
減列型物品搬送装置
【課題】 上流側搬送路における各列の物品滞留状態に応じて、物品を供給する列の適正な選択が行える減列型物品搬送装置を提供する。
【解決手段】 上流側搬送路10の各列に対し、あらかじめ設定した検出位置で物品の存否を検出する物品検出センサ40a、40b、40cと、物品検出センサからの信号により、上流側搬送路10における各列毎の物品の滞留状態を判断する滞留状態判断回路51と、上流側搬送路10の各列に対する複数の物品供給パターンがあらかじめ設定してある供給パターン設定部52と、滞留状態判断回路51による判断結果に基づき、供給パターン設定部52に設定してある供給パターンのいずれかを選択する供給パターン選択回路53と供給パターン選択回路53により選択された供給パターンにしたがい上流側搬送路10における物品供給列を選択する物品供給列選択回路54とを含む。そして、物品供給列選択回路54により選択された上流側搬送路10の物品供給列から、下流側搬送路20に物品を供給する。
【解決手段】 上流側搬送路10の各列に対し、あらかじめ設定した検出位置で物品の存否を検出する物品検出センサ40a、40b、40cと、物品検出センサからの信号により、上流側搬送路10における各列毎の物品の滞留状態を判断する滞留状態判断回路51と、上流側搬送路10の各列に対する複数の物品供給パターンがあらかじめ設定してある供給パターン設定部52と、滞留状態判断回路51による判断結果に基づき、供給パターン設定部52に設定してある供給パターンのいずれかを選択する供給パターン選択回路53と供給パターン選択回路53により選択された供給パターンにしたがい上流側搬送路10における物品供給列を選択する物品供給列選択回路54とを含む。そして、物品供給列選択回路54により選択された上流側搬送路10の物品供給列から、下流側搬送路20に物品を供給する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、下流側搬送路の列数が上流側搬送路の列数よりも少なく設定されており、上流側搬送路の任意の列を選択して当該選択された各列から下流側搬送路の各列へ物品を供給する構成を備えた減列型物品搬送装置に関する。
【背景技術】
【0002】
例えば、トイレットペーパーの包装装置においては、トイレットペーパー(物品)を横方向に複数列並べた状態での包装形態(複数列包装)や、トイレットペーパー(物品)を縦方向に複数行並べ且つ横方向にも複数列並べた状態での包装形態(複数行複数列包装)が一般的となってる。この種の包装形態を実現するには、横方向に複数列が配置された搬送路を備え、各搬送路の列から包装工程へと物品を同時に搬送する搬送装置が必要となる。特に、製造工程から供給されてくる多量の製品(物品)を、包装形態に合わせた数の列に整えて包装工程へ搬送するためには、上述したような減列型物品搬送装置が好適である。
【0003】
特許文献1には、従来の減列型物品搬送装置が開示されている。同文献1に開示された減列型物品搬送装置(減列型製品供給装置)は、複数列の第一搬送部(上流側搬送路)と、当該第一搬送路の下流に設置された複数列の第二搬送部(下流側搬送路)とを備えている。ここで、下流側にある第二搬送部の列数は、上流側にある第一搬送部の列数よりも少なく設定してある。そして、製品を供給する第一搬送部の列を第二搬送部の列数に合わせて選択し、当該選択された第一搬送部の各列から第二搬送部の各列へ製品を供給する構成となっている。
【0004】
さらに、特許文献1の減列型物品搬送装置には、上流側にある第一搬送部に対し、停止する列コンベアと起動する列コンベアを順次変更することで製品供給対象となる列を減らして第二搬送部の列数に合わせる制御機構が組み込まれている。これにより第一搬送部の製品供給列を変更する毎に、同搬送路の列コンベアすべてを停止させる時間的無駄がなくなり、製品搬送の高速化と効率化が実現されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−186288号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
さて、第一搬送部のさらに上流側には、製品の供給源(例えば、製品の製造工程)が連結しており、その製品供給源からランダムに第一搬送部の各列へ製品が供給される。したがって、第一搬送部の各列では製品の滞留量にバラツキを生じる。第二搬送部への受け渡しに支障がでる程の滞留量の減少は、センサが検出して当該列からの製品供給は停止する構成を備えているものの、滞留量の増加は調整することができず、特定の列が満杯になってしまい、製品供給源からの製品の供給を停止させなければならなくなるおそれがあった。
【0007】
本発明はこのような事情に鑑みてなされたもので、上流側搬送路における各列の物品滞留状態に応じて、物品を供給する列の適正な選択が行える減列型物品搬送装置の提供を目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の減列型物品搬送装置は、複数列の物品を幅方向に並べて搬送する上流側搬送路と、当該上流側搬送路の下流に設置され、複数列の物品を幅方向に並べて搬送する下流側搬送路と、上流側搬送路から送られてくる物品を下流側搬送路へ導く案内路とを備え、
下流側搬送路の物品搬送列数が上流側搬送路の物品搬送列数よりも少なく設定してあり、
物品を供給する上流側搬送路の列を下流側搬送路の物品搬送列数に合わせて選択し、当該選択された上流側搬送路の各列から下流側搬送路に物品を供給する構成をした減列型物品搬送装置であって、
上流側搬送路の各列に対し、あらかじめ設定した検出位置で物品の存否を検出する物品検出センサと、
物品検出センサからの信号により、上流側搬送路における各列毎の物品の滞留状態を判断する滞留状態判断手段と、
上流側搬送路の各列に対する複数の物品供給パターンがあらかじめ設定してある供給パターン設定部と、
滞留状態判断手段による判断結果に基づき、供給パターン設定部に設定してある供給パターンのいずれかを選択する供給パターン選択手段と、
供給パターン選択手段により選択された供給パターンにしたがい上流側搬送路における物品供給列を選択する物品供給列選択手段と、を含み、
物品供給列選択手段により選択された上流側搬送路の物品供給列から、下流側搬送路に物品を供給することを特徴とする。
【0009】
このような構成をした本発明の減列型物品搬送装置は、滞留状態判断手段によって判断された上流側搬送路における各列毎の物品の滞留状態に応じて、当該各列に対する物品供給パターンを変更するので、物品を供給する列を適正に選択することが可能となる。
なお、供給パターン設定部にあらかじめ設定される物品供給パターンは、上流側搬送路における各列の物品滞留量を適正化するものであることは勿論である。
【0010】
物品検出センサは、上流側搬送路の各列に対し、物品の搬送軌道に沿って2箇所以上の検出位置を設定して、当該各検出位置で物品の存否を検出する構成とすることが好ましい。さらに、これら2箇所以上の検出位置のうち、1箇所は上流側搬送路の列に滞留する物品の不足許容限度を検出する下流検出位置に設定し、他の1箇所は滞留する物品の量が多いか否かの判断基準となる上流検出位置に設定することが好ましい。
【0011】
そして、滞留状態判断手段は、下流検出位置で物品の存否を検出する物品検出センサからの信号に基づいて、上流側搬送路の列上にある物品の滞留不足を判断し、また上流検出位置で物品の存否を検出する物品検出センサからの信号に基づいて、上流側搬送路の列上にある物品の滞留量が多いか否かを判断し、
供給パターン設定部に設定する供給パターンは、滞留状態判断手段により物品の滞留不足と判断された列からは物品を供給せず、一方、当該滞留状態判断手段により物品の滞留量が多いと判断された列から優先して物品を供給する内容とすることができる。
【0012】
このように構成すれば、物品の滞留不足が生じている列は、適正な物品滞留量になるまで休止状態となるので、物品の供給不良を事前に回避できるとともに、各列間の物品滞留量の均一化を図ることが可能となる。しかも、物品の滞留量が多い列からは、適正な物品滞留量になるまで優先的に物品が送り出されるので、当該列が物品で満杯になることを事前に回避できるとともに、各列間の物品滞留量の均一化を図ることが可能となる。
【0013】
また、供給パターン設定部に設定する供給パターンは、滞留状態判断手段により物品の滞留不足と判断された列を除き、1サイクルの供給動作で少なくとも1回は各列から物品を供給する内容とすることが好ましい。
【0014】
このように構成することで、適正量以上の物品が滞留する各列から各サイクル毎に物品を送り出すことができ、各列に滞留する物品の増加傾向を抑制することが可能となる。
なお、供給パターンは、滞留状態判断手段により物品の滞留不足又は滞留増加と判断された列以外からは、各列から均等に物品を供給する内容とすることが好ましい。
【0015】
また、供給パターン設定部に設定する供給パターンは、同時に物品を供給できない複数列をあらかじめ指定することもできる。例えば、上流側搬送路の複数列が横方向に並べて設けられているとき、その両端に位置する2つの列からは同時に物品を供給することができないとの制限を設けることができる。この場合、供給パターン設定部には、当該指定された複数列からは同時に物品を供給しないように設定された制限付き供給パターンを含めた供給パターンを設定する。
ここで、制限付き供給パターンは、同時に物品を供給できないと指定された複数列のうち、滞留状態判断手段により物品の滞留不足と判断された列以外のいずれか1つから優先的に物品を供給する供給パターンを含むことが好ましい。
【0016】
このように構成すれば、指定された複数列からは同時に物品を供給しないという制限を受けても、滞留不足と判断された列以外から優先的に物品が送り出されるので、当該列が物品で満杯になることを事前に回避できるとともに、各列間の物品滞留量の均一化を図ることが可能となる。
【0017】
また、供給パターン設定部に設定する供給パターンは、滞留状態判断手段により物品の滞留不足と判断されなかった上流側搬送路の列数が、物品を受ける下流側搬送路の物品搬送列数よりも少ないとき、上流側搬送路からの物品の供給を停止する供給パターンを含むことが好ましい。
これにより、物品の滞留不足が生じている上流側搬送路の列から下流側搬送路へと物品が供給されず、物品の供給不足となる事態を事前に回避することができる。
【0018】
また、下流側搬送路が、各物品搬送列上にそれぞれ複数個供給された物品を搬送方向に並べて一括搬送する構成においては、供給パターン設定部に設定する供給パターンは、下流側搬送路の物品搬送列毎に一括して搬送される物品の個数分、上流側搬送路から同じ物品供給列を選択する内容にすることが好ましい。
【発明の効果】
【0019】
本発明によれば、滞留状態判断手段によって判断された上流側搬送路における各列毎の物品の滞留状態に応じて、当該各列に対する物品供給パターンを変更するので、物品を供給する列を適正に選択することが可能となる。
【図面の簡単な説明】
【0020】
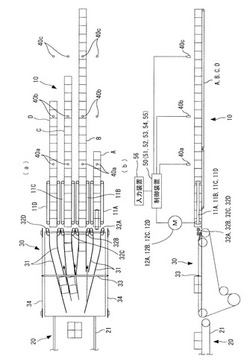
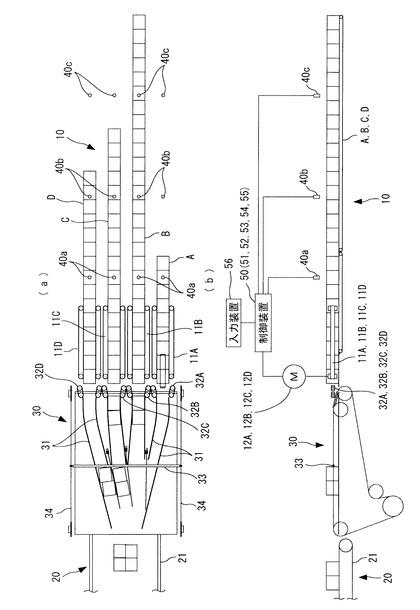
【図1】本発明の実施形態に係る減列型物品搬送装置の概要を示す図で、(a)は平面図、(b)は正面図である。
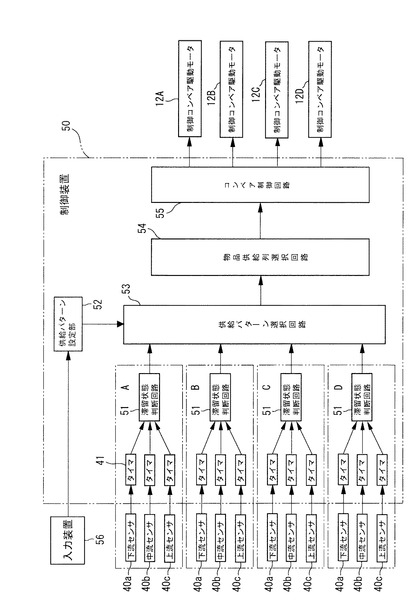
【図2】本実施形態に係る減列型物品搬送装置の制御系を示すブロック図である。
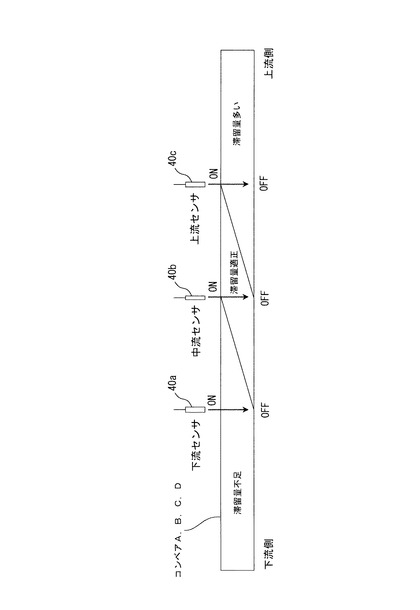
【図3】物品検出センサと滞留状態判断回路による物品の滞留状態を判断する仕組みを説明するための図である。
【図4】供給パターン設定部に設定される供給パターンの例を示す表であり、具体的には上流側搬送路に設けた4列のコンベアから、2行2列の物品を下流側搬送路へ供給するときの供給パターン例を示す表である。
【図5】図4に続く、供給パターンの例を示す表である。
【図6】図5に続く、供給パターンの例を示す表である。
【図7】供給パターン設定部に設定される供給パターンの例を示す表であり、具体的には外側(両側)の離間した各コンベアから同時に物品を供給しないという制限が付された供給パターン例を示す表である。
【図8】図7に続く、供給パターンの例を示す表である。
【図9】図8に続く、供給パターンの例を示す表である。
【図10】供給パターン設定部に設定される供給パターンの例を示す表であり、具体的には上流側搬送路に設けた4列のコンベアから、3行3列の物品を下流側搬送路へ供給するときの供給パターン例を示す表である。
【図11】図4乃至図6の供給パターンのいずれかを選択するために、供給パターン選択回路に設定されるパターン選択基準例を示すフローチャートである。
【図12】図7乃至図9の供給パターンのいずれかを選択するために、供給パターン選択回路に設定されるパターン選択基準例を示すフローチャートである。
【発明を実施するための形態】
【0021】
以下、この発明の実施の形態について図面を参照して詳細に説明する。
図1は本発明の実施形態に係る減列型物品搬送装置の概要を示す図で、(a)は平面図、(b)は正面図である。
本実施形態に係る減列型物品搬送装置は、上流側搬送路10に複数列並んで送られてきた各種物品を、減列させて(すなわち、搬送列を減少させて)下流側搬送路20へ供給するための装置である。図1に示す減列型製品供給装置では、例えば、4列並んで搬送されてきた物品(例えば、トイレットぺーパ)を、2列に減列して各列2個をまとめ、合計4個の物品を一括して下流側へ供給することができる。また、4列並んで搬送されてきた物品を、3列に減列して各列3個をまとめ、合計9個の物品を一括して下流側搬送路20へ供給することもできる。その他、下流側搬送路20への物品の供給個数は任意に設定することができる。また、上流側搬送路10の列数も4列に限定されず、任意に設定することが可能である。
なお、本明細書では、各列に搬送されている物品に対する搬送方向の個数を「行」と表現することもある。例えば、上述したように合計4個の物品を供給する例では、2行2列の物品を一括して供給すると表現され、合計9個の物品を供給する例では、3行3列の物品を一括して供給すると表現される。
【0022】
減列型製品供給装置は、複数列の物品を幅方向に並べて搬送する上流側搬送路10と、当該上流側搬送路の下流に設置された下流側搬送路20と、上流側搬送路10から送られてくる物品を下流側搬送路20へ導く案内路30とを備えている。
【0023】
上流側搬送路10には、複数列(図1では4列)のコンベアA、B、C、Dが、幅方向(搬送方向と直交する方向)に並べて配設されている。各コンベアA、B、C、Dは、それぞれ図示しないモータを駆動源として基本的に常時駆動している。上流から送られてきた物品は、各コンベアA、B、C、Dの上面に配置されて下流方向へと送られていく。
【0024】
各コンベアA、B、C、Dの下流側終端付近には、それぞれ制御コンベア11A、11B、11C、11Dが設けられている。各制御コンベア11A、11B、11C、11Dは、それぞれ各コンベアA、B、C、Dの両側に配設され、各コンベアA、B、C、D上の物品を両側から挟持する。そして、駆動に伴い、挟持している物品を下流方向へ供給し、一方、停止に伴い、挟持している物品を静止させる。制御コンベア11A、11B、11C、11Dの停止中は、物品がコンベアA、B、C、D上ですべりを生じて押せ押せの状態で滞留していく。
【0025】
各コンベアA、B、C、Dに設けた制御コンベア11A、11B、11C、11Dは、それぞれ制御コンベア駆動モータ12A、12B、12C、12Dによって駆動される。これら各制御コンベア駆動モータ12A、12B、12C、12Dは、後述する制御装置50によって制御されている。
【0026】
本実施形態では、下流側搬送路20は、1台の搬出コンベア21によって構成され、この搬出コンベア21の上面にあらかじめ設定された列数の物品が幅方向に並べて配置され、図示しないモータを駆動源として物品を下流方向へ搬送していく。
なお、下流側搬送路20は、物品の搬送列に対し個別に搬出コンベアを設置した構成とすることも可能である。
【0027】
案内路30は、複数枚のガイド板31によって構成されており、上流側搬送路10から受け渡された物品を、下流側搬送路20に設けてある搬出コンベア21の上面に送り出す。案内路30の入口は、上流側搬送路10の各コンベアA、B、C、Dの終端に対応して幅方向の4箇所に設けられている。ガイド板31は、これら4箇所のいずれかから減列して送り込まれてくる各物品の幅間隔を縮めながら、出口では各物品が幅方向に接触して並んだ状態で搬出されるように調整されている。
【0028】
案内路30に設けた4箇所の入口には、それぞれ両側に一対の増速コンベア32A、32B、32C、32Dが設けてある。この増速コンベア32A、32B、32C、32Dは、制御コンベア11A、11B、11C、11Dによって上流側搬送路10から供給されてきた物品を両側で挟持し、当該制御コンベア11A、11B、11C、11Dよりも速い速度で案内路30へ送り込む機能を有している。制御コンベア11A、11B、11C、11Dと、それらに対応して設けられた増速コンベア32A、32B、32C、32Dによって、上流側搬送路10から案内路30へと物品が送り込まれる。
【0029】
また、案内路30にはプッシャロッド33が配設してあり、増速コンベア32によって各入口から案内路30に逐次送り込まれた物品は、このプッシャロッド33により2行2列(合計4個)が一括して出口へと押し出されていく。プッシャロッド33は、案内路30の両側に設けた一対のベルト駆動機構34によって駆動され、案内路30の入口付近から物品搬送軌道に現れ、物品の背面を押圧して出口へと搬送し、出口付近で物品の搬送経路から退避する経路を周回運動する構成となっている。
【0030】
上流側搬送路10の各コンベアA、B、C、Dには、それぞれ物品の搬送軌道に沿って複数箇所に検出位置が設定してあり、各検出位置に物品が存在するか否かをそれぞれ物品検出センサにより検出している。図1の減列型製品供給装置では、3箇所の検出位置が設定してあり、各検出位置を3つ物品検出センサ(下流センサ40a、中流センサ40b、上流センサ40c)がそれぞれ監視している。
このうち、下流センサ40aが監視する下流検出位置は、コンベアA、B、C、Dの上面に滞留する物品の不足許容限度を検出する位置である。すなわち、当該下流検出位置に物品が存在しない状況では、後述する制御装置によって物品の滞留不足と判断される。また、上流センサ40cが監視する上流検出位置は、コンベアA、B、C、Dの上面に滞留する物品の量が多いか否かの判断基準となる検出位置である。すなわち、当該上流検出位置に物品が存在する状況では、後述する制御装置50によって物品の滞留量が多いと判断される。
【0031】
次に、減列型物品搬送装置の制御系について説明する。
図2は本実施形態に係る減列型物品搬送装置の制御系を示すブロック図である。
同図に示すように、制御装置50は、上流側搬送路10の各コンベアA、B、C、Dに対して物品の滞留状態を判断する滞留状態判断回路51と、供給パターン設定部52と、供給パターン選択回路53と、物品供給列選択回路54と、コンベア制御回路55とを含んでいる。
【0032】
滞留状態判断回路51は、各コンベアA、B、C、Dに設けた下流センサ40a、中流センサ40b、上流センサ40cからの信号を、タイマ41を経由して入力しており、これら各センサ40a、40b、40cから入力した信号に基づいて、各コンベアA、B、C、Dにおける物品の滞留状態を判断する機能を備えている。各タイマ41は、下流センサ40a、中流センサ40b、上流センサ40cからのON信号が一定時間継続されてから、はじめて滞留状態判断回路51にON信号を出力し、一度でもON信号が途絶えたら即座に滞留状態判断回路51にOFF信号を出力する。これは各コンベアA、B、C、Dに物品が隙間なく連続的に供給されていることを確認するためである。
【0033】
図3は物品検出センサと滞留状態判断回路による物品の滞留状態を判断する仕組みを説明するための図である。
各コンベアA、B、C、D上の物品滞留量が徐々に増加していくと、まず下流センサ40aが物品の存在を検出してONになり、次いで中流センサ40bが物品の存在を検出してONになり、さらには上流センサ40cが物品の存在を検出してONになる。一方、各コンベアA、B、C、D上の物品滞留量が徐々に減少していくと、上流センサ40cが物品を検出しなくなってOFFになり、次いで中流センサ40bがOFFになり、さらには下流センサ40aがOFFになる。
【0034】
本実施形態では、滞留状態判断回路51は、各コンベアA、B、C、D上の物品滞留量が増加傾向にあるときは、下流センサ40aに続いて中流センサ40bがONになったとき、各コンベアA、B、C、D上の物品滞留量が適正と判断する。さらに、下流センサ40a、中流センサ40b、上流センサ40cのすべてがONになった状態では、各コンベアA、B、C、D上の物品滞留量が多いと判断する。
【0035】
一方、物品の滞留量が減少傾向にあるときは、滞留状態判断回路51は、上流センサ40cがOFFになっても物品滞留量が多いとの判断を保持し、続いて中流センサ40bがOFFになったとき、物品滞留量が適正との判断に変更する。さらに物品滞留量が減少していき、下流センサ40aがOFFになったとき、物品滞留量が不足との判断に変更する。
【0036】
このように物品の残留量が増加傾向にあるときと、減少傾向にあるときとで各センサ40a、40b、40cからの信号に基づく判断基準を変え、物品が滞留する各状態(不足、適正、多い)に幅を持たせることで、後述する供給パターンの選択や、物品を下流側搬送路へ供給するコンベアA、B、CまたはDの選択が頻繁に切り替わることを回避し、余裕をもったゆとりのある制御を実現している。
【0037】
供給パターン設定部52には、各コンベアA、B、C、Dに対する複数の物品供給パターンがあらかじめ設定してある。
供給パターンは、任意に設定することができるが、好ましくは次の条件(a)乃至(e)を適宜加味して設定することで、上流側搬送路10における各列の物品滞留状態に応じて、物品を供給する列の適正な選択が行えるようになる。
(a)滞留状態判断回路51により物品の滞留量不足と判断された列からは物品を供給しない。
(b)滞留状態判断回路51により物品の滞留量が多いと判断された列から優先的に物品を供給する。
(c)滞留状態判断回路51により物品の滞留量不足と判断された列を除き、1サイクルの供給動作で少なくとも1回は各列から物品を供給する。
(d)滞留状態判断回路51により物品の滞留量不足と判断されなかった上流側搬送路10の列数が、物品を受ける下流側搬送路20の物品搬送列数よりも少ないとき、上流側搬送路10からの物品の供給を停止する。
(e)同時に物品を供給できない複数列をあらかじめ指定し、これら同時に物品を供給できないと指定された複数列のうち、滞留状態判断回路51により物品の滞留量不足と判断された列以外のいずれか1つから優先的に物品を供給する。
【0038】
図4乃至図10は供給パターンの例を示す表である。
供給パターン設定部52には、キーボード等の入力装置56からこれらの図に示すような供給パターンがあらかじめ入力されている。
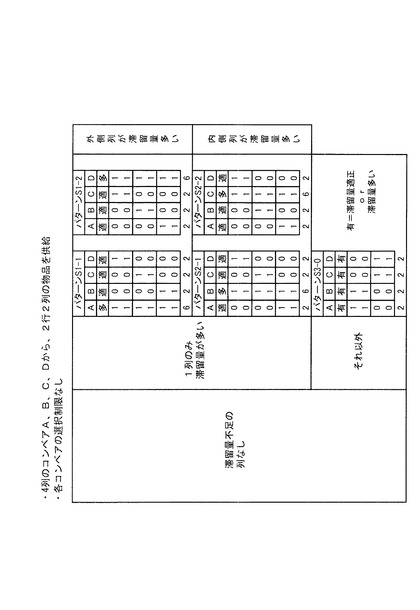
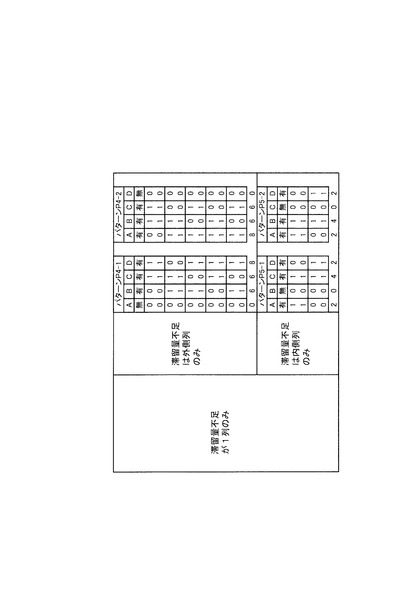
ここで、図4乃至図6は上流側搬送路10に設けた4列のコンベアA、B、C、Dから、2行2列の物品を下流側搬送路20へ供給するときの供給パターン例である。これらの供給パターンは、各コンベアの選択制限がない場合に用いられる。
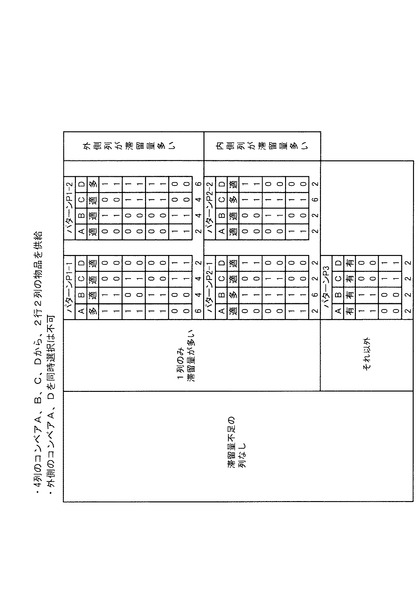
また、図7乃至図9も上流側搬送路10に設けた4列のコンベアA、B、C、Dから、2行2列の物品を下流側搬送路20へ供給するときの供給パターン例であるが、これらの供給パターンには外側(両側)の離間した各コンベアA、Dから物品を同時に供給しないという制限が付してある。例えば、外側(両側)の離間した各コンベアA、Dから同時に物品を供給した場合、案内路30内でそれらの物品が衝突して円滑な移動が妨げられることがある。このような不都合を回避する等のために、この種の制限を付すことがある。
【0039】
これら図4乃至図9において、「A」「B」「C」「D」はそれぞれ上流側搬送路10に設けた4列のコンベアを示し、「適」は物品の滞留量が適正な状態、「多」は物品の滞留量が多い状態、「有」は物品の滞留量が適正か又は多い状態、「無」は物品の滞留量が不足した状態をそれぞれ示している。続いて縦方向に記載された「0」又は「1」は当該コンベアからの物品の供給又は停止を示し、「1」は供給、「0」は停止を示している。物品の供給又は停止が縦方向に2つ毎に区切られているのは、下流側搬送路20が2行2列(合計4個、1包装形態の単位)の物品を一括搬送するのに対応するため、コンベアA、B、C、Dから2行毎に物品が供給され又は停止していることを示している。
本実施形態の案内路30は、構造的に2行の物品が別々のコンベアから供給されることに対応していないので、コンベアA、B、C、Dからの物品の供給は、行数分だけ同じコンベアから供給しなければならない。そのため、図4乃至図9では、区切られた2つの行に対して同じ指示(供給又は停止)がなされている。
【0040】
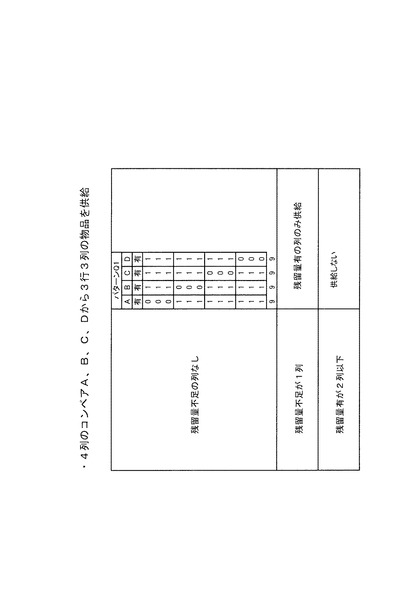
図10は上流側搬送路10に設けた4列のコンベアA、B、C、Dから、3行3列の物品を下流側搬送路へ供給するときの供給パターン例を示している。このため、図10では物品の供給又は停止が縦方向に3つ毎に区切られている。
【0041】
供給パターン選択回路53は、滞留状態判断回路51による判断結果に基づき、あらかじめ設定してあるパターン選択基準にしたがい、供給パターン設定部52に設定してある供給パターンのいずれかを選択する。
図11及び図12は供給パターン選択回路53に設定されるパターン選択基準例を示すフローチャートである。
【0042】
物品供給列選択回路54は、供給パターン選択回路53により選択された供給パターンにしたがい、前回の供給が供給パターンの何回目なのかを確認しながら、今回各コンベアA、B、C、Dから物品を供給するコンベアを選択する。コンベア制御回路55は、物品供給列選択回路54で選択されたコンベアA、B、CまたはDの下流側終端付近に設置してある制御コンベア11A、11B、11Cまたは11Dを制御する。
【0043】
次に、図11及び図12を参照して、供給パターン選択回路53による供給パターンの選択動作について説明する。
まず、上流側搬送路10に設けた4列のコンベアA、B、C、Dから、2行2列の物品を下流側搬送路20へ供給する場合で、各コンベア(列)A、B、C、Dに対し選択制限がないときは、図11のフローチャートにしたがって供給パターンが選択される。
すなわち、同図のステップS1において、滞留状態判断回路51による判断結果に基づき、物品の滞留量が不足するコンベアの列数を調べる。コンベアA、B、C、Dに滞留量が不足する列がない場合は、ステップS2において物品の滞留量が多い列数を調べ、1列のみ物品の滞留量が多いときはそのコンベア(列)を調べる(ステップS3)。
【0044】
そして、物品の滞留量が多い列が、外側のコンベアAのときは図4に示す供給パターンS1−1を選択し、外側のコンベアDのときは供給パターンS1−2を選択し、内側のコンベアBのときは供給パターンS2−1を選択し、内側のコンベアCのときは供給パターンS2−2を選択する。
これらの供給パターンは、物品の滞留量が多い列から優先して物品を供給するように設定されているので、当該列の物品が他の列に比べて早く送り出されて、滞留量の増加が抑制される。また、適正な滞留量の列は、均等に選択されて物品を送り出すので、各コンベアに滞留する物品量を均一化することが可能となる。
【0045】
また、ステップS2において物品の滞留量が多い列数が1列のみ以外の場合は、図4に示す供給パターンS3−0を選択する。この供給パターンS3−0では、各コンベアが均等に選択されて物品を送り出すので、各コンベアに滞留する物品量を均一化することが可能となる。
【0046】
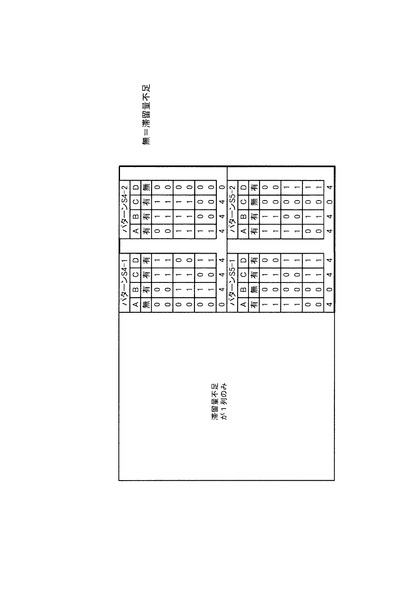
一方、ステップS1において、コンベアA、B、C、Dのうちの1列のみ物品の滞留量が不足する場合は、ステップS4において物品の滞留量が不足する列を調べる。そして、物品の滞留量の不足する列が、外側のコンベアAのときは図5に示す供給パターンS4−1を選択し、外側のコンベアDのときは供給パターンS4−2を選択し、内側のコンベアBのときは供給パターンS5−1を選択し、内側のコンベアCのときは供給パターンS5−2を選択する。
これらの供給パターンでは、物品の滞留量が不足する列から物品を供給しないように設定されているので、当該列に物品が無くなり供給不能となることを回避できる。また、滞留量の有る列は、均等に選択されて物品を送り出すので、各コンベアに滞留する物品量を均一化することが可能となる。
【0047】
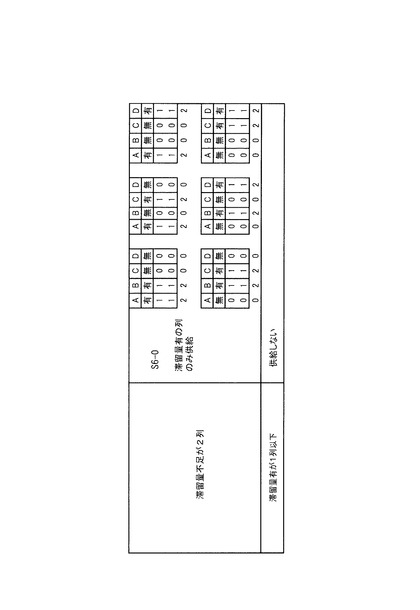
また、ステップS1において、コンベアA、B、C、Dのうちの2列が物品の滞留量不足であった場合は、図6に示す供給パターンS6−0を選択する。この供給パターンS6−0によれば、物品の滞留量が不足する列から物品を供給しないように設定されているので、当該列に物品が無くなり供給不能となることを回避できる。
さらに、ステップS1において、コンベアA、B、C、Dのうち物品の滞留量有りの列が1列以下であった場合は、下流側搬送路20への物品の供給を停止する。なお、物品の滞留量有りとは、物品の滞留量が適正かまたは多い状態をいう。
【0048】
このようにして選択された供給パターンにしたがい、物品供給列選択回路54が各コンベアA、B、C、Dから物品を供給する対象を選択し、続いてコンベア制御回路55が選択されたコンベアA、B、CまたはDの下流側終端付近に設置してある制御コンベア11A、11B、11Cまたは11Dを制御する。
【0049】
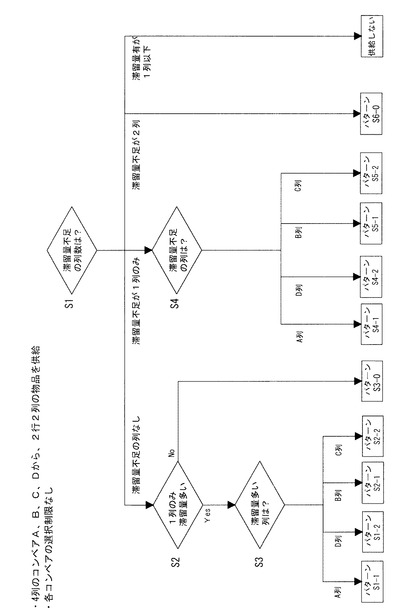
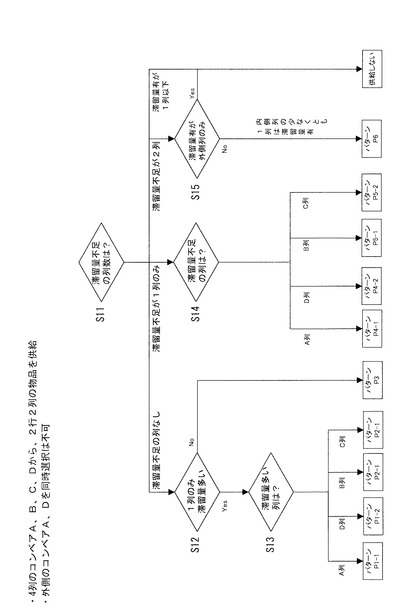
次に、上流側搬送路10に設けた4列のコンベアA、B、C、Dから、2行2列の物品を下流側搬送路20へ供給する場合で、外側のコンベア(列)A、Dを同時に選択することができないという選択制限が付されているときは、図12のフローチャートにしたがって供給パターンが選択される。
すなわち、同図のステップS11において、滞留状態判断回路51による判断結果に基づき、物品の滞留量が不足するコンベアの列数を調べる。コンベアA、B、C、Dに滞留量が不足する列がない場合は、ステップS12において物品の滞留量が多い列数を調べ、1列のみ物品の滞留量が多いときはそのコンベア(列)を調べる(ステップS13)。
【0050】
そして、物品の滞留量が多い列が、外側のコンベアAのときは図7に示す供給パターンP1−1を選択し、外側のコンベアDのときは供給パターンP1−2を選択し、内側のコンベアBのときは供給パターンP2−1を選択し、内側のコンベアCのときは供給パターンP2−2を選択する。
これらの供給パターンは、物品の滞留量が多い列から優先して物品を供給するように設定されているので、当該列の物品が他の列に比べて早く送り出されて、滞留量の増加が抑制される。また、適正な滞留量の列は、均等に選択されて物品を送り出すので、各コンベアに滞留する物品量を均一化することが可能となる。なお、物品の滞留量が多い列が、外側のコンベアAまたはDであったときは、これらコンベアA、Dからの同時供給が制限されているため、1サイクルの供給動作で少なくとも1回は、滞留量の多い一方の外側列からの供給を停止し、滞留量の適正な他方の外側列から物品を供給している。これにより、当該他方の外側列の滞留量の増加が抑制される。
【0051】
また、ステップS12において物品の滞留量が多い列数が1列のみ以外の場合は、図7に示す供給パターンP3を選択する。この供給パターンP3では、各コンベアが均等に選択されて物品を送り出すので、各コンベアに滞留する物品量を均一化することが可能となる。
【0052】
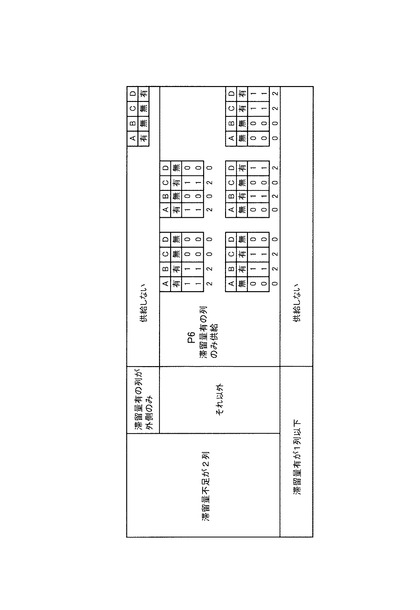
一方、ステップS11において、コンベアA、B、C、Dのうちの1列のみ物品の滞留量が不足する場合は、ステップS14において物品の滞留量が不足する列を調べる。そして、物品の滞留量の不足する列が、外側のコンベアAのときは図8に示す供給パターンP4−1を選択し、外側のコンベアDのときは供給パターンP4−2を選択し、内側のコンベアBのときは供給パターンP5−1を選択し、内側のコンベアCのときは供給パターンP5−2を選択する。
これらの供給パターンでは、物品の滞留量が不足する列から物品を供給しないように設定されているので、当該列に物品が無くなり供給不能となることを回避できる。また、供給パターンP5−1、P5−2では、外側のコンベアA、Dから物品を同時に供給できないため、これら外側コンベアA、Dからの物品供給量が少なくなる。そこで、本実施形態では、これを是正するために供給パターンP4−1、P4−2において意図的に外側のコンベアA、Dからの供給量が多くなるように設定してある。
【0053】
また、ステップS11において、コンベアA、B、C、Dのうちの2列が物品の滞留量不足であった場合は、滞留量有りのコンベアが外側のコンベアA,Dのみか否かを調べ(ステップS15)、内側のコンベアB,Cの少なくとも1列が滞留量有りのときは、図9に示す供給パターンP6を選択する。この供給パターンP6によれば、物品の滞留量が少ない列から物品を供給しないように設定されているので、当該列に物品が無くなり供給不能となることを回避できる。
【0054】
一方、滞留量有りのコンベアが外側のコンベアA,Dのみのときは、下流側搬送路20への物品の供給を停止する。さらに、ステップS11において、コンベアA、B、C、Dのうち物品の滞留量有りの列が1列以下であった場合も、下流側搬送路20への物品の供給を停止する。
【0055】
このようにして選択された供給パターンにしたがい、物品供給列選択回路54が各コンベアA、B、C、Dから物品を供給する対象を選択し、続いてコンベア制御回路55が選択されたコンベアA、B、CまたはDの下流側終端付近に設置してある制御コンベア11A、11B、11Cまたは11Dを制御する。
【0056】
上流側搬送路10に設けた4列のコンベアA、B、C、Dから、3行3列の物品を下流側搬送路20へ供給する場合は、コンベアA、B、C、Dに滞留量の不足する列がなければ、図10に示す供給パターンQ1を選択する。滞留量の不足する列が1列のみのときは残留量有りのコンベアから物品を供給する。そして、残留量有りのコンベアが2列以下のときは下流側搬送路20への物品の供給を停止する。
【0057】
上述した各パターンに設定された態様での物品の供給動作を1サイクルとしているが、当該1サイクルが終了する前に、滞留状態判断回路51により滞留状態の変更が判断された場合、前の判断の供給パターンのサイクル中でも(1包装形態単位の途中では不可)、新しい供給パターンが選択され、当該新しく選択された供給パターンにしたがい、新たなサイクルの物品供給動作が実行される。
【0058】
なお、本発明は上述した実施形態に限定されるものではない。例えば、図4乃至図10に示した供給パターンは例示であって、かかる供給パターンに限定されないことは勿論である。また、上述した実施形態では、あらかじめ設定する供給パターンをフローチャートと表によって設定したが、これに限定されず、例えば供給パターンをフローチャートによってすべて設定することも可能である。
【符号の説明】
【0059】
10:上流側搬送路、
A、B、C、D:コンベア(列)、
11A、11B、11C、11D:制御コンベア、
12A、12B、12C、12D:制御コンベア駆動モータ、
20:下流側搬送路、21:搬出コンベア、
30:案内路、31:ガイド板、
32A、32B、32C、32D:増速コンベア、
33:プッシャロッド、34:ベルト駆動機構、
40a:下流センサ、40b:中流センサ、40c:上流センサ、41:タイマ、
50:制御装置、51:滞留状態判断回路、52:供給パターン設定部、53:供給パターン選択回路、54:物品供給列選択回路、55:コンベア制御回路、56:入力装置
【技術分野】
【0001】
この発明は、下流側搬送路の列数が上流側搬送路の列数よりも少なく設定されており、上流側搬送路の任意の列を選択して当該選択された各列から下流側搬送路の各列へ物品を供給する構成を備えた減列型物品搬送装置に関する。
【背景技術】
【0002】
例えば、トイレットペーパーの包装装置においては、トイレットペーパー(物品)を横方向に複数列並べた状態での包装形態(複数列包装)や、トイレットペーパー(物品)を縦方向に複数行並べ且つ横方向にも複数列並べた状態での包装形態(複数行複数列包装)が一般的となってる。この種の包装形態を実現するには、横方向に複数列が配置された搬送路を備え、各搬送路の列から包装工程へと物品を同時に搬送する搬送装置が必要となる。特に、製造工程から供給されてくる多量の製品(物品)を、包装形態に合わせた数の列に整えて包装工程へ搬送するためには、上述したような減列型物品搬送装置が好適である。
【0003】
特許文献1には、従来の減列型物品搬送装置が開示されている。同文献1に開示された減列型物品搬送装置(減列型製品供給装置)は、複数列の第一搬送部(上流側搬送路)と、当該第一搬送路の下流に設置された複数列の第二搬送部(下流側搬送路)とを備えている。ここで、下流側にある第二搬送部の列数は、上流側にある第一搬送部の列数よりも少なく設定してある。そして、製品を供給する第一搬送部の列を第二搬送部の列数に合わせて選択し、当該選択された第一搬送部の各列から第二搬送部の各列へ製品を供給する構成となっている。
【0004】
さらに、特許文献1の減列型物品搬送装置には、上流側にある第一搬送部に対し、停止する列コンベアと起動する列コンベアを順次変更することで製品供給対象となる列を減らして第二搬送部の列数に合わせる制御機構が組み込まれている。これにより第一搬送部の製品供給列を変更する毎に、同搬送路の列コンベアすべてを停止させる時間的無駄がなくなり、製品搬送の高速化と効率化が実現されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−186288号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
さて、第一搬送部のさらに上流側には、製品の供給源(例えば、製品の製造工程)が連結しており、その製品供給源からランダムに第一搬送部の各列へ製品が供給される。したがって、第一搬送部の各列では製品の滞留量にバラツキを生じる。第二搬送部への受け渡しに支障がでる程の滞留量の減少は、センサが検出して当該列からの製品供給は停止する構成を備えているものの、滞留量の増加は調整することができず、特定の列が満杯になってしまい、製品供給源からの製品の供給を停止させなければならなくなるおそれがあった。
【0007】
本発明はこのような事情に鑑みてなされたもので、上流側搬送路における各列の物品滞留状態に応じて、物品を供給する列の適正な選択が行える減列型物品搬送装置の提供を目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の減列型物品搬送装置は、複数列の物品を幅方向に並べて搬送する上流側搬送路と、当該上流側搬送路の下流に設置され、複数列の物品を幅方向に並べて搬送する下流側搬送路と、上流側搬送路から送られてくる物品を下流側搬送路へ導く案内路とを備え、
下流側搬送路の物品搬送列数が上流側搬送路の物品搬送列数よりも少なく設定してあり、
物品を供給する上流側搬送路の列を下流側搬送路の物品搬送列数に合わせて選択し、当該選択された上流側搬送路の各列から下流側搬送路に物品を供給する構成をした減列型物品搬送装置であって、
上流側搬送路の各列に対し、あらかじめ設定した検出位置で物品の存否を検出する物品検出センサと、
物品検出センサからの信号により、上流側搬送路における各列毎の物品の滞留状態を判断する滞留状態判断手段と、
上流側搬送路の各列に対する複数の物品供給パターンがあらかじめ設定してある供給パターン設定部と、
滞留状態判断手段による判断結果に基づき、供給パターン設定部に設定してある供給パターンのいずれかを選択する供給パターン選択手段と、
供給パターン選択手段により選択された供給パターンにしたがい上流側搬送路における物品供給列を選択する物品供給列選択手段と、を含み、
物品供給列選択手段により選択された上流側搬送路の物品供給列から、下流側搬送路に物品を供給することを特徴とする。
【0009】
このような構成をした本発明の減列型物品搬送装置は、滞留状態判断手段によって判断された上流側搬送路における各列毎の物品の滞留状態に応じて、当該各列に対する物品供給パターンを変更するので、物品を供給する列を適正に選択することが可能となる。
なお、供給パターン設定部にあらかじめ設定される物品供給パターンは、上流側搬送路における各列の物品滞留量を適正化するものであることは勿論である。
【0010】
物品検出センサは、上流側搬送路の各列に対し、物品の搬送軌道に沿って2箇所以上の検出位置を設定して、当該各検出位置で物品の存否を検出する構成とすることが好ましい。さらに、これら2箇所以上の検出位置のうち、1箇所は上流側搬送路の列に滞留する物品の不足許容限度を検出する下流検出位置に設定し、他の1箇所は滞留する物品の量が多いか否かの判断基準となる上流検出位置に設定することが好ましい。
【0011】
そして、滞留状態判断手段は、下流検出位置で物品の存否を検出する物品検出センサからの信号に基づいて、上流側搬送路の列上にある物品の滞留不足を判断し、また上流検出位置で物品の存否を検出する物品検出センサからの信号に基づいて、上流側搬送路の列上にある物品の滞留量が多いか否かを判断し、
供給パターン設定部に設定する供給パターンは、滞留状態判断手段により物品の滞留不足と判断された列からは物品を供給せず、一方、当該滞留状態判断手段により物品の滞留量が多いと判断された列から優先して物品を供給する内容とすることができる。
【0012】
このように構成すれば、物品の滞留不足が生じている列は、適正な物品滞留量になるまで休止状態となるので、物品の供給不良を事前に回避できるとともに、各列間の物品滞留量の均一化を図ることが可能となる。しかも、物品の滞留量が多い列からは、適正な物品滞留量になるまで優先的に物品が送り出されるので、当該列が物品で満杯になることを事前に回避できるとともに、各列間の物品滞留量の均一化を図ることが可能となる。
【0013】
また、供給パターン設定部に設定する供給パターンは、滞留状態判断手段により物品の滞留不足と判断された列を除き、1サイクルの供給動作で少なくとも1回は各列から物品を供給する内容とすることが好ましい。
【0014】
このように構成することで、適正量以上の物品が滞留する各列から各サイクル毎に物品を送り出すことができ、各列に滞留する物品の増加傾向を抑制することが可能となる。
なお、供給パターンは、滞留状態判断手段により物品の滞留不足又は滞留増加と判断された列以外からは、各列から均等に物品を供給する内容とすることが好ましい。
【0015】
また、供給パターン設定部に設定する供給パターンは、同時に物品を供給できない複数列をあらかじめ指定することもできる。例えば、上流側搬送路の複数列が横方向に並べて設けられているとき、その両端に位置する2つの列からは同時に物品を供給することができないとの制限を設けることができる。この場合、供給パターン設定部には、当該指定された複数列からは同時に物品を供給しないように設定された制限付き供給パターンを含めた供給パターンを設定する。
ここで、制限付き供給パターンは、同時に物品を供給できないと指定された複数列のうち、滞留状態判断手段により物品の滞留不足と判断された列以外のいずれか1つから優先的に物品を供給する供給パターンを含むことが好ましい。
【0016】
このように構成すれば、指定された複数列からは同時に物品を供給しないという制限を受けても、滞留不足と判断された列以外から優先的に物品が送り出されるので、当該列が物品で満杯になることを事前に回避できるとともに、各列間の物品滞留量の均一化を図ることが可能となる。
【0017】
また、供給パターン設定部に設定する供給パターンは、滞留状態判断手段により物品の滞留不足と判断されなかった上流側搬送路の列数が、物品を受ける下流側搬送路の物品搬送列数よりも少ないとき、上流側搬送路からの物品の供給を停止する供給パターンを含むことが好ましい。
これにより、物品の滞留不足が生じている上流側搬送路の列から下流側搬送路へと物品が供給されず、物品の供給不足となる事態を事前に回避することができる。
【0018】
また、下流側搬送路が、各物品搬送列上にそれぞれ複数個供給された物品を搬送方向に並べて一括搬送する構成においては、供給パターン設定部に設定する供給パターンは、下流側搬送路の物品搬送列毎に一括して搬送される物品の個数分、上流側搬送路から同じ物品供給列を選択する内容にすることが好ましい。
【発明の効果】
【0019】
本発明によれば、滞留状態判断手段によって判断された上流側搬送路における各列毎の物品の滞留状態に応じて、当該各列に対する物品供給パターンを変更するので、物品を供給する列を適正に選択することが可能となる。
【図面の簡単な説明】
【0020】
【図1】本発明の実施形態に係る減列型物品搬送装置の概要を示す図で、(a)は平面図、(b)は正面図である。
【図2】本実施形態に係る減列型物品搬送装置の制御系を示すブロック図である。
【図3】物品検出センサと滞留状態判断回路による物品の滞留状態を判断する仕組みを説明するための図である。
【図4】供給パターン設定部に設定される供給パターンの例を示す表であり、具体的には上流側搬送路に設けた4列のコンベアから、2行2列の物品を下流側搬送路へ供給するときの供給パターン例を示す表である。
【図5】図4に続く、供給パターンの例を示す表である。
【図6】図5に続く、供給パターンの例を示す表である。
【図7】供給パターン設定部に設定される供給パターンの例を示す表であり、具体的には外側(両側)の離間した各コンベアから同時に物品を供給しないという制限が付された供給パターン例を示す表である。
【図8】図7に続く、供給パターンの例を示す表である。
【図9】図8に続く、供給パターンの例を示す表である。
【図10】供給パターン設定部に設定される供給パターンの例を示す表であり、具体的には上流側搬送路に設けた4列のコンベアから、3行3列の物品を下流側搬送路へ供給するときの供給パターン例を示す表である。
【図11】図4乃至図6の供給パターンのいずれかを選択するために、供給パターン選択回路に設定されるパターン選択基準例を示すフローチャートである。
【図12】図7乃至図9の供給パターンのいずれかを選択するために、供給パターン選択回路に設定されるパターン選択基準例を示すフローチャートである。
【発明を実施するための形態】
【0021】
以下、この発明の実施の形態について図面を参照して詳細に説明する。
図1は本発明の実施形態に係る減列型物品搬送装置の概要を示す図で、(a)は平面図、(b)は正面図である。
本実施形態に係る減列型物品搬送装置は、上流側搬送路10に複数列並んで送られてきた各種物品を、減列させて(すなわち、搬送列を減少させて)下流側搬送路20へ供給するための装置である。図1に示す減列型製品供給装置では、例えば、4列並んで搬送されてきた物品(例えば、トイレットぺーパ)を、2列に減列して各列2個をまとめ、合計4個の物品を一括して下流側へ供給することができる。また、4列並んで搬送されてきた物品を、3列に減列して各列3個をまとめ、合計9個の物品を一括して下流側搬送路20へ供給することもできる。その他、下流側搬送路20への物品の供給個数は任意に設定することができる。また、上流側搬送路10の列数も4列に限定されず、任意に設定することが可能である。
なお、本明細書では、各列に搬送されている物品に対する搬送方向の個数を「行」と表現することもある。例えば、上述したように合計4個の物品を供給する例では、2行2列の物品を一括して供給すると表現され、合計9個の物品を供給する例では、3行3列の物品を一括して供給すると表現される。
【0022】
減列型製品供給装置は、複数列の物品を幅方向に並べて搬送する上流側搬送路10と、当該上流側搬送路の下流に設置された下流側搬送路20と、上流側搬送路10から送られてくる物品を下流側搬送路20へ導く案内路30とを備えている。
【0023】
上流側搬送路10には、複数列(図1では4列)のコンベアA、B、C、Dが、幅方向(搬送方向と直交する方向)に並べて配設されている。各コンベアA、B、C、Dは、それぞれ図示しないモータを駆動源として基本的に常時駆動している。上流から送られてきた物品は、各コンベアA、B、C、Dの上面に配置されて下流方向へと送られていく。
【0024】
各コンベアA、B、C、Dの下流側終端付近には、それぞれ制御コンベア11A、11B、11C、11Dが設けられている。各制御コンベア11A、11B、11C、11Dは、それぞれ各コンベアA、B、C、Dの両側に配設され、各コンベアA、B、C、D上の物品を両側から挟持する。そして、駆動に伴い、挟持している物品を下流方向へ供給し、一方、停止に伴い、挟持している物品を静止させる。制御コンベア11A、11B、11C、11Dの停止中は、物品がコンベアA、B、C、D上ですべりを生じて押せ押せの状態で滞留していく。
【0025】
各コンベアA、B、C、Dに設けた制御コンベア11A、11B、11C、11Dは、それぞれ制御コンベア駆動モータ12A、12B、12C、12Dによって駆動される。これら各制御コンベア駆動モータ12A、12B、12C、12Dは、後述する制御装置50によって制御されている。
【0026】
本実施形態では、下流側搬送路20は、1台の搬出コンベア21によって構成され、この搬出コンベア21の上面にあらかじめ設定された列数の物品が幅方向に並べて配置され、図示しないモータを駆動源として物品を下流方向へ搬送していく。
なお、下流側搬送路20は、物品の搬送列に対し個別に搬出コンベアを設置した構成とすることも可能である。
【0027】
案内路30は、複数枚のガイド板31によって構成されており、上流側搬送路10から受け渡された物品を、下流側搬送路20に設けてある搬出コンベア21の上面に送り出す。案内路30の入口は、上流側搬送路10の各コンベアA、B、C、Dの終端に対応して幅方向の4箇所に設けられている。ガイド板31は、これら4箇所のいずれかから減列して送り込まれてくる各物品の幅間隔を縮めながら、出口では各物品が幅方向に接触して並んだ状態で搬出されるように調整されている。
【0028】
案内路30に設けた4箇所の入口には、それぞれ両側に一対の増速コンベア32A、32B、32C、32Dが設けてある。この増速コンベア32A、32B、32C、32Dは、制御コンベア11A、11B、11C、11Dによって上流側搬送路10から供給されてきた物品を両側で挟持し、当該制御コンベア11A、11B、11C、11Dよりも速い速度で案内路30へ送り込む機能を有している。制御コンベア11A、11B、11C、11Dと、それらに対応して設けられた増速コンベア32A、32B、32C、32Dによって、上流側搬送路10から案内路30へと物品が送り込まれる。
【0029】
また、案内路30にはプッシャロッド33が配設してあり、増速コンベア32によって各入口から案内路30に逐次送り込まれた物品は、このプッシャロッド33により2行2列(合計4個)が一括して出口へと押し出されていく。プッシャロッド33は、案内路30の両側に設けた一対のベルト駆動機構34によって駆動され、案内路30の入口付近から物品搬送軌道に現れ、物品の背面を押圧して出口へと搬送し、出口付近で物品の搬送経路から退避する経路を周回運動する構成となっている。
【0030】
上流側搬送路10の各コンベアA、B、C、Dには、それぞれ物品の搬送軌道に沿って複数箇所に検出位置が設定してあり、各検出位置に物品が存在するか否かをそれぞれ物品検出センサにより検出している。図1の減列型製品供給装置では、3箇所の検出位置が設定してあり、各検出位置を3つ物品検出センサ(下流センサ40a、中流センサ40b、上流センサ40c)がそれぞれ監視している。
このうち、下流センサ40aが監視する下流検出位置は、コンベアA、B、C、Dの上面に滞留する物品の不足許容限度を検出する位置である。すなわち、当該下流検出位置に物品が存在しない状況では、後述する制御装置によって物品の滞留不足と判断される。また、上流センサ40cが監視する上流検出位置は、コンベアA、B、C、Dの上面に滞留する物品の量が多いか否かの判断基準となる検出位置である。すなわち、当該上流検出位置に物品が存在する状況では、後述する制御装置50によって物品の滞留量が多いと判断される。
【0031】
次に、減列型物品搬送装置の制御系について説明する。
図2は本実施形態に係る減列型物品搬送装置の制御系を示すブロック図である。
同図に示すように、制御装置50は、上流側搬送路10の各コンベアA、B、C、Dに対して物品の滞留状態を判断する滞留状態判断回路51と、供給パターン設定部52と、供給パターン選択回路53と、物品供給列選択回路54と、コンベア制御回路55とを含んでいる。
【0032】
滞留状態判断回路51は、各コンベアA、B、C、Dに設けた下流センサ40a、中流センサ40b、上流センサ40cからの信号を、タイマ41を経由して入力しており、これら各センサ40a、40b、40cから入力した信号に基づいて、各コンベアA、B、C、Dにおける物品の滞留状態を判断する機能を備えている。各タイマ41は、下流センサ40a、中流センサ40b、上流センサ40cからのON信号が一定時間継続されてから、はじめて滞留状態判断回路51にON信号を出力し、一度でもON信号が途絶えたら即座に滞留状態判断回路51にOFF信号を出力する。これは各コンベアA、B、C、Dに物品が隙間なく連続的に供給されていることを確認するためである。
【0033】
図3は物品検出センサと滞留状態判断回路による物品の滞留状態を判断する仕組みを説明するための図である。
各コンベアA、B、C、D上の物品滞留量が徐々に増加していくと、まず下流センサ40aが物品の存在を検出してONになり、次いで中流センサ40bが物品の存在を検出してONになり、さらには上流センサ40cが物品の存在を検出してONになる。一方、各コンベアA、B、C、D上の物品滞留量が徐々に減少していくと、上流センサ40cが物品を検出しなくなってOFFになり、次いで中流センサ40bがOFFになり、さらには下流センサ40aがOFFになる。
【0034】
本実施形態では、滞留状態判断回路51は、各コンベアA、B、C、D上の物品滞留量が増加傾向にあるときは、下流センサ40aに続いて中流センサ40bがONになったとき、各コンベアA、B、C、D上の物品滞留量が適正と判断する。さらに、下流センサ40a、中流センサ40b、上流センサ40cのすべてがONになった状態では、各コンベアA、B、C、D上の物品滞留量が多いと判断する。
【0035】
一方、物品の滞留量が減少傾向にあるときは、滞留状態判断回路51は、上流センサ40cがOFFになっても物品滞留量が多いとの判断を保持し、続いて中流センサ40bがOFFになったとき、物品滞留量が適正との判断に変更する。さらに物品滞留量が減少していき、下流センサ40aがOFFになったとき、物品滞留量が不足との判断に変更する。
【0036】
このように物品の残留量が増加傾向にあるときと、減少傾向にあるときとで各センサ40a、40b、40cからの信号に基づく判断基準を変え、物品が滞留する各状態(不足、適正、多い)に幅を持たせることで、後述する供給パターンの選択や、物品を下流側搬送路へ供給するコンベアA、B、CまたはDの選択が頻繁に切り替わることを回避し、余裕をもったゆとりのある制御を実現している。
【0037】
供給パターン設定部52には、各コンベアA、B、C、Dに対する複数の物品供給パターンがあらかじめ設定してある。
供給パターンは、任意に設定することができるが、好ましくは次の条件(a)乃至(e)を適宜加味して設定することで、上流側搬送路10における各列の物品滞留状態に応じて、物品を供給する列の適正な選択が行えるようになる。
(a)滞留状態判断回路51により物品の滞留量不足と判断された列からは物品を供給しない。
(b)滞留状態判断回路51により物品の滞留量が多いと判断された列から優先的に物品を供給する。
(c)滞留状態判断回路51により物品の滞留量不足と判断された列を除き、1サイクルの供給動作で少なくとも1回は各列から物品を供給する。
(d)滞留状態判断回路51により物品の滞留量不足と判断されなかった上流側搬送路10の列数が、物品を受ける下流側搬送路20の物品搬送列数よりも少ないとき、上流側搬送路10からの物品の供給を停止する。
(e)同時に物品を供給できない複数列をあらかじめ指定し、これら同時に物品を供給できないと指定された複数列のうち、滞留状態判断回路51により物品の滞留量不足と判断された列以外のいずれか1つから優先的に物品を供給する。
【0038】
図4乃至図10は供給パターンの例を示す表である。
供給パターン設定部52には、キーボード等の入力装置56からこれらの図に示すような供給パターンがあらかじめ入力されている。
ここで、図4乃至図6は上流側搬送路10に設けた4列のコンベアA、B、C、Dから、2行2列の物品を下流側搬送路20へ供給するときの供給パターン例である。これらの供給パターンは、各コンベアの選択制限がない場合に用いられる。
また、図7乃至図9も上流側搬送路10に設けた4列のコンベアA、B、C、Dから、2行2列の物品を下流側搬送路20へ供給するときの供給パターン例であるが、これらの供給パターンには外側(両側)の離間した各コンベアA、Dから物品を同時に供給しないという制限が付してある。例えば、外側(両側)の離間した各コンベアA、Dから同時に物品を供給した場合、案内路30内でそれらの物品が衝突して円滑な移動が妨げられることがある。このような不都合を回避する等のために、この種の制限を付すことがある。
【0039】
これら図4乃至図9において、「A」「B」「C」「D」はそれぞれ上流側搬送路10に設けた4列のコンベアを示し、「適」は物品の滞留量が適正な状態、「多」は物品の滞留量が多い状態、「有」は物品の滞留量が適正か又は多い状態、「無」は物品の滞留量が不足した状態をそれぞれ示している。続いて縦方向に記載された「0」又は「1」は当該コンベアからの物品の供給又は停止を示し、「1」は供給、「0」は停止を示している。物品の供給又は停止が縦方向に2つ毎に区切られているのは、下流側搬送路20が2行2列(合計4個、1包装形態の単位)の物品を一括搬送するのに対応するため、コンベアA、B、C、Dから2行毎に物品が供給され又は停止していることを示している。
本実施形態の案内路30は、構造的に2行の物品が別々のコンベアから供給されることに対応していないので、コンベアA、B、C、Dからの物品の供給は、行数分だけ同じコンベアから供給しなければならない。そのため、図4乃至図9では、区切られた2つの行に対して同じ指示(供給又は停止)がなされている。
【0040】
図10は上流側搬送路10に設けた4列のコンベアA、B、C、Dから、3行3列の物品を下流側搬送路へ供給するときの供給パターン例を示している。このため、図10では物品の供給又は停止が縦方向に3つ毎に区切られている。
【0041】
供給パターン選択回路53は、滞留状態判断回路51による判断結果に基づき、あらかじめ設定してあるパターン選択基準にしたがい、供給パターン設定部52に設定してある供給パターンのいずれかを選択する。
図11及び図12は供給パターン選択回路53に設定されるパターン選択基準例を示すフローチャートである。
【0042】
物品供給列選択回路54は、供給パターン選択回路53により選択された供給パターンにしたがい、前回の供給が供給パターンの何回目なのかを確認しながら、今回各コンベアA、B、C、Dから物品を供給するコンベアを選択する。コンベア制御回路55は、物品供給列選択回路54で選択されたコンベアA、B、CまたはDの下流側終端付近に設置してある制御コンベア11A、11B、11Cまたは11Dを制御する。
【0043】
次に、図11及び図12を参照して、供給パターン選択回路53による供給パターンの選択動作について説明する。
まず、上流側搬送路10に設けた4列のコンベアA、B、C、Dから、2行2列の物品を下流側搬送路20へ供給する場合で、各コンベア(列)A、B、C、Dに対し選択制限がないときは、図11のフローチャートにしたがって供給パターンが選択される。
すなわち、同図のステップS1において、滞留状態判断回路51による判断結果に基づき、物品の滞留量が不足するコンベアの列数を調べる。コンベアA、B、C、Dに滞留量が不足する列がない場合は、ステップS2において物品の滞留量が多い列数を調べ、1列のみ物品の滞留量が多いときはそのコンベア(列)を調べる(ステップS3)。
【0044】
そして、物品の滞留量が多い列が、外側のコンベアAのときは図4に示す供給パターンS1−1を選択し、外側のコンベアDのときは供給パターンS1−2を選択し、内側のコンベアBのときは供給パターンS2−1を選択し、内側のコンベアCのときは供給パターンS2−2を選択する。
これらの供給パターンは、物品の滞留量が多い列から優先して物品を供給するように設定されているので、当該列の物品が他の列に比べて早く送り出されて、滞留量の増加が抑制される。また、適正な滞留量の列は、均等に選択されて物品を送り出すので、各コンベアに滞留する物品量を均一化することが可能となる。
【0045】
また、ステップS2において物品の滞留量が多い列数が1列のみ以外の場合は、図4に示す供給パターンS3−0を選択する。この供給パターンS3−0では、各コンベアが均等に選択されて物品を送り出すので、各コンベアに滞留する物品量を均一化することが可能となる。
【0046】
一方、ステップS1において、コンベアA、B、C、Dのうちの1列のみ物品の滞留量が不足する場合は、ステップS4において物品の滞留量が不足する列を調べる。そして、物品の滞留量の不足する列が、外側のコンベアAのときは図5に示す供給パターンS4−1を選択し、外側のコンベアDのときは供給パターンS4−2を選択し、内側のコンベアBのときは供給パターンS5−1を選択し、内側のコンベアCのときは供給パターンS5−2を選択する。
これらの供給パターンでは、物品の滞留量が不足する列から物品を供給しないように設定されているので、当該列に物品が無くなり供給不能となることを回避できる。また、滞留量の有る列は、均等に選択されて物品を送り出すので、各コンベアに滞留する物品量を均一化することが可能となる。
【0047】
また、ステップS1において、コンベアA、B、C、Dのうちの2列が物品の滞留量不足であった場合は、図6に示す供給パターンS6−0を選択する。この供給パターンS6−0によれば、物品の滞留量が不足する列から物品を供給しないように設定されているので、当該列に物品が無くなり供給不能となることを回避できる。
さらに、ステップS1において、コンベアA、B、C、Dのうち物品の滞留量有りの列が1列以下であった場合は、下流側搬送路20への物品の供給を停止する。なお、物品の滞留量有りとは、物品の滞留量が適正かまたは多い状態をいう。
【0048】
このようにして選択された供給パターンにしたがい、物品供給列選択回路54が各コンベアA、B、C、Dから物品を供給する対象を選択し、続いてコンベア制御回路55が選択されたコンベアA、B、CまたはDの下流側終端付近に設置してある制御コンベア11A、11B、11Cまたは11Dを制御する。
【0049】
次に、上流側搬送路10に設けた4列のコンベアA、B、C、Dから、2行2列の物品を下流側搬送路20へ供給する場合で、外側のコンベア(列)A、Dを同時に選択することができないという選択制限が付されているときは、図12のフローチャートにしたがって供給パターンが選択される。
すなわち、同図のステップS11において、滞留状態判断回路51による判断結果に基づき、物品の滞留量が不足するコンベアの列数を調べる。コンベアA、B、C、Dに滞留量が不足する列がない場合は、ステップS12において物品の滞留量が多い列数を調べ、1列のみ物品の滞留量が多いときはそのコンベア(列)を調べる(ステップS13)。
【0050】
そして、物品の滞留量が多い列が、外側のコンベアAのときは図7に示す供給パターンP1−1を選択し、外側のコンベアDのときは供給パターンP1−2を選択し、内側のコンベアBのときは供給パターンP2−1を選択し、内側のコンベアCのときは供給パターンP2−2を選択する。
これらの供給パターンは、物品の滞留量が多い列から優先して物品を供給するように設定されているので、当該列の物品が他の列に比べて早く送り出されて、滞留量の増加が抑制される。また、適正な滞留量の列は、均等に選択されて物品を送り出すので、各コンベアに滞留する物品量を均一化することが可能となる。なお、物品の滞留量が多い列が、外側のコンベアAまたはDであったときは、これらコンベアA、Dからの同時供給が制限されているため、1サイクルの供給動作で少なくとも1回は、滞留量の多い一方の外側列からの供給を停止し、滞留量の適正な他方の外側列から物品を供給している。これにより、当該他方の外側列の滞留量の増加が抑制される。
【0051】
また、ステップS12において物品の滞留量が多い列数が1列のみ以外の場合は、図7に示す供給パターンP3を選択する。この供給パターンP3では、各コンベアが均等に選択されて物品を送り出すので、各コンベアに滞留する物品量を均一化することが可能となる。
【0052】
一方、ステップS11において、コンベアA、B、C、Dのうちの1列のみ物品の滞留量が不足する場合は、ステップS14において物品の滞留量が不足する列を調べる。そして、物品の滞留量の不足する列が、外側のコンベアAのときは図8に示す供給パターンP4−1を選択し、外側のコンベアDのときは供給パターンP4−2を選択し、内側のコンベアBのときは供給パターンP5−1を選択し、内側のコンベアCのときは供給パターンP5−2を選択する。
これらの供給パターンでは、物品の滞留量が不足する列から物品を供給しないように設定されているので、当該列に物品が無くなり供給不能となることを回避できる。また、供給パターンP5−1、P5−2では、外側のコンベアA、Dから物品を同時に供給できないため、これら外側コンベアA、Dからの物品供給量が少なくなる。そこで、本実施形態では、これを是正するために供給パターンP4−1、P4−2において意図的に外側のコンベアA、Dからの供給量が多くなるように設定してある。
【0053】
また、ステップS11において、コンベアA、B、C、Dのうちの2列が物品の滞留量不足であった場合は、滞留量有りのコンベアが外側のコンベアA,Dのみか否かを調べ(ステップS15)、内側のコンベアB,Cの少なくとも1列が滞留量有りのときは、図9に示す供給パターンP6を選択する。この供給パターンP6によれば、物品の滞留量が少ない列から物品を供給しないように設定されているので、当該列に物品が無くなり供給不能となることを回避できる。
【0054】
一方、滞留量有りのコンベアが外側のコンベアA,Dのみのときは、下流側搬送路20への物品の供給を停止する。さらに、ステップS11において、コンベアA、B、C、Dのうち物品の滞留量有りの列が1列以下であった場合も、下流側搬送路20への物品の供給を停止する。
【0055】
このようにして選択された供給パターンにしたがい、物品供給列選択回路54が各コンベアA、B、C、Dから物品を供給する対象を選択し、続いてコンベア制御回路55が選択されたコンベアA、B、CまたはDの下流側終端付近に設置してある制御コンベア11A、11B、11Cまたは11Dを制御する。
【0056】
上流側搬送路10に設けた4列のコンベアA、B、C、Dから、3行3列の物品を下流側搬送路20へ供給する場合は、コンベアA、B、C、Dに滞留量の不足する列がなければ、図10に示す供給パターンQ1を選択する。滞留量の不足する列が1列のみのときは残留量有りのコンベアから物品を供給する。そして、残留量有りのコンベアが2列以下のときは下流側搬送路20への物品の供給を停止する。
【0057】
上述した各パターンに設定された態様での物品の供給動作を1サイクルとしているが、当該1サイクルが終了する前に、滞留状態判断回路51により滞留状態の変更が判断された場合、前の判断の供給パターンのサイクル中でも(1包装形態単位の途中では不可)、新しい供給パターンが選択され、当該新しく選択された供給パターンにしたがい、新たなサイクルの物品供給動作が実行される。
【0058】
なお、本発明は上述した実施形態に限定されるものではない。例えば、図4乃至図10に示した供給パターンは例示であって、かかる供給パターンに限定されないことは勿論である。また、上述した実施形態では、あらかじめ設定する供給パターンをフローチャートと表によって設定したが、これに限定されず、例えば供給パターンをフローチャートによってすべて設定することも可能である。
【符号の説明】
【0059】
10:上流側搬送路、
A、B、C、D:コンベア(列)、
11A、11B、11C、11D:制御コンベア、
12A、12B、12C、12D:制御コンベア駆動モータ、
20:下流側搬送路、21:搬出コンベア、
30:案内路、31:ガイド板、
32A、32B、32C、32D:増速コンベア、
33:プッシャロッド、34:ベルト駆動機構、
40a:下流センサ、40b:中流センサ、40c:上流センサ、41:タイマ、
50:制御装置、51:滞留状態判断回路、52:供給パターン設定部、53:供給パターン選択回路、54:物品供給列選択回路、55:コンベア制御回路、56:入力装置
【特許請求の範囲】
【請求項1】
複数列の物品を幅方向に並べて搬送する上流側搬送路と、当該上流側搬送路の下流に設置され、複数列の物品を幅方向に並べて搬送する下流側搬送路と、前記上流側搬送路から送られてくる物品を前記下流側搬送路へ導く案内路とを備え、
前記下流側搬送路の物品搬送列数が前記上流側搬送路の物品搬送列数よりも少なく設定してあり、
物品を供給する前記上流側搬送路の列を前記下流側搬送路の物品搬送列数に合わせて選択し、当該選択された上流側搬送路の各列から前記下流側搬送路に物品を供給する構成をした減列型物品搬送装置であって、
前記上流側搬送路の各列に対し、あらかじめ設定した検出位置で物品の存否を検出する物品検出センサと、
前記物品検出センサからの信号により、前記上流側搬送路における各列毎の物品の滞留状態を判断する滞留状態判断手段と、
前記上流側搬送路の各列に対する複数の物品供給パターンがあらかじめ設定してある供給パターン設定部と、
前記滞留状態判断手段による判断結果に基づき、前記供給パターン設定部に設定してある供給パターンのいずれかを選択する供給パターン選択手段と、
前記供給パターン選択手段により選択された供給パターンにしたがい前記上流側搬送路における物品供給列を選択する物品供給列選択手段と、を含み、
前記物品供給列選択手段により選択された前記上流側搬送路の物品供給列から、前記下流側搬送路に物品を供給することを特徴とする減列型物品搬送装置。
【請求項2】
請求項1の減列型物品搬送装置において、
前記物品検出センサは、前記上流側搬送路の各列に対し、物品の搬送軌道に沿って2箇所以上の検出位置を設定して、当該各検出位置で物品の存否を検出する構成であることを特徴とする減列型物品搬送装置。
【請求項3】
請求項2の減列型物品搬送装置において、
前記物品検出センサが物品を検出する2箇所以上の検出位置のうち、1箇所は前記上流側搬送路の列に滞留する物品の不足許容限度を検出する下流検出位置に設定してあり、他の1箇所は滞留する物品の量が多いか否かの判断基準となる上流検出位置に設定してあり、
前記滞留状態判断手段は、前記下流検出位置で物品の存否を検出する物品検出センサからの信号に基づいて、前記上流側搬送路の列上にある物品の滞留不足を判断し、また前記上流検出位置で物品の存否を検出する物品検出センサからの信号に基づいて、前記上流側搬送路の列上にある物品の滞留量が多いか否かを判断し、
前記供給パターン設定部に設定する供給パターンは、前記滞留状態判断手段により物品の滞留不足と判断された列からは物品を供給せず、一方、当該滞留状態判断手段により物品の滞留量が多いと判断された列から優先して物品を供給する内容としてあることを特徴とする減列型物品搬送装置。
【請求項4】
請求項3の減列型物品搬送装置において、
前記供給パターン設定部に設定する供給パターンは、前記滞留状態判断手段により物品の滞留不足と判断された列を除き、1サイクルの供給動作で少なくとも1回は各列から物品を供給する内容としてあることを特徴とする減列型物品搬送装置。
【請求項5】
請求項3又は4の減列型物品搬送装置において、
前記供給パターン設定部に設定する供給パターンは、同時に物品を供給できない複数列をあらかじめ指定してあり、当該指定された複数列からは同時に物品を供給しないように設定された制限付き供給パターンを含むことを特徴とする減列型物品搬送装置。
【請求項6】
請求項5の減列型物品搬送装置において、
更に、前記制限付き供給パターンは、前記同時に物品を供給できないと指定された複数列のうち、前記滞留状態判断手段により物品の滞留不足と判断された列以外のいずれか1つから優先的に物品を供給する供給パターンを含むことを特徴とする減列型物品搬送装置。
【請求項7】
請求項3乃至6のいずれか一項に記載の減列型物品搬送装置において、
前記供給パターン設定部に設定する供給パターンは、前記滞留状態判断手段により物品の滞留不足と判断されなかった前記上流側搬送路の列数が、物品を受ける前記下流側搬送路の物品搬送列数よりも少ないとき、前記上流側搬送路からの物品の供給を停止する供給パターンを含むことを特徴とする減列型物品搬送装置。
【請求項8】
前記下流側搬送路が、各物品搬送列上にそれぞれ複数個供給された物品を搬送方向に並べて一括搬送する構成の請求項1乃至7のいずれか一項に記載した減列型物品搬送装置において、
前記供給パターン設定部に設定する供給パターンは、前記下流側搬送路の物品搬送列毎に一括して搬送される物品の個数分、前記上流側搬送路から同じ物品供給列を選択する内容としてあることを特徴とする減列型物品搬送装置。
【請求項1】
複数列の物品を幅方向に並べて搬送する上流側搬送路と、当該上流側搬送路の下流に設置され、複数列の物品を幅方向に並べて搬送する下流側搬送路と、前記上流側搬送路から送られてくる物品を前記下流側搬送路へ導く案内路とを備え、
前記下流側搬送路の物品搬送列数が前記上流側搬送路の物品搬送列数よりも少なく設定してあり、
物品を供給する前記上流側搬送路の列を前記下流側搬送路の物品搬送列数に合わせて選択し、当該選択された上流側搬送路の各列から前記下流側搬送路に物品を供給する構成をした減列型物品搬送装置であって、
前記上流側搬送路の各列に対し、あらかじめ設定した検出位置で物品の存否を検出する物品検出センサと、
前記物品検出センサからの信号により、前記上流側搬送路における各列毎の物品の滞留状態を判断する滞留状態判断手段と、
前記上流側搬送路の各列に対する複数の物品供給パターンがあらかじめ設定してある供給パターン設定部と、
前記滞留状態判断手段による判断結果に基づき、前記供給パターン設定部に設定してある供給パターンのいずれかを選択する供給パターン選択手段と、
前記供給パターン選択手段により選択された供給パターンにしたがい前記上流側搬送路における物品供給列を選択する物品供給列選択手段と、を含み、
前記物品供給列選択手段により選択された前記上流側搬送路の物品供給列から、前記下流側搬送路に物品を供給することを特徴とする減列型物品搬送装置。
【請求項2】
請求項1の減列型物品搬送装置において、
前記物品検出センサは、前記上流側搬送路の各列に対し、物品の搬送軌道に沿って2箇所以上の検出位置を設定して、当該各検出位置で物品の存否を検出する構成であることを特徴とする減列型物品搬送装置。
【請求項3】
請求項2の減列型物品搬送装置において、
前記物品検出センサが物品を検出する2箇所以上の検出位置のうち、1箇所は前記上流側搬送路の列に滞留する物品の不足許容限度を検出する下流検出位置に設定してあり、他の1箇所は滞留する物品の量が多いか否かの判断基準となる上流検出位置に設定してあり、
前記滞留状態判断手段は、前記下流検出位置で物品の存否を検出する物品検出センサからの信号に基づいて、前記上流側搬送路の列上にある物品の滞留不足を判断し、また前記上流検出位置で物品の存否を検出する物品検出センサからの信号に基づいて、前記上流側搬送路の列上にある物品の滞留量が多いか否かを判断し、
前記供給パターン設定部に設定する供給パターンは、前記滞留状態判断手段により物品の滞留不足と判断された列からは物品を供給せず、一方、当該滞留状態判断手段により物品の滞留量が多いと判断された列から優先して物品を供給する内容としてあることを特徴とする減列型物品搬送装置。
【請求項4】
請求項3の減列型物品搬送装置において、
前記供給パターン設定部に設定する供給パターンは、前記滞留状態判断手段により物品の滞留不足と判断された列を除き、1サイクルの供給動作で少なくとも1回は各列から物品を供給する内容としてあることを特徴とする減列型物品搬送装置。
【請求項5】
請求項3又は4の減列型物品搬送装置において、
前記供給パターン設定部に設定する供給パターンは、同時に物品を供給できない複数列をあらかじめ指定してあり、当該指定された複数列からは同時に物品を供給しないように設定された制限付き供給パターンを含むことを特徴とする減列型物品搬送装置。
【請求項6】
請求項5の減列型物品搬送装置において、
更に、前記制限付き供給パターンは、前記同時に物品を供給できないと指定された複数列のうち、前記滞留状態判断手段により物品の滞留不足と判断された列以外のいずれか1つから優先的に物品を供給する供給パターンを含むことを特徴とする減列型物品搬送装置。
【請求項7】
請求項3乃至6のいずれか一項に記載の減列型物品搬送装置において、
前記供給パターン設定部に設定する供給パターンは、前記滞留状態判断手段により物品の滞留不足と判断されなかった前記上流側搬送路の列数が、物品を受ける前記下流側搬送路の物品搬送列数よりも少ないとき、前記上流側搬送路からの物品の供給を停止する供給パターンを含むことを特徴とする減列型物品搬送装置。
【請求項8】
前記下流側搬送路が、各物品搬送列上にそれぞれ複数個供給された物品を搬送方向に並べて一括搬送する構成の請求項1乃至7のいずれか一項に記載した減列型物品搬送装置において、
前記供給パターン設定部に設定する供給パターンは、前記下流側搬送路の物品搬送列毎に一括して搬送される物品の個数分、前記上流側搬送路から同じ物品供給列を選択する内容としてあることを特徴とする減列型物品搬送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−32026(P2011−32026A)
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願番号】特願2009−178971(P2009−178971)
【出願日】平成21年7月31日(2009.7.31)
【出願人】(000151461)株式会社東京自働機械製作所 (106)
【Fターム(参考)】
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願日】平成21年7月31日(2009.7.31)
【出願人】(000151461)株式会社東京自働機械製作所 (106)
【Fターム(参考)】
[ Back to top ]