸31及び短繊維集合体41から構成されるひも状繊維集合体20は、本実施形態においては、基材シート10の全長にわたり配置されている。したがって、ひも状繊維集合体20の長さは基材シート10の長さと実質的に同じである。しかしながら、これに代えて、ひも状繊維集合体20の長さを基材シート10の長さよりも短くしてもよい。
【0022】
清掃シート10においては、複数のひも状繊維集合体20が、基材シート11の一面に、互いに間隔をおいて同一方向に延びるように直線状に配置されることで清掃部12が形成されている。したがって、ひも状繊維集合体20の太さが、清掃部12の厚みに相当する。図1及び図2においては、隣り合うひも状繊維集合体20は所定の距離を隔てている。
【0023】
図1に示すように、基材シート11とひも状繊維集合体20とは、接合点13において接合されている。接合点13は、例えば基材シート11とひも状繊維集合体20の構成繊維との融着で形成されている。あるいは、基材シート11とひも状繊維集合体20の構成繊維との接着で形成されている。接合点13は規則的に配置されていてもよく、あるいはランダムに配置されていてもよい。後述する製造方法に従えば、接合点13は、規則的に配置される。各ひも状繊維集合体20においては、接合点13は、該ひも状繊維集合体20の延びる方向に沿って、所定の間隔をおいて形成されている。各ひも状繊維集合体20に形成される接合点13の数は、該ひも状繊維集合体20と基材シート11との固定が十分に行われるのに足る程度でよい。接合点13の数が多すぎると、短繊維の繊維自由度が低下し、捕集性が低下する傾向にある。これらの観点から、隣り合う接合点13の間隔は10〜100mm、特に20〜70mmであることが好ましい。また、ひも状繊維集合体20の長さを、基材シート10の長さより長くし、接合点13の間でループを描くように該ひも状繊維集合体20を基材シート10に固定し、ひも状繊維集合体20と基材シート10との間に空隙を有するようにしてもよい。ひも状繊維集合体20をこのように固定することで、ボリュームが増し段差や溝部等への追従性が更に向上する。
【0024】
ひも状繊維集合体20の長さを、基材シート11の長さより長くしてもよい。この場合には、ひも状繊維集合体20を基材シート11に固定するときに、ひも状繊維集合体20を接合点13の間でループを描くように弛ませて、ひも状繊維集合体20と基材シート11との間に空隙を有するようにしてもよい。ひも状繊維集合体20をこのように固定することで、清掃用シート10のボリュームが増し、段差や溝部等への追従性が更に向上する。
【0025】
清掃部12における清掃シート10の厚みは300Pa荷重下において、2〜20mm、特に3〜10mmであることが好ましい。
【0026】
ひも状繊維集合体20を構成する繊維には薬剤が塗工されていてもよい。ドライな乾式清掃を目的とした薬剤の塗工によって、ごみの吸着を利用した捕集性が高まる。そのような薬剤としては各種油剤成分が挙げられる。油剤成分としては、例えば、鉱物油、合成油、シリコーン油などの油剤、及び該油剤成分に界面活性剤、溶剤、酸化防止剤、香料などを混合したものを用いることができる。油剤成分をはじめとする薬剤の塗工量は、塗工前のひも状繊維集合体20の重量に対して0.1〜50重量%程度とすることができる。
【0027】
清掃シート10をウエットな湿式清掃の目的ために用いる場合には、これに洗浄剤を含浸することによって、シミ汚れや固形物のこびりつき汚れが溶解して洗浄性が高まる。洗浄剤としては、界面活性剤、溶剤、除菌剤、防腐剤、香料、水などを混合したものを用いることができる。洗浄剤の含浸量は、短繊維の重量に対して、20〜500重量%程度とすることができる。
【0028】
ドライな乾式清掃及びウエットな湿式清掃の目的のために用いられることに加え、本実施形態の清掃シート10は、水、市販されている洗浄剤、ワックス剤等の液を拭き伸ばしたり、拭き取ったり、含浸したりするといった、雑巾のような使い方をすることもできる。
【0029】
ひも状繊維集合体20が固定される基材シート11としては、ひも状繊維集合体20との接合の容易さの点から、例えば合成樹脂からなる各種不織布やフィルム、パルプからなる抄紙板紙、パルプに合成樹脂を混抄した抄紙板紙、あるいはそれらの複合材を用いることができる。不織布を用いる場合には、例えばエアスルー不織布、スパンボンド不織布、エアレイド不織布などが好適な例として挙げられる。これらの不織布の坪量は、強度やこしの強さ等の点から、3〜200g/m2、特に10〜100g/m2であることが好ましい。同様の理由から、フィルムを用いる場合、その坪量は3〜500g/m2、特に10〜250g/m2であることが好ましい。抄紙板紙を用いる場合、その坪量は10〜500g/m2、特に20〜250g/m2であることが好ましい。基材シート11を構成する合成樹脂としては、ポリエチレンやポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレート等のポリエステル系樹脂、アクリル系樹脂、ビニル系樹脂などを用いることができる。
【0030】
清掃シート10は、例えば図4に示すように、清掃具100に装着されて使用される。清掃具100は、清掃シート10が装着可能なヘッド部101及びヘッド部101に自在継ぎ手103を介して連結された棒状の柄102から構成されている。ヘッド部101の装着面(底面)は、平面視で長方形状であり、通常の使用態様においては、清掃具100は、ヘッド部101をその幅方向に移動(特に往復移動)させて清掃を行う。清掃シート10は、基材シート11を利用して、ヘッド部101及びヘッド部101に連結された柄102を備えた清掃具100におけるヘッド部101に装着される。清掃シート10は、基材シート11における清掃部12が設けられていない側がヘッド部101の装着面(底面)に対向するように、ヘッド部101に装着される。次に、基材シート11におけるフラップ11aをヘッド部101の上面側に折り返す。更にフラップ11aを、ヘッド部101における、放射状のスリットを有する可撓性の複数のシート保持部104内に押し込む。このように、基材シート11のフラップ11aを利用して、清掃シート10を清掃具100のヘッド部101に固定することができる。なお、基材シート11が、後述する図10及び図11に示す実施形態のようにネット(スクリム)を含んでいる場合には、基材シート11とシート保持部104との係合力が高くなるので好ましい。本実施形態の清掃シート10は、この状態で、例えば、フローリング、壁、天井、ガラス、畳、鏡や家具、家電製品、家の外壁、自動車のボディなどの硬質表面の拭き清掃に用いることができる。捕集・保持可能なごみの種類としては、綿ぼこり、毛髪、ペット毛、土埃、パンくず、砂やごまなどの粒ゴミなどが挙げられる。
【0031】
次に、本実施形態の清掃シート10の好適な製造方法について図5を参照しながら説明する。図5に示す製造装置50においては、先ず、基材シート11の原反ロール11Aから原反11’が繰り出される。これとは別に、予め製造されたひも状繊維集合体20の巻き取りロール20Aからひも状繊維集合体20’の長尺状原料20’が繰り出される。繰り出された原反11’の一方の面上に、長尺状原料20’が配置される。なお、図5においては、ひも状繊維集合体20’の長尺状原料20’が1本繰り出されているように表されているが、実際は複数本が繰り出されている。
【0032】
長尺状原料20’が載置された原反11’は、エンボス装置54に導入される。エンボス装置54は、周面に多数の突起54cが分散配置された第1のロール54aと、該第1のロール54aに対向配置されたアンビルロール54bとを備えている。両ロール54a,54bは、第1のロール54aにおける突起54cが、アンビルロール54bの周面と接触するか、又は該周面に近接するような距離関係で配置されている。両ロール54a,54bのうち、少なくとも第1のロール54aは加熱されている。このようなエンボス54装置の他に、ロール54aに対向配置されたアンビルロール54bのロールに代えて、第1のロール54aの突起54cと同様のロールを配置し、突起54cどうしを接触させるエンボス方法(Tip to Tip方式)を用いることもできる。エンボス装置54を用いた熱及び圧力の作用によって、長尺状原料20’を構成する繊維及び原反11’が溶融固化し、該長尺状原料20’と原反11’とが接合する。この接合によって、複数の接合点13(図1参照)が形成される。接合点13の形状は、概ねドット(円形)状で示されているが、これに代えて楕円状、三角状、四角状やV字状、十字状などのドット(円形)状以外の形状を用いることもできる。
【0033】
このようにして、長尺状の清掃シート10’が得られる。このシート10’は幅方向裁断装置56に導入される。幅方向裁断装置56は、ロールの軸方向に延びる凸条刃56cが、周方向に所定間隔をおいて配置された第1のロール56aと、該第1のロール56aに対向配置されたアンビルロール56bとを備えている。両ロール56a,56bは、第1のロール56aにおける凸条刃56cが、アンビルロール56bの周面と接触するか、又は該周面に近接するような距離関係で配置されている。シート10’が、幅方向裁断装置56に導入されることで、該シート10’は、所定間隔をおいて幅方向に沿って切断される。この切断によってシート10’は枚葉のものとなり、目的とする清掃シート10が得られる。
【0034】
なお、本製造方法においては、薬剤塗工装置を、図5に示すエンボス装置54のすぐ下流の位置に設置してもよい。薬剤の塗工には、例えば噴霧装置が用いられる。また、薬剤の塗工にグラビアロール塗工方法を用いてもよい。
【0035】
次に、本発明の他の実施形態を、図6ないし図11を参照しながら説明する。これらの実施形態については、第1の実施形態と異なる点についてのみ説明し、特に説明しない点については第1の実施形態に関する説明が適宜適用される。また、図6ないし図11において、図1ないし図5と同じ部材には同じ符号を付してある。
【0036】
図6に示す実施形態においては、ごみ捕集部40を構成する短繊維集合体41が複数個からなっている。各短繊維集合体41は、2つの端部41a,41bを有している。各端部41a,41bは、支持用糸31との撚り合わせによって、該支持用糸31からなる支持部30に支持されている。その結果、各短繊維集合体41は、その両端部間41a,41bにおいてループ状弛み部を形成している。このループ状弛み部が、ごみ捕集部40として機能する。本実施形態の清掃シートによれば、ループ状弛み部が効率的に清掃面に向きやすくなるという利点がある。
【0037】
本実施形態の清掃シートにおいては、繊維集合体20は、次の方法によって好適に製造される。すなわち、図1に示す実施形態の清掃シートにおける繊維集合体20の製造方法にしたがって同実施形態の繊維集合体20を製造した後、蛇行している短繊維集合体41におけるループ状弛み部を1カ所おきに切断する。切断にはリング型撚糸機に備えられているカッターを用いればよい。そのようなカッターは当該技術分野において公知のものである。
【0038】
図7に示す実施形態も、図6に示す実施形態と同様に、ごみ捕集部40を構成する短繊維集合体41が複数個からなっている。各短繊維集合体41は、2つの端部41a,41bを有している。各短繊維集合体41は、両端部41a,41b間の位置において、支持用糸31との撚り合わせによって、該支持用糸31からなる支持部30に支持されている。その結果、短繊維集合体41が支持部30に支持されている位置から各端部41a,41bまでの領域が、ごみ捕集部40として機能する。本実施形態の清掃シートによれば、ごみ捕集部40の長さを長くすることが容易になるので、凹凸面に対する追従性が向上し、凹凸面の捕集性が向上するという利点がある。
【0039】
本実施形態の清掃シートを製造するには、図1に示す実施形態の清掃シートにおけるひも状繊維集合体20の製造方法にしたがって同実施形態のひも状繊維集合体20を製造した後、各ループ状弛み部におけるループ頂部を切断する。切断にはリング型撚糸機に備えられているカッターを用いればよい。
【0040】
図8に示す実施形態においても、ごみ捕集部40を構成する短繊維集合体41が複数個からなっている。各短繊維集合体41は、2つの端部41a,41bを有している。各短繊維集合体41は、一方の端部41aにおいて、支持用糸31との撚り合わせによって、該支持用糸31からなる支持部30に支持されている。その結果、短繊維集合体41が支持部30に支持されている位置から他方の端部41bまでの領域が、ごみ捕集部40として機能する。本実施形態の清掃シートによれば、ごみ捕集部40の長さを長くすることが容易になるので、凹凸面に対する追従性が向上し、凹凸面の捕集性が向上するという利点がある。
【0041】
本実施形態の清掃シートを製造するには、図1に示す実施形態の清掃シートにおけるひも状繊維集合体20の製造方法にしたがって同実施形態のひも状繊維集合体20を製造した後、蛇行している短繊維集合体41におけるループ状弛み部を1カ所おきに切断する。更に、残った各ループ状弛み部におけるループ頂部を切断する。あるいはこの逆に、蛇行している短繊維集合体41におけるループ状弛み部におけるループ頂部を1カ所おきに切断する。更に、残った各ループ状弛み部を切断する。切断にはリング型撚糸機に備えられているカッターを用いればよい。
【0042】
図9に示す実施形態においては、複数のひも状繊維集合体20が、同一方向に延びるように波線状に配置されている。各ひも状繊維集合体20は、互いに間隔をおいて配置されている。波線状に配置されたひも状繊維集合体20は、その頂点の位置に接合部13が形成されている。本実施形態によれば、第1の実施形態に比べ、流れ方向(X方向)のダストを効率良く捕集することができる。
【0043】
図10に示す第実施形態の清掃シート10は、基材シート11の種類が第1の実施形態と相違する。詳細には、本実施形態における基材シート11は、ネット(スクリム)111aから構成されている。ネット111aは格子状のものである。そのメッシュサイズ、線径、線間距離は、清掃シート10の強度や、清掃部12を構成するひも状繊維集合体20との接合性等を考慮して決定される。具体的には、ネット111aの線径は10〜5000μmが好ましく、更に好ましくは50〜1000μmである。ネット111aはその線径が部分的に異なっていてもよく、その場合は太い部分の線径が前記の値であることが好ましい。ネット111aの線間距離は0.1〜30mmが好ましく、更に好ましくは5〜15mmである。ネット111aは、例えば合成樹脂から構成されている。本実施形態の清掃シート10によれば、これを図4に示す清掃具100に装着した状態で、シート保持部104とネット111aとの係合力が高まるという利点がある。
【0044】
図11に示す実施形態の清掃シート10も、基材シート11の種類が第1の実施形態と相違する。詳細には、本実施形態における基材シート11は、ネット(スクリム)111aと不織布111bとの複合体から構成されている。ネット111aとしては、図10に示す実施形態と同様のものを用いることができる。不織布111bとしては、第1の実施形態と同様のものを用いることができる。ネット111aと不織布111bとは、例えば熱融着や接着剤による接着で接合されている。基材シート11においては、ネット111aが清掃部12側を向き、不織布111bが清掃部12と反対側を向いている。本実施形態の清掃シート10によれば、図10に示す実施形態の清掃シートと同様の効果が奏される。
【0045】
以上、本発明をその好ましい実施形態に基づき説明したが、本発明は前記の実施形態に制限されない。前記の実施形態においては、清掃シート10を、図4に示す清掃具に装着して使用した例を示したが、これに代えて清掃シート10を、本出願人の先の出願に係る特開平9−299305号公報に記載の、挿入空間を有する扁平な袋状に形成された清掃シートとなし、該清掃シートを、同公報に記載のハンディワイパータイプの清掃具に装着してもよい。あるいは清掃シート10を手で直接把持して清掃を行ってもよい。
【0046】
また、前記実施形態においては、基材シート11の片面にのみ清掃部12を形成したが、これに代えて基材シート11の両面に清掃部12を形成してもよい。
【0047】
更に、前記の各実施形態を適宜組み合わせて別の実施形態となしてもよい。
【実施例】
【0048】
以下、実施例により本発明を更に詳細に説明する。しかしながら本発明の範囲は、かかる実施例に制限されない。
【0049】
〔実施例1〕
図1に示す清掃シートを製造した。基材シート11として、坪量30g/m2のスパンボンドを使用した。この不織布は2.2dtexのポリエステル繊維から構成されていた。基材シート11は、長手方向Xの長さが280mm、幅方向Yの長さが210mmであった。この基材シート11の一面上に、ひも状繊維集合体20を8mm間隔で直線状に配置した。配置した領域は、基材シート11の幅方向Yの中央域の長さ105mmの範囲において、長手方向Xの全域(280mm)にわたる領域であった。ひも状繊維集合体20は、2本の支持用糸31及び1本のひも状短繊維集合体41から構成されていた。各支持用糸31は、繊維長120mmのポリエステル短繊維からなる強撚糸(より数1800T/m、繊度2.2dtex)であった。ひも状短繊維集合体41は、繊維長120mmのポリエステル短繊維の交絡体から構成される無撚糸(より数0T/m、繊度1.4dtex)であった。2本の支持用糸31及び1本のひも状短繊維集合体41を、リング撚糸機を使用して撚り合わせた。撚り合わせにおいては、撚糸機に供給する2本の支持用糸31の速度よりも、1本のひも状短繊維集合体41の速度を早くした。ひも状短繊維集合体41の供給速度は、ループ状弛み部42の高さが6mmになるよう調整した。
【0050】
〔実施例2〕
実施例1で製造したひも状繊維集合体20のループ状弛み部42をカットしたものを、ひも状繊維集合体として用いた以外は、実施例1と同様にして、清掃シートを得た。
【0051】
〔比較例1〕
不織布と樹脂ネットの組合せからなる花王株式会社製の清掃シート(商品名:クイックル(登録商標)ワイパー)を、清掃シートとして用いた。
【0052】
〔評価〕
実施例及び比較例で得られた清掃シートを、花王株式会社製のクイックル(登録商標)ワイパーのヘッド部に装着し、ごみの捕集性を次の方法で評価した。清掃対象面として、木製のフローリングの溝(National社製KER7UE V溝深さ1mm、幅2mm)を使用した。捕集性は、長さ3cmの毛髪を20本散布した後、清掃面を追従させるように5往復清拭した。清拭後、清掃面に残ったモデルダストを目視観察して判定を行った。この評価とは別に、清掃シートの床面への追従性も評価した。追従性は、引き戸用のレールにコットンリンタを適量まき、縦拭き2回、横拭き2回を1セットとし、レールにまいたコットンリンタを完全に拭き取る回数を目視観察して判定を行った。それらの結果を表1に示す。
・ごみの捕集性
○:凹凸部分及びその周辺部にモデルダストが残らない。
△:凹凸部分及びその周辺部に散布量の約1/4以下のモデルダストが残る。
×:凹凸部分及びその周辺部に散布量の約1/2超のモデルダストが残る。
・床面への追従性
○: 拭き取る回数が5セット以下で、撒布したコットンリンタを完全に捕集する。
△:拭き取る回数が10セット以下で、撒布したコットンリンタを完全に捕集する。
×:拭き取る回数が11セット以上でも、撒布したコットンリンタを完全に捕集できない。
【0053】
【表1】
【0054】
表1に示す結果から明らかなように、各実施例の清掃シートは、ごみの捕集性に優れ、かつ床面への追従性にも優れることが判る。
【符号の説明】
【0055】
10 清掃シート
11 基材シート
12 清掃部
20 繊維集合体
30 支持部
31 支持用糸
40 ごみ捕集部
41 短繊維集合体
【特許請求の範囲】
【請求項1】
繊維集合体が、基材シートの少なくとも一面に接合されて清掃部が形成されている清掃シートであって、
前記繊維集合体が、複数本の支持用糸が撚り合わされてなる支持部と、該支持用糸の長さ方向に沿って、該支持用糸の撚り合わせによって該支持部に支持された複数のごみ捕集部とからなり、
前記ごみ捕集部が、複数本の短繊維からなり、かつ繊維間にごみの保持が可能な繊維自由度を有する短繊維集合体からなる清掃シート。
【請求項2】
短繊維集合体がひも状のものであり、該ひも状の短繊維集合体が、前記支持用糸とともに撚り合わされて撚糸構造体を構成しており、
前記撚糸構造体において、前記短繊維集合体は、該撚糸構造体の長さ方向に沿って複数のループ状弛み部が形成されるように、前記支持用糸とともに撚り合わされている請求項1記載の清掃シート。
【請求項3】
前記短繊維集合体を複数有し、
各短繊維集合体が、2つの端部を有しており、かつ各端部が前記支持部に支持されて、両端部間においてループ状弛み部を形成している請求項1記載の清掃シート。
【請求項4】
前記短繊維集合体を複数有し、
各短繊維集合体が、2つの端部を有しており、かつ両端部間の位置において前記支持部に支持されている請求項1記載の清掃シート。
【請求項5】
前記短繊維集合体を複数有し、
各短繊維集合体が、2つの端部を有しており、かつ一方の端部において前記支持部に支持されている請求項1記載の清掃シート。
【請求項6】
前記短繊維集合体が、より数10T/m以下の弱撚糸からなる請求項1ないし5のいずれかに記載の清掃シート。
【請求項7】
複数の前記繊維集合体が、同一方向に延び、かつ直線状に配置されている請求項1ないし6のいずれかに記載の清掃シート。
【請求項8】
複数の前記繊維集合体が、同一方向に延び、かつ波線状に配置されている請求項1ないし6のいずれかに記載の清掃シート。
【請求項1】
繊維集合体が、基材シートの少なくとも一面に接合されて清掃部が形成されている清掃シートであって、
前記繊維集合体が、複数本の支持用糸が撚り合わされてなる支持部と、該支持用糸の長さ方向に沿って、該支持用糸の撚り合わせによって該支持部に支持された複数のごみ捕集部とからなり、
前記ごみ捕集部が、複数本の短繊維からなり、かつ繊維間にごみの保持が可能な繊維自由度を有する短繊維集合体からなる清掃シート。
【請求項2】
短繊維集合体がひも状のものであり、該ひも状の短繊維集合体が、前記支持用糸とともに撚り合わされて撚糸構造体を構成しており、
前記撚糸構造体において、前記短繊維集合体は、該撚糸構造体の長さ方向に沿って複数のループ状弛み部が形成されるように、前記支持用糸とともに撚り合わされている請求項1記載の清掃シート。
【請求項3】
前記短繊維集合体を複数有し、
各短繊維集合体が、2つの端部を有しており、かつ各端部が前記支持部に支持されて、両端部間においてループ状弛み部を形成している請求項1記載の清掃シート。
【請求項4】
前記短繊維集合体を複数有し、
各短繊維集合体が、2つの端部を有しており、かつ両端部間の位置において前記支持部に支持されている請求項1記載の清掃シート。
【請求項5】
前記短繊維集合体を複数有し、
各短繊維集合体が、2つの端部を有しており、かつ一方の端部において前記支持部に支持されている請求項1記載の清掃シート。
【請求項6】
前記短繊維集合体が、より数10T/m以下の弱撚糸からなる請求項1ないし5のいずれかに記載の清掃シート。
【請求項7】
複数の前記繊維集合体が、同一方向に延び、かつ直線状に配置されている請求項1ないし6のいずれかに記載の清掃シート。
【請求項8】
複数の前記繊維集合体が、同一方向に延び、かつ波線状に配置されている請求項1ないし6のいずれかに記載の清掃シート。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−125566(P2011−125566A)
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願番号】特願2009−288430(P2009−288430)
【出願日】平成21年12月18日(2009.12.18)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願日】平成21年12月18日(2009.12.18)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]