
減摩性コーティング、このようなコーティングの製造方法、およびこのようなコーティングを含む物品
コーティングされた基材およびコーティングされた基材を形成するための方法であって、基材の上に重なる第1の潤滑性コーティング層および第1の潤滑性コーティング層の上に重なる第2の潤滑性コーティング層を含み、第1の潤滑性コーティング層が、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、第2の潤滑性コーティング層が、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、第2の摩擦係数が第1の摩擦係数よりも大きい。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般的に、物品のための潤滑性コーティングに関し、より詳細には、留め具、自動車部品などのような物品のための潤滑性コーティング、このようなコーティングの製造方法、およびこのようなコーティングが付与された物品に関する。
【背景技術】
【0002】
プラスチックまたは金属(すなわち、固体)の留め具およびその他の組立物品のような物品の表面品質の保護および改良するためのコーティング物質は、特に、自動車産業に普及して幅広く受け入れられるようになってきている。この業界では、厳しい要求が一般的に存在する。このような要求の中には、低くとも不変の摩擦係数を示し、基材に強固に付着するコーティングを含み、そして腐食保護および着色などの目的のための添加剤を含む表面がある。このような目的のために多くのコーティングおよび処理が開発され、そして使用されており、そしてこれらの多くはなお重要である。しかし、特に自動車産業では、このような物品のための性能要求が、ますます厳しくなってきている。6価クロムのようないくつかの物質は、もはや許容されないか、または段階的に削減されつつある。性能、環境、健康、安全性、および廃棄(製造中止)の要求は、より厳しくなっているので、既存の組成物では、全ての要求を満たすことは不可能であるというところまできている。腐食防止もまた、特に自動車産業では、主な関心事になっている。同時に、これらのような要求は、より厳しくなりつつあるので、物品は未だに、歴史的に要求されているものと同じ有用性基準を満足することが要求される。例えば、トルク要求が一貫して測定および適合されるように不変の摩擦係数を提供し、したがって、潤滑剤の実際の量の正確な決定を可能にする。
【0003】
耐腐食コーティングを有するボルトのようなコーティング物品は、明らかな重要性を有する。鋼鉄のボルトが一般的であるが、もし激しく腐食すれば効果的ではない。コーティング方法は、リン酸塩処理、リン酸塩処理後に塗装または油浸、めっき(例えば、電解めっき、無電解めっき、機械的めっき、または亜鉛めっき)、およびめっき後の塗装が挙げられる。寸法公差が厳しい留め具にとって、電解めっきまたは無電解めっきが、しばしば腐食防止の好ましい方法である。特に、亜鉛または亜鉛合金電解めっきでは、亜鉛が優先的に腐食し、そして鋼鉄腐食に対して犠牲的であるので、これらは、費用対効果の大きい腐食保護方法である。しかし、亜鉛めっきは、一般的に化成被膜の形成(例えば、クロメート処理(6価クロムから膜を形成)、または不動態化(3価クロムまたは非クロム溶液から膜を形成)による)を伴っている。近年、化成皮膜され、電解めっきされた亜鉛留め具を、腐食保護を広げるためにシールで処理することが習慣になっている。シールは、一般的に、乾燥性および/または硬化性の溶液に基づき、無機フィルム(例えば、ケイ酸塩、またはケイ酸塩とシリカとの混合物)、有機フィルム(例えば、アクリル酸塩、ウレタン、またはアクリル酸塩とウレタンとの混合物);または無機材料と有機材料との混合物が挙げられる。
【0004】
締付け荷重を生み出すボルトまたはナットの締付け、または穴の中への鋲の挿入は、自動車のような多くの機械的な組み立てのある組立品の重要な要素である。ボルトで留められた組立品の信頼性、安全性、および質は、留め具の張力のレベルおよび安定性によって影響される。ねじ留め具の頭を回転させる、またはねじ留め具に対してナットを回転させることにより、留め具の張力が得られる。全体の締付けトルクは、1)ねじの摩擦;2)ボルトに与えられる締付け力;および3)組立品の接触表面、ベアリング表面、およびボルトの首下部の間および/または組立品のベアリング表面およびナットの首下部の間の摩擦の組み合わせであると、一般には受け入れられている。
【0005】
今日、多くの組立工程は、ロボットによって行われている。ロボットは、部品(例えばボルト)が十分に締付けられるかを、センサーによって測定されたトルクに主に基づいて決定するようにプログラムされ得る。もし、ボルトに付与される潤滑があまりにも少なすぎると(あるいは、もし、摩擦係数があまりにも大きすぎると)、ロボットは、ボルトを十分に締付け得ない。なぜなら、感知されたトルクは、過剰な摩擦の結果、予めプログラムされたトルク限界を満たすからであり、ボルトが実際に十分に締付けられたからではない。逆に、もし、ボルトに付与される潤滑が過剰であると(そして摩擦係数があまりにも小さすぎると)、ロボットはボルトを締付け過ぎ得、そして組立品を、例えば、ボルトの頭を折ることによってか、またはねじをすり減らすことによって損傷し得る。なぜなら、感知されたトルクは、あまりにも小さな摩擦の結果、予めプログラムされたトルク限界を満たさないからである。したがって、十分であるが過剰ではない潤滑を達成することは、組立操作に関わる絶えず直面する問題である。ロボットシステムは、トルクを決定するセンサーを含むので、これらのセンサーおよび電気的制御は、トルクと摩擦の決定とを相関させる当該分野で公知の種々の等式を用いるようにプログラムされ、およびそれによって締付ける。これらのシステムは、表面の平坦さ(または滑らかさ)について、摩擦係数について、ボルトまたは他の部品に負荷される締付け荷重について、潤滑剤、化成皮膜、および基材の摩耗速度について、ならびに他の変数について必ず仮定を行わなければならない。これらの全ての仮定が、例えば、いつ留め具が十分に締め付けられたかを決定する問題に取り組むために用いられ、そしてこれらの仮定は、一貫した特性を有する一貫した比較的均一な部品に依存する。
【0006】
摩擦は、留め具(例えば、ねじボルトとナットとの組み合わせ)の締付け過程の重要な部分であるので、接触する表面の潤滑による摩擦の制御が重要である。潤滑が十分であることは、互いに対して動く表面間に付与される潤滑剤の使用に起因して、摩擦または摩擦係数の測定によって決定され得る。潤滑レジームは、ストライベック曲線によって定義され得、摩擦係数が、2つの表面(トライボロジーペアー(tribological pair)という)およびその間の潤滑剤の組み合わせに関する滑り速度の関数としてプロットされる。境界潤滑は、滑り速度が低く、そして荷重力が潤滑剤の吸着分子および/または薄い潤滑および/または酸化物層によって保護された接触区域の粗さによって全体的に伝わる状態にある。境界潤滑表面の相互作用ならびに潤滑性全体に対する潤滑剤のせん断強さおよび表面粗さの関係が、潤滑剤の摩耗と関連し、そして境界潤滑で役割を果たすことが公知である。
【0007】
機械ベアリングが開始または停止されつつあり、そして速度が流体力学レジームを作出するのに十分に高くないときに境界潤滑状態が機械ベアリングと共に存在する。他の例は、歯車、タービンのガイドベーン、および他のゆっくりと可動する装置(例えば、リフティング操作での水圧往復運動)間の、あるいは衝撃吸収材とのまたは例えば自動車のボンネットまたはトランクのふたの開閉を制御するために用いられる支柱との接触が挙げられる。境界潤滑では、原子的に平坦な表面が、潤滑剤のいくつかの分子層によって分離され、そして界面の作用は、潤滑剤に伝統的に伴われるよりよく知られた場合の体積粘性率と質的に異なるようになる。境界潤滑は、表面が特にどの粗さの部位でも原子的に平坦でない場合、またはわずかに異なる形状のため、ある区域または領域で比較的可動する部品により近くに接近することになる場合、重要であり得る。
【0008】
潤滑剤によって分離されるとき、スティックスリップ潤滑状態が、互いに対して動く部品と共に存在し、その状態では「停止−開始」サイクルで部品が動く。潤滑油添加剤は、この現象を避けるまたは減少させるために含まれ得る。
【0009】
締付け中のトルクの制御を助けるために、例えば、亜鉛めっき、化成皮膜、および場合によりシーリングによって調製された留め具は、Spartan AdhesivesおよびCoatings Co.から入手の希釈されたFUCHS LUBRITECH(登録商標)Gleitmo 605または希釈されたValsoft PE−45のような潤滑液で処理され得る。このような潤滑性コーティングは、しばしばドライフィルム潤滑剤と称される。潤滑剤はまた、シール層と組み合わされ得、得られるコーティングは、一体型潤滑剤シールと称され得る。これらの潤滑工程では、潤滑剤は、単一の潤滑性コーティングに均一に散布される。
【0010】
いくつかの典型的な先行技術で処理された金属部品を図1〜4に概略的に示す。図1は、金属基材10、亜鉛または亜鉛合金層12、腐食防止層14、および潤滑剤コーティング16を含む先行技術の金属物品100を、概略的に記載する。基材10は、留め具(例えば、ボルト、ナット、ねじくぎなど)のような任意の適した金属物品であり得、例えば、鋼鉄製であり得る。このような先行技術の実施態様では、亜鉛または亜鉛合金(例えば、亜鉛−鉄、亜鉛−コバルト、亜鉛−ニッケル)層12は、例えば、溶融亜鉛めっきまたは電解めっき層であり得、これは基材10に付与されている。いくつかの先行技術の実施態様では、腐食防止層14は、6価クロム化成皮膜であり得、直接亜鉛または亜鉛合金層12に付与されている。潤滑剤層16は、このような使用のための任意の公知の潤滑剤を含み得る。シール層(図示していない)が、潤滑剤上に形成され得るか、または潤滑剤がシール層と一体化した部分となり得、その場合、潤滑剤層16は、シール/潤滑剤層である。この例では、潤滑剤は、単一の潤滑性コーティングに均一に散布されている。
【0011】
図2は、金属基材10、亜鉛または亜鉛合金層12、腐食防止層14、シール層18、および潤滑剤コーティング16を含む先行技術の金属物品200を、概略的に記載する。基材10は、留め具(例えば、ボルト、ナット、ねじくぎなど)のような任意の適した金属物品であり得、例えば、鋼鉄製であり得る。このような先行技術の実施態様では、亜鉛または亜鉛合金(例えば、亜鉛−鉄、亜鉛−コバルト、亜鉛−ニッケル)層12は、例えば、溶融亜鉛めっきまたは電解めっき層であり得、これは基材10に付与されている。腐食防止層14は、さらに6価クロム化成皮膜であり得、亜鉛層12に付与されている。シール層18は、腐食防止層14を覆うようにかまたは上に付与されている。潤滑剤層16は、このような使用のための任意の公知の潤滑剤を含み得る。この例では、潤滑剤は、単一の潤滑性コーティングに均一に散布されている。
【0012】
図3は、金属基材10、亜鉛または亜鉛合金層12、腐食防止層20、シール層18、および潤滑剤コーティング16を含む先行技術の金属物品300を、概略的に記載する。基材10は、留め具(例えば、ボルト、ナット、ねじくぎなど)のような任意の適した金属物品であり得、例えば、鋼鉄製であり得る。このような先行技術の実施態様では、亜鉛または亜鉛合金層12は、例えば、溶融亜鉛めっきまたは電解めっき層であり得、これは基材10に付与されている。この先行技術の例では、腐食防止層20は、6価クロムを含まない不動態化物質であり得、亜鉛層16に付与されている。6価クロムを含まない不動態化物質としては、例えば、3価クロム、無電解ニッケル、または電解めっきされたニッケル−リン(NiP)合金が挙げられ得、亜鉛層12上に堆積されている。シール層18は、腐食防止層20を覆うようにかまたは上に付与されている。潤滑剤層16は、このような使用のための任意の公知の潤滑剤を含み得る。図1および2の例のように、シール層18は、潤滑剤層16を覆うように付与されてもよい。この例では、潤滑剤は、単一の潤滑性コーティングに均一に散布されている。
【0013】
図4は、金属基材10、亜鉛または亜鉛合金層12、腐食防止層14、および一体型シール層22を含む先行技術の金属物品400を、概略的に記載する。基材10は、留め具(例えば、ボルト、ナット、ねじくぎなど)のような任意の適した金属物品であり得、例えば、鋼鉄製であり得る。このような先行技術の実施態様では、亜鉛または亜鉛合金層12は、例えば、溶融亜鉛めっきまたは電解めっき層が基材10に付与されている。この先行技術の例では、亜鉛層16に付与された腐食防止層14は、示した6価クロム層14であり得るか、または図3に示した腐食防止層20のような6価クロムを含まない不動態化物質であり得るか、または他の任意の適した不動態化物質または腐食防止物質であり得る。6価クロムを含まない不動態化物質としては、例えば、3価クロム、無電解ニッケル、または電解めっきされたニッケル−リン(NiP)合金が挙げられ得、亜鉛層12上に堆積されている。この選択では、一体型シール層20があり、潤滑剤がシール層と一体化した部分となる。この例では、潤滑剤は、単一の潤滑性コーティングに均一に散布されている。
【0014】
上述の全ての先行技術の例(例えば、図1〜4について記載されているように)、および先行技術全般では、潤滑剤層または一体型シール層は、潤滑剤がむらなく均一に散布されている、均一な潤滑性の層である。このような潤滑剤は、一般的に、乾燥手ざわりの減摩性コーティングであり、そしてこれらには、ドライフィルム潤滑剤、有機ラッカー潤滑剤、または一体型潤滑剤が含まれ、そして時にそのように称される。ドライフィルム潤滑剤は、付与および加熱後乾燥し、そして得られた潤滑層は、本質的に潤滑剤のみであり、その定義通りおよび均一に散布されている。有機ラッカー潤滑剤は、有機結合剤および固形潤滑剤を含み得る。有機結合剤は、例えば、樹脂を含むワックス、および固形潤滑剤であり得る。一体型潤滑剤コーティングは、美的(例えば色)または耐腐食性または組み合わせのような他の物質との潤滑剤の混合物であり、潤滑剤の粒子が均一に散布されている。有機ラッカー潤滑剤および一体型潤滑剤の両方において、潤滑剤物質は、例えば、ポリエチレン、PTFEのようなポリマーの粒子、グラファイト、または硫化モリブデン(MoS2)のような別の物質などであり得る。任意のさらなる潤滑剤を用いるとき、それは、一般的に最も潤滑であり、そして部品の最外表面に付与される。
【0015】
上述の全ての例および先行技術全般では、種々の形状および表面の質および特徴を有する広範な様々な部品に対して、十分であるが過剰ではない潤滑性を付与するという問題が残っている。多くの潤滑剤が公知であり、そして広範に用いられているにもかかわらず、特に大きな圧力、トルク、および摩擦力に供され、そしてこのような力が、しばしばロボットによって付与される留め具のような部品に対しては、改良された潤滑剤の必要性が残っている。
【0016】
物体の外表面に潤滑剤を塗布することは、摩擦を減少するという利点を生じさせるが、潤滑剤を含むコーティングが、潤滑性が必要な期間を通じてすり減らない十分な厚みでなければ、単一の均一な層の潤滑剤で摩擦の均一性を達成することは非常に難しい。しかし、厚みのあるコーティングは、ねじ留め具にとって有用ではない。なぜなら、雄ねじおよび雌ねじの寸法に影響を与えるからである。他の物体の場合でも、厚みのあるコーティングは、寸法公差に悪影響を与え得る。均一な潤滑剤を含む薄い潤滑性コーティングでは、滑る物体の表面は非常に密接であり、そして潤滑媒体は非常に薄い。そして、この組み合わせは、表面の小さな欠陥、粗さ、および/または形状の相違による表面一面の圧力のむらのある分布が摩耗に変化を生じさせることを意味する。そのため、いくつかの領域は十分な潤滑剤を有するが、他の領域では、潤滑剤層はすり減るかまたは穴が開くことになる。このようなすり減りまたは穴が生じると、見かけの全体の摩擦係数は滑り表面に対して変化し、摩擦の変化に伴う問題を生じ、そして潤滑剤層が完全にすり減ったところでは、その下の層もまた損傷され得、おそらく基材の寿命期間に悪影響(例えば、腐食の可能性の増加)を生じる。
【0017】
これらの全ての理由のために、問題がなお存在し、そして特に留め具のような大量生産されるが決定的に重要な部品のために、潤滑性コーティングの改良が非常に多く必要とされている。
【発明の開示】
【発明が解決しようとする課題】
【0018】
本発明では、潤滑性コーティングを有するコーティング部品による滑り速度および圧力の変動を補償するコーティングシステムが提供され、該コーティングシステムは、潤滑性コーティングの最外表面部分の摩擦係数が潤滑性コーティングの内側部分の摩擦係数よりも大きい。本発明は、乾燥手ざわりの潤滑性コーティングを提供し、該潤滑性コーティングでは、コーティング中の潤滑剤が、コーティングの外表面よりも下の層または基材との界面のコーティングに高い濃度で存在する。一般的に、潤滑性コーティングは、少なくとも1つの他の物質を含み得、それは、例えば、腐食防止剤またはシール物質であり得る。このように、表面が平らでないかまたは滑らかではない場合、本発明のコーティングは、例えばねじ留め具の締付けにおいて、締付け過程中観測されるトルクの変化が減少し、そしてより均一であるように、いくらかの補償を提供する。
【課題を解決するための手段】
【0019】
外側部分と内側部分との間の摩擦係数の相違は、2つの基礎的な方法のいずれかまたは両方で得られ得る。1つの実施態様では、摩擦係数の相違を得るために、同一の潤滑剤を異なった量で用いる。別の実施態様では、摩擦係数の相違を与えるために、異なる潤滑剤を用いてもよい。後者の実施態様では、2つの異なる潤滑剤は、外側部分の摩擦係数が内側部分の摩擦係数よりもなお大きい状態である限り、任意の相対量で用いられ得る。したがって、表面の特定の局所領域がより大きな摩耗に供される場合(例えば、より大きな滑り距離、高圧領域、または平らでないあるいは滑らかでない領域)、より大きな摩擦係数である最初の表面がすり減り、より滑りやすい表面(すなわち、より高い潤滑性およびより小さな摩擦係数を有する表面)が作出されるかまたは現れる。これは、局所領域の潤滑性が再度つり合うかまたは調整されるまで続き、そこでは変動の望ましくない影響(例えば粗さ)が、より均一な摩耗またはより均一な引きずりまたはトルク張力を得るまでに軽減された。これは、物品全体の外表面がトルク張力改変物質として単一の均一な潤滑剤を有する、ねじ留め具におけるような表面の摩擦を制御する従来の手段と対照的である。
【0020】
潤滑性コーティングは、腐食防止剤および潤滑剤を含む第1の組成物中に、第1の濃度で基材を浸漬する工程、このようにコーティングされた基材を、潤滑剤を含む第2の組成物中に第2の濃度(第2の濃度は第1の濃度よりも低い)で浸漬する工程を含む方法によって製造され得る。これらの工程は繰り返され得、そして第3の工程が、すでに形成された最初の2つの潤滑剤層を有する基材を、潤滑剤を含む第3の組成物中に第3の濃度(第3の濃度は、第2の濃度よりも低い)で浸漬する工程を含み得る。第2の組成物および任意の続く組成物は、腐食防止物質または他の物質(例えば、樹脂または結合剤によって形成されるシール)を含み得る。
【0021】
したがって、1つの実施態様では、本発明は、コーティングされた基材を提供し、該基材は、基材の上に重なる第1の潤滑性コーティング層および第1の潤滑性コーティング層の上に重なる第2の潤滑性コーティング層を含み、第1の潤滑性コーティング層が、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、第2の潤滑性コーティング層が、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、第2の摩擦係数が第1の摩擦係数よりも大きい。
【0022】
別の実施態様では、本発明は、基材上の乾燥手ざわりのコーティングを提供し、該コーティングは、基材の上に重なる外表面および内表面、少なくとも1つの潤滑剤、および少なくとも1つの非潤滑性物質を含み、少なくとも1つの潤滑剤が、内表面よりも外表面に、より高い摩擦係数を付与する。
【0023】
別の実施態様では、本発明は物品を提供し、該物品は、基材;基材の少なくとも一部分の上に亜鉛または亜鉛合金の層(a);層(a)の上に重なる3価クロム化成皮膜の層(b);層(b)の上に重なる第1の潤滑剤含有層(c);および層(c)の上に重なる第2の潤滑剤含有層(d)を含み、層(c)が、層(d)の摩擦係数よりも小さい摩擦係数を付与する。
【0024】
別の実施態様では、本発明は物品を提供し、該物品は、基材;基材の少なくとも一部分の上に亜鉛または亜鉛合金の層(a);層(a)の上に重なる3価クロム化成皮膜の層(b);および層(b)の上に重なる潤滑剤含有層(c)を含み、層(c)が、層(b)と接触するかまたは上に重なる内表面および層(b)とは反対側の外表面および潤滑剤を含み、ここでは潤滑剤が、外表面より内表面に、より小さな摩擦係数を付与する。すなわち、この実施態様では、潤滑性複合コーティング層(c)は、基材の表面から潤滑性コーティング層の外表面まで外側に向かって潤滑剤の減少および摩擦係数の増加の勾配を有する。
【0025】
別の実施態様では、本発明は、基材に潤滑性コーティングを付与する方法を提供し、該方法は、基材の上に第1の潤滑性コーティング層を付与する工程および第1の潤滑性コーティング層の上に第2の潤滑性コーティング層を付与する工程を含み、第1の潤滑性コーティング層が、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、第2の潤滑性コーティング層が、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、第2の摩擦係数が第1の摩擦係数よりも大きい。
【0026】
別の実施態様では、本発明は、基材に潤滑性コーティングを付与する方法を提供し、該方法は、第1の潤滑剤を含む第1の組成物中に基材を浸漬する工程;第1の組成物から基材を取り出し、第1の潤滑剤を含む第1の潤滑性コーティング層を基材の上に形成する工程;その上に第1の潤滑性コーティング層を有する基材を、第2の潤滑剤を含む第2の組成物中に浸漬して、第2の潤滑剤を含む第2の潤滑性コーティング層を第1の潤滑性コーティング層の上に形成する工程を含み、第1の潤滑性コーティング層が第1の摩擦係数を付与し、そして第2の潤滑性コーティング層が第2の摩擦係数を付与し、第1の摩擦係数が第2の摩擦係数よりも小さい。
【0027】
別の実施態様では、本発明は、基材に潤滑性コーティングを付与する方法を提供し、該方法は、第1の潤滑剤を含む第1の組成物中に基材を浸漬する工程;第1の組成物から基材を取り出し、第1の潤滑剤を含む第1の潤滑性コーティング層を基材の上に形成する工程;第2の潤滑剤を含む第2の潤滑性コーティング層を第1の潤滑性コーティング層の上に付与する工程を含み、第1の潤滑性コーティング層が第1の潤滑性を示し、そして第2の潤滑剤が第2の潤滑性を示し、そして第1の潤滑性が第2の潤滑性よりも大きい。
【0028】
該方法は、第1の組成物中の不動態化剤または腐食防止剤の使用を含み得、そして基材が第1の組成物から取り出されると、化成皮膜を含むベース層が基材上に不動態化剤または腐食防止剤によって形成され、そして第1の潤滑性コーティング層がベース層上に形成される。
【0029】
第1の潤滑剤は、第1の組成物中で乳化され得るかあるいはそうでない場合は分散され得、そして基材が組成物から取り出されると、潤滑剤は、エマルジョンから分離し、そして化成皮膜上に実質的に均一な潤滑剤の層を形成する。
【0030】
さらに、該方法は、基材に1以上の金属または合金を付与する工程を含み得、そして化成皮膜のベース層が、金属または合金上に不動態化剤または腐食防止剤によって形成され、そして第1の潤滑性コーティング層がベース層の上に重なる。
【0031】
さらに、該方法は、第2の潤滑性コーティング層を付与する工程に続いて、コーティングされた基材を加熱して第1の潤滑性コーティング層および第2の潤滑性コーティング層との間に拡散を生じさせる工程を含み得、それにより複合コーティング層が形成され得る。複合コーティング層は、複合コーティング層の外側部分よりもベース層近辺でより濃度の濃い潤滑剤を含む。これは、潤滑剤濃度が複合コーティング層内で傾斜しているコーティングを形成し得、ベース層近辺から傾斜層の外表面に向かって濃度が次第に減少し、したがって、層の内側部分から外側部分へと摩擦係数が増加する。
【発明の効果】
【0032】
本発明は、より均一なトルク張力試験およびより均一な潤滑性表面を生じ潤滑特性を有する、改良された物品を提供するという問題の解決を提供する。本発明は、基材の不均一な表面、形態、および形状のため、潤滑層および下の基材の摩耗差の問題の解決を提供する。
【発明を実施するための最良の形態】
【0033】
図の簡略化および明確化のため、図に示す構成要素は、必ずしも縮尺通りに記載されていないことを理解すべきである。例えば、いくつかの構成要素の寸法は、明確化のため互いに関して誇張され得る。さらに、適宜、図中で繰り返した参照番号は、対応する構成要素を指し示す。
【0034】
さらに、以下に記載される方法の工程および構造は、留め具のような部品を製造するための完全なプロセスフローを形成していないことを理解すべきである。本発明は、現在、当該分野で用いられている製作技術とともに実施され得、そして通常実施される方法工程のうち、本発明の理解のために必要である限られたものが含まれている。
【0035】
本明細書で用いられるように、潤滑剤は、2つの表面間の摩擦および/または摩耗の減少の目的とする、相対運動中の2つの表面間に挿入される任意の物質である。
【0036】
本明細書で用いられるように、潤滑性は、所定量の所定の潤滑剤によって付与された潤滑の程度(すなわち、潤滑化するまたはトライボロジーペアーの摩擦係数(COF)を小さくする潤滑物質の能力)の大きさであり、そしてそのことをいう;これはまた、時にフィルム強度とも称される。相対的に高い潤滑性を有する第1の物質の所定量は、相対的に低い潤滑性を有する第2の物質の同量よりもより大きいかまたはより長期間の潤滑を付与し得る。
【0037】
本明細書で用いられるように、乾燥性物質は、蒸発、熱の付与によって溶媒が除去、あるいは、酸素または別のエネルギー源(例えば、X線、紫外線、電子ビームなど、または電気泳動プロセスで付与される電気的エネルギー)の影響下で乾燥反応が起こったときのように、素早く乾燥して固形物質を形成する物質を含むものである。
【0038】
本明細書で用いられるように、ドライフィルム潤滑剤は、通常、分散液または乳化液から、部品に付与される潤滑剤であり、乾燥(例えば、熱の付与によって)すると乾燥した手ざわりになる。
【0039】
本明細書で用いられるように、有機ラッカー潤滑剤は、硬化可能なおよび/または乾燥性のマトリックス中に潤滑剤を含有するコーティングであり、例えば、熱の付与によって、乾燥手ざわりになる。マトリックスは、分散液、溶液、または乳化液であり得る。
【0040】
本明細書で用いられるように、一体型潤滑剤は、潤滑剤と結合剤または硬化したもしくは乾燥した(例えば、乾燥性の)物質を含む、乾燥した手ざわりのコーティングである。最初のマトリックスは、通常、硬化性物質または乾燥性物質と溶解、分散、および/または乳化した潤滑剤との混合物である。
【0041】
本明細書で用いられるように、化成皮膜は、金属の外部層または表面原子層と適切に選択された媒体の陰イオンとの反応によって金属表面上に生じたコーティングであり、一般的な反応は、次のように記載される。
【0042】
mM+nAz−→MmAn+nze−
ここで、M=媒体と反応する金属、および
A=初期電荷Zを有する媒体陰イオン
【0043】
当業者に公知であるように、所定の化成皮膜の形成は、上記一般の反応スキームより複雑であり得る。化成皮膜は、例えば、6価クロムでのクロメート処理、3価クロムまたは他の不動態化剤での不動態化処理、リン酸塩処理、シュウ酸塩処理、ZnまたはMnのような他の金属イオンによるリン酸塩処理(例えば、化学的に金属化した層、例えばリン酸亜鉛(Zn3(PO4)2・xH2O)を含有する化成皮膜を形成するため)、および陽極酸化処理が挙げられる。化成皮膜は、例えば、処理された物品を反応性溶液中に浸漬する、処理される表面に溶液をスプレーする、および濃縮された反応性溶液で表面を被覆することによって付与され得る。化成皮膜は、ほとんど全ての金属の表面上で生成され得る。化成皮膜は、通常、当該分野で公知であり、ここで詳細に議論する必要はない。
【0044】
本開示内容および特許請求の範囲を通じて、本明細書に開示されている任意の範囲および割合の数値限定は、組み合わされ得、そして一体となって介在する値は、特に明示の端点と同様に開示されているものとみなす。
【0045】
本発明において、基材上のコーティングの最外表面は、最も高い潤滑性の領域を有さない。それどころか、外側のコーティング領域は、コーティングの少なくとも1つの下の層または領域が有するよりも低い潤滑性を有する。その結果、従来の技術を用いてボルトを締め付けて最外表面がもし摩耗した場合、より大きな摩擦を有する表面に転換するのとは違って、本発明による潤滑性コーティングは、コーティングの外表面がすり減ると、より小さい摩擦の領域を生じる。これは、そうでなければ潤滑性コーティングをすり減らし得る摩耗速度に基材(例えば、ねじ留め具)のいくつかの領域が供される場合、有利である。介在するより潤滑性の層を付与することによって、このような摩耗が基材の表面に達し得ず、トライボロジーペアー間の任意のさらなる潤滑層の欠如から摩擦が大幅に増大する結果になる。
【0046】
本発明によれば、初めに高速で摩耗した表面区域が、摩耗されるにつれてより潤滑になり、それによって、おそらく表面の他の区域と同じ摩耗速度に到達し得るか、または少なくとも近づき得る。この能力は、改良された使用し易さおよび腐食防止コーティングのような表面の保護コーティングの損失のために生じる不具合のリスクの軽減を留め具に付与する。この能力はまた、例えば、より均一で不変のトルクレジーム、留め具の自動化適用の容易さ、ベアリング寿命の改良、および支柱構造の改良を付与する。
【0047】
理解されるように、ねじ留め具のねじの表面では、運動速度、付与される力量、および生じる摩耗の程度の各々は、位置によって変化し得る。したがって、ねじ留め具のコーティングの摩耗の程度は、これらの要因の組み合わせにより変化し得る。本発明によれば、コーティングの深さと共に潤滑性の差を付与することによって、留め具の異なる区域は、より均一な摩耗速度が付与され得る。より高い速度で、および/またはより大きな距離にわたって動く表面、および/またはより大きな垂直力に供され、それによってより大きな摩耗に供される表面は、より潤滑性が付与され、したがってより幅広い区域にわたって摩擦荷重が分散される。このようなコーティングは、逆転した潤滑特性を示すと言われ得る。すなわち、コーティングは、摩耗するにつれてより滑りやすくなり、コーティングが完全にすり減った点に近づいて摩耗が進むので、より低い摩耗速度になる。
【0048】
本発明の1つの実施態様によれば、コーティングされた基材が提供され、該コーティングされた基材は、少なくとも基材の上に重なる第1の潤滑性コーティング層および第1の潤滑性コーティング層の上に重なる第2の潤滑性コーティング層を含む。第1の潤滑性コーティング層は、第1の濃度の潤滑剤を含み;そして第2の潤滑性コーティング層は、第2の濃度の潤滑剤を含み、第1の濃度の潤滑剤に対して少ない。したがって、基材により近い層、すなわち2つのコーティング層の内側の層は、第2の層(外側のコーティング層)より多くの潤滑剤を含有する。さらなる潤滑性コーティング層が追加され得る(例えば、第2の潤滑性コーティング層の上に重なる第3の潤滑性コーティング層)。第3の潤滑性コーティング層は、第2の濃度の潤滑剤および第1の濃度の潤滑剤に対して低い濃度の潤滑剤を含む。もちろん、さらなる層が追加され得る;したがって、少なくとも2つのさらなるコーティング層が、第2の潤滑性コーティング層の上に付与され得、各連続するコーティング層は、それぞれ前のコーティング層に対して低い濃度の潤滑剤を含む。すなわち、各連続する潤滑剤コーティング層は、その上にその層が付与されているコーティング層よりも少ない潤滑剤を含む。それぞれの層中の上記の濃度の潤滑剤の正味の効果は、内側の層が有するよりも外側の層がより大きな摩擦係数を有することであると理解されるべきである。
【0049】
したがって、層間の関係は、それぞれのコーティング層の潤滑剤の濃度に関してよりもむしろ得られる摩擦係数に関して記載され得、または測定され得る。異なる潤滑性物質がそれぞれの層に用いられた場合、この記載は有用である。したがって、本発明の別の局面では、コーティングされた基材が提供され、該コーティングされた基材は、基材の上に重なる第1の潤滑性コーティング層および第1の潤滑性コーティング層の上に重なる第2の潤滑性コーティング層を含み、第1の潤滑性コーティング層が、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、第2の潤滑性コーティング層が、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、第2の摩擦係数が第1の摩擦係数よりも大きい。本発明のこの局面によれば、それぞれの潤滑剤の濃度は、上記の第1の実施態様の通りでなくともよいが、しかし、外層の摩擦係数は、内層の摩擦係数よりも大きいという、正味の効果はなお同じである。
【0050】
本発明によれば、コーティングされた基材を提供し、該コーティングされた基材は、基材の上に重なる第1の潤滑性コーティング層および第1の潤滑性コーティング層の上に重なる第2の潤滑性コーティング層を含み、第1の潤滑性コーティング層が、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、第2の潤滑性コーティング層が、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、第2の摩擦係数が第1の摩擦係数よりも大きい。
【0051】
上述のように、1つの実施態様では、第1の潤滑剤および第2の潤滑剤は、同一の潤滑剤であり得る。潤滑剤が両層(またはより多くの層)で同一であると、潤滑剤は、第2の潤滑性コーティング層中の潤滑剤の濃度より濃い濃度で第1の潤滑性コーティング層中に存在する。さらなる層が存在すると、潤滑剤が最外層と下の層とで同一の場合、最外層が一番低い潤滑剤の濃度を有する。
【0052】
別の実施態様では、第1の潤滑剤および第2の潤滑剤は異なる潤滑剤である。この実施態様では、2つの異なるバリエーションが存在し得る。1つのバリエーションでは、第1の潤滑剤は第1の潤滑性を有し、第2の潤滑剤は第2の潤滑性を有し、そして第1の潤滑性は、第2の潤滑性より低い。このバリエーションでは、第1の潤滑性が、摩擦係数関係を維持するために、第1の内側の層にあるので、第1の潤滑剤は、第2の潤滑剤が第2の潤滑性コーティング層に付与する潤滑性(転じて、より大きな摩擦係数を有する)よりも、全体としてより大きな潤滑性(およびより低い摩擦係数)を第1の潤滑性コーティング層付与するのに、十分な濃度で、第1の潤滑性コーティング層に存在すべきである。
【0053】
他のバリエーションでは、第1の潤滑剤は第1の潤滑性を有し、第2の潤滑剤は第2の潤滑性を有し、そして第1の潤滑性は、第2の潤滑性より大きい。このバリエーションでは、潤滑剤の相対的な濃度は、第1の潤滑性コーティング層の全体としての潤滑性が、第2の潤滑性コーティング層の全体としての潤滑性よりも大きい限り、任意の関係を有し得る。理解されるように、得られる関係を記載する別の方法は、第1の潤滑性コーティング層の摩擦係数が、第2の潤滑性コーティング層の係数よりなお小さい状態であることである。
【0054】
別の実施態様では、コーティングされた基材は、第2の潤滑性コーティング層の上に重なる第3の潤滑性コーティング層をさらに含む。この実施態様では、第3の潤滑性コーティング層は、第3の摩擦係数を第3の潤滑性コーティング層に付与する第3の潤滑剤を含み、第3の摩擦係数は、第2の摩擦係数よりも大きい。さらなるコーティング層が付与され得る。したがって、コーティングされた基材は、さらに第2の潤滑性コーティング層の上に重なる少なくとも2つのさらなるコーティング層を含み得、それぞれ次のコーティング層が、それぞれ前のコーティング層の摩擦係数よりも大きな摩擦係数をそれぞれ次のコーティング層に付与する潤滑剤を含む。上記の記載は、潤滑剤濃度および潤滑剤の同一性または相違の関係にあてはまり、第3の(および任意の続く)コーティング層の摩擦係数は、その上に第3の(および任意の続く)コーティング層が形成される層の摩擦係数よりも大きいことをさらに条件とする。
【0055】
したがって、上記のように、コーティングされた基材は、内側の層(第1の潤滑性コーティング層)が、コーティングされた基材の表面の上に重なっている層および表面のより近くの層(第2の潤滑性コーティング層)または複数の層(第2、第3、および任意の続くコーティング層)または表面が有するよりも大きな潤滑性およびより小さい摩擦係数を有するコーティングを含み、外側の層は、その上にそれらが重なる層より大きな摩擦係数および低い潤滑性を有する。上記のように、さらなる潤滑性コーティング層は、本明細書に記載される2つのコーティング層の上に付与され得る。第2の潤滑性コーティング層の上に重なる連続するコーティング層の各々は、それぞれの続くコーティング層に、その上に連続する層が付与される各前のコーティング層の摩擦係数より大きな摩擦係数(およびより小さい潤滑性)を付与する潤滑剤を含む。
【0056】
上述のように、内側の層と外側の層との関係が、摩擦係数に関して記載される場合、それぞれの摩擦係数についての関係が維持される限り、異なる潤滑剤がこれらの2以上の層で用いられ得る。2以上の層中の2以上の潤滑剤の各々は、それぞれの摩擦係数についての関係が維持される限り、所定の層において任意の濃度を有し得る。すなわち、上記のように、外側の層は、内側の層が有するより大きな摩擦係数を有し、この関係は、内側の層においてより濃い濃度の使用によって得られるか、または内側の層においてより高い潤滑性を有する潤滑剤の使用によって得られる。
【0057】
一般的に鋼鉄および他の金属のシート、細長片、部品、または加工品、特に、留め具および類似の部品のような完成製品に、金属コーティングを付与し、腐食に対して鋼鉄を保護するのは一般的である。付与され得るコーティングの代表例は、電解析出させた亜鉛または亜鉛合金のような金属、機械的または浸漬して析出させた亜鉛または亜鉛合金のような金属、またはクロム酸塩化またはリン酸塩化または他の化成皮膜された亜鉛コーティングである。当該分野で公知のように、電解析出としては、電析(電解めっき)、無電解析出、および浸漬めっきが挙げられる。
【0058】
基材は、第1の潤滑性コーティング層の付与前に、金属または金属化(金属または合金)コーティングのようなベース層でコーティングされ得る。ベース層は、1以上の金属または合金、化成皮膜、およびシール組成物を含み得、第1の潤滑性コーティング層がベース層の上に重なる。
【0059】
金属または合金ベース層は、任意の方法によって付与され得、無電解めっき、浸漬めっき、および電着めっきが挙げられるが、これらに限定されない。さらに、金属ベース層は、他の方法によって付与され得、機械的めっき、化学気相蒸着(CVD)、原子層蒸着(ALD)、プラズマ気相蒸着(PVD)、スパッタリング、これらの処理の高温および低温、または高圧または低圧のバリエーション、および基材を覆うように薄い保護用の金属層を付与するための任意の他の公知の方法で付与され得る。もちろん、これらの他の方法の多くは高価であり、そのため、留め具のような通常大量生産される部品のためには使用され得ないが、このような方法は本発明の範囲内である。
【0060】
ベース層としてかまたはベース層に含むかまたはベース層の上に付与される不動態化処理組成物は、化成皮膜を形成する任意の公知の不動態化処理組成物であり得る。不動態化処理組成物は、6価クロムを含み得るか、または実質的に6価クロムを含み得ないか、または完全に6価クロムを含み得ず、3価クロムを含み得るかリン酸塩化処理を含み得るか、またはこれらの組み合わせおよび金属表面を不動態化処理するかまたは金属表面に腐食防止処理を付与するための化成皮膜を形成する任意の他の公知の方法を含み得る。基材に応じた任意の適切な不動態化処理または腐食防止処理が用いられ得る。環境および健康の理由のため、不動態化組成物は6価クロム(Cr(VI)またはCr+6)を含まないのが好ましい。
【0061】
1つの実施態様では、第1の潤滑性コーティング層および第2の潤滑性コーティング層の少なくとも1つは、シール組成物、着色剤、リン光性組成物、ケイ光性組成物、またはこれらの任意の2以上の混合物または組み合わせをさらに含む。当該分野で公知のように、シール組成物は、例えば、大気中の酸素および水分、他の腐食剤から部品を遮断する、および/またはすりきず、ひっかきなどから部品を物理的に保護するために用いられ得る。コーティング物質および潤滑性物質と適合し得る限り、任意の公知のシーラントが用いられ得、それは、当業者によって容易に決定され得る。
【0062】
シールまたはシーラント層を形成する適切な樹脂は、以下に記載される。
【0063】
公知のように、潤滑剤またはその他で処理された部品は、そのように処理されていない部品と差別化される必要がある。したがって、1つの実施態様では、コーティング層の任意の1つ、好ましくは、外側のコーティング層が、着色剤、リン光性組成物、ケイ光性組成物、またはこれらの任意の2以上の混合物または組み合わせのような薬剤を含み得、これは、処理された部品を確認するために用いられ得る。このような方法は、留め具の分野で一般的に用いられ得、そのため、本明細書で詳細に記載する必要はない。
【0064】
任意の適切な物質が、本発明による潤滑剤として用いられ得る。したがって、コーティングされた基材は、以下のいずれかを含む潤滑剤を含み得る:天然または合成の石油ベースのワックス、植物油脂、含フッ素ポリマー、ポリオレフィンポリマー、硫化モリブデン、二硫化タングステン、銀、グラファイト、石けん石、ステアリン酸塩、ジチオリン酸塩、カルシウムベースグリース、反応性白色固体潤滑剤、またはそれらの任意の2以上の混合物または組み合わせ。このような潤滑剤の一覧表は、いくつかの出版物(ASMハンドブックの18巻、Kirk Othmer Encyclopedia of Chemical Technology、Modern Tribology Handbook1巻および2巻が挙げられる)に存在する。
【0065】
1つの実施態様では、第1の潤滑性コーティング層および第2の潤滑性コーティング層の少なくとも1つが、さらに結合剤を含む。任意の適切な結合剤が用いられ得る。例えば、結合剤は、エポキシ、アクリル、シリコーン、フェノール樹脂、無機ケイ酸塩、水ガラス、およびセルロースの1以上を含み得る。
【0066】
1つの実施態様では、第1の潤滑性コーティング層および第2の潤滑性コーティング層の少なくとも1つが、さらに硬化性樹脂を含む。任意の適切な硬化性樹脂が用いられ得る。例えば、硬化性樹脂は、フェノールベース樹脂、ポリウレタン、熱可塑性物質、ポリアミド樹脂、ポリイミド樹脂、アルキド樹脂、アクリル樹脂((メタ)アクリルおよび(エタ)アクリルのようなアクリルおよびアルカクリルを含む)、エポキシ樹脂、および熱硬化性樹脂の1以上を含み得る。他の公知の樹脂は適切に用いられ得る。
【0067】
これらの樹脂は、ドライフィルム潤滑剤および一体型シール層を形成するために用いられ得る。したがって、1つの実施態様では、第1の潤滑性コーティング層および第2の潤滑性コーティング層の少なくとも1つが、ドライフィルム潤滑剤を含むかまたはドライフィルム潤滑剤の形態にある。別の実施態様では、第1の潤滑性コーティング層および第2の潤滑性コーティング層の少なくとも1つが、一体型シール層を含むかまたは一体型シール層の形態である。
【0068】
上述のように、本発明の種々の実施態様では、基材は金属である。1つの特定の実施態様では、基材が鋼鉄のような金属の場合、基材は表面を有し、そして表面は以下の(A)、(B)、または(C)の1つをその上に形成している:(A)金属または合金の1以上の層が表面の上にあり、そして第1の潤滑性コーティング層が金属または合金の1以上の層の上にある;(B)化成皮膜の層が表面の上にあり、そして第1の潤滑性コーティング層が化成皮膜の層の上にあるか、または(C)金属または合金の1以上の層が表面の上にあり、化成皮膜の層が金属または合金の1以上の層の上にあり、そして第1の潤滑性コーティング層が化成皮膜の層の上にある。
【0069】
別の実施態様では、本発明は物品を提供し、該物品は、基材(例えば、金属物品);基材の少なくとも一部分の上に亜鉛または亜鉛合金の層(a);層(a)の上に重なる3価クロム化成皮膜の層(b);層(b)の上に重なる第1の潤滑剤含有層(c);および層(c)の上に重なる第2の潤滑剤含有層(d)を含み、層(c)が、層(d)の摩擦係数よりも小さい摩擦係数を含む。この実施態様は図8に図示され、さらに以下に記載される。この実施態様では、第1の潤滑剤および第2の潤滑剤は本明細書に開示されている任意の潤滑剤であり得、各々、本発明による摩擦係数の関係を付与するのに必要とされる濃度である。1つの好ましい実施態様では、層(a)および層(b)は、3価クロムを含むエマルジョンおよび乳化可能な高密度ポリエチレン(HDPE)から形成され、HDPEは約50ナノメートル未満の平均粒径を有する。方法の1実施態様では、層(b)および層(c)は第1の組成物から形成され、そして層(d)は第2の組成物から形成される。層(d)は任意の適切な潤滑剤から形成され得る。1つの好ましい実施態様では、層(d)は有機シーラントおよび第2の潤滑剤の混合物から形成される。第2の組成物は、上記で開示される潤滑剤の1以上であり得るかまたは潤滑剤のいずれかの1以上を含み得る。1つの実施態様では、層(d)は、一体型シール層を形成し、および/またはドライフィルム潤滑剤である。
【0070】
別の実施態様では、本発明は物品を提供し、該物品は、基材;基材の少なくとも一部分の上に亜鉛または亜鉛合金の層(a);層(a)の上に重なる3価クロム化成皮膜の層(b);および層(b)の上に重なる潤滑剤含有層(c)を含み、層(c)が、層(b)と接触するかまたはその上に重なる内表面および層(b)とは反対側の外表面を含み、そして潤滑剤を含有し、潤滑剤が、外表面より内表面に、より小さな摩擦係数を与える。この実施態様は図11に図示され、さらに以下に記載する。
【0071】
潤滑剤含有層(c)の内側部分から外側部分の摩擦係数のこの勾配を得るには多くの方法がある。1つには、潤滑剤含有層(c)(複合コーティング層と称され得る)が、濃度勾配で存在する1以上の潤滑剤を含有し、1以上の潤滑剤の濃度が内表面から外表面に低下する。別には、潤滑剤含有層(c)が、1より多くの潤滑剤を混合物で含有し、そしてこの潤滑剤混合物が、層(c)の外側部分より内側部分でより高い潤滑性を有するように形成される。さらに別には、より高い潤滑性を有する1以上の潤滑剤が層(c)の内側部分にあり、そしてより低い潤滑性を有する1以上の潤滑剤が層(c)の外側部分にある。
【0072】
この実施態様の摩擦係数の勾配は、例えば、まず別々の層に適切な潤滑剤を付与し、そして次いで層を、例えば加熱またはいくつかの他のエネルギー形態に曝すことにより、これらの層において、隣接する潤滑剤含有層間の少なくとも界面で、互いに一緒になって少なくとも部分的に拡散を生じるように処理することによって得られ得る。摩擦係数の勾配はまた、連続的に低下する潤滑剤濃度を含有する組成物中への連続的な浸漬によっても得られ得、それによって、基材から外の方に向かって各々が、連続的により少ない潤滑剤量および/または連続的により高い摩擦係数を有する一連の層が、形成される。1つの実施態様では、全部で2以上の連続する潤滑性コーティング層は、勾配を形成するために加熱され得るかまたは他の処理がされ得る。これが加熱によって達成される場合、時間および温度のいずれかまたは両方の点で過度の加熱は、結局、潤滑剤の均質化という結果になり得、したがって、勾配が失われることが認識される。これは、望ましくなく避けられるべきである。
【0073】
この実施態様では、摩擦係数の勾配を得るために用いられる潤滑剤は、本明細書に記載される潤滑剤のいずれかであり得る。
【0074】
本発明により扱われる部品の代表例は、留め具(例えば、ボルト、ねじくぎ、ナット、他のタイプの締め付け要素(ヒンジ、コネクター、ホックタイプ留め具などのような))、および全ての種類の金属製品、固定具および取付け具(ドア、戸棚、台所、市販されている工業用および農業用金属製品および取付け具を含む)である。
【0075】
上述に加えて、これらの実施態様のいずれかの上述の方法の工程の前で、基材は種々の方法によって浄化され得る。例えば、基材は、脱グリース、洗浄、乾燥、酸洗浄などがされ得る。酸洗浄は、任意の周知の酸洗浄方法(例えば、塩酸、硫酸、硝酸、およびフッ化水素酸のような無機酸を、個々にあるいは混合物としてかいずれかで用いる)によって行われ得る。
【0076】
図5〜11は、本発明のいくつかの実施態様における金属処理および金属基材の表面に付与された潤滑層の断面概略図である。図5〜11に図示される実施態様およびそのバリエーションは、以下で議論される。この明細書では、基材は、一般的に「固形基材」として記載され、熱可塑性基材、熱硬化性基材、セラミック基材、または金属または金属合金基材のような任意の固形基材、または本発明が適用可能であり得る任意の他の固形基材が挙げられる。固形基材がポリマー、ガラス、またはセラミックの実施態様では、基材の表面に金属コーティングを含み得、本明細書で議論される処理および/またはコーティングが付与され得る。
【0077】
図5は、本発明による物品500を概略的に記載し、これは固形基材10、基材10の上に重なる第1の潤滑性コーティング層24および第1の潤滑性コーティング層24の上に重なる第2の潤滑性コーティング層26を含む。本発明によれば、第1の潤滑性コーティング層24は、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み;そして、第2の潤滑性コーティング層26は、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、そして第2の摩擦係数は第1の摩擦係数より大きい。潤滑剤含有コーティング層24および26は、このような使用のための任意の適切な潤滑剤を含み得る。シール層(示していない)が、潤滑剤層の上に形成され得るか、または潤滑剤がシール層の体部であり得、この場合、例えば、外側の第2の潤滑性コーティング層26が、シール/潤滑剤層であり得、一体型シール層と称され得る。第1の潤滑性コーティング層24および第2の潤滑性コーティング層26のいずれかまたは両方が、本明細書に記載される本発明の特徴をなお付与する限り、一体型シール層であり得る。本明細書に記載されるシール層は、以下の実施態様のいずれかで形成され得、そのため、それらに関して特に言及しないが、記載されているものに、必要に応じて追加されるものとして理解されるべきである。さらに、潤滑性コーティングのいずれかが、一体型シール層として存在し得るが、これは、以下の各実施態様について特に記載されない。したがって、1つの実施態様では、一体型シールは最外層である。別の実施態様では、一体型シール層は積層され得、そしてこのような実施態様の1つでは、最内の一体型シールは、次の外側またはさらなる外側に配置された一体型シール層より濃い潤滑剤濃度またはより小さい摩擦係数を有する。
【0078】
図5に図示される実施態様は、本発明の基本の実施態様であり、そして残りの実施態様は、さらなる処理および/またはコーティングの添加によって、この基本の実施態様に構築する。以下の例示の実施態様の種々の組み合わせおよびバリエーションは、当業者によって確認され得、そして全てのこのような組み合わせおよびバリエーションは、本明細書に添付される特許請求の範囲によって定義されるように、本発明の範囲内にある。
【0079】
図6は、本発明による物品600を概略的に記載し、これは、固形基材10、化成皮膜層20、化成皮膜層20の上に重なる第1の潤滑性コーティング層24および第1の潤滑性コーティング層24の上に重なる第2の潤滑性コーティング層26を含む。本発明によれば、第1の潤滑性コーティング層24は、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み;そして、第2の潤滑性コーティング層26は、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、そして第2の摩擦係数は第1の摩擦係数より大きい。潤滑剤含有コーティング層24および26は、このような使用のための任意の適切な潤滑剤を含有し得る。化成皮膜層20は、本明細書に記載されるこのような任意の層であり得、そして1つの好ましい実施態様は、6価クロム化成皮膜以外であり、例えば3価クロム化成皮膜である。
【0080】
図7は、本発明による物品700を概略的に記載し、これは、固形基材10、化成皮膜層20、化成皮膜層20の上に重なる第1の潤滑性コーティング層24、第1の潤滑性コーティング層24の上に重なる第2の潤滑性コーティング層26、および第1の潤滑性コーティング層24と第2の潤滑性コーティング層28との間の第3の潤滑性コーティング層28を含む。本発明によれば、第1の潤滑性コーティング層24は、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み;そして、第2の潤滑性コーティング層26は、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、そして第2の摩擦係数は第1の摩擦係数より大きい。本発明のこの実施態様によれば、第3の潤滑性コーティング層28は、中間の摩擦係数(すなわち、第1の潤滑性コーティング層24よりも大きいが、第2の潤滑性コーティング層26よりも小さい摩擦係数)を付与する。潤滑剤含有コーティング層24、26、および28は、このような使用のための任意の適切な潤滑剤を含有し得る。化成皮膜層20は、本明細書に記載されるこのような任意の層であり得、そして1つの好ましい実施態様は、6価クロム化成皮膜以外であり、例えば3価クロム化成皮膜である。
【0081】
図8の実施態様は、基材10の表面上に形成された金属または合金層12を含むこと以外は、図6の実施態様と実質的に類似である。したがって、図8は、本発明による物品800を概略的に記載し、これは、固形基材10、金属または合金層12、化成皮膜層20、化成皮膜層20の上に重なる第1の潤滑性コーティング層24、および第1の潤滑性コーティング層24の上に重なる第2の潤滑性コーティング層26を含む。本発明によれば、第1の潤滑性コーティング層24は、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み;そして、第2の潤滑性コーティング層26は、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、そして第2の摩擦係数は第1の摩擦係数より大きい。潤滑剤含有コーティング層24および26は、このような使用のための任意の適切な潤滑剤を含有し得る。金属または合金層12は、上述の方法のような任意の適切な方法によって、基材10の表面上に形成され得る。化成皮膜層20は、本明細書に記載されるこのような任意の層であり得、そして1つの好ましい実施態様は、6価クロム不動態化剤よりも、例えば3価クロム不動態化剤である。
【0082】
図9の実施態様は、基材10の表面上に形成された金属または合金層12を含むこと以外は、図7の実施態様と実質的に類似である。したがって、図9は、本発明による物品900を概略的に記載し、これは固形基材10、金属または合金層12、化成皮膜層20、化成皮膜層20の上に重なる第1の潤滑性コーティング層24、第1の潤滑性コーティング層24の上に重なる第2の潤滑性コーティング層26、および第1の潤滑性コーティング層24と第2の潤滑性コーティング層28との間に第3の潤滑性コーティング層28を含む。本発明によれば、第1の潤滑性コーティング層24は、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み;そして、第2の潤滑性コーティング層26は、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、そして第2の摩擦係数は第1の摩擦係数より大きい。本発明のこの実施態様によれば、第3の潤滑性コーティング層28は、中間の摩擦係数(すなわち、第1の潤滑性コーティング層24よりも大きいが、第2の潤滑性コーティング層26よりも小さい摩擦係数)を付与する。潤滑剤含有コーティング層24、26、および28は、このような使用のための任意の適切な潤滑剤を含有し得る。金属または合金層12は、上述の方法のような任意の適切な方法によって、基材10の表面上に形成され得る。化成皮膜層20は、本明細書に記載されるこのような任意の層であり得、そして1つの好ましい実施態様は、6価クロム不動態化剤よりも、例えば3価クロム不動態化剤である。
【0083】
図10の実施態様は、図7の実施態様におけるような3つの個別のコーティング層24、28、および26ではなく、複合潤滑性コーティング30を含むこと以外は、図7の実施態様と実質的に類似である。したがって、図10は、本発明による物品1000を概略的に記載し、これは固形基材10、化成皮膜層20、および化成皮膜層20の上に重なる複合コーティング層30を含む。複合コーティング層は、1以上の潤滑剤を含み、そして深さで変化する摩擦係数の勾配を示し、不動態化層20に近い摩擦係数が最も小さく、そして表面の近くおよび表面の摩擦係数が最も大きい。本発明のこの実施態様によれば、複合コーティング層30は、化成皮膜層20近辺の内表面と外表面とを有する。複合コーティング層30は、複合コーティング層30内に分布を有する潤滑剤を含み、外表面より内表面により小さい摩擦係数を与える。本発明のこの実施態様によれば、複合コーティング層30は、本発明の利益(すなわち、外表面が層の内側部分より大きな摩擦係数を有する)を付与するが、単一の複合層内でそれを行う。複合層は、例えば、2または3以上の個別の層を含有する実施態様に十分な時間の熱の付与によって形成され、これらの個別の層において、一緒になって拡散する、または少なくともこれらの層の界面が少なくとも部分的に一緒になって併合するようになるのに十分な時間の熱の付与によって形成される。最初に形成された潤滑剤含有コーティング層は、この開示に記載される、このような使用のための任意の適切な潤滑剤または組み合わせを含有し得る。化成皮膜層20は、本明細書に記載されるこのような任意の層であり得、そして1つの好ましい実施態様は、6価クロム不動態化剤以外であり、例えば3価クロム不動態化剤である。
【0084】
1つの実施態様では(示していない)、複合コーティング層30は、化成皮膜層または金属層を介在せずに、直接基材10上にあり得る。したがって、この実施態様は、2つの潤滑性コーティング層24および26が複合コーティング層30に置き換えられている以外は、図5の実施態様に類似しているように見え得る。
【0085】
図11の実施態様は、金属または合金層12を含み、その上に化成皮膜層20が形成されたこと以外は、図10の実施態様と実質的に類似である。図11は、本発明による物品1100を概略的に記載し、これは固形基材10、金属または合金層12、化成皮膜層20、および化成皮膜層20の上に重なる複合コーティング層30を含む。複合コーティング層は、1以上の潤滑剤を含み、そして深さで変化する摩擦係数の勾配を示し、不動態化層20に近い摩擦係数が最も小さく、そして表面の近くおよび表面の摩擦係数が最も大きい。本発明のこの実施態様によれば、複合コーティング層30は、化成皮膜層20に隣接する内表面と外表面とを有する。複合コーティング層30は、複合コーティング層30内に分布を有する潤滑剤を含み、外表面より内表面により小さい摩擦係数を与える。本発明のこの実施態様によれば、複合コーティング層30は、本発明の利益(すなわち、外表面が層の内側部分より大きな摩擦係数を有する)を付与するが、単一の複合層内でそれを行う。複合層は、例えば、2または3以上の個別の層を含有する実施態様に十分な時間の熱の付与によって形成され、これらの個別の層において、一緒になって拡散する、または少なくともこれらの層の界面が少なくとも部分的に一緒になって併合するようになるのに十分な時間の熱の付与によって形成される。最初に形成された潤滑剤含有コーティング層は、この開示に記載される、このような使用のための任意の適切な潤滑剤または組み合わせを含有し得る。化成皮膜層20は、本明細書に記載されるこのような任意の層であり得、そして1つの好ましい実施態様は、6価クロム化成皮膜以外であり、例えば3価クロム化成皮膜である。
【0086】
本発明の実施態様で用いられるシーラント物質は、無機、有機、または無機および有機の混合物であり得る。
【0087】
無機シーラントは、代表的には、ケイ酸塩(例えば、ケイ酸ナトリウム、カリウム、リチウム)の水溶液であり、SiとOとの比は変化し得る。これらのケイ酸塩は、単独かまたはその表面特性が改変されたシリカ(SiO2)粒子との組み合わせで用いられ得る。適切なケイ酸塩はPQ Corporation(http://www.pqcorp.com/products/)から市販されている。表面の改変を伴うシリカは、W.R.Grace(http://www.grace.com/davison/industrial.html)からLUDOX(登録商標)シリカの商標の下で入手可能である。
【0088】
有用と思われる特定の最終シール有機物質としては、NEOREZ(登録商標)R961、NEOCRYL(登録商標)A6092、およびHALOFLEX(登録商標)202が挙げられ、そしていくつかの場合、例えば、無機のLUDOX(登録商標)HS40を追加する。他の銘柄および類似の樹脂もまた用いられ得る。
【0089】
有機シーラントは、代表的には、アクリルエマルジョン、水性ウレタン、水性ウレタン/アクリル共重合体、およびビニル/アクリル三元重合体エマルジョンをベースとするポリマー樹脂の水溶液である。DSM NeoResins(http://www.neoresins.com/)が、そしてコーティング産業用に、このような樹脂をそれぞれNEOCRYL(登録商標)、NEOREZ(登録商標)、NEOPAC(登録商標)、およびHALOFLEX(登録商標)の商標名の下で製造および販売している。例えば、NEOREZ(登録商標)R961は、水性ポリウレタンを含み、そしてHALOFLEX(登録商標)202は、ビニル/アクリル三元重合体エマルジョン樹脂を含む。
【0090】
市販されている一体型シールは、例えば、EMRALON(登録商標)330のような含フッ素ポリマー/フェノール性コーティングが挙げられ、メチルエチルケトン(MEK)20%v/vで、Acheson Colloids Co.、Port Huron、Michiganから入手可能である。当該分野に公知であるような他の適切な一体型シールが、用いられ得る。これらのコーティングの潤滑剤の量は、本発明による第1および第2の潤滑性コーティングを付与するために調整され得る。
【0091】
上述に加え、潤滑剤を含有する塗布層が、本発明の潤滑性コーティング層として用いられ得る。例えば、Trutec(http://www.trutecind.com/coat/lube.htm)は、MOLYKOTE(登録商標)の商標名の下でDow Corningから、およびNihon Parkerizing(DEFRIC商標名)から潤滑性コーティング塗料を流通させている。MOLYKOTE(登録商標)製品は、固形潤滑剤としてMoS2を含有しており、そしてDEFRICは、ポリフルオロカーボン潤滑剤を含有すると考えられる。
【0092】
有用と思われる特定の最終シール無機物質は、LUDOX(登録商標)HS40シリカと共におよびなしでPQケイ酸ナトリウム(N Grade)、ケイ酸カリウム(K Sil)、およびケイ酸リチウムを含む。
【0093】
化成皮膜組成物に用いられる潤滑剤は、もし可溶でなければ乳化可能である必要があるが、最終シール中の潤滑剤は、乳化可能である必要はない。最終シールに用いられる潤滑剤は、混和性である必要さえない。潤滑剤が懸濁され得る限り、それは基材に付与され得る。よって、潤滑剤は、固形または液体であるべきである。幅広い種々の潤滑剤があり、そして潤滑剤はしばしば原料によって分類される。
【0094】
動物(例えば、鯨油、ガチョウ脂)、
植物(例えば、大豆油、アマニ油)、
鉱物(例えば、硫化モリブデン、グラファイト、細かく分けられた金属粉(例えば、銀または亜鉛))、
石油(例えば、油またはグリース蒸留物、または残留物)、
合成(例えば、ポリエチレン、ポリテトラフルオロエチレン、シリコーンなど)。
【0095】
有用と思われる特定の潤滑剤は、上述のFUCHS LUBRITECH(登録商標)添加剤、およびMichelman HDPEおよびNiSlip500D PTFE懸濁液を含む合成の潤滑剤が挙げられる。これらの潤滑剤は、有機または無機最終シール物質に添加され得る。
【0096】
図12は、本発明による潤滑性コーティングを基材に付与する種々の例示の方法を図示する概略的なプロセスフロー図である。以下の記載は、図12において要約される種々の方法工程およびオプションに関するいくつかの詳細を提供する。
【0097】
図12に示すように、本発明は、基材に潤滑性コーティングを付与することによって、コーティングされた基材を形成するための方法にいくつかのバリエーションを提供する。1つの実施態様では、基材に潤滑性コーティングを付与するための方法は、基材の上に第1の潤滑性コーティング層を付与する工程であり、第1の潤滑性コーティング層が、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含む工程;および第1の潤滑性コーティング層の上に第2の潤滑性コーティング層を付与する工程であり、第2の潤滑性コーティング層が、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含む工程を含む。本発明によれば、第2の摩擦係数は、第1の摩擦係数よりも大きく、したがって、コーティングの外側の層または部分よりも潤滑性コーティングの内側の層または部分により大きな潤滑性がある基材に潤滑性コーティングを付与する。一般的に、この方法は、第1の潤滑性コーティング層および/または第2の潤滑性コーティング層を乾燥させる少なくとも1つの工程を含み得る。乾燥は、任意の適切な方法で行われ得、すすぎ工程が前にあり得、コーティングされた部分が、例えば水ですすがれ、次いで乾燥される。あるいは、コーティングされた部分がすすがれ得、そして次いで、コーティングの最終工程前に乾燥することなく、さらなる処理(例えば、さらなる潤滑剤層の添加)に供され得る。理解されるように、少なくとも最終工程としては、このようなコーティングされた金属部品は、一般的に、乾燥されるかまたは単に乾燥のために放置される。
【0098】
図12に示すように、この方法は、さらに第2の潤滑性コーティング層の上に少なくとも1つのさらなるコーティング層を付与する工程を含み得る。本発明によれば、少なくとも1つのさらなるコーティング層は、第2の摩擦係数よりも大きな摩擦係数を付与する潤滑剤を含み得る。
【0099】
上記のように、1つの実施態様では、物品は、基材の表面の上に金属層を含み、そして、したがって、方法は、図12に示されるように、基材の上に少なくとも1つの金属または合金層を付与する工程をさらに含み得る。上記のように、任意の公知の方法が、金属層を付与するために用いられ得る。1つの好ましい実施態様では、基材が鋼鉄の場合、金属層は亜鉛または亜鉛の合金である。亜鉛または亜鉛合金は、例えば、電析、浸漬めっき、または無電解めっきの1以上によって付与され得る。
【0100】
上記および図12に示されるように、この方法は、基材を覆うように少なくとも1つの化成皮膜のベース層を付与する工程をさらに含み得、そしてこれは、例えば、基材を少なくとも1つの不動態化剤および/または少なくとも1つの腐食防止剤を含む組成物中に浸漬することによって行われ得る。不動態化剤は6価クロム以外が好ましい。1つの好ましい実施態様では、化成皮膜は、3価クロム処理によって形成される。1つの好ましい実施態様では、基材が鋼鉄の場合、亜鉛または亜鉛合金層がまず付与され、次いで3価クロム化成皮膜が亜鉛または亜鉛合金層に付与される。他の公知の化成皮膜物質および方法が用いられ得る。
【0101】
1つの実施態様では、第1の潤滑剤は、少なくとも1つの不動態化剤および/または少なくとも1つの腐食防止剤を含む組成物中で乳化または分散される。次いで、基材が組成物から取り出されると、ベース層が基材の上にあり、そして第1の潤滑剤含有コーティング層が不動態化層であるベース層上に形成される。
【0102】
本発明の別の実施態様による方法もまた、以下に記載され得る。基材に潤滑性コーティングを付与するための方法は、第1の潤滑剤を含む第1の組成物中に基材を浸漬する工程;第1の組成物から基材を取り出し、基材の上に第1の潤滑剤を含有する第1の潤滑性コーティング層を形成する工程;その上に第1の潤滑性コーティング層を有する基材を、第2の潤滑剤を含む第2の組成物中に浸漬して、第1の潤滑性コーティング層の上に第2の潤滑性コーティング層を形成する工程を含み、第1の潤滑性コーティング層が第1の摩擦係数を付与し、そして第2の潤滑性コーティング層が第2の摩擦係数を付与し、そして、本発明によれば、第1の摩擦係数が第2の摩擦係数よりも小さい。もちろん、潤滑剤含有組成物中への浸漬以外の方法は、第2の潤滑性コーティング層を付与するために用いられ得る。例えば、第1または第2の潤滑性コーティング層は、スプレー、ブラッシング、または基材にコーティング層を付与するための他の公知の手段によって形成され得る。ディッピングまたは浸漬は、特に、留め具のような大量生産部品のために、最もよく用いられる。ディッピングまたは浸漬は、任意の適切な装置を用いて行われ得る。
【0103】
1つの実施態様では、上記および図12に示されるように、第1の組成物は、不動態化剤または腐食防止剤をさらに含み得、基材が第1の組成物から取り出されると、不動態化剤または腐食防止剤を含むベース層が基材上に形成され、そして第1の潤滑性コーティング層がベース層上に形成される。上記のように、第1の潤滑剤は、第1の組成物中で乳化または分散され得る。上記のように、1以上の金属または合金が基材の表面に付与され得、不動態化剤または腐食防止剤はベース層として付与され得、ベース層が金属上に形成され、そして第1の潤滑性コーティング層がベース層の上に重なる。
【0104】
別の実施態様では、図12にも示すように、コーティング層は、層間にあまり明確ではない分離を形成するように処理され得、そこでは摩擦係数の勾配が形成される。同じ基本的な関係が維持される。すなわち、層において、基材の表面に近いほどより小さな摩擦係数が維持され、一方、コーティングされた物品の外表面に近いほどより大きな摩擦係数が維持される。複合コーティング層においてこの勾配を得るために、第2の潤滑性コーティング層を付与する工程に続いて、コーティングされた基材は、第1の潤滑性コーティング層と第2の潤滑性コーティング層との間に拡散を生じるように加熱され得るかまたは他の処理がされ得る。この処理は、複合コーティング層に勾配が形成される結果になり得、層は、ベース層近辺により小さい摩擦係数および勾配層の外側部分でより大きな摩擦係数を含む。この処理は、例えば、層間の界面領域で、それぞれの層間に部分的な拡散を単に生じ得、各コーティング層のいくらかの部分または大部分では、拡散領域によって互いから離されて、その元の組成を保持している。
【0105】
勾配層が設けられると、勾配層の摩擦係数は、基材表面またはベース層(層が存在する場合)近辺から複合コーティング層の外表面に向かって次第に増加し得る。
【0106】
この方法はまた、摩擦係数に関するよりもむしろ潤滑性に関して記載され得る。したがって、この方法は、基材に潤滑性コーティングを付与するための方法として記載され得、第1の潤滑剤を含有する第1の組成物中に基材を浸漬する工程;第1の組成物から基材を取り出し、基材の上に第1の潤滑剤を含有する第1の潤滑性コーティング層を形成する工程;第1の潤滑性コーティング層の上に第2の潤滑剤を含有する第2の潤滑性コーティング層を付与する工程を含み、第1の潤滑性コーティング層が第1の潤滑性を示し、そして第2の潤滑剤が第2の潤滑性を示し、そして第1の潤滑性が第2の潤滑性よりも大きい。上述のバリエーションおよびさらなる工程の同様の記載は、同様にこの実施態様に適用する。
【0107】
本発明において、少なくとも1つの内側に配置される潤滑性層または層の部分は、少なくとも1つの外側に配置される潤滑性層より小さい摩擦係数を有することが理解されるべきである。しかし、これは、最外の潤滑性コーティングが必ず一番大きな摩擦係数であるという意味ではない。したがって、部品が上記所定の記載、すなわち基材の上に重なる第1の潤滑性コーティング層および第1の潤滑性コーティング層の上に重なる第2の潤滑性コーティング層であって、第1の潤滑性コーティング層が、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、第2の潤滑性コーティング層が、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含む第2の潤滑性コーティング層を含み、第2の摩擦係数が、第1の摩擦係数よりも大きいことを満足するように形成されると、そのようにコーティングされた部品または物品は、どの下の層よりも小さい摩擦係数を有する非常に潤滑な物質(例えば、液状の石油ベース物質)でその最外表面上がコーティングされ得、そしてなお本発明の範囲内にある。
【0108】
上述で、物品および方法を一般的に記載したが、以下にいくつかの特定の実施例が提供される。これらの実施例は、発明を説明するために提供され、発明を限定するつもりはなく、発明は、本明細書に添付される請求項の範囲によってのみ限定される。
【0109】
上記のように、本発明による2つの潤滑性コーティング層を付与するための1つの例示の方法は、以下の通りである:
【0110】
非化成皮膜部分について:
1.固形基材(上記で定義)を、Acheson Colloids Company(www.achesonindustries.com/doc/guides/FrictionFighterSelectionGuide.pdf)から入手のEMRALON(登録商標)330(メチルエチルケトン(MEK)中20%v/v)のような含フッ素ポリマー/フェノール性コーティング中に浸漬する。
2.130℃で60分間硬化する(浸漬、スピン乾燥、130℃でオーブン硬化)。
3.次いで、第1の潤滑性コーティング層を有する部品を、水中20%v/vのEMRALON(登録商標)8301−01(含フッ素ポリマーを含むポリウレタン樹脂)を含有する水溶液中に浸漬する。
4.100℃で30分間硬化する(浸漬、100℃でスピン乾燥)。
【0111】
このように、非化成皮膜金属表面上に2つのコーティング層が形成される。このようにコーティングされた部品は、代表的には、約0.1の摩擦係数を有するトップ層、および約0.06から0.08までの摩擦係数を有する内層を有し得る。制限使用温度は約200℃である。これらの2つの層を得るためおよび分離層としてそれらを維持するため、第2工程の硬化温度は、第1層の潤滑機能を著しく低下させない高さにすべきである。1つの実施態様では、第2工程の硬化温度は、第1工程の硬化温度を超えない。
【0112】
本発明によるさらなる方法は、以下の実施例で述べられる。
【実施例】
【0113】
潤滑性を測定する多くの方法が存在する。本発明の有効性を示すため、以下の実施例において、摩擦係数を種々の方法によって測定する。摩擦係数は、一貫して測定されるべきであり、そして得られた値は、異なる試験方法によって得られたのであれば、比較すべきではない。すなわち、結果を試験間で比較する必要があれば、摩擦係数の測定のために同じ試験を用いるべきである。
【0114】
実施例1では、3つの鋼鉄のハルセルパネルを、以下の通りに処理する:(1)亜鉛めっき、3価クロム不動態化、および潤滑剤を含まない有機シールの付与を含む従来の処理方法を用いる;(2)亜鉛めっき、3価クロム不動態化(化成皮膜)、および溶媒に分散された潤滑剤を含む有機シールの付与を含む従来の処理方法を用いる;および(3)本発明に従って、亜鉛めっきによって、化成皮膜を形成するために潤滑剤に富む層を製造する潤滑剤を含む3価不動態化剤での処理および第1の潤滑性コーティング層、次いで第2の潤滑性コーティング層を形成するための希釈された潤滑剤を含む有機シール層の付与。
【0115】
実施例2では、異なる形状を有するボルトを、以下に記載されるように、従来の処理方法および本発明の原理を用いて同時に処理し、そして、特定のクランプ負荷でのトルクおよび摩擦係数を、トルク張力試験機を用いて測定する。
【0116】
実施例3では、ボルトを亜鉛めっき、次いで3価不動態化(化成皮膜)、次いで、異なる量の潤滑剤を含む一連の一体型有機潤滑剤シールの付与によって処理する。トルク値および見かけの摩擦係数を、再度、トルク張力試験を用いて測定する。
【0117】
実施例4では、試験ピンを、種々の量のポリテトラフルオロエチレン(PTFE)フルオロカーボンを有する一連の無電解ニッケル溶液でコーティングし、そしてFalex摩耗試験に供し、摩耗率および摩擦係数を測定する。
【0118】
実施例5では、異なる形状のボルトを、後の腐食特性またはトルク張力特性に影響を与え得るであろう操作損失のある工場規模で加工し、そして生じた腐食特性およびトルク張力特性を独立研究所で評価する。
【0119】
実施例1〜5で用いられたベース化学的溶液を以下に記載する:
【0120】
溶液A−3価クロム不動態化剤: グラム
水 96.000
NaF 0.296
Cr(NO3)3溶液(McGean Rohco Chemical Co.) 2.400
硝酸コバルト7水和物 0.816
マロン酸 0.080
濃硫酸 0.033
ボーメ度42°の硝酸 0.374
【0121】
溶液B−耐腐食性シール グラム
水 76.020
LUDOX(登録商標)HS40(Grace Chemical)
乾燥性物質 9.240
NEOREZ(登録商標)R−961(DSM Neoresins)
硬化性組成物 14.740
【0122】
溶液C、D、およびE
C、D、およびEの不変成分: グラム
乳酸 28
リンゴ酸 9
無水コハク酸 13
硝酸鉛 0.0008
Ni(NiSO4として) 5
NaF 0.2
KOH 67
Na2HPO2 27
DI水(可変の成分を添加した後) 1リットルになるよう適量
【0123】
C、D、およびE中の可変成分:
NiSlip 500D 溶液C中に0
溶液D中に2g/l
溶液E中に4g/l
【0124】
実施例1:
鋼鉄のハルセルパネルを、50%塩酸中で剥離し脱イオン水ですすぎ、次いで、非シアン化アルカリ亜鉛溶液中20A/ft2(ASF)(2.15A/dm2)でめっきし、8から10ミクロンの厚みを得る。
【0125】
第1のパネルを、溶液A(不動態化剤)中に60秒間浸漬することによって処理して化成皮膜を形成し、次いで、溶液B(腐食防止シール)中に60秒間浸漬することによって処理する。このパネルは、化成皮膜のすぐ上への樹脂シール層の付与に相当する。
【0126】
第2のパネルを、溶液A中に60秒間浸漬することによって処理して化成皮膜を形成し、次いで、2ml/LのFUCHS LUBRITECH(登録商標)Gleitmo 605を添加した溶液B中に60秒間浸漬することによって処理する。このパネルは、化成皮膜への従来の一体型潤滑剤シールコーティングの付与に相当する。
【0127】
第3のパネルを、2.5ml/Lの乳化されたMichelman ME 93235潤滑剤を添加した溶液Aの混合物中に60秒間浸漬することによって処理して、Michelman ME 93235によって形成された第1の潤滑性コーティングにより覆われた化成皮膜を形成し、次いで、2ml/LのFUCHS LUBRITECH(登録商標)Gleitmo 605を添加した溶液Bの混合物中に60秒間浸漬することによって処理する。このパネルは、本発明の実施態様に相当し、Michelman ME 93235潤滑剤が、溶液Aによって形成された化成皮膜上に第1の潤滑性コーティング層を形成し、そしてFUCHS LUBRITECH(登録商標)Gleitmo 605潤滑剤を含む一体型潤滑剤シールが、添加された潤滑剤を含む溶液Bから第2の潤滑性コーティング層を形成する。第1、第2、および第3のパネル上の各コーティングは、合計で約2ミクロンの厚みである。1つの実施態様では、シール層(潤滑剤を含むまたは含まない)は、約1ミクロンの厚みであり、不動態(化成皮膜)は、約0.5ミクロンの厚みであり、本発明による第3の例では、化成皮膜層上に形成された潤滑剤層(第1の潤滑剤コーティングに相当)は、約0.1〜0.2ミクロンの厚みである。
【0128】
コーティング厚みの関数として摩擦係数を、第1、第2、および第3の各パネルについて、コーティング厚みゲージに対して白色光反射装置が備えられたマイクロフォトニクス摩擦摩耗試験機(Micro Photonics microtribometer)を用いて決定する。図13は、ピンオンディスク(pin on disk)試験のデータを示す。図13に示すように、表面の近くよりもベースの近くにより濃い潤滑剤濃度を有する多層コーティングは、コントロール(潤滑剤なし)、または潤滑剤の勾配がない一体型潤滑剤のいずれよりも、より均一であり、そしてコーティング厚みの関数として、より低い全体の摩擦係数を示す。
【0129】
実施例2:
6つのボルト形状のそれぞれについて25個の非めっきボルト:
Brogolaから入手のM8×1.25×25、8.8PC座金組込みボルト(部品番号W701605);
SPS Tech.から入手のM8×1.25×30、9.8PCフランジ頭ボルト(部品番号N606543);
Indiana Auto. Fastenerから入手のM8、9.8PCフランジボルト(部品番号N605790);
Textronから入手のM10×45、10.9PCフランジボルト;
Wilson Garnerから入手のM10×40、9.8PC六角ボルト;および
Finnveden Bultenから入手のM10×65、8.8PCフランジ頭ボルト
を、18×10インチのめっきバレルに組み合わせて洗浄し、次いで、酸亜鉛めっき溶液を用いてめっきし、10ミクロンの厚みを有する亜鉛層を堆積させる。
【0130】
次いで、ボルトを、5つのグループに分け、それぞれのグループに6つの形状のボルトを有し、それぞれの形状の5つのボルトを有する。次いで、それぞれのグループを、RS Technologiesトルク張力装置でのFord WZ100トルク張力測定の前に、5つの異なるめっき後、手順の1つで処理する。
【0131】
5つの異なる処理手順は次からなる:
1.後処理なし。
2.溶液Aを用いて3価クロム溶液不動態化。
3.溶液Aを用いて3価クロム溶液不動態化、次いで18.8ml/Lの乳化されたMichelman ME 93235潤滑剤を添加した溶液Bで処理。
4.2.5ml/Lの乳化されたMichelman ME 93235潤滑剤を添加した溶液Aを用いて3価クロム溶液不動態化。
5.2.5ml/Lの乳化されたMichelman ME 93235潤滑剤を添加した不動態化溶液Aを用いて3価クロム溶液不動態化、次いで12.5ml/LのMichelman ME 93235を添加した溶液Bで処理。この手順(5)のみが、本発明による。
【0132】
めっきおよび処理後、トルクおよび摩擦係数値を、RS Technologiesトルク張力装置を用いて決定する。摩擦係数のデータを、図14にグラフで示す。図14は、上記5つのそれぞれの処理について上記トルク張力装置を用いて測定した、見かけの全体の摩擦係数の範囲を示すグラフである。図14のグラフから、異なるボルト形状について許容可能で均一なトルク値が、本発明に従って(図14の処理5として示される)、より潤滑性の物質の上により潤滑性でない物質でコーティングを作出することによってのみ得られることが明らかである。
【0133】
実施例3:
この実施例では、Indiana Automotive Fastener 部品番号N605790から入手のM8、9.8PCフランジボルト40個のそれぞれを、亜鉛でめっきし、以下の溶液中に浸漬することによって化成皮膜化し、調製中に、60℃で加熱して24時間保持し、冷却して130℃にし、そして使用する。
【0134】
CrCl3 50g/L
Co(NO3)2 3g/L
NaNO3 100g/L
シュウ酸 30g/L
マロン酸 60g/L
【0135】
化成皮膜の構成に続いて、部品を2つのグループに分ける。
【0136】
第1のコントロールグループを、30mlのFUCHS LUBRITECH(登録商標)Gleitmo 605を添加した溶液B中に繰り返し浸漬し、次いで、82℃の空気を用いて15分間スピン乾燥して、所望の厚みの一体型シールコーティングを得る。
【0137】
第2のグループを、本発明の実施態様に従って、溶液Bおよび240mlのFUCHS LUBRITECH(登録商標)Gleitmo 605、溶液Bおよび120mlのFUCHS LUBRITECH(登録商標)Gleitmo 605、溶液Bおよび60ml/LのFUCHS LUBRITECH(登録商標)Gleitmo 605をそれぞれ含む一連の溶液に連続的に浸漬し、次いで30ml/LのFUCHS LUBRITECH(登録商標)605を含む溶液B中に浸漬し、それぞれ浸漬後に、高温空気乾燥を用いて2分間スピン乾燥によって処理して、第1のコントロールグループと同様の総厚みの一体型シールコーティングを得る。
【0138】
これらの連続的な浸漬の最後に、2つのグループそれぞれにおいて、一体型シール層全体を、82℃で15分間乾燥する。グループIおよびグループIIのこれらのサンプルそれぞれにおいて、最外潤滑性コーティング層は、同じ潤滑剤濃度を有する。
【0139】
種々のクランプ負荷の関数として摩擦係数(COF)を、RS Technologiesトルク張力装置を用いて記録し、以下の結果を得る:
【0140】
【表1】
【0141】
このデータは、ベースよりも表面近くでより小さいように潤滑剤濃度を変化させることが、試験結果における変化を減少させることを示し、そしてクランプ負荷の関数として、より均一でかつより小さい摩擦係数を付与する。データから、ボルトについて測定されたトルク値の許容可能な標準偏差は、異なるトルク改変溶液を用いることによってかまたはより潤滑性の物質の上により潤滑性でない物質を含むコーティングを作出することによって得られ得ることもまた明らかである。
【0142】
実施例4:
この実施例では、12個の鋼鉄ピンを、フルオロカーボンの種々の量を含む無電解ニッケル溶液C、D、およびEを用いてめっきし、これらは、生じるNiP合金マトリックスにおいて共析出される。またベースコーティングを溶液Eから調製し、溶液Dから次の層、および溶液Cから最上の層を調製して、多層コーティングを調製し、そのため、ベース層は最も濃い潤滑剤濃度を有し、そして2つの続く上層のそれぞれは、順次により低い潤滑剤濃度を有する。厚みが同等であることを確実にするために、3つの溶液のめっき速度を、ピンをめっきする前に決定し、そしてめっき時間を、同等の最終厚みを確実にするように調節し、そしてめっき前およびめっき後のピンの直径を、マイクロメーターを用いて測定する。めっき温度は86℃であり、そしてpHは、必要に応じて、硫酸または水酸化アンモニウムで4.5に調節する。
【0143】
Falex試験のそれぞれについてのプロファイルは、30秒間の30lb(13.6Kg)V字形ブロック負荷、続いて次の7.5分間の50lb(22.7Kg)負荷である。V字形ブロックおよびピンの質量をそれぞれの試験前後で測定して、質量損失を決定する。表面粗さRaを、それぞれのピンについて、Mitutoyo SURFTEST(登録商標)−501表面粗さ計を用いてそれぞれの試験前に決定する。Raおよび質量損失は以下の通りである:
【0144】
【表2】
【0145】
時間の関数として、平均摩擦係数を図15にグラフで示す。図15に示されるように、均一な潤滑剤濃度を有する無電解ニッケルサンプル(サンプル1、2、および3)についてのFalex摩耗試験摩擦係数は、本発明による潤滑剤の濃度が最内層で最も濃くおよび最外層で最も低い潤滑剤の分布を有するサンプルよりも、時間と共に摩擦係数において著しくより多い変化および摩擦係数のより大きな増加を得る。これは、たとえ本発明によるサンプル4が有するよりも、サンプル3が高い潤滑剤の総量を有する潤滑剤層を有する場合でもである。データから、ベース近くよりも表面近くにより低い潤滑剤濃度を有する多層コーティングを用いることによって、より少ない摩耗およびより均一な摩擦係数が得られることは明らかである。
【0146】
実施例5:
工場製造規模で、異なる日付で2つの異なる形状のボルト、Brugolaから購入した非めっきのM8×1.25×25、PC8.8座金組込みボルト(部品番号W701605)、およびSPS Technologiesから購入した非めっきのM8×1.25×30、PC9.8フランジ頭ボルト(部品番号N606543)をそれぞれ200kg、標準的な工場条件の下でめっきし、水素脆化除去のため、190℃で4時間焼成に供する。座金組込みボルトを、1ml/Lの乳化されたMichelman ME 93235潤滑剤を添加した溶液A中で化成皮膜化し、そしてフランジ頭ボルトを、2.5ml/Lの乳化されたMichelman 93235潤滑剤を含有する溶液Aで化成皮膜化する。不動態化剤溶液と乳化された潤滑剤との組み合わせは、図2に類似の二重層構造を生じ、均一な化成皮膜層を有し、その上に、潤滑剤濃度の非常に濃い薄層を有した。不動態化後、ボルトの形状にかかわらず、ボルトを、12.5ml/LのMichelman ME 93235および0.5g/LのDAY−GLO(登録商標)D282紫外線励起染料を添加した溶液Bの混合物を含有する一体型潤滑剤溶液中に30秒間浸漬する(染料は、加工流通過程を認証するためおよび潤滑剤の存在を確認するためである)。次いで、ボルトを市販のスピン乾燥機で、その平均温度が71℃を超えるまで乾燥し、標準の工場様式で包装する。ボルトを、認可独立研究所であるRS Technologies(Farmington Hills,MI)で、RS Technologiesトルク張力試験機およびWilson Garnerにより供給されるベアリングウォッシャーおよびS−309試験ナットと共にFord WZ−100の方法をWZ−100仕様書に記載されるように用いて試験する。FLTM B1 123−01によるAPGEサイクル腐食試験およびASTM B117による塩水噴霧試験を、認可独立研究所であるNational Exposure Testing(Sylvania,OH)で、受け取った状態のボルトおよび120℃で4時間焼成したボルトで行う。それぞれの試験において、サンプル数は30部品である。結果を以下の表に示す:
【0147】
【表3】
【0148】
この仕様書を合格するための許容範囲は、座金組込みボルトに対しては15.9kNのクランプ力で20と30Nmとの間のトルク値であり、そしてフランジボルトに対しては17.8kNのクランプ力で22.5から33.5Nmのトルク値である。すべての値が平均の±3標準偏差以内に入る標準によって要求され、このことは時に6σ(6シグマ)基準または要求と称される。特定のトルク値およびクランプ力は、座金組込みボルトに対しては約0.133およびフランジボルトに対しては約0.13の摩擦係数値に等しい。
【0149】
実施例6:
本発明の実施態様による方法のさらなる実施例において、留め具は、以下の通りである:
【0150】
1.亜鉛または亜鉛合金でめっきし、次いですすぐ。
2.乳化された潤滑剤を含有する3価の不動態化剤中に浸漬する。これは、乳化された潤滑剤の存在によって影響を受けない厚みを有する腐食性化成皮膜層での二重層コーティングを生じる。この工程の結果として、化成皮膜層は、潤滑剤の薄層で「トッピング」される。乳化し得る潤滑剤は、高密度ポリエチレン(HDPE)エマルジョンであり、HDPE粒径は、代表的には50ナノメートル未満であり、Michelman(http://www.performanceadditives.com)によって製造される。このような乳化可能な潤滑剤の別の適切な市販先は、Surface Technologies(http://www.surfacetechology.com)である。
3.有機シーラントおよび潤滑剤の混合物である「最終シール」中に浸漬する。
最終シールの例:
【0151】
【表4】
【0152】
DAY−GLO(登録商標)は指示薬として添加する。DAXAD(登録商標)15は分散剤である。
【0153】
実施例7:
さらなる実施例では、以下の濃縮3価クロム溶液を調製する:
【0154】
【表5】
【0155】
(中間体のクロムCl(塩化物)(13%Cr(III))および塩基性クロムSO4(硫酸塩)(12%Cr(III))は、McGean Chemical Co.から購入され得る)。
【0156】
0ml/L、5ml/L、および15ml/Lの種々の量のMichelman ME 93235が添加された上記濃縮液の希釈溶液を調製し、そして硝酸を用いて2.3にpHを調整する。希釈溶液のグループ1〜7を以下の通りに調製し、それぞれのグループで、A=0ml/L ME 93253、B=5ml/L ME 93253、C=15ml/L ME 93253:
【0157】
【表6】
【0158】
亜鉛めっきされたパネル(厚み約10ミクロン)、および亜鉛めっきされたボルト(厚み約8ミクロン)を、それぞれラックめっきおよびバレルめっきによって調製し、そしてめっきおよびすすぎ後、上記溶液中に室温で60秒間浸漬する。次いで、ボルトをグループに分ける。1つのグループは、室温で24時間「エージング」させ、そして別のグループは、250℃で2時間焼成後、室温で24時間エージングさせる。ボルトをさらに分け、そしてトルク張力特性についてFord WZ101試験方法を用いて試験し、そしてNSS ASTM B117耐腐食性を試験する。
【0159】
図16は、この実施例7の上記グループ1〜7中の例の組成物中のMichelman ME 93235の濃度に対するトルク張力試験結果のグラフである。図16に示すように、トルク張力試験結果は、添加したMichelman ME 93235の0から5ml/Lまでで摩擦係数が減少し、そしてMichelman ME 93235の5から15ml/Lまででは小さな減少のみを得ることを示す。このグラフのデータおよび以下に示すデータは共に、潤滑性コーティング層が、機能的な潤滑化コーティングとして、化成皮膜組成物(乳化された潤滑剤を含む)から形成されることを示し、潤滑化コーティングが表面の潤滑性を実際に改善することを示し、この層中の潤滑剤の量の増加は、最初の量(5ml/Lの潤滑剤)が化成皮膜組成物に添加された後に潤滑性をわずかにのみ改善することを示し、そしてそのことは塩水噴霧試験結果を害しないことを示す。
【0160】
以下の表は、グループ1〜7中のボルトについてASTM B117 NSS試験における試験結果を示す。これらのデータは、不動態化溶液中のクロムの相対量およびボルトを焼成したかしないかは腐食の保護に影響を与えるが、Michelman ME 93235の存在または不在が腐食性能にほとんど影響を有さないことを示す。
【0161】
【表7】
【0162】
グループ1〜7中のめっきおよび化成皮膜化されたパネルを、室温で24時間エージングさせ、次いで、ASTM B117塩水噴霧(NSS)に供する。以下の表は、NSS試験の結果を含有する:
【0163】
【表8】
【0164】
したがって、上記によって示されるように、パネルについてのデータおよびボルトからのデータの比較によって見られ得るように、本発明による化成皮膜上に第1の潤滑性コーティング層を形成するために用いられる化成皮膜組成物に、Michelman ME 93235を用いると、耐腐食性に何ら害とならないようである。
【0165】
本発明のさらに別の実施態様では、亜鉛または亜鉛合金を黒色化する化成皮膜溶液(通常、黒色不動態化剤と称される)は、乳化された潤滑剤と組み合わされ、次いで黒色不動態化剤と乳化された潤滑剤との組み合わせによって得られる2つの層コーティングの摩擦係数より大きい摩擦係数を有する一体型シールを用いてシールされ、本発明に従う層、摩擦係数、および潤滑剤量の関係が得られ得る。
【0166】
歴史的に、亜鉛および亜鉛合金は、ヒ素または塩化銅と硝酸銅との混合物(The Chemical Formulary, volume 6, Chemical Publishing Co., 1943, pp223)、塩化鉄(Albrecht Durerにあると考えられる)、リン酸含有3価クロム(Bishop米国特許第5,393,353号)、セレン、テルル、およびメルカプト化合物(「金属の化学的着色」、Samuel Field, D. Van Nostrand, 1926)、または染料および顔料の含有物(Clarient)を含有する溶液を用いて黒色化される。一般的に、このような黒色化剤は、3価クロム塩の溶液と組み合わされて、黒色となるだけではなくいくらかの腐食保護も有するコーティングを生じさせ得る。
【0167】
亜鉛および亜鉛合金についての黒色潤滑性コーティングの例は、以下の通りである:
【0168】
【表9】
【0169】
上記溶液中に60秒間浸漬後、得られた黒色亜鉛または亜鉛合金表面を、潤滑剤を含有するシール中に浸漬する。シールは、上述の例のような透明なシールまたはNational Starch Co.から入手のAcheson EMRALON(登録商標)TM−008の20%v/v溶液のような黒色潤滑剤含有シール、または2ml/lのFUCHS LUBRITECH(登録商標)Gleitmo 605が添加されたAtotech CORROSIL(登録商標)601の50%v/v溶液のような潤滑剤が添加された黒色シールであり得る。
【0170】
上記実施例では、FUCHS LUBRITECH(登録商標)Gleitmo 605およびMichelman ME 93235を使用していることに留意される。これらは単なる例であり、そして本発明は、このような潤滑剤の使用に限定されない。例えば、他の乳化し得る潤滑剤(例えば、他の乳化されたポリエチレンを含む)は、Michelmanおよび他の入手先(例えば、Alko America、Sunoco、Shell Industrial、およびRenite)から入手可能である。他の潤滑剤は上述される。
【0171】
コーティング分野の当業者は、上記開示に基づいて、最外表面の潤滑性が表面コーティングの内側部分の潤滑性に対して減少した(または、逆に、最外の摩擦係数が最内部より大きい)表面コーティングを作出する他の方法が用いられ得ることを理解する。例えば、グラファイトカーボンのような潤滑性物質と硝酸チタンのコーティングマトリックスとの共析出する真空蒸着法を用いて、そして真空蒸着に対して付与されるグラフィックカーボンの量を次第に減少させることにより、本発明の利益が得られ得る。同様に、最初の層がより濃い濃度の潤滑剤を含有し、そして次の層がその潤滑剤を低い濃度で含有する有機コーティング層が、スプレーされ得る。鉄マトリックス内での種々の量の亜鉛による電着はまた、例えば、亜鉛に富む領域が基材に最も近い逆潤滑化コーティングを生じ得る。濃縮された潤滑剤中での化成皮膜化された亜鉛コーティングを浸漬することおよびそれをより少ない潤滑剤を含有するシール中に浸漬することは、本明細書に開示されていることと実質的に類似する。
【0172】
明細書および特許請求の範囲を通じて、開示されている範囲および比の数値限定は、組み合わされ得、そして、すべての介在する値を含むとみなされることに留意される。さらに、全ての数値は、修飾語「約」が特に明記されているかいないかにかかわらず、この用語が前にあるべきとみなされる。
【0173】
本発明の原理は、ある特定の実施態様に関して説明され、そして説明の目的のために提供されているが、それらの種々の改変が明細書を読めば当業者に明らかになることが、理解されるべきである。したがって、本明細書に開示されている発明は、このような改変を含み、添付された特許請求の範囲の範囲内にあることが意図されていることを理解されるべきである。発明の範囲は、特許請求の範囲によってのみ限定される。
【図面の簡単な説明】
【0174】
【図1】金属基材の表面に付与された従来の金属処理および潤滑層の断面概略図である。
【図2】金属基材の表面に付与された従来の金属処理および潤滑層の断面概略図である。
【図3】金属基材の表面に付与された従来の金属処理および潤滑層の断面概略図である。
【図4】金属基材の表面に付与された従来の金属処理および潤滑層の断面概略図である。
【図5】本発明の実施態様による金属基材の表面に付与された金属処理および潤滑層の断面概略図である。
【図6】本発明の実施態様による金属基材の表面に付与された金属処理および潤滑層の断面概略図である。
【図7】本発明の実施態様による金属基材の表面に付与された金属処理および潤滑層の断面概略図である。
【図8】本発明の実施態様による金属基材の表面に付与された金属処理および潤滑層の断面概略図である。
【図9】本発明の実施態様による金属基材の表面に付与された金属処理および潤滑層の断面概略図である。
【図10】本発明の実施態様による金属基材の表面に付与された金属処理および潤滑層の断面概略図である。
【図11】本発明の実施態様による金属基材の表面に付与された金属処理および潤滑層の断面概略図である。
【図12】本発明に従って潤滑性コーティングを基材に付与するための種々の例示の方法を示す概略的なプロセスフロー図である。
【図13】先行技術の潤滑性コーティングと本発明の実施態様による潤滑性コーティングとを比較したピンオンディスク試験のデータを示すグラフである。
【図14】先行技術の潤滑性コーティングと本発明の実施態様による潤滑性コーティングとを比較したトルクおよび摩擦係数の測定からのデータを示すグラフである。
【図15】先行技術の潤滑性コーティングと本発明の実施態様による潤滑性コーティングとを比較した平均摩擦係数の測定からのデータを示すグラフである。
【図16】本発明の実施態様のコーティングされた基材を形成するための組成物中の潤滑剤の濃度に対するトルク張力試験結果のグラフである。
【技術分野】
【0001】
本発明は、一般的に、物品のための潤滑性コーティングに関し、より詳細には、留め具、自動車部品などのような物品のための潤滑性コーティング、このようなコーティングの製造方法、およびこのようなコーティングが付与された物品に関する。
【背景技術】
【0002】
プラスチックまたは金属(すなわち、固体)の留め具およびその他の組立物品のような物品の表面品質の保護および改良するためのコーティング物質は、特に、自動車産業に普及して幅広く受け入れられるようになってきている。この業界では、厳しい要求が一般的に存在する。このような要求の中には、低くとも不変の摩擦係数を示し、基材に強固に付着するコーティングを含み、そして腐食保護および着色などの目的のための添加剤を含む表面がある。このような目的のために多くのコーティングおよび処理が開発され、そして使用されており、そしてこれらの多くはなお重要である。しかし、特に自動車産業では、このような物品のための性能要求が、ますます厳しくなってきている。6価クロムのようないくつかの物質は、もはや許容されないか、または段階的に削減されつつある。性能、環境、健康、安全性、および廃棄(製造中止)の要求は、より厳しくなっているので、既存の組成物では、全ての要求を満たすことは不可能であるというところまできている。腐食防止もまた、特に自動車産業では、主な関心事になっている。同時に、これらのような要求は、より厳しくなりつつあるので、物品は未だに、歴史的に要求されているものと同じ有用性基準を満足することが要求される。例えば、トルク要求が一貫して測定および適合されるように不変の摩擦係数を提供し、したがって、潤滑剤の実際の量の正確な決定を可能にする。
【0003】
耐腐食コーティングを有するボルトのようなコーティング物品は、明らかな重要性を有する。鋼鉄のボルトが一般的であるが、もし激しく腐食すれば効果的ではない。コーティング方法は、リン酸塩処理、リン酸塩処理後に塗装または油浸、めっき(例えば、電解めっき、無電解めっき、機械的めっき、または亜鉛めっき)、およびめっき後の塗装が挙げられる。寸法公差が厳しい留め具にとって、電解めっきまたは無電解めっきが、しばしば腐食防止の好ましい方法である。特に、亜鉛または亜鉛合金電解めっきでは、亜鉛が優先的に腐食し、そして鋼鉄腐食に対して犠牲的であるので、これらは、費用対効果の大きい腐食保護方法である。しかし、亜鉛めっきは、一般的に化成被膜の形成(例えば、クロメート処理(6価クロムから膜を形成)、または不動態化(3価クロムまたは非クロム溶液から膜を形成)による)を伴っている。近年、化成皮膜され、電解めっきされた亜鉛留め具を、腐食保護を広げるためにシールで処理することが習慣になっている。シールは、一般的に、乾燥性および/または硬化性の溶液に基づき、無機フィルム(例えば、ケイ酸塩、またはケイ酸塩とシリカとの混合物)、有機フィルム(例えば、アクリル酸塩、ウレタン、またはアクリル酸塩とウレタンとの混合物);または無機材料と有機材料との混合物が挙げられる。
【0004】
締付け荷重を生み出すボルトまたはナットの締付け、または穴の中への鋲の挿入は、自動車のような多くの機械的な組み立てのある組立品の重要な要素である。ボルトで留められた組立品の信頼性、安全性、および質は、留め具の張力のレベルおよび安定性によって影響される。ねじ留め具の頭を回転させる、またはねじ留め具に対してナットを回転させることにより、留め具の張力が得られる。全体の締付けトルクは、1)ねじの摩擦;2)ボルトに与えられる締付け力;および3)組立品の接触表面、ベアリング表面、およびボルトの首下部の間および/または組立品のベアリング表面およびナットの首下部の間の摩擦の組み合わせであると、一般には受け入れられている。
【0005】
今日、多くの組立工程は、ロボットによって行われている。ロボットは、部品(例えばボルト)が十分に締付けられるかを、センサーによって測定されたトルクに主に基づいて決定するようにプログラムされ得る。もし、ボルトに付与される潤滑があまりにも少なすぎると(あるいは、もし、摩擦係数があまりにも大きすぎると)、ロボットは、ボルトを十分に締付け得ない。なぜなら、感知されたトルクは、過剰な摩擦の結果、予めプログラムされたトルク限界を満たすからであり、ボルトが実際に十分に締付けられたからではない。逆に、もし、ボルトに付与される潤滑が過剰であると(そして摩擦係数があまりにも小さすぎると)、ロボットはボルトを締付け過ぎ得、そして組立品を、例えば、ボルトの頭を折ることによってか、またはねじをすり減らすことによって損傷し得る。なぜなら、感知されたトルクは、あまりにも小さな摩擦の結果、予めプログラムされたトルク限界を満たさないからである。したがって、十分であるが過剰ではない潤滑を達成することは、組立操作に関わる絶えず直面する問題である。ロボットシステムは、トルクを決定するセンサーを含むので、これらのセンサーおよび電気的制御は、トルクと摩擦の決定とを相関させる当該分野で公知の種々の等式を用いるようにプログラムされ、およびそれによって締付ける。これらのシステムは、表面の平坦さ(または滑らかさ)について、摩擦係数について、ボルトまたは他の部品に負荷される締付け荷重について、潤滑剤、化成皮膜、および基材の摩耗速度について、ならびに他の変数について必ず仮定を行わなければならない。これらの全ての仮定が、例えば、いつ留め具が十分に締め付けられたかを決定する問題に取り組むために用いられ、そしてこれらの仮定は、一貫した特性を有する一貫した比較的均一な部品に依存する。
【0006】
摩擦は、留め具(例えば、ねじボルトとナットとの組み合わせ)の締付け過程の重要な部分であるので、接触する表面の潤滑による摩擦の制御が重要である。潤滑が十分であることは、互いに対して動く表面間に付与される潤滑剤の使用に起因して、摩擦または摩擦係数の測定によって決定され得る。潤滑レジームは、ストライベック曲線によって定義され得、摩擦係数が、2つの表面(トライボロジーペアー(tribological pair)という)およびその間の潤滑剤の組み合わせに関する滑り速度の関数としてプロットされる。境界潤滑は、滑り速度が低く、そして荷重力が潤滑剤の吸着分子および/または薄い潤滑および/または酸化物層によって保護された接触区域の粗さによって全体的に伝わる状態にある。境界潤滑表面の相互作用ならびに潤滑性全体に対する潤滑剤のせん断強さおよび表面粗さの関係が、潤滑剤の摩耗と関連し、そして境界潤滑で役割を果たすことが公知である。
【0007】
機械ベアリングが開始または停止されつつあり、そして速度が流体力学レジームを作出するのに十分に高くないときに境界潤滑状態が機械ベアリングと共に存在する。他の例は、歯車、タービンのガイドベーン、および他のゆっくりと可動する装置(例えば、リフティング操作での水圧往復運動)間の、あるいは衝撃吸収材とのまたは例えば自動車のボンネットまたはトランクのふたの開閉を制御するために用いられる支柱との接触が挙げられる。境界潤滑では、原子的に平坦な表面が、潤滑剤のいくつかの分子層によって分離され、そして界面の作用は、潤滑剤に伝統的に伴われるよりよく知られた場合の体積粘性率と質的に異なるようになる。境界潤滑は、表面が特にどの粗さの部位でも原子的に平坦でない場合、またはわずかに異なる形状のため、ある区域または領域で比較的可動する部品により近くに接近することになる場合、重要であり得る。
【0008】
潤滑剤によって分離されるとき、スティックスリップ潤滑状態が、互いに対して動く部品と共に存在し、その状態では「停止−開始」サイクルで部品が動く。潤滑油添加剤は、この現象を避けるまたは減少させるために含まれ得る。
【0009】
締付け中のトルクの制御を助けるために、例えば、亜鉛めっき、化成皮膜、および場合によりシーリングによって調製された留め具は、Spartan AdhesivesおよびCoatings Co.から入手の希釈されたFUCHS LUBRITECH(登録商標)Gleitmo 605または希釈されたValsoft PE−45のような潤滑液で処理され得る。このような潤滑性コーティングは、しばしばドライフィルム潤滑剤と称される。潤滑剤はまた、シール層と組み合わされ得、得られるコーティングは、一体型潤滑剤シールと称され得る。これらの潤滑工程では、潤滑剤は、単一の潤滑性コーティングに均一に散布される。
【0010】
いくつかの典型的な先行技術で処理された金属部品を図1〜4に概略的に示す。図1は、金属基材10、亜鉛または亜鉛合金層12、腐食防止層14、および潤滑剤コーティング16を含む先行技術の金属物品100を、概略的に記載する。基材10は、留め具(例えば、ボルト、ナット、ねじくぎなど)のような任意の適した金属物品であり得、例えば、鋼鉄製であり得る。このような先行技術の実施態様では、亜鉛または亜鉛合金(例えば、亜鉛−鉄、亜鉛−コバルト、亜鉛−ニッケル)層12は、例えば、溶融亜鉛めっきまたは電解めっき層であり得、これは基材10に付与されている。いくつかの先行技術の実施態様では、腐食防止層14は、6価クロム化成皮膜であり得、直接亜鉛または亜鉛合金層12に付与されている。潤滑剤層16は、このような使用のための任意の公知の潤滑剤を含み得る。シール層(図示していない)が、潤滑剤上に形成され得るか、または潤滑剤がシール層と一体化した部分となり得、その場合、潤滑剤層16は、シール/潤滑剤層である。この例では、潤滑剤は、単一の潤滑性コーティングに均一に散布されている。
【0011】
図2は、金属基材10、亜鉛または亜鉛合金層12、腐食防止層14、シール層18、および潤滑剤コーティング16を含む先行技術の金属物品200を、概略的に記載する。基材10は、留め具(例えば、ボルト、ナット、ねじくぎなど)のような任意の適した金属物品であり得、例えば、鋼鉄製であり得る。このような先行技術の実施態様では、亜鉛または亜鉛合金(例えば、亜鉛−鉄、亜鉛−コバルト、亜鉛−ニッケル)層12は、例えば、溶融亜鉛めっきまたは電解めっき層であり得、これは基材10に付与されている。腐食防止層14は、さらに6価クロム化成皮膜であり得、亜鉛層12に付与されている。シール層18は、腐食防止層14を覆うようにかまたは上に付与されている。潤滑剤層16は、このような使用のための任意の公知の潤滑剤を含み得る。この例では、潤滑剤は、単一の潤滑性コーティングに均一に散布されている。
【0012】
図3は、金属基材10、亜鉛または亜鉛合金層12、腐食防止層20、シール層18、および潤滑剤コーティング16を含む先行技術の金属物品300を、概略的に記載する。基材10は、留め具(例えば、ボルト、ナット、ねじくぎなど)のような任意の適した金属物品であり得、例えば、鋼鉄製であり得る。このような先行技術の実施態様では、亜鉛または亜鉛合金層12は、例えば、溶融亜鉛めっきまたは電解めっき層であり得、これは基材10に付与されている。この先行技術の例では、腐食防止層20は、6価クロムを含まない不動態化物質であり得、亜鉛層16に付与されている。6価クロムを含まない不動態化物質としては、例えば、3価クロム、無電解ニッケル、または電解めっきされたニッケル−リン(NiP)合金が挙げられ得、亜鉛層12上に堆積されている。シール層18は、腐食防止層20を覆うようにかまたは上に付与されている。潤滑剤層16は、このような使用のための任意の公知の潤滑剤を含み得る。図1および2の例のように、シール層18は、潤滑剤層16を覆うように付与されてもよい。この例では、潤滑剤は、単一の潤滑性コーティングに均一に散布されている。
【0013】
図4は、金属基材10、亜鉛または亜鉛合金層12、腐食防止層14、および一体型シール層22を含む先行技術の金属物品400を、概略的に記載する。基材10は、留め具(例えば、ボルト、ナット、ねじくぎなど)のような任意の適した金属物品であり得、例えば、鋼鉄製であり得る。このような先行技術の実施態様では、亜鉛または亜鉛合金層12は、例えば、溶融亜鉛めっきまたは電解めっき層が基材10に付与されている。この先行技術の例では、亜鉛層16に付与された腐食防止層14は、示した6価クロム層14であり得るか、または図3に示した腐食防止層20のような6価クロムを含まない不動態化物質であり得るか、または他の任意の適した不動態化物質または腐食防止物質であり得る。6価クロムを含まない不動態化物質としては、例えば、3価クロム、無電解ニッケル、または電解めっきされたニッケル−リン(NiP)合金が挙げられ得、亜鉛層12上に堆積されている。この選択では、一体型シール層20があり、潤滑剤がシール層と一体化した部分となる。この例では、潤滑剤は、単一の潤滑性コーティングに均一に散布されている。
【0014】
上述の全ての先行技術の例(例えば、図1〜4について記載されているように)、および先行技術全般では、潤滑剤層または一体型シール層は、潤滑剤がむらなく均一に散布されている、均一な潤滑性の層である。このような潤滑剤は、一般的に、乾燥手ざわりの減摩性コーティングであり、そしてこれらには、ドライフィルム潤滑剤、有機ラッカー潤滑剤、または一体型潤滑剤が含まれ、そして時にそのように称される。ドライフィルム潤滑剤は、付与および加熱後乾燥し、そして得られた潤滑層は、本質的に潤滑剤のみであり、その定義通りおよび均一に散布されている。有機ラッカー潤滑剤は、有機結合剤および固形潤滑剤を含み得る。有機結合剤は、例えば、樹脂を含むワックス、および固形潤滑剤であり得る。一体型潤滑剤コーティングは、美的(例えば色)または耐腐食性または組み合わせのような他の物質との潤滑剤の混合物であり、潤滑剤の粒子が均一に散布されている。有機ラッカー潤滑剤および一体型潤滑剤の両方において、潤滑剤物質は、例えば、ポリエチレン、PTFEのようなポリマーの粒子、グラファイト、または硫化モリブデン(MoS2)のような別の物質などであり得る。任意のさらなる潤滑剤を用いるとき、それは、一般的に最も潤滑であり、そして部品の最外表面に付与される。
【0015】
上述の全ての例および先行技術全般では、種々の形状および表面の質および特徴を有する広範な様々な部品に対して、十分であるが過剰ではない潤滑性を付与するという問題が残っている。多くの潤滑剤が公知であり、そして広範に用いられているにもかかわらず、特に大きな圧力、トルク、および摩擦力に供され、そしてこのような力が、しばしばロボットによって付与される留め具のような部品に対しては、改良された潤滑剤の必要性が残っている。
【0016】
物体の外表面に潤滑剤を塗布することは、摩擦を減少するという利点を生じさせるが、潤滑剤を含むコーティングが、潤滑性が必要な期間を通じてすり減らない十分な厚みでなければ、単一の均一な層の潤滑剤で摩擦の均一性を達成することは非常に難しい。しかし、厚みのあるコーティングは、ねじ留め具にとって有用ではない。なぜなら、雄ねじおよび雌ねじの寸法に影響を与えるからである。他の物体の場合でも、厚みのあるコーティングは、寸法公差に悪影響を与え得る。均一な潤滑剤を含む薄い潤滑性コーティングでは、滑る物体の表面は非常に密接であり、そして潤滑媒体は非常に薄い。そして、この組み合わせは、表面の小さな欠陥、粗さ、および/または形状の相違による表面一面の圧力のむらのある分布が摩耗に変化を生じさせることを意味する。そのため、いくつかの領域は十分な潤滑剤を有するが、他の領域では、潤滑剤層はすり減るかまたは穴が開くことになる。このようなすり減りまたは穴が生じると、見かけの全体の摩擦係数は滑り表面に対して変化し、摩擦の変化に伴う問題を生じ、そして潤滑剤層が完全にすり減ったところでは、その下の層もまた損傷され得、おそらく基材の寿命期間に悪影響(例えば、腐食の可能性の増加)を生じる。
【0017】
これらの全ての理由のために、問題がなお存在し、そして特に留め具のような大量生産されるが決定的に重要な部品のために、潤滑性コーティングの改良が非常に多く必要とされている。
【発明の開示】
【発明が解決しようとする課題】
【0018】
本発明では、潤滑性コーティングを有するコーティング部品による滑り速度および圧力の変動を補償するコーティングシステムが提供され、該コーティングシステムは、潤滑性コーティングの最外表面部分の摩擦係数が潤滑性コーティングの内側部分の摩擦係数よりも大きい。本発明は、乾燥手ざわりの潤滑性コーティングを提供し、該潤滑性コーティングでは、コーティング中の潤滑剤が、コーティングの外表面よりも下の層または基材との界面のコーティングに高い濃度で存在する。一般的に、潤滑性コーティングは、少なくとも1つの他の物質を含み得、それは、例えば、腐食防止剤またはシール物質であり得る。このように、表面が平らでないかまたは滑らかではない場合、本発明のコーティングは、例えばねじ留め具の締付けにおいて、締付け過程中観測されるトルクの変化が減少し、そしてより均一であるように、いくらかの補償を提供する。
【課題を解決するための手段】
【0019】
外側部分と内側部分との間の摩擦係数の相違は、2つの基礎的な方法のいずれかまたは両方で得られ得る。1つの実施態様では、摩擦係数の相違を得るために、同一の潤滑剤を異なった量で用いる。別の実施態様では、摩擦係数の相違を与えるために、異なる潤滑剤を用いてもよい。後者の実施態様では、2つの異なる潤滑剤は、外側部分の摩擦係数が内側部分の摩擦係数よりもなお大きい状態である限り、任意の相対量で用いられ得る。したがって、表面の特定の局所領域がより大きな摩耗に供される場合(例えば、より大きな滑り距離、高圧領域、または平らでないあるいは滑らかでない領域)、より大きな摩擦係数である最初の表面がすり減り、より滑りやすい表面(すなわち、より高い潤滑性およびより小さな摩擦係数を有する表面)が作出されるかまたは現れる。これは、局所領域の潤滑性が再度つり合うかまたは調整されるまで続き、そこでは変動の望ましくない影響(例えば粗さ)が、より均一な摩耗またはより均一な引きずりまたはトルク張力を得るまでに軽減された。これは、物品全体の外表面がトルク張力改変物質として単一の均一な潤滑剤を有する、ねじ留め具におけるような表面の摩擦を制御する従来の手段と対照的である。
【0020】
潤滑性コーティングは、腐食防止剤および潤滑剤を含む第1の組成物中に、第1の濃度で基材を浸漬する工程、このようにコーティングされた基材を、潤滑剤を含む第2の組成物中に第2の濃度(第2の濃度は第1の濃度よりも低い)で浸漬する工程を含む方法によって製造され得る。これらの工程は繰り返され得、そして第3の工程が、すでに形成された最初の2つの潤滑剤層を有する基材を、潤滑剤を含む第3の組成物中に第3の濃度(第3の濃度は、第2の濃度よりも低い)で浸漬する工程を含み得る。第2の組成物および任意の続く組成物は、腐食防止物質または他の物質(例えば、樹脂または結合剤によって形成されるシール)を含み得る。
【0021】
したがって、1つの実施態様では、本発明は、コーティングされた基材を提供し、該基材は、基材の上に重なる第1の潤滑性コーティング層および第1の潤滑性コーティング層の上に重なる第2の潤滑性コーティング層を含み、第1の潤滑性コーティング層が、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、第2の潤滑性コーティング層が、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、第2の摩擦係数が第1の摩擦係数よりも大きい。
【0022】
別の実施態様では、本発明は、基材上の乾燥手ざわりのコーティングを提供し、該コーティングは、基材の上に重なる外表面および内表面、少なくとも1つの潤滑剤、および少なくとも1つの非潤滑性物質を含み、少なくとも1つの潤滑剤が、内表面よりも外表面に、より高い摩擦係数を付与する。
【0023】
別の実施態様では、本発明は物品を提供し、該物品は、基材;基材の少なくとも一部分の上に亜鉛または亜鉛合金の層(a);層(a)の上に重なる3価クロム化成皮膜の層(b);層(b)の上に重なる第1の潤滑剤含有層(c);および層(c)の上に重なる第2の潤滑剤含有層(d)を含み、層(c)が、層(d)の摩擦係数よりも小さい摩擦係数を付与する。
【0024】
別の実施態様では、本発明は物品を提供し、該物品は、基材;基材の少なくとも一部分の上に亜鉛または亜鉛合金の層(a);層(a)の上に重なる3価クロム化成皮膜の層(b);および層(b)の上に重なる潤滑剤含有層(c)を含み、層(c)が、層(b)と接触するかまたは上に重なる内表面および層(b)とは反対側の外表面および潤滑剤を含み、ここでは潤滑剤が、外表面より内表面に、より小さな摩擦係数を付与する。すなわち、この実施態様では、潤滑性複合コーティング層(c)は、基材の表面から潤滑性コーティング層の外表面まで外側に向かって潤滑剤の減少および摩擦係数の増加の勾配を有する。
【0025】
別の実施態様では、本発明は、基材に潤滑性コーティングを付与する方法を提供し、該方法は、基材の上に第1の潤滑性コーティング層を付与する工程および第1の潤滑性コーティング層の上に第2の潤滑性コーティング層を付与する工程を含み、第1の潤滑性コーティング層が、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、第2の潤滑性コーティング層が、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、第2の摩擦係数が第1の摩擦係数よりも大きい。
【0026】
別の実施態様では、本発明は、基材に潤滑性コーティングを付与する方法を提供し、該方法は、第1の潤滑剤を含む第1の組成物中に基材を浸漬する工程;第1の組成物から基材を取り出し、第1の潤滑剤を含む第1の潤滑性コーティング層を基材の上に形成する工程;その上に第1の潤滑性コーティング層を有する基材を、第2の潤滑剤を含む第2の組成物中に浸漬して、第2の潤滑剤を含む第2の潤滑性コーティング層を第1の潤滑性コーティング層の上に形成する工程を含み、第1の潤滑性コーティング層が第1の摩擦係数を付与し、そして第2の潤滑性コーティング層が第2の摩擦係数を付与し、第1の摩擦係数が第2の摩擦係数よりも小さい。
【0027】
別の実施態様では、本発明は、基材に潤滑性コーティングを付与する方法を提供し、該方法は、第1の潤滑剤を含む第1の組成物中に基材を浸漬する工程;第1の組成物から基材を取り出し、第1の潤滑剤を含む第1の潤滑性コーティング層を基材の上に形成する工程;第2の潤滑剤を含む第2の潤滑性コーティング層を第1の潤滑性コーティング層の上に付与する工程を含み、第1の潤滑性コーティング層が第1の潤滑性を示し、そして第2の潤滑剤が第2の潤滑性を示し、そして第1の潤滑性が第2の潤滑性よりも大きい。
【0028】
該方法は、第1の組成物中の不動態化剤または腐食防止剤の使用を含み得、そして基材が第1の組成物から取り出されると、化成皮膜を含むベース層が基材上に不動態化剤または腐食防止剤によって形成され、そして第1の潤滑性コーティング層がベース層上に形成される。
【0029】
第1の潤滑剤は、第1の組成物中で乳化され得るかあるいはそうでない場合は分散され得、そして基材が組成物から取り出されると、潤滑剤は、エマルジョンから分離し、そして化成皮膜上に実質的に均一な潤滑剤の層を形成する。
【0030】
さらに、該方法は、基材に1以上の金属または合金を付与する工程を含み得、そして化成皮膜のベース層が、金属または合金上に不動態化剤または腐食防止剤によって形成され、そして第1の潤滑性コーティング層がベース層の上に重なる。
【0031】
さらに、該方法は、第2の潤滑性コーティング層を付与する工程に続いて、コーティングされた基材を加熱して第1の潤滑性コーティング層および第2の潤滑性コーティング層との間に拡散を生じさせる工程を含み得、それにより複合コーティング層が形成され得る。複合コーティング層は、複合コーティング層の外側部分よりもベース層近辺でより濃度の濃い潤滑剤を含む。これは、潤滑剤濃度が複合コーティング層内で傾斜しているコーティングを形成し得、ベース層近辺から傾斜層の外表面に向かって濃度が次第に減少し、したがって、層の内側部分から外側部分へと摩擦係数が増加する。
【発明の効果】
【0032】
本発明は、より均一なトルク張力試験およびより均一な潤滑性表面を生じ潤滑特性を有する、改良された物品を提供するという問題の解決を提供する。本発明は、基材の不均一な表面、形態、および形状のため、潤滑層および下の基材の摩耗差の問題の解決を提供する。
【発明を実施するための最良の形態】
【0033】
図の簡略化および明確化のため、図に示す構成要素は、必ずしも縮尺通りに記載されていないことを理解すべきである。例えば、いくつかの構成要素の寸法は、明確化のため互いに関して誇張され得る。さらに、適宜、図中で繰り返した参照番号は、対応する構成要素を指し示す。
【0034】
さらに、以下に記載される方法の工程および構造は、留め具のような部品を製造するための完全なプロセスフローを形成していないことを理解すべきである。本発明は、現在、当該分野で用いられている製作技術とともに実施され得、そして通常実施される方法工程のうち、本発明の理解のために必要である限られたものが含まれている。
【0035】
本明細書で用いられるように、潤滑剤は、2つの表面間の摩擦および/または摩耗の減少の目的とする、相対運動中の2つの表面間に挿入される任意の物質である。
【0036】
本明細書で用いられるように、潤滑性は、所定量の所定の潤滑剤によって付与された潤滑の程度(すなわち、潤滑化するまたはトライボロジーペアーの摩擦係数(COF)を小さくする潤滑物質の能力)の大きさであり、そしてそのことをいう;これはまた、時にフィルム強度とも称される。相対的に高い潤滑性を有する第1の物質の所定量は、相対的に低い潤滑性を有する第2の物質の同量よりもより大きいかまたはより長期間の潤滑を付与し得る。
【0037】
本明細書で用いられるように、乾燥性物質は、蒸発、熱の付与によって溶媒が除去、あるいは、酸素または別のエネルギー源(例えば、X線、紫外線、電子ビームなど、または電気泳動プロセスで付与される電気的エネルギー)の影響下で乾燥反応が起こったときのように、素早く乾燥して固形物質を形成する物質を含むものである。
【0038】
本明細書で用いられるように、ドライフィルム潤滑剤は、通常、分散液または乳化液から、部品に付与される潤滑剤であり、乾燥(例えば、熱の付与によって)すると乾燥した手ざわりになる。
【0039】
本明細書で用いられるように、有機ラッカー潤滑剤は、硬化可能なおよび/または乾燥性のマトリックス中に潤滑剤を含有するコーティングであり、例えば、熱の付与によって、乾燥手ざわりになる。マトリックスは、分散液、溶液、または乳化液であり得る。
【0040】
本明細書で用いられるように、一体型潤滑剤は、潤滑剤と結合剤または硬化したもしくは乾燥した(例えば、乾燥性の)物質を含む、乾燥した手ざわりのコーティングである。最初のマトリックスは、通常、硬化性物質または乾燥性物質と溶解、分散、および/または乳化した潤滑剤との混合物である。
【0041】
本明細書で用いられるように、化成皮膜は、金属の外部層または表面原子層と適切に選択された媒体の陰イオンとの反応によって金属表面上に生じたコーティングであり、一般的な反応は、次のように記載される。
【0042】
mM+nAz−→MmAn+nze−
ここで、M=媒体と反応する金属、および
A=初期電荷Zを有する媒体陰イオン
【0043】
当業者に公知であるように、所定の化成皮膜の形成は、上記一般の反応スキームより複雑であり得る。化成皮膜は、例えば、6価クロムでのクロメート処理、3価クロムまたは他の不動態化剤での不動態化処理、リン酸塩処理、シュウ酸塩処理、ZnまたはMnのような他の金属イオンによるリン酸塩処理(例えば、化学的に金属化した層、例えばリン酸亜鉛(Zn3(PO4)2・xH2O)を含有する化成皮膜を形成するため)、および陽極酸化処理が挙げられる。化成皮膜は、例えば、処理された物品を反応性溶液中に浸漬する、処理される表面に溶液をスプレーする、および濃縮された反応性溶液で表面を被覆することによって付与され得る。化成皮膜は、ほとんど全ての金属の表面上で生成され得る。化成皮膜は、通常、当該分野で公知であり、ここで詳細に議論する必要はない。
【0044】
本開示内容および特許請求の範囲を通じて、本明細書に開示されている任意の範囲および割合の数値限定は、組み合わされ得、そして一体となって介在する値は、特に明示の端点と同様に開示されているものとみなす。
【0045】
本発明において、基材上のコーティングの最外表面は、最も高い潤滑性の領域を有さない。それどころか、外側のコーティング領域は、コーティングの少なくとも1つの下の層または領域が有するよりも低い潤滑性を有する。その結果、従来の技術を用いてボルトを締め付けて最外表面がもし摩耗した場合、より大きな摩擦を有する表面に転換するのとは違って、本発明による潤滑性コーティングは、コーティングの外表面がすり減ると、より小さい摩擦の領域を生じる。これは、そうでなければ潤滑性コーティングをすり減らし得る摩耗速度に基材(例えば、ねじ留め具)のいくつかの領域が供される場合、有利である。介在するより潤滑性の層を付与することによって、このような摩耗が基材の表面に達し得ず、トライボロジーペアー間の任意のさらなる潤滑層の欠如から摩擦が大幅に増大する結果になる。
【0046】
本発明によれば、初めに高速で摩耗した表面区域が、摩耗されるにつれてより潤滑になり、それによって、おそらく表面の他の区域と同じ摩耗速度に到達し得るか、または少なくとも近づき得る。この能力は、改良された使用し易さおよび腐食防止コーティングのような表面の保護コーティングの損失のために生じる不具合のリスクの軽減を留め具に付与する。この能力はまた、例えば、より均一で不変のトルクレジーム、留め具の自動化適用の容易さ、ベアリング寿命の改良、および支柱構造の改良を付与する。
【0047】
理解されるように、ねじ留め具のねじの表面では、運動速度、付与される力量、および生じる摩耗の程度の各々は、位置によって変化し得る。したがって、ねじ留め具のコーティングの摩耗の程度は、これらの要因の組み合わせにより変化し得る。本発明によれば、コーティングの深さと共に潤滑性の差を付与することによって、留め具の異なる区域は、より均一な摩耗速度が付与され得る。より高い速度で、および/またはより大きな距離にわたって動く表面、および/またはより大きな垂直力に供され、それによってより大きな摩耗に供される表面は、より潤滑性が付与され、したがってより幅広い区域にわたって摩擦荷重が分散される。このようなコーティングは、逆転した潤滑特性を示すと言われ得る。すなわち、コーティングは、摩耗するにつれてより滑りやすくなり、コーティングが完全にすり減った点に近づいて摩耗が進むので、より低い摩耗速度になる。
【0048】
本発明の1つの実施態様によれば、コーティングされた基材が提供され、該コーティングされた基材は、少なくとも基材の上に重なる第1の潤滑性コーティング層および第1の潤滑性コーティング層の上に重なる第2の潤滑性コーティング層を含む。第1の潤滑性コーティング層は、第1の濃度の潤滑剤を含み;そして第2の潤滑性コーティング層は、第2の濃度の潤滑剤を含み、第1の濃度の潤滑剤に対して少ない。したがって、基材により近い層、すなわち2つのコーティング層の内側の層は、第2の層(外側のコーティング層)より多くの潤滑剤を含有する。さらなる潤滑性コーティング層が追加され得る(例えば、第2の潤滑性コーティング層の上に重なる第3の潤滑性コーティング層)。第3の潤滑性コーティング層は、第2の濃度の潤滑剤および第1の濃度の潤滑剤に対して低い濃度の潤滑剤を含む。もちろん、さらなる層が追加され得る;したがって、少なくとも2つのさらなるコーティング層が、第2の潤滑性コーティング層の上に付与され得、各連続するコーティング層は、それぞれ前のコーティング層に対して低い濃度の潤滑剤を含む。すなわち、各連続する潤滑剤コーティング層は、その上にその層が付与されているコーティング層よりも少ない潤滑剤を含む。それぞれの層中の上記の濃度の潤滑剤の正味の効果は、内側の層が有するよりも外側の層がより大きな摩擦係数を有することであると理解されるべきである。
【0049】
したがって、層間の関係は、それぞれのコーティング層の潤滑剤の濃度に関してよりもむしろ得られる摩擦係数に関して記載され得、または測定され得る。異なる潤滑性物質がそれぞれの層に用いられた場合、この記載は有用である。したがって、本発明の別の局面では、コーティングされた基材が提供され、該コーティングされた基材は、基材の上に重なる第1の潤滑性コーティング層および第1の潤滑性コーティング層の上に重なる第2の潤滑性コーティング層を含み、第1の潤滑性コーティング層が、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、第2の潤滑性コーティング層が、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、第2の摩擦係数が第1の摩擦係数よりも大きい。本発明のこの局面によれば、それぞれの潤滑剤の濃度は、上記の第1の実施態様の通りでなくともよいが、しかし、外層の摩擦係数は、内層の摩擦係数よりも大きいという、正味の効果はなお同じである。
【0050】
本発明によれば、コーティングされた基材を提供し、該コーティングされた基材は、基材の上に重なる第1の潤滑性コーティング層および第1の潤滑性コーティング層の上に重なる第2の潤滑性コーティング層を含み、第1の潤滑性コーティング層が、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、第2の潤滑性コーティング層が、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、第2の摩擦係数が第1の摩擦係数よりも大きい。
【0051】
上述のように、1つの実施態様では、第1の潤滑剤および第2の潤滑剤は、同一の潤滑剤であり得る。潤滑剤が両層(またはより多くの層)で同一であると、潤滑剤は、第2の潤滑性コーティング層中の潤滑剤の濃度より濃い濃度で第1の潤滑性コーティング層中に存在する。さらなる層が存在すると、潤滑剤が最外層と下の層とで同一の場合、最外層が一番低い潤滑剤の濃度を有する。
【0052】
別の実施態様では、第1の潤滑剤および第2の潤滑剤は異なる潤滑剤である。この実施態様では、2つの異なるバリエーションが存在し得る。1つのバリエーションでは、第1の潤滑剤は第1の潤滑性を有し、第2の潤滑剤は第2の潤滑性を有し、そして第1の潤滑性は、第2の潤滑性より低い。このバリエーションでは、第1の潤滑性が、摩擦係数関係を維持するために、第1の内側の層にあるので、第1の潤滑剤は、第2の潤滑剤が第2の潤滑性コーティング層に付与する潤滑性(転じて、より大きな摩擦係数を有する)よりも、全体としてより大きな潤滑性(およびより低い摩擦係数)を第1の潤滑性コーティング層付与するのに、十分な濃度で、第1の潤滑性コーティング層に存在すべきである。
【0053】
他のバリエーションでは、第1の潤滑剤は第1の潤滑性を有し、第2の潤滑剤は第2の潤滑性を有し、そして第1の潤滑性は、第2の潤滑性より大きい。このバリエーションでは、潤滑剤の相対的な濃度は、第1の潤滑性コーティング層の全体としての潤滑性が、第2の潤滑性コーティング層の全体としての潤滑性よりも大きい限り、任意の関係を有し得る。理解されるように、得られる関係を記載する別の方法は、第1の潤滑性コーティング層の摩擦係数が、第2の潤滑性コーティング層の係数よりなお小さい状態であることである。
【0054】
別の実施態様では、コーティングされた基材は、第2の潤滑性コーティング層の上に重なる第3の潤滑性コーティング層をさらに含む。この実施態様では、第3の潤滑性コーティング層は、第3の摩擦係数を第3の潤滑性コーティング層に付与する第3の潤滑剤を含み、第3の摩擦係数は、第2の摩擦係数よりも大きい。さらなるコーティング層が付与され得る。したがって、コーティングされた基材は、さらに第2の潤滑性コーティング層の上に重なる少なくとも2つのさらなるコーティング層を含み得、それぞれ次のコーティング層が、それぞれ前のコーティング層の摩擦係数よりも大きな摩擦係数をそれぞれ次のコーティング層に付与する潤滑剤を含む。上記の記載は、潤滑剤濃度および潤滑剤の同一性または相違の関係にあてはまり、第3の(および任意の続く)コーティング層の摩擦係数は、その上に第3の(および任意の続く)コーティング層が形成される層の摩擦係数よりも大きいことをさらに条件とする。
【0055】
したがって、上記のように、コーティングされた基材は、内側の層(第1の潤滑性コーティング層)が、コーティングされた基材の表面の上に重なっている層および表面のより近くの層(第2の潤滑性コーティング層)または複数の層(第2、第3、および任意の続くコーティング層)または表面が有するよりも大きな潤滑性およびより小さい摩擦係数を有するコーティングを含み、外側の層は、その上にそれらが重なる層より大きな摩擦係数および低い潤滑性を有する。上記のように、さらなる潤滑性コーティング層は、本明細書に記載される2つのコーティング層の上に付与され得る。第2の潤滑性コーティング層の上に重なる連続するコーティング層の各々は、それぞれの続くコーティング層に、その上に連続する層が付与される各前のコーティング層の摩擦係数より大きな摩擦係数(およびより小さい潤滑性)を付与する潤滑剤を含む。
【0056】
上述のように、内側の層と外側の層との関係が、摩擦係数に関して記載される場合、それぞれの摩擦係数についての関係が維持される限り、異なる潤滑剤がこれらの2以上の層で用いられ得る。2以上の層中の2以上の潤滑剤の各々は、それぞれの摩擦係数についての関係が維持される限り、所定の層において任意の濃度を有し得る。すなわち、上記のように、外側の層は、内側の層が有するより大きな摩擦係数を有し、この関係は、内側の層においてより濃い濃度の使用によって得られるか、または内側の層においてより高い潤滑性を有する潤滑剤の使用によって得られる。
【0057】
一般的に鋼鉄および他の金属のシート、細長片、部品、または加工品、特に、留め具および類似の部品のような完成製品に、金属コーティングを付与し、腐食に対して鋼鉄を保護するのは一般的である。付与され得るコーティングの代表例は、電解析出させた亜鉛または亜鉛合金のような金属、機械的または浸漬して析出させた亜鉛または亜鉛合金のような金属、またはクロム酸塩化またはリン酸塩化または他の化成皮膜された亜鉛コーティングである。当該分野で公知のように、電解析出としては、電析(電解めっき)、無電解析出、および浸漬めっきが挙げられる。
【0058】
基材は、第1の潤滑性コーティング層の付与前に、金属または金属化(金属または合金)コーティングのようなベース層でコーティングされ得る。ベース層は、1以上の金属または合金、化成皮膜、およびシール組成物を含み得、第1の潤滑性コーティング層がベース層の上に重なる。
【0059】
金属または合金ベース層は、任意の方法によって付与され得、無電解めっき、浸漬めっき、および電着めっきが挙げられるが、これらに限定されない。さらに、金属ベース層は、他の方法によって付与され得、機械的めっき、化学気相蒸着(CVD)、原子層蒸着(ALD)、プラズマ気相蒸着(PVD)、スパッタリング、これらの処理の高温および低温、または高圧または低圧のバリエーション、および基材を覆うように薄い保護用の金属層を付与するための任意の他の公知の方法で付与され得る。もちろん、これらの他の方法の多くは高価であり、そのため、留め具のような通常大量生産される部品のためには使用され得ないが、このような方法は本発明の範囲内である。
【0060】
ベース層としてかまたはベース層に含むかまたはベース層の上に付与される不動態化処理組成物は、化成皮膜を形成する任意の公知の不動態化処理組成物であり得る。不動態化処理組成物は、6価クロムを含み得るか、または実質的に6価クロムを含み得ないか、または完全に6価クロムを含み得ず、3価クロムを含み得るかリン酸塩化処理を含み得るか、またはこれらの組み合わせおよび金属表面を不動態化処理するかまたは金属表面に腐食防止処理を付与するための化成皮膜を形成する任意の他の公知の方法を含み得る。基材に応じた任意の適切な不動態化処理または腐食防止処理が用いられ得る。環境および健康の理由のため、不動態化組成物は6価クロム(Cr(VI)またはCr+6)を含まないのが好ましい。
【0061】
1つの実施態様では、第1の潤滑性コーティング層および第2の潤滑性コーティング層の少なくとも1つは、シール組成物、着色剤、リン光性組成物、ケイ光性組成物、またはこれらの任意の2以上の混合物または組み合わせをさらに含む。当該分野で公知のように、シール組成物は、例えば、大気中の酸素および水分、他の腐食剤から部品を遮断する、および/またはすりきず、ひっかきなどから部品を物理的に保護するために用いられ得る。コーティング物質および潤滑性物質と適合し得る限り、任意の公知のシーラントが用いられ得、それは、当業者によって容易に決定され得る。
【0062】
シールまたはシーラント層を形成する適切な樹脂は、以下に記載される。
【0063】
公知のように、潤滑剤またはその他で処理された部品は、そのように処理されていない部品と差別化される必要がある。したがって、1つの実施態様では、コーティング層の任意の1つ、好ましくは、外側のコーティング層が、着色剤、リン光性組成物、ケイ光性組成物、またはこれらの任意の2以上の混合物または組み合わせのような薬剤を含み得、これは、処理された部品を確認するために用いられ得る。このような方法は、留め具の分野で一般的に用いられ得、そのため、本明細書で詳細に記載する必要はない。
【0064】
任意の適切な物質が、本発明による潤滑剤として用いられ得る。したがって、コーティングされた基材は、以下のいずれかを含む潤滑剤を含み得る:天然または合成の石油ベースのワックス、植物油脂、含フッ素ポリマー、ポリオレフィンポリマー、硫化モリブデン、二硫化タングステン、銀、グラファイト、石けん石、ステアリン酸塩、ジチオリン酸塩、カルシウムベースグリース、反応性白色固体潤滑剤、またはそれらの任意の2以上の混合物または組み合わせ。このような潤滑剤の一覧表は、いくつかの出版物(ASMハンドブックの18巻、Kirk Othmer Encyclopedia of Chemical Technology、Modern Tribology Handbook1巻および2巻が挙げられる)に存在する。
【0065】
1つの実施態様では、第1の潤滑性コーティング層および第2の潤滑性コーティング層の少なくとも1つが、さらに結合剤を含む。任意の適切な結合剤が用いられ得る。例えば、結合剤は、エポキシ、アクリル、シリコーン、フェノール樹脂、無機ケイ酸塩、水ガラス、およびセルロースの1以上を含み得る。
【0066】
1つの実施態様では、第1の潤滑性コーティング層および第2の潤滑性コーティング層の少なくとも1つが、さらに硬化性樹脂を含む。任意の適切な硬化性樹脂が用いられ得る。例えば、硬化性樹脂は、フェノールベース樹脂、ポリウレタン、熱可塑性物質、ポリアミド樹脂、ポリイミド樹脂、アルキド樹脂、アクリル樹脂((メタ)アクリルおよび(エタ)アクリルのようなアクリルおよびアルカクリルを含む)、エポキシ樹脂、および熱硬化性樹脂の1以上を含み得る。他の公知の樹脂は適切に用いられ得る。
【0067】
これらの樹脂は、ドライフィルム潤滑剤および一体型シール層を形成するために用いられ得る。したがって、1つの実施態様では、第1の潤滑性コーティング層および第2の潤滑性コーティング層の少なくとも1つが、ドライフィルム潤滑剤を含むかまたはドライフィルム潤滑剤の形態にある。別の実施態様では、第1の潤滑性コーティング層および第2の潤滑性コーティング層の少なくとも1つが、一体型シール層を含むかまたは一体型シール層の形態である。
【0068】
上述のように、本発明の種々の実施態様では、基材は金属である。1つの特定の実施態様では、基材が鋼鉄のような金属の場合、基材は表面を有し、そして表面は以下の(A)、(B)、または(C)の1つをその上に形成している:(A)金属または合金の1以上の層が表面の上にあり、そして第1の潤滑性コーティング層が金属または合金の1以上の層の上にある;(B)化成皮膜の層が表面の上にあり、そして第1の潤滑性コーティング層が化成皮膜の層の上にあるか、または(C)金属または合金の1以上の層が表面の上にあり、化成皮膜の層が金属または合金の1以上の層の上にあり、そして第1の潤滑性コーティング層が化成皮膜の層の上にある。
【0069】
別の実施態様では、本発明は物品を提供し、該物品は、基材(例えば、金属物品);基材の少なくとも一部分の上に亜鉛または亜鉛合金の層(a);層(a)の上に重なる3価クロム化成皮膜の層(b);層(b)の上に重なる第1の潤滑剤含有層(c);および層(c)の上に重なる第2の潤滑剤含有層(d)を含み、層(c)が、層(d)の摩擦係数よりも小さい摩擦係数を含む。この実施態様は図8に図示され、さらに以下に記載される。この実施態様では、第1の潤滑剤および第2の潤滑剤は本明細書に開示されている任意の潤滑剤であり得、各々、本発明による摩擦係数の関係を付与するのに必要とされる濃度である。1つの好ましい実施態様では、層(a)および層(b)は、3価クロムを含むエマルジョンおよび乳化可能な高密度ポリエチレン(HDPE)から形成され、HDPEは約50ナノメートル未満の平均粒径を有する。方法の1実施態様では、層(b)および層(c)は第1の組成物から形成され、そして層(d)は第2の組成物から形成される。層(d)は任意の適切な潤滑剤から形成され得る。1つの好ましい実施態様では、層(d)は有機シーラントおよび第2の潤滑剤の混合物から形成される。第2の組成物は、上記で開示される潤滑剤の1以上であり得るかまたは潤滑剤のいずれかの1以上を含み得る。1つの実施態様では、層(d)は、一体型シール層を形成し、および/またはドライフィルム潤滑剤である。
【0070】
別の実施態様では、本発明は物品を提供し、該物品は、基材;基材の少なくとも一部分の上に亜鉛または亜鉛合金の層(a);層(a)の上に重なる3価クロム化成皮膜の層(b);および層(b)の上に重なる潤滑剤含有層(c)を含み、層(c)が、層(b)と接触するかまたはその上に重なる内表面および層(b)とは反対側の外表面を含み、そして潤滑剤を含有し、潤滑剤が、外表面より内表面に、より小さな摩擦係数を与える。この実施態様は図11に図示され、さらに以下に記載する。
【0071】
潤滑剤含有層(c)の内側部分から外側部分の摩擦係数のこの勾配を得るには多くの方法がある。1つには、潤滑剤含有層(c)(複合コーティング層と称され得る)が、濃度勾配で存在する1以上の潤滑剤を含有し、1以上の潤滑剤の濃度が内表面から外表面に低下する。別には、潤滑剤含有層(c)が、1より多くの潤滑剤を混合物で含有し、そしてこの潤滑剤混合物が、層(c)の外側部分より内側部分でより高い潤滑性を有するように形成される。さらに別には、より高い潤滑性を有する1以上の潤滑剤が層(c)の内側部分にあり、そしてより低い潤滑性を有する1以上の潤滑剤が層(c)の外側部分にある。
【0072】
この実施態様の摩擦係数の勾配は、例えば、まず別々の層に適切な潤滑剤を付与し、そして次いで層を、例えば加熱またはいくつかの他のエネルギー形態に曝すことにより、これらの層において、隣接する潤滑剤含有層間の少なくとも界面で、互いに一緒になって少なくとも部分的に拡散を生じるように処理することによって得られ得る。摩擦係数の勾配はまた、連続的に低下する潤滑剤濃度を含有する組成物中への連続的な浸漬によっても得られ得、それによって、基材から外の方に向かって各々が、連続的により少ない潤滑剤量および/または連続的により高い摩擦係数を有する一連の層が、形成される。1つの実施態様では、全部で2以上の連続する潤滑性コーティング層は、勾配を形成するために加熱され得るかまたは他の処理がされ得る。これが加熱によって達成される場合、時間および温度のいずれかまたは両方の点で過度の加熱は、結局、潤滑剤の均質化という結果になり得、したがって、勾配が失われることが認識される。これは、望ましくなく避けられるべきである。
【0073】
この実施態様では、摩擦係数の勾配を得るために用いられる潤滑剤は、本明細書に記載される潤滑剤のいずれかであり得る。
【0074】
本発明により扱われる部品の代表例は、留め具(例えば、ボルト、ねじくぎ、ナット、他のタイプの締め付け要素(ヒンジ、コネクター、ホックタイプ留め具などのような))、および全ての種類の金属製品、固定具および取付け具(ドア、戸棚、台所、市販されている工業用および農業用金属製品および取付け具を含む)である。
【0075】
上述に加えて、これらの実施態様のいずれかの上述の方法の工程の前で、基材は種々の方法によって浄化され得る。例えば、基材は、脱グリース、洗浄、乾燥、酸洗浄などがされ得る。酸洗浄は、任意の周知の酸洗浄方法(例えば、塩酸、硫酸、硝酸、およびフッ化水素酸のような無機酸を、個々にあるいは混合物としてかいずれかで用いる)によって行われ得る。
【0076】
図5〜11は、本発明のいくつかの実施態様における金属処理および金属基材の表面に付与された潤滑層の断面概略図である。図5〜11に図示される実施態様およびそのバリエーションは、以下で議論される。この明細書では、基材は、一般的に「固形基材」として記載され、熱可塑性基材、熱硬化性基材、セラミック基材、または金属または金属合金基材のような任意の固形基材、または本発明が適用可能であり得る任意の他の固形基材が挙げられる。固形基材がポリマー、ガラス、またはセラミックの実施態様では、基材の表面に金属コーティングを含み得、本明細書で議論される処理および/またはコーティングが付与され得る。
【0077】
図5は、本発明による物品500を概略的に記載し、これは固形基材10、基材10の上に重なる第1の潤滑性コーティング層24および第1の潤滑性コーティング層24の上に重なる第2の潤滑性コーティング層26を含む。本発明によれば、第1の潤滑性コーティング層24は、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み;そして、第2の潤滑性コーティング層26は、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、そして第2の摩擦係数は第1の摩擦係数より大きい。潤滑剤含有コーティング層24および26は、このような使用のための任意の適切な潤滑剤を含み得る。シール層(示していない)が、潤滑剤層の上に形成され得るか、または潤滑剤がシール層の体部であり得、この場合、例えば、外側の第2の潤滑性コーティング層26が、シール/潤滑剤層であり得、一体型シール層と称され得る。第1の潤滑性コーティング層24および第2の潤滑性コーティング層26のいずれかまたは両方が、本明細書に記載される本発明の特徴をなお付与する限り、一体型シール層であり得る。本明細書に記載されるシール層は、以下の実施態様のいずれかで形成され得、そのため、それらに関して特に言及しないが、記載されているものに、必要に応じて追加されるものとして理解されるべきである。さらに、潤滑性コーティングのいずれかが、一体型シール層として存在し得るが、これは、以下の各実施態様について特に記載されない。したがって、1つの実施態様では、一体型シールは最外層である。別の実施態様では、一体型シール層は積層され得、そしてこのような実施態様の1つでは、最内の一体型シールは、次の外側またはさらなる外側に配置された一体型シール層より濃い潤滑剤濃度またはより小さい摩擦係数を有する。
【0078】
図5に図示される実施態様は、本発明の基本の実施態様であり、そして残りの実施態様は、さらなる処理および/またはコーティングの添加によって、この基本の実施態様に構築する。以下の例示の実施態様の種々の組み合わせおよびバリエーションは、当業者によって確認され得、そして全てのこのような組み合わせおよびバリエーションは、本明細書に添付される特許請求の範囲によって定義されるように、本発明の範囲内にある。
【0079】
図6は、本発明による物品600を概略的に記載し、これは、固形基材10、化成皮膜層20、化成皮膜層20の上に重なる第1の潤滑性コーティング層24および第1の潤滑性コーティング層24の上に重なる第2の潤滑性コーティング層26を含む。本発明によれば、第1の潤滑性コーティング層24は、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み;そして、第2の潤滑性コーティング層26は、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、そして第2の摩擦係数は第1の摩擦係数より大きい。潤滑剤含有コーティング層24および26は、このような使用のための任意の適切な潤滑剤を含有し得る。化成皮膜層20は、本明細書に記載されるこのような任意の層であり得、そして1つの好ましい実施態様は、6価クロム化成皮膜以外であり、例えば3価クロム化成皮膜である。
【0080】
図7は、本発明による物品700を概略的に記載し、これは、固形基材10、化成皮膜層20、化成皮膜層20の上に重なる第1の潤滑性コーティング層24、第1の潤滑性コーティング層24の上に重なる第2の潤滑性コーティング層26、および第1の潤滑性コーティング層24と第2の潤滑性コーティング層28との間の第3の潤滑性コーティング層28を含む。本発明によれば、第1の潤滑性コーティング層24は、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み;そして、第2の潤滑性コーティング層26は、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、そして第2の摩擦係数は第1の摩擦係数より大きい。本発明のこの実施態様によれば、第3の潤滑性コーティング層28は、中間の摩擦係数(すなわち、第1の潤滑性コーティング層24よりも大きいが、第2の潤滑性コーティング層26よりも小さい摩擦係数)を付与する。潤滑剤含有コーティング層24、26、および28は、このような使用のための任意の適切な潤滑剤を含有し得る。化成皮膜層20は、本明細書に記載されるこのような任意の層であり得、そして1つの好ましい実施態様は、6価クロム化成皮膜以外であり、例えば3価クロム化成皮膜である。
【0081】
図8の実施態様は、基材10の表面上に形成された金属または合金層12を含むこと以外は、図6の実施態様と実質的に類似である。したがって、図8は、本発明による物品800を概略的に記載し、これは、固形基材10、金属または合金層12、化成皮膜層20、化成皮膜層20の上に重なる第1の潤滑性コーティング層24、および第1の潤滑性コーティング層24の上に重なる第2の潤滑性コーティング層26を含む。本発明によれば、第1の潤滑性コーティング層24は、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み;そして、第2の潤滑性コーティング層26は、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、そして第2の摩擦係数は第1の摩擦係数より大きい。潤滑剤含有コーティング層24および26は、このような使用のための任意の適切な潤滑剤を含有し得る。金属または合金層12は、上述の方法のような任意の適切な方法によって、基材10の表面上に形成され得る。化成皮膜層20は、本明細書に記載されるこのような任意の層であり得、そして1つの好ましい実施態様は、6価クロム不動態化剤よりも、例えば3価クロム不動態化剤である。
【0082】
図9の実施態様は、基材10の表面上に形成された金属または合金層12を含むこと以外は、図7の実施態様と実質的に類似である。したがって、図9は、本発明による物品900を概略的に記載し、これは固形基材10、金属または合金層12、化成皮膜層20、化成皮膜層20の上に重なる第1の潤滑性コーティング層24、第1の潤滑性コーティング層24の上に重なる第2の潤滑性コーティング層26、および第1の潤滑性コーティング層24と第2の潤滑性コーティング層28との間に第3の潤滑性コーティング層28を含む。本発明によれば、第1の潤滑性コーティング層24は、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み;そして、第2の潤滑性コーティング層26は、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、そして第2の摩擦係数は第1の摩擦係数より大きい。本発明のこの実施態様によれば、第3の潤滑性コーティング層28は、中間の摩擦係数(すなわち、第1の潤滑性コーティング層24よりも大きいが、第2の潤滑性コーティング層26よりも小さい摩擦係数)を付与する。潤滑剤含有コーティング層24、26、および28は、このような使用のための任意の適切な潤滑剤を含有し得る。金属または合金層12は、上述の方法のような任意の適切な方法によって、基材10の表面上に形成され得る。化成皮膜層20は、本明細書に記載されるこのような任意の層であり得、そして1つの好ましい実施態様は、6価クロム不動態化剤よりも、例えば3価クロム不動態化剤である。
【0083】
図10の実施態様は、図7の実施態様におけるような3つの個別のコーティング層24、28、および26ではなく、複合潤滑性コーティング30を含むこと以外は、図7の実施態様と実質的に類似である。したがって、図10は、本発明による物品1000を概略的に記載し、これは固形基材10、化成皮膜層20、および化成皮膜層20の上に重なる複合コーティング層30を含む。複合コーティング層は、1以上の潤滑剤を含み、そして深さで変化する摩擦係数の勾配を示し、不動態化層20に近い摩擦係数が最も小さく、そして表面の近くおよび表面の摩擦係数が最も大きい。本発明のこの実施態様によれば、複合コーティング層30は、化成皮膜層20近辺の内表面と外表面とを有する。複合コーティング層30は、複合コーティング層30内に分布を有する潤滑剤を含み、外表面より内表面により小さい摩擦係数を与える。本発明のこの実施態様によれば、複合コーティング層30は、本発明の利益(すなわち、外表面が層の内側部分より大きな摩擦係数を有する)を付与するが、単一の複合層内でそれを行う。複合層は、例えば、2または3以上の個別の層を含有する実施態様に十分な時間の熱の付与によって形成され、これらの個別の層において、一緒になって拡散する、または少なくともこれらの層の界面が少なくとも部分的に一緒になって併合するようになるのに十分な時間の熱の付与によって形成される。最初に形成された潤滑剤含有コーティング層は、この開示に記載される、このような使用のための任意の適切な潤滑剤または組み合わせを含有し得る。化成皮膜層20は、本明細書に記載されるこのような任意の層であり得、そして1つの好ましい実施態様は、6価クロム不動態化剤以外であり、例えば3価クロム不動態化剤である。
【0084】
1つの実施態様では(示していない)、複合コーティング層30は、化成皮膜層または金属層を介在せずに、直接基材10上にあり得る。したがって、この実施態様は、2つの潤滑性コーティング層24および26が複合コーティング層30に置き換えられている以外は、図5の実施態様に類似しているように見え得る。
【0085】
図11の実施態様は、金属または合金層12を含み、その上に化成皮膜層20が形成されたこと以外は、図10の実施態様と実質的に類似である。図11は、本発明による物品1100を概略的に記載し、これは固形基材10、金属または合金層12、化成皮膜層20、および化成皮膜層20の上に重なる複合コーティング層30を含む。複合コーティング層は、1以上の潤滑剤を含み、そして深さで変化する摩擦係数の勾配を示し、不動態化層20に近い摩擦係数が最も小さく、そして表面の近くおよび表面の摩擦係数が最も大きい。本発明のこの実施態様によれば、複合コーティング層30は、化成皮膜層20に隣接する内表面と外表面とを有する。複合コーティング層30は、複合コーティング層30内に分布を有する潤滑剤を含み、外表面より内表面により小さい摩擦係数を与える。本発明のこの実施態様によれば、複合コーティング層30は、本発明の利益(すなわち、外表面が層の内側部分より大きな摩擦係数を有する)を付与するが、単一の複合層内でそれを行う。複合層は、例えば、2または3以上の個別の層を含有する実施態様に十分な時間の熱の付与によって形成され、これらの個別の層において、一緒になって拡散する、または少なくともこれらの層の界面が少なくとも部分的に一緒になって併合するようになるのに十分な時間の熱の付与によって形成される。最初に形成された潤滑剤含有コーティング層は、この開示に記載される、このような使用のための任意の適切な潤滑剤または組み合わせを含有し得る。化成皮膜層20は、本明細書に記載されるこのような任意の層であり得、そして1つの好ましい実施態様は、6価クロム化成皮膜以外であり、例えば3価クロム化成皮膜である。
【0086】
本発明の実施態様で用いられるシーラント物質は、無機、有機、または無機および有機の混合物であり得る。
【0087】
無機シーラントは、代表的には、ケイ酸塩(例えば、ケイ酸ナトリウム、カリウム、リチウム)の水溶液であり、SiとOとの比は変化し得る。これらのケイ酸塩は、単独かまたはその表面特性が改変されたシリカ(SiO2)粒子との組み合わせで用いられ得る。適切なケイ酸塩はPQ Corporation(http://www.pqcorp.com/products/)から市販されている。表面の改変を伴うシリカは、W.R.Grace(http://www.grace.com/davison/industrial.html)からLUDOX(登録商標)シリカの商標の下で入手可能である。
【0088】
有用と思われる特定の最終シール有機物質としては、NEOREZ(登録商標)R961、NEOCRYL(登録商標)A6092、およびHALOFLEX(登録商標)202が挙げられ、そしていくつかの場合、例えば、無機のLUDOX(登録商標)HS40を追加する。他の銘柄および類似の樹脂もまた用いられ得る。
【0089】
有機シーラントは、代表的には、アクリルエマルジョン、水性ウレタン、水性ウレタン/アクリル共重合体、およびビニル/アクリル三元重合体エマルジョンをベースとするポリマー樹脂の水溶液である。DSM NeoResins(http://www.neoresins.com/)が、そしてコーティング産業用に、このような樹脂をそれぞれNEOCRYL(登録商標)、NEOREZ(登録商標)、NEOPAC(登録商標)、およびHALOFLEX(登録商標)の商標名の下で製造および販売している。例えば、NEOREZ(登録商標)R961は、水性ポリウレタンを含み、そしてHALOFLEX(登録商標)202は、ビニル/アクリル三元重合体エマルジョン樹脂を含む。
【0090】
市販されている一体型シールは、例えば、EMRALON(登録商標)330のような含フッ素ポリマー/フェノール性コーティングが挙げられ、メチルエチルケトン(MEK)20%v/vで、Acheson Colloids Co.、Port Huron、Michiganから入手可能である。当該分野に公知であるような他の適切な一体型シールが、用いられ得る。これらのコーティングの潤滑剤の量は、本発明による第1および第2の潤滑性コーティングを付与するために調整され得る。
【0091】
上述に加え、潤滑剤を含有する塗布層が、本発明の潤滑性コーティング層として用いられ得る。例えば、Trutec(http://www.trutecind.com/coat/lube.htm)は、MOLYKOTE(登録商標)の商標名の下でDow Corningから、およびNihon Parkerizing(DEFRIC商標名)から潤滑性コーティング塗料を流通させている。MOLYKOTE(登録商標)製品は、固形潤滑剤としてMoS2を含有しており、そしてDEFRICは、ポリフルオロカーボン潤滑剤を含有すると考えられる。
【0092】
有用と思われる特定の最終シール無機物質は、LUDOX(登録商標)HS40シリカと共におよびなしでPQケイ酸ナトリウム(N Grade)、ケイ酸カリウム(K Sil)、およびケイ酸リチウムを含む。
【0093】
化成皮膜組成物に用いられる潤滑剤は、もし可溶でなければ乳化可能である必要があるが、最終シール中の潤滑剤は、乳化可能である必要はない。最終シールに用いられる潤滑剤は、混和性である必要さえない。潤滑剤が懸濁され得る限り、それは基材に付与され得る。よって、潤滑剤は、固形または液体であるべきである。幅広い種々の潤滑剤があり、そして潤滑剤はしばしば原料によって分類される。
【0094】
動物(例えば、鯨油、ガチョウ脂)、
植物(例えば、大豆油、アマニ油)、
鉱物(例えば、硫化モリブデン、グラファイト、細かく分けられた金属粉(例えば、銀または亜鉛))、
石油(例えば、油またはグリース蒸留物、または残留物)、
合成(例えば、ポリエチレン、ポリテトラフルオロエチレン、シリコーンなど)。
【0095】
有用と思われる特定の潤滑剤は、上述のFUCHS LUBRITECH(登録商標)添加剤、およびMichelman HDPEおよびNiSlip500D PTFE懸濁液を含む合成の潤滑剤が挙げられる。これらの潤滑剤は、有機または無機最終シール物質に添加され得る。
【0096】
図12は、本発明による潤滑性コーティングを基材に付与する種々の例示の方法を図示する概略的なプロセスフロー図である。以下の記載は、図12において要約される種々の方法工程およびオプションに関するいくつかの詳細を提供する。
【0097】
図12に示すように、本発明は、基材に潤滑性コーティングを付与することによって、コーティングされた基材を形成するための方法にいくつかのバリエーションを提供する。1つの実施態様では、基材に潤滑性コーティングを付与するための方法は、基材の上に第1の潤滑性コーティング層を付与する工程であり、第1の潤滑性コーティング層が、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含む工程;および第1の潤滑性コーティング層の上に第2の潤滑性コーティング層を付与する工程であり、第2の潤滑性コーティング層が、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含む工程を含む。本発明によれば、第2の摩擦係数は、第1の摩擦係数よりも大きく、したがって、コーティングの外側の層または部分よりも潤滑性コーティングの内側の層または部分により大きな潤滑性がある基材に潤滑性コーティングを付与する。一般的に、この方法は、第1の潤滑性コーティング層および/または第2の潤滑性コーティング層を乾燥させる少なくとも1つの工程を含み得る。乾燥は、任意の適切な方法で行われ得、すすぎ工程が前にあり得、コーティングされた部分が、例えば水ですすがれ、次いで乾燥される。あるいは、コーティングされた部分がすすがれ得、そして次いで、コーティングの最終工程前に乾燥することなく、さらなる処理(例えば、さらなる潤滑剤層の添加)に供され得る。理解されるように、少なくとも最終工程としては、このようなコーティングされた金属部品は、一般的に、乾燥されるかまたは単に乾燥のために放置される。
【0098】
図12に示すように、この方法は、さらに第2の潤滑性コーティング層の上に少なくとも1つのさらなるコーティング層を付与する工程を含み得る。本発明によれば、少なくとも1つのさらなるコーティング層は、第2の摩擦係数よりも大きな摩擦係数を付与する潤滑剤を含み得る。
【0099】
上記のように、1つの実施態様では、物品は、基材の表面の上に金属層を含み、そして、したがって、方法は、図12に示されるように、基材の上に少なくとも1つの金属または合金層を付与する工程をさらに含み得る。上記のように、任意の公知の方法が、金属層を付与するために用いられ得る。1つの好ましい実施態様では、基材が鋼鉄の場合、金属層は亜鉛または亜鉛の合金である。亜鉛または亜鉛合金は、例えば、電析、浸漬めっき、または無電解めっきの1以上によって付与され得る。
【0100】
上記および図12に示されるように、この方法は、基材を覆うように少なくとも1つの化成皮膜のベース層を付与する工程をさらに含み得、そしてこれは、例えば、基材を少なくとも1つの不動態化剤および/または少なくとも1つの腐食防止剤を含む組成物中に浸漬することによって行われ得る。不動態化剤は6価クロム以外が好ましい。1つの好ましい実施態様では、化成皮膜は、3価クロム処理によって形成される。1つの好ましい実施態様では、基材が鋼鉄の場合、亜鉛または亜鉛合金層がまず付与され、次いで3価クロム化成皮膜が亜鉛または亜鉛合金層に付与される。他の公知の化成皮膜物質および方法が用いられ得る。
【0101】
1つの実施態様では、第1の潤滑剤は、少なくとも1つの不動態化剤および/または少なくとも1つの腐食防止剤を含む組成物中で乳化または分散される。次いで、基材が組成物から取り出されると、ベース層が基材の上にあり、そして第1の潤滑剤含有コーティング層が不動態化層であるベース層上に形成される。
【0102】
本発明の別の実施態様による方法もまた、以下に記載され得る。基材に潤滑性コーティングを付与するための方法は、第1の潤滑剤を含む第1の組成物中に基材を浸漬する工程;第1の組成物から基材を取り出し、基材の上に第1の潤滑剤を含有する第1の潤滑性コーティング層を形成する工程;その上に第1の潤滑性コーティング層を有する基材を、第2の潤滑剤を含む第2の組成物中に浸漬して、第1の潤滑性コーティング層の上に第2の潤滑性コーティング層を形成する工程を含み、第1の潤滑性コーティング層が第1の摩擦係数を付与し、そして第2の潤滑性コーティング層が第2の摩擦係数を付与し、そして、本発明によれば、第1の摩擦係数が第2の摩擦係数よりも小さい。もちろん、潤滑剤含有組成物中への浸漬以外の方法は、第2の潤滑性コーティング層を付与するために用いられ得る。例えば、第1または第2の潤滑性コーティング層は、スプレー、ブラッシング、または基材にコーティング層を付与するための他の公知の手段によって形成され得る。ディッピングまたは浸漬は、特に、留め具のような大量生産部品のために、最もよく用いられる。ディッピングまたは浸漬は、任意の適切な装置を用いて行われ得る。
【0103】
1つの実施態様では、上記および図12に示されるように、第1の組成物は、不動態化剤または腐食防止剤をさらに含み得、基材が第1の組成物から取り出されると、不動態化剤または腐食防止剤を含むベース層が基材上に形成され、そして第1の潤滑性コーティング層がベース層上に形成される。上記のように、第1の潤滑剤は、第1の組成物中で乳化または分散され得る。上記のように、1以上の金属または合金が基材の表面に付与され得、不動態化剤または腐食防止剤はベース層として付与され得、ベース層が金属上に形成され、そして第1の潤滑性コーティング層がベース層の上に重なる。
【0104】
別の実施態様では、図12にも示すように、コーティング層は、層間にあまり明確ではない分離を形成するように処理され得、そこでは摩擦係数の勾配が形成される。同じ基本的な関係が維持される。すなわち、層において、基材の表面に近いほどより小さな摩擦係数が維持され、一方、コーティングされた物品の外表面に近いほどより大きな摩擦係数が維持される。複合コーティング層においてこの勾配を得るために、第2の潤滑性コーティング層を付与する工程に続いて、コーティングされた基材は、第1の潤滑性コーティング層と第2の潤滑性コーティング層との間に拡散を生じるように加熱され得るかまたは他の処理がされ得る。この処理は、複合コーティング層に勾配が形成される結果になり得、層は、ベース層近辺により小さい摩擦係数および勾配層の外側部分でより大きな摩擦係数を含む。この処理は、例えば、層間の界面領域で、それぞれの層間に部分的な拡散を単に生じ得、各コーティング層のいくらかの部分または大部分では、拡散領域によって互いから離されて、その元の組成を保持している。
【0105】
勾配層が設けられると、勾配層の摩擦係数は、基材表面またはベース層(層が存在する場合)近辺から複合コーティング層の外表面に向かって次第に増加し得る。
【0106】
この方法はまた、摩擦係数に関するよりもむしろ潤滑性に関して記載され得る。したがって、この方法は、基材に潤滑性コーティングを付与するための方法として記載され得、第1の潤滑剤を含有する第1の組成物中に基材を浸漬する工程;第1の組成物から基材を取り出し、基材の上に第1の潤滑剤を含有する第1の潤滑性コーティング層を形成する工程;第1の潤滑性コーティング層の上に第2の潤滑剤を含有する第2の潤滑性コーティング層を付与する工程を含み、第1の潤滑性コーティング層が第1の潤滑性を示し、そして第2の潤滑剤が第2の潤滑性を示し、そして第1の潤滑性が第2の潤滑性よりも大きい。上述のバリエーションおよびさらなる工程の同様の記載は、同様にこの実施態様に適用する。
【0107】
本発明において、少なくとも1つの内側に配置される潤滑性層または層の部分は、少なくとも1つの外側に配置される潤滑性層より小さい摩擦係数を有することが理解されるべきである。しかし、これは、最外の潤滑性コーティングが必ず一番大きな摩擦係数であるという意味ではない。したがって、部品が上記所定の記載、すなわち基材の上に重なる第1の潤滑性コーティング層および第1の潤滑性コーティング層の上に重なる第2の潤滑性コーティング層であって、第1の潤滑性コーティング層が、第1の摩擦係数を第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、第2の潤滑性コーティング層が、第2の摩擦係数を第2の潤滑性コーティング層に付与する第2の潤滑剤を含む第2の潤滑性コーティング層を含み、第2の摩擦係数が、第1の摩擦係数よりも大きいことを満足するように形成されると、そのようにコーティングされた部品または物品は、どの下の層よりも小さい摩擦係数を有する非常に潤滑な物質(例えば、液状の石油ベース物質)でその最外表面上がコーティングされ得、そしてなお本発明の範囲内にある。
【0108】
上述で、物品および方法を一般的に記載したが、以下にいくつかの特定の実施例が提供される。これらの実施例は、発明を説明するために提供され、発明を限定するつもりはなく、発明は、本明細書に添付される請求項の範囲によってのみ限定される。
【0109】
上記のように、本発明による2つの潤滑性コーティング層を付与するための1つの例示の方法は、以下の通りである:
【0110】
非化成皮膜部分について:
1.固形基材(上記で定義)を、Acheson Colloids Company(www.achesonindustries.com/doc/guides/FrictionFighterSelectionGuide.pdf)から入手のEMRALON(登録商標)330(メチルエチルケトン(MEK)中20%v/v)のような含フッ素ポリマー/フェノール性コーティング中に浸漬する。
2.130℃で60分間硬化する(浸漬、スピン乾燥、130℃でオーブン硬化)。
3.次いで、第1の潤滑性コーティング層を有する部品を、水中20%v/vのEMRALON(登録商標)8301−01(含フッ素ポリマーを含むポリウレタン樹脂)を含有する水溶液中に浸漬する。
4.100℃で30分間硬化する(浸漬、100℃でスピン乾燥)。
【0111】
このように、非化成皮膜金属表面上に2つのコーティング層が形成される。このようにコーティングされた部品は、代表的には、約0.1の摩擦係数を有するトップ層、および約0.06から0.08までの摩擦係数を有する内層を有し得る。制限使用温度は約200℃である。これらの2つの層を得るためおよび分離層としてそれらを維持するため、第2工程の硬化温度は、第1層の潤滑機能を著しく低下させない高さにすべきである。1つの実施態様では、第2工程の硬化温度は、第1工程の硬化温度を超えない。
【0112】
本発明によるさらなる方法は、以下の実施例で述べられる。
【実施例】
【0113】
潤滑性を測定する多くの方法が存在する。本発明の有効性を示すため、以下の実施例において、摩擦係数を種々の方法によって測定する。摩擦係数は、一貫して測定されるべきであり、そして得られた値は、異なる試験方法によって得られたのであれば、比較すべきではない。すなわち、結果を試験間で比較する必要があれば、摩擦係数の測定のために同じ試験を用いるべきである。
【0114】
実施例1では、3つの鋼鉄のハルセルパネルを、以下の通りに処理する:(1)亜鉛めっき、3価クロム不動態化、および潤滑剤を含まない有機シールの付与を含む従来の処理方法を用いる;(2)亜鉛めっき、3価クロム不動態化(化成皮膜)、および溶媒に分散された潤滑剤を含む有機シールの付与を含む従来の処理方法を用いる;および(3)本発明に従って、亜鉛めっきによって、化成皮膜を形成するために潤滑剤に富む層を製造する潤滑剤を含む3価不動態化剤での処理および第1の潤滑性コーティング層、次いで第2の潤滑性コーティング層を形成するための希釈された潤滑剤を含む有機シール層の付与。
【0115】
実施例2では、異なる形状を有するボルトを、以下に記載されるように、従来の処理方法および本発明の原理を用いて同時に処理し、そして、特定のクランプ負荷でのトルクおよび摩擦係数を、トルク張力試験機を用いて測定する。
【0116】
実施例3では、ボルトを亜鉛めっき、次いで3価不動態化(化成皮膜)、次いで、異なる量の潤滑剤を含む一連の一体型有機潤滑剤シールの付与によって処理する。トルク値および見かけの摩擦係数を、再度、トルク張力試験を用いて測定する。
【0117】
実施例4では、試験ピンを、種々の量のポリテトラフルオロエチレン(PTFE)フルオロカーボンを有する一連の無電解ニッケル溶液でコーティングし、そしてFalex摩耗試験に供し、摩耗率および摩擦係数を測定する。
【0118】
実施例5では、異なる形状のボルトを、後の腐食特性またはトルク張力特性に影響を与え得るであろう操作損失のある工場規模で加工し、そして生じた腐食特性およびトルク張力特性を独立研究所で評価する。
【0119】
実施例1〜5で用いられたベース化学的溶液を以下に記載する:
【0120】
溶液A−3価クロム不動態化剤: グラム
水 96.000
NaF 0.296
Cr(NO3)3溶液(McGean Rohco Chemical Co.) 2.400
硝酸コバルト7水和物 0.816
マロン酸 0.080
濃硫酸 0.033
ボーメ度42°の硝酸 0.374
【0121】
溶液B−耐腐食性シール グラム
水 76.020
LUDOX(登録商標)HS40(Grace Chemical)
乾燥性物質 9.240
NEOREZ(登録商標)R−961(DSM Neoresins)
硬化性組成物 14.740
【0122】
溶液C、D、およびE
C、D、およびEの不変成分: グラム
乳酸 28
リンゴ酸 9
無水コハク酸 13
硝酸鉛 0.0008
Ni(NiSO4として) 5
NaF 0.2
KOH 67
Na2HPO2 27
DI水(可変の成分を添加した後) 1リットルになるよう適量
【0123】
C、D、およびE中の可変成分:
NiSlip 500D 溶液C中に0
溶液D中に2g/l
溶液E中に4g/l
【0124】
実施例1:
鋼鉄のハルセルパネルを、50%塩酸中で剥離し脱イオン水ですすぎ、次いで、非シアン化アルカリ亜鉛溶液中20A/ft2(ASF)(2.15A/dm2)でめっきし、8から10ミクロンの厚みを得る。
【0125】
第1のパネルを、溶液A(不動態化剤)中に60秒間浸漬することによって処理して化成皮膜を形成し、次いで、溶液B(腐食防止シール)中に60秒間浸漬することによって処理する。このパネルは、化成皮膜のすぐ上への樹脂シール層の付与に相当する。
【0126】
第2のパネルを、溶液A中に60秒間浸漬することによって処理して化成皮膜を形成し、次いで、2ml/LのFUCHS LUBRITECH(登録商標)Gleitmo 605を添加した溶液B中に60秒間浸漬することによって処理する。このパネルは、化成皮膜への従来の一体型潤滑剤シールコーティングの付与に相当する。
【0127】
第3のパネルを、2.5ml/Lの乳化されたMichelman ME 93235潤滑剤を添加した溶液Aの混合物中に60秒間浸漬することによって処理して、Michelman ME 93235によって形成された第1の潤滑性コーティングにより覆われた化成皮膜を形成し、次いで、2ml/LのFUCHS LUBRITECH(登録商標)Gleitmo 605を添加した溶液Bの混合物中に60秒間浸漬することによって処理する。このパネルは、本発明の実施態様に相当し、Michelman ME 93235潤滑剤が、溶液Aによって形成された化成皮膜上に第1の潤滑性コーティング層を形成し、そしてFUCHS LUBRITECH(登録商標)Gleitmo 605潤滑剤を含む一体型潤滑剤シールが、添加された潤滑剤を含む溶液Bから第2の潤滑性コーティング層を形成する。第1、第2、および第3のパネル上の各コーティングは、合計で約2ミクロンの厚みである。1つの実施態様では、シール層(潤滑剤を含むまたは含まない)は、約1ミクロンの厚みであり、不動態(化成皮膜)は、約0.5ミクロンの厚みであり、本発明による第3の例では、化成皮膜層上に形成された潤滑剤層(第1の潤滑剤コーティングに相当)は、約0.1〜0.2ミクロンの厚みである。
【0128】
コーティング厚みの関数として摩擦係数を、第1、第2、および第3の各パネルについて、コーティング厚みゲージに対して白色光反射装置が備えられたマイクロフォトニクス摩擦摩耗試験機(Micro Photonics microtribometer)を用いて決定する。図13は、ピンオンディスク(pin on disk)試験のデータを示す。図13に示すように、表面の近くよりもベースの近くにより濃い潤滑剤濃度を有する多層コーティングは、コントロール(潤滑剤なし)、または潤滑剤の勾配がない一体型潤滑剤のいずれよりも、より均一であり、そしてコーティング厚みの関数として、より低い全体の摩擦係数を示す。
【0129】
実施例2:
6つのボルト形状のそれぞれについて25個の非めっきボルト:
Brogolaから入手のM8×1.25×25、8.8PC座金組込みボルト(部品番号W701605);
SPS Tech.から入手のM8×1.25×30、9.8PCフランジ頭ボルト(部品番号N606543);
Indiana Auto. Fastenerから入手のM8、9.8PCフランジボルト(部品番号N605790);
Textronから入手のM10×45、10.9PCフランジボルト;
Wilson Garnerから入手のM10×40、9.8PC六角ボルト;および
Finnveden Bultenから入手のM10×65、8.8PCフランジ頭ボルト
を、18×10インチのめっきバレルに組み合わせて洗浄し、次いで、酸亜鉛めっき溶液を用いてめっきし、10ミクロンの厚みを有する亜鉛層を堆積させる。
【0130】
次いで、ボルトを、5つのグループに分け、それぞれのグループに6つの形状のボルトを有し、それぞれの形状の5つのボルトを有する。次いで、それぞれのグループを、RS Technologiesトルク張力装置でのFord WZ100トルク張力測定の前に、5つの異なるめっき後、手順の1つで処理する。
【0131】
5つの異なる処理手順は次からなる:
1.後処理なし。
2.溶液Aを用いて3価クロム溶液不動態化。
3.溶液Aを用いて3価クロム溶液不動態化、次いで18.8ml/Lの乳化されたMichelman ME 93235潤滑剤を添加した溶液Bで処理。
4.2.5ml/Lの乳化されたMichelman ME 93235潤滑剤を添加した溶液Aを用いて3価クロム溶液不動態化。
5.2.5ml/Lの乳化されたMichelman ME 93235潤滑剤を添加した不動態化溶液Aを用いて3価クロム溶液不動態化、次いで12.5ml/LのMichelman ME 93235を添加した溶液Bで処理。この手順(5)のみが、本発明による。
【0132】
めっきおよび処理後、トルクおよび摩擦係数値を、RS Technologiesトルク張力装置を用いて決定する。摩擦係数のデータを、図14にグラフで示す。図14は、上記5つのそれぞれの処理について上記トルク張力装置を用いて測定した、見かけの全体の摩擦係数の範囲を示すグラフである。図14のグラフから、異なるボルト形状について許容可能で均一なトルク値が、本発明に従って(図14の処理5として示される)、より潤滑性の物質の上により潤滑性でない物質でコーティングを作出することによってのみ得られることが明らかである。
【0133】
実施例3:
この実施例では、Indiana Automotive Fastener 部品番号N605790から入手のM8、9.8PCフランジボルト40個のそれぞれを、亜鉛でめっきし、以下の溶液中に浸漬することによって化成皮膜化し、調製中に、60℃で加熱して24時間保持し、冷却して130℃にし、そして使用する。
【0134】
CrCl3 50g/L
Co(NO3)2 3g/L
NaNO3 100g/L
シュウ酸 30g/L
マロン酸 60g/L
【0135】
化成皮膜の構成に続いて、部品を2つのグループに分ける。
【0136】
第1のコントロールグループを、30mlのFUCHS LUBRITECH(登録商標)Gleitmo 605を添加した溶液B中に繰り返し浸漬し、次いで、82℃の空気を用いて15分間スピン乾燥して、所望の厚みの一体型シールコーティングを得る。
【0137】
第2のグループを、本発明の実施態様に従って、溶液Bおよび240mlのFUCHS LUBRITECH(登録商標)Gleitmo 605、溶液Bおよび120mlのFUCHS LUBRITECH(登録商標)Gleitmo 605、溶液Bおよび60ml/LのFUCHS LUBRITECH(登録商標)Gleitmo 605をそれぞれ含む一連の溶液に連続的に浸漬し、次いで30ml/LのFUCHS LUBRITECH(登録商標)605を含む溶液B中に浸漬し、それぞれ浸漬後に、高温空気乾燥を用いて2分間スピン乾燥によって処理して、第1のコントロールグループと同様の総厚みの一体型シールコーティングを得る。
【0138】
これらの連続的な浸漬の最後に、2つのグループそれぞれにおいて、一体型シール層全体を、82℃で15分間乾燥する。グループIおよびグループIIのこれらのサンプルそれぞれにおいて、最外潤滑性コーティング層は、同じ潤滑剤濃度を有する。
【0139】
種々のクランプ負荷の関数として摩擦係数(COF)を、RS Technologiesトルク張力装置を用いて記録し、以下の結果を得る:
【0140】
【表1】
【0141】
このデータは、ベースよりも表面近くでより小さいように潤滑剤濃度を変化させることが、試験結果における変化を減少させることを示し、そしてクランプ負荷の関数として、より均一でかつより小さい摩擦係数を付与する。データから、ボルトについて測定されたトルク値の許容可能な標準偏差は、異なるトルク改変溶液を用いることによってかまたはより潤滑性の物質の上により潤滑性でない物質を含むコーティングを作出することによって得られ得ることもまた明らかである。
【0142】
実施例4:
この実施例では、12個の鋼鉄ピンを、フルオロカーボンの種々の量を含む無電解ニッケル溶液C、D、およびEを用いてめっきし、これらは、生じるNiP合金マトリックスにおいて共析出される。またベースコーティングを溶液Eから調製し、溶液Dから次の層、および溶液Cから最上の層を調製して、多層コーティングを調製し、そのため、ベース層は最も濃い潤滑剤濃度を有し、そして2つの続く上層のそれぞれは、順次により低い潤滑剤濃度を有する。厚みが同等であることを確実にするために、3つの溶液のめっき速度を、ピンをめっきする前に決定し、そしてめっき時間を、同等の最終厚みを確実にするように調節し、そしてめっき前およびめっき後のピンの直径を、マイクロメーターを用いて測定する。めっき温度は86℃であり、そしてpHは、必要に応じて、硫酸または水酸化アンモニウムで4.5に調節する。
【0143】
Falex試験のそれぞれについてのプロファイルは、30秒間の30lb(13.6Kg)V字形ブロック負荷、続いて次の7.5分間の50lb(22.7Kg)負荷である。V字形ブロックおよびピンの質量をそれぞれの試験前後で測定して、質量損失を決定する。表面粗さRaを、それぞれのピンについて、Mitutoyo SURFTEST(登録商標)−501表面粗さ計を用いてそれぞれの試験前に決定する。Raおよび質量損失は以下の通りである:
【0144】
【表2】
【0145】
時間の関数として、平均摩擦係数を図15にグラフで示す。図15に示されるように、均一な潤滑剤濃度を有する無電解ニッケルサンプル(サンプル1、2、および3)についてのFalex摩耗試験摩擦係数は、本発明による潤滑剤の濃度が最内層で最も濃くおよび最外層で最も低い潤滑剤の分布を有するサンプルよりも、時間と共に摩擦係数において著しくより多い変化および摩擦係数のより大きな増加を得る。これは、たとえ本発明によるサンプル4が有するよりも、サンプル3が高い潤滑剤の総量を有する潤滑剤層を有する場合でもである。データから、ベース近くよりも表面近くにより低い潤滑剤濃度を有する多層コーティングを用いることによって、より少ない摩耗およびより均一な摩擦係数が得られることは明らかである。
【0146】
実施例5:
工場製造規模で、異なる日付で2つの異なる形状のボルト、Brugolaから購入した非めっきのM8×1.25×25、PC8.8座金組込みボルト(部品番号W701605)、およびSPS Technologiesから購入した非めっきのM8×1.25×30、PC9.8フランジ頭ボルト(部品番号N606543)をそれぞれ200kg、標準的な工場条件の下でめっきし、水素脆化除去のため、190℃で4時間焼成に供する。座金組込みボルトを、1ml/Lの乳化されたMichelman ME 93235潤滑剤を添加した溶液A中で化成皮膜化し、そしてフランジ頭ボルトを、2.5ml/Lの乳化されたMichelman 93235潤滑剤を含有する溶液Aで化成皮膜化する。不動態化剤溶液と乳化された潤滑剤との組み合わせは、図2に類似の二重層構造を生じ、均一な化成皮膜層を有し、その上に、潤滑剤濃度の非常に濃い薄層を有した。不動態化後、ボルトの形状にかかわらず、ボルトを、12.5ml/LのMichelman ME 93235および0.5g/LのDAY−GLO(登録商標)D282紫外線励起染料を添加した溶液Bの混合物を含有する一体型潤滑剤溶液中に30秒間浸漬する(染料は、加工流通過程を認証するためおよび潤滑剤の存在を確認するためである)。次いで、ボルトを市販のスピン乾燥機で、その平均温度が71℃を超えるまで乾燥し、標準の工場様式で包装する。ボルトを、認可独立研究所であるRS Technologies(Farmington Hills,MI)で、RS Technologiesトルク張力試験機およびWilson Garnerにより供給されるベアリングウォッシャーおよびS−309試験ナットと共にFord WZ−100の方法をWZ−100仕様書に記載されるように用いて試験する。FLTM B1 123−01によるAPGEサイクル腐食試験およびASTM B117による塩水噴霧試験を、認可独立研究所であるNational Exposure Testing(Sylvania,OH)で、受け取った状態のボルトおよび120℃で4時間焼成したボルトで行う。それぞれの試験において、サンプル数は30部品である。結果を以下の表に示す:
【0147】
【表3】
【0148】
この仕様書を合格するための許容範囲は、座金組込みボルトに対しては15.9kNのクランプ力で20と30Nmとの間のトルク値であり、そしてフランジボルトに対しては17.8kNのクランプ力で22.5から33.5Nmのトルク値である。すべての値が平均の±3標準偏差以内に入る標準によって要求され、このことは時に6σ(6シグマ)基準または要求と称される。特定のトルク値およびクランプ力は、座金組込みボルトに対しては約0.133およびフランジボルトに対しては約0.13の摩擦係数値に等しい。
【0149】
実施例6:
本発明の実施態様による方法のさらなる実施例において、留め具は、以下の通りである:
【0150】
1.亜鉛または亜鉛合金でめっきし、次いですすぐ。
2.乳化された潤滑剤を含有する3価の不動態化剤中に浸漬する。これは、乳化された潤滑剤の存在によって影響を受けない厚みを有する腐食性化成皮膜層での二重層コーティングを生じる。この工程の結果として、化成皮膜層は、潤滑剤の薄層で「トッピング」される。乳化し得る潤滑剤は、高密度ポリエチレン(HDPE)エマルジョンであり、HDPE粒径は、代表的には50ナノメートル未満であり、Michelman(http://www.performanceadditives.com)によって製造される。このような乳化可能な潤滑剤の別の適切な市販先は、Surface Technologies(http://www.surfacetechology.com)である。
3.有機シーラントおよび潤滑剤の混合物である「最終シール」中に浸漬する。
最終シールの例:
【0151】
【表4】
【0152】
DAY−GLO(登録商標)は指示薬として添加する。DAXAD(登録商標)15は分散剤である。
【0153】
実施例7:
さらなる実施例では、以下の濃縮3価クロム溶液を調製する:
【0154】
【表5】
【0155】
(中間体のクロムCl(塩化物)(13%Cr(III))および塩基性クロムSO4(硫酸塩)(12%Cr(III))は、McGean Chemical Co.から購入され得る)。
【0156】
0ml/L、5ml/L、および15ml/Lの種々の量のMichelman ME 93235が添加された上記濃縮液の希釈溶液を調製し、そして硝酸を用いて2.3にpHを調整する。希釈溶液のグループ1〜7を以下の通りに調製し、それぞれのグループで、A=0ml/L ME 93253、B=5ml/L ME 93253、C=15ml/L ME 93253:
【0157】
【表6】
【0158】
亜鉛めっきされたパネル(厚み約10ミクロン)、および亜鉛めっきされたボルト(厚み約8ミクロン)を、それぞれラックめっきおよびバレルめっきによって調製し、そしてめっきおよびすすぎ後、上記溶液中に室温で60秒間浸漬する。次いで、ボルトをグループに分ける。1つのグループは、室温で24時間「エージング」させ、そして別のグループは、250℃で2時間焼成後、室温で24時間エージングさせる。ボルトをさらに分け、そしてトルク張力特性についてFord WZ101試験方法を用いて試験し、そしてNSS ASTM B117耐腐食性を試験する。
【0159】
図16は、この実施例7の上記グループ1〜7中の例の組成物中のMichelman ME 93235の濃度に対するトルク張力試験結果のグラフである。図16に示すように、トルク張力試験結果は、添加したMichelman ME 93235の0から5ml/Lまでで摩擦係数が減少し、そしてMichelman ME 93235の5から15ml/Lまででは小さな減少のみを得ることを示す。このグラフのデータおよび以下に示すデータは共に、潤滑性コーティング層が、機能的な潤滑化コーティングとして、化成皮膜組成物(乳化された潤滑剤を含む)から形成されることを示し、潤滑化コーティングが表面の潤滑性を実際に改善することを示し、この層中の潤滑剤の量の増加は、最初の量(5ml/Lの潤滑剤)が化成皮膜組成物に添加された後に潤滑性をわずかにのみ改善することを示し、そしてそのことは塩水噴霧試験結果を害しないことを示す。
【0160】
以下の表は、グループ1〜7中のボルトについてASTM B117 NSS試験における試験結果を示す。これらのデータは、不動態化溶液中のクロムの相対量およびボルトを焼成したかしないかは腐食の保護に影響を与えるが、Michelman ME 93235の存在または不在が腐食性能にほとんど影響を有さないことを示す。
【0161】
【表7】
【0162】
グループ1〜7中のめっきおよび化成皮膜化されたパネルを、室温で24時間エージングさせ、次いで、ASTM B117塩水噴霧(NSS)に供する。以下の表は、NSS試験の結果を含有する:
【0163】
【表8】
【0164】
したがって、上記によって示されるように、パネルについてのデータおよびボルトからのデータの比較によって見られ得るように、本発明による化成皮膜上に第1の潤滑性コーティング層を形成するために用いられる化成皮膜組成物に、Michelman ME 93235を用いると、耐腐食性に何ら害とならないようである。
【0165】
本発明のさらに別の実施態様では、亜鉛または亜鉛合金を黒色化する化成皮膜溶液(通常、黒色不動態化剤と称される)は、乳化された潤滑剤と組み合わされ、次いで黒色不動態化剤と乳化された潤滑剤との組み合わせによって得られる2つの層コーティングの摩擦係数より大きい摩擦係数を有する一体型シールを用いてシールされ、本発明に従う層、摩擦係数、および潤滑剤量の関係が得られ得る。
【0166】
歴史的に、亜鉛および亜鉛合金は、ヒ素または塩化銅と硝酸銅との混合物(The Chemical Formulary, volume 6, Chemical Publishing Co., 1943, pp223)、塩化鉄(Albrecht Durerにあると考えられる)、リン酸含有3価クロム(Bishop米国特許第5,393,353号)、セレン、テルル、およびメルカプト化合物(「金属の化学的着色」、Samuel Field, D. Van Nostrand, 1926)、または染料および顔料の含有物(Clarient)を含有する溶液を用いて黒色化される。一般的に、このような黒色化剤は、3価クロム塩の溶液と組み合わされて、黒色となるだけではなくいくらかの腐食保護も有するコーティングを生じさせ得る。
【0167】
亜鉛および亜鉛合金についての黒色潤滑性コーティングの例は、以下の通りである:
【0168】
【表9】
【0169】
上記溶液中に60秒間浸漬後、得られた黒色亜鉛または亜鉛合金表面を、潤滑剤を含有するシール中に浸漬する。シールは、上述の例のような透明なシールまたはNational Starch Co.から入手のAcheson EMRALON(登録商標)TM−008の20%v/v溶液のような黒色潤滑剤含有シール、または2ml/lのFUCHS LUBRITECH(登録商標)Gleitmo 605が添加されたAtotech CORROSIL(登録商標)601の50%v/v溶液のような潤滑剤が添加された黒色シールであり得る。
【0170】
上記実施例では、FUCHS LUBRITECH(登録商標)Gleitmo 605およびMichelman ME 93235を使用していることに留意される。これらは単なる例であり、そして本発明は、このような潤滑剤の使用に限定されない。例えば、他の乳化し得る潤滑剤(例えば、他の乳化されたポリエチレンを含む)は、Michelmanおよび他の入手先(例えば、Alko America、Sunoco、Shell Industrial、およびRenite)から入手可能である。他の潤滑剤は上述される。
【0171】
コーティング分野の当業者は、上記開示に基づいて、最外表面の潤滑性が表面コーティングの内側部分の潤滑性に対して減少した(または、逆に、最外の摩擦係数が最内部より大きい)表面コーティングを作出する他の方法が用いられ得ることを理解する。例えば、グラファイトカーボンのような潤滑性物質と硝酸チタンのコーティングマトリックスとの共析出する真空蒸着法を用いて、そして真空蒸着に対して付与されるグラフィックカーボンの量を次第に減少させることにより、本発明の利益が得られ得る。同様に、最初の層がより濃い濃度の潤滑剤を含有し、そして次の層がその潤滑剤を低い濃度で含有する有機コーティング層が、スプレーされ得る。鉄マトリックス内での種々の量の亜鉛による電着はまた、例えば、亜鉛に富む領域が基材に最も近い逆潤滑化コーティングを生じ得る。濃縮された潤滑剤中での化成皮膜化された亜鉛コーティングを浸漬することおよびそれをより少ない潤滑剤を含有するシール中に浸漬することは、本明細書に開示されていることと実質的に類似する。
【0172】
明細書および特許請求の範囲を通じて、開示されている範囲および比の数値限定は、組み合わされ得、そして、すべての介在する値を含むとみなされることに留意される。さらに、全ての数値は、修飾語「約」が特に明記されているかいないかにかかわらず、この用語が前にあるべきとみなされる。
【0173】
本発明の原理は、ある特定の実施態様に関して説明され、そして説明の目的のために提供されているが、それらの種々の改変が明細書を読めば当業者に明らかになることが、理解されるべきである。したがって、本明細書に開示されている発明は、このような改変を含み、添付された特許請求の範囲の範囲内にあることが意図されていることを理解されるべきである。発明の範囲は、特許請求の範囲によってのみ限定される。
【図面の簡単な説明】
【0174】
【図1】金属基材の表面に付与された従来の金属処理および潤滑層の断面概略図である。
【図2】金属基材の表面に付与された従来の金属処理および潤滑層の断面概略図である。
【図3】金属基材の表面に付与された従来の金属処理および潤滑層の断面概略図である。
【図4】金属基材の表面に付与された従来の金属処理および潤滑層の断面概略図である。
【図5】本発明の実施態様による金属基材の表面に付与された金属処理および潤滑層の断面概略図である。
【図6】本発明の実施態様による金属基材の表面に付与された金属処理および潤滑層の断面概略図である。
【図7】本発明の実施態様による金属基材の表面に付与された金属処理および潤滑層の断面概略図である。
【図8】本発明の実施態様による金属基材の表面に付与された金属処理および潤滑層の断面概略図である。
【図9】本発明の実施態様による金属基材の表面に付与された金属処理および潤滑層の断面概略図である。
【図10】本発明の実施態様による金属基材の表面に付与された金属処理および潤滑層の断面概略図である。
【図11】本発明の実施態様による金属基材の表面に付与された金属処理および潤滑層の断面概略図である。
【図12】本発明に従って潤滑性コーティングを基材に付与するための種々の例示の方法を示す概略的なプロセスフロー図である。
【図13】先行技術の潤滑性コーティングと本発明の実施態様による潤滑性コーティングとを比較したピンオンディスク試験のデータを示すグラフである。
【図14】先行技術の潤滑性コーティングと本発明の実施態様による潤滑性コーティングとを比較したトルクおよび摩擦係数の測定からのデータを示すグラフである。
【図15】先行技術の潤滑性コーティングと本発明の実施態様による潤滑性コーティングとを比較した平均摩擦係数の測定からのデータを示すグラフである。
【図16】本発明の実施態様のコーティングされた基材を形成するための組成物中の潤滑剤の濃度に対するトルク張力試験結果のグラフである。
【特許請求の範囲】
【請求項1】
コーティングされた基材であって、
基材の上に重なる第1の潤滑性コーティング層および該第1の潤滑性コーティング層の上に重なる第2の潤滑性コーティング層を含み、
該第1の潤滑性コーティング層が、第1の摩擦係数を該第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、
該第2の潤滑性コーティング層が、第2の摩擦係数を該第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、
該第2の摩擦係数が該第1の摩擦係数よりも大きい、コーティングされた基材。
【請求項2】
前記第1の潤滑剤および前記第2の潤滑剤が同一の潤滑剤であり、そして該潤滑剤が、前記第2の潤滑性コーティング層中の該潤滑剤の濃度よりも濃い濃度で、前記第1の潤滑性コーティング層中に存在する、請求項1に記載のコーティングされた基材。
【請求項3】
前記第1の潤滑剤および前記第2の潤滑剤が異なる潤滑剤である、請求項1に記載のコーティングされた基材。
【請求項4】
前記第1の潤滑剤が第1の潤滑性を有し、前記第2の潤滑剤が第2の潤滑性を有し、そして該第1の潤滑性が該第2の潤滑性よりも小さい、請求項1に記載のコーティングされた基材。
【請求項5】
前記第1の潤滑剤が第1の潤滑性を有し、前記第2の潤滑剤が第2の潤滑性を有し、そして該第1の潤滑性が該第2の潤滑性よりも大きい、請求項1に記載のコーティングされた基材。
【請求項6】
前記第2の潤滑性コーティング層の上に重なる第3の潤滑性コーティング層をさらに含み、該第3の潤滑性コーティング層が、第3の摩擦係数を該第3の潤滑性コーティング層に付与する第3の潤滑剤を含み、該第3の摩擦係数が、前記第2の摩擦係数よりも大きい、請求項1に記載のコーティングされた基材。
【請求項7】
前記第2の潤滑性コーティング層の上に重なる少なくとも2つのさらなるコーティング層をさらに含み、それぞれ次のコーティング層が、それぞれ前のコーティング層の摩擦係数よりも大きな摩擦係数を該それぞれ次のコーティング層に付与する潤滑剤を含む、請求項1に記載のコーティングされた基材。
【請求項8】
前記基材が、金属または合金の層、化成皮膜、およびシール組成物の1以上を含むベース層でコーティングされ、前記第1の潤滑性コーティング層が、該ベース層の上に重なる、請求項1に記載のコーティングされた基材。
【請求項9】
前記第1の潤滑性コーティング層および前記第2の潤滑性コーティング層の少なくとも1つが、シール組成物、着色剤、リン光性組成物、ケイ光性組成物、またはそれらの任意の2以上の混合物または組み合わせをさらに含む、請求項1に記載のコーティングされた基材。
【請求項10】
前記潤滑剤が、天然または合成の石油ベースのワックス、植物油脂、含フッ素ポリマー、ポリオレフィンポリマー、硫化モリブデン、二硫化タングステン、銀、グラファイト、石けん石、ステアリン酸塩、ジチオリン酸塩、カルシウムベースグリース、反応性白色固体潤滑剤、またはそれらの任意の2以上の混合物または組み合わせを含む、請求項1に記載のコーティングされた基材。
【請求項11】
前記第1の潤滑性コーティング層および前記第2の潤滑性コーティング層の少なくとも1つが、結合剤をさらに含む、請求項1に記載のコーティングされた基材。
【請求項12】
前記結合剤が、エポキシ、アクリル、シリコーン、フェノール樹脂、無機ケイ酸塩、水ガラス、およびセルロースの1以上を含む、請求項11に記載のコーティングされた基材。
【請求項13】
前記第1の潤滑性コーティング層および前記第2の潤滑性コーティング層の少なくとも1つが、硬化性樹脂をさらに含む、請求項1に記載のコーティングされた基材。
【請求項14】
前記硬化性樹脂が、フェノール樹脂、ポリウレタン、熱可塑性物質、ポリアミド樹脂、ポリイミド樹脂、アルキド樹脂、アクリル樹脂、エポキシ樹脂、および熱硬化性樹脂の1以上を含む、請求項13に記載のコーティングされた基材。
【請求項15】
前記第1の潤滑性コーティング層および前記第2の潤滑性コーティング層の少なくとも1つが、ドライフィルム潤滑剤を含む、請求項1に記載のコーティングされた基材。
【請求項16】
前記基材が金属である、請求項1に記載のコーティングされた基材。
【請求項17】
前記基材が表面を有し、そして(A)金属または合金の1以上の層が該表面の上にあり、そして前記第1の潤滑性コーティング層が該金属または合金の1以上の層の上にあるか、(B)化成皮膜の層が該表面の上にあり、そして前記第1の潤滑性コーティング層が該化成皮膜の層の上にあるか、または(C)金属または合金の1以上の層が該表面の上にあり、化成皮膜の層が該金属または合金の1以上の層の上にあり、そして前記第1の潤滑性コーティング層が該化成皮膜の層の上にある、請求項16に記載のコーティングされた基材。
【請求項18】
基材上の乾燥手ざわりのコーティングであって、該コーティングが、該基材の上に重なる外表面および内表面、少なくとも1つの潤滑剤、および少なくとも1つの非潤滑性物質を含み、該少なくとも1つの潤滑剤が、該内表面よりも該外表面に、より高い摩擦係数を付与する、コーティング。
【請求項19】
基材;
該基材の少なくとも一部分の上に亜鉛または亜鉛合金の層(a);
該層(a)の上に重なる3価クロム化成皮膜の層(b);
該層(b)の上に重なる第1の潤滑剤含有層(c);および
該層(c)の上に重なる第2の潤滑剤含有層(d)を含み、該層(c)が、該層(d)の摩擦係数よりも小さい摩擦係数を含む、物品。
【請求項20】
基材;
該基材の少なくとも一部分の上に亜鉛または亜鉛合金の層(a);
該層(a)の上に重なる3価クロム化成皮膜の層(b);および
該層(b)の上に重なる潤滑剤含有層(c)を含み、該層(c)が、該層(b)と接触するかまたは上に重なる内表面および該層(b)とは反対側に外表面、および潤滑剤を含み、該潤滑剤が、該外表面より該内表面に、より小さな摩擦係数を付与する、物品。
【請求項21】
基材に潤滑性コーティングを付与する方法であって、
該基材の上に第1の潤滑性コーティング層を付与する工程および該第1の潤滑性コーティング層の上に第2の潤滑性コーティング層を付与する工程を含み、
該第1の潤滑性コーティング層が、第1の摩擦係数を該第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、
該第2の潤滑性コーティング層が、第2の摩擦係数を該第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、
該第2の摩擦係数が該第1の摩擦係数よりも大きい、方法。
【請求項22】
前記第1の潤滑性コーティング層および/または前記第2の潤滑性コーティング層を乾燥させる少なくとも1つの工程をさらに含む、請求項21に記載の方法。
【請求項23】
前記第2の潤滑性コーティング層の上に少なくとも1つのさらなるコーティング層を付与する工程をさらに含み、該少なくとも1つのさらなるコーティング層が、前記第2の摩擦係数よりも大きな摩擦係数を付与する潤滑剤を含む、請求項21に記載の方法。
【請求項24】
前記基材上に少なくとも1つの金属または合金の層を付与する工程をさらに含む、請求項21に記載の方法。
【請求項25】
前記基材上に化成皮膜の少なくとも1つのベース層を、該基材を少なくとも1つの不動態化剤および/または少なくとも1つの腐食防止剤を含む組成物中に浸漬することによって付与する工程をさらに含む、請求項21に記載の方法。
【請求項26】
前記第1の潤滑剤が、前記組成物中で乳化または分散され、そして前記基材が該組成物から取り出されると、前記ベース層が該基材の上に形成され、そして前記第1の潤滑性コーティング層が、該ベース層の上に形成される、請求項25に記載の方法。
【請求項27】
基材に潤滑性コーティングを付与する方法であって、
第1の潤滑剤を含む第1の組成物中に基材を浸漬する工程;
該第1の組成物から該基材を取り出し、該第1の潤滑剤を含む第1の潤滑性コーティング層を該基材の上に形成する工程;
該第1の潤滑性コーティング層をその上に有する該基材を、第2の潤滑剤を含む第2の組成物中に浸漬して、該第2の潤滑剤を含む第2の潤滑性コーティング層を該第1の潤滑性コーティング層の上に形成する工程を含み、
該第1の潤滑性コーティング層が第1の摩擦係数を付与し、そして該第2の潤滑性コーティング層が第2の摩擦係数を付与し、該第1の摩擦係数が第2の摩擦係数よりも小さい、方法。
【請求項28】
前記第1の組成物が、不動態化剤または腐食防止剤をさらに含み、前記基材が該第1の組成物から取り出されると、化成皮膜を含むベース層が、該基材の上に該不動態化剤または腐食防止剤によって形成され、そして前記第1の潤滑性コーティング層が、該ベース層の上に形成される、請求項27に記載の方法。
【請求項29】
前記第1の潤滑剤が、前記第1の組成物中で乳化または分散されている、請求項28に記載の方法。
【請求項30】
前記基材の上に、1以上の金属または合金を付与する工程をさらに含み、前記ベース層が該金属または合金上に形成され、そして前記第1の潤滑性コーティング層が、該ベース層の上に重なる、請求項27に記載の方法。
【請求項31】
前記第2の潤滑性コーティング層を付与する工程に続いて、前記コーティングされた基材を加熱して前記第1の潤滑性コーティング層と該第2の潤滑性コーティング層との間に拡散を生じさせ、複合コーティング層が形成され、該複合コーティング層が前記ベース層近辺でより小さい摩擦係数および該複合コーティング層の外側部分でより大きな摩擦係数を含む、請求項27に記載の方法。
【請求項32】
前記複合コーティング層の前記摩擦係数が、前記ベース層近辺から該複合コーティング層の外表面に向かって、勾配して次第に増加する、請求項31に記載の方法。
【請求項33】
基材に潤滑性コーティングを付与する方法であって、
第1の潤滑剤を含む第1の組成物中に基材を浸漬する工程;
該第1の組成物から該基材を取り出し、該基材上に該第1の潤滑剤を含む第1の潤滑性コーティング層を形成する工程;
該第1の潤滑性コーティング層の上に第2の潤滑剤を含む第2の潤滑性コーティング層を付与する工程を含み、
該第1の潤滑性コーティング層が第1の潤滑性を示し、そして該第2の潤滑剤が第2の潤滑性を示し、そして該第1の潤滑性が該第2の潤滑性よりも大きい、方法。
【請求項34】
前記第1の組成物が、不動態化剤または腐食防止剤をさらに含み、前記基材が該第1の組成物から取り出されると、化成皮膜を含むベース層が、該基材の上に該不動態化剤または腐食防止剤によって形成され、そして前記第1の潤滑性コーティング層が、該ベース層の上に形成される、請求項33に記載の方法。
【請求項35】
前記第1の潤滑剤が、前記第1の組成物中で乳化または分散されている、請求項34に記載の方法。
【請求項36】
前記基材の上に、1以上の金属または合金を付与する工程をさらに含み、前記ベース層が該金属または合金上に形成され、そして前記第1の潤滑性コーティング層が、該ベース層の上に重なる、請求項33に記載の方法。
【請求項37】
前記第2の潤滑性コーティング層を付与する工程に続いて、前記コーティングされた基材を加熱して、前記第1の潤滑性コーティング層と該第2の潤滑性コーティング層との間に拡散を生じさせ、複合コーティング層が形成され、該複合コーティング層が、該複合コーティング層の外側部分よりも前記ベース層近辺でより高い潤滑剤の濃度を含む、請求項33に記載の方法。
【請求項38】
前記複合コーティング層の前記潤滑剤の濃度が、前記ベース層近辺から該複合コーティング層の外表面に向かって、次第に減少する、請求項37に記載の方法。
【請求項1】
コーティングされた基材であって、
基材の上に重なる第1の潤滑性コーティング層および該第1の潤滑性コーティング層の上に重なる第2の潤滑性コーティング層を含み、
該第1の潤滑性コーティング層が、第1の摩擦係数を該第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、
該第2の潤滑性コーティング層が、第2の摩擦係数を該第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、
該第2の摩擦係数が該第1の摩擦係数よりも大きい、コーティングされた基材。
【請求項2】
前記第1の潤滑剤および前記第2の潤滑剤が同一の潤滑剤であり、そして該潤滑剤が、前記第2の潤滑性コーティング層中の該潤滑剤の濃度よりも濃い濃度で、前記第1の潤滑性コーティング層中に存在する、請求項1に記載のコーティングされた基材。
【請求項3】
前記第1の潤滑剤および前記第2の潤滑剤が異なる潤滑剤である、請求項1に記載のコーティングされた基材。
【請求項4】
前記第1の潤滑剤が第1の潤滑性を有し、前記第2の潤滑剤が第2の潤滑性を有し、そして該第1の潤滑性が該第2の潤滑性よりも小さい、請求項1に記載のコーティングされた基材。
【請求項5】
前記第1の潤滑剤が第1の潤滑性を有し、前記第2の潤滑剤が第2の潤滑性を有し、そして該第1の潤滑性が該第2の潤滑性よりも大きい、請求項1に記載のコーティングされた基材。
【請求項6】
前記第2の潤滑性コーティング層の上に重なる第3の潤滑性コーティング層をさらに含み、該第3の潤滑性コーティング層が、第3の摩擦係数を該第3の潤滑性コーティング層に付与する第3の潤滑剤を含み、該第3の摩擦係数が、前記第2の摩擦係数よりも大きい、請求項1に記載のコーティングされた基材。
【請求項7】
前記第2の潤滑性コーティング層の上に重なる少なくとも2つのさらなるコーティング層をさらに含み、それぞれ次のコーティング層が、それぞれ前のコーティング層の摩擦係数よりも大きな摩擦係数を該それぞれ次のコーティング層に付与する潤滑剤を含む、請求項1に記載のコーティングされた基材。
【請求項8】
前記基材が、金属または合金の層、化成皮膜、およびシール組成物の1以上を含むベース層でコーティングされ、前記第1の潤滑性コーティング層が、該ベース層の上に重なる、請求項1に記載のコーティングされた基材。
【請求項9】
前記第1の潤滑性コーティング層および前記第2の潤滑性コーティング層の少なくとも1つが、シール組成物、着色剤、リン光性組成物、ケイ光性組成物、またはそれらの任意の2以上の混合物または組み合わせをさらに含む、請求項1に記載のコーティングされた基材。
【請求項10】
前記潤滑剤が、天然または合成の石油ベースのワックス、植物油脂、含フッ素ポリマー、ポリオレフィンポリマー、硫化モリブデン、二硫化タングステン、銀、グラファイト、石けん石、ステアリン酸塩、ジチオリン酸塩、カルシウムベースグリース、反応性白色固体潤滑剤、またはそれらの任意の2以上の混合物または組み合わせを含む、請求項1に記載のコーティングされた基材。
【請求項11】
前記第1の潤滑性コーティング層および前記第2の潤滑性コーティング層の少なくとも1つが、結合剤をさらに含む、請求項1に記載のコーティングされた基材。
【請求項12】
前記結合剤が、エポキシ、アクリル、シリコーン、フェノール樹脂、無機ケイ酸塩、水ガラス、およびセルロースの1以上を含む、請求項11に記載のコーティングされた基材。
【請求項13】
前記第1の潤滑性コーティング層および前記第2の潤滑性コーティング層の少なくとも1つが、硬化性樹脂をさらに含む、請求項1に記載のコーティングされた基材。
【請求項14】
前記硬化性樹脂が、フェノール樹脂、ポリウレタン、熱可塑性物質、ポリアミド樹脂、ポリイミド樹脂、アルキド樹脂、アクリル樹脂、エポキシ樹脂、および熱硬化性樹脂の1以上を含む、請求項13に記載のコーティングされた基材。
【請求項15】
前記第1の潤滑性コーティング層および前記第2の潤滑性コーティング層の少なくとも1つが、ドライフィルム潤滑剤を含む、請求項1に記載のコーティングされた基材。
【請求項16】
前記基材が金属である、請求項1に記載のコーティングされた基材。
【請求項17】
前記基材が表面を有し、そして(A)金属または合金の1以上の層が該表面の上にあり、そして前記第1の潤滑性コーティング層が該金属または合金の1以上の層の上にあるか、(B)化成皮膜の層が該表面の上にあり、そして前記第1の潤滑性コーティング層が該化成皮膜の層の上にあるか、または(C)金属または合金の1以上の層が該表面の上にあり、化成皮膜の層が該金属または合金の1以上の層の上にあり、そして前記第1の潤滑性コーティング層が該化成皮膜の層の上にある、請求項16に記載のコーティングされた基材。
【請求項18】
基材上の乾燥手ざわりのコーティングであって、該コーティングが、該基材の上に重なる外表面および内表面、少なくとも1つの潤滑剤、および少なくとも1つの非潤滑性物質を含み、該少なくとも1つの潤滑剤が、該内表面よりも該外表面に、より高い摩擦係数を付与する、コーティング。
【請求項19】
基材;
該基材の少なくとも一部分の上に亜鉛または亜鉛合金の層(a);
該層(a)の上に重なる3価クロム化成皮膜の層(b);
該層(b)の上に重なる第1の潤滑剤含有層(c);および
該層(c)の上に重なる第2の潤滑剤含有層(d)を含み、該層(c)が、該層(d)の摩擦係数よりも小さい摩擦係数を含む、物品。
【請求項20】
基材;
該基材の少なくとも一部分の上に亜鉛または亜鉛合金の層(a);
該層(a)の上に重なる3価クロム化成皮膜の層(b);および
該層(b)の上に重なる潤滑剤含有層(c)を含み、該層(c)が、該層(b)と接触するかまたは上に重なる内表面および該層(b)とは反対側に外表面、および潤滑剤を含み、該潤滑剤が、該外表面より該内表面に、より小さな摩擦係数を付与する、物品。
【請求項21】
基材に潤滑性コーティングを付与する方法であって、
該基材の上に第1の潤滑性コーティング層を付与する工程および該第1の潤滑性コーティング層の上に第2の潤滑性コーティング層を付与する工程を含み、
該第1の潤滑性コーティング層が、第1の摩擦係数を該第1の潤滑性コーティング層に付与する第1の潤滑剤を含み、
該第2の潤滑性コーティング層が、第2の摩擦係数を該第2の潤滑性コーティング層に付与する第2の潤滑剤を含み、
該第2の摩擦係数が該第1の摩擦係数よりも大きい、方法。
【請求項22】
前記第1の潤滑性コーティング層および/または前記第2の潤滑性コーティング層を乾燥させる少なくとも1つの工程をさらに含む、請求項21に記載の方法。
【請求項23】
前記第2の潤滑性コーティング層の上に少なくとも1つのさらなるコーティング層を付与する工程をさらに含み、該少なくとも1つのさらなるコーティング層が、前記第2の摩擦係数よりも大きな摩擦係数を付与する潤滑剤を含む、請求項21に記載の方法。
【請求項24】
前記基材上に少なくとも1つの金属または合金の層を付与する工程をさらに含む、請求項21に記載の方法。
【請求項25】
前記基材上に化成皮膜の少なくとも1つのベース層を、該基材を少なくとも1つの不動態化剤および/または少なくとも1つの腐食防止剤を含む組成物中に浸漬することによって付与する工程をさらに含む、請求項21に記載の方法。
【請求項26】
前記第1の潤滑剤が、前記組成物中で乳化または分散され、そして前記基材が該組成物から取り出されると、前記ベース層が該基材の上に形成され、そして前記第1の潤滑性コーティング層が、該ベース層の上に形成される、請求項25に記載の方法。
【請求項27】
基材に潤滑性コーティングを付与する方法であって、
第1の潤滑剤を含む第1の組成物中に基材を浸漬する工程;
該第1の組成物から該基材を取り出し、該第1の潤滑剤を含む第1の潤滑性コーティング層を該基材の上に形成する工程;
該第1の潤滑性コーティング層をその上に有する該基材を、第2の潤滑剤を含む第2の組成物中に浸漬して、該第2の潤滑剤を含む第2の潤滑性コーティング層を該第1の潤滑性コーティング層の上に形成する工程を含み、
該第1の潤滑性コーティング層が第1の摩擦係数を付与し、そして該第2の潤滑性コーティング層が第2の摩擦係数を付与し、該第1の摩擦係数が第2の摩擦係数よりも小さい、方法。
【請求項28】
前記第1の組成物が、不動態化剤または腐食防止剤をさらに含み、前記基材が該第1の組成物から取り出されると、化成皮膜を含むベース層が、該基材の上に該不動態化剤または腐食防止剤によって形成され、そして前記第1の潤滑性コーティング層が、該ベース層の上に形成される、請求項27に記載の方法。
【請求項29】
前記第1の潤滑剤が、前記第1の組成物中で乳化または分散されている、請求項28に記載の方法。
【請求項30】
前記基材の上に、1以上の金属または合金を付与する工程をさらに含み、前記ベース層が該金属または合金上に形成され、そして前記第1の潤滑性コーティング層が、該ベース層の上に重なる、請求項27に記載の方法。
【請求項31】
前記第2の潤滑性コーティング層を付与する工程に続いて、前記コーティングされた基材を加熱して前記第1の潤滑性コーティング層と該第2の潤滑性コーティング層との間に拡散を生じさせ、複合コーティング層が形成され、該複合コーティング層が前記ベース層近辺でより小さい摩擦係数および該複合コーティング層の外側部分でより大きな摩擦係数を含む、請求項27に記載の方法。
【請求項32】
前記複合コーティング層の前記摩擦係数が、前記ベース層近辺から該複合コーティング層の外表面に向かって、勾配して次第に増加する、請求項31に記載の方法。
【請求項33】
基材に潤滑性コーティングを付与する方法であって、
第1の潤滑剤を含む第1の組成物中に基材を浸漬する工程;
該第1の組成物から該基材を取り出し、該基材上に該第1の潤滑剤を含む第1の潤滑性コーティング層を形成する工程;
該第1の潤滑性コーティング層の上に第2の潤滑剤を含む第2の潤滑性コーティング層を付与する工程を含み、
該第1の潤滑性コーティング層が第1の潤滑性を示し、そして該第2の潤滑剤が第2の潤滑性を示し、そして該第1の潤滑性が該第2の潤滑性よりも大きい、方法。
【請求項34】
前記第1の組成物が、不動態化剤または腐食防止剤をさらに含み、前記基材が該第1の組成物から取り出されると、化成皮膜を含むベース層が、該基材の上に該不動態化剤または腐食防止剤によって形成され、そして前記第1の潤滑性コーティング層が、該ベース層の上に形成される、請求項33に記載の方法。
【請求項35】
前記第1の潤滑剤が、前記第1の組成物中で乳化または分散されている、請求項34に記載の方法。
【請求項36】
前記基材の上に、1以上の金属または合金を付与する工程をさらに含み、前記ベース層が該金属または合金上に形成され、そして前記第1の潤滑性コーティング層が、該ベース層の上に重なる、請求項33に記載の方法。
【請求項37】
前記第2の潤滑性コーティング層を付与する工程に続いて、前記コーティングされた基材を加熱して、前記第1の潤滑性コーティング層と該第2の潤滑性コーティング層との間に拡散を生じさせ、複合コーティング層が形成され、該複合コーティング層が、該複合コーティング層の外側部分よりも前記ベース層近辺でより高い潤滑剤の濃度を含む、請求項33に記載の方法。
【請求項38】
前記複合コーティング層の前記潤滑剤の濃度が、前記ベース層近辺から該複合コーティング層の外表面に向かって、次第に減少する、請求項37に記載の方法。
【図1】

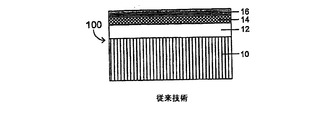
【図2】
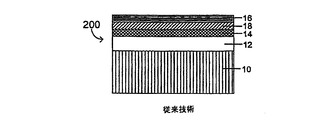
【図3】
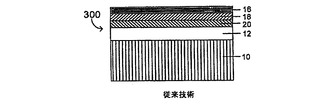
【図4】
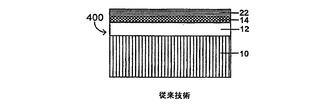
【図5】

【図6】
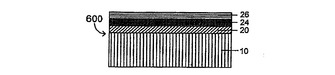
【図7】
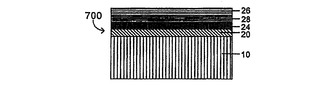
【図8】
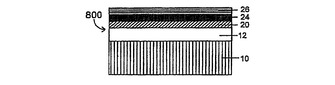
【図9】
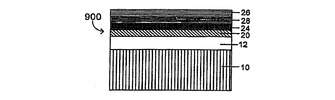
【図10】
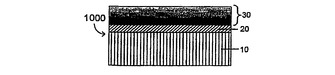
【図11】
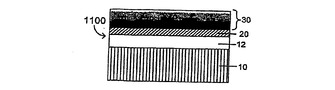
【図12】
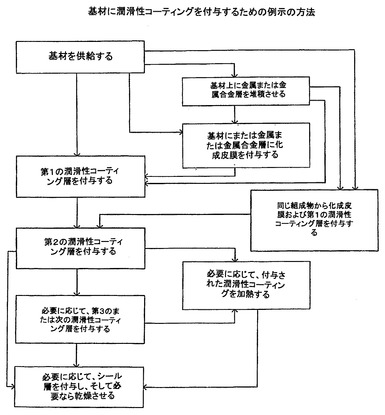
【図13】
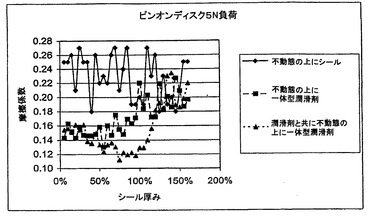
【図14】
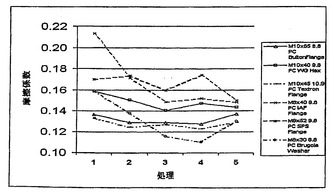
【図15】
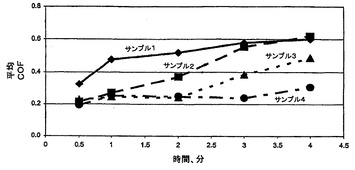
【図16】
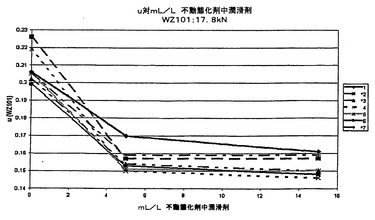
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公表番号】特表2009−527623(P2009−527623A)
【公表日】平成21年7月30日(2009.7.30)
【国際特許分類】
【出願番号】特願2008−556349(P2008−556349)
【出願日】平成19年2月13日(2007.2.13)
【国際出願番号】PCT/US2007/003730
【国際公開番号】WO2007/100486
【国際公開日】平成19年9月7日(2007.9.7)
【出願人】(503037583)アトテック・ドイチュラント・ゲーエムベーハー (55)
【氏名又は名称原語表記】ATOTECH DEUTSCHLAND GMBH
【Fターム(参考)】
【公表日】平成21年7月30日(2009.7.30)
【国際特許分類】
【出願日】平成19年2月13日(2007.2.13)
【国際出願番号】PCT/US2007/003730
【国際公開番号】WO2007/100486
【国際公開日】平成19年9月7日(2007.9.7)
【出願人】(503037583)アトテック・ドイチュラント・ゲーエムベーハー (55)
【氏名又は名称原語表記】ATOTECH DEUTSCHLAND GMBH
【Fターム(参考)】
[ Back to top ]