
減圧式部分めっき装置及び方法
【課題】従来の部分めっき方法である吹き付けめっき時における、欠けや焼けなどのめっき不良を減らす。また、電流密度を大幅に向上させる。
【解決手段】
貯槽12とマスク5及びスパージャー2の間に減圧系を用いた部分めっき装置を考案した。材料6のめっき範囲にマスク5をあてがい上部よりシリンダ軸1で加圧しめっき面を密閉する。 貯槽12に貯えられた薬液は、バルブ9が開放されるとスパージャー2内部に充満し、移送ポンプ10が稼働することにより陽極用パイプ4を通過し薬液が吸引される。薬液が吸引されることによりめっき面付近は絶えず薬液の交換がなされ、陰極面には常に十分な金属イオンが供給される。まためっきにより発生した水素気泡は薬液吸引によりスパージャー2外へすばやく強制移送される。
【解決手段】
貯槽12とマスク5及びスパージャー2の間に減圧系を用いた部分めっき装置を考案した。材料6のめっき範囲にマスク5をあてがい上部よりシリンダ軸1で加圧しめっき面を密閉する。 貯槽12に貯えられた薬液は、バルブ9が開放されるとスパージャー2内部に充満し、移送ポンプ10が稼働することにより陽極用パイプ4を通過し薬液が吸引される。薬液が吸引されることによりめっき面付近は絶えず薬液の交換がなされ、陰極面には常に十分な金属イオンが供給される。まためっきにより発生した水素気泡は薬液吸引によりスパージャー2外へすばやく強制移送される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リードフレームなどの半導体短尺材料及びフープ材などの条材の部分めっきに関する。
【背景技術】
【0002】
従来リードフレ−ムなどの半導体短尺材料及びフープ材などの条材に部分めっきを施す際、スパージャーと呼ばれる土台にガラスエポキシ樹脂板上にシリコン樹脂で成型したマスクを乗せ、マスク上に位置決めをして短尺材料又は条材をマスク上に固定し、その上部からシリンダなどで加圧し材料を密閉して指定されためっき範囲以外を完全に覆い隠してからスパージャーの穴部より薬液を吹き付けてめっきする方法が広く使用されている。
【0003】
このめっき方法は一般にリードフレームのスポットめっきと呼ばれ、現在半導体短尺材料の部分めっき及び条材の部分めっきでは主流になっている方法である。
【0004】
しかし部分めっきで指定されためっき範囲に十分な金属イオンを供給することがめっき工程では必要であり、スパージャーの穴部へより高い圧力で薬液を供給しなければならない。
【0005】
高い圧力で薬液を供給すると、スパージャー穴部に残存する薬液が抵抗体となって新しい薬液流の供給を阻害してしまう。
【0006】
新しい薬液の供給が阻害されると、陰極面での金属イオン濃度が低下し、水電解が起こり水素ガスを発生して理想的なめっき面が得られなくなる。
【0007】
水素ガス発生量が増大してくると、水素ガスが陰極面やマスクのめっき範囲の隅に付着、加圧状態であるため容易に離脱させることが出来ない。このためめっき不良が多量に発生している。
【0008】
【特許文献1】特開平10−247714
【特許文献2】特開平08−125086
【特許文献3】特開平06−104361
【特許文献4】特開平05−183087
【特許文献5】特開2001−007270
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は従来の部分めっきにおけるスパージャーとマスク内の薬液の液回りを改善することが主眼である。そこでめっき処理後の薬液を抵抗なく素早くスパージャー外へ排出し、同時にめっき処理時に発生した水素ガスなどの気泡をスパージャー外へ排出することを目的としている。
【課題を解決するための手段】
【0010】
従来の部分めっきでは、ガラスエポキシ樹脂板上にシリコン樹脂で成型したマスクの穴部にスパージャーより薬液を吹き付けてめっき処理を行っていた。本発明ではスパージャー内部に陽極にも用いるパイプを埋め込み、薬液を吸引する方式を考案した。これよりシリンダなどで加圧状態にし、密閉しためっき範囲の穴部の空間は配管経路において他よりも減圧状態になり薬液が自動的にめっき範囲へ流れ込むという仕組みである。
【発明の効果】
【0011】
従来方式による加圧状態で薬液をスパージャー内に移送すると、内部でめっき時に発生した水素ガスや同時に移送された空気の泡などが、スパージャー内の壁面や隅に付着しスパージャー外へ排出されにくいといった不具合がある。本発明では付着気泡を減圧系を用いてわずかに膨張させ液流により付着から離脱させることが可能になる。
【0012】
これにより、めっき抜けや焼けなどのめっき不良が改善される。また減圧系を用いることによりマスクの材料への接触面が吸着の方向に働くため、めっき範囲外の薬液のもれもなくすことが出来る。従来式である加圧状態によるマスクへの負担も軽減され、マスク交換寿命も長くなる。
【0013】
さらにめっき処理済みの薬液をすばやく新しい薬液に交換し理想的な電流効率を得ることが出来る。
【発明を実施するための最良の形態】
【0014】
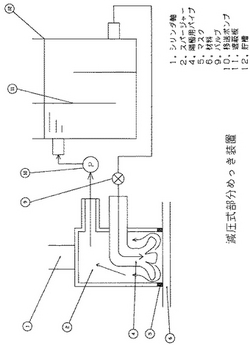
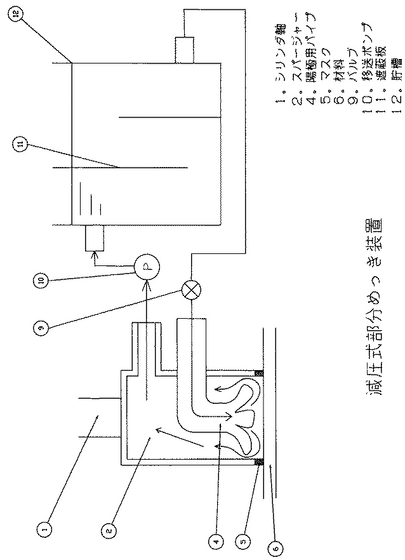
図1は減圧系を用いた部分めっき装置を示したものである。以下は半導体短尺材料及び条材を単に材料と記す。材料6のめっき範囲にガラスエポキシ樹脂板上にシリコン樹脂で成型したマスク5をあてがい上部よりシリンダ軸1で加圧しめっき面を密閉する。
【0015】
貯槽12に貯えられた薬液は、バルブ9が開放されるとスパージャー2内部に充満し、移送ポンプ10が稼働することにより陽極用パイプ4を通過し薬液が吸引される。
【0016】
吸引された薬液はスパージャー外へ排出され貯槽12へ戻る。遮蔽板11は薬液が管理槽に戻る際、めっき処理で発生した水素ガスやその他の気泡も薬液と同時に移送されるため、大気中にそれらの気体を放出して管理槽下部への気体混入を防ぐ効果がある。
【0017】
陽極用パイプ4は電極の役目を担っており、その先端部は図1のように蛸足状に切り広げてあり表面積を増加してある。これで陽極電位を低く抑えることができ、薬液の変質を抑える効果が現れる。また、薬液の移送の抵抗を小さくする作用も兼ねている。
【0018】
めっき面付近は絶えず薬液の交換がなされ、めっきにより発生した水素気泡は薬液が吸引されるためスパージャー2外へすばやく強制移送される。これより、電流密度を引き上げるとともにめっき抜けや焼けなどのめっき不良をほとんどなくすことが可能になる。
【比較例1】
【0019】
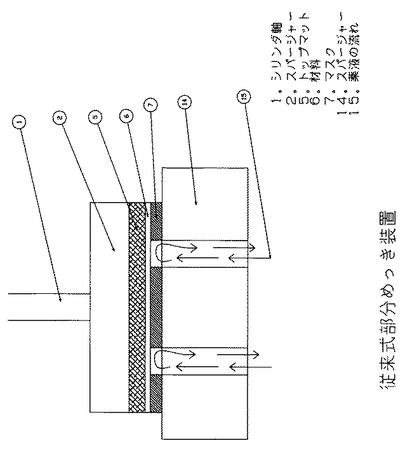
図2は従来の部分めっき装置の概要図である。めっき装置の架台上に設置されたスパージャー14上に、ガラスエポキシ樹脂板上にシリコン樹脂で成型したマスク7をセットし、材料6を所定の位置に位置決めピンなどで固定しその上部よりシリンダで加圧し、シリンダ軸1に固定したスパージャー2とシリコンスポンジ等から成るトップマット5により材料6裏面を完全に覆い隠す。
【0020】
材料6は幅40mm長さ230mm厚み0.2mmの銅材で、めっきの厚さが0.2μmのNiめっきを材料全面に施し、めっきの厚さが0.3μmの部分金めっきをめっき範囲に施す。スパージャー14の材質はガラスエポキシ樹脂を使用、マスク7はガラスエポキシ樹脂板上に硬度40°のシリコン樹脂を成型したものを使用した。
【0021】
スパージャー2も同様にガラスエポキシ樹脂を使用、トップマット5は硬度30°と15°の独立気泡タイプのシリコンスポンジを重ねて使用している。薬液はスパージャー14の穴部より吹き付けられ、15は薬液の流れを矢印で図示したものである。
【実施例1】
【0022】
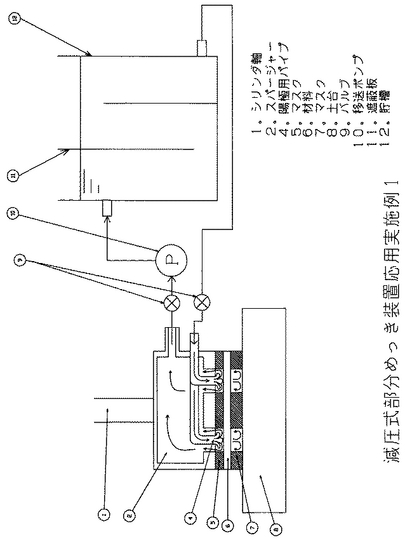
図3は、図1を応用し複数めっき範囲にめっき処理を行う減圧式部分めっき装置のめっき機構部概要を示す。めっき仕様は比較例1と同様、幅40mm長さ230mm厚み0.2mmの銅材6にNiめっきをめっきの厚さが0.2μmで全面に施し、めっきの厚さが0.3μmの部分金めっきをめっき範囲に施す。
【0023】
貯槽12に貯えられた薬液は、バルブ9が開放されるとスパージャー2内部に充満し、移送ポンプ10が稼働することにより陽極用パイプ4を通過し薬液が吸引される。
【0024】
吸引された薬液はスパージャー外へ排出され貯槽12へ戻る。遮蔽板11は薬液が貯槽に戻る際、めっき処理で発生した水素ガスやその他の気泡も薬液と同時に移送されるため、大気中にそれらの気体を放出して貯槽下部への気体混入を防ぐためである。
【0025】
土台8及びスパージャー2の材質はガラスエポキシ樹脂を使用した。マスク7及びマスク5はいずれもガラスエポキシ樹脂板上に硬度40°のシリコン樹脂を成形したもので、銅材料6のめっき範囲以外を完全に覆い隠している。
【実施例2】
【0026】
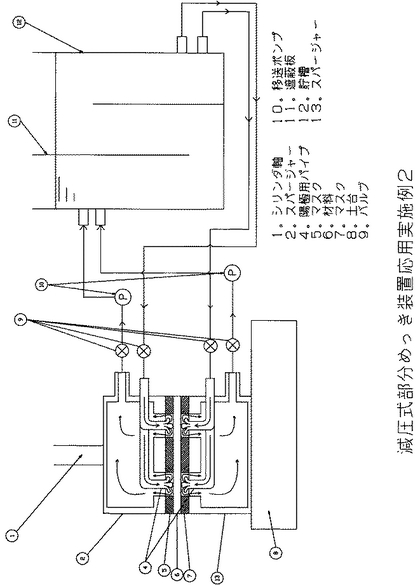
図4は、実施例1を更に応用した例である。実施例1と同様の銅材6に両面部分めっきを施す。めっきの厚さが0.2μmの全面Niめっきにめっきの厚さが0.3μmの部分金めっきを施す仕様は実施例1と同様である。
【0027】
バルブ9を開放すると薬液がスパージャー2及びスパージャー13内部に充満し、移送ポンプ10が稼動することにより薬液が陽極用パイプ4を通過し吸引される。
【0028】
比較例1および実施例1、実施例2のめっき浴はいずれも金濃度10g/lの中性浴でタリウム系と呼ばれる基本浴に少量のコバルトを添加した硬質金めっき液を使用し、液温60℃で固定、定電圧電源を用い電流を変化させてそれぞれの電流密度やめっき概観を観察した。
【0029】
比較例1と実施例1および実施例2について、電流密度を変化させた実験値を表1に示す。まためっき抜けや外観不良について表2に示す。
【0030】
【表1】

【0031】
【表2】
【0032】
表1より従来の部分めっきである比較例1に比べ、減圧式部分めっきである実施例1および実施例2は電流密度が10倍以上の設定を採用できることが判った。一般的に電気めっきについて電流密度が大きい程めっき処理時に生成されるめっき皮膜の結晶粒径が小径になることが確認されている。(パルスめっき方法より。)
【0033】
結晶粒径が小径になるということは、めっき皮膜生成時における内部応力の低下、めっきの密着性向上、めっき処理表面における平均粗さ数値が低いなどめっきの大幅な機能向上が認められる。めっき処理時間も短縮され生産速度を向上させることが可能となり大きな経済効果が得られる。
【0034】
今回の実験では、めっき抜けや欠けなどの不具合も実施例1および実施例2には見られなかった。
【図面の簡単な説明】
【0035】
【図1】減圧式部分めっき装置
【図2】従来型部分めっき装置
【図3】減圧式部分めっき装置応用実施例1
【図4】減圧式部分めっき装置応用実施例2
【符号の説明】
【0036】
1 シリンダ軸
2 スパージャー
4 陽極用パイプ
5 マスク
6 材料
7 マスク
8 土台
9 バルブ
10 移送ポンプ
11 遮蔽板
12 貯槽
13 スパージャー
【技術分野】
【0001】
本発明は、リードフレームなどの半導体短尺材料及びフープ材などの条材の部分めっきに関する。
【背景技術】
【0002】
従来リードフレ−ムなどの半導体短尺材料及びフープ材などの条材に部分めっきを施す際、スパージャーと呼ばれる土台にガラスエポキシ樹脂板上にシリコン樹脂で成型したマスクを乗せ、マスク上に位置決めをして短尺材料又は条材をマスク上に固定し、その上部からシリンダなどで加圧し材料を密閉して指定されためっき範囲以外を完全に覆い隠してからスパージャーの穴部より薬液を吹き付けてめっきする方法が広く使用されている。
【0003】
このめっき方法は一般にリードフレームのスポットめっきと呼ばれ、現在半導体短尺材料の部分めっき及び条材の部分めっきでは主流になっている方法である。
【0004】
しかし部分めっきで指定されためっき範囲に十分な金属イオンを供給することがめっき工程では必要であり、スパージャーの穴部へより高い圧力で薬液を供給しなければならない。
【0005】
高い圧力で薬液を供給すると、スパージャー穴部に残存する薬液が抵抗体となって新しい薬液流の供給を阻害してしまう。
【0006】
新しい薬液の供給が阻害されると、陰極面での金属イオン濃度が低下し、水電解が起こり水素ガスを発生して理想的なめっき面が得られなくなる。
【0007】
水素ガス発生量が増大してくると、水素ガスが陰極面やマスクのめっき範囲の隅に付着、加圧状態であるため容易に離脱させることが出来ない。このためめっき不良が多量に発生している。
【0008】
【特許文献1】特開平10−247714
【特許文献2】特開平08−125086
【特許文献3】特開平06−104361
【特許文献4】特開平05−183087
【特許文献5】特開2001−007270
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は従来の部分めっきにおけるスパージャーとマスク内の薬液の液回りを改善することが主眼である。そこでめっき処理後の薬液を抵抗なく素早くスパージャー外へ排出し、同時にめっき処理時に発生した水素ガスなどの気泡をスパージャー外へ排出することを目的としている。
【課題を解決するための手段】
【0010】
従来の部分めっきでは、ガラスエポキシ樹脂板上にシリコン樹脂で成型したマスクの穴部にスパージャーより薬液を吹き付けてめっき処理を行っていた。本発明ではスパージャー内部に陽極にも用いるパイプを埋め込み、薬液を吸引する方式を考案した。これよりシリンダなどで加圧状態にし、密閉しためっき範囲の穴部の空間は配管経路において他よりも減圧状態になり薬液が自動的にめっき範囲へ流れ込むという仕組みである。
【発明の効果】
【0011】
従来方式による加圧状態で薬液をスパージャー内に移送すると、内部でめっき時に発生した水素ガスや同時に移送された空気の泡などが、スパージャー内の壁面や隅に付着しスパージャー外へ排出されにくいといった不具合がある。本発明では付着気泡を減圧系を用いてわずかに膨張させ液流により付着から離脱させることが可能になる。
【0012】
これにより、めっき抜けや焼けなどのめっき不良が改善される。また減圧系を用いることによりマスクの材料への接触面が吸着の方向に働くため、めっき範囲外の薬液のもれもなくすことが出来る。従来式である加圧状態によるマスクへの負担も軽減され、マスク交換寿命も長くなる。
【0013】
さらにめっき処理済みの薬液をすばやく新しい薬液に交換し理想的な電流効率を得ることが出来る。
【発明を実施するための最良の形態】
【0014】
図1は減圧系を用いた部分めっき装置を示したものである。以下は半導体短尺材料及び条材を単に材料と記す。材料6のめっき範囲にガラスエポキシ樹脂板上にシリコン樹脂で成型したマスク5をあてがい上部よりシリンダ軸1で加圧しめっき面を密閉する。
【0015】
貯槽12に貯えられた薬液は、バルブ9が開放されるとスパージャー2内部に充満し、移送ポンプ10が稼働することにより陽極用パイプ4を通過し薬液が吸引される。
【0016】
吸引された薬液はスパージャー外へ排出され貯槽12へ戻る。遮蔽板11は薬液が管理槽に戻る際、めっき処理で発生した水素ガスやその他の気泡も薬液と同時に移送されるため、大気中にそれらの気体を放出して管理槽下部への気体混入を防ぐ効果がある。
【0017】
陽極用パイプ4は電極の役目を担っており、その先端部は図1のように蛸足状に切り広げてあり表面積を増加してある。これで陽極電位を低く抑えることができ、薬液の変質を抑える効果が現れる。また、薬液の移送の抵抗を小さくする作用も兼ねている。
【0018】
めっき面付近は絶えず薬液の交換がなされ、めっきにより発生した水素気泡は薬液が吸引されるためスパージャー2外へすばやく強制移送される。これより、電流密度を引き上げるとともにめっき抜けや焼けなどのめっき不良をほとんどなくすことが可能になる。
【比較例1】
【0019】
図2は従来の部分めっき装置の概要図である。めっき装置の架台上に設置されたスパージャー14上に、ガラスエポキシ樹脂板上にシリコン樹脂で成型したマスク7をセットし、材料6を所定の位置に位置決めピンなどで固定しその上部よりシリンダで加圧し、シリンダ軸1に固定したスパージャー2とシリコンスポンジ等から成るトップマット5により材料6裏面を完全に覆い隠す。
【0020】
材料6は幅40mm長さ230mm厚み0.2mmの銅材で、めっきの厚さが0.2μmのNiめっきを材料全面に施し、めっきの厚さが0.3μmの部分金めっきをめっき範囲に施す。スパージャー14の材質はガラスエポキシ樹脂を使用、マスク7はガラスエポキシ樹脂板上に硬度40°のシリコン樹脂を成型したものを使用した。
【0021】
スパージャー2も同様にガラスエポキシ樹脂を使用、トップマット5は硬度30°と15°の独立気泡タイプのシリコンスポンジを重ねて使用している。薬液はスパージャー14の穴部より吹き付けられ、15は薬液の流れを矢印で図示したものである。
【実施例1】
【0022】
図3は、図1を応用し複数めっき範囲にめっき処理を行う減圧式部分めっき装置のめっき機構部概要を示す。めっき仕様は比較例1と同様、幅40mm長さ230mm厚み0.2mmの銅材6にNiめっきをめっきの厚さが0.2μmで全面に施し、めっきの厚さが0.3μmの部分金めっきをめっき範囲に施す。
【0023】
貯槽12に貯えられた薬液は、バルブ9が開放されるとスパージャー2内部に充満し、移送ポンプ10が稼働することにより陽極用パイプ4を通過し薬液が吸引される。
【0024】
吸引された薬液はスパージャー外へ排出され貯槽12へ戻る。遮蔽板11は薬液が貯槽に戻る際、めっき処理で発生した水素ガスやその他の気泡も薬液と同時に移送されるため、大気中にそれらの気体を放出して貯槽下部への気体混入を防ぐためである。
【0025】
土台8及びスパージャー2の材質はガラスエポキシ樹脂を使用した。マスク7及びマスク5はいずれもガラスエポキシ樹脂板上に硬度40°のシリコン樹脂を成形したもので、銅材料6のめっき範囲以外を完全に覆い隠している。
【実施例2】
【0026】
図4は、実施例1を更に応用した例である。実施例1と同様の銅材6に両面部分めっきを施す。めっきの厚さが0.2μmの全面Niめっきにめっきの厚さが0.3μmの部分金めっきを施す仕様は実施例1と同様である。
【0027】
バルブ9を開放すると薬液がスパージャー2及びスパージャー13内部に充満し、移送ポンプ10が稼動することにより薬液が陽極用パイプ4を通過し吸引される。
【0028】
比較例1および実施例1、実施例2のめっき浴はいずれも金濃度10g/lの中性浴でタリウム系と呼ばれる基本浴に少量のコバルトを添加した硬質金めっき液を使用し、液温60℃で固定、定電圧電源を用い電流を変化させてそれぞれの電流密度やめっき概観を観察した。
【0029】
比較例1と実施例1および実施例2について、電流密度を変化させた実験値を表1に示す。まためっき抜けや外観不良について表2に示す。
【0030】
【表1】
【0031】
【表2】
【0032】
表1より従来の部分めっきである比較例1に比べ、減圧式部分めっきである実施例1および実施例2は電流密度が10倍以上の設定を採用できることが判った。一般的に電気めっきについて電流密度が大きい程めっき処理時に生成されるめっき皮膜の結晶粒径が小径になることが確認されている。(パルスめっき方法より。)
【0033】
結晶粒径が小径になるということは、めっき皮膜生成時における内部応力の低下、めっきの密着性向上、めっき処理表面における平均粗さ数値が低いなどめっきの大幅な機能向上が認められる。めっき処理時間も短縮され生産速度を向上させることが可能となり大きな経済効果が得られる。
【0034】
今回の実験では、めっき抜けや欠けなどの不具合も実施例1および実施例2には見られなかった。
【図面の簡単な説明】
【0035】
【図1】減圧式部分めっき装置
【図2】従来型部分めっき装置
【図3】減圧式部分めっき装置応用実施例1
【図4】減圧式部分めっき装置応用実施例2
【符号の説明】
【0036】
1 シリンダ軸
2 スパージャー
4 陽極用パイプ
5 マスク
6 材料
7 マスク
8 土台
9 バルブ
10 移送ポンプ
11 遮蔽板
12 貯槽
13 スパージャー
【特許請求の範囲】
【請求項1】
めっきを施す際に減圧系を用いて薬液を陰極面に強制供給するめっき方法
【請求項2】
半導体などのリードフレームに部分めっきを施す際、電解容器内を減圧系の一部として構成し、薬液を循環させることにより電解容器内を強制撹拌しながら通電し金属イオンを陰極面に強制供給する電解めっき方法及びその装置
【請求項3】
半導体などのリードフレームに部分めっきを施す際、電解容器内を減圧系の一部として構成し、薬液を循環させることにより電解容器内を強制撹拌しながら陽極用パイプを用いて通電し金属イオンを陰極面に強制供給する電解めっき方法及びその装置
【請求項1】
めっきを施す際に減圧系を用いて薬液を陰極面に強制供給するめっき方法
【請求項2】
半導体などのリードフレームに部分めっきを施す際、電解容器内を減圧系の一部として構成し、薬液を循環させることにより電解容器内を強制撹拌しながら通電し金属イオンを陰極面に強制供給する電解めっき方法及びその装置
【請求項3】
半導体などのリードフレームに部分めっきを施す際、電解容器内を減圧系の一部として構成し、薬液を循環させることにより電解容器内を強制撹拌しながら陽極用パイプを用いて通電し金属イオンを陰極面に強制供給する電解めっき方法及びその装置
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−19317(P2006−19317A)
【公開日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願番号】特願2004−192466(P2004−192466)
【出願日】平成16年6月30日(2004.6.30)
【出願人】(391003015)株式会社野毛電気工業 (20)
【出願人】(593062050)
【Fターム(参考)】
【公開日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願日】平成16年6月30日(2004.6.30)
【出願人】(391003015)株式会社野毛電気工業 (20)
【出願人】(593062050)
【Fターム(参考)】
[ Back to top ]