
減量材料追加のための装置および方法
本明細書において想定される分注システムおよび方法は、第2の連続的であるが変化しうる流量への第1の連続的な製品の流量を少なくとも2つの制御モードにて調節するように構成されている。最も好ましくは、第1のレベルの制御をもたらすために、第2の流量の移動平均が割り出され、第2のさらに細かいレベルの制御をもたらすために、第1の流量について減量フィードバックが明らかにされ、第2のさらに細かいレベルの制御は、フィードバックが計算による製品の流量に対して所定のしきい値を超えて移動する場合に放棄される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明の分野は、材料の分注であり、特に第1の材料を第2の分注される材料の分注量および/または流量に依存した流量および量にて自動的に分注することである。
【背景技術】
【0002】
材料の分注の自動化は、特定の位置において製品の流れを定量化するための1つ以上の重量測定装置を使用して行われることが多い。例えば、供給源からの送出を、供給源に位置するロードセルによって実際の材料の流れを表わす量的な信号がもたらされる減量供給機(loss−in−weight feeder)を使用して監視/制御することができる。さらに下流の位置において、ベルトはかり(belt scale)を使用して材料の流れの量的測定を行うことができる。そのような装置および方法の典型的な例が、米国特許第5,081,600号明細書、第6,446,836号明細書、および第5,296,654号明細書に示されている。
【0003】
そのような装置および方法は、多くの場合に、材料の流れが一定のままでなければならない状況においては満足できるが、現時点において知られている装置および方法は、第1および第2の材料の比を実質的に一定に保つために第1の材料の流量が変化しうる第2の材料の流量に合わせて調節される必要がある場合に、かなりの困難を抱える。変化しうる流量に関する問題を回避するために、連続的な流量が、保持装置または他の蓄積装置において第2の材料が所定の重量に達したときに所定の量の第1の材料が第2の材料に追加されるバッチプロセスに、少なくとも一時的に切り換えられることが可能である。そのようなバッチプロセスは、第1および第2の材料の間の比の正確さを好都合に向上させるが、バッチプロセスは、あらゆる作業に常に適しているわけではない。
【0004】
したがって、材料の分注のためのさまざまな構成および方法が技術的に知られているが、それらのすべてまたはほとんどすべては、1つ以上の欠点を抱えている。したがって、或る材料を別の材料の流量および量の関数である流量および量にて分注するための優れた方法および構成を提供することが、依然として必要とされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許第5,081,600号明細書
【特許文献2】米国特許第6,446,836号明細書
【特許文献3】米国特許第5,296,654号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、連続的に流れる材料の供給量を、別の連続的に移動する材料の変化しうる供給量に対して調節し、一定かつ所定の比で材料を配合することを可能にする装置および方法に関する。最も好ましくは、一方の材料が、減量供給機から送り出される一方で、他方の材料は、重量測定ベルトを有するコンベアベルトによって供給される。好ましい装置および方法における調節は、PID(比例−積分−微分)コントローラを備えるPLC(プログラマブルロジックコントローラ)によって自動化および制御される。
【課題を解決するための手段】
【0007】
本発明の主題の一態様においては、供給機からの連続的に流れる第1の材料の第1の供給量を、コンベア上の連続的に移動する第2の材料の変化しうる第2の供給量に対して調節する方法が、コンベアに接続された重量測定ベルトからの複数の第1の信号と、供給機のロードセルからの複数の第2の信号とを、PLCへと供給するステップを含んでいる。次いで、PLCが、(a)複数の第1の信号の移動平均にもとづいて第1の供給量を計算し、(b)供給機を計算された第1の供給量へと設定して、供給機を開ループモードにてそのように動作させ、(c)複数の第2の信号にもとづいて補正された供給量を計算および設定し、補正された供給量と第1の供給量との差が所定の大きさよりも小さい場合に、供給機を閉ループモードにてそのように動作させるために使用される。補正された供給量と第1の供給量との差が所定の大きさ(例えば、少なくとも20%)よりも大きい場合に、PLCは開ループモードへと復帰する。さらに、複数の第2の信号が供給機の補給が求められる低いレベルを示しているときに、PLCが開ループモードへと復帰することも考えられる。最も典型的には、供給機のロードセルが、減量供給機の一部であり、コンベアが、重量測定ベルトを含んでいる。
【0008】
特に想定される方法においては、変化しうる第2の供給量が、典型的には少なくとも10%であり、より典型的には少なくとも20%であり、さらに典型的には少なくとも35%である大きな変動性を有することが好ましい。さらには、複数の第1の信号および/または複数の第2の信号が、毎分1回〜毎秒1回の頻度で取得される重量測定信号に相当することが、一般的には好ましい。特に比較的低い頻度において、移動平均が、指数加重的移動平均であることが好ましいが、多数の他の移動平均の決定も、適切であると考えられる。必要であれば、PLCが、第1および/または第2の供給量を制御するための手動モードを可能にするように、さらにプログラムされることができる。
【0009】
補正された供給量の計算の決定に関しては、プログラマブルロジックコントローラが、補正された供給量を計算および設定するPIDコントローラを備えることが好ましい。
【0010】
したがって、別の観点から見ると、材料の連続的な流れを制御する方法が、第2の材料の流れ(第2の材料の流れは、典型的には少なくとも10%であり、より典型的には少なくとも20%であり、最も典型的には少なくとも30%である大きな変動性を有する)の移動平均定量化にもとづいて第1の材料の流れの要件を計算するステップを含む。別のステップにおいて、実際の第1の材料の流れのフィードバック定量化が、計算された第1の材料の流れの要件を調節して補正された第1の材料の流れを得るために使用され、フィードバック定量化は、第1の材料の流れの要件が補正された第1の材料の流れから少なくとも所定の大きさ(例えば、少なくとも20%)だけ異なるときには無視される。
【0011】
最も典型的には、移動平均定量化が、PLCにおいて(例えば、指数加重的移動平均として)計算され、計算された第1の材料の流れの要件が、PLCのPIDコントローラユニットを使用して決定される。例えば、移動平均定量化は、重量測定ベルトからの複数の信号にもとづくことができ、フィードバック定量化は、減量供給機からの複数の信号にもとづくことができる。
【0012】
結果として、変化しうる量の第2の材料を変化しうる第2の供給量で連続的に供給するコンベアへと第1の供給量で第1の材料を連続的に供給する供給機を備えるプラントが想定される。PLCが、コンベアの重量測定ベルトへと動作可能に接続され、重量測定ベルトからの複数の第1の信号と、供給機のロードセルからの複数の第2の信号とを受信する。PLCが、複数の第1の信号の移動平均にもとづいて第1の材料の第1の供給量を計算および/または設定し、供給機を開ループモードにてそのように動作させるようにプログラムされ、さらにPLCが、複数の第2の信号にもとづいて補正された供給量を計算および/または設定し、補正された供給量と第1の供給量との差が所定の大きさ(例えば、20%未満)よりも小さい場合に供給機を閉ループモードにてそのように動作させるようにプログラムされることが、一般的には好ましい。またさらに、プログラマブルロジックコントローラが、補正された供給量と第1の供給量との差が所定の大きさ(例えば、少なくとも20%)よりも大きい場合に開ループモードに復帰するようにさらにプログラムされることが好ましい。
【0013】
上述のように、移動平均定量化が、PLCにおいて決定され、指数加重的移動平均であることが好ましく、PIDコントローラが補正された供給量を計算することが好ましい。さらには、PLCが、第1および/または第2の供給量の手動制御を可能にするようにプログラムされることが好ましい。
【0014】
本発明の種々の目的、特徴、態様、および利点が、本発明の好ましい実施形態の以下の詳細な説明から、さらに明らかになるであろう。
【図面の簡単な説明】
【0015】
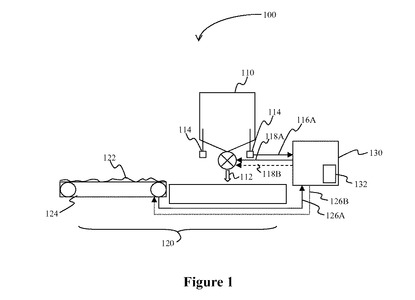
【図1】本発明の主題による連続的原料システムの典型的な概略図である。
【発明を実施するための形態】
【0016】
本発明は、或る材料を別の材料の連続的かつ変化しうる流れへと所定の比で連続的に追加するための装置および方法に関する。最も好ましくは、想定されるシステムおよび方法が、所定の比での材料の配合を正確かつ柔軟に制御するためにハードウェアおよびソフトウェアの組み合わせを使用する。
【0017】
最も好ましくは、想定されるシステムおよび方法が、PLCを、コンベアシステムの重量測定ベルトおよび1つ以上のロードセルを有する減量供給機との組み合わせにおいて使用する。特に好ましいシステムおよび方法においては、PLCが、重量測定ベルトからの荷重信号を受信し、開ループ制御にて供給機の設定点を(例えば、獲得重量移動平均フィルタによって)計算する。さらにPLCは、減量供給機のロードセルからの荷重信号を受信し、次いでこれらが、閉ループ制御での動作のためにPLCにおいてフィードバック信号として使用される。最も典型的には、PLCのPIDコントローラが、閉ループ制御において供給機からの材料追加の速度を制御するために使用される。大きな粒度および細かい粒度の制御を維持するために、PLCは、フィルタ処理による設定点とフィードバックとが所定の値(例えば、20%)よりも大きく離れると常に、開ループ制御に復帰する。さらに、供給機が特定の重量を下回る(例えば、補給が要求されるとき)と常にPLCが開ループに復帰することが、一般的には好ましい。
【0018】
したがって、本発明の主題による装置および方法が、バッチ動作のための個別に制御されるハードウェアを、故障点を少なくするだけでなく、柔軟な動作モードの使用を通じて性能も向上させるソフトウェア基盤のPLC制御で置き換えることを可能にすることを、理解すべきである。想定されるシステムおよび方法においては、運転者にとって、手動設定/固定レート、開ループモード、および閉ループモードという3つの動作モードが利用可能である。最も典型的には、開ループモード形態のための設定点が、y=mx+bとして計算されることができ、ここでxは、(例えば、供給機のスクリューのための)モータの速度であり、yは、流量(例えば、測定されるlbs/hr)である。PLCに含まれるPIDコントローラによる閉ループフィードバック制御が、例えば1秒間隔で減量を計算することによって実現されることができ、PLCにおける計算により、より緻密な制御のためにいつループを閉じることが適切であるかが決定される。他のさまざまな利点のなかでも、そのようなシステムが、材料追加の線形な性質ゆえに、連続動作においてきわめて良好に機能することに注意すべきである。さらには、想定されるシステムおよび方法がソフトウェアを基盤としているため、種々の材料およびプロセスにおける使用に合わせて調節可能であることに注意すべきである。さらに、スタンドアロンのコントローラが不要になり、結果として故障点および誤差の原因が排除される。
【0019】
1つの典型的な構成が、図1に概略的に図示されており、分注システム100が、第2の材料122の変化しうる連続的な流れを計量する重量測定ベルト124を備えるコンベア120へと第1の材料112を供給する供給機110を備えている。供給機110およびコンベア120が、好ましくはPIDコントローラ132をさらに備えているPLC130へと接続されている。図1の例では、重量測定ベルト124が、第1の信号126AをPLC130へともたらし、さらにPLC130が、コンベアの動作を制御すべくコンベア(典型的には、駆動機構)へと信号126Bをもたらすことができる。また、PLCは、供給機110のロードセル114から第2の信号116を受信し、供給機110の送出機構(例えば、スクリュー駆動部)へと第1の信号および補正された信号118A/118Bを供給する。
【0020】
そのような分注システムの典型的な用途においては、供給機からの通常は連続的に流れる第1の材料の第1の供給量が、コンベア上で連続的に移動する第2の材料の変化しうる第2の供給量(例えば、平均から少なくとも5%変化し、より典型的には平均から少なくとも10%変化し、最も典型的には平均から少なくとも15%変化する)に合わせて調節されることができる。そのような方法において、コンベアに接続された重量測定ベルトからの複数の第1の信号および供給機のロードセルからの複数の第2の信号が、PLCへと送信されることが通常は好ましい。次いで、PLCが、複数の第1の信号の移動平均にもとづいて第1の供給量を計算するために使用され、計算された第1の供給量へと供給機を設定して開ループにおいて供給機をそのように動作させるためにさらに使用される。さらに、PLCを、複数の第2の信号にもとづいて補正された供給量を計算(典型的には、移動平均の計算を使用する計算による)および設定し、補正された供給量と第1の供給量との差が所定の大きさよりも小さいという条件のもとで、供給機を閉ループにてそのように動作させるために使用することが、特に好ましい。PLCは、補正された供給量と第1の供給量との差が所定の大きさよりも大きい場合、開ループへと復帰する。
【0021】
当然ながら、想定されるシステムおよび方法が、本明細書に提示される本発明の考え方から離れることなく、さまざまなやり方で変更されうることを認識すべきである。例えば、コンベアシステムは、必ずしも重量測定ベルトを備えたコンベアベルトシステムである必要はなく、実際のところ、変化しうる流量にて第2の材料の連続的な流れをもたらすことができる任意のシステムであってもよい。したがって、適切な代案の実施例として、シュート、管(第2の材料を進ませるために重力または気体/流体を使用する)、スクリュー、バケット、などが挙げられる。結果として、重量測定ベルトが、計量のための種々の代案の装置で置き換えられることができ、適切な装置として、バッチ式はかり、ピエゾ式はかり、減量検出システム、および材料(特に、大型の粒子状材料)の密度を計算による重量へと変換する光学システムを挙げることができる。
【0022】
結果として、運ばれる材料の種類および使用される定量化システムに応じて、第1および第2の重量測定信号がさまざまな間隔で取得されうることに、注意すべきである。しかしながら、重量測定信号が、1分につき1回〜1秒につき1回の間の頻度で取得され、またはPLCへと転送されることが、一般的には好ましい。
【0023】
第2の材料の流量の変化に関して、変化が比較的大きく、長期平均から少なくとも5%であり、より典型的には長期平均から少なくとも10%であり、さらに典型的には長期平均から少なくとも20%であり、最も典型的には長期平均から少なくとも30%であることが、一般的に想定され、ここで長期平均は、平均からの逸脱の継続時間の少なくとも100倍の期間にわたって測定される。流量の変化は、コンベアへの供給の変動、材料の集合(例えば、コンベア上で材料が転がることに起因する)、または材料の凝集など、さまざまな理由に起因することができ、周期的であっても、完全に無作為であってもよい。変化の種類および大きさにかかわらず、一般に、定量化装置(典型的には、重量測定ベルト)からの信号が、最も一般的には有線またはRF信号によってPLCへと直接送信されることが好ましい。しかしながら、好ましさにおいて劣るいくつかの態様においては、定量化装置が信号処理の少なくとも一部をすでにもたらしてもよい。
【0024】
PLCは、好ましくは、定量化装置からの信号から計算による供給量または補正された供給量を計算するようにプログラムされ、計算による供給量または補正された供給量が、典型的には供給機の機構への制御信号(例えば、供給機のスクリュー、ポンプ、または堰への制御信号)へと変換され、供給量をそのように制御する。容易に理解されるとおり、本明細書に提示の教示と併せて使用するために適した多数の計算が存在する。しかしながら、典型的には、計算が、小さな偏差は軽減されるが、より大きな偏差および/または傾向は考慮されるように、定量化装置から受信されるデータの平滑化/フィルタ処理を含むことが好ましい。例えば、適切な平滑化/フィルタ処理が、所定の期間について複数の信号を平均して移動平均を生成することによって実施されることができる。そのような移動平均の計算に、何らかのやり方でさらに重み付けを加え、より正確な計算をもたらすことができる。例えば、重み付けは、時間遅延、信号の差、累積の変化、などによってもよい。しかしながら、多くの場合には、指数加重的移動平均または獲得重み付け移動平均が好ましい。移動平均の期間の長さに関しては、当業者であれば過度の実験を必要とすることなく適切な長さを容易に選択できることに、注意すべきである。
【0025】
次いで、平均重量の計算、追加すべき材料の所望の割合、および供給機の機構にもとづき、PLCが、計算による第1の供給量を開ループモードにおいて決定および設定する。当然ながら、コンベア上で測定される重量の変化が、新たな平均重量の決定につながり、新たな平均重量によって供給量が新たに決定/補正される。補正された供給量と第1の供給量との差が所定の大きさよりも小さいとき、PLCは、複数の第2の信号がフィードバック信号として使用される閉ループモードへと切り換わる。
【0026】
複数の第2の信号に関しては、第2の信号の種類が、通常はロードセルの種類および/または数に依存することを、理解すべきである。さらに、減量検出ロードセルを有する供給機が好ましいが、フィードバックをもたらすための多数の他の定量化装置も適切であると考えられ、そのような装置として、バッチ式はかり、他の減量検出装置、重量測定ベルト、画像の分析にもとづく装置、などが挙げられることを、理解すべきである。フィードバックの計算は、最も好ましくは、適切にプログラムされ、好ましくはPLCの一部であるPIDコントローラを使用して実行される。そのようなフィードバック制御は、材料の分注の精度および信頼性を好都合に向上させる。
【0027】
しかしながら、特に供給量の変化が急激な変化または比較的大きな急増を有する場合に、典型的には、PLCが比較的高速な補正を可能にすべく閉ループモードから開ループモードへと切り換わることが好ましい。変化が小さくなり、または他のかたちで安定化するや否や、PLCは、再び閉ループモードへと復帰する。最も典型的には、閉ループモードから開ループモードへの切り換わりが、第1の供給量と補正された供給量との間の差が少なくとも5%であり、より典型的には少なくとも10%であり、さらに典型的には少なくとも15%であり、最も典型的には少なくとも20%であるときに生じる。PLCの閉ループモードから開ループモードへの切り換わりを生じさせるさらなる引き金の事象として、フィードバック信号が信用できなくなると予想される事象が挙げられる。例えば、そのような状況として、供給機の補給、供給機の保守、供給される材料の切り換え、などが挙げられる。当然ながら、PLCが、供給機の供給量およびコンベアの供給量が変更されることができる手動制御モードをさらに提供することが、一般的には好ましい。
【0028】
想定されるまたさらなるシステムおよび方法において、PLCがコンベア(または、他の材料搬送システム)上の第2の材料の供給量を変更するようにプログラムされてもよいことを、理解すべきである。例えば、複数の第1の信号が、変化の振幅が比較的小さいが、変化が高い頻度である旨を示している場合に、第2の材料の供給量が下げられることができる。他方で、特に比較的大きい周期的な振幅が測定される場合には、PLCが、コンベアの速度の変調によってそのような変化に対処するようにプログラムされることができる。当然ながら、コンベア上の第2の材料の供給量の変調が、第1の供給量の補正と併せて実行されることができ、または独立に実行されることができる。
【0029】
したがって、別の観点から見ると、材料の連続的な流れを制御する方法が、第1の材料の流れの要件を、実質的な変動性(例えば、少なくとも10%、より典型的には少なくとも20%、最も典型的には少なくとも25%の変動性)を有する第2の材料の流れの移動平均定量化にもとづいて計算するステップと、実際の第1の材料の流れのフィードバック定量化を使用して、計算された第1の材料の流れの要件を調節し、補正された第1の材料の流れを得るさらなるステップとを含む。さらに別のステップにおいては、フィードバック定量化が、第1の材料の流れの要件が補正された第1の材料の流れから少なくとも所定の量(典型的には、変動性の少なくとも50%(より典型的には、少なくとも75%)という値である)だけ異なる場合に無視される。特に好ましい方法においては、そのような方法において上述のようなPLCを基盤とする装置および方法が使用され、計算による第1の材料の流れの要件が、PIDコントローラを使用して決定される。
【0030】
したがって、供給機がコンベアへと第1の材料を第1の供給量で連続的に供給するように構成され、コンベアが変化しうる量の第2の材料を変化しうる第2の供給量で連続的に供給するように構成されているプラントが想定される。プログラマブルロジックコントローラが、コンベアの重量測定ベルトへと動作可能に接続され、重量測定ベルトから複数の第1の信号を受信し、さらに供給機の供給機ロードセルへと動作可能に接続され、供給機ロードセルから複数の第2の信号を受信する。特に好ましいプラントにおいては、PLCが、複数の第1の信号の移動平均にもとづいて第1の材料の第1の供給量を計算および/または設定し、供給機を開ループにてそのように動作させるようにプログラムされ、さらに好ましくはPLCが、複数の第2の信号にもとづいて補正された供給量を計算および設定し、補正された供給量と第1の供給量との差が所定の大きさよりも小さい場合に供給機を閉ループにてそのように動作させるようにプログラムされる。すでに述べたように、典型的には、PLCが、補正された供給量と第1の供給量との差が所定の大きさよりも大きい場合に開ループへと復帰するようにさらにプログラムされることも好ましい。このように、想定される構成および方法が、少ない減量材料追加がプラントの動作の一部である多数のプラントにおける構成および方法であってもよいことを、理解すべきである。通常は、そのような減量検出式での追加は、本明細書において想定されるシステムおよび方法と比べて高価なだけでなく、潜在的な誤差点を追加し、運転の柔軟性も大幅に低いスタンドアロンの技術的解決策を使用して実行される。
【0031】
このように、減量検出式での材料追加のための装置および方法の具体的な実施形態および応用を開示した。しかしながら、本明細書に記載の本発明の考え方から外れることなく、すでに述べた変更の他にもさらに多数の変更が可能であることは、当業者にとって明らかである。したがって、本発明の主題は、添付の特許請求の範囲の意図するところ以外の何ものにも限定されない。さらに、明細書および特許請求の範囲の解釈において、すべての用語は、文脈に矛盾しない可能な限り広いやり方で解釈されなければならない。特に、用語「からなる(comprises)」および「からなっている(comprising)」は、要素、部品、またはステップを排他的でないやり方で指しており、該当の要素、部品、またはステップが、明示的には言及されない他の要素、部品、もしくはステップと一緒に存在でき、明示的には言及されない他の要素、部品、もしくはステップとともに利用可能であり、または明示的には言及されない他の要素、部品、もしくはステップとの組み合わせが可能であることを示していると、解釈されなければならない。
【技術分野】
【0001】
本発明の分野は、材料の分注であり、特に第1の材料を第2の分注される材料の分注量および/または流量に依存した流量および量にて自動的に分注することである。
【背景技術】
【0002】
材料の分注の自動化は、特定の位置において製品の流れを定量化するための1つ以上の重量測定装置を使用して行われることが多い。例えば、供給源からの送出を、供給源に位置するロードセルによって実際の材料の流れを表わす量的な信号がもたらされる減量供給機(loss−in−weight feeder)を使用して監視/制御することができる。さらに下流の位置において、ベルトはかり(belt scale)を使用して材料の流れの量的測定を行うことができる。そのような装置および方法の典型的な例が、米国特許第5,081,600号明細書、第6,446,836号明細書、および第5,296,654号明細書に示されている。
【0003】
そのような装置および方法は、多くの場合に、材料の流れが一定のままでなければならない状況においては満足できるが、現時点において知られている装置および方法は、第1および第2の材料の比を実質的に一定に保つために第1の材料の流量が変化しうる第2の材料の流量に合わせて調節される必要がある場合に、かなりの困難を抱える。変化しうる流量に関する問題を回避するために、連続的な流量が、保持装置または他の蓄積装置において第2の材料が所定の重量に達したときに所定の量の第1の材料が第2の材料に追加されるバッチプロセスに、少なくとも一時的に切り換えられることが可能である。そのようなバッチプロセスは、第1および第2の材料の間の比の正確さを好都合に向上させるが、バッチプロセスは、あらゆる作業に常に適しているわけではない。
【0004】
したがって、材料の分注のためのさまざまな構成および方法が技術的に知られているが、それらのすべてまたはほとんどすべては、1つ以上の欠点を抱えている。したがって、或る材料を別の材料の流量および量の関数である流量および量にて分注するための優れた方法および構成を提供することが、依然として必要とされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許第5,081,600号明細書
【特許文献2】米国特許第6,446,836号明細書
【特許文献3】米国特許第5,296,654号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、連続的に流れる材料の供給量を、別の連続的に移動する材料の変化しうる供給量に対して調節し、一定かつ所定の比で材料を配合することを可能にする装置および方法に関する。最も好ましくは、一方の材料が、減量供給機から送り出される一方で、他方の材料は、重量測定ベルトを有するコンベアベルトによって供給される。好ましい装置および方法における調節は、PID(比例−積分−微分)コントローラを備えるPLC(プログラマブルロジックコントローラ)によって自動化および制御される。
【課題を解決するための手段】
【0007】
本発明の主題の一態様においては、供給機からの連続的に流れる第1の材料の第1の供給量を、コンベア上の連続的に移動する第2の材料の変化しうる第2の供給量に対して調節する方法が、コンベアに接続された重量測定ベルトからの複数の第1の信号と、供給機のロードセルからの複数の第2の信号とを、PLCへと供給するステップを含んでいる。次いで、PLCが、(a)複数の第1の信号の移動平均にもとづいて第1の供給量を計算し、(b)供給機を計算された第1の供給量へと設定して、供給機を開ループモードにてそのように動作させ、(c)複数の第2の信号にもとづいて補正された供給量を計算および設定し、補正された供給量と第1の供給量との差が所定の大きさよりも小さい場合に、供給機を閉ループモードにてそのように動作させるために使用される。補正された供給量と第1の供給量との差が所定の大きさ(例えば、少なくとも20%)よりも大きい場合に、PLCは開ループモードへと復帰する。さらに、複数の第2の信号が供給機の補給が求められる低いレベルを示しているときに、PLCが開ループモードへと復帰することも考えられる。最も典型的には、供給機のロードセルが、減量供給機の一部であり、コンベアが、重量測定ベルトを含んでいる。
【0008】
特に想定される方法においては、変化しうる第2の供給量が、典型的には少なくとも10%であり、より典型的には少なくとも20%であり、さらに典型的には少なくとも35%である大きな変動性を有することが好ましい。さらには、複数の第1の信号および/または複数の第2の信号が、毎分1回〜毎秒1回の頻度で取得される重量測定信号に相当することが、一般的には好ましい。特に比較的低い頻度において、移動平均が、指数加重的移動平均であることが好ましいが、多数の他の移動平均の決定も、適切であると考えられる。必要であれば、PLCが、第1および/または第2の供給量を制御するための手動モードを可能にするように、さらにプログラムされることができる。
【0009】
補正された供給量の計算の決定に関しては、プログラマブルロジックコントローラが、補正された供給量を計算および設定するPIDコントローラを備えることが好ましい。
【0010】
したがって、別の観点から見ると、材料の連続的な流れを制御する方法が、第2の材料の流れ(第2の材料の流れは、典型的には少なくとも10%であり、より典型的には少なくとも20%であり、最も典型的には少なくとも30%である大きな変動性を有する)の移動平均定量化にもとづいて第1の材料の流れの要件を計算するステップを含む。別のステップにおいて、実際の第1の材料の流れのフィードバック定量化が、計算された第1の材料の流れの要件を調節して補正された第1の材料の流れを得るために使用され、フィードバック定量化は、第1の材料の流れの要件が補正された第1の材料の流れから少なくとも所定の大きさ(例えば、少なくとも20%)だけ異なるときには無視される。
【0011】
最も典型的には、移動平均定量化が、PLCにおいて(例えば、指数加重的移動平均として)計算され、計算された第1の材料の流れの要件が、PLCのPIDコントローラユニットを使用して決定される。例えば、移動平均定量化は、重量測定ベルトからの複数の信号にもとづくことができ、フィードバック定量化は、減量供給機からの複数の信号にもとづくことができる。
【0012】
結果として、変化しうる量の第2の材料を変化しうる第2の供給量で連続的に供給するコンベアへと第1の供給量で第1の材料を連続的に供給する供給機を備えるプラントが想定される。PLCが、コンベアの重量測定ベルトへと動作可能に接続され、重量測定ベルトからの複数の第1の信号と、供給機のロードセルからの複数の第2の信号とを受信する。PLCが、複数の第1の信号の移動平均にもとづいて第1の材料の第1の供給量を計算および/または設定し、供給機を開ループモードにてそのように動作させるようにプログラムされ、さらにPLCが、複数の第2の信号にもとづいて補正された供給量を計算および/または設定し、補正された供給量と第1の供給量との差が所定の大きさ(例えば、20%未満)よりも小さい場合に供給機を閉ループモードにてそのように動作させるようにプログラムされることが、一般的には好ましい。またさらに、プログラマブルロジックコントローラが、補正された供給量と第1の供給量との差が所定の大きさ(例えば、少なくとも20%)よりも大きい場合に開ループモードに復帰するようにさらにプログラムされることが好ましい。
【0013】
上述のように、移動平均定量化が、PLCにおいて決定され、指数加重的移動平均であることが好ましく、PIDコントローラが補正された供給量を計算することが好ましい。さらには、PLCが、第1および/または第2の供給量の手動制御を可能にするようにプログラムされることが好ましい。
【0014】
本発明の種々の目的、特徴、態様、および利点が、本発明の好ましい実施形態の以下の詳細な説明から、さらに明らかになるであろう。
【図面の簡単な説明】
【0015】
【図1】本発明の主題による連続的原料システムの典型的な概略図である。
【発明を実施するための形態】
【0016】
本発明は、或る材料を別の材料の連続的かつ変化しうる流れへと所定の比で連続的に追加するための装置および方法に関する。最も好ましくは、想定されるシステムおよび方法が、所定の比での材料の配合を正確かつ柔軟に制御するためにハードウェアおよびソフトウェアの組み合わせを使用する。
【0017】
最も好ましくは、想定されるシステムおよび方法が、PLCを、コンベアシステムの重量測定ベルトおよび1つ以上のロードセルを有する減量供給機との組み合わせにおいて使用する。特に好ましいシステムおよび方法においては、PLCが、重量測定ベルトからの荷重信号を受信し、開ループ制御にて供給機の設定点を(例えば、獲得重量移動平均フィルタによって)計算する。さらにPLCは、減量供給機のロードセルからの荷重信号を受信し、次いでこれらが、閉ループ制御での動作のためにPLCにおいてフィードバック信号として使用される。最も典型的には、PLCのPIDコントローラが、閉ループ制御において供給機からの材料追加の速度を制御するために使用される。大きな粒度および細かい粒度の制御を維持するために、PLCは、フィルタ処理による設定点とフィードバックとが所定の値(例えば、20%)よりも大きく離れると常に、開ループ制御に復帰する。さらに、供給機が特定の重量を下回る(例えば、補給が要求されるとき)と常にPLCが開ループに復帰することが、一般的には好ましい。
【0018】
したがって、本発明の主題による装置および方法が、バッチ動作のための個別に制御されるハードウェアを、故障点を少なくするだけでなく、柔軟な動作モードの使用を通じて性能も向上させるソフトウェア基盤のPLC制御で置き換えることを可能にすることを、理解すべきである。想定されるシステムおよび方法においては、運転者にとって、手動設定/固定レート、開ループモード、および閉ループモードという3つの動作モードが利用可能である。最も典型的には、開ループモード形態のための設定点が、y=mx+bとして計算されることができ、ここでxは、(例えば、供給機のスクリューのための)モータの速度であり、yは、流量(例えば、測定されるlbs/hr)である。PLCに含まれるPIDコントローラによる閉ループフィードバック制御が、例えば1秒間隔で減量を計算することによって実現されることができ、PLCにおける計算により、より緻密な制御のためにいつループを閉じることが適切であるかが決定される。他のさまざまな利点のなかでも、そのようなシステムが、材料追加の線形な性質ゆえに、連続動作においてきわめて良好に機能することに注意すべきである。さらには、想定されるシステムおよび方法がソフトウェアを基盤としているため、種々の材料およびプロセスにおける使用に合わせて調節可能であることに注意すべきである。さらに、スタンドアロンのコントローラが不要になり、結果として故障点および誤差の原因が排除される。
【0019】
1つの典型的な構成が、図1に概略的に図示されており、分注システム100が、第2の材料122の変化しうる連続的な流れを計量する重量測定ベルト124を備えるコンベア120へと第1の材料112を供給する供給機110を備えている。供給機110およびコンベア120が、好ましくはPIDコントローラ132をさらに備えているPLC130へと接続されている。図1の例では、重量測定ベルト124が、第1の信号126AをPLC130へともたらし、さらにPLC130が、コンベアの動作を制御すべくコンベア(典型的には、駆動機構)へと信号126Bをもたらすことができる。また、PLCは、供給機110のロードセル114から第2の信号116を受信し、供給機110の送出機構(例えば、スクリュー駆動部)へと第1の信号および補正された信号118A/118Bを供給する。
【0020】
そのような分注システムの典型的な用途においては、供給機からの通常は連続的に流れる第1の材料の第1の供給量が、コンベア上で連続的に移動する第2の材料の変化しうる第2の供給量(例えば、平均から少なくとも5%変化し、より典型的には平均から少なくとも10%変化し、最も典型的には平均から少なくとも15%変化する)に合わせて調節されることができる。そのような方法において、コンベアに接続された重量測定ベルトからの複数の第1の信号および供給機のロードセルからの複数の第2の信号が、PLCへと送信されることが通常は好ましい。次いで、PLCが、複数の第1の信号の移動平均にもとづいて第1の供給量を計算するために使用され、計算された第1の供給量へと供給機を設定して開ループにおいて供給機をそのように動作させるためにさらに使用される。さらに、PLCを、複数の第2の信号にもとづいて補正された供給量を計算(典型的には、移動平均の計算を使用する計算による)および設定し、補正された供給量と第1の供給量との差が所定の大きさよりも小さいという条件のもとで、供給機を閉ループにてそのように動作させるために使用することが、特に好ましい。PLCは、補正された供給量と第1の供給量との差が所定の大きさよりも大きい場合、開ループへと復帰する。
【0021】
当然ながら、想定されるシステムおよび方法が、本明細書に提示される本発明の考え方から離れることなく、さまざまなやり方で変更されうることを認識すべきである。例えば、コンベアシステムは、必ずしも重量測定ベルトを備えたコンベアベルトシステムである必要はなく、実際のところ、変化しうる流量にて第2の材料の連続的な流れをもたらすことができる任意のシステムであってもよい。したがって、適切な代案の実施例として、シュート、管(第2の材料を進ませるために重力または気体/流体を使用する)、スクリュー、バケット、などが挙げられる。結果として、重量測定ベルトが、計量のための種々の代案の装置で置き換えられることができ、適切な装置として、バッチ式はかり、ピエゾ式はかり、減量検出システム、および材料(特に、大型の粒子状材料)の密度を計算による重量へと変換する光学システムを挙げることができる。
【0022】
結果として、運ばれる材料の種類および使用される定量化システムに応じて、第1および第2の重量測定信号がさまざまな間隔で取得されうることに、注意すべきである。しかしながら、重量測定信号が、1分につき1回〜1秒につき1回の間の頻度で取得され、またはPLCへと転送されることが、一般的には好ましい。
【0023】
第2の材料の流量の変化に関して、変化が比較的大きく、長期平均から少なくとも5%であり、より典型的には長期平均から少なくとも10%であり、さらに典型的には長期平均から少なくとも20%であり、最も典型的には長期平均から少なくとも30%であることが、一般的に想定され、ここで長期平均は、平均からの逸脱の継続時間の少なくとも100倍の期間にわたって測定される。流量の変化は、コンベアへの供給の変動、材料の集合(例えば、コンベア上で材料が転がることに起因する)、または材料の凝集など、さまざまな理由に起因することができ、周期的であっても、完全に無作為であってもよい。変化の種類および大きさにかかわらず、一般に、定量化装置(典型的には、重量測定ベルト)からの信号が、最も一般的には有線またはRF信号によってPLCへと直接送信されることが好ましい。しかしながら、好ましさにおいて劣るいくつかの態様においては、定量化装置が信号処理の少なくとも一部をすでにもたらしてもよい。
【0024】
PLCは、好ましくは、定量化装置からの信号から計算による供給量または補正された供給量を計算するようにプログラムされ、計算による供給量または補正された供給量が、典型的には供給機の機構への制御信号(例えば、供給機のスクリュー、ポンプ、または堰への制御信号)へと変換され、供給量をそのように制御する。容易に理解されるとおり、本明細書に提示の教示と併せて使用するために適した多数の計算が存在する。しかしながら、典型的には、計算が、小さな偏差は軽減されるが、より大きな偏差および/または傾向は考慮されるように、定量化装置から受信されるデータの平滑化/フィルタ処理を含むことが好ましい。例えば、適切な平滑化/フィルタ処理が、所定の期間について複数の信号を平均して移動平均を生成することによって実施されることができる。そのような移動平均の計算に、何らかのやり方でさらに重み付けを加え、より正確な計算をもたらすことができる。例えば、重み付けは、時間遅延、信号の差、累積の変化、などによってもよい。しかしながら、多くの場合には、指数加重的移動平均または獲得重み付け移動平均が好ましい。移動平均の期間の長さに関しては、当業者であれば過度の実験を必要とすることなく適切な長さを容易に選択できることに、注意すべきである。
【0025】
次いで、平均重量の計算、追加すべき材料の所望の割合、および供給機の機構にもとづき、PLCが、計算による第1の供給量を開ループモードにおいて決定および設定する。当然ながら、コンベア上で測定される重量の変化が、新たな平均重量の決定につながり、新たな平均重量によって供給量が新たに決定/補正される。補正された供給量と第1の供給量との差が所定の大きさよりも小さいとき、PLCは、複数の第2の信号がフィードバック信号として使用される閉ループモードへと切り換わる。
【0026】
複数の第2の信号に関しては、第2の信号の種類が、通常はロードセルの種類および/または数に依存することを、理解すべきである。さらに、減量検出ロードセルを有する供給機が好ましいが、フィードバックをもたらすための多数の他の定量化装置も適切であると考えられ、そのような装置として、バッチ式はかり、他の減量検出装置、重量測定ベルト、画像の分析にもとづく装置、などが挙げられることを、理解すべきである。フィードバックの計算は、最も好ましくは、適切にプログラムされ、好ましくはPLCの一部であるPIDコントローラを使用して実行される。そのようなフィードバック制御は、材料の分注の精度および信頼性を好都合に向上させる。
【0027】
しかしながら、特に供給量の変化が急激な変化または比較的大きな急増を有する場合に、典型的には、PLCが比較的高速な補正を可能にすべく閉ループモードから開ループモードへと切り換わることが好ましい。変化が小さくなり、または他のかたちで安定化するや否や、PLCは、再び閉ループモードへと復帰する。最も典型的には、閉ループモードから開ループモードへの切り換わりが、第1の供給量と補正された供給量との間の差が少なくとも5%であり、より典型的には少なくとも10%であり、さらに典型的には少なくとも15%であり、最も典型的には少なくとも20%であるときに生じる。PLCの閉ループモードから開ループモードへの切り換わりを生じさせるさらなる引き金の事象として、フィードバック信号が信用できなくなると予想される事象が挙げられる。例えば、そのような状況として、供給機の補給、供給機の保守、供給される材料の切り換え、などが挙げられる。当然ながら、PLCが、供給機の供給量およびコンベアの供給量が変更されることができる手動制御モードをさらに提供することが、一般的には好ましい。
【0028】
想定されるまたさらなるシステムおよび方法において、PLCがコンベア(または、他の材料搬送システム)上の第2の材料の供給量を変更するようにプログラムされてもよいことを、理解すべきである。例えば、複数の第1の信号が、変化の振幅が比較的小さいが、変化が高い頻度である旨を示している場合に、第2の材料の供給量が下げられることができる。他方で、特に比較的大きい周期的な振幅が測定される場合には、PLCが、コンベアの速度の変調によってそのような変化に対処するようにプログラムされることができる。当然ながら、コンベア上の第2の材料の供給量の変調が、第1の供給量の補正と併せて実行されることができ、または独立に実行されることができる。
【0029】
したがって、別の観点から見ると、材料の連続的な流れを制御する方法が、第1の材料の流れの要件を、実質的な変動性(例えば、少なくとも10%、より典型的には少なくとも20%、最も典型的には少なくとも25%の変動性)を有する第2の材料の流れの移動平均定量化にもとづいて計算するステップと、実際の第1の材料の流れのフィードバック定量化を使用して、計算された第1の材料の流れの要件を調節し、補正された第1の材料の流れを得るさらなるステップとを含む。さらに別のステップにおいては、フィードバック定量化が、第1の材料の流れの要件が補正された第1の材料の流れから少なくとも所定の量(典型的には、変動性の少なくとも50%(より典型的には、少なくとも75%)という値である)だけ異なる場合に無視される。特に好ましい方法においては、そのような方法において上述のようなPLCを基盤とする装置および方法が使用され、計算による第1の材料の流れの要件が、PIDコントローラを使用して決定される。
【0030】
したがって、供給機がコンベアへと第1の材料を第1の供給量で連続的に供給するように構成され、コンベアが変化しうる量の第2の材料を変化しうる第2の供給量で連続的に供給するように構成されているプラントが想定される。プログラマブルロジックコントローラが、コンベアの重量測定ベルトへと動作可能に接続され、重量測定ベルトから複数の第1の信号を受信し、さらに供給機の供給機ロードセルへと動作可能に接続され、供給機ロードセルから複数の第2の信号を受信する。特に好ましいプラントにおいては、PLCが、複数の第1の信号の移動平均にもとづいて第1の材料の第1の供給量を計算および/または設定し、供給機を開ループにてそのように動作させるようにプログラムされ、さらに好ましくはPLCが、複数の第2の信号にもとづいて補正された供給量を計算および設定し、補正された供給量と第1の供給量との差が所定の大きさよりも小さい場合に供給機を閉ループにてそのように動作させるようにプログラムされる。すでに述べたように、典型的には、PLCが、補正された供給量と第1の供給量との差が所定の大きさよりも大きい場合に開ループへと復帰するようにさらにプログラムされることも好ましい。このように、想定される構成および方法が、少ない減量材料追加がプラントの動作の一部である多数のプラントにおける構成および方法であってもよいことを、理解すべきである。通常は、そのような減量検出式での追加は、本明細書において想定されるシステムおよび方法と比べて高価なだけでなく、潜在的な誤差点を追加し、運転の柔軟性も大幅に低いスタンドアロンの技術的解決策を使用して実行される。
【0031】
このように、減量検出式での材料追加のための装置および方法の具体的な実施形態および応用を開示した。しかしながら、本明細書に記載の本発明の考え方から外れることなく、すでに述べた変更の他にもさらに多数の変更が可能であることは、当業者にとって明らかである。したがって、本発明の主題は、添付の特許請求の範囲の意図するところ以外の何ものにも限定されない。さらに、明細書および特許請求の範囲の解釈において、すべての用語は、文脈に矛盾しない可能な限り広いやり方で解釈されなければならない。特に、用語「からなる(comprises)」および「からなっている(comprising)」は、要素、部品、またはステップを排他的でないやり方で指しており、該当の要素、部品、またはステップが、明示的には言及されない他の要素、部品、もしくはステップと一緒に存在でき、明示的には言及されない他の要素、部品、もしくはステップとともに利用可能であり、または明示的には言及されない他の要素、部品、もしくはステップとの組み合わせが可能であることを示していると、解釈されなければならない。
【特許請求の範囲】
【請求項1】
供給機からの連続的に流れる第1の材料の第1の供給量を、コンベア上の連続的に移動する第2の材料の変化しうる第2の供給量に対して調節する方法であって、
コンベアに接続された重量測定ベルトからの複数の第1の信号と、供給機のロードセルからの複数の第2の信号とを、プログラマブルロジックコントローラへと供給するステップと、
プログラマブルロジックコントローラを使用し、複数の第1の信号の移動平均にもとづいて第1の供給量を計算するステップと、
プログラマブルロジックコントローラを使用し、供給機を計算された第1の供給量へと設定し、供給機を開ループにてそのように動作させるステップと、
プログラマブルロジックコントローラを使用し、複数の第2の信号にもとづいて補正された供給量を計算および設定し、補正された供給量と第1の供給量との差が所定の大きさよりも小さい場合に、供給機を閉ループにてそのように動作させるステップと、
補正された供給量と第1の供給量との差が所定の大きさよりも大きい場合に、開ループへと復帰するステップと
を含んでいる、方法。
【請求項2】
変化しうる第2の供給量が、少なくとも20%の変動性を有している、請求項1に記載の方法。
【請求項3】
複数の第1の信号および複数の第2の信号の少なくとも一方が、毎分1回〜毎秒1回の頻度で取得される重量測定信号に相当する、請求項1に記載の方法。
【請求項4】
移動平均が、指数加重的移動平均である、請求項1に記載の方法。
【請求項5】
プログラマブルロジックコントローラが、補正された供給量を計算および設定する比例−積分−微分コントローラを備えている、請求項1に記載の方法。
【請求項6】
供給機のロードセルが、減量供給機の一部である、請求項1に記載の方法。
【請求項7】
所定の大きさが、第1の供給量と補正された供給量との間の少なくとも20%の差である、請求項1に記載の方法。
【請求項8】
複数の第2の信号が供給機の補給が求められる低いレベルを示しているときに開ループへと復帰するステップをさらに含んでいる、請求項1に記載の方法。
【請求項9】
プログラマブルロジックコントローラが、さらに手動制御も可能にする、請求項1に記載の方法。
【請求項10】
材料の連続的な流れを制御する方法であって、
少なくとも20%の変動性を有する第2の材料の流れの移動平均定量化にもとづいて第1の材料の流れの要件を計算するステップと、
実際の第1の材料の流れのフィードバック定量化を使用し、計算された第1の材料の流れの要件を調節し、補正された第1の材料の流れを得るステップと、
第1の材料の流れの要件が補正された第1の材料の流れから少なくとも所定の大きさにて異なるときにフィードバック定量化を無視するステップと
を含んでいる、方法。
【請求項11】
移動平均定量化が、プログラマブルロジックコントローラにおいて計算される、請求項10に記載の方法。
【請求項12】
計算された第1の材料の流れの要件が、プログラマブルロジックコントローラの比例−積分−微分コントローラを使用して決定される、請求項10に記載の方法。
【請求項13】
移動平均定量化が、重量測定ベルトからの複数の信号にもとづき、フィードバック定量化が、減量供給機からの複数の信号にもとづく、請求項10に記載の方法。
【請求項14】
フィードバック定量化が、第1の材料の流れの要件が補正された第1の材料の流れから少なくとも20%異なるときに無視される、請求項10に記載の方法。
【請求項15】
変化しうる量の第2の材料を変化しうる第2の供給量で連続的に供給するように構成されたコンベアへと、第1の供給量で第1の材料を連続的に供給するように構成された供給機と、
コンベアの重量測定ベルトへと動作可能に接続され、重量測定ベルトから複数の第1の信号を受信するように構成され、さらに供給機の供給機ロードセルへと動作可能に接続され、供給機ロードセルから複数の第2の信号を受信するように構成されたプログラマブルロジックコントローラと
を備えており、
プログラマブルロジックコントローラが、複数の第1の信号の移動平均にもとづいて第1の材料の第1の供給量を計算することおよび設定することの少なくとも一方を行い、供給機を開ループにてそのように動作させるようにプログラムされ、
プログラマブルロジックコントローラが、複数の第2の信号にもとづいて補正された供給量を計算および設定し、補正された供給量と第1の供給量との差が所定の大きさよりも小さい場合に供給機を閉ループにてそのように動作させるようにさらにプログラムされ、
プログラマブルロジックコントローラが、補正された供給量と第1の供給量との差が所定の大きさよりも大きい場合に開ループに復帰するようにさらにプログラムされているプラント。
【請求項16】
移動平均が、指数加重的移動平均である、請求項15に記載のプラント。
【請求項17】
プログラマブルロジックコントローラが、補正された供給量を計算するようにプログラムされた比例−積分−微分コントローラを備えている、請求項15に記載のプラント。
【請求項18】
所定の大きさが、少なくとも20%である、請求項15に記載のプラント。
【請求項19】
プログラマブルロジックコントローラが、第1の供給量の手動制御を可能にするようにさらにプログラムされている、請求項15に記載のプラント。
【請求項20】
プログラマブルロジックコントローラが、第2の供給量の調節を可能にするようにさらにプログラムされている、請求項15に記載のプラント。
【請求項1】
供給機からの連続的に流れる第1の材料の第1の供給量を、コンベア上の連続的に移動する第2の材料の変化しうる第2の供給量に対して調節する方法であって、
コンベアに接続された重量測定ベルトからの複数の第1の信号と、供給機のロードセルからの複数の第2の信号とを、プログラマブルロジックコントローラへと供給するステップと、
プログラマブルロジックコントローラを使用し、複数の第1の信号の移動平均にもとづいて第1の供給量を計算するステップと、
プログラマブルロジックコントローラを使用し、供給機を計算された第1の供給量へと設定し、供給機を開ループにてそのように動作させるステップと、
プログラマブルロジックコントローラを使用し、複数の第2の信号にもとづいて補正された供給量を計算および設定し、補正された供給量と第1の供給量との差が所定の大きさよりも小さい場合に、供給機を閉ループにてそのように動作させるステップと、
補正された供給量と第1の供給量との差が所定の大きさよりも大きい場合に、開ループへと復帰するステップと
を含んでいる、方法。
【請求項2】
変化しうる第2の供給量が、少なくとも20%の変動性を有している、請求項1に記載の方法。
【請求項3】
複数の第1の信号および複数の第2の信号の少なくとも一方が、毎分1回〜毎秒1回の頻度で取得される重量測定信号に相当する、請求項1に記載の方法。
【請求項4】
移動平均が、指数加重的移動平均である、請求項1に記載の方法。
【請求項5】
プログラマブルロジックコントローラが、補正された供給量を計算および設定する比例−積分−微分コントローラを備えている、請求項1に記載の方法。
【請求項6】
供給機のロードセルが、減量供給機の一部である、請求項1に記載の方法。
【請求項7】
所定の大きさが、第1の供給量と補正された供給量との間の少なくとも20%の差である、請求項1に記載の方法。
【請求項8】
複数の第2の信号が供給機の補給が求められる低いレベルを示しているときに開ループへと復帰するステップをさらに含んでいる、請求項1に記載の方法。
【請求項9】
プログラマブルロジックコントローラが、さらに手動制御も可能にする、請求項1に記載の方法。
【請求項10】
材料の連続的な流れを制御する方法であって、
少なくとも20%の変動性を有する第2の材料の流れの移動平均定量化にもとづいて第1の材料の流れの要件を計算するステップと、
実際の第1の材料の流れのフィードバック定量化を使用し、計算された第1の材料の流れの要件を調節し、補正された第1の材料の流れを得るステップと、
第1の材料の流れの要件が補正された第1の材料の流れから少なくとも所定の大きさにて異なるときにフィードバック定量化を無視するステップと
を含んでいる、方法。
【請求項11】
移動平均定量化が、プログラマブルロジックコントローラにおいて計算される、請求項10に記載の方法。
【請求項12】
計算された第1の材料の流れの要件が、プログラマブルロジックコントローラの比例−積分−微分コントローラを使用して決定される、請求項10に記載の方法。
【請求項13】
移動平均定量化が、重量測定ベルトからの複数の信号にもとづき、フィードバック定量化が、減量供給機からの複数の信号にもとづく、請求項10に記載の方法。
【請求項14】
フィードバック定量化が、第1の材料の流れの要件が補正された第1の材料の流れから少なくとも20%異なるときに無視される、請求項10に記載の方法。
【請求項15】
変化しうる量の第2の材料を変化しうる第2の供給量で連続的に供給するように構成されたコンベアへと、第1の供給量で第1の材料を連続的に供給するように構成された供給機と、
コンベアの重量測定ベルトへと動作可能に接続され、重量測定ベルトから複数の第1の信号を受信するように構成され、さらに供給機の供給機ロードセルへと動作可能に接続され、供給機ロードセルから複数の第2の信号を受信するように構成されたプログラマブルロジックコントローラと
を備えており、
プログラマブルロジックコントローラが、複数の第1の信号の移動平均にもとづいて第1の材料の第1の供給量を計算することおよび設定することの少なくとも一方を行い、供給機を開ループにてそのように動作させるようにプログラムされ、
プログラマブルロジックコントローラが、複数の第2の信号にもとづいて補正された供給量を計算および設定し、補正された供給量と第1の供給量との差が所定の大きさよりも小さい場合に供給機を閉ループにてそのように動作させるようにさらにプログラムされ、
プログラマブルロジックコントローラが、補正された供給量と第1の供給量との差が所定の大きさよりも大きい場合に開ループに復帰するようにさらにプログラムされているプラント。
【請求項16】
移動平均が、指数加重的移動平均である、請求項15に記載のプラント。
【請求項17】
プログラマブルロジックコントローラが、補正された供給量を計算するようにプログラムされた比例−積分−微分コントローラを備えている、請求項15に記載のプラント。
【請求項18】
所定の大きさが、少なくとも20%である、請求項15に記載のプラント。
【請求項19】
プログラマブルロジックコントローラが、第1の供給量の手動制御を可能にするようにさらにプログラムされている、請求項15に記載のプラント。
【請求項20】
プログラマブルロジックコントローラが、第2の供給量の調節を可能にするようにさらにプログラムされている、請求項15に記載のプラント。
【図1】

【公表番号】特表2013−502578(P2013−502578A)
【公表日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2012−525515(P2012−525515)
【出願日】平成21年8月17日(2009.8.17)
【国際出願番号】PCT/US2009/053993
【国際公開番号】WO2011/021994
【国際公開日】平成23年2月24日(2011.2.24)
【出願人】(506354434)フルオー・テクノロジーズ・コーポレイシヨン (35)
【Fターム(参考)】
【公表日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成21年8月17日(2009.8.17)
【国際出願番号】PCT/US2009/053993
【国際公開番号】WO2011/021994
【国際公開日】平成23年2月24日(2011.2.24)
【出願人】(506354434)フルオー・テクノロジーズ・コーポレイシヨン (35)
【Fターム(参考)】
[ Back to top ]