
温冷加湿エアーボックス
【課題】作業従事者が中に入って吹付け塗装を行う既設の密封型塗装ブースにおいて、吹付け塗装時のブース内湿度を高めて水性塗料の過度の乾燥を抑え塗装面品質を確保すると共に、季節を問わず吹付け作業時の温度をできるだけ平準化して作業環境を改善する。
【解決手段】塗装ブース1が備えたシロッコファン15、25の吸引によって外気取入れ口32から吸引した外気を、匡体31に内設した加湿器33a、33b、33cと、加温又は冷却する熱交換器34a、34bと、により空調し、流出路35に設けた接続部36から塗装ブース1の吸気口21へ空調空気を供給可能とする温冷加湿エアーボックス3を既設の塗装ブース1とは別体に設け、前記接続部36によって簡単に後付け可能としたことで、水性塗料の吹付け塗装に適した湿度を確保しながら塗装ブース1内作業時の冷暖房を実現し、塗装後の汚れた空気を使い捨て可能とした。
【解決手段】塗装ブース1が備えたシロッコファン15、25の吸引によって外気取入れ口32から吸引した外気を、匡体31に内設した加湿器33a、33b、33cと、加温又は冷却する熱交換器34a、34bと、により空調し、流出路35に設けた接続部36から塗装ブース1の吸気口21へ空調空気を供給可能とする温冷加湿エアーボックス3を既設の塗装ブース1とは別体に設け、前記接続部36によって簡単に後付け可能としたことで、水性塗料の吹付け塗装に適した湿度を確保しながら塗装ブース1内作業時の冷暖房を実現し、塗装後の汚れた空気を使い捨て可能とした。
【発明の詳細な説明】
【技術分野】
【0001】
本願発明は、吸引した外気を塗装ブースの内部に供給する装置を備えた密封型塗装ブースに付属するものである。
【背景技術】
【0002】
自動車整備工場などで自動車ボディのキズや凹みを補修すると、仕上げに液体塗料の吹付け塗装がなされるのが一般的であるが、有機溶媒系塗料には人体に好ましくない有機溶媒成分が含まれており、吹付け塗装によって塗料に含まれる有機溶媒ガスが蒸散すると共に、余剰の塗料ミストが浮遊する。このため、蒸散される有機溶媒ガスの排気と、塗料ミストの外部飛散防止と、を考慮して、この吹付け塗装時には外気を吸引して塗装ブース内に供給し、前記有機溶媒ガスと共に浮遊する前記余剰の塗料ミストをフィルターでろ過してからこれら汚れた空気を外気側へ排気する密封型の塗装ブースが用いられるようになった。このような塗装ブースでは、着色されたベース塗料や仕上げのクリア塗料を吹付ける度に吹付けた塗装面に赤外線ランプを照射して焼付け、また吹付けて焼付けるといった作業を数回繰り返し、最後に塗装面を熱風乾燥させるために吸引した外気を所定の温度まで加熱してから前記塗装ブース内に供給されていた。
【0003】
こうした密封型の塗装ブースとして特許文献1に示す塗装ブースは、熱風発生装置と排気装置を備える塗装ブースにおいて、冷風発生装置を設け、この冷風発生装置は冷凍機と送風装置を具備してあり、塗装面の乾燥を終えた後に速やかに冷却ができる塗装ブースを提供している。特許文献1によるこの塗装ブースは、該塗装ブースの設計段階から十分な冷却能力を持つ冷凍機を組み込むことができるので、前記熱風で乾燥を終えた自動車ボディを短時間で冷却することが可能となることは容易に窺い知れる。
【0004】
一方の特許文献2による塗装ブースは、自動車ボディを構成する部材を流れ作業により塗装するための塗装ライン上で行なわれる塗装方法であって、部材を水性塗料で中塗り塗装する中塗工程などにおいて、加湿することにより前記部材の塗装不具合は水性塗料の乾燥時間を調整して抑制し、塗装ラインで消費されるエネルギーを削減すると共に、塗装ラインの構築に要するスペースを縮小することができる塗装方法を提供している。この特許文献2によればその実施例として床に散水して加湿するとあり、塗装作業者のブース内作業を伴わない大規模な塗装ブースを対象にしていることが窺える。
【0005】
これら2つの先行技術は、何れも塗装面の乾燥を終えた後、速やかに冷却ができる塗装ブースに関するものや、連続する塗装ラインにおける塗装ブース内の加湿に関するものである。最近において、環境面に配慮した一般にVOC対策と呼ばれる揮発性有機化合物の使用量を削減する対応が社会的にも叫ばれており、自動車修理工場においても有機溶媒含有量が少ない前記水性塗料は使用拡大傾向が見られる。
【0006】
しかし、近年においても一般的な自動車整備工場などが備える小規模な密封型の塗装ブースでは1室の塗装ブース内で作業従事者が中に入っての吹付け塗装と赤外線ランプによる焼付けを数回繰り返して行い、続いて熱風を供給して塗装面を乾燥、外気を吸引して冷却、また別の自動車に入れ換えて吹付け塗装と焼付け、熱風乾燥、冷却が時系列的に繰り返されており、具備する設備も吹付けた塗装面の乾燥を目的としてボイラーとファンなどによる熱風発生手段は備えているものの、作業環境を目的として塗装ブース内温度を、四季を通して平準化させるための冷暖房手段や、水性塗料の乾燥時間を抑制するための加湿手段を持たないものが多い状況にある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平07−256167号公報
【特許文献2】特許公開2010−036126号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
こうした小規模な塗装ブースでは、寒冷期における水性塗料は粘度が高くなることから吹付けた塗装面が厚くなり過ぎる傾向にあり平滑性が損なわれやすい。また、猛暑日が続く夏場において外気温が+30℃前後となると、このような外気を吸引する塗装ブース内の温度はこれ以上に高温となり劣悪な作業環境となってしまい、塗装ブース内に蒸散され人体に好ましくない塗料起因の有機溶媒ガスと共に作業従事者の健康を損なう恐れもある。また、このような環境下では作業従事者から汗が流れ出し、作業に伴ってその飛沫が飛び散ることにより、その飛沫が塗装中のボディ表面に付着すれば塗装面の品質を著しく損ねてしまうといった問題も頻発していた。
【0009】
また、冷房装置を具備しないこうした塗装ブースにおいては稼動時間が長くなるにつれて塗装ブース内の温度が上昇する傾向にあり、温度上昇に伴って塗装ブース内の相対湿度が低下することにより溶媒である水の蒸発が促進されるため、水性塗料を吹付け塗装する場合は噴霧した塗料の乾燥が早くなってしまう。
【0010】
通常、広い面積を吹付け塗装するにはいくらかの塗り重ね部を作りながら塗り広げられる。ここで沸点の異なる複数種の溶媒が混合使用されている有機溶媒系塗料は中に含まれる比較的高沸点な有機溶媒が表面乾燥に伴う急な高分子化の進行を抑制してくれると共に、塗り重ねた上層の塗料にも含まれる溶解度に優れた有機溶媒が下層となった塗装面にも影響を及ぼすので上下の2層は融合しやすく、これが例えばメタリック系塗料であっても上下2層のメタリック微粒子同士の均質な分散が得られやすい。
【0011】
これに対して、有機溶媒含有量が少ないため殆ど溶解力を持たず乳化剤の助けを借りて水に分散している水性塗料では、湿度が低下した空気に触れると表面から乾燥が始まり高分子化が進む。したがって表面から乾燥と高分子化が進んだ下層の塗料に対して塗り重ねた上層の塗料に含まれる水分で再び溶解させることは困難であり、この塗料がメタリック系水性塗料であれば上下2層のメタリック微粒子同士の均質な分散が妨げられて黒ずみを生じてしまうなどの問題もあった。こうした状況から、水性塗料の吹付け塗装には、塗り重ねによる塗装面の品質を確保するためにも適度な湿度環境が必要である。
【0012】
よって、冷暖房装置と加湿装置を備えていない既設の密封型塗装ブースに簡単な方法で後付けが可能であり、四季を通して作業温度をできるだけ平準化させるための冷暖房手段と、水性塗料の乾燥時間を抑制するための加湿手段とを備え、常に新鮮な外気を取入れて冷暖房と加湿を行い塗装ブース内に供給し、フィルターを通した後に汚れた空気を使い捨てとすることにより、余剰の塗料ミストなどによる汚れた空気を循環して再利用しないで済む温冷加湿エアーボックスを提供することを目的とする。
【課題を解決するための手段】
【0013】
上記目的を達成するために、本願発明の請求項1に係る温冷加湿エアーボックスは、少なくとも吸気口から吸気ダンパーを経て外気を吸引する吸気流路と、該吸気流路に内設された送風手段及び加熱手段と、加熱された外気を塗装ブース内に供給する供給流路と、からなる供給手段と、前記塗装ブース内の空気はフィルターを通して排気する排気手段と、を備え、前記吸気流路と供給流路とを繋いでそこにリターンダンパーを具設し、前記加熱された外気の一部を供給流路から吸気流路にリターン可能とした既設の密封型塗装ブースにおいて、これとは別体に、外気取入れ口から取入れた外気に水を噴霧して加湿する加湿器と、その下流に加温又は冷却する熱交換器と、からなる空調手段を内設した匡体と、空調された空気を前記塗装ブースの吸気口に流出する流出路と、該流出路に設けて前記塗装ブースの吸気口を覆うように接続する接続手段と、該接続手段を越えて前記流出路を延設した先には前記匡体を介さずに前記吸気口へ直接外気を流入可能とする開口と、を備え、該開口と前記流出路とにそれぞれ開口ダンパーと流出ダンパーを配設することにより、前記塗装ブースに後付け可能な温冷加湿流路となしたことを特徴とする。
【0014】
請求項1の構成によれば、送風手段を持たないこの温冷加湿エアーボックスは、既設の密封型塗装ブースとは別体に、外気取入れ口から取入れた外気に水を噴霧して加湿する加湿器と、その下流に加温又は冷却する熱交換器と、からなる空調手段を内設した匡体は接続手段により空気流路が繋がれた前記塗装ブースの送風手段や排気手段による吸引力で外気を取り入れ可能とし、取入れた外気を匡体に内設した水の噴霧により加湿することが可能となり、併せて熱交換器により加温又は冷却することが可能となる。
【0015】
前記加湿器、及び熱交換器はそれぞれ1台ずつに限らず複数台を備えることが可能であり、これによりそれぞれの稼働台数を増減して塗装ブース内の湿度と温度を調整することができる。
【0016】
また、このようにして空調された空気を前記塗装ブースの吸気口に流出する流出路と、該流出路に設けて前記塗装ブースの吸気口を覆うように接続する接続手段と、該接続手段を越えて前記流出路を延設した先には前記匡体を介さずに前記吸気口へ直接外気を流入可能とする開口と、を備え、該開口と前記流出路とにそれぞれ開口ダンパーと流出ダンパーを配設することにより、前記塗装ブースに空調空気を流出する際は前記流出ダンパーを開け、開口ダンパーを閉じれば前記匡体から流出路を経て塗装ブースの吸気口を繋ぐ温冷加湿流路となり、また一方で開口ダンパーを開けて流出ダンパーを閉じれば前記開口から流出路を経て塗装ブースの吸気口を繋ぐ外気吸引流路とすることができる。
【0017】
本願発明の請求項2に係る温冷加湿エアーボックスは、請求項1記載の温冷加湿エアーボックスにおいて、前記匡体内は途中まで中仕切壁を立設することにより略U字型に折り返す空気の流路を形成したことを特徴とする。
【0018】
請求項2の構成によれば、この温冷加湿エアーボックスは、前記匡体内は途中まで中仕切壁を立設することにより略U字型に折り返す空気の流路が形成されるので、外気取入れ口は前記開口が延設する流出路と同じ方向に併設することができる。
【0019】
本願発明の請求項3に係る温冷加湿エアーボックスは、請求項2記載の温冷加湿エアーボックスにおいて、前記匡体には還流路と還流用送風手段を具備し、前記流出路を流れる空気の一部を前記外気取入れ口側に還流可能としたことを特徴とする。
【0020】
請求項3の構成によれば、請求項2の構成によって匡体内に略U字型に折り返す空気の流路を形成したことにより、前記流出路と外気取入れ口は同じ方向に併設されるので、流出路の一部と外気取入れ口の一部を繋ぐ還流路を形成可能とし、ここに還流用送風手段を具備することができる。
【0021】
本願発明の請求項4に係る温冷加湿エアーボックスは、請求項1記載の温冷加湿エアーボックスにおいて、前記匡体には水蒸気を発生する蒸気発生器を前記熱交換器の下流に併設したことを特徴とする。
【0022】
請求項4の構成によれば、前記匡体には熱交換器の下流に水蒸気を発生する蒸気発生器を併設したことにより、水を噴霧された外気が熱交換器を通過後に水蒸気による加湿を行うことができる。
【0023】
本発明の請求項5に係る自動車ボディの塗装方法は、請求項1乃至4記載の温冷加湿エアーボックスを用いた塗装ブースにおいて、塗装作業時におけるブース内環境は、好ましくは温度が概ね+18℃から+25℃前後、水性塗料を吹付ける際の湿度は概ね50%RHから60%RH前後であることを特徴とする請求項1乃至4記載の自動車ボディの塗装方法。
【0024】
請求項5の構成によれば、前記請求項1乃至4記載の温冷加湿エアーボックスを用いた塗装ブースにおいて、塗装作業時におけるブース内環境は、冷温加湿エアーボックスによって好ましくは温度が概ね+18℃から+25℃前後、水性塗料を吹付ける際の相対湿度は概ね50%RHから60%RH前後とすることができる。
【発明の効果】
【0025】
請求項1に係る発明によれば、この温冷加湿エアーボックスは、前記接続手段により空気流路が繋がれた塗装ブースの送風手段や排気手段による吸引力で外気を取り入れ、取入れた外気を匡体に内設した水の噴霧による加湿によって吹付けられた水性塗料の乾燥を抑制することができると共に、熱交換器によって加温又は冷却することにより、四季を通して吹付け塗装時の作業温度をできるだけ平準化させることができる。これにより、常に新鮮な外気を取入れて冷暖房と加湿を行い塗装ブース内に供給し、フィルターを通した後に汚れた空気を使い捨てとすることにより、余剰の塗料ミストなどによる汚れた空気を循環して再利用する必要はない。
【0026】
前記加湿器、及び熱交換器は単独に限らず複数台を備えることが可能であり、これによりそれぞれの稼働台数を増減して塗装ブース内の湿度を調整することができると共に熱交換効率を高めるので、より外気の広範囲な温度変動と湿度変動に対して柔軟に対応することが可能となる。
【0027】
また、吹付け塗装前の塗装ブース内を作業環境に適した温度にセッティングする、或いは塗装箇所に赤外線ランプを照射して焼付けるに際しては、加湿装置と塗装ブース内の排気手段とを停止させて外気を吸引しながら冷暖房を行うことにより、加温又は冷却された空気は塗装ブース内に篭もりやすいので排気手段に係る電気エネルギーの消費を抑えることが可能である。
【0028】
請求項2に係る発明によれば、この温冷加湿エアーボックスは、前記匡体内の途中まで中仕切壁を立設することにより略U字型に折り返す空気の流路が形成されるので、匡体をコンパクトに配置することができると共に、外気取入れ口は前記開口が延設する流出路と同じ方向に併設することができるので、塗装ブースを収容する建物の外壁の1面から外気を吸引或いは取入れることができる。
【0029】
請求項3に係る発明によれば、この温冷加湿エアーボックスは、請求項2の構成により匡体内に略U字型に折り返す空気の流路を形成したことで、同じ方向に併設された流出路の一部と外気取入れ口の一部を繋ぐ還流路に具備した還流用送風手段により空調した空気の一部を匡体内に戻すことが可能となり、塗装ブースに供給される空調空気の温度と湿度の急激な変動を減らして安定化が図られると共に冷暖房効率と加湿効率を改善することができる。
【0030】
請求項4に係る発明によれば、前記匡体には熱交換器の下流に水蒸気を発生する蒸気発生器を併設したことにより、水を噴霧された外気が熱交換器を通過することで冷房効果又は暖房効果により湿度が変化した後にも蒸気発生器のON−OFFなどにより湿度の微調整をすることができる。
【0031】
請求項5に係る発明によれば、塗装作業時におけるブース内環境は、好ましくは温度が概ね+18℃から+25℃前後に制御可能な冷暖房手段を獲得することにより、寒冷期は塗料粘度が高くなることから吹付けた塗装面が厚くなり過ぎる傾向にあり平滑性が損なわれやすいといった問題は解消すると共に、夏場は猛暑から開放されるので作業従事者の健康を損なう恐れもない。更に、作業従事者の発汗による塗装面品質の低下を抑えることができると共に、水性塗料を吹付ける際の相対湿度は概ね50%RHから60%RH前後とすることができることにより、メタリック系水性塗料を連続で塗り重ねても先に吹付けられた塗装面は液状を保ち、その上に後から吹付けられた塗装面との間でメタリック微粒子の均質な拡散が得られることから黒ずみを生じてしまうなどの問題も減らすことができる。
【図面の簡単な説明】
【0032】
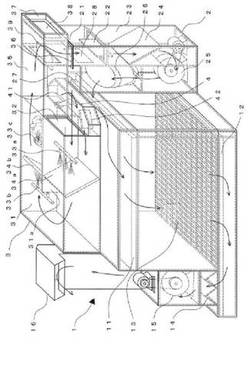
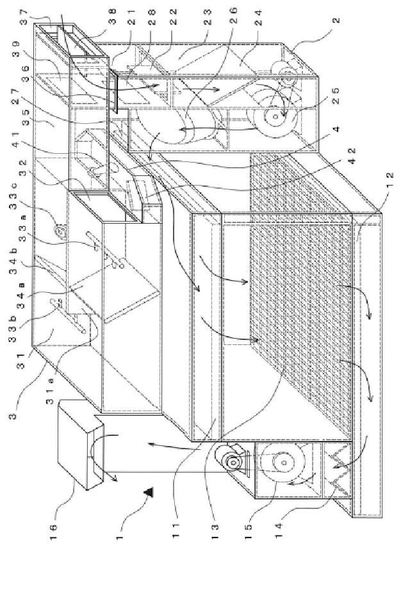
【図1】図1は本発明の第1の実施例に係る温冷加湿エアーボックスの実施方法を示した吹付け塗装前の塗装ブース内温度セッティング時、及び焼付時のダンパー開閉状態と空気の流れを表す説明図である。
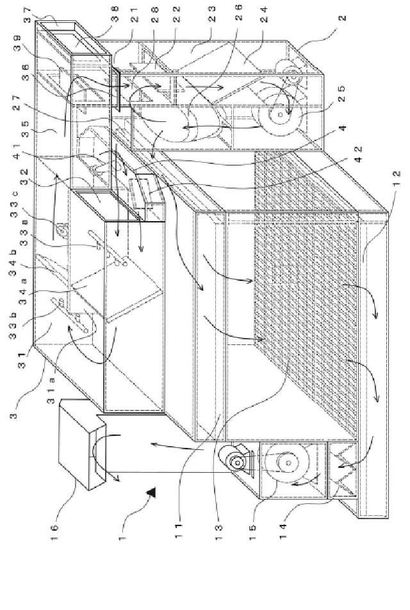
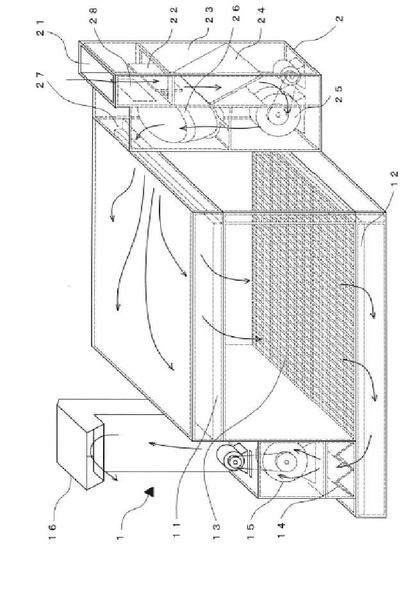
【図2】図2は同上、吹付け塗装時のダンパー開閉状態と空気の流れを表す説明図である。
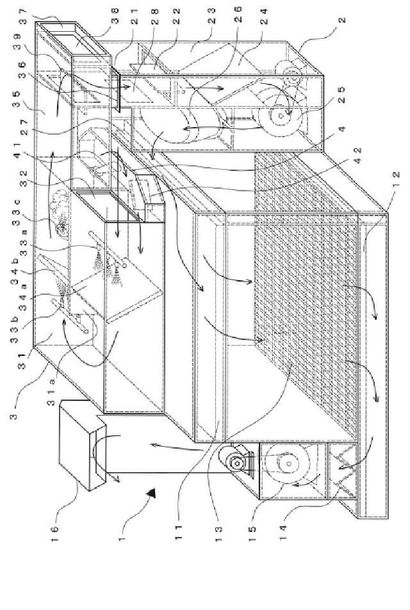
【図3】図3は同上、熱風乾燥時のダンパー開閉状態と空気の流れを表す説明図である。
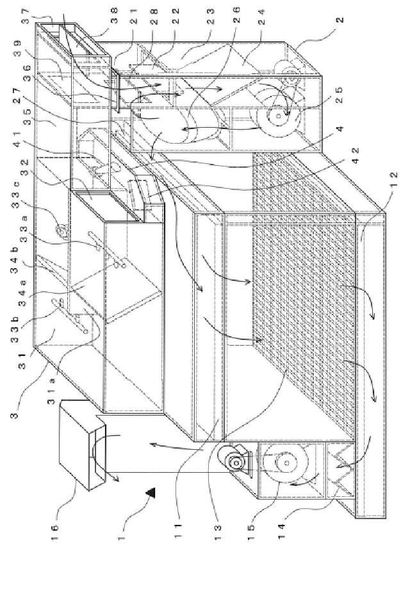
【図4】図4は同上、外気を吸引して冷却する時のダンパー開閉状態と空気の流れを表す説明図である。
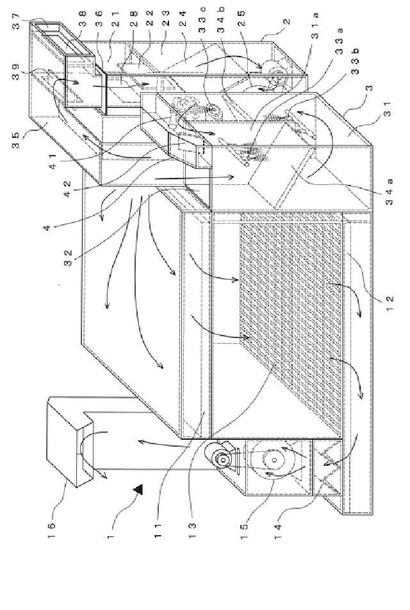
【図5】図5は第2の実施例に係る温冷加湿エアーボックスを塗装ブースの側面に配置構成を示した説明図である。
【図6】図6は既設の密封型塗装ブースの構成を示す説明図である。
【発明を実施するための形態】
【0033】
以下、本発明を実施するための最良の形態としての実施例を図1から図6に示す透視斜視図により以下に説明する。この中で、実施例1においては塗装ブース1の上部に本発明の温冷加湿エアーボックス3を配置した構成であり、実施例2は塗装ブース1の側面に配置した構成である。これらにより小規模な既設の密封型塗装ブース1に後付けの温冷加湿エアーボックス3を組み合わせることで、前記塗装ブース1の大掛かりな改造を要すことなく塗装ブース1内の適度な加湿と冷暖房を実現した。
【実施例1】
【0034】
実施例の説明に先立ち、本発明の温冷加湿エアーボックス3を後付けする前の小規模な既設の密封型塗装ブース1の概略構成について図6により説明する。図6において、該塗装ブース1は大きく分けて3つのブロックで構成されている。その一つ目は、吸気口21から吸気ダンパー22と外気フィルター24とを経て外気を吸引する吸気流路23と、該吸気流路23に内設された送風手段であるシロッコファン25、及び加熱手段であるボイラー26と、加熱された外気を塗装ブース1の天井裏に供給する供給流路27と、からなる供給手段とで構成され、前記吸気流路23と供給流路27とを繋いでそこにリターンダンパー28を具設した空調装置2。
【0035】
二つ目は前記塗装ブース1の天井裏に供給された外気をろ過しながら満遍なく均一に下降させる天井フィルター11と、図示しない自動車ボディに吹付け塗装することで浮遊する余剰の塗料ミストを塗装ブース1内の床に敷かれたグレーチング13の格子目を通して床下フィルター12がろ過するブース本体部。
【0036】
三つ目は前記床下フィルター12でろ過した空気は排気フィルター14を通してシロッコファン15が排気ダクト16から外気側へ排気する排気手段、とで構成されている。
【0037】
これにより、吹付け塗装を行う際は、図6に示すように吸気ダンパー22は開放され、リターンダンパー28が閉じられており、ボイラー26は停止している。このとき、外気は空調装置2のシロッコファン25の吸引力によって吸気流路23の吸気口21から吸気ダンパー22、外気フィルター24、シロッコファン25、のそれぞれを経て外気温のまま供給流路27から塗装ブース1本体へと供給され、吹付けにより浮遊する余剰の塗料ミストを床下フィルター12と排気フィルター14でろ過してからシロッコファン15により排気ダクト16から外気側へ排気される。この吹付け塗装が終わると同じ状態下で図示しない赤外線ランプにより焼付が行われる。
【0038】
塗装と焼付が終わった塗装面を加熱乾燥する際は、ボイラー26が稼働すると共に吸気ダンパー22とリターンダンパー28が開放される。このときの外気は吸気口21から吸気ダンパー22、外気フィルター24、シロッコファン25、ボイラー26を経て供給流路27から塗装ブース1本体へと加熱した外気が供給されるが、前記開放したリターンダンパー28を経てその一部が吸気流路23へと還流されて再加熱可能としている。このときは排気手段のシロッコファン15は停止しており、ボイラー26で加熱された外気は塗装ブース1内に篭もりやすくして加熱効率を引き上げている。
【0039】
乾燥が終わったらボイラー26を停止してリターンダンパー28を閉じる。このときの外気は吸入口21から吸気ダンパー22、外気フィルター24、シロッコファン25を経て外気温のまま供給流路27から塗装ブース1本体へと供給されるので塗装ブース1内の室温を下げることができる。
【0040】
ここで図1から図4により前述の既設塗装ブース1の上部に後付けした本発明の温冷加湿エアーボックス3について説明する。図2において、温冷加湿エアーボックス3は、匡体31内の途中まで中仕切り壁31aを立設することにより略U字型に折り返す空気の流路を形成してあり、この匡体31には外気取入れ口32から取入れた外気に水を噴霧して加湿する加湿器の噴霧ノズル33aと、その下流に外気温に対応する温水又は冷水を循環して加温又は冷却する熱交換器34aが、続いて前記U字型に折り返してからも同様に噴霧ノズル33bと熱交換器34bからなる空調手段を合わせて2段に内設し、更にその下流には水蒸気を発生して加湿する蒸気発生器33cが配置されている。
【0041】
前記匡体31に延設して前記空調された空気を前記塗装ブース1の吸気口21に流出する流出路35と、該流出路35に設けて塗装ブース1の吸気口21を覆うように接続する接続部36と、該接続部36を越えて前記流出路35を延設した先には前記匡体31を介さずに前記吸気口21へ直接外気を流入可能とする開口37と、を備え、該開口37と前記流出路35とにそれぞれ開口ダンパー38と流出ダンパー39を配設することにより、前記塗装ブース1に後付け可能としている。
【0042】
また、前記温冷加湿エアーボックス3には還流路となる還流ダクト4と、還流用送風手段であるジェットポンプ41と、還流する空気の流れを前記外気取入れ口32側に誘導する誘導板42とを具備し、前記流出路35を流れる空気の一部を前記外気取入れ口32側に還流可能としている。
【0043】
続いて、作業工程順に図を追って説明する。図1に示す既設塗装ブース1には図示しないボディのキズや凹みを補修した自動車が搬入されてあり、該補修箇所にこれからベース塗料であるメタリック系水性塗料の吹付け塗装を行うための準備段階で、塗装ブース1の温度をセッティング中である。このときは噴霧ノズル33a、33bと蒸気発生器33cは停止中で、熱交換器34a、34bは稼働中、流出ダンパー39が開放、開口ダンパー38は閉じている。また、空調装置2の吸気ダンパー22とリターンダンパー28は開放され、シロッコファン25は稼働、ボイラー26は停止している。一方、塗装ブース1からの排気手段であるシロッコファン15は停止している。
【0044】
前記空調装置2のシロッコファン25による吸引により外気は温冷加湿エアーボックス3の外気取入れ口32から取入れられて熱交換器34a、34bを通過する。熱交換により加温又は冷却された外気は流出路35に至る。ここでその一部はジェットポンプ41の空気噴射によって還流ダクト4に還流し、誘導板42に誘導されて前記外気取入れ口32から再度加温又は冷却にまわり、その他は流出ダンパー39から塗装ブース1の吸気口21へと導かれる。
【0045】
ここからは、吸気ダンパー22、外気フィルター24、シロッコファン25を経て供給流路27から塗装ブース1の天井裏へと供給され、塗装ブース1内に搬入した前記自動車のボディも一緒に予冷温する。これにより前記塗装ブース1の備えたシロッコファン15を停止したまま稼働することで空調された外気は塗装ブース1内に篭もらせることができる。これによりシロッコファン15の電力消費は省かれるので省エネルギーでエコロジーな稼働が可能である。
【0046】
図1においては、これから塗装作業者が塗装ブース1内に入って作業を行うために塗装ブース1内の室温を概ね+18℃から+25℃前後に安定させるべく、外気温が+8℃のこのとき、暖房が必要として前記熱交換器34a、34bには一般にチラーと呼ばれる図示しない冷熱装置により+25℃の温水を循環させてあり、凡そ15分も要せずに+18℃まで室温は昇温した。ちなみに本実施例に使用した前記チラーの循環水は、冷却時は+5℃までの冷水を、加温時は+25℃から+50℃までの温水を循環することができるが、設置使用される場所が温暖地域で冷却水が+5℃よりも低温が必要であれば、冷却水を一般にブラインと呼ばれる不凍液体に置き換えたチラーを用いることも可能である。
【0047】
続いて図2の吹付け塗装工程について説明する。図2に示す温冷加湿エアーボックス3を後付けした前記塗装ブース1の中に図示しない自動車ボディに吹付け塗装を行う作業従事者が入って塗装作業を行う工程であり、温冷加湿エアーボックス3の噴霧ノズル33a、33bからは水が噴霧され、熱交換器34a、34bにも前述の如く外気温に対応する温水又は冷水が循環されている。また、その下流に配置された蒸気発生器33cも水蒸気を発生させている。流出路35に設けた流出ダンパー39は開放され、延設された開口ダンパー38は閉じられている。一方、この温冷加湿エアーボックス3と接続された塗装ブース1の空調装置2では吸気ダンパー22が開放され、リターンダンパー28は閉じられており、シロッコファン25は稼働しているがボイラー26は停止している。このときは排気手段のシロッコファン15も稼働している。
【0048】
これにより、塗装ブース1の空調装置2のシロッコファン25と排気手段のシロッコファン15による吸引力で外気は外気取入れ口32から取入れられ、噴霧ノズル33a、33bと熱交換器34a、34bにより加湿と加温又は冷却され、蒸気発生器33cによって湿度が最終調整されて流出路35に至る。ここで、その一部はジェットポンプ41の空気噴射によって還流ダクト4に還流し、誘導板42に誘導されて前記外気取入れ口32から再度加湿と加温又は冷却にまわり、その他は流出ダンパー39から塗装ブース1の吸気口21へと導かれる。
【0049】
ここからは、吸気ダンパー22、外気フィルター24、シロッコファン25を経て供給流路27から塗装ブース1の天井裏へと供給され、天井フィルター11でろ過しながら満遍なく均一に下降する。吹付けにより拡散して浮遊する余剰の塗料ミストを床下フィルター12と排気フィルター14でろ過してからシロッコファン15により排気ダクト16から外気側へ排気される。これにより、常に新鮮な外気を取入れて冷暖房と加湿を行い塗装ブース1内に供給し、フィルター12、14を通した後に汚れた空気を使い捨てとすることにより、余剰の塗料ミストなどによる汚れた空気を循環して再利用する必要はない。
【0050】
因みに、この塗装ブース1内には図示しない後付けの湿度センサーが設置され、これと連動する電磁弁により相対湿度が60%RHを超えると加湿水の供給を遮断し、55%RH以下になると加湿水の供給が再開されるべく加湿の自動制御と、手動でのON−OFFも可能としている。
【0051】
【表1】

【0052】
本実施例における塗装ブース1の内寸法は4.59メートル×7.23メートル×2.55メートルで凡そ84.6立方メートルであり、その送風量は1分間で概ね300立方メートルから400立方メートルである。前述の塗装工程において表1は、ある日の午前10時00分にベース塗料であるメタリック系水性塗料の吹付け塗装を行うための準備段階を迎え、外気温が+8℃で湿度が67%RHであったため、前記塗装ブース1と温冷加湿エアーボックス3の熱交換器34a、34bによる暖房を起動した。ちなみに、この熱交換器34a、34bには+25℃の温水を循環してある。10時15分では塗装ブース1内の室温が+18℃へと9℃上昇し、湿度が33%RHへと低下した。
【0053】
その30分後でも+18℃、32%RHと安定が確認されたので加湿器の噴霧ノズル33aを手動で稼働した。これにより15分後の11時00分では+17℃、44%RHと湿度が上昇、11時30分で+17℃、46%RHに安定した。この時点で噴霧ノズル33bも手動で稼働した結果、15分後には+17℃、57%RHに湿度が上昇して安定したので塗装作業を開始した。12時15分に至り更に蒸気発生器33cも加えて加湿したところ、作業環境に概ね適した+18℃と、水性塗料の吹付けに概ね適した57%RHから61%RHの範囲で安定した。これにより寒冷期における水性塗料は粘度が高くなることから吹付けた塗装面が厚くなり過ぎる傾向にあり平滑性が損なわれやすいといった問題は適度な暖房環境と加湿環境が得られたことで解消することができた。
【0054】
【表2】
【0055】
表2は別の日の実測データであり、12時00分では外気温が+30℃で湿度が30%RHであったため、前記塗装ブース1と温冷加湿エアーボックス3の熱交換器34a、34bによる冷房を起動した。この熱交換器34a、34bには+5℃の冷水を循環している。12時15分では室温が+22℃まで低下し湿度は46%RHに上昇した。その15分後には+20℃、51%RHと概ね水性塗料の吹付け条件を満たす値となり塗装作業を開始した。13時00分に噴霧ノズル33aを稼働すると+18℃から+19℃、58%RHから62%RHと安定、更に14時00分には噴霧ノズル33bを追加稼働したが+18℃、62%RHから63%RHと塗装に適した値を維持した。外気温が低下してきた15時00分に蒸気発生器33cも加えた結果、+17℃、68%RHから70%RHと若干の温度低下傾向と多湿傾向が確認された。この場合、蒸気発生器33cは敢えて稼働させる必要はなく、適度な温度と湿度が得られた段階で留めることも好ましくかつ容易なことである。
【0056】
当初の外気温が+30℃であったにも拘らずその15分後には+22℃まで塗装ブース1内を下げ、更に15分後には+20℃まで引き下げることができたことにより作業従事者は快適に吹付け塗装を行えるようになった。この結果、暑さで汗が流れ出すこともなく、飛び散った汗の飛沫が塗装中のボディ表面に付着して塗装面の品質を著しく損ねてしまうといった問題は適度な冷房環境が得られた結果解消され、湿度低下によって表面から乾燥が進みメタリック系水性塗料の塗り重ね部に黒ずみが生じてしまうなどの問題も、適度な湿度環境が得られたことから解消することができた。
【0057】
続いて、図1に戻り塗装面の焼付け工程について説明する。図2による吹付け塗装がなされた後、前述の吹付け塗装箇所に図示しない赤外線ランプを照射するために再び塗装作業者が塗装ブース1内に入って当該赤外線ランプ位置をセットしようとしている段階で、塗装ブース1内の室温を概ね+18℃から+25℃前後に安定させるべく、空調装置2のリターンダンパー28は開放されボイラー26と排気手段のシロッコファン15は停止している。これにより、前記空調装置2のシロッコファン25により外気は温冷加湿エアーボックス3の外気取入れ口32から取入れられて熱交換器34a、34bを通過し、熱交換により加温又は冷却された外気は流出路35に至る。
【0058】
ここでその一部はジェットポンプ41の空気噴射によって還流ダクト4に還流し、誘導板42に誘導されて前記外気取入れ口32から再度加温又は冷却にまわり、その他は流出ダンパー39から塗装ブース1の吸気口21へと導かれる。ここからは、吸気ダンパー22、外気フィルター24、シロッコファン25を経て供給流路27から塗装ブース1の天井裏へと供給され、塗装ブース1内で塗装された自動車のボディも一緒に予冷温する。これにより前記塗装ブース1の備えた排気手段のシロッコファン15を停止したまま熱交換器34a、34bで空調された外気を塗装ブース1内に供給することとなり、空調された外気は塗装ブース1内に篭もらせることができる。この結果、シロッコファン15の電力消費は省かれ省エネルギーでエコロジーな稼働が可能である。
【0059】
前記焼付け工程では、吹付け塗装時の加湿によって湿った匡体31や流出路35空調装置2内部、天井フィルター11などから水分が放出されるので適度な湿度が維持される。これにより過度の乾燥による静電気の発生などで浮遊する塵挨が塗装箇所に付着するのが抑制される。また、塗装ブース1内で行われる焼付けは塗装箇所に前記赤外線ランプを照射し、併せて図示しないジェットブローを吹きかけて乾燥を促している。この焼付け工程を終えたらまた吹付け塗装と焼付けを数回繰り返し、その後に仕上げ塗料となるクリア塗料を吹付けて焼付けを概ね2回ほど繰り返す。
【0060】
このクリア塗料は有機溶媒系塗料を使用しており、この吹付け塗装において加湿は不要であるが、塗装ブース1内に入って吹付け作業を行うため、温冷加湿エアーボックス3の冷暖房機能を利用するので適度な温度環境であると共に、このクリア塗料の吹付けにより蒸散される人体に好ましくない有機溶媒を含む汚れた空気は浮遊する余剰の塗料ミストと共に前記フィルター12、14を通した後に使い捨てられるので、作業従事者の健康にもよい。
【0061】
クリア塗料の吹付けと焼付けが終了したら乾燥工程に移る。図3によりこの乾燥工程について説明する。温冷加湿エアーボックス3はボイラー26を備えていないことから、最短距離で空調装置2の吸気口21へと外気を吸入しようと開口37の開口ダンパー38が開放し、流出ダンパー39は閉じている。このため温冷加湿エアーボックス3の匡体31側とは流路として繋がっていない。これに対して塗装ブース1の吸気ダンパー22とリターンダンパー28は開放しシロッコファン25とボイラー26は稼働しているが、排気手段のシロッコファン15は停止している。
【0062】
これにより、開口37から開口ダンパー38を経て吸引された外気は、吸気口21、吸気ダンパー22、外気フィルター24、シロッコファン25、ボイラー26を経て供給流路27から塗装ブース1本体へと概ね+60℃に加熱された外気が供給されるが、前記開放したリターンダンパー28を経てその一部が吸気流路23へと還流されて再加熱可能としている。このときは排気手段のシロッコファン15は前述の通り停止しており、ボイラー26で加熱された外気を塗装ブース1内に篭もりやすくして加熱効率を引き上げている。
【0063】
前記乾燥工程により、ボイラー26によって概ね+60℃に加熱された熱風が塗装ブース1内に供給されることにより、前記塗装工程での加湿によって湿り気を含んだ各種フィルター11、12、14や壁面はよく乾燥されるので塗装ブース1本体におけるカビや腐食の発生を抑えることができる。
【0064】
乾燥工程が終わると図4に示す塗装ブース1内の冷却が必要である。前述の乾燥工程と外気の流れは類似しているが、リターンダンパー28は閉じ、ボイラー26も稼働していない。これにより、開口37から開口ダンパー38を経て吸引された外気は、吸気口21、吸気ダンパー22、外気フィルター24、シロッコファン25を経て供給流路27から塗装ブース1本体へと外気が直接供給される。
【0065】
このように実施例1による温冷加湿エアーボックス3を後付けした既設の塗装ブース1は、適度に加湿と加温又は冷却された外気を塗装ブース1内に供給可能となり、かつ、汚れた空気はフィルター12、14を通した後に外気側へ排気することが実現したので、水性塗料や有機溶媒系塗料の別なく作業従事者が該塗装ブース1内に入っての作業に際しても冷暖房により四季を通じて快適な作業が行えるようになったことから塗装ブース1内作業の安全性も向上させることができた。
【0066】
また、メタリック系水性塗料を吹付け塗装した自動車のボディは寒冷期では塗装面が厚くなり過ぎる傾向から平滑性が損なわれやすいといった問題や、夏場において作業従事者から流れ出した汗の飛沫が飛び散ることにより、塗装面の品質を著しく損ねてしまうといった問題、更に湿度低下による塗り重ね部の黒ずみなどの問題が解消されたと共に、汚れた空気の循環再利用によりフィルター12、14でろ過しきれなかった浮遊する余剰の塗料ミストの量を増やすこともなく、加湿により静電気の発生を抑えたことで、浮遊塵挨の付着などによる塗装不具合も未然に防止することができた。
【0067】
こうした温冷加湿エアーボックス3を後付けしたことで既設の塗装ブース1は、水性塗料の吹付け塗装に適した塗装ブース1となり得たが、既設の塗装ブース1本来の機能は何ら損なわれていないので、有機溶媒系塗料を使用した前記クリア塗料の吹付け塗装においては温冷加湿エアーボックス3の加湿機能を停止し、冷暖房機能を利用することで従来通り支障なく吹付け塗装を行うことが可能であると共に、吹付け作業など塗装ブース1内作業に適した快適な作業環境を実現することができた。
【実施例2】
【0068】
実施例2は本発明の温冷加湿エアーボックス3を塗装ブース1の側面に配置した構成であり、その概要を図5により説明する。この配置による温冷加湿エアーボックス3は実施例1における温冷加湿エアーボックス3の外気取入れ口32と還流ダクト4を上方にして前記塗装ブース1の側面に配置してあり、該温冷加湿エアーボックス3の流出部35を吸気口21に向けて延設し、該吸気口21と接続する接続部36、流出ダンパー39、開口37、開口ダンパー38をそれぞれ設けたもので、実施例1の発明と配置形態は異なるものの、同様な機能を有するものであり、設置スペースに制約がある場合などに有効な構成である。
【0069】
実施例1及び実施例2により小規模な既設の密封型塗装ブース1の上部、或いは側面に本発明による接続部36を備えた後付けの温冷加湿エアーボックス3を組み合わせることで、1分間で概ね300立方メートルから400立方メートルと大量な外気を吸引する前記塗装ブース1においても大掛かりな改造を要すことなく該塗装ブース1内の適度な温度が概ね+18℃から+25℃前後となる冷暖房機能を、また、水性塗料を吹付ける際の湿度は概ね50%RHから60%RH前後となる加湿機能とを実現した。
【0070】
これにより、冷暖房装置と加湿装置を備えていない既設の塗装ブース1に簡単な方法で後付けが可能であり、四季を通して作業温度をできるだけ平準化させるための十分な冷暖房機能と、水性塗料の乾燥時間を抑制するための加湿機能とを備えたことにより、常に新鮮な外気を取入れて冷暖房と加湿を行い塗装ブース1内に供給し、塗装後の空気はフィルター11、14を通した後に汚れた空気を使い捨てとすることにより、余剰の塗料ミストなどによる汚れた空気を循環して再利用する必要がない温冷加湿エアーボックス3の提供を可能とした。
【0071】
以上、本実施例を詳述したが、本発明は前記実施例に限定されるものではなく、本発明の要旨の範囲内で種々の変形実施が可能である。例えば、既設の塗装ブース1は既に設置してあるものに限らず、これから導入設置する塗装ブース1が冷暖房と加湿機能を備えていなければ、これを設置するときに一緒に本発明の温冷加湿エアーボックス3を用意して設置してもよい。また、機能が類似しながら異なる構造の吸気口21を備えた塗装ブース1にあっても、その塗装ブース1に合わせた接続部36とすることにより前記異なる吸気口21と接続し、該接続部36から加湿と冷暖房された外気を供給できれば足りうることであり、使い易さを配慮して適時選定すればよい。
【産業上の利用可能性】
【0072】
本発明は液体塗料を吹付け塗装をする塗装ブースに関する。
【符号の説明】
【0073】
1 塗装ブース
2 空調装置
3 温冷加湿エアーボックス
4 還流ダクト
11 天井フィルター
12 床下フィルター
15 シロッコファン
16 排気ダクト
21 吸気口
22 吸気ダンパー
23 吸気流路
25 シロッコファン
26 ボイラー
27 供給流路
28 リターンダンパー
31 匡体
31a 中仕切り壁
32 外気取入れ口
33a 噴霧ノズル
33b 噴霧ノズル
33c 蒸気発生器
34a 熱交換器
34b 熱交換器
35 流出路
36 接続部
37 開口
38 開口ダンパー
39 流出ダンパー
41 ジェットポンプ
【技術分野】
【0001】
本願発明は、吸引した外気を塗装ブースの内部に供給する装置を備えた密封型塗装ブースに付属するものである。
【背景技術】
【0002】
自動車整備工場などで自動車ボディのキズや凹みを補修すると、仕上げに液体塗料の吹付け塗装がなされるのが一般的であるが、有機溶媒系塗料には人体に好ましくない有機溶媒成分が含まれており、吹付け塗装によって塗料に含まれる有機溶媒ガスが蒸散すると共に、余剰の塗料ミストが浮遊する。このため、蒸散される有機溶媒ガスの排気と、塗料ミストの外部飛散防止と、を考慮して、この吹付け塗装時には外気を吸引して塗装ブース内に供給し、前記有機溶媒ガスと共に浮遊する前記余剰の塗料ミストをフィルターでろ過してからこれら汚れた空気を外気側へ排気する密封型の塗装ブースが用いられるようになった。このような塗装ブースでは、着色されたベース塗料や仕上げのクリア塗料を吹付ける度に吹付けた塗装面に赤外線ランプを照射して焼付け、また吹付けて焼付けるといった作業を数回繰り返し、最後に塗装面を熱風乾燥させるために吸引した外気を所定の温度まで加熱してから前記塗装ブース内に供給されていた。
【0003】
こうした密封型の塗装ブースとして特許文献1に示す塗装ブースは、熱風発生装置と排気装置を備える塗装ブースにおいて、冷風発生装置を設け、この冷風発生装置は冷凍機と送風装置を具備してあり、塗装面の乾燥を終えた後に速やかに冷却ができる塗装ブースを提供している。特許文献1によるこの塗装ブースは、該塗装ブースの設計段階から十分な冷却能力を持つ冷凍機を組み込むことができるので、前記熱風で乾燥を終えた自動車ボディを短時間で冷却することが可能となることは容易に窺い知れる。
【0004】
一方の特許文献2による塗装ブースは、自動車ボディを構成する部材を流れ作業により塗装するための塗装ライン上で行なわれる塗装方法であって、部材を水性塗料で中塗り塗装する中塗工程などにおいて、加湿することにより前記部材の塗装不具合は水性塗料の乾燥時間を調整して抑制し、塗装ラインで消費されるエネルギーを削減すると共に、塗装ラインの構築に要するスペースを縮小することができる塗装方法を提供している。この特許文献2によればその実施例として床に散水して加湿するとあり、塗装作業者のブース内作業を伴わない大規模な塗装ブースを対象にしていることが窺える。
【0005】
これら2つの先行技術は、何れも塗装面の乾燥を終えた後、速やかに冷却ができる塗装ブースに関するものや、連続する塗装ラインにおける塗装ブース内の加湿に関するものである。最近において、環境面に配慮した一般にVOC対策と呼ばれる揮発性有機化合物の使用量を削減する対応が社会的にも叫ばれており、自動車修理工場においても有機溶媒含有量が少ない前記水性塗料は使用拡大傾向が見られる。
【0006】
しかし、近年においても一般的な自動車整備工場などが備える小規模な密封型の塗装ブースでは1室の塗装ブース内で作業従事者が中に入っての吹付け塗装と赤外線ランプによる焼付けを数回繰り返して行い、続いて熱風を供給して塗装面を乾燥、外気を吸引して冷却、また別の自動車に入れ換えて吹付け塗装と焼付け、熱風乾燥、冷却が時系列的に繰り返されており、具備する設備も吹付けた塗装面の乾燥を目的としてボイラーとファンなどによる熱風発生手段は備えているものの、作業環境を目的として塗装ブース内温度を、四季を通して平準化させるための冷暖房手段や、水性塗料の乾燥時間を抑制するための加湿手段を持たないものが多い状況にある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平07−256167号公報
【特許文献2】特許公開2010−036126号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
こうした小規模な塗装ブースでは、寒冷期における水性塗料は粘度が高くなることから吹付けた塗装面が厚くなり過ぎる傾向にあり平滑性が損なわれやすい。また、猛暑日が続く夏場において外気温が+30℃前後となると、このような外気を吸引する塗装ブース内の温度はこれ以上に高温となり劣悪な作業環境となってしまい、塗装ブース内に蒸散され人体に好ましくない塗料起因の有機溶媒ガスと共に作業従事者の健康を損なう恐れもある。また、このような環境下では作業従事者から汗が流れ出し、作業に伴ってその飛沫が飛び散ることにより、その飛沫が塗装中のボディ表面に付着すれば塗装面の品質を著しく損ねてしまうといった問題も頻発していた。
【0009】
また、冷房装置を具備しないこうした塗装ブースにおいては稼動時間が長くなるにつれて塗装ブース内の温度が上昇する傾向にあり、温度上昇に伴って塗装ブース内の相対湿度が低下することにより溶媒である水の蒸発が促進されるため、水性塗料を吹付け塗装する場合は噴霧した塗料の乾燥が早くなってしまう。
【0010】
通常、広い面積を吹付け塗装するにはいくらかの塗り重ね部を作りながら塗り広げられる。ここで沸点の異なる複数種の溶媒が混合使用されている有機溶媒系塗料は中に含まれる比較的高沸点な有機溶媒が表面乾燥に伴う急な高分子化の進行を抑制してくれると共に、塗り重ねた上層の塗料にも含まれる溶解度に優れた有機溶媒が下層となった塗装面にも影響を及ぼすので上下の2層は融合しやすく、これが例えばメタリック系塗料であっても上下2層のメタリック微粒子同士の均質な分散が得られやすい。
【0011】
これに対して、有機溶媒含有量が少ないため殆ど溶解力を持たず乳化剤の助けを借りて水に分散している水性塗料では、湿度が低下した空気に触れると表面から乾燥が始まり高分子化が進む。したがって表面から乾燥と高分子化が進んだ下層の塗料に対して塗り重ねた上層の塗料に含まれる水分で再び溶解させることは困難であり、この塗料がメタリック系水性塗料であれば上下2層のメタリック微粒子同士の均質な分散が妨げられて黒ずみを生じてしまうなどの問題もあった。こうした状況から、水性塗料の吹付け塗装には、塗り重ねによる塗装面の品質を確保するためにも適度な湿度環境が必要である。
【0012】
よって、冷暖房装置と加湿装置を備えていない既設の密封型塗装ブースに簡単な方法で後付けが可能であり、四季を通して作業温度をできるだけ平準化させるための冷暖房手段と、水性塗料の乾燥時間を抑制するための加湿手段とを備え、常に新鮮な外気を取入れて冷暖房と加湿を行い塗装ブース内に供給し、フィルターを通した後に汚れた空気を使い捨てとすることにより、余剰の塗料ミストなどによる汚れた空気を循環して再利用しないで済む温冷加湿エアーボックスを提供することを目的とする。
【課題を解決するための手段】
【0013】
上記目的を達成するために、本願発明の請求項1に係る温冷加湿エアーボックスは、少なくとも吸気口から吸気ダンパーを経て外気を吸引する吸気流路と、該吸気流路に内設された送風手段及び加熱手段と、加熱された外気を塗装ブース内に供給する供給流路と、からなる供給手段と、前記塗装ブース内の空気はフィルターを通して排気する排気手段と、を備え、前記吸気流路と供給流路とを繋いでそこにリターンダンパーを具設し、前記加熱された外気の一部を供給流路から吸気流路にリターン可能とした既設の密封型塗装ブースにおいて、これとは別体に、外気取入れ口から取入れた外気に水を噴霧して加湿する加湿器と、その下流に加温又は冷却する熱交換器と、からなる空調手段を内設した匡体と、空調された空気を前記塗装ブースの吸気口に流出する流出路と、該流出路に設けて前記塗装ブースの吸気口を覆うように接続する接続手段と、該接続手段を越えて前記流出路を延設した先には前記匡体を介さずに前記吸気口へ直接外気を流入可能とする開口と、を備え、該開口と前記流出路とにそれぞれ開口ダンパーと流出ダンパーを配設することにより、前記塗装ブースに後付け可能な温冷加湿流路となしたことを特徴とする。
【0014】
請求項1の構成によれば、送風手段を持たないこの温冷加湿エアーボックスは、既設の密封型塗装ブースとは別体に、外気取入れ口から取入れた外気に水を噴霧して加湿する加湿器と、その下流に加温又は冷却する熱交換器と、からなる空調手段を内設した匡体は接続手段により空気流路が繋がれた前記塗装ブースの送風手段や排気手段による吸引力で外気を取り入れ可能とし、取入れた外気を匡体に内設した水の噴霧により加湿することが可能となり、併せて熱交換器により加温又は冷却することが可能となる。
【0015】
前記加湿器、及び熱交換器はそれぞれ1台ずつに限らず複数台を備えることが可能であり、これによりそれぞれの稼働台数を増減して塗装ブース内の湿度と温度を調整することができる。
【0016】
また、このようにして空調された空気を前記塗装ブースの吸気口に流出する流出路と、該流出路に設けて前記塗装ブースの吸気口を覆うように接続する接続手段と、該接続手段を越えて前記流出路を延設した先には前記匡体を介さずに前記吸気口へ直接外気を流入可能とする開口と、を備え、該開口と前記流出路とにそれぞれ開口ダンパーと流出ダンパーを配設することにより、前記塗装ブースに空調空気を流出する際は前記流出ダンパーを開け、開口ダンパーを閉じれば前記匡体から流出路を経て塗装ブースの吸気口を繋ぐ温冷加湿流路となり、また一方で開口ダンパーを開けて流出ダンパーを閉じれば前記開口から流出路を経て塗装ブースの吸気口を繋ぐ外気吸引流路とすることができる。
【0017】
本願発明の請求項2に係る温冷加湿エアーボックスは、請求項1記載の温冷加湿エアーボックスにおいて、前記匡体内は途中まで中仕切壁を立設することにより略U字型に折り返す空気の流路を形成したことを特徴とする。
【0018】
請求項2の構成によれば、この温冷加湿エアーボックスは、前記匡体内は途中まで中仕切壁を立設することにより略U字型に折り返す空気の流路が形成されるので、外気取入れ口は前記開口が延設する流出路と同じ方向に併設することができる。
【0019】
本願発明の請求項3に係る温冷加湿エアーボックスは、請求項2記載の温冷加湿エアーボックスにおいて、前記匡体には還流路と還流用送風手段を具備し、前記流出路を流れる空気の一部を前記外気取入れ口側に還流可能としたことを特徴とする。
【0020】
請求項3の構成によれば、請求項2の構成によって匡体内に略U字型に折り返す空気の流路を形成したことにより、前記流出路と外気取入れ口は同じ方向に併設されるので、流出路の一部と外気取入れ口の一部を繋ぐ還流路を形成可能とし、ここに還流用送風手段を具備することができる。
【0021】
本願発明の請求項4に係る温冷加湿エアーボックスは、請求項1記載の温冷加湿エアーボックスにおいて、前記匡体には水蒸気を発生する蒸気発生器を前記熱交換器の下流に併設したことを特徴とする。
【0022】
請求項4の構成によれば、前記匡体には熱交換器の下流に水蒸気を発生する蒸気発生器を併設したことにより、水を噴霧された外気が熱交換器を通過後に水蒸気による加湿を行うことができる。
【0023】
本発明の請求項5に係る自動車ボディの塗装方法は、請求項1乃至4記載の温冷加湿エアーボックスを用いた塗装ブースにおいて、塗装作業時におけるブース内環境は、好ましくは温度が概ね+18℃から+25℃前後、水性塗料を吹付ける際の湿度は概ね50%RHから60%RH前後であることを特徴とする請求項1乃至4記載の自動車ボディの塗装方法。
【0024】
請求項5の構成によれば、前記請求項1乃至4記載の温冷加湿エアーボックスを用いた塗装ブースにおいて、塗装作業時におけるブース内環境は、冷温加湿エアーボックスによって好ましくは温度が概ね+18℃から+25℃前後、水性塗料を吹付ける際の相対湿度は概ね50%RHから60%RH前後とすることができる。
【発明の効果】
【0025】
請求項1に係る発明によれば、この温冷加湿エアーボックスは、前記接続手段により空気流路が繋がれた塗装ブースの送風手段や排気手段による吸引力で外気を取り入れ、取入れた外気を匡体に内設した水の噴霧による加湿によって吹付けられた水性塗料の乾燥を抑制することができると共に、熱交換器によって加温又は冷却することにより、四季を通して吹付け塗装時の作業温度をできるだけ平準化させることができる。これにより、常に新鮮な外気を取入れて冷暖房と加湿を行い塗装ブース内に供給し、フィルターを通した後に汚れた空気を使い捨てとすることにより、余剰の塗料ミストなどによる汚れた空気を循環して再利用する必要はない。
【0026】
前記加湿器、及び熱交換器は単独に限らず複数台を備えることが可能であり、これによりそれぞれの稼働台数を増減して塗装ブース内の湿度を調整することができると共に熱交換効率を高めるので、より外気の広範囲な温度変動と湿度変動に対して柔軟に対応することが可能となる。
【0027】
また、吹付け塗装前の塗装ブース内を作業環境に適した温度にセッティングする、或いは塗装箇所に赤外線ランプを照射して焼付けるに際しては、加湿装置と塗装ブース内の排気手段とを停止させて外気を吸引しながら冷暖房を行うことにより、加温又は冷却された空気は塗装ブース内に篭もりやすいので排気手段に係る電気エネルギーの消費を抑えることが可能である。
【0028】
請求項2に係る発明によれば、この温冷加湿エアーボックスは、前記匡体内の途中まで中仕切壁を立設することにより略U字型に折り返す空気の流路が形成されるので、匡体をコンパクトに配置することができると共に、外気取入れ口は前記開口が延設する流出路と同じ方向に併設することができるので、塗装ブースを収容する建物の外壁の1面から外気を吸引或いは取入れることができる。
【0029】
請求項3に係る発明によれば、この温冷加湿エアーボックスは、請求項2の構成により匡体内に略U字型に折り返す空気の流路を形成したことで、同じ方向に併設された流出路の一部と外気取入れ口の一部を繋ぐ還流路に具備した還流用送風手段により空調した空気の一部を匡体内に戻すことが可能となり、塗装ブースに供給される空調空気の温度と湿度の急激な変動を減らして安定化が図られると共に冷暖房効率と加湿効率を改善することができる。
【0030】
請求項4に係る発明によれば、前記匡体には熱交換器の下流に水蒸気を発生する蒸気発生器を併設したことにより、水を噴霧された外気が熱交換器を通過することで冷房効果又は暖房効果により湿度が変化した後にも蒸気発生器のON−OFFなどにより湿度の微調整をすることができる。
【0031】
請求項5に係る発明によれば、塗装作業時におけるブース内環境は、好ましくは温度が概ね+18℃から+25℃前後に制御可能な冷暖房手段を獲得することにより、寒冷期は塗料粘度が高くなることから吹付けた塗装面が厚くなり過ぎる傾向にあり平滑性が損なわれやすいといった問題は解消すると共に、夏場は猛暑から開放されるので作業従事者の健康を損なう恐れもない。更に、作業従事者の発汗による塗装面品質の低下を抑えることができると共に、水性塗料を吹付ける際の相対湿度は概ね50%RHから60%RH前後とすることができることにより、メタリック系水性塗料を連続で塗り重ねても先に吹付けられた塗装面は液状を保ち、その上に後から吹付けられた塗装面との間でメタリック微粒子の均質な拡散が得られることから黒ずみを生じてしまうなどの問題も減らすことができる。
【図面の簡単な説明】
【0032】
【図1】図1は本発明の第1の実施例に係る温冷加湿エアーボックスの実施方法を示した吹付け塗装前の塗装ブース内温度セッティング時、及び焼付時のダンパー開閉状態と空気の流れを表す説明図である。
【図2】図2は同上、吹付け塗装時のダンパー開閉状態と空気の流れを表す説明図である。
【図3】図3は同上、熱風乾燥時のダンパー開閉状態と空気の流れを表す説明図である。
【図4】図4は同上、外気を吸引して冷却する時のダンパー開閉状態と空気の流れを表す説明図である。
【図5】図5は第2の実施例に係る温冷加湿エアーボックスを塗装ブースの側面に配置構成を示した説明図である。
【図6】図6は既設の密封型塗装ブースの構成を示す説明図である。
【発明を実施するための形態】
【0033】
以下、本発明を実施するための最良の形態としての実施例を図1から図6に示す透視斜視図により以下に説明する。この中で、実施例1においては塗装ブース1の上部に本発明の温冷加湿エアーボックス3を配置した構成であり、実施例2は塗装ブース1の側面に配置した構成である。これらにより小規模な既設の密封型塗装ブース1に後付けの温冷加湿エアーボックス3を組み合わせることで、前記塗装ブース1の大掛かりな改造を要すことなく塗装ブース1内の適度な加湿と冷暖房を実現した。
【実施例1】
【0034】
実施例の説明に先立ち、本発明の温冷加湿エアーボックス3を後付けする前の小規模な既設の密封型塗装ブース1の概略構成について図6により説明する。図6において、該塗装ブース1は大きく分けて3つのブロックで構成されている。その一つ目は、吸気口21から吸気ダンパー22と外気フィルター24とを経て外気を吸引する吸気流路23と、該吸気流路23に内設された送風手段であるシロッコファン25、及び加熱手段であるボイラー26と、加熱された外気を塗装ブース1の天井裏に供給する供給流路27と、からなる供給手段とで構成され、前記吸気流路23と供給流路27とを繋いでそこにリターンダンパー28を具設した空調装置2。
【0035】
二つ目は前記塗装ブース1の天井裏に供給された外気をろ過しながら満遍なく均一に下降させる天井フィルター11と、図示しない自動車ボディに吹付け塗装することで浮遊する余剰の塗料ミストを塗装ブース1内の床に敷かれたグレーチング13の格子目を通して床下フィルター12がろ過するブース本体部。
【0036】
三つ目は前記床下フィルター12でろ過した空気は排気フィルター14を通してシロッコファン15が排気ダクト16から外気側へ排気する排気手段、とで構成されている。
【0037】
これにより、吹付け塗装を行う際は、図6に示すように吸気ダンパー22は開放され、リターンダンパー28が閉じられており、ボイラー26は停止している。このとき、外気は空調装置2のシロッコファン25の吸引力によって吸気流路23の吸気口21から吸気ダンパー22、外気フィルター24、シロッコファン25、のそれぞれを経て外気温のまま供給流路27から塗装ブース1本体へと供給され、吹付けにより浮遊する余剰の塗料ミストを床下フィルター12と排気フィルター14でろ過してからシロッコファン15により排気ダクト16から外気側へ排気される。この吹付け塗装が終わると同じ状態下で図示しない赤外線ランプにより焼付が行われる。
【0038】
塗装と焼付が終わった塗装面を加熱乾燥する際は、ボイラー26が稼働すると共に吸気ダンパー22とリターンダンパー28が開放される。このときの外気は吸気口21から吸気ダンパー22、外気フィルター24、シロッコファン25、ボイラー26を経て供給流路27から塗装ブース1本体へと加熱した外気が供給されるが、前記開放したリターンダンパー28を経てその一部が吸気流路23へと還流されて再加熱可能としている。このときは排気手段のシロッコファン15は停止しており、ボイラー26で加熱された外気は塗装ブース1内に篭もりやすくして加熱効率を引き上げている。
【0039】
乾燥が終わったらボイラー26を停止してリターンダンパー28を閉じる。このときの外気は吸入口21から吸気ダンパー22、外気フィルター24、シロッコファン25を経て外気温のまま供給流路27から塗装ブース1本体へと供給されるので塗装ブース1内の室温を下げることができる。
【0040】
ここで図1から図4により前述の既設塗装ブース1の上部に後付けした本発明の温冷加湿エアーボックス3について説明する。図2において、温冷加湿エアーボックス3は、匡体31内の途中まで中仕切り壁31aを立設することにより略U字型に折り返す空気の流路を形成してあり、この匡体31には外気取入れ口32から取入れた外気に水を噴霧して加湿する加湿器の噴霧ノズル33aと、その下流に外気温に対応する温水又は冷水を循環して加温又は冷却する熱交換器34aが、続いて前記U字型に折り返してからも同様に噴霧ノズル33bと熱交換器34bからなる空調手段を合わせて2段に内設し、更にその下流には水蒸気を発生して加湿する蒸気発生器33cが配置されている。
【0041】
前記匡体31に延設して前記空調された空気を前記塗装ブース1の吸気口21に流出する流出路35と、該流出路35に設けて塗装ブース1の吸気口21を覆うように接続する接続部36と、該接続部36を越えて前記流出路35を延設した先には前記匡体31を介さずに前記吸気口21へ直接外気を流入可能とする開口37と、を備え、該開口37と前記流出路35とにそれぞれ開口ダンパー38と流出ダンパー39を配設することにより、前記塗装ブース1に後付け可能としている。
【0042】
また、前記温冷加湿エアーボックス3には還流路となる還流ダクト4と、還流用送風手段であるジェットポンプ41と、還流する空気の流れを前記外気取入れ口32側に誘導する誘導板42とを具備し、前記流出路35を流れる空気の一部を前記外気取入れ口32側に還流可能としている。
【0043】
続いて、作業工程順に図を追って説明する。図1に示す既設塗装ブース1には図示しないボディのキズや凹みを補修した自動車が搬入されてあり、該補修箇所にこれからベース塗料であるメタリック系水性塗料の吹付け塗装を行うための準備段階で、塗装ブース1の温度をセッティング中である。このときは噴霧ノズル33a、33bと蒸気発生器33cは停止中で、熱交換器34a、34bは稼働中、流出ダンパー39が開放、開口ダンパー38は閉じている。また、空調装置2の吸気ダンパー22とリターンダンパー28は開放され、シロッコファン25は稼働、ボイラー26は停止している。一方、塗装ブース1からの排気手段であるシロッコファン15は停止している。
【0044】
前記空調装置2のシロッコファン25による吸引により外気は温冷加湿エアーボックス3の外気取入れ口32から取入れられて熱交換器34a、34bを通過する。熱交換により加温又は冷却された外気は流出路35に至る。ここでその一部はジェットポンプ41の空気噴射によって還流ダクト4に還流し、誘導板42に誘導されて前記外気取入れ口32から再度加温又は冷却にまわり、その他は流出ダンパー39から塗装ブース1の吸気口21へと導かれる。
【0045】
ここからは、吸気ダンパー22、外気フィルター24、シロッコファン25を経て供給流路27から塗装ブース1の天井裏へと供給され、塗装ブース1内に搬入した前記自動車のボディも一緒に予冷温する。これにより前記塗装ブース1の備えたシロッコファン15を停止したまま稼働することで空調された外気は塗装ブース1内に篭もらせることができる。これによりシロッコファン15の電力消費は省かれるので省エネルギーでエコロジーな稼働が可能である。
【0046】
図1においては、これから塗装作業者が塗装ブース1内に入って作業を行うために塗装ブース1内の室温を概ね+18℃から+25℃前後に安定させるべく、外気温が+8℃のこのとき、暖房が必要として前記熱交換器34a、34bには一般にチラーと呼ばれる図示しない冷熱装置により+25℃の温水を循環させてあり、凡そ15分も要せずに+18℃まで室温は昇温した。ちなみに本実施例に使用した前記チラーの循環水は、冷却時は+5℃までの冷水を、加温時は+25℃から+50℃までの温水を循環することができるが、設置使用される場所が温暖地域で冷却水が+5℃よりも低温が必要であれば、冷却水を一般にブラインと呼ばれる不凍液体に置き換えたチラーを用いることも可能である。
【0047】
続いて図2の吹付け塗装工程について説明する。図2に示す温冷加湿エアーボックス3を後付けした前記塗装ブース1の中に図示しない自動車ボディに吹付け塗装を行う作業従事者が入って塗装作業を行う工程であり、温冷加湿エアーボックス3の噴霧ノズル33a、33bからは水が噴霧され、熱交換器34a、34bにも前述の如く外気温に対応する温水又は冷水が循環されている。また、その下流に配置された蒸気発生器33cも水蒸気を発生させている。流出路35に設けた流出ダンパー39は開放され、延設された開口ダンパー38は閉じられている。一方、この温冷加湿エアーボックス3と接続された塗装ブース1の空調装置2では吸気ダンパー22が開放され、リターンダンパー28は閉じられており、シロッコファン25は稼働しているがボイラー26は停止している。このときは排気手段のシロッコファン15も稼働している。
【0048】
これにより、塗装ブース1の空調装置2のシロッコファン25と排気手段のシロッコファン15による吸引力で外気は外気取入れ口32から取入れられ、噴霧ノズル33a、33bと熱交換器34a、34bにより加湿と加温又は冷却され、蒸気発生器33cによって湿度が最終調整されて流出路35に至る。ここで、その一部はジェットポンプ41の空気噴射によって還流ダクト4に還流し、誘導板42に誘導されて前記外気取入れ口32から再度加湿と加温又は冷却にまわり、その他は流出ダンパー39から塗装ブース1の吸気口21へと導かれる。
【0049】
ここからは、吸気ダンパー22、外気フィルター24、シロッコファン25を経て供給流路27から塗装ブース1の天井裏へと供給され、天井フィルター11でろ過しながら満遍なく均一に下降する。吹付けにより拡散して浮遊する余剰の塗料ミストを床下フィルター12と排気フィルター14でろ過してからシロッコファン15により排気ダクト16から外気側へ排気される。これにより、常に新鮮な外気を取入れて冷暖房と加湿を行い塗装ブース1内に供給し、フィルター12、14を通した後に汚れた空気を使い捨てとすることにより、余剰の塗料ミストなどによる汚れた空気を循環して再利用する必要はない。
【0050】
因みに、この塗装ブース1内には図示しない後付けの湿度センサーが設置され、これと連動する電磁弁により相対湿度が60%RHを超えると加湿水の供給を遮断し、55%RH以下になると加湿水の供給が再開されるべく加湿の自動制御と、手動でのON−OFFも可能としている。
【0051】
【表1】
【0052】
本実施例における塗装ブース1の内寸法は4.59メートル×7.23メートル×2.55メートルで凡そ84.6立方メートルであり、その送風量は1分間で概ね300立方メートルから400立方メートルである。前述の塗装工程において表1は、ある日の午前10時00分にベース塗料であるメタリック系水性塗料の吹付け塗装を行うための準備段階を迎え、外気温が+8℃で湿度が67%RHであったため、前記塗装ブース1と温冷加湿エアーボックス3の熱交換器34a、34bによる暖房を起動した。ちなみに、この熱交換器34a、34bには+25℃の温水を循環してある。10時15分では塗装ブース1内の室温が+18℃へと9℃上昇し、湿度が33%RHへと低下した。
【0053】
その30分後でも+18℃、32%RHと安定が確認されたので加湿器の噴霧ノズル33aを手動で稼働した。これにより15分後の11時00分では+17℃、44%RHと湿度が上昇、11時30分で+17℃、46%RHに安定した。この時点で噴霧ノズル33bも手動で稼働した結果、15分後には+17℃、57%RHに湿度が上昇して安定したので塗装作業を開始した。12時15分に至り更に蒸気発生器33cも加えて加湿したところ、作業環境に概ね適した+18℃と、水性塗料の吹付けに概ね適した57%RHから61%RHの範囲で安定した。これにより寒冷期における水性塗料は粘度が高くなることから吹付けた塗装面が厚くなり過ぎる傾向にあり平滑性が損なわれやすいといった問題は適度な暖房環境と加湿環境が得られたことで解消することができた。
【0054】
【表2】
【0055】
表2は別の日の実測データであり、12時00分では外気温が+30℃で湿度が30%RHであったため、前記塗装ブース1と温冷加湿エアーボックス3の熱交換器34a、34bによる冷房を起動した。この熱交換器34a、34bには+5℃の冷水を循環している。12時15分では室温が+22℃まで低下し湿度は46%RHに上昇した。その15分後には+20℃、51%RHと概ね水性塗料の吹付け条件を満たす値となり塗装作業を開始した。13時00分に噴霧ノズル33aを稼働すると+18℃から+19℃、58%RHから62%RHと安定、更に14時00分には噴霧ノズル33bを追加稼働したが+18℃、62%RHから63%RHと塗装に適した値を維持した。外気温が低下してきた15時00分に蒸気発生器33cも加えた結果、+17℃、68%RHから70%RHと若干の温度低下傾向と多湿傾向が確認された。この場合、蒸気発生器33cは敢えて稼働させる必要はなく、適度な温度と湿度が得られた段階で留めることも好ましくかつ容易なことである。
【0056】
当初の外気温が+30℃であったにも拘らずその15分後には+22℃まで塗装ブース1内を下げ、更に15分後には+20℃まで引き下げることができたことにより作業従事者は快適に吹付け塗装を行えるようになった。この結果、暑さで汗が流れ出すこともなく、飛び散った汗の飛沫が塗装中のボディ表面に付着して塗装面の品質を著しく損ねてしまうといった問題は適度な冷房環境が得られた結果解消され、湿度低下によって表面から乾燥が進みメタリック系水性塗料の塗り重ね部に黒ずみが生じてしまうなどの問題も、適度な湿度環境が得られたことから解消することができた。
【0057】
続いて、図1に戻り塗装面の焼付け工程について説明する。図2による吹付け塗装がなされた後、前述の吹付け塗装箇所に図示しない赤外線ランプを照射するために再び塗装作業者が塗装ブース1内に入って当該赤外線ランプ位置をセットしようとしている段階で、塗装ブース1内の室温を概ね+18℃から+25℃前後に安定させるべく、空調装置2のリターンダンパー28は開放されボイラー26と排気手段のシロッコファン15は停止している。これにより、前記空調装置2のシロッコファン25により外気は温冷加湿エアーボックス3の外気取入れ口32から取入れられて熱交換器34a、34bを通過し、熱交換により加温又は冷却された外気は流出路35に至る。
【0058】
ここでその一部はジェットポンプ41の空気噴射によって還流ダクト4に還流し、誘導板42に誘導されて前記外気取入れ口32から再度加温又は冷却にまわり、その他は流出ダンパー39から塗装ブース1の吸気口21へと導かれる。ここからは、吸気ダンパー22、外気フィルター24、シロッコファン25を経て供給流路27から塗装ブース1の天井裏へと供給され、塗装ブース1内で塗装された自動車のボディも一緒に予冷温する。これにより前記塗装ブース1の備えた排気手段のシロッコファン15を停止したまま熱交換器34a、34bで空調された外気を塗装ブース1内に供給することとなり、空調された外気は塗装ブース1内に篭もらせることができる。この結果、シロッコファン15の電力消費は省かれ省エネルギーでエコロジーな稼働が可能である。
【0059】
前記焼付け工程では、吹付け塗装時の加湿によって湿った匡体31や流出路35空調装置2内部、天井フィルター11などから水分が放出されるので適度な湿度が維持される。これにより過度の乾燥による静電気の発生などで浮遊する塵挨が塗装箇所に付着するのが抑制される。また、塗装ブース1内で行われる焼付けは塗装箇所に前記赤外線ランプを照射し、併せて図示しないジェットブローを吹きかけて乾燥を促している。この焼付け工程を終えたらまた吹付け塗装と焼付けを数回繰り返し、その後に仕上げ塗料となるクリア塗料を吹付けて焼付けを概ね2回ほど繰り返す。
【0060】
このクリア塗料は有機溶媒系塗料を使用しており、この吹付け塗装において加湿は不要であるが、塗装ブース1内に入って吹付け作業を行うため、温冷加湿エアーボックス3の冷暖房機能を利用するので適度な温度環境であると共に、このクリア塗料の吹付けにより蒸散される人体に好ましくない有機溶媒を含む汚れた空気は浮遊する余剰の塗料ミストと共に前記フィルター12、14を通した後に使い捨てられるので、作業従事者の健康にもよい。
【0061】
クリア塗料の吹付けと焼付けが終了したら乾燥工程に移る。図3によりこの乾燥工程について説明する。温冷加湿エアーボックス3はボイラー26を備えていないことから、最短距離で空調装置2の吸気口21へと外気を吸入しようと開口37の開口ダンパー38が開放し、流出ダンパー39は閉じている。このため温冷加湿エアーボックス3の匡体31側とは流路として繋がっていない。これに対して塗装ブース1の吸気ダンパー22とリターンダンパー28は開放しシロッコファン25とボイラー26は稼働しているが、排気手段のシロッコファン15は停止している。
【0062】
これにより、開口37から開口ダンパー38を経て吸引された外気は、吸気口21、吸気ダンパー22、外気フィルター24、シロッコファン25、ボイラー26を経て供給流路27から塗装ブース1本体へと概ね+60℃に加熱された外気が供給されるが、前記開放したリターンダンパー28を経てその一部が吸気流路23へと還流されて再加熱可能としている。このときは排気手段のシロッコファン15は前述の通り停止しており、ボイラー26で加熱された外気を塗装ブース1内に篭もりやすくして加熱効率を引き上げている。
【0063】
前記乾燥工程により、ボイラー26によって概ね+60℃に加熱された熱風が塗装ブース1内に供給されることにより、前記塗装工程での加湿によって湿り気を含んだ各種フィルター11、12、14や壁面はよく乾燥されるので塗装ブース1本体におけるカビや腐食の発生を抑えることができる。
【0064】
乾燥工程が終わると図4に示す塗装ブース1内の冷却が必要である。前述の乾燥工程と外気の流れは類似しているが、リターンダンパー28は閉じ、ボイラー26も稼働していない。これにより、開口37から開口ダンパー38を経て吸引された外気は、吸気口21、吸気ダンパー22、外気フィルター24、シロッコファン25を経て供給流路27から塗装ブース1本体へと外気が直接供給される。
【0065】
このように実施例1による温冷加湿エアーボックス3を後付けした既設の塗装ブース1は、適度に加湿と加温又は冷却された外気を塗装ブース1内に供給可能となり、かつ、汚れた空気はフィルター12、14を通した後に外気側へ排気することが実現したので、水性塗料や有機溶媒系塗料の別なく作業従事者が該塗装ブース1内に入っての作業に際しても冷暖房により四季を通じて快適な作業が行えるようになったことから塗装ブース1内作業の安全性も向上させることができた。
【0066】
また、メタリック系水性塗料を吹付け塗装した自動車のボディは寒冷期では塗装面が厚くなり過ぎる傾向から平滑性が損なわれやすいといった問題や、夏場において作業従事者から流れ出した汗の飛沫が飛び散ることにより、塗装面の品質を著しく損ねてしまうといった問題、更に湿度低下による塗り重ね部の黒ずみなどの問題が解消されたと共に、汚れた空気の循環再利用によりフィルター12、14でろ過しきれなかった浮遊する余剰の塗料ミストの量を増やすこともなく、加湿により静電気の発生を抑えたことで、浮遊塵挨の付着などによる塗装不具合も未然に防止することができた。
【0067】
こうした温冷加湿エアーボックス3を後付けしたことで既設の塗装ブース1は、水性塗料の吹付け塗装に適した塗装ブース1となり得たが、既設の塗装ブース1本来の機能は何ら損なわれていないので、有機溶媒系塗料を使用した前記クリア塗料の吹付け塗装においては温冷加湿エアーボックス3の加湿機能を停止し、冷暖房機能を利用することで従来通り支障なく吹付け塗装を行うことが可能であると共に、吹付け作業など塗装ブース1内作業に適した快適な作業環境を実現することができた。
【実施例2】
【0068】
実施例2は本発明の温冷加湿エアーボックス3を塗装ブース1の側面に配置した構成であり、その概要を図5により説明する。この配置による温冷加湿エアーボックス3は実施例1における温冷加湿エアーボックス3の外気取入れ口32と還流ダクト4を上方にして前記塗装ブース1の側面に配置してあり、該温冷加湿エアーボックス3の流出部35を吸気口21に向けて延設し、該吸気口21と接続する接続部36、流出ダンパー39、開口37、開口ダンパー38をそれぞれ設けたもので、実施例1の発明と配置形態は異なるものの、同様な機能を有するものであり、設置スペースに制約がある場合などに有効な構成である。
【0069】
実施例1及び実施例2により小規模な既設の密封型塗装ブース1の上部、或いは側面に本発明による接続部36を備えた後付けの温冷加湿エアーボックス3を組み合わせることで、1分間で概ね300立方メートルから400立方メートルと大量な外気を吸引する前記塗装ブース1においても大掛かりな改造を要すことなく該塗装ブース1内の適度な温度が概ね+18℃から+25℃前後となる冷暖房機能を、また、水性塗料を吹付ける際の湿度は概ね50%RHから60%RH前後となる加湿機能とを実現した。
【0070】
これにより、冷暖房装置と加湿装置を備えていない既設の塗装ブース1に簡単な方法で後付けが可能であり、四季を通して作業温度をできるだけ平準化させるための十分な冷暖房機能と、水性塗料の乾燥時間を抑制するための加湿機能とを備えたことにより、常に新鮮な外気を取入れて冷暖房と加湿を行い塗装ブース1内に供給し、塗装後の空気はフィルター11、14を通した後に汚れた空気を使い捨てとすることにより、余剰の塗料ミストなどによる汚れた空気を循環して再利用する必要がない温冷加湿エアーボックス3の提供を可能とした。
【0071】
以上、本実施例を詳述したが、本発明は前記実施例に限定されるものではなく、本発明の要旨の範囲内で種々の変形実施が可能である。例えば、既設の塗装ブース1は既に設置してあるものに限らず、これから導入設置する塗装ブース1が冷暖房と加湿機能を備えていなければ、これを設置するときに一緒に本発明の温冷加湿エアーボックス3を用意して設置してもよい。また、機能が類似しながら異なる構造の吸気口21を備えた塗装ブース1にあっても、その塗装ブース1に合わせた接続部36とすることにより前記異なる吸気口21と接続し、該接続部36から加湿と冷暖房された外気を供給できれば足りうることであり、使い易さを配慮して適時選定すればよい。
【産業上の利用可能性】
【0072】
本発明は液体塗料を吹付け塗装をする塗装ブースに関する。
【符号の説明】
【0073】
1 塗装ブース
2 空調装置
3 温冷加湿エアーボックス
4 還流ダクト
11 天井フィルター
12 床下フィルター
15 シロッコファン
16 排気ダクト
21 吸気口
22 吸気ダンパー
23 吸気流路
25 シロッコファン
26 ボイラー
27 供給流路
28 リターンダンパー
31 匡体
31a 中仕切り壁
32 外気取入れ口
33a 噴霧ノズル
33b 噴霧ノズル
33c 蒸気発生器
34a 熱交換器
34b 熱交換器
35 流出路
36 接続部
37 開口
38 開口ダンパー
39 流出ダンパー
41 ジェットポンプ
【特許請求の範囲】
【請求項1】
少なくとも吸気口から吸気ダンパーを経て外気を吸引する吸気流路と、該吸気流路に内設された送風手段及び加熱手段と、加熱された外気を塗装ブース内に供給する供給流路からなる供給手段と、前記塗装ブース内の空気はフィルターを通して排気する排気手段と、を備え、前記吸気流路と供給流路とを繋いでそこにリターンダンパーを具設し、前記加熱された外気の一部を供給流路から吸気流路にリターン可能とした既設の密封型塗装ブースにおいて、これとは別体に、外気取入れ口から取入れた外気に水を噴霧して加湿する加湿器と、その下流に加温又は冷却する熱交換器と、からなる空調手段を内設した匡体と、空調された空気を前記塗装ブースの吸気口に流出する流出路と、該流出路に設けて前記塗装ブースの吸気口を覆うように接続する接続手段と、該接続手段を越えて前記流出路を延設した先には前記匡体を介さずに前記吸気口へ直接外気を流入可能とする開口と、を備え、該開口と前記流出路とにそれぞれ開口ダンパーと流出ダンパーを配設することにより、前記塗装ブースに後付け可能な温冷加湿流路となしたことを特徴とする温冷加湿エアーボックス。
【請求項2】
前記匡体内は途中まで中仕切壁を立設することにより略U字型に折り返す空気の流路を形成したことを特徴とする請求項1記載の温冷加湿エアーボックス。
【請求項3】
前記匡体には還流路と還流用送風手段を具備し、前記流出路を流れる空気の一部を前記外気取入れ口側に還流可能としたことを特徴とする請求項2記載の温冷加湿エアーボックス。
【請求項4】
前記匡体には水蒸気を発生する蒸気発生器を前記熱交換器の下流に併設したことを特徴とする請求項1記載の温冷加湿エアーボックス。
【請求項5】
前記温冷加湿エアーボックスを用いた塗装ブースにおいて、塗装作業時におけるブース内環境は、好ましくは温度が概ね+18℃から+25℃前後、水性塗料を吹付ける際の湿度は概ね50%RHから60%RH前後であることを特徴とする請求項1乃至4記載の自動車ボディの塗装方法。
【請求項1】
少なくとも吸気口から吸気ダンパーを経て外気を吸引する吸気流路と、該吸気流路に内設された送風手段及び加熱手段と、加熱された外気を塗装ブース内に供給する供給流路からなる供給手段と、前記塗装ブース内の空気はフィルターを通して排気する排気手段と、を備え、前記吸気流路と供給流路とを繋いでそこにリターンダンパーを具設し、前記加熱された外気の一部を供給流路から吸気流路にリターン可能とした既設の密封型塗装ブースにおいて、これとは別体に、外気取入れ口から取入れた外気に水を噴霧して加湿する加湿器と、その下流に加温又は冷却する熱交換器と、からなる空調手段を内設した匡体と、空調された空気を前記塗装ブースの吸気口に流出する流出路と、該流出路に設けて前記塗装ブースの吸気口を覆うように接続する接続手段と、該接続手段を越えて前記流出路を延設した先には前記匡体を介さずに前記吸気口へ直接外気を流入可能とする開口と、を備え、該開口と前記流出路とにそれぞれ開口ダンパーと流出ダンパーを配設することにより、前記塗装ブースに後付け可能な温冷加湿流路となしたことを特徴とする温冷加湿エアーボックス。
【請求項2】
前記匡体内は途中まで中仕切壁を立設することにより略U字型に折り返す空気の流路を形成したことを特徴とする請求項1記載の温冷加湿エアーボックス。
【請求項3】
前記匡体には還流路と還流用送風手段を具備し、前記流出路を流れる空気の一部を前記外気取入れ口側に還流可能としたことを特徴とする請求項2記載の温冷加湿エアーボックス。
【請求項4】
前記匡体には水蒸気を発生する蒸気発生器を前記熱交換器の下流に併設したことを特徴とする請求項1記載の温冷加湿エアーボックス。
【請求項5】
前記温冷加湿エアーボックスを用いた塗装ブースにおいて、塗装作業時におけるブース内環境は、好ましくは温度が概ね+18℃から+25℃前後、水性塗料を吹付ける際の湿度は概ね50%RHから60%RH前後であることを特徴とする請求項1乃至4記載の自動車ボディの塗装方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−543(P2012−543A)
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願番号】特願2010−135747(P2010−135747)
【出願日】平成22年6月15日(2010.6.15)
【出願人】(502165034)有限会社グローバルサービス (1)
【Fターム(参考)】
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願日】平成22年6月15日(2010.6.15)
【出願人】(502165034)有限会社グローバルサービス (1)
【Fターム(参考)】
[ Back to top ]