
清掃用シート
【課題】基材シートに、長繊維が一方向に配向して集合してなる長繊維集合体が接合されており、該基材シートを利用してヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シートにおいて、特に凹凸箇所に対して長繊維の追従性が高く、捕集性能に優れた清掃用シートを提供すること。
【解決手段】基材シート20の片面又は両面に、長繊維11が一方向に配向して集合してなる長繊維集合体10が一面につき1個又は複数個接合されており、基材シート20を利用して、ヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シート1である。長繊維集合体10における長繊維11は、前記清掃具の清掃方向D1に配向している。0.1〜5.0mmの捲縮高さで捲縮している長繊維11が集合してなる長繊維集合体10を基材シート20の一面につき少なくとも1個有する。
【解決手段】基材シート20の片面又は両面に、長繊維11が一方向に配向して集合してなる長繊維集合体10が一面につき1個又は複数個接合されており、基材シート20を利用して、ヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シート1である。長繊維集合体10における長繊維11は、前記清掃具の清掃方向D1に配向している。0.1〜5.0mmの捲縮高さで捲縮している長繊維11が集合してなる長繊維集合体10を基材シート20の一面につき少なくとも1個有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基材シートに、長繊維が一方向に配向して集合してなる長繊維集合体が接合されており、該基材シートを利用してヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シートに関する。
【背景技術】
【0002】
従来より、ヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シートとして、基材シートに、長繊維が一方向に配向して集合してなる長繊維集合体が接合されて構成されたものが知られている(例えば、下記特許文献1〜4参照)
【0003】
【特許文献1】特開2000−254057号公報
【特許文献2】特開2000−254058号公報
【特許文献3】特開2000−254059号公報
【特許文献4】特開平9−135798号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1〜4に記載の清掃用シートにおいては、長繊維集合体における長繊維は、間欠的に切断された後、切断された繊維は間欠的に配置されてしまうことから、有効汚れ捕集面積比(清掃面のうち実際に汚れが付着し、ゴミの捕集に寄与する部分の面積の比)が少なく、捕集性能が低い。また、特許文献1〜4に記載の清掃用シートにおいては、長繊維の捲縮高さを規定することにより捕集性能を向上させることについては何ら考慮されていない。
【0005】
従って、本発明の目的は、基材シートに、長繊維が一方向に配向して集合してなる長繊維集合体が接合されており、該基材シートを利用してヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シートにおいて、特に凹凸箇所に対して長繊維の追従性が高く、捕集性能に優れ、更に、有効汚れ捕集面積比(清掃面のうち実際に汚れが付着し、ゴミの捕集に寄与する部分の面積の比)が高い清掃用シートを提供することにある。
【課題を解決するための手段】
【0006】
本発明は、基材シートの片面又は両面に、長繊維が一方向に配向して集合してなる長繊維集合体が一面につき1個又は複数個接合されており、該基材シートを利用して、ヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シートであって、
前記長繊維集合体における長繊維は、前記清掃具の清掃方向に配向しており、
0.1〜5.0mmの捲縮高さで捲縮している前記長繊維が集合してなる前記長繊維集合体を前記基材シートの一面につき少なくとも1個有する清掃用シートを提供することにより、前記目的を達成するものである。
【0007】
また本発明は、長辺及び短辺を有する矩形のヘッド部及び該ヘッド部に連結された柄を備えた清掃具と、該ヘッド部に装着された前記の清掃用シートとを具備する清掃用具であって、
前記清掃用シートは、前記長繊維集合体の長繊維の配向方向が、前記清掃具のヘッド部における短辺方向と一致するように、該ヘッド部に装着されている清掃用具を提供するものである。
【発明の効果】
【0008】
本発明の清掃用シートによれば、基材シートに、長繊維が一方向に配向して集合してなる長繊維集合体が接合されており、該基材シートを利用してヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シートにおいて、凹凸箇所に対して長繊維の追従性が高く、有効汚れ捕集面積比(清掃面のうち実際に汚れが付着し、ゴミの捕集に寄与する部分の面積の比)が高く、捕集性能に優れている。
【発明を実施するための最良の形態】
【0009】
以下、本発明の家庭用及び業務用の清掃用シートについて、その好ましい一実施形態である第1実施形態に基づき図面を参照しながら説明する。
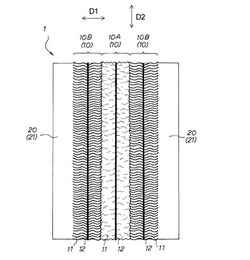
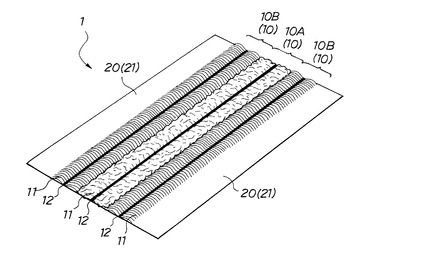
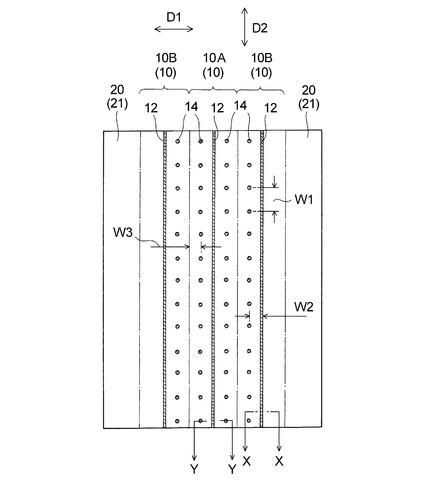
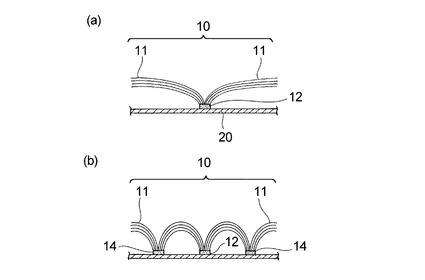
図1及び図2には、それぞれ本発明の清掃用シートの第1実施形態の斜視図及び平面図が示されている。図3には、図1に示す実施形態の清掃用シートにおける接合線及びシール部の形成位置の平面図が示されている。なお、図3においては、仮想的に長繊維集合体10の図示を省略し、長繊維集合体10の外形線を1点鎖線で示してある。図4(a)及び図4(b)には、それぞれ図3のX−X線断面図及びY−Y線断面図が示されている。
【0010】
第1実施形態の清掃用シート1は、図1〜図3に示すように、基材シート20の片面に、長繊維11が一方向に配向して集合してなる長繊維集合体10が一面につき複数個接合されている清掃用シートである。長繊維11は、通常、製造時におけるその素材の搬送方向に配向している。ここでいう「長繊維11が一方向に配向している」には、製造上の誤差、長繊維11が捲縮加工されたこと等によって、一部の長繊維11の配向方向が、その他の大部分の長繊維11の配向方向からずれた場合も含まれる。
【0011】
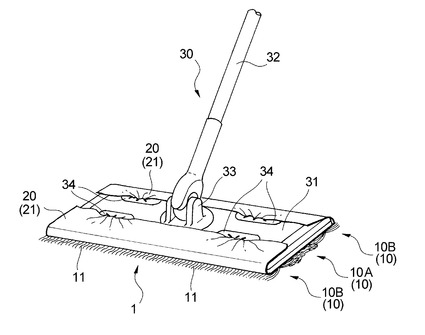
また、本実施形態の清掃用シート1は、図8に示すように、基材シート20を利用して、ヘッド部31及びヘッド部31に連結された柄32を備えた清掃具30におけるヘッド部31に装着されて使用される清掃用シートである。ヘッド部31は、長辺及び短辺を有する矩形をしている。長繊維集合体10がヘッド部31に装着された状態において、長繊維11は、清掃具30の清掃方向D1、すなわち短辺方向に配向している。
【0012】
「清掃具30の清掃方向D1」とは、通常の使用態様において清掃具30のヘッド部31を、その長辺と直交する方向に移動(特に往復移動)させる方向であり、本実施形態においては、平面視で長方形状のヘッド部31における短辺に沿う方向である。ここでいう「長繊維11は、清掃具30の清掃方向D1に配向している」には、一部の長繊維11の配向方向が、その他の大部分の長繊維11の配向方向からずれた場合も含まれる。
【0013】
長繊維集合体10の平面視形状は、巨視的に視て長方形状であり、その幅方向(短手方向)と長繊維11の配向方向とが一致している。
本実施形態においては、長繊維集合体10は、基材シート20の片面のみに接合されている。
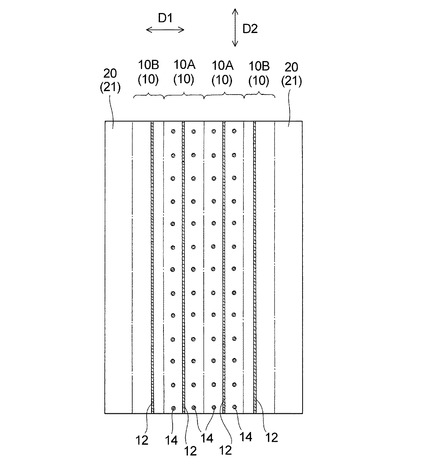
本発明の清掃用シートにおいては、基材シート20の一面につき、基材シート20の長辺に沿った方向(長手方向)に複数個の長繊維集合体10が配列していることが好ましく、3又は4個の長繊維集合体10が配列していることが更に好ましい。本実施形態においては、長繊維集合体10は、基材シート20の一面につき、実質的に間隔を開けることなく並列して3個設けられている。3個の長繊維集合体10のうち、基材シート20の短辺に沿った方向(幅方向)において、中央の長繊維集合体10を「第1長繊維集合体10A」といい、外方の2個の長繊維集合体10を「第2長繊維集合体10B」という。以下の説明において、第1長繊維集合体10A及び第2長繊維集合体10Bに共通する説明を行う場合には、「長繊維集合体10」の表現を用いる。
【0014】
基材シート20は、長方形状であり、その長手方向と長繊維集合体10の長手方向とを一致させて、換言すると、その幅方向と長繊維集合体10の幅方向とを一致させている。基材シート20の詳細については後述する。
【0015】
長繊維集合体10は、長繊維11が所定の厚みをもって配向されて形成されている。長繊維11は、基材シート20の幅方向に配向している。従って、長繊維集合体10は、その配向方向が基材シート20の長手方向と直交するように、基材シート20に接合されている。
【0016】
長繊維集合体10の長さ(長繊維11の配向方向と直交する方向に沿う長さ)は、好ましくは200〜800mm、更に好ましくは250〜300mmである。長繊維集合体10の幅(長繊維11の配向方向に沿う長さ)は、好ましくは20〜150mm、更に好ましくは40〜135mmである。ここでいう「繊維集合体10の幅(長繊維11の配向方向に沿う長さ)」には、製造上の誤差、長繊維11が捲縮加工されたこと等によって、一部の長繊維11の長さが、その他の大部分の長繊維11の長さからずれた場合も含まれる。
長繊維集合体10の厚み(高さ)は、好ましくは0.5〜30mm、更に好ましくは1〜10mmである。長繊維集合体10の厚みは、0.3kPaの荷重下において測定した値である。長繊維集合体10の厚みは、例えば、捲縮高さ(後述)の異なる長繊維11を用いることで、異ならせることができる。ここでいう「長繊維集合体10の厚み(高さ)」には、製造上の誤差、長繊維11が捲縮加工されたこと等によって、一部の長繊維集合体10の厚み(高さ)が、その他の大部分の長繊維集合体10の厚み(高さ)からずれた場合も含まれる。
【0017】
有効汚れ捕集面積比(清掃面のうち実際に汚れが付着し、ゴミの捕集に寄与する部分の面積の比)を増大させる観点から、基材シート20を平面状に展開した状態において、中央に位置する第1長繊維集合体10Aの厚みは、最外方に位置する第2長繊維集合体10Bの厚みよりも0.5〜20mm厚くなっていることが好ましく、1〜10mm厚くなっていることが更に好ましい。両者の厚みの差は、好ましくは0.5〜20mm、更に好ましくは0.5〜10mmである。つまり、本実施形態の清掃用シート1における清掃面は、第1長繊維集合体10Aにおいて膨出した形状になっていることが好ましい。
【0018】
また、清掃用シート1が基材シート20を利用してヘッド部31に装着された状態において、複数個(好ましくは3又は4個)の長繊維集合体10のうち中央に位置する1又は2個の長繊維集合体10Aに対して、最外方に位置する長繊維集合体10Bは厚み方向に凹んでいることが好ましい。本実施形態においては、中央に位置する1個の第1長繊維集合体10Aに対して、最外方に位置する2個の第2長繊維集合体10Bは厚み方向に凹んでいることが好ましい。その段差は、好ましくは0.5〜15mm、更に好ましくは1.5〜5mmである。なお、第1長繊維集合体10Aと第2長繊維集合体10Bとの段差は、第1長繊維集合体10Aの厚み(大)と第2長繊維集合体10Bの厚み(小)との差に主として起因するが、ヘッド部31の装着面(底面)の形状にも依存する。
【0019】
長繊維集合体10における長繊維11の質量(後述する接合線12や非連続シール部14等の質量を含まない)は、好ましくは0.5〜15g、更に好ましくは1.5〜5gである。
【0020】
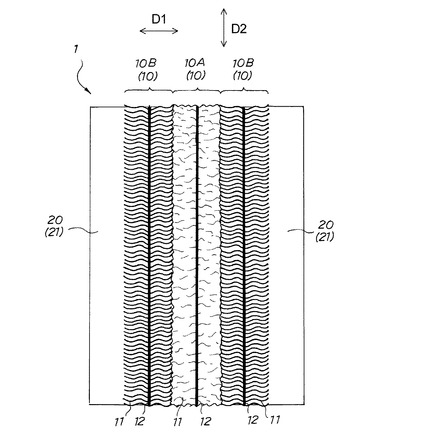
長繊維集合体10においては、図1〜図3及び図4(a)に示すように、長繊維11は、その配向方向と直交する方向に連続的に延びる1本の接合線12によって接合されている。接合線12は、巨視的に視て、長繊維11の配向方向と直交する方向に延びていればよい。
また、長繊維集合体10においては、図1〜図3及び図4(b)に示すように、長繊維11は、接合線12に加えて、長手方向に非連続的に設けられた非連続シール部14によっても接合されている。非連続シール部14は、規則的に配列していてもよく、不規則的に(ランダムに)設けられていてもよい。規則的な配列としては、例えば直列状、千鳥状が挙げられる。
【0021】
本実施形態においては、非連続シール部14は、第1長繊維集合体10Aでは、接合線12の幅方向両外方にそれぞれ直列状に配列しており、また、第2長繊維集合体10Bでは、接合線12の幅方向内方のみに直列状に配列している。第1長繊維集合体10A及び第2長繊維集合体10Bにおいて、直列状に配列した非連続シール部14は、長手方向に同じ位置に同じピッチで配列している。
接合線12及び非連続シール部14の詳細については後述する。
長繊維11が接合線12及び非連続シール部14によって接合されることにより、長繊維集合体10における長繊維11の集合状態が形成されている。
【0022】
長繊維集合体10において、長繊維11は、接合線12:1cmあたり、片側に2000〜40000本設けられていることが好ましく、5000〜20000本設けられていることが更に好ましい。
【0023】
長繊維11の繊維長は、埃の絡み取り性の観点から、好ましくは30〜150mm、更に好ましくは50〜120mmである。長繊維11の繊維長とは、接合線12から長繊維11の先端までの長さである。本実施形態においては、このような繊維長を有する長繊維11を繊維束(トウ)の状態で用いる。繊維束は、公知の開繊装置を用いて十分に開繊しておくことが好ましい。
長繊維11の太さは、特に臨界的ではないが、埃の絡み取り性や清掃対象面への傷付き防止性の観点から、0.1〜200dtex、特に2〜30dtexであることが好ましい。
【0024】
長繊維11として捲縮性繊維を用いると、埃の絡み取り性が一層向上するので好ましい。捲縮性繊維としては、二次元捲縮又は三次元捲縮したものを用いることができる。捲縮率(JIS L0208)は、埃の絡み取り性の向上の点から、5〜50%、特に10〜30%であることが好ましい。捲縮率は、繊維を引き伸ばしたときの長さAに対する、繊維を引き伸ばしたときの長さAと元の繊維の長さBとの差の百分率で定義され、下記の式から算出される。
捲縮率=(A−B)/A × 100(%)
【0025】
元の繊維の長さBとは、繊維が自然状態において、繊維の両端部を直線で結んだ長さをいう。自然状態とは、繊維の一方の端部を水平な板に固定し、繊維の自重で下方に垂らした状態をいう。繊維を引き伸ばしたときの長さAとは、繊維の捲縮がなくなるまで伸ばしたときの最小荷重時の長さをいう。
【0026】
本発明の清掃用シートにおける長繊維11は、清掃具30におけるヘッド部31の長辺と直交する方向である短辺方向に沿って配向している。清掃用シート1が清掃具30におけるヘッド部31に、基材シート20を利用して装着された状態においては、ヘッド部31の長辺に沿って複数個の長繊維集合体10が配列している。そして、0.1〜5.0mmの捲縮高さ(捲縮した長繊維11に交互に存する山と谷との高低差)で捲縮している長繊維11が集合してなる長繊維集合体10を基材シート20の一面につき少なくとも1個有する。特に、外方に位置する長繊維集合体10Bの長繊維は、中央に位置する長繊維集合体10Aの長繊維よりも低い捲縮高さで捲縮していることが好ましい。
【0027】
更に詳細には、本発明の清掃用シートにおいては、複数個(好ましくは3又は4個)の長繊維集合体10のうち、中央に位置する1又は2個の長繊維集合体10Aは、0.2〜5.0mmの捲縮高さで捲縮している長繊維11が集合してなり、最外方に位置する長繊維集合体10Bは、中央に位置する長繊維集合体10Aよりも低い捲縮高さで捲縮している長繊維11が集合してなることが好ましい。本実施形態においては、基材シート20の一面につき、清掃方向D1に沿って3個の長繊維集合体10が配列しており、3個の長繊維集合体10のうち、中央に位置する1個の第1長繊維集合体10Aは、0.2〜5.0mmの捲縮高さで捲縮している長繊維11が集合してなり、最外方に位置する2個の第2長繊維集合体10Bは、中央に位置する第1長繊維集合体10Aよりも低い捲縮高さで捲縮している長繊維11が集合してなる。
【0028】
第2長繊維集合体10Bにおいては、長繊維11の捲縮高さは、前記範囲(0.2〜5.0mm)内であってもよく、該範囲を下回っていてもよいが、第2長繊維集合体10Bにおける長繊維11の捲縮高さは、第1長繊維集合体10Aにおける長繊維11の捲縮高さよりも、0.05〜4mm低いことが好ましく、0.2〜2mm低いことが更に好ましい。ここでいう「長繊維11の捲縮高さ」には、長繊維製造時の捲縮加工の誤差(ふれ)によって、一部の長繊維11の捲縮高さ範囲からずれることがある。この場合、範囲内の長繊維11の捲縮高さからずれた場合も含むこととする。
【0029】
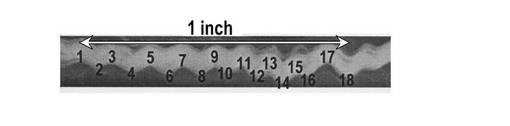
また、長繊維11は、捲縮によりジグザク形状に屈曲している。0.1〜5.0mmの捲縮高さで捲縮している長繊維11は、その捲縮数〔1インチあたりの捲縮数(山と谷との合計数の1/2)〕が1インチあたり、3〜80個であることが好ましく、5〜50個であることが更に好ましい。1インチあたりの捲縮数は、JIS L1015 8.12.1に準じて測定し、1インチあたりに換算する。例えば、図5に示す例においては、矢印で示す1インチ(inch)の範囲内に合計18個の山及び谷があるため、1インチあたりの捲縮数は9となる。
【0030】
ジグザク形状に屈曲している長繊維においては、その捲縮高さは、更に好ましくは0.1〜3.5mm、最も好ましくは0.1〜2.0mmである。
捲縮高さがかかる範囲内であると、長繊維集合体10を構成する長繊維11が適度に開繊した状態となるため、長繊維11間の隙間がゴミの捕集に適した形状となり、長繊維11間の隙間に汚れが取り込まれ易くなり、また、長繊維11が起毛し、立体感のある形状となる。そのため平坦な清掃対象物はもちろんのこと、狭い隙間を有する清掃対象物及び凹凸形状の清掃対象物も効率よく清掃することができる。更に、しばらく清掃を続けると発生しやすい、繊維同士の絡み合いによる凝集現象を抑えることができ、長繊維集合体10が十分に汚れるまで、捕集性能が低下することなく使用することができる。
狭い隙間を有する清掃対象物としては、例えば、ドアストッパーとその周辺が挙げられる。また凹凸形状の清掃対象物としては、例えば、敷居や引き戸のレールが挙げられる。
【0031】
他方、捲縮高さが5.0mmよりも大きくなると、長繊維集合体10を構成する長繊維11の開繊が不十分となり、ダストの捕集に適した繊維間の隙間が形成されず、また、凹凸形状への追従性も低くなる。機械力等により開繊を十分に行ったとしても、繊維同士の絡み合いによる凝集現象を抑えることができない。結果として、清掃作業の途中から捕集性能が低下してしまう。
また、捲縮高さが0.1mm未満であると、嵩高な長繊維集合体10を形成できない。即ち、長繊維11を十分に開繊することは可能であるが、それにより構成された長繊維集合体10に、外観上の立体感及び十分な使用感を与えることができない。
【0032】
狭い隙間への長繊維11の入り込み易さ、ダストの捕集に適した繊維間形状の形成されやすさ、及び開繊後の長繊維11の絡み合いによる凝集現象の効果的な防止の観点から、長繊維11の捲縮高さは、4mm以下であることが更に好ましい。一方、嵩高な長繊維集合体10を形成し、外観の立体感及び十分な使用感を得る観点から、長繊維11の捲縮高さは、0.1mm以上であることが更に好ましい。
【0033】
清掃用シート1における捲縮高さは、以下のようにして測定される。
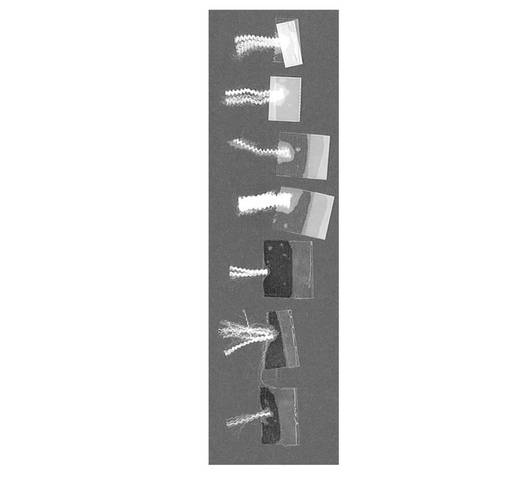
長繊維集合体10を観察し、捲縮が最も強い(高い)部分を、隣接していない3箇所以上見つける。各々の箇所で、(一本の長繊維11ではなく、)ほぼ同じ形状に屈曲した長繊維11の集合部分を見つけ、該集合部分をその形状が崩れないように切り出す。
水平に載置固定した厚紙等に、切り出した長繊維11を、自重以外の荷重を掛けないでかつ厚紙等が歪まないように、その長手方向の何れか一端側において透明なテープで固定する(図6参照)。この固定は、長繊維11に2次元的又は立体的な捲縮がある場合には、長繊維11の山と谷との差が最も大きくなるように行う。長繊維11を厚紙等から浮き上がらず且つできるだけ線に近い状態にして、その写真を撮影する。この際、実寸が確認できるようにスケール等も同じ写真に含める。
【0034】
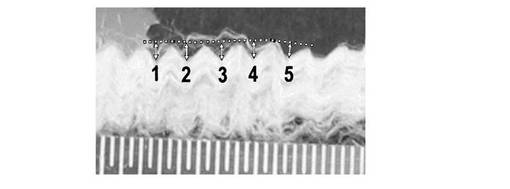
コピー機、スキャナー等の拡大可能な装置を用いて、得られた写真を長繊維11が鮮明にわかるように拡大し、好ましくは4倍以上に拡大する(図7参照)。
そして、拡大された長繊維11のうち、捲縮が規則正しく、なるべく直線状の部分を選択する。更に、長繊維11の乱れが少ない方又はより鮮明に写っている方を目安にして天地を決定する。長繊維11の集合部分の内側及び外側に注意し、隣接する谷同士の頂点を繋ぐ。
【0035】
そして、図7に示すように、連続する5つの山からほぼ垂直に、前記の隣接する谷と谷とを繋いだ線までの距離を測定する。
倍率等に注意して、5つの山それぞれについて測定し、実寸を求める。この平均をそのサンプルの測定値とする。同一のサンプルから切り出した残りの箇所についても同様に測定する。全てのサンプルのうち、値の大きな3つを平均し、その平均値を、そのサンプルの捲縮高さとする。
【0036】
長繊維11の捲縮高さは、長繊維集合体10の部分毎に異なる場合がある。本発明の清掃用シートにおいては、長繊維11の捲縮高さは、長繊維集合体10の中でも最も捲縮の程度が高いと思われる部分を測定するため、長繊維11の捲縮高さの最大値を規定しているといえる。
【0037】
長繊維11としては、例えば熱可塑性樹脂からなる合成繊維、コットンや麻などの天然繊維、レーヨンなどの再生繊維、アセテートなどの半合成繊維などを用いることができる。これらの繊維は単独で又は2種以上を組み合わせて用いることができる。基材シート20との接合のしやすさを考慮すると、長繊維11として、熱融着が容易に行える材料である熱可塑性樹脂からなる合成繊維を用いることが好ましい。熱可塑性樹脂としては、ポリエチレンやポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレート等のポリエステル系樹脂、アクリル系樹脂、ビニル系樹脂などを用いることができる。合成繊維は、単一の樹脂から構成されていてもよく、あるいは2種以上の樹脂を組み合わせてなる複合繊維(例えば芯鞘型複合繊維やサイドバイサイド型複合繊維)であってもよい。
【0038】
長繊維11としては、製品としての外観の向上、付着汚れの見え易さの向上等のため、白色以外の色(例えば、オレンジ色、水色)のものを用いることもできる。
【0039】
長繊維11には、清掃用シート10に付加的な機能を付与し得る薬剤が塗工されていてもよい。例えば清掃用シート10をドライな乾式清掃の目的に用いる場合には、ゴミの吸着を利用した捕集性を高め得る薬剤が塗工されることが好ましい。そのような薬剤としては各種油剤成分が挙げられる。油剤成分としては、例えば、鉱物油、合成油、シリコーン油などの油剤、及び該油剤成分に界面活性剤、溶剤、酸化防止剤、香料などを混合したものを用いることができる。油剤成分をはじめとする薬剤の塗工量は、長繊維11の重量に対して0.1〜50重量%程度とすることができる。
【0040】
清掃用シート1をウエットな湿式清掃の目的に用いる場合には、シミ汚れや固形物のこびりつき汚れを溶解させて洗浄性を高め得る薬剤を含む洗浄剤が塗工されることが好ましい。そのような洗浄剤としては、界面活性剤、溶剤、除菌剤、防腐剤、香料、水などを混合したものを用いることができる。洗浄剤の含浸量は、長繊維11の重量に対して、20〜500重量%程度とすることができる。
【0041】
ドライな乾式清掃及びウエットな湿式清掃の目的のために用いられることに加え、本実施形態の清掃用シート1は、水、市販されている洗浄剤、ワックス剤等の液を拭き伸ばしたり、拭き取ったり、含浸したりするといった、雑巾のような使い方をすることもできる。
【0042】
長繊維集合体10が固定される基材シート20としては、長繊維集合体10との接合の容易さの点から、例えば合成樹脂からなる各種不織布やフィルム、パルプからなる抄紙板紙、パルプに合成樹脂を混抄した抄紙板紙、あるいはそれらの複合材を用いることができる。不織布を用いる場合には、例えばエアスルー不織布、スパンボンド不織布、エアレイド不織布などが好適な例として挙げられる。これらの不織布の坪量は、強度やこしの強さ等の点から、3〜200g/m2、特に10〜100g/m2であることが好ましい。同様の理由から、フィルムを用いる場合、その坪量は3〜500g/m2、特に10〜250g/m2であることが好ましい。抄紙板紙を用いる場合、その坪量は10〜500g/m2、特に20〜250g/m2であることが好ましい。基材シート20を構成する合成樹脂としては、長繊維11を構成する合成樹脂として前述したものと同様のものを用いることができる。
【0043】
長繊維集合体10が固定される基材シート20として、上述の材料を用いることに代えて、ネット状シートを用いてもよい。基材シート20がネット状シートから形成されている場合には、基材シート20と清掃具30のシート保持部34との係合力が一層高くなる点で好ましい。
【0044】
基材シート20の長手方向の長さ(長繊維11の配向方向と直交する方向D2に沿う長さ)は、長繊維集合体10の長さとほぼ同じになっている。基材シート20の短辺方向の長さ(長繊維11の配向方向D1に沿う長さ)は、3個の長繊維集合体10A,10Bの幅の合計よりも更に広くなっており、基材シート20における長繊維集合体10よりも幅方向外方の領域(以下「フラップ21」という)は、清掃具30のヘッド部31に装着される際に用いられる(詳細は後述)。本実施形態においては、先の述べた「清掃方向D1」とは、2つのフラップ21を結ぶ方向である。
【0045】
接合線12は、長繊維11の配向方向と直交する方向に連続的に延びており、1個の長繊維集合体10につき1本のみ設けられている。本実施形態における接合線12の形状は直線であるが、接合線12の形状は、例えば、曲線、ジグザグ線、波線でも良い。非連続シール部14は、長繊維集合体10の1列あたり10〜30個設けられている。非連続シール部14の形状は、例えば、円形、楕円形、矩形、三角形、その他の多角形、破線形である。本実施形態における非連続シール部14は円形である。非連続シール部14の面積は、好ましくは10〜300mm2、更に好ましくは30〜150mm2である。
【0046】
長繊維集合体10の長手方向に隣接する非連続シール部14の間隔W1(図3参照)は、好ましくは3〜50mm、更に好ましくは10〜30mmである。接合線12と非連続シール部14との間隔(幅方向間隔)W2(図3参照)は、好ましくは5〜70mm、更に好ましくは10〜30mmである。
非連続シール部14は、長繊維集合体10における長繊維11の先端よりも幅方向内方に後退した位置に設けられている。そのため、長繊維集合体10における長繊維11の先端近傍は、非連続シール部14によって接合されていない。長繊維集合体10における長繊維11の先端と非連続シール部14との間隔(幅方向間隔)W3(図3参照)は、好ましくは5〜70mm、更に好ましくは10〜30mmである。
これらの間隔W1〜W3は、何れも、各部位の中心間距離を測定することで求める。
なお、長繊維11の長さ、捲縮高さ及び繊維本数、並びに接合線12の形状等の状態により、非連続シール部14を設けず、接合線12のシール線だけでも、長繊維11の集合状態が維持できる。
【0047】
接合線12及び非連続シール部14は、ヒートシール、ホットメルト接着剤による接着等の公知の接合手段により形成されている。接合線12と非連続シール部14とは異なる接合手段により形成されていてもよい。
接合線12及び非連続シール部14は、複数の接合手段の組み合わせから形成することもできる。例えば、接合線12及び非連続シール部14は、ヒートシール線(上層)とホットメルト接着剤(下層)との2層構造で形成することもできる。
【0048】
2層構造の接合線12及び非連続シール部14の一形成方法について詳述する。まず、長繊維11がバラバラにならないように、長繊維集合体10の幅方向中央部に、その長手方向(長繊維11の配向方向と直交する方向)に延びるように1本のヒートシール線を施すと共に、その幅方向外方それぞれにおいて、長手方向に直列状に複数個の非連続ヒートシールを施す。その結果、長繊維集合体10の長手方向に延びるヒートシール線及び直列状の非連続ヒートシールによって、長繊維集合体10は、基材シート20に接合されていない状態において、長繊維11の集合状態が維持される。
【0049】
そして、基材シート20の片面に3個の長繊維集合体10B,10A,10Bを、実質的に間隔を開けることなく並列させて、ホットメルト接着剤によって接合させる。ホットメルト接着剤は、ヒートシールと同じ平面視位置及びその周辺に塗工する。このような接合工程を行うことで、ヒートシール線又は非連続ヒートシール(上層)及びホットメルト接着剤(下層)の2層構造からなる接合線12及び非連続シール部14が形成される。また、下層部への接合方法として、ホットメルト接着剤の接合方法の他に、ヒートシール接合、超音波シール接合などを用いることも可能である。また、それらを組み合わせることもできる。
【0050】
本実施形態の清掃用シート1は、基材シート20を利用して、図8に示すように、ヘッド部31及びヘッド部31に連結された柄32を備えた清掃具30におけるヘッド部31に装着されて使用される。清掃用シート1が、清掃具30に装着されたものを、本発明では清掃用具と呼ぶ。清掃用具においては、清掃用シート1の基材シート20における二つのフラップ21を結ぶ方向、換言すれば、長繊維11の配向方向が、清掃方向となる。この清掃方向は、清掃具30のヘッド部31における短辺方向と一致する。
図8に示す清掃具30は、本実施形態の清掃用シート1が装着可能なヘッド部31、及びヘッド部31に自在継手33を介して連結された棒状の柄32から構成されている。ヘッド部31の装着面(底面)は、平面視で長方形状であり、通常の使用態様においては、清掃具30は、ヘッド部31の特に短辺方向に沿った移動(特に往復移動)させて清掃を行う。つまり、清掃具30の清掃方向D1は、ヘッド部31の短辺方向、つまり清掃用シート1の短辺方向に沿った方向である。
【0051】
清掃用シート1は、基材シート20における長繊維集合体10が設けられていない側がヘッド部31の装着面(底面)に対向するように、ヘッド部31に装着される。次に、基材シート20におけるフラップ21をヘッド部31の上面側に折り返す。更にフラップ21を、ヘッド部31における、放射状のスリットを有する可撓性の複数のシート保持部34内に押し込む。このように基材シート20を使用して、清掃用シート1を清掃具30のヘッド部31に固定することができる。従って、長繊維集合体10における長繊維11は、清掃具30の短辺方向に沿ったD1方向に配向することになる。
【0052】
また、中央に位置する長繊維集合体10Aと最外方に位置する長繊維集合体10Bとは厚みが異なっているため、清掃用シート1が基材シート20を利用してヘッド部31に装着された状態において、中央に位置する第1長繊維集合体10Aに対して、最外方に位置する第2長繊維集合体10Bは厚み方向に凹み、段差が生じる。そのため、清掃時において、清掃対象面と第2長繊維集合体10Bとの間に空間が形成され、この空間にゴミを一時保持することができ、捕集性能が向上する。
【0053】
また、ヘッド部31の幅は、清掃用シート1における長繊維集合体10の幅の合計よりも狭くなっており、そのため、図8に示すように、基材シート20における清掃方向D1の両方の最外方(両端部)に位置する2個の第2長繊維集合体10Bは、清掃用シート1が基材シート20を利用して清掃具30のヘッド部31に装着された状態において、それぞれ、長繊維集合体10における清掃方向D1の外端部(長繊維11の先端)が、ヘッド部31よりも外方に突出することになる。
なお、ヘッド部31の装着面は、平坦状でもよく、下方に向けて凸に湾曲していてもよい。また、基材シート20をヘッド部31に固定する構成は、フラップ21及びシート保持部34を用いる構成に制限されない。
【0054】
以上の構成を有する本実施形態の清掃用シート1は、清掃具30のヘッド部31に装着された状態で、通常のモップ用の清掃具と同様に、フローリング部屋の掃き掃除(床掃除)等の清掃に供される。
清掃用シート1の長繊維集合体10における長繊維11は、上述した清掃具30のヘッド部31に、基材シート20を利用して装着された状態において、ヘッド部31の長手方向と直交する方向に配向している。この装着状態において、長繊維集合体10は、ヘッド部31の長手方向に沿って複数個が配列している。そして、0.1〜5.0mmの捲縮高さで捲縮している長繊維11が集合してなる長繊維集合体10を基材シート20の一面につき少なくとも1個有している。その結果、本実施形態の清掃用シート1は、凹凸箇所に対して長繊維の追従性が高く、捕集性能が優れている。
【0055】
また、本実施形態の清掃用シート1における3つの長繊維集合体のうち、外方に位置する第2長繊維集合体10Bは、中央に位置する第1長繊維集合体10Aよりも低い捲縮高さで捲縮している。そのため、第2長繊維集合体10Bの厚みは、第1長繊維集合体10Aの厚みよりも小さくなる。つまり、第1長繊維集合体10Aの厚みは、第2長繊維集合体10Bの厚みよりも大きくなる。その結果、第1実施形態の清掃用シート1における清掃面は、清掃方向中央が膨出した形状となる。従って、第1実施形態の清掃用シート1によれば、長繊維集合体10の清掃面の全面に汚れが付着する。その結果、有効汚れ捕集面積比(清掃面のうち実際に汚れが付着し、ゴミの捕集に寄与する部分の面積の比)が高く、ゴミの捕集量が多くなる。また、視覚的な捕集性能(清掃面の全面に汚れが付着していれば、使用者は捕集効果が高いと感じる)も優れている。
【0056】
また、基材シート20における清掃方向D1の両方の最外方(両端部)に位置する第2長繊維集合体10Bは、清掃用シート1が基材シート20を利用してヘッド部31に装着された状態において、第2長繊維集合体10Bにおける清掃方向D1の外端部(長繊維11の先端)がヘッド部31より外方に突出している。そのため、ヘッド部31よりも外方に突出した長繊維11は、その長繊維11の先端によって、部屋の隅、部屋の内壁(側面)に追従し、更に、清掃具30に備えられた自在継手33のユニバーサルジョイント方式による回転清拭により、ドアストッパーとその周辺部等にも追従し、ゴミを捕集することができる。
【0057】
次に、本発明の清掃用シートの別の実施形態について説明する。別の実施形態については、第1実施形態と異なる点について説明し、同様の点については説明を省略する。特に説明しない点については、第1実施形態についての説明が適宜適用される。別の実施形態においても、第1実施形態と同様の効果が奏される。
【0058】
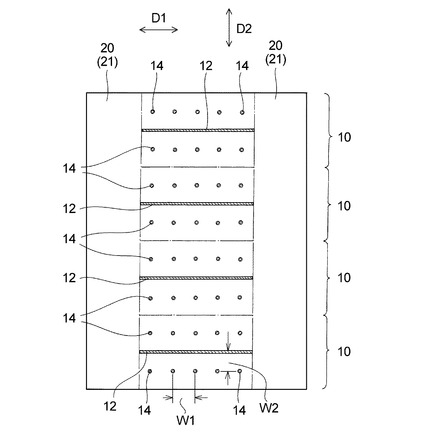
第2実施形態の清掃用シート1は、図9に示すように、第1実施形態に比して、基材シート20の一面につき、基材シート20の短辺方向に沿った清掃方向D1に4個の長繊維集合体10が配列しており、4個の長繊維集合体10のうち、中央に位置する2個の第1長繊維集合体10Aは、0.2〜5.0mmの捲縮高さで捲縮している長繊維11が集合してなり、基材シート20の短辺方向の両方の最外方に位置するそれぞれ1個(合わせて2個)の第2長繊維集合体10Bは、第1長繊維集合体10Aよりも低い捲縮高さで捲縮している長繊維11が集合してなる点が異なる。
つまり、基材シート20の一面につき、第1長繊維集合体10Aを2個備えており、合計4個の長繊維集合体10が集合している点が主として異なる。
【0059】
また、第2実施形態における第2長繊維集合体10Bにおいては、第1実施形態に比して、非連続シール部14が設けられている。それ以外の構成は、第1実施形態と同様の構成を有している。
第2実施形態の清掃用シート1によれば、第1実施形態と同様の効果が奏される。
【0060】
本発明の清掃用シートは、前述した実施形態に制限されることなく、本発明の趣旨を逸脱しない限り適宜変更が可能である。
例えば、複数個の長繊維集合体10において、長繊維11の捲縮高さは同じでもよく、厚みは同じであってもよい。
清掃用シート1が基材シート20を利用してヘッド部31に装着された状態において、中央に位置する第1長繊維集合体10Aに対して、最外方に位置する第2長繊維集合体10Bは厚み方向に凹んでいなくてもよい。
【0061】
複数個の長繊維集合体10は、基材シート20の短辺方向に沿った方向に離間して配設することができる。長繊維集合体10は、基材シート20の一面につき1個又は2個のみ設けることができ、5個以上設けることもできる。長繊維集合体10は、基材シート20の両面に設けることができる。
最外方に位置する長繊維集合体10Bは、その一方のみが、中央に位置する長繊維集合体10Aよりも低い捲縮高さで捲縮している長繊維11から形成されていてもよい。
前述した清掃用シート1の各構成は、適宜組み合わせることができる。
【実施例】
【0062】
以下、実施例により本発明を更に詳細に説明する。しかしながら、本発明の範囲はかかる実施例に制限されるものではない。
【0063】
〔実施例1〕
図1〜図3に示す第1実施形態の清掃用シートを製造した。基材シート20として、坪量40g/m2のエアスルー不織布を用いた。構成繊維として、芯がポリエチレンテレフタレート、鞘がポリエチレンからなる芯鞘型熱融着性複合繊維(2.2dtex×38mm)を用いた。基材シート20の寸法は、清掃方向と直交する方向D2の長さ:285mm×清掃方向D1の長さ(幅):205mmであった。長繊維集合体10(第1長繊維集合体10A、第2長繊維集合体10B)の寸法は、清掃方向と直交する方向D2の長さ:285mm×清掃方向D1の長さ(幅):45mmであった。長繊維集合体10を構成する長繊維11として、芯がポリエチレンテレフタレート、鞘がポリエチレンからなる太さ2.2dtexの芯鞘型熱融着性複合繊維を用いた。
【0064】
長繊維集合体10の接合線12は、短辺方向中心において長手方向全域に亘って、幅が1.5mmの直線のヒートシールを形成した後、ホットメルト接着剤において基材シート20と接合することで形成した。非連続シール部14は、ホットメルト接着剤から形成された直径5mmのドットシールからなる。非連続シール部14は、長手方向間隔W1が20mmで、1列あたり14個設けられている。接合線12と非連続シール部14との間隔W2は20mmであった。
【0065】
第1長繊維集合体10Aにおいては、その厚みは3.5mmで、長繊維11の捲縮高さは1.0mmで、長繊維11の1インチあたりの捲縮数は16であった。第1長繊維集合体10Aにおける長繊維11の質量は1.5gであった。第2長繊維集合体10Bにおいては、その厚みは1.5mmで、長繊維11の捲縮高さは0.3mmで、長繊維11の1インチあたりの捲縮数は20であった。第2長繊維集合体10Bにおける長繊維11の質量は1.5gであった。1個の第1長繊維集合体10A及び2個の第2長繊維集合体10Bは、平面視で、基材シート20の幅方向に線対称に設けられている。
【0066】
〔実施例2〕
第1長繊維集合体10Aにおいては、その厚みは4mmで、長繊維11の捲縮高さは1.5mmであった。それ以外は、実施例1と同じである。
【0067】
〔実施例3〕
図9に示す第2実施形態の清掃用シートを製造した。以下に特に説明しない構成は、第1実施例と同じである。
第1長繊維集合体10Aは、長さが285mmで、幅が40mmで、厚みが3.3mmであった。第1長繊維集合体10Aにおいては、長繊維11の捲縮高さは1.0mmで、長繊維11の1インチあたりの捲縮数は16であった。第1長繊維集合体10Aにおける長繊維11の質量は1.2gであり、中央部に2個配置した。
第1長繊維集合体10Aにおいては、接合線12は、第1長繊維集合体10Aの幅方向中心において長手方向全域に亘って設けられており、非連続シール部14は、接合線12の幅方向両外方に設けられている。
【0068】
第2長繊維集合体10Bは、長さが285mmで、幅が30mmで、厚みが1.3mmであった。第2長繊維集合体10Bにおいては、長繊維11の捲縮高さは0.3mmで、長繊維11の1インチあたりの捲縮数は20であった。第2長繊維集合体10Bにおける長繊維11の質量は1gであった。
第2長繊維集合体10Bにおいては、接合線12は、第2長繊維集合体10Bの内側縁から10mmの位置において長手方向全域に亘って設けられているが、非連続シール部14は設けられていない。
2個の第1長繊維集合体10A及び2個の第2長繊維集合体10Bは、平面視で、基材シート20の長手方向に沿った方向に設けられている。
【0069】
〔比較例1〕
図10に示す形態の清掃用シート1を製造した。以下に特に説明しない構成は、第1実施例と同じである。
比較例1の清掃用シート1においては、実施例1における基材シート20の長手方向に沿った方向D2に長繊維11が配向しており、長繊維集合体10は基材シート20の短辺方向に沿った方向に4個並列して接合されて構成されている。長繊維集合体10の長さは135mmで、幅は70mmであった。
接合線12は、長繊維集合体10の幅方向中心において長手方向全域に亘って、幅:1.5mmの直線で設けられている。非連続シール部14は、直径5mmのドットシールからなり、長繊維集合体10の長手方向間隔W1:20mmで、1列あたり5個設けられている。接合線12と非連続シール部14との間隔W2は20mmであった。
【0070】
長繊維集合体10においては、その厚みは1.1mmで、長繊維11の捲縮高さは0.3mmで、長繊維11の1インチあたりの捲縮数は20であった。長繊維集合体10における長繊維11の質量は1.8gであった。4個の長繊維集合体10は、平面視で、基材シート20の短辺方向D1に沿った方向に設けられている。
【0071】
〔比較例2〕
長繊維集合体10の厚みは2.4mmであった。それ以外は比較例1と同じである。
【0072】
〔捕集率、有効汚れ捕集面積比〕
各実施例及び比較例の清掃用シートを清掃具(花王株式会社製のクイックル(登録商標)ワイパー)のヘッド部に装着した状態で用いて、綿埃モデルダスト(アクリル100%素材の黒色毛糸を3mm長にカット)を1.0g量り取り、目開き300μmの篩で凹凸をフローリング面に散布してある12畳のフローリング部屋に対して清掃を行い、清掃後において下記の評価方法によって、捕集性能を評価した。
〔捕集率〕
綿埃についての散布量に対する捕集量の質量比を捕集率とする。
○:捕集率が70%以上
△:捕集率が50%以上、70%未満
×:捕集率が50%未満
【0073】
〔有効汚れ捕集面積比〕
長繊維集合体の清掃面の総面積に対する、実際に綿埃の捕集に寄与する面積(汚れが付着している面積)の比を目視判定により、有効汚れ捕集面積比とする。
○:有効汚れ捕集面積比が80%以上
△:有効汚れ捕集面積比が60%以上、80%未満
×:有効汚れ捕集面積比が60%以下
【0074】
各実施例及び比較例についての〔捕集率〕及び〔有効汚れ捕集面積比〕の評価結果を下
記表1に示す。
【0075】
【表1】

【0076】
〔凹凸箇所に対する追従性〕
次に、実施例及び比較例で得られた清掃用シートを、花王株式会社製のクイックル(登録商標)ワイパーのヘッド部に装着し、凹凸を有する各種の清掃対象面に対する該清掃用シートの追従性及びゴミの捕集性を次の方法で評価した。その結果を表2に示す。清掃対象面として、「フローリング」(National社製KER7UE V溝深さ1mm、幅2mm)、「畳」(い草部分)、「内壁」(部屋内の幅木部分:National社製QPL113T39)、「敷居」(溝深さ4mm、幅21mm)、「引き戸」(バリアフリータイプ溝深さ2mm、幅5.3mm)、「ドアストッパー」(National社製引き掛けタイプMJT107)を採用した。モデルダスト「IWAMOTO MINERAL Co.LTD社製 コットンリンタ 直径10μm under 長さ0.5mm under」0.02gを量り取り、目開き300μmの篩で凹凸を有する各種の清掃対象面に散布した。清掃用シートを、ワイパーのヘッド部に装着し、清掃面を追従させるように2往復清拭した。清拭後、清掃面の凹凸部分、凹凸部分の周辺部に残ったモデルダストを目視観察して判定を行った。
評価基準は以下のとおりである。
・追従性
◎:凹凸部分に残らない
○:凹凸部分に散布量の約1/4以内が残る
△:凹凸部分に散布量の約1/2以内が残る
×:凹凸部分に散布量の約1/2以上が残る
【0077】
【表2】
【0078】
各実施例及び比較例の評価結果から例えば以下のことがわかる。
実施例1〜3によれば、清掃方向中央に位置する第1長繊維集合体10Aの方が、清掃方向外方に位置する第2長繊維集合体10Bよりも厚みが厚くなっている。そのため、長繊維集合体10の内部まで汚れが入り込み、長繊維集合体10の清掃面の全面に汚れが付着する(有効汚れ捕集面積比が大きい)。また、第2長繊維集合体10Bと清掃対象面(床面)との間に空間が生じることと相俟って、捕集率が高い。また、実施例1〜3によれば、長繊維集合体10における長繊維11の先端(毛先)が凹凸箇所に容易に追従するため、汚れの捕集性能が高い。
【0079】
比較例1,2においては、長繊維集合体10における長繊維11の配向方向が清掃方向と直交しているため、長繊維11の幹部分(先端部分と根元部分との間の主要部分)が凹凸箇所へ追従して捕集するまで清拭回数(又は時間)が多くなる。また、比較例1,2においては、長繊維集合体10の清掃面の厚みが全面的に同じであるため、長繊維集合体10の内部まで汚れが入り込みにくく、捕集率が低い。特に、敷居の溝、引き戸のレール、ドアストッパーの凹凸等の凹凸が大きい箇所において、汚れの捕集性能が悪くなる。
【図面の簡単な説明】
【0080】
【図1】図1は、本発明の清掃用シートの第1実施形態を示す斜視図である。
【図2】図2は、図1に示す清掃用シートの平面図である。
【図3】図3は、図1に示す清掃用シートにおける接合線及びシール部の形成位置を 示す平面図である。
【図4】図4(a)は図3に示すX−X線断面図、図4(b)は図3に示すY−Y線 断面図である。
【図5】図5は、捲縮数の測定方法を説明するための写真である。
【図6】図6は、捲縮繊維の捲縮高さの測定方法を説明するための写真である。
【図7】図7は、捲縮繊維の捲縮高さの測定方法を説明するための写真である。
【図8】図8は、図1に示す清掃用シートを清掃具のヘッド部に装着した状態を示す 斜視図である。
【図9】図9は、本発明の清掃用シートの第2実施形態における接合線及びシール部の形成位置を示す平面図である(図3対応図)。
【図10】図10は、本発明の清掃用シートの比較例における接合線及びシール部の形成位置を示す平面図である(図3対応図)。
【符号の説明】
【0081】
1 清掃用シート
10 長繊維集合体
11 長繊維
12 接合線
14 非連続シール部
20 基材シート
21 フラップ
30 清掃具
31 ヘッド部
32 柄
33 自在継手
34 シート保持部
【技術分野】
【0001】
本発明は、基材シートに、長繊維が一方向に配向して集合してなる長繊維集合体が接合されており、該基材シートを利用してヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シートに関する。
【背景技術】
【0002】
従来より、ヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シートとして、基材シートに、長繊維が一方向に配向して集合してなる長繊維集合体が接合されて構成されたものが知られている(例えば、下記特許文献1〜4参照)
【0003】
【特許文献1】特開2000−254057号公報
【特許文献2】特開2000−254058号公報
【特許文献3】特開2000−254059号公報
【特許文献4】特開平9−135798号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1〜4に記載の清掃用シートにおいては、長繊維集合体における長繊維は、間欠的に切断された後、切断された繊維は間欠的に配置されてしまうことから、有効汚れ捕集面積比(清掃面のうち実際に汚れが付着し、ゴミの捕集に寄与する部分の面積の比)が少なく、捕集性能が低い。また、特許文献1〜4に記載の清掃用シートにおいては、長繊維の捲縮高さを規定することにより捕集性能を向上させることについては何ら考慮されていない。
【0005】
従って、本発明の目的は、基材シートに、長繊維が一方向に配向して集合してなる長繊維集合体が接合されており、該基材シートを利用してヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シートにおいて、特に凹凸箇所に対して長繊維の追従性が高く、捕集性能に優れ、更に、有効汚れ捕集面積比(清掃面のうち実際に汚れが付着し、ゴミの捕集に寄与する部分の面積の比)が高い清掃用シートを提供することにある。
【課題を解決するための手段】
【0006】
本発明は、基材シートの片面又は両面に、長繊維が一方向に配向して集合してなる長繊維集合体が一面につき1個又は複数個接合されており、該基材シートを利用して、ヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シートであって、
前記長繊維集合体における長繊維は、前記清掃具の清掃方向に配向しており、
0.1〜5.0mmの捲縮高さで捲縮している前記長繊維が集合してなる前記長繊維集合体を前記基材シートの一面につき少なくとも1個有する清掃用シートを提供することにより、前記目的を達成するものである。
【0007】
また本発明は、長辺及び短辺を有する矩形のヘッド部及び該ヘッド部に連結された柄を備えた清掃具と、該ヘッド部に装着された前記の清掃用シートとを具備する清掃用具であって、
前記清掃用シートは、前記長繊維集合体の長繊維の配向方向が、前記清掃具のヘッド部における短辺方向と一致するように、該ヘッド部に装着されている清掃用具を提供するものである。
【発明の効果】
【0008】
本発明の清掃用シートによれば、基材シートに、長繊維が一方向に配向して集合してなる長繊維集合体が接合されており、該基材シートを利用してヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シートにおいて、凹凸箇所に対して長繊維の追従性が高く、有効汚れ捕集面積比(清掃面のうち実際に汚れが付着し、ゴミの捕集に寄与する部分の面積の比)が高く、捕集性能に優れている。
【発明を実施するための最良の形態】
【0009】
以下、本発明の家庭用及び業務用の清掃用シートについて、その好ましい一実施形態である第1実施形態に基づき図面を参照しながら説明する。
図1及び図2には、それぞれ本発明の清掃用シートの第1実施形態の斜視図及び平面図が示されている。図3には、図1に示す実施形態の清掃用シートにおける接合線及びシール部の形成位置の平面図が示されている。なお、図3においては、仮想的に長繊維集合体10の図示を省略し、長繊維集合体10の外形線を1点鎖線で示してある。図4(a)及び図4(b)には、それぞれ図3のX−X線断面図及びY−Y線断面図が示されている。
【0010】
第1実施形態の清掃用シート1は、図1〜図3に示すように、基材シート20の片面に、長繊維11が一方向に配向して集合してなる長繊維集合体10が一面につき複数個接合されている清掃用シートである。長繊維11は、通常、製造時におけるその素材の搬送方向に配向している。ここでいう「長繊維11が一方向に配向している」には、製造上の誤差、長繊維11が捲縮加工されたこと等によって、一部の長繊維11の配向方向が、その他の大部分の長繊維11の配向方向からずれた場合も含まれる。
【0011】
また、本実施形態の清掃用シート1は、図8に示すように、基材シート20を利用して、ヘッド部31及びヘッド部31に連結された柄32を備えた清掃具30におけるヘッド部31に装着されて使用される清掃用シートである。ヘッド部31は、長辺及び短辺を有する矩形をしている。長繊維集合体10がヘッド部31に装着された状態において、長繊維11は、清掃具30の清掃方向D1、すなわち短辺方向に配向している。
【0012】
「清掃具30の清掃方向D1」とは、通常の使用態様において清掃具30のヘッド部31を、その長辺と直交する方向に移動(特に往復移動)させる方向であり、本実施形態においては、平面視で長方形状のヘッド部31における短辺に沿う方向である。ここでいう「長繊維11は、清掃具30の清掃方向D1に配向している」には、一部の長繊維11の配向方向が、その他の大部分の長繊維11の配向方向からずれた場合も含まれる。
【0013】
長繊維集合体10の平面視形状は、巨視的に視て長方形状であり、その幅方向(短手方向)と長繊維11の配向方向とが一致している。
本実施形態においては、長繊維集合体10は、基材シート20の片面のみに接合されている。
本発明の清掃用シートにおいては、基材シート20の一面につき、基材シート20の長辺に沿った方向(長手方向)に複数個の長繊維集合体10が配列していることが好ましく、3又は4個の長繊維集合体10が配列していることが更に好ましい。本実施形態においては、長繊維集合体10は、基材シート20の一面につき、実質的に間隔を開けることなく並列して3個設けられている。3個の長繊維集合体10のうち、基材シート20の短辺に沿った方向(幅方向)において、中央の長繊維集合体10を「第1長繊維集合体10A」といい、外方の2個の長繊維集合体10を「第2長繊維集合体10B」という。以下の説明において、第1長繊維集合体10A及び第2長繊維集合体10Bに共通する説明を行う場合には、「長繊維集合体10」の表現を用いる。
【0014】
基材シート20は、長方形状であり、その長手方向と長繊維集合体10の長手方向とを一致させて、換言すると、その幅方向と長繊維集合体10の幅方向とを一致させている。基材シート20の詳細については後述する。
【0015】
長繊維集合体10は、長繊維11が所定の厚みをもって配向されて形成されている。長繊維11は、基材シート20の幅方向に配向している。従って、長繊維集合体10は、その配向方向が基材シート20の長手方向と直交するように、基材シート20に接合されている。
【0016】
長繊維集合体10の長さ(長繊維11の配向方向と直交する方向に沿う長さ)は、好ましくは200〜800mm、更に好ましくは250〜300mmである。長繊維集合体10の幅(長繊維11の配向方向に沿う長さ)は、好ましくは20〜150mm、更に好ましくは40〜135mmである。ここでいう「繊維集合体10の幅(長繊維11の配向方向に沿う長さ)」には、製造上の誤差、長繊維11が捲縮加工されたこと等によって、一部の長繊維11の長さが、その他の大部分の長繊維11の長さからずれた場合も含まれる。
長繊維集合体10の厚み(高さ)は、好ましくは0.5〜30mm、更に好ましくは1〜10mmである。長繊維集合体10の厚みは、0.3kPaの荷重下において測定した値である。長繊維集合体10の厚みは、例えば、捲縮高さ(後述)の異なる長繊維11を用いることで、異ならせることができる。ここでいう「長繊維集合体10の厚み(高さ)」には、製造上の誤差、長繊維11が捲縮加工されたこと等によって、一部の長繊維集合体10の厚み(高さ)が、その他の大部分の長繊維集合体10の厚み(高さ)からずれた場合も含まれる。
【0017】
有効汚れ捕集面積比(清掃面のうち実際に汚れが付着し、ゴミの捕集に寄与する部分の面積の比)を増大させる観点から、基材シート20を平面状に展開した状態において、中央に位置する第1長繊維集合体10Aの厚みは、最外方に位置する第2長繊維集合体10Bの厚みよりも0.5〜20mm厚くなっていることが好ましく、1〜10mm厚くなっていることが更に好ましい。両者の厚みの差は、好ましくは0.5〜20mm、更に好ましくは0.5〜10mmである。つまり、本実施形態の清掃用シート1における清掃面は、第1長繊維集合体10Aにおいて膨出した形状になっていることが好ましい。
【0018】
また、清掃用シート1が基材シート20を利用してヘッド部31に装着された状態において、複数個(好ましくは3又は4個)の長繊維集合体10のうち中央に位置する1又は2個の長繊維集合体10Aに対して、最外方に位置する長繊維集合体10Bは厚み方向に凹んでいることが好ましい。本実施形態においては、中央に位置する1個の第1長繊維集合体10Aに対して、最外方に位置する2個の第2長繊維集合体10Bは厚み方向に凹んでいることが好ましい。その段差は、好ましくは0.5〜15mm、更に好ましくは1.5〜5mmである。なお、第1長繊維集合体10Aと第2長繊維集合体10Bとの段差は、第1長繊維集合体10Aの厚み(大)と第2長繊維集合体10Bの厚み(小)との差に主として起因するが、ヘッド部31の装着面(底面)の形状にも依存する。
【0019】
長繊維集合体10における長繊維11の質量(後述する接合線12や非連続シール部14等の質量を含まない)は、好ましくは0.5〜15g、更に好ましくは1.5〜5gである。
【0020】
長繊維集合体10においては、図1〜図3及び図4(a)に示すように、長繊維11は、その配向方向と直交する方向に連続的に延びる1本の接合線12によって接合されている。接合線12は、巨視的に視て、長繊維11の配向方向と直交する方向に延びていればよい。
また、長繊維集合体10においては、図1〜図3及び図4(b)に示すように、長繊維11は、接合線12に加えて、長手方向に非連続的に設けられた非連続シール部14によっても接合されている。非連続シール部14は、規則的に配列していてもよく、不規則的に(ランダムに)設けられていてもよい。規則的な配列としては、例えば直列状、千鳥状が挙げられる。
【0021】
本実施形態においては、非連続シール部14は、第1長繊維集合体10Aでは、接合線12の幅方向両外方にそれぞれ直列状に配列しており、また、第2長繊維集合体10Bでは、接合線12の幅方向内方のみに直列状に配列している。第1長繊維集合体10A及び第2長繊維集合体10Bにおいて、直列状に配列した非連続シール部14は、長手方向に同じ位置に同じピッチで配列している。
接合線12及び非連続シール部14の詳細については後述する。
長繊維11が接合線12及び非連続シール部14によって接合されることにより、長繊維集合体10における長繊維11の集合状態が形成されている。
【0022】
長繊維集合体10において、長繊維11は、接合線12:1cmあたり、片側に2000〜40000本設けられていることが好ましく、5000〜20000本設けられていることが更に好ましい。
【0023】
長繊維11の繊維長は、埃の絡み取り性の観点から、好ましくは30〜150mm、更に好ましくは50〜120mmである。長繊維11の繊維長とは、接合線12から長繊維11の先端までの長さである。本実施形態においては、このような繊維長を有する長繊維11を繊維束(トウ)の状態で用いる。繊維束は、公知の開繊装置を用いて十分に開繊しておくことが好ましい。
長繊維11の太さは、特に臨界的ではないが、埃の絡み取り性や清掃対象面への傷付き防止性の観点から、0.1〜200dtex、特に2〜30dtexであることが好ましい。
【0024】
長繊維11として捲縮性繊維を用いると、埃の絡み取り性が一層向上するので好ましい。捲縮性繊維としては、二次元捲縮又は三次元捲縮したものを用いることができる。捲縮率(JIS L0208)は、埃の絡み取り性の向上の点から、5〜50%、特に10〜30%であることが好ましい。捲縮率は、繊維を引き伸ばしたときの長さAに対する、繊維を引き伸ばしたときの長さAと元の繊維の長さBとの差の百分率で定義され、下記の式から算出される。
捲縮率=(A−B)/A × 100(%)
【0025】
元の繊維の長さBとは、繊維が自然状態において、繊維の両端部を直線で結んだ長さをいう。自然状態とは、繊維の一方の端部を水平な板に固定し、繊維の自重で下方に垂らした状態をいう。繊維を引き伸ばしたときの長さAとは、繊維の捲縮がなくなるまで伸ばしたときの最小荷重時の長さをいう。
【0026】
本発明の清掃用シートにおける長繊維11は、清掃具30におけるヘッド部31の長辺と直交する方向である短辺方向に沿って配向している。清掃用シート1が清掃具30におけるヘッド部31に、基材シート20を利用して装着された状態においては、ヘッド部31の長辺に沿って複数個の長繊維集合体10が配列している。そして、0.1〜5.0mmの捲縮高さ(捲縮した長繊維11に交互に存する山と谷との高低差)で捲縮している長繊維11が集合してなる長繊維集合体10を基材シート20の一面につき少なくとも1個有する。特に、外方に位置する長繊維集合体10Bの長繊維は、中央に位置する長繊維集合体10Aの長繊維よりも低い捲縮高さで捲縮していることが好ましい。
【0027】
更に詳細には、本発明の清掃用シートにおいては、複数個(好ましくは3又は4個)の長繊維集合体10のうち、中央に位置する1又は2個の長繊維集合体10Aは、0.2〜5.0mmの捲縮高さで捲縮している長繊維11が集合してなり、最外方に位置する長繊維集合体10Bは、中央に位置する長繊維集合体10Aよりも低い捲縮高さで捲縮している長繊維11が集合してなることが好ましい。本実施形態においては、基材シート20の一面につき、清掃方向D1に沿って3個の長繊維集合体10が配列しており、3個の長繊維集合体10のうち、中央に位置する1個の第1長繊維集合体10Aは、0.2〜5.0mmの捲縮高さで捲縮している長繊維11が集合してなり、最外方に位置する2個の第2長繊維集合体10Bは、中央に位置する第1長繊維集合体10Aよりも低い捲縮高さで捲縮している長繊維11が集合してなる。
【0028】
第2長繊維集合体10Bにおいては、長繊維11の捲縮高さは、前記範囲(0.2〜5.0mm)内であってもよく、該範囲を下回っていてもよいが、第2長繊維集合体10Bにおける長繊維11の捲縮高さは、第1長繊維集合体10Aにおける長繊維11の捲縮高さよりも、0.05〜4mm低いことが好ましく、0.2〜2mm低いことが更に好ましい。ここでいう「長繊維11の捲縮高さ」には、長繊維製造時の捲縮加工の誤差(ふれ)によって、一部の長繊維11の捲縮高さ範囲からずれることがある。この場合、範囲内の長繊維11の捲縮高さからずれた場合も含むこととする。
【0029】
また、長繊維11は、捲縮によりジグザク形状に屈曲している。0.1〜5.0mmの捲縮高さで捲縮している長繊維11は、その捲縮数〔1インチあたりの捲縮数(山と谷との合計数の1/2)〕が1インチあたり、3〜80個であることが好ましく、5〜50個であることが更に好ましい。1インチあたりの捲縮数は、JIS L1015 8.12.1に準じて測定し、1インチあたりに換算する。例えば、図5に示す例においては、矢印で示す1インチ(inch)の範囲内に合計18個の山及び谷があるため、1インチあたりの捲縮数は9となる。
【0030】
ジグザク形状に屈曲している長繊維においては、その捲縮高さは、更に好ましくは0.1〜3.5mm、最も好ましくは0.1〜2.0mmである。
捲縮高さがかかる範囲内であると、長繊維集合体10を構成する長繊維11が適度に開繊した状態となるため、長繊維11間の隙間がゴミの捕集に適した形状となり、長繊維11間の隙間に汚れが取り込まれ易くなり、また、長繊維11が起毛し、立体感のある形状となる。そのため平坦な清掃対象物はもちろんのこと、狭い隙間を有する清掃対象物及び凹凸形状の清掃対象物も効率よく清掃することができる。更に、しばらく清掃を続けると発生しやすい、繊維同士の絡み合いによる凝集現象を抑えることができ、長繊維集合体10が十分に汚れるまで、捕集性能が低下することなく使用することができる。
狭い隙間を有する清掃対象物としては、例えば、ドアストッパーとその周辺が挙げられる。また凹凸形状の清掃対象物としては、例えば、敷居や引き戸のレールが挙げられる。
【0031】
他方、捲縮高さが5.0mmよりも大きくなると、長繊維集合体10を構成する長繊維11の開繊が不十分となり、ダストの捕集に適した繊維間の隙間が形成されず、また、凹凸形状への追従性も低くなる。機械力等により開繊を十分に行ったとしても、繊維同士の絡み合いによる凝集現象を抑えることができない。結果として、清掃作業の途中から捕集性能が低下してしまう。
また、捲縮高さが0.1mm未満であると、嵩高な長繊維集合体10を形成できない。即ち、長繊維11を十分に開繊することは可能であるが、それにより構成された長繊維集合体10に、外観上の立体感及び十分な使用感を与えることができない。
【0032】
狭い隙間への長繊維11の入り込み易さ、ダストの捕集に適した繊維間形状の形成されやすさ、及び開繊後の長繊維11の絡み合いによる凝集現象の効果的な防止の観点から、長繊維11の捲縮高さは、4mm以下であることが更に好ましい。一方、嵩高な長繊維集合体10を形成し、外観の立体感及び十分な使用感を得る観点から、長繊維11の捲縮高さは、0.1mm以上であることが更に好ましい。
【0033】
清掃用シート1における捲縮高さは、以下のようにして測定される。
長繊維集合体10を観察し、捲縮が最も強い(高い)部分を、隣接していない3箇所以上見つける。各々の箇所で、(一本の長繊維11ではなく、)ほぼ同じ形状に屈曲した長繊維11の集合部分を見つけ、該集合部分をその形状が崩れないように切り出す。
水平に載置固定した厚紙等に、切り出した長繊維11を、自重以外の荷重を掛けないでかつ厚紙等が歪まないように、その長手方向の何れか一端側において透明なテープで固定する(図6参照)。この固定は、長繊維11に2次元的又は立体的な捲縮がある場合には、長繊維11の山と谷との差が最も大きくなるように行う。長繊維11を厚紙等から浮き上がらず且つできるだけ線に近い状態にして、その写真を撮影する。この際、実寸が確認できるようにスケール等も同じ写真に含める。
【0034】
コピー機、スキャナー等の拡大可能な装置を用いて、得られた写真を長繊維11が鮮明にわかるように拡大し、好ましくは4倍以上に拡大する(図7参照)。
そして、拡大された長繊維11のうち、捲縮が規則正しく、なるべく直線状の部分を選択する。更に、長繊維11の乱れが少ない方又はより鮮明に写っている方を目安にして天地を決定する。長繊維11の集合部分の内側及び外側に注意し、隣接する谷同士の頂点を繋ぐ。
【0035】
そして、図7に示すように、連続する5つの山からほぼ垂直に、前記の隣接する谷と谷とを繋いだ線までの距離を測定する。
倍率等に注意して、5つの山それぞれについて測定し、実寸を求める。この平均をそのサンプルの測定値とする。同一のサンプルから切り出した残りの箇所についても同様に測定する。全てのサンプルのうち、値の大きな3つを平均し、その平均値を、そのサンプルの捲縮高さとする。
【0036】
長繊維11の捲縮高さは、長繊維集合体10の部分毎に異なる場合がある。本発明の清掃用シートにおいては、長繊維11の捲縮高さは、長繊維集合体10の中でも最も捲縮の程度が高いと思われる部分を測定するため、長繊維11の捲縮高さの最大値を規定しているといえる。
【0037】
長繊維11としては、例えば熱可塑性樹脂からなる合成繊維、コットンや麻などの天然繊維、レーヨンなどの再生繊維、アセテートなどの半合成繊維などを用いることができる。これらの繊維は単独で又は2種以上を組み合わせて用いることができる。基材シート20との接合のしやすさを考慮すると、長繊維11として、熱融着が容易に行える材料である熱可塑性樹脂からなる合成繊維を用いることが好ましい。熱可塑性樹脂としては、ポリエチレンやポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレート等のポリエステル系樹脂、アクリル系樹脂、ビニル系樹脂などを用いることができる。合成繊維は、単一の樹脂から構成されていてもよく、あるいは2種以上の樹脂を組み合わせてなる複合繊維(例えば芯鞘型複合繊維やサイドバイサイド型複合繊維)であってもよい。
【0038】
長繊維11としては、製品としての外観の向上、付着汚れの見え易さの向上等のため、白色以外の色(例えば、オレンジ色、水色)のものを用いることもできる。
【0039】
長繊維11には、清掃用シート10に付加的な機能を付与し得る薬剤が塗工されていてもよい。例えば清掃用シート10をドライな乾式清掃の目的に用いる場合には、ゴミの吸着を利用した捕集性を高め得る薬剤が塗工されることが好ましい。そのような薬剤としては各種油剤成分が挙げられる。油剤成分としては、例えば、鉱物油、合成油、シリコーン油などの油剤、及び該油剤成分に界面活性剤、溶剤、酸化防止剤、香料などを混合したものを用いることができる。油剤成分をはじめとする薬剤の塗工量は、長繊維11の重量に対して0.1〜50重量%程度とすることができる。
【0040】
清掃用シート1をウエットな湿式清掃の目的に用いる場合には、シミ汚れや固形物のこびりつき汚れを溶解させて洗浄性を高め得る薬剤を含む洗浄剤が塗工されることが好ましい。そのような洗浄剤としては、界面活性剤、溶剤、除菌剤、防腐剤、香料、水などを混合したものを用いることができる。洗浄剤の含浸量は、長繊維11の重量に対して、20〜500重量%程度とすることができる。
【0041】
ドライな乾式清掃及びウエットな湿式清掃の目的のために用いられることに加え、本実施形態の清掃用シート1は、水、市販されている洗浄剤、ワックス剤等の液を拭き伸ばしたり、拭き取ったり、含浸したりするといった、雑巾のような使い方をすることもできる。
【0042】
長繊維集合体10が固定される基材シート20としては、長繊維集合体10との接合の容易さの点から、例えば合成樹脂からなる各種不織布やフィルム、パルプからなる抄紙板紙、パルプに合成樹脂を混抄した抄紙板紙、あるいはそれらの複合材を用いることができる。不織布を用いる場合には、例えばエアスルー不織布、スパンボンド不織布、エアレイド不織布などが好適な例として挙げられる。これらの不織布の坪量は、強度やこしの強さ等の点から、3〜200g/m2、特に10〜100g/m2であることが好ましい。同様の理由から、フィルムを用いる場合、その坪量は3〜500g/m2、特に10〜250g/m2であることが好ましい。抄紙板紙を用いる場合、その坪量は10〜500g/m2、特に20〜250g/m2であることが好ましい。基材シート20を構成する合成樹脂としては、長繊維11を構成する合成樹脂として前述したものと同様のものを用いることができる。
【0043】
長繊維集合体10が固定される基材シート20として、上述の材料を用いることに代えて、ネット状シートを用いてもよい。基材シート20がネット状シートから形成されている場合には、基材シート20と清掃具30のシート保持部34との係合力が一層高くなる点で好ましい。
【0044】
基材シート20の長手方向の長さ(長繊維11の配向方向と直交する方向D2に沿う長さ)は、長繊維集合体10の長さとほぼ同じになっている。基材シート20の短辺方向の長さ(長繊維11の配向方向D1に沿う長さ)は、3個の長繊維集合体10A,10Bの幅の合計よりも更に広くなっており、基材シート20における長繊維集合体10よりも幅方向外方の領域(以下「フラップ21」という)は、清掃具30のヘッド部31に装着される際に用いられる(詳細は後述)。本実施形態においては、先の述べた「清掃方向D1」とは、2つのフラップ21を結ぶ方向である。
【0045】
接合線12は、長繊維11の配向方向と直交する方向に連続的に延びており、1個の長繊維集合体10につき1本のみ設けられている。本実施形態における接合線12の形状は直線であるが、接合線12の形状は、例えば、曲線、ジグザグ線、波線でも良い。非連続シール部14は、長繊維集合体10の1列あたり10〜30個設けられている。非連続シール部14の形状は、例えば、円形、楕円形、矩形、三角形、その他の多角形、破線形である。本実施形態における非連続シール部14は円形である。非連続シール部14の面積は、好ましくは10〜300mm2、更に好ましくは30〜150mm2である。
【0046】
長繊維集合体10の長手方向に隣接する非連続シール部14の間隔W1(図3参照)は、好ましくは3〜50mm、更に好ましくは10〜30mmである。接合線12と非連続シール部14との間隔(幅方向間隔)W2(図3参照)は、好ましくは5〜70mm、更に好ましくは10〜30mmである。
非連続シール部14は、長繊維集合体10における長繊維11の先端よりも幅方向内方に後退した位置に設けられている。そのため、長繊維集合体10における長繊維11の先端近傍は、非連続シール部14によって接合されていない。長繊維集合体10における長繊維11の先端と非連続シール部14との間隔(幅方向間隔)W3(図3参照)は、好ましくは5〜70mm、更に好ましくは10〜30mmである。
これらの間隔W1〜W3は、何れも、各部位の中心間距離を測定することで求める。
なお、長繊維11の長さ、捲縮高さ及び繊維本数、並びに接合線12の形状等の状態により、非連続シール部14を設けず、接合線12のシール線だけでも、長繊維11の集合状態が維持できる。
【0047】
接合線12及び非連続シール部14は、ヒートシール、ホットメルト接着剤による接着等の公知の接合手段により形成されている。接合線12と非連続シール部14とは異なる接合手段により形成されていてもよい。
接合線12及び非連続シール部14は、複数の接合手段の組み合わせから形成することもできる。例えば、接合線12及び非連続シール部14は、ヒートシール線(上層)とホットメルト接着剤(下層)との2層構造で形成することもできる。
【0048】
2層構造の接合線12及び非連続シール部14の一形成方法について詳述する。まず、長繊維11がバラバラにならないように、長繊維集合体10の幅方向中央部に、その長手方向(長繊維11の配向方向と直交する方向)に延びるように1本のヒートシール線を施すと共に、その幅方向外方それぞれにおいて、長手方向に直列状に複数個の非連続ヒートシールを施す。その結果、長繊維集合体10の長手方向に延びるヒートシール線及び直列状の非連続ヒートシールによって、長繊維集合体10は、基材シート20に接合されていない状態において、長繊維11の集合状態が維持される。
【0049】
そして、基材シート20の片面に3個の長繊維集合体10B,10A,10Bを、実質的に間隔を開けることなく並列させて、ホットメルト接着剤によって接合させる。ホットメルト接着剤は、ヒートシールと同じ平面視位置及びその周辺に塗工する。このような接合工程を行うことで、ヒートシール線又は非連続ヒートシール(上層)及びホットメルト接着剤(下層)の2層構造からなる接合線12及び非連続シール部14が形成される。また、下層部への接合方法として、ホットメルト接着剤の接合方法の他に、ヒートシール接合、超音波シール接合などを用いることも可能である。また、それらを組み合わせることもできる。
【0050】
本実施形態の清掃用シート1は、基材シート20を利用して、図8に示すように、ヘッド部31及びヘッド部31に連結された柄32を備えた清掃具30におけるヘッド部31に装着されて使用される。清掃用シート1が、清掃具30に装着されたものを、本発明では清掃用具と呼ぶ。清掃用具においては、清掃用シート1の基材シート20における二つのフラップ21を結ぶ方向、換言すれば、長繊維11の配向方向が、清掃方向となる。この清掃方向は、清掃具30のヘッド部31における短辺方向と一致する。
図8に示す清掃具30は、本実施形態の清掃用シート1が装着可能なヘッド部31、及びヘッド部31に自在継手33を介して連結された棒状の柄32から構成されている。ヘッド部31の装着面(底面)は、平面視で長方形状であり、通常の使用態様においては、清掃具30は、ヘッド部31の特に短辺方向に沿った移動(特に往復移動)させて清掃を行う。つまり、清掃具30の清掃方向D1は、ヘッド部31の短辺方向、つまり清掃用シート1の短辺方向に沿った方向である。
【0051】
清掃用シート1は、基材シート20における長繊維集合体10が設けられていない側がヘッド部31の装着面(底面)に対向するように、ヘッド部31に装着される。次に、基材シート20におけるフラップ21をヘッド部31の上面側に折り返す。更にフラップ21を、ヘッド部31における、放射状のスリットを有する可撓性の複数のシート保持部34内に押し込む。このように基材シート20を使用して、清掃用シート1を清掃具30のヘッド部31に固定することができる。従って、長繊維集合体10における長繊維11は、清掃具30の短辺方向に沿ったD1方向に配向することになる。
【0052】
また、中央に位置する長繊維集合体10Aと最外方に位置する長繊維集合体10Bとは厚みが異なっているため、清掃用シート1が基材シート20を利用してヘッド部31に装着された状態において、中央に位置する第1長繊維集合体10Aに対して、最外方に位置する第2長繊維集合体10Bは厚み方向に凹み、段差が生じる。そのため、清掃時において、清掃対象面と第2長繊維集合体10Bとの間に空間が形成され、この空間にゴミを一時保持することができ、捕集性能が向上する。
【0053】
また、ヘッド部31の幅は、清掃用シート1における長繊維集合体10の幅の合計よりも狭くなっており、そのため、図8に示すように、基材シート20における清掃方向D1の両方の最外方(両端部)に位置する2個の第2長繊維集合体10Bは、清掃用シート1が基材シート20を利用して清掃具30のヘッド部31に装着された状態において、それぞれ、長繊維集合体10における清掃方向D1の外端部(長繊維11の先端)が、ヘッド部31よりも外方に突出することになる。
なお、ヘッド部31の装着面は、平坦状でもよく、下方に向けて凸に湾曲していてもよい。また、基材シート20をヘッド部31に固定する構成は、フラップ21及びシート保持部34を用いる構成に制限されない。
【0054】
以上の構成を有する本実施形態の清掃用シート1は、清掃具30のヘッド部31に装着された状態で、通常のモップ用の清掃具と同様に、フローリング部屋の掃き掃除(床掃除)等の清掃に供される。
清掃用シート1の長繊維集合体10における長繊維11は、上述した清掃具30のヘッド部31に、基材シート20を利用して装着された状態において、ヘッド部31の長手方向と直交する方向に配向している。この装着状態において、長繊維集合体10は、ヘッド部31の長手方向に沿って複数個が配列している。そして、0.1〜5.0mmの捲縮高さで捲縮している長繊維11が集合してなる長繊維集合体10を基材シート20の一面につき少なくとも1個有している。その結果、本実施形態の清掃用シート1は、凹凸箇所に対して長繊維の追従性が高く、捕集性能が優れている。
【0055】
また、本実施形態の清掃用シート1における3つの長繊維集合体のうち、外方に位置する第2長繊維集合体10Bは、中央に位置する第1長繊維集合体10Aよりも低い捲縮高さで捲縮している。そのため、第2長繊維集合体10Bの厚みは、第1長繊維集合体10Aの厚みよりも小さくなる。つまり、第1長繊維集合体10Aの厚みは、第2長繊維集合体10Bの厚みよりも大きくなる。その結果、第1実施形態の清掃用シート1における清掃面は、清掃方向中央が膨出した形状となる。従って、第1実施形態の清掃用シート1によれば、長繊維集合体10の清掃面の全面に汚れが付着する。その結果、有効汚れ捕集面積比(清掃面のうち実際に汚れが付着し、ゴミの捕集に寄与する部分の面積の比)が高く、ゴミの捕集量が多くなる。また、視覚的な捕集性能(清掃面の全面に汚れが付着していれば、使用者は捕集効果が高いと感じる)も優れている。
【0056】
また、基材シート20における清掃方向D1の両方の最外方(両端部)に位置する第2長繊維集合体10Bは、清掃用シート1が基材シート20を利用してヘッド部31に装着された状態において、第2長繊維集合体10Bにおける清掃方向D1の外端部(長繊維11の先端)がヘッド部31より外方に突出している。そのため、ヘッド部31よりも外方に突出した長繊維11は、その長繊維11の先端によって、部屋の隅、部屋の内壁(側面)に追従し、更に、清掃具30に備えられた自在継手33のユニバーサルジョイント方式による回転清拭により、ドアストッパーとその周辺部等にも追従し、ゴミを捕集することができる。
【0057】
次に、本発明の清掃用シートの別の実施形態について説明する。別の実施形態については、第1実施形態と異なる点について説明し、同様の点については説明を省略する。特に説明しない点については、第1実施形態についての説明が適宜適用される。別の実施形態においても、第1実施形態と同様の効果が奏される。
【0058】
第2実施形態の清掃用シート1は、図9に示すように、第1実施形態に比して、基材シート20の一面につき、基材シート20の短辺方向に沿った清掃方向D1に4個の長繊維集合体10が配列しており、4個の長繊維集合体10のうち、中央に位置する2個の第1長繊維集合体10Aは、0.2〜5.0mmの捲縮高さで捲縮している長繊維11が集合してなり、基材シート20の短辺方向の両方の最外方に位置するそれぞれ1個(合わせて2個)の第2長繊維集合体10Bは、第1長繊維集合体10Aよりも低い捲縮高さで捲縮している長繊維11が集合してなる点が異なる。
つまり、基材シート20の一面につき、第1長繊維集合体10Aを2個備えており、合計4個の長繊維集合体10が集合している点が主として異なる。
【0059】
また、第2実施形態における第2長繊維集合体10Bにおいては、第1実施形態に比して、非連続シール部14が設けられている。それ以外の構成は、第1実施形態と同様の構成を有している。
第2実施形態の清掃用シート1によれば、第1実施形態と同様の効果が奏される。
【0060】
本発明の清掃用シートは、前述した実施形態に制限されることなく、本発明の趣旨を逸脱しない限り適宜変更が可能である。
例えば、複数個の長繊維集合体10において、長繊維11の捲縮高さは同じでもよく、厚みは同じであってもよい。
清掃用シート1が基材シート20を利用してヘッド部31に装着された状態において、中央に位置する第1長繊維集合体10Aに対して、最外方に位置する第2長繊維集合体10Bは厚み方向に凹んでいなくてもよい。
【0061】
複数個の長繊維集合体10は、基材シート20の短辺方向に沿った方向に離間して配設することができる。長繊維集合体10は、基材シート20の一面につき1個又は2個のみ設けることができ、5個以上設けることもできる。長繊維集合体10は、基材シート20の両面に設けることができる。
最外方に位置する長繊維集合体10Bは、その一方のみが、中央に位置する長繊維集合体10Aよりも低い捲縮高さで捲縮している長繊維11から形成されていてもよい。
前述した清掃用シート1の各構成は、適宜組み合わせることができる。
【実施例】
【0062】
以下、実施例により本発明を更に詳細に説明する。しかしながら、本発明の範囲はかかる実施例に制限されるものではない。
【0063】
〔実施例1〕
図1〜図3に示す第1実施形態の清掃用シートを製造した。基材シート20として、坪量40g/m2のエアスルー不織布を用いた。構成繊維として、芯がポリエチレンテレフタレート、鞘がポリエチレンからなる芯鞘型熱融着性複合繊維(2.2dtex×38mm)を用いた。基材シート20の寸法は、清掃方向と直交する方向D2の長さ:285mm×清掃方向D1の長さ(幅):205mmであった。長繊維集合体10(第1長繊維集合体10A、第2長繊維集合体10B)の寸法は、清掃方向と直交する方向D2の長さ:285mm×清掃方向D1の長さ(幅):45mmであった。長繊維集合体10を構成する長繊維11として、芯がポリエチレンテレフタレート、鞘がポリエチレンからなる太さ2.2dtexの芯鞘型熱融着性複合繊維を用いた。
【0064】
長繊維集合体10の接合線12は、短辺方向中心において長手方向全域に亘って、幅が1.5mmの直線のヒートシールを形成した後、ホットメルト接着剤において基材シート20と接合することで形成した。非連続シール部14は、ホットメルト接着剤から形成された直径5mmのドットシールからなる。非連続シール部14は、長手方向間隔W1が20mmで、1列あたり14個設けられている。接合線12と非連続シール部14との間隔W2は20mmであった。
【0065】
第1長繊維集合体10Aにおいては、その厚みは3.5mmで、長繊維11の捲縮高さは1.0mmで、長繊維11の1インチあたりの捲縮数は16であった。第1長繊維集合体10Aにおける長繊維11の質量は1.5gであった。第2長繊維集合体10Bにおいては、その厚みは1.5mmで、長繊維11の捲縮高さは0.3mmで、長繊維11の1インチあたりの捲縮数は20であった。第2長繊維集合体10Bにおける長繊維11の質量は1.5gであった。1個の第1長繊維集合体10A及び2個の第2長繊維集合体10Bは、平面視で、基材シート20の幅方向に線対称に設けられている。
【0066】
〔実施例2〕
第1長繊維集合体10Aにおいては、その厚みは4mmで、長繊維11の捲縮高さは1.5mmであった。それ以外は、実施例1と同じである。
【0067】
〔実施例3〕
図9に示す第2実施形態の清掃用シートを製造した。以下に特に説明しない構成は、第1実施例と同じである。
第1長繊維集合体10Aは、長さが285mmで、幅が40mmで、厚みが3.3mmであった。第1長繊維集合体10Aにおいては、長繊維11の捲縮高さは1.0mmで、長繊維11の1インチあたりの捲縮数は16であった。第1長繊維集合体10Aにおける長繊維11の質量は1.2gであり、中央部に2個配置した。
第1長繊維集合体10Aにおいては、接合線12は、第1長繊維集合体10Aの幅方向中心において長手方向全域に亘って設けられており、非連続シール部14は、接合線12の幅方向両外方に設けられている。
【0068】
第2長繊維集合体10Bは、長さが285mmで、幅が30mmで、厚みが1.3mmであった。第2長繊維集合体10Bにおいては、長繊維11の捲縮高さは0.3mmで、長繊維11の1インチあたりの捲縮数は20であった。第2長繊維集合体10Bにおける長繊維11の質量は1gであった。
第2長繊維集合体10Bにおいては、接合線12は、第2長繊維集合体10Bの内側縁から10mmの位置において長手方向全域に亘って設けられているが、非連続シール部14は設けられていない。
2個の第1長繊維集合体10A及び2個の第2長繊維集合体10Bは、平面視で、基材シート20の長手方向に沿った方向に設けられている。
【0069】
〔比較例1〕
図10に示す形態の清掃用シート1を製造した。以下に特に説明しない構成は、第1実施例と同じである。
比較例1の清掃用シート1においては、実施例1における基材シート20の長手方向に沿った方向D2に長繊維11が配向しており、長繊維集合体10は基材シート20の短辺方向に沿った方向に4個並列して接合されて構成されている。長繊維集合体10の長さは135mmで、幅は70mmであった。
接合線12は、長繊維集合体10の幅方向中心において長手方向全域に亘って、幅:1.5mmの直線で設けられている。非連続シール部14は、直径5mmのドットシールからなり、長繊維集合体10の長手方向間隔W1:20mmで、1列あたり5個設けられている。接合線12と非連続シール部14との間隔W2は20mmであった。
【0070】
長繊維集合体10においては、その厚みは1.1mmで、長繊維11の捲縮高さは0.3mmで、長繊維11の1インチあたりの捲縮数は20であった。長繊維集合体10における長繊維11の質量は1.8gであった。4個の長繊維集合体10は、平面視で、基材シート20の短辺方向D1に沿った方向に設けられている。
【0071】
〔比較例2〕
長繊維集合体10の厚みは2.4mmであった。それ以外は比較例1と同じである。
【0072】
〔捕集率、有効汚れ捕集面積比〕
各実施例及び比較例の清掃用シートを清掃具(花王株式会社製のクイックル(登録商標)ワイパー)のヘッド部に装着した状態で用いて、綿埃モデルダスト(アクリル100%素材の黒色毛糸を3mm長にカット)を1.0g量り取り、目開き300μmの篩で凹凸をフローリング面に散布してある12畳のフローリング部屋に対して清掃を行い、清掃後において下記の評価方法によって、捕集性能を評価した。
〔捕集率〕
綿埃についての散布量に対する捕集量の質量比を捕集率とする。
○:捕集率が70%以上
△:捕集率が50%以上、70%未満
×:捕集率が50%未満
【0073】
〔有効汚れ捕集面積比〕
長繊維集合体の清掃面の総面積に対する、実際に綿埃の捕集に寄与する面積(汚れが付着している面積)の比を目視判定により、有効汚れ捕集面積比とする。
○:有効汚れ捕集面積比が80%以上
△:有効汚れ捕集面積比が60%以上、80%未満
×:有効汚れ捕集面積比が60%以下
【0074】
各実施例及び比較例についての〔捕集率〕及び〔有効汚れ捕集面積比〕の評価結果を下
記表1に示す。
【0075】
【表1】
【0076】
〔凹凸箇所に対する追従性〕
次に、実施例及び比較例で得られた清掃用シートを、花王株式会社製のクイックル(登録商標)ワイパーのヘッド部に装着し、凹凸を有する各種の清掃対象面に対する該清掃用シートの追従性及びゴミの捕集性を次の方法で評価した。その結果を表2に示す。清掃対象面として、「フローリング」(National社製KER7UE V溝深さ1mm、幅2mm)、「畳」(い草部分)、「内壁」(部屋内の幅木部分:National社製QPL113T39)、「敷居」(溝深さ4mm、幅21mm)、「引き戸」(バリアフリータイプ溝深さ2mm、幅5.3mm)、「ドアストッパー」(National社製引き掛けタイプMJT107)を採用した。モデルダスト「IWAMOTO MINERAL Co.LTD社製 コットンリンタ 直径10μm under 長さ0.5mm under」0.02gを量り取り、目開き300μmの篩で凹凸を有する各種の清掃対象面に散布した。清掃用シートを、ワイパーのヘッド部に装着し、清掃面を追従させるように2往復清拭した。清拭後、清掃面の凹凸部分、凹凸部分の周辺部に残ったモデルダストを目視観察して判定を行った。
評価基準は以下のとおりである。
・追従性
◎:凹凸部分に残らない
○:凹凸部分に散布量の約1/4以内が残る
△:凹凸部分に散布量の約1/2以内が残る
×:凹凸部分に散布量の約1/2以上が残る
【0077】
【表2】
【0078】
各実施例及び比較例の評価結果から例えば以下のことがわかる。
実施例1〜3によれば、清掃方向中央に位置する第1長繊維集合体10Aの方が、清掃方向外方に位置する第2長繊維集合体10Bよりも厚みが厚くなっている。そのため、長繊維集合体10の内部まで汚れが入り込み、長繊維集合体10の清掃面の全面に汚れが付着する(有効汚れ捕集面積比が大きい)。また、第2長繊維集合体10Bと清掃対象面(床面)との間に空間が生じることと相俟って、捕集率が高い。また、実施例1〜3によれば、長繊維集合体10における長繊維11の先端(毛先)が凹凸箇所に容易に追従するため、汚れの捕集性能が高い。
【0079】
比較例1,2においては、長繊維集合体10における長繊維11の配向方向が清掃方向と直交しているため、長繊維11の幹部分(先端部分と根元部分との間の主要部分)が凹凸箇所へ追従して捕集するまで清拭回数(又は時間)が多くなる。また、比較例1,2においては、長繊維集合体10の清掃面の厚みが全面的に同じであるため、長繊維集合体10の内部まで汚れが入り込みにくく、捕集率が低い。特に、敷居の溝、引き戸のレール、ドアストッパーの凹凸等の凹凸が大きい箇所において、汚れの捕集性能が悪くなる。
【図面の簡単な説明】
【0080】
【図1】図1は、本発明の清掃用シートの第1実施形態を示す斜視図である。
【図2】図2は、図1に示す清掃用シートの平面図である。
【図3】図3は、図1に示す清掃用シートにおける接合線及びシール部の形成位置を 示す平面図である。
【図4】図4(a)は図3に示すX−X線断面図、図4(b)は図3に示すY−Y線 断面図である。
【図5】図5は、捲縮数の測定方法を説明するための写真である。
【図6】図6は、捲縮繊維の捲縮高さの測定方法を説明するための写真である。
【図7】図7は、捲縮繊維の捲縮高さの測定方法を説明するための写真である。
【図8】図8は、図1に示す清掃用シートを清掃具のヘッド部に装着した状態を示す 斜視図である。
【図9】図9は、本発明の清掃用シートの第2実施形態における接合線及びシール部の形成位置を示す平面図である(図3対応図)。
【図10】図10は、本発明の清掃用シートの比較例における接合線及びシール部の形成位置を示す平面図である(図3対応図)。
【符号の説明】
【0081】
1 清掃用シート
10 長繊維集合体
11 長繊維
12 接合線
14 非連続シール部
20 基材シート
21 フラップ
30 清掃具
31 ヘッド部
32 柄
33 自在継手
34 シート保持部
【特許請求の範囲】
【請求項1】
基材シートの片面又は両面に、長繊維が一方向に配向して集合してなる長繊維集合体が一面につき1個又は複数個接合されており、該基材シートを利用して、ヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シートであって、
前記長繊維集合体における長繊維は、前記清掃具の清掃方向に配向しており、
0.1〜5.0mmの捲縮高さで捲縮している前記長繊維が集合してなる前記長繊維集合体を前記基材シートの一面につき少なくとも1個有する清掃用シート。
【請求項2】
前記基材シートの一面につき、清掃方向に沿って複数個の前記長繊維集合体が配列しており、中央に位置する該長繊維集合体は、0.2〜5.0mmの捲縮高さで捲縮している前記長繊維が集合してなり、最外方に位置する該長繊維集合体は、中央に位置する該長繊維集合体よりも低い捲縮高さで捲縮している前記長繊維が集合してなる請求項1記載の清掃用シート。
【請求項3】
最外方に位置する前記長繊維集合体は、その両方が、中央に位置する該長繊維集合体よりも低い捲縮高さで捲縮している前記長繊維が集合してなる請求項2記載の清掃用シート。
【請求項4】
前記基材シートの一面につき、清掃方向に沿って複数個の前記長繊維集合体が配列しており、
前記清掃用シートが前記基材シートを利用して前記ヘッド部に装着された状態において、複数個の前記長繊維集合体のうち中央に位置する該長繊維集合体に対して、最外方に位置する該長繊維集合体は厚み方向に凹んでいる請求項1〜3の何れかに記載の清掃用シート。
【請求項5】
0.1〜5.0mmの捲縮高さで捲縮している前記長繊維は、その捲縮数が1インチあたり3〜80個である請求項1〜4の何れかに記載の清掃用シート。
【請求項6】
前記基材シートにおける清掃方向の両方の最外方に位置する前記長繊維集合体は、前記清掃用シートが該基材シートを利用して前記ヘッド部に装着された状態において、該長繊維集合体における清掃方向の外端部が該ヘッド部よりも外方に位置している請求項1〜5の何れかに記載の清掃用シート。
【請求項7】
前記基材シートはネット状シートからなる請求項1〜6の何れかに記載の清掃用シート。
【請求項8】
薬剤が前記長繊維に塗工されている請求項1〜7の何れかに記載の清掃用シート。
【請求項9】
長辺及び短辺を有する矩形のヘッド部及び該ヘッド部に連結された柄を備えた清掃具と、該ヘッド部に装着された請求項1〜8の何れかに記載の清掃用シートとを具備する清掃用具であって、
前記清掃用シートは、前記長繊維集合体の長繊維の配向方向が、前記清掃具のヘッド部における短辺方向と一致するように、該ヘッド部に装着されている清掃用具。
【請求項1】
基材シートの片面又は両面に、長繊維が一方向に配向して集合してなる長繊維集合体が一面につき1個又は複数個接合されており、該基材シートを利用して、ヘッド部及び該ヘッド部に連結された柄を備えた清掃具における該ヘッド部に装着されて使用される清掃用シートであって、
前記長繊維集合体における長繊維は、前記清掃具の清掃方向に配向しており、
0.1〜5.0mmの捲縮高さで捲縮している前記長繊維が集合してなる前記長繊維集合体を前記基材シートの一面につき少なくとも1個有する清掃用シート。
【請求項2】
前記基材シートの一面につき、清掃方向に沿って複数個の前記長繊維集合体が配列しており、中央に位置する該長繊維集合体は、0.2〜5.0mmの捲縮高さで捲縮している前記長繊維が集合してなり、最外方に位置する該長繊維集合体は、中央に位置する該長繊維集合体よりも低い捲縮高さで捲縮している前記長繊維が集合してなる請求項1記載の清掃用シート。
【請求項3】
最外方に位置する前記長繊維集合体は、その両方が、中央に位置する該長繊維集合体よりも低い捲縮高さで捲縮している前記長繊維が集合してなる請求項2記載の清掃用シート。
【請求項4】
前記基材シートの一面につき、清掃方向に沿って複数個の前記長繊維集合体が配列しており、
前記清掃用シートが前記基材シートを利用して前記ヘッド部に装着された状態において、複数個の前記長繊維集合体のうち中央に位置する該長繊維集合体に対して、最外方に位置する該長繊維集合体は厚み方向に凹んでいる請求項1〜3の何れかに記載の清掃用シート。
【請求項5】
0.1〜5.0mmの捲縮高さで捲縮している前記長繊維は、その捲縮数が1インチあたり3〜80個である請求項1〜4の何れかに記載の清掃用シート。
【請求項6】
前記基材シートにおける清掃方向の両方の最外方に位置する前記長繊維集合体は、前記清掃用シートが該基材シートを利用して前記ヘッド部に装着された状態において、該長繊維集合体における清掃方向の外端部が該ヘッド部よりも外方に位置している請求項1〜5の何れかに記載の清掃用シート。
【請求項7】
前記基材シートはネット状シートからなる請求項1〜6の何れかに記載の清掃用シート。
【請求項8】
薬剤が前記長繊維に塗工されている請求項1〜7の何れかに記載の清掃用シート。
【請求項9】
長辺及び短辺を有する矩形のヘッド部及び該ヘッド部に連結された柄を備えた清掃具と、該ヘッド部に装着された請求項1〜8の何れかに記載の清掃用シートとを具備する清掃用具であって、
前記清掃用シートは、前記長繊維集合体の長繊維の配向方向が、前記清掃具のヘッド部における短辺方向と一致するように、該ヘッド部に装着されている清掃用具。
【図1】

【図2】
【図3】
【図4】
【図8】
【図9】
【図10】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図8】
【図9】
【図10】
【図5】
【図6】
【図7】
【公開番号】特開2009−6134(P2009−6134A)
【公開日】平成21年1月15日(2009.1.15)
【国際特許分類】
【出願番号】特願2008−137486(P2008−137486)
【出願日】平成20年5月27日(2008.5.27)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
【公開日】平成21年1月15日(2009.1.15)
【国際特許分類】
【出願日】平成20年5月27日(2008.5.27)
【出願人】(000000918)花王株式会社 (8,290)
【Fターム(参考)】
[ Back to top ]