
渦巻形ガスケット
【課題】450℃を超える温度域における長期間の使用においても、十分なシール性を発揮する渦巻形ガスケットを提供すること。
【解決手段】略V字断面の金属製フープ材1と膨張黒鉛テープ2とが重ねて巻き回されてなり、両側面がシール面に当接する受圧面5となるガスケット本体部Xを有する渦巻形ガスケット10であって、ガスケット本体部Xの内側に金属製中空Oリング3を配設した。
【解決手段】略V字断面の金属製フープ材1と膨張黒鉛テープ2とが重ねて巻き回されてなり、両側面がシール面に当接する受圧面5となるガスケット本体部Xを有する渦巻形ガスケット10であって、ガスケット本体部Xの内側に金属製中空Oリング3を配設した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高温高圧の機器や配管の継手部に使用され、水、油、蒸気、ガス等の流体をシールする目的で使用される渦巻形ガスケットに関する。
【背景技術】
【0002】
渦巻形ガスケットは、金属薄板を略V字断面に絞り加工したフープ材とフィラー材とが重ねて巻き回されてなり、両側面がシール面に当接する受圧面となるガスケット本体部を有する構成を基本形としたものが知られている。また、締付圧力によるガスケット本体の内側への変形の防止やセンタリングを目的として、金属製補強リングをガスケット本体の内側や外側あるいは両方に設けた内輪付、外輪付、内外輪付等と称される種々のタイプが知られている(例えば特開2002−317874号公報)。
【0003】
渦巻形ガスケットにおいて、フィラー材の種類としては、従来は石綿ペーパーを帯状にスリットした石綿テープが一般的であったが、石綿繊維が原因と推測されている健康障害が社会問題となって石綿の使用が禁止されたため、現在は石綿以外の無機材を主原料とし、ゴムとアラミド繊維等の有機物をバインダーとした抄造紙、いわゆるノンアスベストペーパーをスリットしたものや膨張黒鉛テープ、フッ素樹脂テープ、マイカテープ、バーミキュライトを主原料とするテープが使われている。
【0004】
実開平7−20464号公報には、金属製フープ材とフィラー材を重ね合わせて渦巻形に巻回してなるガスケットにおいて、内周形成部にてフープ材と重ね合わされるフィラー材を膨張黒鉛テープで形成し、外周形成部にてフープ材と重ね合わされるフィラー材を、補強材で補強したマイカテープで形成する複合フィラーを使用したものが開示されている。また、特開平11−351399号公報には、金属製フープ材とフィラー材を重ね合わせて渦巻形に巻回してなる渦巻形ガスケットにおいて、フィラー材の内周部分と外周部分を補強材で補強された有機物量が5%以下のマイカテープで形成し、中央部分を膨張黒鉛テープで形成する複合フィラーを使用したものが開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−317874号公報
【特許文献2】実開平7−20464号公報
【特許文献3】特開平11−351399号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、渦巻形ガスケットは流体種類、温度、圧力によって内外輪、フィラー、フープの材質を選定して使用されるが、これまで、450℃を超える温度域で十分にシール性を発揮できるものがなかった。すなわち、従来の非石綿フィラーは10〜20%の有機物を含んでおり、300℃を超える使用温度ではシール性が悪いという問題があった。膨張黒鉛テープは400℃を超えると酸化消失をし、シールすることができなくなってしまうという問題があった。マイカペーパーやバーミキュライトを主原料とするテープは常温においてもシール性が悪いという問題があった。また、複合フィラーを使用した特開平11−351399号公報の渦巻形ガスケットにおいても、450℃を超える温度域で使用することはできるものの、数年で膨張黒鉛が酸化消失してしまい十分なシール性を発揮できないという問題があった。
【0007】
従って、本発明の目的は、450℃を超える温度域における長期間の使用においても、十分なシール性を発揮する渦巻形ガスケットを提供することにある。
【課題を解決するための手段】
【0008】
かかる実情において、本発明者らは鋭意検討を行った結果、略V字断面の金属製フープ材と膨張黒鉛テープを含むフィラー材とが重ねて巻き回されてなるガスケット本体部の内側に金属製中空Oリングを配設した渦巻形ガスケットであれば、450℃を超える温度域における長期間の使用においても、十分なシール性を発揮することを見出し、本発明を完成するに至った。
【0009】
すなわち、本発明は、略V字断面の金属製フープ材と膨張黒鉛テープを含むフィラー材とが重ねて巻き回されてなり、両側面がシール面に当接する受圧面となるガスケット本体部を有する渦巻形ガスケットであって、ガスケット本体部の内側に金属製中空Oリングを配設したことを特徴とする渦巻形ガスケットを提供するものである。
【発明の効果】
【0010】
本発明の渦巻形ガスケットは、ガスケット本体部の内側に金属製中空Oリングを配設したため、締め付けることにより、ガスケット本体部及び金属中空製Oリングが潰れ、フランジとの隙間をなくすことができ、且つフランジとガスケット本体部と金属製中空Oリングで形成される空間領域を密閉状態にするため、450℃を超える高温流体がガスケット本体部側に漏れることがなく、シール性の優れた膨張黒鉛テープの酸化消失を防止して、従来のガスケットで使用できなかった450℃以上の温度域での長期間の使用が可能となる。
【図面の簡単な説明】
【0011】
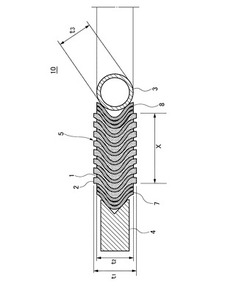
【図1】本実施の形態における渦巻形ガスケットの平面図である。
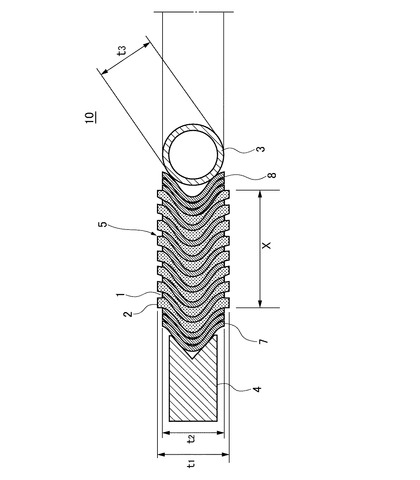
【図2】本実施の形態における渦巻形ガスケットの断面図である。
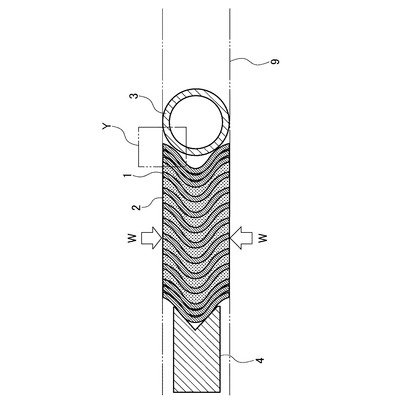
【図3】渦巻形ガスケットの受圧面に圧力Wが作用している状態を示す図である。
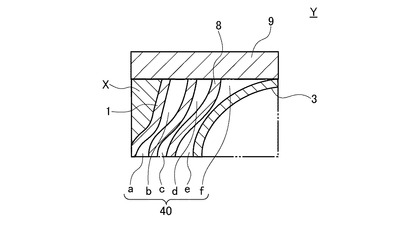
【図4】フランジとガスケット本体部と金属製中空Oリングで形成される密封域を示す部分拡大図である。
【図5】シール試験の概略図である。
【図6】比較例1の渦巻形ガスケットの断面図である。
【発明を実施するための形態】
【0012】
本実施の形態における渦巻形ガスケット10は、厚みの薄い、環状のものであり、対向するシール面間に装着されてシール機能を果たすものであり、略V字断面の金属製フープ材1とフィラー材2とが重ねて巻き回されてなり、両側面がシール面9に当接する受圧面5となるガスケット本体部Xを有するものである。
【0013】
金属製中空Oリング3が配設されるガスケット本体部Xの内側の部材は、金属製フープ材1であるか、あるいは金属製フープ材1が巻き回された内周空巻き部8の内側部材である。金属製中空Oリング3と当接する部材を金属製フープ材とすることで、所定の締め付け荷重がかかると、フランジ9、金属製中空Oリング3及び金属製フープ材とで囲まれる空間を密封域40とすることができ、ガスケット本体部Xが高温流体に曝されることがなくなる(図4参照)。すなわち、金属製中空Oリング3は、所定の締め付け荷重がかかると、フランジ9、金属製中空Oリング3及び金属製フープ材とで囲まれる空間を密封域40とすることができる部材である。また、中空でない金属製中実Oリングを装填すると、金属製中実Oリングを潰すために大きな荷重が必要となり、ガスケット本体部Xがシールするために必要な面圧を維持できなくなってしまう恐れがある。これは金属プレートガスケット等の金属ソリッドガスケットでも同様の問題が生じる。
【0014】
内周空巻き部8として使用する金属製フープ材は、ガスケット本体部Xを構成する金属製フープ材と同じ材質、同じ形状であってもよく、また、材質や形状が異なっていてもよい。また、金属製フープ材1と金属製中空Oリング3は、接着剤などで固定されていてもよい。
【0015】
金属製中空Oリング3の線径(t3)は、ガスケット本体部Xの厚さ(t1)より薄く、且つガスケット本体部の厚さ(t1)の75%以上、好適には(85)%以上であることが好ましい。ガスケット本体部Xの厚さより厚い金属製中空Oリングを用いた場合、過剰圧縮率となり金属製中空Oリングが座屈をすることがある。座屈を起こすと金属製中空Oリングはフランジ9との接触面を失い、良好なシール性能が得られなくなる。また、ガスケット本体部Xの厚さの75%未満の線径の金属製中空Oリングを用いた場合、フランジ9と金属製中空Oリング3が接触できないことがあり、同様に、良好なシール性能が得られなくなる。
【0016】
また、金属製中空Oリング3の線径(t3)は、金属製フープ材の幅(t2)より、大であっても、同じであっても、小であってもよい。金属製中空Oリング3の線径(t3)は、金属製フープ材の幅(t2)の85%以上であることが好ましく、100%が最適である。このような寸法関係にあれば、フランジの締め付けにより、先に金属製フープ材が撓んでも、ほぼ同時に金属製中空Oリング3も潰すことができ、且つガスケット本体部Xがシールするために必要な面圧を維持することができる。
【0017】
金属製中空Oリングの中空率は35〜80%であることが好ましい。金属製中空Oリングの中空率が35%未満の場合、金属製中空Oリングを潰すために大きな荷重が必要となり、ガスケット本体部Xがシールするために必要な面圧を維持できなくなってしまう恐れがある。金属製中空Oリングの中空率が80%を超える場合、肉厚が薄くなるため、金属製中空Oリングを製作するための突合せの溶接が難しくなるという製造上の問題が生じる。
【0018】
金属製中空Oリングの材質としては、特に制限されないが、流体に侵されず、使用温度に耐えることのできるものであればよい。一般的にはSUS321、SUS316L、ニッケル合金が耐熱性、耐食性及び価格などの観点から好ましい。
【0019】
また、金属製中空Oリングはメッキが施されていてもよい。金属製中空Oリングにメッキを施すと、金属製中空Oリングのシール性能は更に向上し、ガスケット本体部Xが、高温流体に曝されることがなくなる。
【0020】
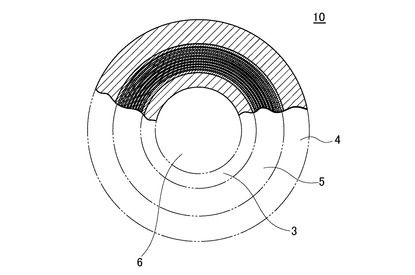
渦巻形ガスケット10において使用されるフィラー材2は、膨張黒鉛テープを一部又は全部とするものである。具体的には、フィラー材2は、膨張黒鉛テープ、膨張黒鉛テープと非石綿ペーパーとの複合のもの、膨張黒鉛テープとマイカテープとの複合のものである。
【0021】
複合とは、フィラー材の所定の部分が膨張黒鉛テープであり、他の部分が非石綿ペーパー又はマイカテープであり、膨張黒鉛テープのテープ端と非石綿ペーパー又はマイカテープの先端が突き合わされて交互に切り替えて巻き回した長尺状のものを言い、両者のテープ面が貼り合わされたものではない。
【0022】
複合フィラーとしては、巻き回し後における内周形成部に膨張黒鉛テープを、外周形成部にマイカテープ又は非石綿ペーパーを、それぞれ配設したもの、巻き回し後における内周形成部と外周形成部に膨張黒鉛テープを、内周形成部と外周形成部間の中央形成部にマイカテープ又は非石綿ペーパーを、それぞれ配設したものなどが挙げられる。フィラーを複合フィラーとして、金属製中空Oリングをガスケット本体部Xの内周側に装填することにより、更に膨張黒鉛テープの酸化消失を抑えることができる。
【0023】
非石綿ペーパーは、無機材を主原料とし、ゴムとアラミド繊維等の有機物をバインダーとした抄造紙が挙げられる。無機材としては、粘土系粉体、セラミック繊維等が挙げられる。このような抄造紙はテープ状に切断してフィラー材として使用すればよい。
【0024】
渦巻形ガスケット10において、ガスケット本体部の厚さ(t1)は、略V字断面におけるフィラー材2の幅寸法でもある。また、略V字断面における金属製フープ材の幅(t2)は、渦巻形ガスケットとしての厚みを言う(図2参照)。また、渦巻形ガスケット10は受圧面側において、フィラー材2を金属製フープ材1より僅かに突出させてなる。突出量が小さ過ぎると、ガスケット本体の表面へのシールの露出が少なくなり、シール性能が悪くなり、突出量が大き過ぎると、所定面圧で締め付けた際、表面に露出した膨張黒鉛の部分で実体漏れが多くなるため、シール性能が低下する。金属製フープ材としては、SUS316、SUS316Lなどのステンレス鋼、インコネル・インコロイなどの耐熱合金の帯を使用すればよい。
【0025】
渦巻形ガスケット10は、ガスケット本体部Xの外周に、金属製フープ材が巻き回された外周空巻き部7を形成している。外周空巻き部7として使用する金属製フープ材は、ガスケット本体部Xを構成する金属製フープ材と同じ材質、同じ形状であってもよく、また、材質や形状が異なっていてもよい。
【0026】
渦巻形ガスケット10は、空巻き部7の外周に、ガスケット本体部Xの厚み(t1)より小の厚みを有し、且つ金属製中空Oリング3の線径より小の厚みを有する外輪4を形成している。外輪4は、締付圧力によるガスケット本体部の内側への変形の防止やセンタリング機能を有している。外輪4は、金属板を使用すればよい。
【0027】
次に、渦巻形ガスケット10の製造方法の一例を説明する。先ず所定の厚さ、所定の幅寸法の金属製フープ材を略V字形に絞り加工する。次いで、金属製フープ材だけを2〜5周巻いて内周空巻き部8を形成する。次いで、フィラー材として所定の厚さ、所定の幅寸法の例えば膨張黒鉛テープを重ね合わせ、重ね合わせたまま所定寸法になるまで成巻してガスケット本体部Xを形成する。次いで、最後に金属製フープ材のみ2〜5周程度空巻きした後スポット溶接して外周空巻き部7を形成する。この時、ガスケットの本体部Xの厚さを所定の寸法になるように押駒すきまを調整し、膨張黒鉛のはみ出し量を所定の寸法とする。次いで、金属製中空Oリング3を内周空巻き部8の内周部に接着剤で外れないように接合で取り付け、最後に、所定の厚さの金属板(外輪4)を装着して完成させる。
【0028】
次に、渦巻形ガスケット10の使用方法を説明する。渦巻形ガスケット10は、石油精製、石油化学プラント、発電所、製鉄所などにおいて、配管の接続場所、すなわち、対向するシール面9、9間に装着されて流体をシールするために使用される(図3参照)。なお、図3及び図4は、締め付け荷重Wが作用して、金属製中空Oリング3と金属製フープ材1が潰れて、フランジ9と金属製中空Oリング3と金属製フープ材1とで形成される空間a、b、c、d、e、fが密封領域40となっている状態を示す。このような密封領域の存在により、ガスケット本体部Xは高温流体に曝されることがなく、膨張黒鉛テープの酸化消失もなく、長期間の良好なシール性が得られる。
【0029】
フランジ9をボルトで締め付けるとフランジ9はガスケット本体部Xを支点として撓みが生じる。そのためガスケット本体部Xの外周側は面圧が高く、内側は面圧が小さくなる。従来の渦巻形ガスケットにおいて、フィラーを膨張黒鉛テープと非石綿ペーパーまたはマイカテープとの複合タイプにしても膨張黒鉛テープの酸化消失を防止することができない場合がある。しかし、本発明の渦巻形ガスケットは内側の面圧が小さくても、ガスケット本体部Xは常に内部流体に曝されることがないため、フランジのたわみが大きくても酸化消失を防止できる。
【0030】
本発明の渦巻形ガスケット10は、シール面9と受圧面X間の締め付け面圧78.4〜156.8N/mm2で使用した際、450℃のような高温流体の0〜1.0MPaの内圧に対して、漏洩量はほぼゼロである。
【0031】
本発明の渦巻形ガスケットは、上記外輪付き渦巻形ガスケット以外に、外輪が省略された渦巻形ガスケットを含むものである。
【0032】
実施例
次ぎに実施例を挙げて本発明を更に具体的に説明するが、これは単に例示であって、本発明を制限するものではない。
【実施例1】
【0033】
<渦巻形ガスケットの作製>
石油学会規格「配管用渦巻形ガスケット」で定められたクラス900 2Bの外輪付きタイプ渦巻形ガスケットを製作した。これは、図1及び図2に示す構造の渦巻形ガスケットであり、呼び寸法は、ガスケット本体部内径69.8mm、ガスケット本体部外径85.9mm、外輪外径104.9mm、ガスケット本体部Xの厚さ(t1)4.5mmで、金属製中空Oリングを線径(φ)4.0mm、材質はSUS321とした。また、略V字断面の金属製フープ材の幅(t2)5.0mm、フィラー材は膨張黒鉛テープとし、金属製中空Oリングは中空率56%(内径3.0mm)、メッキなしとした。
【0034】
<渦巻形ガスケットの作製方法>
先ずガスケット本体部と金属製中空Oリングをそれぞれ別個に製作した。なお、ガスケット本体部は、従来の一般的な製法通り、ガスケット本体部作製の際、金属製フープと同じ材料同じ形状のものを使用して、外周空巻き部7と内周から巻き部8を形成した。この際、外周空巻き部7と金属板状の外輪4及び内周空巻き部8と金属製中空Oリングは、外れ防止のためそれぞれ接着剤で固定した。
【0035】
(加熱後シール試験)
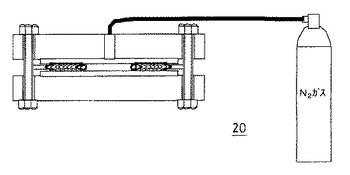
図5に示すシール試験装置20を使用した。すなわち、JPI−7S−15適用規格(クラス900 2B)フランジ21を使用し、フランジ21間に本発明の渦巻形ガスケット10を挟み、ユニファイネジ22(7/8−9UNC)8本で面圧117.6N/mm2まで締め付けて試験体とし、大気雰囲気の熱風循環炉に入れ、600℃で1000時間加熱し、その後室温まで冷却後、窒素ガスを3.0MPaの内圧で負荷したときの漏れを、石鹸水の吹き付けにより確認した。これを3サイクル繰り返し行なった。なお、ユニファイネジによる試験体の締め付けは、トルクレンチで上記面圧となるように4段階で対角に締め付け、最終トルクで3回締め付けた。その結果を表1に示す。表1中、n1がシール試験1回目、n2がシール試験2回目、n3がシール試験3回目である。
【実施例2】
【0036】
膨張黒鉛テープに代えて、膨張黒鉛テープとマイカテープの複合フィラーとした以外は、実施例1と同様の方法で行った。すなわち、巻き回し後における内周形成部と外周形成部に膨張黒鉛テープを、内周形成部と外周形成部間の中央形成部にマイカテープを、それぞれ配設した。ガスケット本体部Xに占める内周形成部、外周形成部及び中央形成部の割合は、径方向における長さで、それぞれ1/3、1/3、1/3である。その結果を表1に示す。
【0037】
比較例1
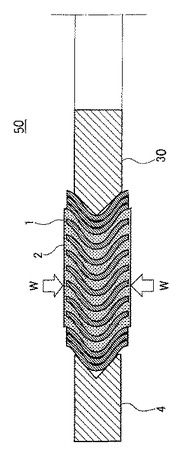
金属製中空Oリングに代えて、外輪と同じ厚みの金属板状の内輪30とした以外は、実施例1と同様の方法で行った。すなわち、比較例1は、図6の構造の金属製中空Oリングの使用を省略した渦巻形ガスケット50を使用したものである。その結果を表1に示す。
【0038】
【表1】

【0039】
なお、試験後の渦巻形ガスケットを確認したところ、比較例1の膨張黒鉛テープは完全に消失していたが、実施例1及び2では膨張黒鉛テープは存在していた。実施例2では膨張黒鉛テープと内外周のマイカテープは全く消失が見られなかった。
【産業上の利用可能性】
【0040】
本発明の渦巻形ガスケットは、石油精製、石油化学プラント、発電所、製鉄所などにおいて、配管の接続場所等で450℃を越える高温流体をシールするために好適なガスケットである。
【符号の説明】
【0041】
1 金属製フープ材
2 フィラー材
3 金属製中空Oリング
4 外輪
5 受圧面
7 外周空巻き部
8 内周空巻き部
9 フランジ
10、50 渦巻形ガスケット
20 シール試験装置
30 内輪
【技術分野】
【0001】
本発明は、高温高圧の機器や配管の継手部に使用され、水、油、蒸気、ガス等の流体をシールする目的で使用される渦巻形ガスケットに関する。
【背景技術】
【0002】
渦巻形ガスケットは、金属薄板を略V字断面に絞り加工したフープ材とフィラー材とが重ねて巻き回されてなり、両側面がシール面に当接する受圧面となるガスケット本体部を有する構成を基本形としたものが知られている。また、締付圧力によるガスケット本体の内側への変形の防止やセンタリングを目的として、金属製補強リングをガスケット本体の内側や外側あるいは両方に設けた内輪付、外輪付、内外輪付等と称される種々のタイプが知られている(例えば特開2002−317874号公報)。
【0003】
渦巻形ガスケットにおいて、フィラー材の種類としては、従来は石綿ペーパーを帯状にスリットした石綿テープが一般的であったが、石綿繊維が原因と推測されている健康障害が社会問題となって石綿の使用が禁止されたため、現在は石綿以外の無機材を主原料とし、ゴムとアラミド繊維等の有機物をバインダーとした抄造紙、いわゆるノンアスベストペーパーをスリットしたものや膨張黒鉛テープ、フッ素樹脂テープ、マイカテープ、バーミキュライトを主原料とするテープが使われている。
【0004】
実開平7−20464号公報には、金属製フープ材とフィラー材を重ね合わせて渦巻形に巻回してなるガスケットにおいて、内周形成部にてフープ材と重ね合わされるフィラー材を膨張黒鉛テープで形成し、外周形成部にてフープ材と重ね合わされるフィラー材を、補強材で補強したマイカテープで形成する複合フィラーを使用したものが開示されている。また、特開平11−351399号公報には、金属製フープ材とフィラー材を重ね合わせて渦巻形に巻回してなる渦巻形ガスケットにおいて、フィラー材の内周部分と外周部分を補強材で補強された有機物量が5%以下のマイカテープで形成し、中央部分を膨張黒鉛テープで形成する複合フィラーを使用したものが開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−317874号公報
【特許文献2】実開平7−20464号公報
【特許文献3】特開平11−351399号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、渦巻形ガスケットは流体種類、温度、圧力によって内外輪、フィラー、フープの材質を選定して使用されるが、これまで、450℃を超える温度域で十分にシール性を発揮できるものがなかった。すなわち、従来の非石綿フィラーは10〜20%の有機物を含んでおり、300℃を超える使用温度ではシール性が悪いという問題があった。膨張黒鉛テープは400℃を超えると酸化消失をし、シールすることができなくなってしまうという問題があった。マイカペーパーやバーミキュライトを主原料とするテープは常温においてもシール性が悪いという問題があった。また、複合フィラーを使用した特開平11−351399号公報の渦巻形ガスケットにおいても、450℃を超える温度域で使用することはできるものの、数年で膨張黒鉛が酸化消失してしまい十分なシール性を発揮できないという問題があった。
【0007】
従って、本発明の目的は、450℃を超える温度域における長期間の使用においても、十分なシール性を発揮する渦巻形ガスケットを提供することにある。
【課題を解決するための手段】
【0008】
かかる実情において、本発明者らは鋭意検討を行った結果、略V字断面の金属製フープ材と膨張黒鉛テープを含むフィラー材とが重ねて巻き回されてなるガスケット本体部の内側に金属製中空Oリングを配設した渦巻形ガスケットであれば、450℃を超える温度域における長期間の使用においても、十分なシール性を発揮することを見出し、本発明を完成するに至った。
【0009】
すなわち、本発明は、略V字断面の金属製フープ材と膨張黒鉛テープを含むフィラー材とが重ねて巻き回されてなり、両側面がシール面に当接する受圧面となるガスケット本体部を有する渦巻形ガスケットであって、ガスケット本体部の内側に金属製中空Oリングを配設したことを特徴とする渦巻形ガスケットを提供するものである。
【発明の効果】
【0010】
本発明の渦巻形ガスケットは、ガスケット本体部の内側に金属製中空Oリングを配設したため、締め付けることにより、ガスケット本体部及び金属中空製Oリングが潰れ、フランジとの隙間をなくすことができ、且つフランジとガスケット本体部と金属製中空Oリングで形成される空間領域を密閉状態にするため、450℃を超える高温流体がガスケット本体部側に漏れることがなく、シール性の優れた膨張黒鉛テープの酸化消失を防止して、従来のガスケットで使用できなかった450℃以上の温度域での長期間の使用が可能となる。
【図面の簡単な説明】
【0011】
【図1】本実施の形態における渦巻形ガスケットの平面図である。
【図2】本実施の形態における渦巻形ガスケットの断面図である。
【図3】渦巻形ガスケットの受圧面に圧力Wが作用している状態を示す図である。
【図4】フランジとガスケット本体部と金属製中空Oリングで形成される密封域を示す部分拡大図である。
【図5】シール試験の概略図である。
【図6】比較例1の渦巻形ガスケットの断面図である。
【発明を実施するための形態】
【0012】
本実施の形態における渦巻形ガスケット10は、厚みの薄い、環状のものであり、対向するシール面間に装着されてシール機能を果たすものであり、略V字断面の金属製フープ材1とフィラー材2とが重ねて巻き回されてなり、両側面がシール面9に当接する受圧面5となるガスケット本体部Xを有するものである。
【0013】
金属製中空Oリング3が配設されるガスケット本体部Xの内側の部材は、金属製フープ材1であるか、あるいは金属製フープ材1が巻き回された内周空巻き部8の内側部材である。金属製中空Oリング3と当接する部材を金属製フープ材とすることで、所定の締め付け荷重がかかると、フランジ9、金属製中空Oリング3及び金属製フープ材とで囲まれる空間を密封域40とすることができ、ガスケット本体部Xが高温流体に曝されることがなくなる(図4参照)。すなわち、金属製中空Oリング3は、所定の締め付け荷重がかかると、フランジ9、金属製中空Oリング3及び金属製フープ材とで囲まれる空間を密封域40とすることができる部材である。また、中空でない金属製中実Oリングを装填すると、金属製中実Oリングを潰すために大きな荷重が必要となり、ガスケット本体部Xがシールするために必要な面圧を維持できなくなってしまう恐れがある。これは金属プレートガスケット等の金属ソリッドガスケットでも同様の問題が生じる。
【0014】
内周空巻き部8として使用する金属製フープ材は、ガスケット本体部Xを構成する金属製フープ材と同じ材質、同じ形状であってもよく、また、材質や形状が異なっていてもよい。また、金属製フープ材1と金属製中空Oリング3は、接着剤などで固定されていてもよい。
【0015】
金属製中空Oリング3の線径(t3)は、ガスケット本体部Xの厚さ(t1)より薄く、且つガスケット本体部の厚さ(t1)の75%以上、好適には(85)%以上であることが好ましい。ガスケット本体部Xの厚さより厚い金属製中空Oリングを用いた場合、過剰圧縮率となり金属製中空Oリングが座屈をすることがある。座屈を起こすと金属製中空Oリングはフランジ9との接触面を失い、良好なシール性能が得られなくなる。また、ガスケット本体部Xの厚さの75%未満の線径の金属製中空Oリングを用いた場合、フランジ9と金属製中空Oリング3が接触できないことがあり、同様に、良好なシール性能が得られなくなる。
【0016】
また、金属製中空Oリング3の線径(t3)は、金属製フープ材の幅(t2)より、大であっても、同じであっても、小であってもよい。金属製中空Oリング3の線径(t3)は、金属製フープ材の幅(t2)の85%以上であることが好ましく、100%が最適である。このような寸法関係にあれば、フランジの締め付けにより、先に金属製フープ材が撓んでも、ほぼ同時に金属製中空Oリング3も潰すことができ、且つガスケット本体部Xがシールするために必要な面圧を維持することができる。
【0017】
金属製中空Oリングの中空率は35〜80%であることが好ましい。金属製中空Oリングの中空率が35%未満の場合、金属製中空Oリングを潰すために大きな荷重が必要となり、ガスケット本体部Xがシールするために必要な面圧を維持できなくなってしまう恐れがある。金属製中空Oリングの中空率が80%を超える場合、肉厚が薄くなるため、金属製中空Oリングを製作するための突合せの溶接が難しくなるという製造上の問題が生じる。
【0018】
金属製中空Oリングの材質としては、特に制限されないが、流体に侵されず、使用温度に耐えることのできるものであればよい。一般的にはSUS321、SUS316L、ニッケル合金が耐熱性、耐食性及び価格などの観点から好ましい。
【0019】
また、金属製中空Oリングはメッキが施されていてもよい。金属製中空Oリングにメッキを施すと、金属製中空Oリングのシール性能は更に向上し、ガスケット本体部Xが、高温流体に曝されることがなくなる。
【0020】
渦巻形ガスケット10において使用されるフィラー材2は、膨張黒鉛テープを一部又は全部とするものである。具体的には、フィラー材2は、膨張黒鉛テープ、膨張黒鉛テープと非石綿ペーパーとの複合のもの、膨張黒鉛テープとマイカテープとの複合のものである。
【0021】
複合とは、フィラー材の所定の部分が膨張黒鉛テープであり、他の部分が非石綿ペーパー又はマイカテープであり、膨張黒鉛テープのテープ端と非石綿ペーパー又はマイカテープの先端が突き合わされて交互に切り替えて巻き回した長尺状のものを言い、両者のテープ面が貼り合わされたものではない。
【0022】
複合フィラーとしては、巻き回し後における内周形成部に膨張黒鉛テープを、外周形成部にマイカテープ又は非石綿ペーパーを、それぞれ配設したもの、巻き回し後における内周形成部と外周形成部に膨張黒鉛テープを、内周形成部と外周形成部間の中央形成部にマイカテープ又は非石綿ペーパーを、それぞれ配設したものなどが挙げられる。フィラーを複合フィラーとして、金属製中空Oリングをガスケット本体部Xの内周側に装填することにより、更に膨張黒鉛テープの酸化消失を抑えることができる。
【0023】
非石綿ペーパーは、無機材を主原料とし、ゴムとアラミド繊維等の有機物をバインダーとした抄造紙が挙げられる。無機材としては、粘土系粉体、セラミック繊維等が挙げられる。このような抄造紙はテープ状に切断してフィラー材として使用すればよい。
【0024】
渦巻形ガスケット10において、ガスケット本体部の厚さ(t1)は、略V字断面におけるフィラー材2の幅寸法でもある。また、略V字断面における金属製フープ材の幅(t2)は、渦巻形ガスケットとしての厚みを言う(図2参照)。また、渦巻形ガスケット10は受圧面側において、フィラー材2を金属製フープ材1より僅かに突出させてなる。突出量が小さ過ぎると、ガスケット本体の表面へのシールの露出が少なくなり、シール性能が悪くなり、突出量が大き過ぎると、所定面圧で締め付けた際、表面に露出した膨張黒鉛の部分で実体漏れが多くなるため、シール性能が低下する。金属製フープ材としては、SUS316、SUS316Lなどのステンレス鋼、インコネル・インコロイなどの耐熱合金の帯を使用すればよい。
【0025】
渦巻形ガスケット10は、ガスケット本体部Xの外周に、金属製フープ材が巻き回された外周空巻き部7を形成している。外周空巻き部7として使用する金属製フープ材は、ガスケット本体部Xを構成する金属製フープ材と同じ材質、同じ形状であってもよく、また、材質や形状が異なっていてもよい。
【0026】
渦巻形ガスケット10は、空巻き部7の外周に、ガスケット本体部Xの厚み(t1)より小の厚みを有し、且つ金属製中空Oリング3の線径より小の厚みを有する外輪4を形成している。外輪4は、締付圧力によるガスケット本体部の内側への変形の防止やセンタリング機能を有している。外輪4は、金属板を使用すればよい。
【0027】
次に、渦巻形ガスケット10の製造方法の一例を説明する。先ず所定の厚さ、所定の幅寸法の金属製フープ材を略V字形に絞り加工する。次いで、金属製フープ材だけを2〜5周巻いて内周空巻き部8を形成する。次いで、フィラー材として所定の厚さ、所定の幅寸法の例えば膨張黒鉛テープを重ね合わせ、重ね合わせたまま所定寸法になるまで成巻してガスケット本体部Xを形成する。次いで、最後に金属製フープ材のみ2〜5周程度空巻きした後スポット溶接して外周空巻き部7を形成する。この時、ガスケットの本体部Xの厚さを所定の寸法になるように押駒すきまを調整し、膨張黒鉛のはみ出し量を所定の寸法とする。次いで、金属製中空Oリング3を内周空巻き部8の内周部に接着剤で外れないように接合で取り付け、最後に、所定の厚さの金属板(外輪4)を装着して完成させる。
【0028】
次に、渦巻形ガスケット10の使用方法を説明する。渦巻形ガスケット10は、石油精製、石油化学プラント、発電所、製鉄所などにおいて、配管の接続場所、すなわち、対向するシール面9、9間に装着されて流体をシールするために使用される(図3参照)。なお、図3及び図4は、締め付け荷重Wが作用して、金属製中空Oリング3と金属製フープ材1が潰れて、フランジ9と金属製中空Oリング3と金属製フープ材1とで形成される空間a、b、c、d、e、fが密封領域40となっている状態を示す。このような密封領域の存在により、ガスケット本体部Xは高温流体に曝されることがなく、膨張黒鉛テープの酸化消失もなく、長期間の良好なシール性が得られる。
【0029】
フランジ9をボルトで締め付けるとフランジ9はガスケット本体部Xを支点として撓みが生じる。そのためガスケット本体部Xの外周側は面圧が高く、内側は面圧が小さくなる。従来の渦巻形ガスケットにおいて、フィラーを膨張黒鉛テープと非石綿ペーパーまたはマイカテープとの複合タイプにしても膨張黒鉛テープの酸化消失を防止することができない場合がある。しかし、本発明の渦巻形ガスケットは内側の面圧が小さくても、ガスケット本体部Xは常に内部流体に曝されることがないため、フランジのたわみが大きくても酸化消失を防止できる。
【0030】
本発明の渦巻形ガスケット10は、シール面9と受圧面X間の締め付け面圧78.4〜156.8N/mm2で使用した際、450℃のような高温流体の0〜1.0MPaの内圧に対して、漏洩量はほぼゼロである。
【0031】
本発明の渦巻形ガスケットは、上記外輪付き渦巻形ガスケット以外に、外輪が省略された渦巻形ガスケットを含むものである。
【0032】
実施例
次ぎに実施例を挙げて本発明を更に具体的に説明するが、これは単に例示であって、本発明を制限するものではない。
【実施例1】
【0033】
<渦巻形ガスケットの作製>
石油学会規格「配管用渦巻形ガスケット」で定められたクラス900 2Bの外輪付きタイプ渦巻形ガスケットを製作した。これは、図1及び図2に示す構造の渦巻形ガスケットであり、呼び寸法は、ガスケット本体部内径69.8mm、ガスケット本体部外径85.9mm、外輪外径104.9mm、ガスケット本体部Xの厚さ(t1)4.5mmで、金属製中空Oリングを線径(φ)4.0mm、材質はSUS321とした。また、略V字断面の金属製フープ材の幅(t2)5.0mm、フィラー材は膨張黒鉛テープとし、金属製中空Oリングは中空率56%(内径3.0mm)、メッキなしとした。
【0034】
<渦巻形ガスケットの作製方法>
先ずガスケット本体部と金属製中空Oリングをそれぞれ別個に製作した。なお、ガスケット本体部は、従来の一般的な製法通り、ガスケット本体部作製の際、金属製フープと同じ材料同じ形状のものを使用して、外周空巻き部7と内周から巻き部8を形成した。この際、外周空巻き部7と金属板状の外輪4及び内周空巻き部8と金属製中空Oリングは、外れ防止のためそれぞれ接着剤で固定した。
【0035】
(加熱後シール試験)
図5に示すシール試験装置20を使用した。すなわち、JPI−7S−15適用規格(クラス900 2B)フランジ21を使用し、フランジ21間に本発明の渦巻形ガスケット10を挟み、ユニファイネジ22(7/8−9UNC)8本で面圧117.6N/mm2まで締め付けて試験体とし、大気雰囲気の熱風循環炉に入れ、600℃で1000時間加熱し、その後室温まで冷却後、窒素ガスを3.0MPaの内圧で負荷したときの漏れを、石鹸水の吹き付けにより確認した。これを3サイクル繰り返し行なった。なお、ユニファイネジによる試験体の締め付けは、トルクレンチで上記面圧となるように4段階で対角に締め付け、最終トルクで3回締め付けた。その結果を表1に示す。表1中、n1がシール試験1回目、n2がシール試験2回目、n3がシール試験3回目である。
【実施例2】
【0036】
膨張黒鉛テープに代えて、膨張黒鉛テープとマイカテープの複合フィラーとした以外は、実施例1と同様の方法で行った。すなわち、巻き回し後における内周形成部と外周形成部に膨張黒鉛テープを、内周形成部と外周形成部間の中央形成部にマイカテープを、それぞれ配設した。ガスケット本体部Xに占める内周形成部、外周形成部及び中央形成部の割合は、径方向における長さで、それぞれ1/3、1/3、1/3である。その結果を表1に示す。
【0037】
比較例1
金属製中空Oリングに代えて、外輪と同じ厚みの金属板状の内輪30とした以外は、実施例1と同様の方法で行った。すなわち、比較例1は、図6の構造の金属製中空Oリングの使用を省略した渦巻形ガスケット50を使用したものである。その結果を表1に示す。
【0038】
【表1】
【0039】
なお、試験後の渦巻形ガスケットを確認したところ、比較例1の膨張黒鉛テープは完全に消失していたが、実施例1及び2では膨張黒鉛テープは存在していた。実施例2では膨張黒鉛テープと内外周のマイカテープは全く消失が見られなかった。
【産業上の利用可能性】
【0040】
本発明の渦巻形ガスケットは、石油精製、石油化学プラント、発電所、製鉄所などにおいて、配管の接続場所等で450℃を越える高温流体をシールするために好適なガスケットである。
【符号の説明】
【0041】
1 金属製フープ材
2 フィラー材
3 金属製中空Oリング
4 外輪
5 受圧面
7 外周空巻き部
8 内周空巻き部
9 フランジ
10、50 渦巻形ガスケット
20 シール試験装置
30 内輪
【特許請求の範囲】
【請求項1】
略V字断面の金属製フープ材と膨張黒鉛テープを一部又は全部とするフィラー材とが重ねて巻き回されてなり、両側面がシール面に当接する受圧面となるガスケット本体部を有する渦巻形ガスケットであって、該ガスケット本体部の内側に金属製中空Oリングを配設したことを特徴とする渦巻形ガスケット。
【請求項2】
前記フィラー材が、膨張黒鉛テープと非石綿ペーパーとの複合であることを特徴とする請求項1記載の渦巻形ガスケット。
【請求項3】
前記フィラー材が、膨張黒鉛テープとマイカテープとの複合であることを特徴とする請求項1記載の渦巻形ガスケット。
【請求項4】
前記金属製中空Oリングの線径が、ガスケット本体部の厚さより薄く、且つガスケット本体部の厚さの75%以上であることを特徴とする請求項1〜3のいずれか1項に記載の渦巻形ガスケット。
【請求項5】
前記金属製中空Oリングの中空率が、35〜80%であることを特徴とする請求項1〜4のいずれか1項に記載の渦巻形ガスケット。
【請求項6】
前記ガスケット本体部の外周に、該ガスケット本体部の厚みより小の厚みであって、且つ該金属製中空Oリングの線径より小の厚みを有する外輪を形成することを特徴とする請求項1〜5のいずれか1項に記載の渦巻形ガスケット。
【請求項1】
略V字断面の金属製フープ材と膨張黒鉛テープを一部又は全部とするフィラー材とが重ねて巻き回されてなり、両側面がシール面に当接する受圧面となるガスケット本体部を有する渦巻形ガスケットであって、該ガスケット本体部の内側に金属製中空Oリングを配設したことを特徴とする渦巻形ガスケット。
【請求項2】
前記フィラー材が、膨張黒鉛テープと非石綿ペーパーとの複合であることを特徴とする請求項1記載の渦巻形ガスケット。
【請求項3】
前記フィラー材が、膨張黒鉛テープとマイカテープとの複合であることを特徴とする請求項1記載の渦巻形ガスケット。
【請求項4】
前記金属製中空Oリングの線径が、ガスケット本体部の厚さより薄く、且つガスケット本体部の厚さの75%以上であることを特徴とする請求項1〜3のいずれか1項に記載の渦巻形ガスケット。
【請求項5】
前記金属製中空Oリングの中空率が、35〜80%であることを特徴とする請求項1〜4のいずれか1項に記載の渦巻形ガスケット。
【請求項6】
前記ガスケット本体部の外周に、該ガスケット本体部の厚みより小の厚みであって、且つ該金属製中空Oリングの線径より小の厚みを有する外輪を形成することを特徴とする請求項1〜5のいずれか1項に記載の渦巻形ガスケット。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−75095(P2011−75095A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−230520(P2009−230520)
【出願日】平成21年10月2日(2009.10.2)
【出願人】(000110804)ニチアス株式会社 (432)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年10月2日(2009.10.2)
【出願人】(000110804)ニチアス株式会社 (432)
【Fターム(参考)】
[ Back to top ]